Многослойные термоусадочные пленки - RU2674766C2
Код документа: RU2674766C2
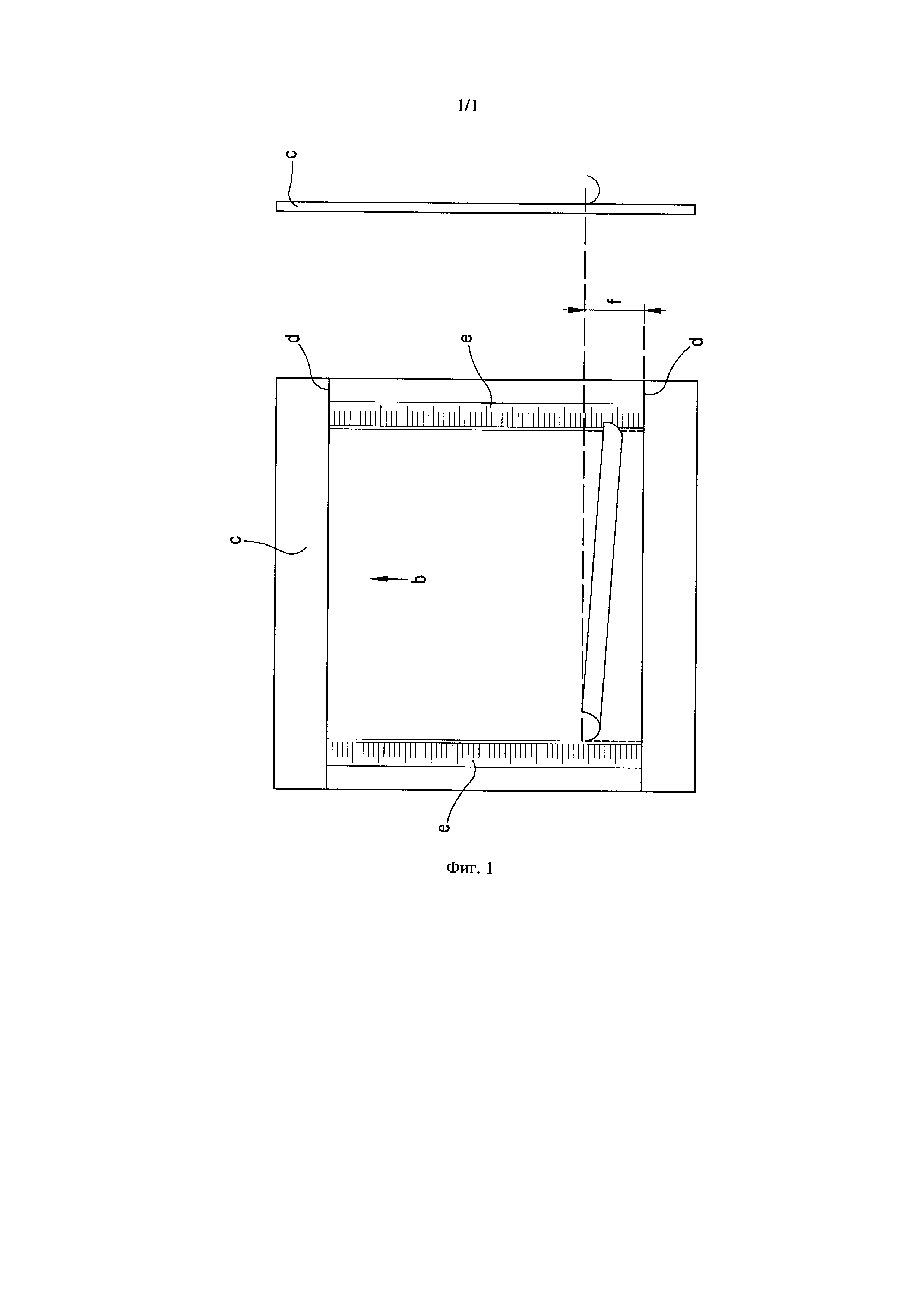
Чертежи
Описание
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к многослойным термоусадочным пленкам и к изготовленным из них гибким контейнерам, таким как пакеты, мешки и т.п., применимым для упаковывания изделий, в частности, пищевых продуктов.
Изобретение также относится к способу изготовления таких многослойных термоусадочных пленок.
Уровень техники
Термоусадочные упаковочные пленки применяются для упаковывания разнообразных изделий.
В прошлом предпринималось несколько попыток улучшения внешнего вида упаковок путем оптимизации термоусадочных и оптических свойств пленок, а также повышения их жесткости с целью придания более высокой устойчивости к неправильному обращению и лучшей обрабатываемости.
Что касается термоусадочных свойств, идеальная упаковочная пленка должна иметь правильное соотношение свободной усадки, максимального усадочного напряжения и остаточного усадочного напряжения для обеспечения упаковок с привлекательным внешним видом и удовлетворительными функциональными возможностями, при этом внешний вид и функциональные возможности должны сохраняться в наиболее типичных условиях упаковывания и хранения и в течение всего срока годности упаковки.
Любое отклонение от оптимальных значений упомянутых термоусадочных свойств может нанести ущерб характеристиками пленки в готовой упаковке.
Например, при слишком низких значениях свободной усадки упаковка может иметь неприемлемый для потребителя внешний вид из-за рыхлости пленки и наличия морщин.
Это в особенности справедливо в случае вакуумного упаковывания мясных продуктов, в частности, свежих мясных продуктов. После откачивания воздуха из упаковки и последующего термосваривания пленки получаемая закрытая упаковка должна дать усадку, чтобы плотно облегать мясной продукт. Пленка с достаточно большой свободной усадкой сжимается, в результате чего уменьшается избыток выступающей пленки, за счет чего улучшаются внешний вид и функциональность упаковки.
На этой стадии усадки важно, чтобы пленка имела надлежащие значения свободной усадки в обоих направлениях, а также соответствующую силу усадки. Эта сила должно быть достаточной для обеспечения плотного облегания продукта внутри пленки без разрушения или чрезмерной деформации готовой упаковки.
Свободная усадка и максимальное усадочное напряжение, т.е. максимальное значение натяжения пленки в процессе нагрева/усадки являются очень важными параметрами для достижения оптимального внешнего вида упаковки.
Другим важным требованием является то, что упаковки должны оставаться герметичными с течением времени в процессе обращения и хранения.
В действительности, одним из распространенных неудобств, которое возникает при хранении в холодильнике, является так называемое "размягчение упаковки", то есть потеря плотности и появление неэстетичных морщин и складок на упаковочной пленке. Размягчение упаковки является нежелательным не только исключительно по эстетическим причинам, поскольку наличие морщин на упаковочной пленке является само по себе неприглядным, но также может затруднять визуальный контроль упакованного продукта и тем самым вселять сомнения относительно свежести и надлежащей сохранности пищевого продукта. Измерение остаточного усадочного напряжения при стандартных температурах хранения в холодильнике может помочь предвидеть размягчение упаковки и, соответственно, улучшить свойства пленки.
Другим важным требованием к упаковке с точки зрения потребительского восприятия являются оптические свойства, а именно, ее прозрачность и глянцевитость. За счет прозрачности упаковки потребитель может "видеть ее насквозь" и контролировать качество продукта, кроме того, глянцевитая упаковка без сомнения является более привлекательной. В частности, в случае барьерных усадочных пленок, у которых барьерным слоем является, например, EVOH или ПВДХ, сморщивание барьерного слоя вследствие сильной усадки пленки вызывает значительное ухудшение ее оптических свойств, в особенности, что касается матовости пленки.
По этим причинам решающее значение имеет максимально возможное сохранение отличных оптических свойств пленки после усадки, в особенности, в случае барьерных пленок с высокой степенью усадки.
Пленки повышенной жесткости обычно обеспечивают упаковки с меньшими нарушениями герметичности вследствие случайного вскрытия или разрывов в процессе упаковывания или обращения с упаковками. Более жесткие пленки также обеспечивают лучшую обрабатываемость, что позволяет уменьшать число бракованных изделий и повышать скорость циклов упаковывания. По существу, пленка с хорошей обрабатываемостью менее подвержена сминанию, образованию складок, деформированию, скручиванию по краям или защемлению и может легче применяться в любой упаковочной машине. Кроме того, из более жестких пленок изготавливают гибкие контейнеры, в которые легче загружать их содержимое, и они в целом более пригодны для печатания и преобразования.
Для придания жесткости в технике применились две основные отличающиеся стратегии: увеличивали толщину пленок и добавляли устойчивые к неправильному обращению смолы, в частности, сложные полиэфиры и полиамиды. Обе стратегии имели некоторые отрицательные последствия с точки зрения кпд и производственных издержек
Кроме того, в случае термоусадочных пленок наблюдалось, что результатом увеличения жесткости часто являются нежелательные термоусадочные свойства и ухудшенные оптические признаки (например, глянцевитость, матовость до или после усадки).
Дополнительные сложности создавало добавление устойчивых к неправильному обращению смол, также называемых в описании "жестких смол", в частности, полимеров с высокой точкой плавления, таких как полиамиды или, в частности, ароматические сложные полиэфиры.
Во-первых, когда в эти пленки входит барьерный слой, содержащий ПВДХ, из-за различающихся термических характеристики и стабильности барьерных полимеров и устойчивых к неправильному обращению смол сильно затрудняется процесс изготовления пленки.
В частности, пленки, содержащие сложные полиэфиры с высокой точкой плавления, такие как ароматические сложные (со)полиэфиры, вместе с термолабильным барьерным слоем ПВДХ, могут с трудом изготавливаться с использованием традиционных экструзионных матриц и/или технологий, а именно, путем соэкструзии всех слоев, как описано в WO 2005011978 или ЕР 2147783, или путем нанесения на подложку методом экструзии покрытия, которое содержит ПВДХ и PET, как предложено в ЕР 2030784.
Заявителем обнаружено, что в случае применения упомянутых традиционных технологий с использованием традиционных экструзионных матриц для изготовления пленок согласно настоящему изобретению слой ПВДХ может подвергаться такому сильному повреждению, что готовая пленка будет неприемлема с точки зрения цвета, пропускания кислорода и/или оптических свойств.
По существу, заявитель обнаружил, что температуры, используемые для экструзии полиамиды и, в особенности, ароматических сложных полиэфиров обычно настолько высоки, например, могут достигать 270-280°C, что вызывают частичную деградацию барьерного слоя из ПВДХ с появлением нежелательной желто-коричневой окраски и возможным ухудшением газоизолирующих свойств. Из уровня техники известно немного или не известно решений задачи термической несовместимости и успешного изготовления пленок такого рода.
Кроме того, если структура пленок несимметрична, включение больших количеств устойчивых к неправильному обращению смол может вызывать ухудшение так называемого "эффекта скручивания", т.е. стремления краев завертываться при резке пленки или рукава.
Разумеется, что с точки зрения как изготовителей, так и потребителей наиболее желательно, чтобы рукав или пленка оставалась плоской при резке. Когда рукав или полотно скручивается, становится очень сложным (или даже невозможным) осуществлять стандартные операции преобразования, такие как изготовление пакетов, продольная резка, печатание, развертывание.
Скручивание также является серьезной проблемой для потребителей, поскольку затрудняет операции с пакетами на автоматическом оборудовании (в загрузчике пакетов, горизонтальной формовочно-фасовочно-укупорочной машине (HFFS), термоформующей-усадочной машине) и резко увеличивает количество брака из-за неправильного открывания пакетов и/или размещения полотна.
Помимо этого, в случае пленок сложного состава, содержащих барьерные слои (например, EVOH или ПВДХ) и некоторые слои из жестких смол, таких как сложные полиэфиры и полиамиды, наладка процесса экструзии является более важной и требует осуществления ряда настроек прежде, чем будет найден компромисс между отдачей процесса и свойствами пленки.
Такие составы также создают другие сложности с точки зрения герметизируемости и прочности сцепления между различными слоями структур.
По-прежнему, существует потребность в новых барьерных термоусадочных пленках с хорошими оптическими свойствам после усадки, отличной герметизируемостью и надлежащей прочностью сцепления между различными слоями пленок, высокой технологичностью и жесткостью, но уменьшенным скручиванием для обеспечения прочности/удобства в обращении при преобразовании и печатании.
Краткое изложение сущности изобретения
Заявителем обнаружено, что пленкам с барьерным слоем ПВДХ могут быть приданы отличные оптические свойства после усадки за счет использования адгезивного (связующего) слоя специфического состава, по меньшей мере, с одной стороны барьерного слоя.
Кроме того, заявителем неожиданно обнаружено, что этот связующий слой также может обеспечивать отличную адгезию между термосвариваемым слоем и, если он присутствует, слой(-и) полиамида, сложного полиэфира или стирольных полимеров.
Заявителем обнаружено, что отличная герметизируемость и уменьшенное скручивание пленок с барьерным слоем ПВДХ, содержащих жесткие полимеры, такие как полиамиды и полиэфиры, могут быть достигнуты путем выбора количеств таких жестких смол относительно герметизирующей смолы и их соответствующего положения. Конкретное содержание и надлежащее расположение слоев в упомянутых многослойных пленках с барьерным слоем ПВДХ, позволяет включать значительное количество жестких смол с получением асимметричных жестких пленок с удивительно незначительным скручиванием, а также с хорошими оптическими, усадочными свойствами и устойчивостью к неправильному обращению.
Кроме того, заявителю удалось изготовить пленки с барьерным слоем ПВДХ, содержащие ароматические сложные (со)полиэфиры с высокой точкой плавления, даже на традиционном оборудовании за счет применения новой технологии нанесения покрытия методом экструзии. Заявителем обнаружено, что путем включения термолабильного слоя ПВДХ в подложку и сложного (со)полиэфира с высокой точкой плавления в покрытие можно защитить ПВДХ от разложения. По существу, слой ПВДХ в подложке не нагревается до слишком высокой температуры, как ароматические сложные (со)полиэфиры с высокой точкой плавления в покрытии. Кроме того, заявителю удалось дополнительно свести к минимуму теплопередачу при нанесении покрытия на подложку путем помещения изолирующих слоев определенной толщины между слоем ПВДХ и слоем(-ями) ароматических сложных (со)полиэфиров. За счет теплоизоляционной функции упомянутых дополнительных слоев и/или конкретного способа изготовления оказалось возможным защитить слой ПВДХ от термической деградации при обработке.
Таким образом, первой задачей настоящего изобретения является создание полимерной смеси, содержащей:
от 50% до 85% по весу, по меньшей мере, модифицированного сополимера этилена и альфа-олефина;
от 50% до 15% по весу, по меньшей мере, модифицированного сополимера этилена и винилацетата с содержанием винилацетата от 6% до 15% по весу.
Второй задачей настоящего изобретения является создание многослойной термоусадочной пленки, содержащей, по меньшей мере:
первый наружный термосвариваемый слой (а),
внутренний барьерный слой (b), содержащий поливинилиденхлорид (ПВДХ) и имеющий первую поверхность и вторую поверхность;
по меньшей мере, один связующий слой (с), находящийся в непосредственном сцеплении с первой поверхностью или со второй поверхностью внутреннего барьерного слоя (b),
отличающейся тем, что связующий слой (с) содержит, предпочтительно состоит из смеси полимеров согласно первой задаче настоящего изобретения.
Третьей задачей настоящего изобретения является создание способа изготовления пленки согласно второй задаче настоящего изобретения.
Четвертой задачей настоящего изобретения является создание упаковочного изделия в форме бесшовного рукава, самым внутренним слоем которого является термосвариваемый слой, или в форме гибкого контейнера, такого как пакет или мешок, получаемого путем термосваривания пленки согласно второй задаче.
Пятой задачей настоящего изобретения является создание упаковки, содержащей изделие согласно четвертой задачей, и продукт, упакованный в упомянутое изделие.
Шестой задачей настоящего изобретения является применение смеси полимеров согласно первой задаче настоящего изобретения при изготовлении упаковочной пленки, предпочтительно пленки согласно второй задаче настоящего изобретения, и применение упомянутой пленки для упаковывания, предпочтительно упаковывания пищевых продуктов.
Определения
Используемый в изобретении термин "пленка" включает пластмассовое полотно независимо от того, является ли оно пленкой, листом или рукавом.
Используемый в изобретении термин "внутренний слой" означает любой слой пленки, обе основные поверхности которого непосредственно сцеплены с другим слоем пленки.
Используемый в изобретении термин "наружный слой" означает любой слой пленки, только одна из основных поверхностей которого непосредственно сцеплена с другим слоем пленки.
Используемые в изобретении термины "герметизирующий слой", "термосвариваемый слой" и "уплотнительный слой" означают наружный слой для герметичного соединения с тем же самым наружным слоем пленки, с другим слоем той же самой или другой пленки и/или с другим изделием, которое не является пленкой.
Используемые в изобретении термины "связующий слой" или "адгезивный слой" означают любой внутренний слой пленки, основным назначением которого является сцепление друг с другом двух слоев.
Используемые в изобретении термины "продольное направление" и "направление обработки", далее сокращенно обозначаемые как "LD" или "MD", означают направление "по длине" пленки, т.е. в направлении формирования пленки во время соэкструзии.
Используемый в изобретении термин "поперечное направление", далее сокращенно обозначаемый как "TD", означает направление поперек пленки, перпендикулярное направлению обработки или продольному направлению.
Термин "экструзия" используется в изобретении применительно к способу формования непрерывных профилей путем продавливания расплавленной пластмассы через матрицу с последующим охлаждением или химическим отверждением. Непосредственно перед экструзией через матрицу обычно подают относительно высоковязкий полимерный материал во вращающийся шнек с изменяемым шагом, т.е. экструдер, который продавливает полимерный материал через матрицу.
Используемый в изобретении термин "соэкструзия" относится к процессу экструзии двух или более материалов через одну матрицу с двумя или более отверстиями, расположенными таким образом, чтобы экструдаты объединялись и сплавлялись друг с другом в слоистую структуру до охлаждения, т.е. закалки. Используемый в изобретении термин "соэкструзия" также включает "нанесение покрытия методом экструзии".
Используемый в изобретении термин "нанесение покрытия методом экструзии" относится к способам, которыми "покрытие" из расплавленного полимера(-ов), содержащее один или несколько слоев, экструдируют на твердую "подложку" с целью нанесения на нее покрытия из расплавленного полимера, сцепления подложки с покрытием и тем самым получения готовой пленки.
Используемые в изобретении термины "соэкструзия", "соэкструдированный", "нанесение покрытия методом экструзии" и т.п. относятся к способам и многослойным пленкам, которые не получают путем только наслаивания, а именно, склеивания или сваривания друг с другом предварительно сформированных полотен.
Используемый в изобретении термин "ориентация" относится к "ориентации в твердом состоянии", а именно, к способу вытягивания отлитой из раствора пленки, осуществляемому при температуре выше, чем Tg (температура стеклования) всех полимеров, образующих слои структуры, и ниже, чем температура, при которой все слои структуры находятся в расплавленном состоянии. Ориентация в твердом состоянии может являться одноосной, поперечной или предпочтительно продольной или предпочтительно двухосной.
Используемые в изобретении термины "степень ориентации" и "степень вытягивания" относится к произведению степени вытягивания пластмассовой пленки в двух перпендикулярных друг к другу направлениях, т.е. в направлении обработки и поперечном направлении. Так, если пленка ориентирована до размера, в три раза превышающего ее исходный размер в продольном направлении (3:1) и в три раза превышающего ее исходный размер в поперечном направлении (3:1), пленка в целом имеет степень ориентации 3×3 или 9:1.
Используемые в изобретении термины "термоусадочный", "термоусадка" и т.п. относятся к тенденции ориентированной в твердом состоянии пленки давать усадку под действием тепла, т.е. сжиматься при нагреве, в результате чего размер пленки уменьшается, пока она находится в свободном состоянии. Этот используемый в изобретении термин относится к ориентированным в твердом состоянии пленкам со свободной усадкой как в направлении обработки, так и поперечном направлении, измеренной согласно ASTM D 2732, по, меньшей мере, 10%, предпочтительно по, меньшей мере, 15%, еще более предпочтительно по, меньшей мере, 20% при 85°C.
Используемый в изобретении термин "общая свободная усадка" является суммарной свободной усадкой в направлении обработки и свободной усадкой в поперечном направлении. Общая свободная усадка выражается в процентах (%).
Используемый в изобретении термин "устойчивость процесса" является взаимозаменяемым с термином "технологичность" и относится к устойчивости пленки при изготовлении, экструзии, ориентации и преобразовании.
Используемый в изобретении термин "полимер" означает продукт реакции полимеризации, включая гомополимеры и сополимеры.
Термин "гомополимер" используется в изобретении применительно к полимеру, получаемому путем полимеризации мономера одного типа, т.е. полимеру, состоящему в основном из части одного типа, т.е. повторяющегося звена.
Используемый в изобретении термин "сополимер" относится к полимерам, получаемым в результате реакции полимеризации мономеров, меньшей мере, двух различных типов. Например, термин "сополимер" относится, в том числе, к продукту реакции сополимеризации этилена и альфа-олефина, такого как 1-гексен. При использовании в качестве родового понятия термин "сополимер" также относится, в том числе, например, к терполимерам. Термин "сополимер" также относится, в том числе, к статистическим сополимерам, блок-сополимерам и привитым сополимерам.
Используемый в изобретении термин "гетерогенный полимер" или "полимер, полученный путем гетерогенного катализа" относится к продуктам реакции полимеризации с относительно широким разбросом молекулярной массы и относительно широким разбросом распределения состава, т.е. к типичным полимерам, получаемым, например, с использованием катализаторов Циглера-Натта, например, металлогалоидных соединений, активированных органометаллическим катализатором, т.е. хлоридом титана, необязательно, содержащим, хлорид магния, образующим комплекс с триалкилалюминием, как описано в таких патентах, как US 4302565 на имя Goeke и др. и US 4302566 на имя Karol и др. Полученные путем гетерогенного катализа сополимеры этилена и альфа-олефина могут включать линейный полиэтилен низкой плотности, полиэтилен очень низкой плотности и полиэтилен сверхнизкой плотности. Некоторые сополимеры этого типа производятся, например, компаний Dow Chemical Company (Мидленд, шт. Мичиган, США) и продаются под товарным знаком DOWLEX.
Используемый в изобретении термин "гомогенный полимер" или "полимер, полученный путем гомогенного катализа" относится к продуктам реакции полимеризации с относительно узким разбросом молекулярной массы и относительно узким разбросом распределения состава. Гомогенные полимеры структурно отличаются от гетерогенных полимеров тем, что гомогенные полимеры имеют относительно упорядоченную последовательность сомономеров внутри цепочки, зеркальное отражение распределения последовательностей во всех цепочках и одинаковую длину всех цепочек, т.е. более узкое распределение молекулярной массы. Этот термин относится, в том числе, к гомогенным полимерам, получаемым с использованием металлоценов или других моноцентровых катализаторов, а также гомогенным полимерам, получаемым с использованием катализаторов Циглера-Натта в условиях гомогенного катализа.
Сополимеризация этилена и альфа-олефинов в условиях гомогенного катализа, например, сополимеризация с использованием металлоценовых систем катализа, которые включают катализаторы с заданной геометрией, т.е. комплексы моноциклопентадиенила с переходными металлами, описана в патенте US 5026798 на имя Canich. Гомогенные сополимеры этилена и альфа-олефинов (Е/АО) могут включать модифицированные или немодифицированные сополимеры этилена и альфа-олефинов, содержащие длинноцепочечный разветвленный (с 8-20 боковыми атомами углерода) сомономер альфа-олефинов, производства компании Dow Chemical Company, известные как AFFINITY и ATTANE, линейные сополимеры TAFMER производства компании Mitsui Petrochemical Corporation (Токио, Япония) и модифицированные или немодифицированные сополимеры этилена и альфа-олефинов, содержащие короткоцепочечный разветвленный (с 3-6 боковыми атомами углерода) сомономер альфа-олефинов, известные как EXACT, производства компании ExxonMobil Chemical (Хьюстон, шт. Техас, США).
Используемый в изобретении термин "полиолефин" относится к любому полимеризованному олефину, который может являться линейным, разветвленным, циклическим, алифатическим, ароматическим, замещенным или незамещенным. Более точно, термин "полиолефин" включает гомополимеры олефина, сополимеры олефина, сополимеры олефина и неолефиновый сомономер, сополимеризуемый с олефином, такие как виниловые мономеры, их модифицированные полимеры и т.п. Конкретные примеры включают гомополимер полиэтилена, гомополимер полипропилена, гомополимер полибутена, этилен-альфа-олефин, которым являются сополимеры этилена и одного или нескольких олефинов (альфа-олефинов), таких как бутен-1, гексен-1, октен-1 и т.п. в качестве сомономера, и т.п., сополимер пропилена и альфа-олефина, сополимер бутена и альфа-олефина, сополимер этилена и ненасыщенного сложного эфира, сополимер этилена и ненасыщенной кислоты (например, сополимер этилена и этилакрилата, сополимер этилена и бутилакрилата, сополимер этилена и метилакрилата, сополимер этилена и акриловой кислоты и сополимер этилена и метакриловой кислоты), сополимер этилена и винилацетата, иономер, полиметилпентен и т.д.
Используемый в изобретении термин "иономер" относится к продуктам полимеризации этилена с ненасыщенной органической кислотой, а также необязательно со сложным (С1-С4)-алкилэфиром ненасыщенной органической кислоты, частично нейтрализованным ионом одновалентного или двухвалентного металла, такого как литий, натрий, калий, кальций, магний и цинк. Типичными ненасыщенными органическими кислотами являются акриловая кислота и метакриловая кислота, поскольку они термостабильны и предлагаются на рынке. Сложные (С1-С4)-алкилэфиры ненасыщенной органической кислоты обычно представляют собой сложные эфиры (мет)акриловой кислоты, например, метилакрилат и изобутилакрилат. Для получения иономера также могут использоваться смеси нескольких сомономеров ненасыщенной органической кислоты и/или нескольких мономеров сложных (С1-С4)-алкилэфиров ненасыщенной органической кислоты.
Используемый в изобретении термин "модифицированный полимер", а также более конкретные термины, такие как "модифицированный сополимер этилена и винилацетата", "модифицированный полиолефин" и "модифицированный сополимер этилена и альфа-олефина", относятся к перечисленным только что полимерам с ангидридной функциональной группой, которая привита к ним и/или сополимеризована и/или смешана с ними. Такие модифицированные полимеры предпочтительно имеют ангидридную функциональную группу, привитую к ним или полимеризованную, а не просто смешанную с ними. Используемый в изобретении термин "модифицированный" относится к химическому производному, например, имеющему ангидридную функциональную группу в любой форме, такой как малеиновый ангидрид, кротоновой кислоты, цитраконовой кислоты, итаконовой кислоты, фумаровой кислоты и т.д., которая привита к полимеру, сополимеризована с полимером или смешана с одним или несколькими полимерами, а также включает производные таких функциональных групп, такие как кислоты, сложные эфиры и получаемые из них соли металлов. Используемые в изобретении термины "содержащий ангидрид полимер" и "модифицированный ангидридом полимер" относятся к одному или более из следующего: (1) полимерам, получаемым путем сополимеризации содержащего ангидрид мономера со вторым, отличающимся мономером, (2) привитым ангидридом сополимерам и (3) смеси полимера и содержащего ангидрид соединения.
Используемый в изобретении термин "сополимер этилена и альфа-олефина" относится к гетерогенным и гомогенным полимерам, таким как линейный полиэтилен низкой плотности (ЛПЭНП) с плотностью обычно от около 0,900 г/см3 до около 0,930 г/см3, линейный полиэтилен средней плотности (ЛПЭСП) с плотностью обычно от около 0,930 г/см3 до около 0,945 г/см3 и полиэтилен очень низкой и сверхнизкой плотности (ПЭОНП и ПЭСНП) с плотностью менее около 0,915 г/см3, обычно от 0,868 до 0,915 г/см3, и таким как металлоцен-катализируемые гомогенные полимеры EXACT и EXCEED™ производства компании Exxon, моноцентровые полимеры AFFINITY™ производства компании Dow и гомогенные сополимеры этилена и альфа-олефина TAFMER™ производства компании Mitsui. Все эти материалы обычно включают сополимеры этилена с одним или несколькими сомономерами, выбранными из (С4-С10)-альфа-олефинов, таких как бутен-1, гексен-1, октен-1 и т.д., в которых молекулы сополимеров, представляют собой длинные цепочки с относительно небольшим числом боковых цепей или сшитых структур.
Используемые в изобретении термины, обозначающие полимеры, такие как "полиамид", "сложный полиэфир", "полиуретан" и т.д., относятся не только к полимерам, содержащим повторяющиеся звенья, полученные из мономеров, при полимеризации которых образуется полимер упомянутого типа, но также к сомономерам, производным и т.д., которые могут вступать в реакцию сополимеризации с мономерами, при полимеризации которых образуется упомянутый полимер. Например, термин "полиамид" относится к полимерам, содержащим повторяющиеся звенья, полученные из мономеров, таких как капролактам, при полимеризации которых образуется полиамид, а также к сополимерам, полученным в результате сополимеризации капролакта с сомономером, при полимеризации которого не образуется полиамид. Кроме того, термины, обозначающие полимеры, также относятся к смесям, композиция и т.д. таких полимеров с другими полимерами отличающегося типа.
Используемый в изобретении термин "полиамид" относится к высокомолекулярным полимерам с амидными связями на протяжении молекулярной цепи, более точно, к синтетическим полиамидам, таким как нейлоны. Таким термином обозначаются как гомополиамиды, так и со- (или тер)полиамиды. Он также конкретно относится к алифатическим полиамидам или сополиамидам, ароматическим полиамидам или сополиамидам и частично ароматическим полиамидам или сополиамидам, их модификациям и смесям. Гомополиамиды получают в результате полимеризации мономера одного типа, содержащего обе функциональные группы, типичные для полиамидов, т.е. аминогруппы и кислотные группы, такого как мономеры, при этом такими мономерами обычно являются лактамы или аминокислоты, или в результате поликонденсации многофункциональных мономеров двух типов, т.е. полиаминов и многоосновных кислот. Со-, тер- и мультиполиамиды получают в результате сополимеризации мономеров-предшественников по меньшей мере двух (трех или более) различных полиамидов. В качестве примера, для получения сополиамидов могут использоваться два различных лактама или полиамины и поликислоты двух типов, или лактам, с одной стороны, и полиамин и поликислота, с другой стороны. Примерами полимеров являются полиамид 6, полиамид 6/9, полиамид 6/10, полиамид 6/12, полиамид 11, полиамид 12, полиамид 6/12, полиамид 6/66, полиамид 66/6/10, их модификации и смеси. Упомянутый термин также относится к кристаллическим или частично кристаллическим, ароматическим или частично ароматическим полиамидам.
Используемый в изобретении термин "аморфный полиамид" относится к полиамидам или нейлонам, у которых отсутствует правильное пространственное расположение молекул или подгрупп молекул на протяжении больших расстояний относительно размеров атомов. Тем не менее, существует правильность структуры в локальном масштабе. Смотри "Amorphous Polymers" в Encyclopedia of Polymer Science and Engineering, 2-е издание, стр. 789-842 (издательство J. Wiley & Sons, Inc., 1985 г.). Этот документ имеет номер карточки 84-19713 по каталогу Библиотеки Конгресса. В частности, термин "аморфный полиамид" относится к материалу, признанному специалистами в области дифференциальной сканирующей калориметрии (DSC) не имеющим измеримой точки плавления (менее 0,5 кал/г) или теплоты плавления при измерении путем DSC согласно ASTM 3417-83. Такие нейлоны включают аморфные нейлоны, получаемые путем реакции конденсационной полимеризации диаминов с дикарбоновыми кислотами. Например, сочетают алифатический диамин с ароматической дикарбоновой кислотой или ароматический диамин с алифатической дикарбоновой кислотой, чтобы получить соответствующие аморфные нейлоны.
Используемый в изобретении термин "сцепленный" относится к пленкам, которые непосредственно сцеплены друг с другом с использованием термосваривания или других средств, а также к пленкам, которые сцеплены друг с другом с использованием адгезива, который находится между двумя пленками.
Используемый в изобретении термин "непосредственно сцепленный" применительно к слоям определяется как сцепление слоя-субъекта со слоем-объектом без связующего слоя, адгезива или другого слоя между ними.
В отличие от этого слово "между", используемое применительно к слою, находящемуся между двумя другими указанными слоями, означает как непосредственно сцепление слоя-субъекта с двумя другими слоями, между которыми он находится, так и отсутствие непосредственного сцепления слоя-субъекта с одним или обоими из двух других слоев, между которыми он находится, т.е. между слоем-субъектом и одним или несколькими слоями, между которыми находится слой-субъект, может помещаться один или несколько дополнительных слоев.
Используемый в изобретении термин "газонепроницаемый" применительно к слою, полимеру, содержащемуся в упомянутом слое, или к общей структуре означает свойство слоя, полимера или структуры до определенной степени ограничивать прохождение газов через них.
Применительно к слою или общей структуре термин "газонепроницаемый" используется в изобретении для обозначения слоев или структур, имеющих скорость пропускания кислорода (при 23°C и относительной влажности 0% согласно ASTM D-3985) менее 500 см3/м2⋅сутки⋅атм, предпочтительно менее 100 см3/м2⋅сутки⋅атм, еще более предпочтительно менее 50 см3/м2⋅сутки⋅атм.
Используемый в изобретении термин "гибкий контейнер" относится к пакетам с торцевым уплотнением, боковым уплотнением, L-образным уплотнением, U-образным уплотнением (также называемым "мешками"), боковыми фальцами, к сваренным изнутри оболочкам и бесшовным оболочкам.
Используемый в изобретении термин "упаковочное изделие в форме бесшовного рукава" относится к не имеющему швов рукаву из многослойной пленки, обычно изготовленному из многослойной пленки, (со)экструдированной через круглую матрицу и необязательно ориентированной, при этом самым внутренним слоем рукава является термосвариваемый слой (а).
Используемый в изобретении термин "упаковка" относится к упаковкам, изготавливаемым из таких изделий, т.е. контейнеров или рукавов, путем помещения продукта в изделие и сваривания изделия, в результате чего термоусадочная многослойная пленка, из которой изготовлен упаковочный контейнер, полностью окружает продукт.
Используемый в изобретении термин "пакет" относится к упаковочному контейнеру, имеющему открытый верх, боковые края и нижний край. Термином "пакет" обозначаются плоские пакеты, мешки, оболочки (бесшовные оболочки и сваренные изнутри оболочки, включая сваренные внахлестку оболочки, оболочки со сваренными краями и сваренные встык изнутри оболочки с лентой для соединения изнутри). В патенте US 6764729 описаны различные конфигурации оболочек, а в патенте US 6790468 описаны различные пакеты, включая пакеты с L-образным уплотнением, сваренные изнутри пакеты и пакеты с U-образным уплотнением (также называемые мешками).
Если не указано иное, все проценты означают процентное содержание по весу.
Подробное описание изобретения
Первой задачей настоящего изобретения является создание смеси полимеров, содержащей:
от 50% до 85% по весу, по меньшей мере, модифицированного сополимера этилена и альфа-олефина;
от 50% до 15% по весу, по меньшей мере, модифицированного сополимера этилена и винилацетата с содержанием винилацетата от 6% до 15% по весу.
предпочтительно:
от 60% до 80% по весу, по меньшей мере, модифицированного сополимера этилена и альфа-олефина;
от 40% до 20% по весу, по меньшей мере, сополимера этилена и винилацетата с содержанием винилацетата от 6% до 15% по весу,
еще более предпочтительно:
от 65% до 75% по весу, по меньшей мере, модифицированного сополимера этилена и альфа-олефина;
от 35% до 25% по весу, по меньшей мере, сополимера этилена и винилацетата с содержанием винилацетата от 6% до 15% по весу.
В одном из предпочтительных вариантов осуществления смесь состоит из упомянутых сополимеров в упомянутых количествах.
Модифицированный сополимер этилена и альфа-олефина обычно содержит сополимеры этилена с одним или несколькими сомономерами, выбранными из (С4-С10)-альфа-олефина, такого как бутен-1, гексен-1, октен-1 и т.д., у которого молекулы сополимера представляют собой длинные цепочки с относительно небольшим числом боковых цепей или сшитых структур.
Модифицированные сополимеры этилена и альфа-олефина, которые могут применяться в смеси согласно первой задаче изобретения, выбраны из модифицированных гетерогенных и гомогенных полимеров, таких как модифицированный линейный полиэтилен низкой плотности (ЛПЭНП) с плотностью обычно от около 0,900 г/см3 до около 0,930 г/см3, модифицированный линейный полиэтилен средней плотности (ЛПЭСП) с плотностью обычно от около 0,930 г/см3 до около 0,945 г/см3 и модифицированный полиэтилен очень низкой и сверхнизкой плотности (ПЭОНП и ПЭСНП) с плотностью менее около 0,915 г/см3, обычно от 0,868 до 0,915 г/см3.
Используемый термин "модифицированный сополимер этилена и альфа-олефина" относится к сополимеру этилена и альфа-олефина, содержащему, по меньшей мере, ангидридную функциональную группу, определение которой дано непосредственно далее и которая привита к нему и/или сополимеризована и/или смешана с ним.
Смесь согласно изобретению предпочтительно содержит, по меньшей мере, модифицированный сополимер этилена и альфа-олефина, которым является сополимер этилена и альфа-олефина, содержащий, по меньшей мере, одну ангидридную функциональную группу, которая привита к нему и/или сополимеризована и/или смешана с ним. Ангидридная функциональная группа предпочтительно выбрана из ангидрида малеиновой кислоты, кротоновой кислоты, цитраконовой кислоты, итаконовой кислоты и фумаровой кислоты.
Такие модифицированные полимеры предпочтительно имеют ангидридную функциональную группу, которая привита к ним и/или сополимеризована, а не просто и/или смешана с ними.
Используемый в изобретении термин "модифицированный" относится к химическому производному, например, имеющему ангидридную функциональную группу в любой форме, такой как малеиновый ангидрид, кротоновой кислоты, цитраконовой кислоты, итаконовой кислоты, фумаровой кислоты и т.д., которая привита к полимеру, сополимеризована с полимером или смешана с одним или несколькими полимерами, а также включает производные таких функциональных групп, такие как кислоты, сложные эфиры и получаемые из них соли металлов. Особо предпочтительными являются различные малеиновые ангидриды.
В предпочтительном варианте осуществления плотность модифицированного сополимера этилена и альфа-олефина составляет от 0,905 г/см3 до 0,927 г/см3, еще более предпочтительно от 0,910 г/см3 до 0,920 г/см3.
Индекс текучести расплава модифицированного сополимера этилена и альфа-олефина при 190°C и нагрузке 2,16 кг (ASTM D1238) обычно составляет от 2 до 10 г/10 мин, предпочтительно, по меньшей мере, 3 г/10 мин, еще более предпочтительно, по меньшей мере, 4 г/10 мин.
Особо предпочтительными являются Admer® NF 538Е (модифицированный ангидридом полиэтилен очень низкой плотности с плотностью 0,91 г/см3, индексом текучести 4,1 г/10 мин при 190°C и нагрузке 2,16 кг), Admer® NF518E (модифицированный малеиновым ангидридом линейный полиэтилен низкой плотности с плотностью 0,91 г/см3, индексом текучести 3,1 г/10 мин при 190°C и нагрузке 2,16 кг) и Admer® NF911E (модифицированный малеиновым ангидридом линейный полиэтилен низкой плотности с плотностью 0,90 г/см3, индексом текучести 2.5 г/10 мин при 190°C и нагрузке 2,16 кг), предлагаемые на рынке компанией Mitsui Chemical.
Другими предлагаемыми на рынке полимерами, которые могут использоваться, являются, например, Bynel 4125 производства компании DuPont (индекс текучести расплава 2,5 г/10 мин при 190°C и нагрузке 2,16 кг, плотность 0,926 г/см3), Plexar РХ3243 производства компании LyondellBasell (индекс текучести расплава 4.5 г/10 мин при 190°C и нагрузке 2,16 кг, плотность 0,927 г/см3), Amplify TY 1354 производства компании Dow (индекс текучести расплава 3,0 г/10 мин при 190°C и нагрузке 2,16 кг, плотность 0,92 г/см3).
Сополимер этилена и винилацетата (EVA) является сополимером, который представлен общей формулой СН3СООСН=СН2.
Звенья этилена присутствуют в модифицированном сополимере EVA в большем количестве, а звенья винилацетата в меньшем количестве. Типичное количество винилацетата может составлять от около 5% до около 20%. В случае смеси согласно первой задаче настоящего изобретения содержание винилацетата должно составлять от 6% до 15%, предпочтительно от 8% до 13% по весу.
Индекс текучести расплава таких полимеров обычно составляет от 2,0 до 5,5 г/10 мин, предпочтительно 2,5-4,5 г/10 мин (при 190°C и нагрузке 2,16 кг согласно ASTM D1238).
Точка плавления таких полимеров предпочтительно находится в пределах от 87°C до 100°C.
Термин "модифицированный сополимер этилена и винилацетата" относится к сополимеру этилена и винилацетата с указанной ниже ангидридной функциональной группой, которая привита к нему и/или сополимеризована и/или смешана с ним.
Такие модифицированные полимеры предпочтительно имеют ангидридную функциональную группу, привитую к ним или полимеризованную, а не просто смешанную с ними.
Используемый в изобретении термин "модифицированный" относится к химическому производному, например, имеющему ангидридную функциональную группу в любой форме, такой как малеиновый ангидрид, кротоновой кислоты, цитраконовой кислоты, итаконовой кислоты, фумаровой кислоты и т.д., которая привита к полимеру, сополимеризована с полимером или смешана с одним или несколькими полимерами, а также включает производные таких функциональных групп, такие как кислоты, сложные эфиры и соли металлов, получаемые из них. Особо предпочтительными являются малеиновые ангидриды.
Примерами предлагаемых на рынке модифицированных сополимеров EVA являются Bynel 3101 производства компании DuPont, Bynel 30Е671 производства компании Du Pont, Orevac 9314 производства компании Arkema.
Смесь согласно настоящему изобретению предпочтительно содержит от 65% до 75% по весу, по меньшей мере, модифицированного сополимера этилена и альфа-олефина, имеющего плотность от 0,910 до 0,920 г/см3, и от 35% до 25% по весу, по меньшей мере, модифицированного сополимера этилена и винилацетата с содержанием винилацетата от 6% до 15% по весу, более предпочтительно от 8% до 13% по весу.
Второй задачей настоящего изобретения является создание многослойной термоусадочной пленки, содержащей, по меньшей мере:
первый наружный термосвариваемый слой (а),
внутренний барьерный слой (b), содержащий поливинилиденхлорид (ПВДХ) и имеющий первую поверхность и вторую поверхность;
по меньшей мере, один связующий слой (с), находящийся в непосредственном сцеплении с первой поверхностью или со второй поверхностью внутреннего барьерного слоя (b),
отличающейся тем, что связующий слой (с) содержит, предпочтительно состоит из смеси полимеров согласно первой задаче настоящего изобретения.
Общая толщина многослойной пленки в целом не превышает 250 микрон и может быть выбрана в зависимости от упаковываемого продукта и способа упаковывания. Общая толщина пленки предпочтительно составляет от 10 до 150 микрон, более предпочтительно от 20 до 120 микрон, еще более предпочтительно от 30 до 100 микрон.
Такие пленки предпочтительно имеют общую свободную усадку при 85°C, по меньшей мере, 40%, предпочтительно, по меньшей мере, 50%, еще более предпочтительно, по меньшей мере, 60%. Общая свободная усадка является суммарной свободной усадки в процентах, измеренной в двух (продольном и поперечном) направлениях пленки согласно ASTM D2732.
Такие пленки предпочтительно имеют показатель матовости после усадки менее 40%, менее 30%, предпочтительно менее 25%, более предпочтительно менее 15%, наиболее предпочтительно менее 10%.
Число слоев у пленок согласно настоящему изобретению в целом составляет от 4 до 50, предпочтительно от 6 до 35, более предпочтительно менее 20. В предпочтительном варианте осуществления число слоев у пленок согласно настоящему изобретению составляет от 6 до 15, еще более предпочтительно от 7 до 12.
В одном из предпочтительных вариантов осуществления связующий слой (с) с каждой стороны барьерного слоя (b) содержит смесь полимеров согласно первой задаче настоящего изобретения. Состав обоих связующих слоев (с) может быть одинаковым или различаться в зависимости от химической природы дополнительных слоев, примыкающих к упомянутым двум связующим слоям. В предпочтительном варианте связующие слои (с), примыкающие к ПВДХ, имеют одинаковый состав.
В одном из предпочтительных вариантов осуществления пленка согласно настоящему изобретению имеет, по меньшей мере, два связующих слоя (с), находящихся в непосредственном сцеплении с первой и второй поверхностями, соответственно, внутреннего барьерного слоя (b), при этом связующие слои содержат смесь полимеров согласно первой задаче настоящего изобретения.
Толщина связующего слоя (с) может составлять от 1 до 15 микрон, предпочтительно от 2 до 12 микрон, еще более предпочтительно от 3 до 9 микрон.
Пленки согласно настоящему изобретению имеют внутренний кислородонепроницаемый слой (с), содержащий поливинилиденхлорид (ПВДХ).
ПВДХ предпочтительно содержит термостабилизатор (т.е. поглотитель HCl, например, эпоксидированное соевое масло) и вспомогательное смазывающее средство, которое, например, содержит один или несколько акрилатов.
Поливинилиденхлорид (ПВДХ) включает сополимеры винилиденхлорида и, по меньшей мере, одного моноэтилен-ненасыщенного мономера, сополимеризуемого с винилиденхлоридом. Моноэтилен-ненасыщенный мономер может использоваться в количестве 2-40%, предпочтительно 4-35% по весу получаемого ПВДХ. Примеры моноэтилен-ненасыщенного мономера могут включать винилхлорид, винилацетат, винилпропионат, алкилакрилаты, алкилметакрилаты, акриловую кислоту, метакриловую кислоту и акрилонитрил. Сополимером винилиденхлорида также может являться терполимер. Особо предпочтительным является использование сополимера с винилхлоридом или (С1-С8)-алкил(мет)акрилатом, таким как метилакрилат, этилакрилат или метилметакрилат, в качестве сомономеров. Также возможно использование смеси различных ПВДХ, таких как, например, смесь сополимера винилиденхлорида и винилхлорида с сополимером винилиденхлорида и метилакрилата. В случае "дышащих" пищевых продуктов, таких как некоторые сыры, также возможно и особо выгодно использование смесей ПВДХ и поликапролактона (таких как описаны в примерах 1-7 из патента ЕР 2064056 В1).
В таком случае многослойная термоусадочная пленка согласно настоящему изобретению может иметь скорость пропускания кислорода (СПК) от 120 до 450, более предпочтительно от 180 до 450 см3/м2⋅сутки⋅атм при 23°C и относительной влажности 0% (ASTM D-3985).
ПВДХ может содержать применимые добавки, известные из техники, т.е. стабилизаторы, антиоксиданты, пластификаторы, поглотители соляной кислоты и т.д., которые могут добавляться по технологическим причинам и/или для регулирования газонепроницаемых свойств полимера. Особо предпочтительным ПВДХ является IXAN PV910 производства компании Solvin и SARAN 806 производства компании Dow.
Газобарьерный слой (b) содержит, по меньшей мере, 85% ПВДХ, более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%. В наиболее предпочтительном варианте осуществления барьерный слой (b) состоит из ПВДХ.
Газобарьерный слой (b) обычно имеет толщину от 0,1 до 30 мкм, предпочтительно от 0,2 до 20 мкм, более предпочтительно от 0,5 до 10 мкм, еще более предпочтительно от 1 до 8 мкм.
Пленки согласно настоящему изобретению обычно являются высокобарьерными пленками с СПК (измеренной при 23°C и относительной влажности 0% согласно ASTM D-3985) менее 100 см3/м2⋅сутки⋅атм, предпочтительно менее 80 см3/м2⋅сутки⋅атм, и особо применимы для упаковывания мяса, включая свежее сырое мясо и переработанное мясо.
Пленки согласно второй задаче настоящего изобретения содержат первый наружный термосвариваемый слой (а).
Полимер для термосвариваемого слоя (а) обычно выбирается из сополимеров этилена и винилацетата (EVA), гомогенных или гетерогенных линейных сополимеров этилена и альфа-олефина, сополимеров полипропилена (РР), сополимеров этилена и пропилена (ЕРС), иономеров и смесей двух или более из этих полимеров.
Используемый в изобретении термин "EVA" относится к сополимерам этилена и винилацетата. Мономерное звено винилацетата может быть представлено следующей общей формулой: [СН3СООСН=СН2].
EVA является сополимером, который образуется из мономерных звеньев этилена и винилацетата, при этом в нем содержится большее количество звеньев этилена и меньшее количество звеньев. Типичное содержание винилацетата может составлять от около 5% до около 20%.
Особо предпочтительным полимером для термосвариваемого слоя (а) являются гетерогенные материалы, такие как линейный полиэтилен низкой плотности (ЛПЭНП) с плотностью обычно от около 0,910 г/см3 до около 0,930 г/см3, линейный полиэтилен средней плотности (ЛПЭСП) с плотностью обычно от около 0,930 г/см3 до около 0,945 г/см3 и полиэтилен очень низкой и сверхнизкой плотности (ПЭОНП и ПЭСНП) с плотностью менее около 0,915 г/см3; и гомогенные полимеры, такие как металлоцен-катализируемые гомогенные полимеры EXACT™ и EXCEED™ производства компании Exxon, моноцентровые полимеры AFFINITY™ производства компании Dow, QUEO производства компании Borealis, гомогенные сополимеры этилена и альфа-олефина TAFMER™ производства компании Mitsui. Все эти материалы обычно включают сополимеры этилена с одним или несколькими сомономерами, выбранными из (С4-С10)-альфа-олефинов, таких как бутен-1, гексен-1, октен-1 и т.д., в которых молекулы сополимеров, представляют собой длинные цепочки с относительно небольшим числом боковых цепей или сшитых структур.
Эти полимеры могут выгодно смешиваться в различных соотношениях с целью приспособления к герметизирующим свойствам пленок в зависимости от их применения при упаковывании, как это хорошо известно специалистам в данной области техники.
Особо предпочтительными являются смеси, содержащие ПЭОНП, например AFFINITY PL 1281G1 и AFFINITY PL 1845G или QUEO 1007, при этом особо предпочтительной является AFFINITY PL 1280G производства компании DOW.
В наиболее предпочтительном варианте осуществления герметизирующий слой состоит из смеси двух ПЭОНП.
Обычно предпочтительные для термосвариваемого слоя (а) полимеры имеют температуру начала сваривания ниже 110°C, более предпочтительно ниже 105°C, еще более предпочтительно ниже 100°C.
Термосвариваемый слой (а) пленки согласно настоящему изобретению может иметь типичную толщину от 2 до 35 микрон, предпочтительно от 3 до 30 микрон, более предпочтительно от 4 до 26 микрон.
Весовое содержание термосвариваемого слоя (а) во всей пленке предпочтительно составляет от 5 до 35%, более предпочтительно от 7 до 30%, еще более предпочтительно от 10 до 25%.
Пленки согласно настоящему изобретению дополнительно содержат один или несколько жестких полимерных слоев (d), содержащих одну или несколько "жестких смол", выбранных из группы, состоящей из сложных полиэфиров, полиамидов и стирольных полимеров и их смесей.
Используемый в изобретении термин "сложный полиэфир" относится к гомополимерам или сополимерам со сложноэфирной связью между мономерными звеньями, которые могут образовываться, например, в результате реакций конденсационной полимеризации с участием дикарбоновой кислоты и гликоля. Дикарбоновой кислотой может являться линейная или алифатическая кислота, т.е. щавелевая кислота, малоновая кислота, янтарная кислота, глутаровая кислота, адипиновая кислота, пимелиновая кислота, пробковая кислота, азелаиновая кислота, себациновая кислота и т.п.; или ароматическая или алкилзамещенная ароматическая кислота, т.е. различные изомеры фталевой кислоты (т.е. ортофталевой кислоты), такая как изофталевая кислота (т.е. метафталевая кислота) и терефталевая кислота (т.е. парафталевая кислота), а также нафталевая кислота. Конкретные примеры алкилзамещенных ароматических кислот, также называемых в изобретении ароматическими сложными полиэфирами, включают различные изомеры диметилфталевой кислоты, такой как диметилизофталевая кислота, диметилортофталевая кислота, диметилтерефталевая кислота, различные изомеры диэтилфталевой кислоты, такой как диэтилизофталевая кислота, диэтилортофталевая кислота, различные изомеры диметилнафталевой кислоты, такой как 2,6-диметилнафталевая кислота и 2,5-диметилнафталевая кислота, и различные изомеры диэтилнафталевой кислоты. В качестве альтернативы дикарбоновой кислотой может являться 2,5-фурандикарбоновая кислота (FDCA). Гликоли могут иметь неразветвленную или неразветвленную цепь. Конкретные примеры включают этиленгликоль, пропиленгликоль, триметиленгликоль, 1,4-бутандиол, неопентилгликоль и т.п. Гликоли включают модифицированные гликоли, такие как 1,4-циклогександиметанол.
Применимые сложные полиэфиры включают поли(этилен 2,6-нафталат), поли(бутилентерефталат), поли(этилентерефталат) и сложные сополиэфиры, получаемые путем введения в реакцию одной или нескольких дикарбоновых кислот с одним или несколькими двухатомными спиртами, такими как ПЭТГ, который является аморфным сложным сополиэфиром терефталевой кислоты с этиленгликолем и 1,4-циклогександиметанолом.
Предпочтительно, используют ароматические сложные полиэфиры.
Особо предпочтительными сложными полиэфирами являются ПЭТ производства компании Artenius или Ramapet производства компании Indorama или сложные полиэфиры Eastman.
Содержащий сложный полиэфир слой(и) может содержать любой перечисленный сложный полиэфир по отдельности или в смеси.
В предпочтительном варианте осуществления слой сложного полиэфира состоит из одного сложного полиэфира, при этом особо предпочтительными ПЭТ являются Ramapet N180 и Ramapet N1 производства компании Indorama или Artenius PET Global производства компании Artenius.
Весовое содержание сложного полиэфира(-ов) во всей пленке предпочтительно составляет, по меньшей мере, 3%, 4%, 5%, 6%, 7%.
Весовое содержание сложного полиэфира(-ов) во всей пленке предпочтительно составляет от 3 до 50%, более предпочтительно от 4 до 40%, еще более предпочтительно от 5 до 30%.
Сложный полиэфир может содержаться в одном или нескольких слоях пленки.
Содержащий сложный полиэфир слой может являться внутренним слоем или самым наружным слоем пленки согласно первой задаче настоящего изобретения.
В одном из предпочтительных вариантов осуществления сложный полиэфир присутствует в одном слое пленок согласно настоящему изобретению
В одном из наиболее предпочтительных вариантов осуществления слоем, содержащим сложный полиэфир, является самый наружный слой пленки.
В одном из наиболее предпочтительных вариантов осуществления сложный полиэфир присутствует в одном слое, который является самым наружным слоем пленки.
Весовое содержание сложного полиэфира(-ов) в каждом содержащем сложный полиэфир слое превышает 50%, 70%, 90%, 95%, более предпочтительно превышает 98%, наиболее предпочтительно он преимущественно состоит из сложного полиэфира(-ов).
Содержащий сложный полиэфир слой(-и) обычно может иметь толщину, по меньшей мере, 1,5, по меньшей мере, 2,5, по меньшей мере, 3, по меньшей мере, 4, по меньшей мере, 4,5, по меньшей мере, 5 микрон.
Содержащий сложный полиэфир слой(-и) обычно может иметь толщину от 1,5 до 35 микрон, предпочтительно от 2,5 до 30 микрон, более предпочтительно от 3 до 25 микрон.
Пленки согласно настоящему изобретению могут содержать полиамидные слои, содержащие гомо и/или сополимеры полиамида.
Применимые гомополимеры полиамида включают нейлон 6 (поликапролактам), нейлон 11 (полиундеканолактам), нейлон 12 (полилауриллактам) и т.п. Другие применимые гомополимеры полиамида также включают нейлон 4,2 (политетраметиленэтилендиамид), нейлон 4,6 (политетраметиленадипамид), нейлон 6,6 (полигексаметиленадипамид), нейлон 6,9 (полигексаметиленазеламид), нейлон 6,10 (полигексаметиленсебацинамид), нейлон 6,12 (полигексаметилендодекандиамид), нейлон 7,7 (полигептаметиленпимеламид), нейлон 8,8 (полиоктаметиленсуберамид), нейлон 9,9 (полинонаметиленазеламид), нейлон 10,9 (полидекаметиленазеламид), нейлон 12,12 (полидодекаметилендодекандиамид) и т.п.
Применимые сополимеры полиамида включают сополимер нейлона 6,6/6 (сополимер полигексаметиленадипамида и капролактама), сополимер нейлона 6/6,6 (сополимер поликапролактама и гексаметиленадипамида), сополимер нейлона 6,2/6,2 (сополимер полигексаметиленэтилендиамида и гексаметиленэтилендиамида), сополимер нейлона 6,6/6,9/6 (сополимер полигексаметиленадипамида, гексаметиленазеламида и капролактама), а также другие нейлоны. Дополнительные полиамиды включают нейлон 4,I, нейлон 6,I, сополимер нейлона 6,6/6I, сополимер нейлона 6,6/6Т, MXD6 (поли-m-ксилиленадипамид), сополимер нейлона 6T/6I, сополимер нейлона 6/MXDT/I, нейлон MXDI, поли-р-ксилиленадипамид, полигексаметилен терефталамид, полидодекаметилентерефталамид и т.п.
Особо предпочтительными полиамидами являются ULTRAMID С33 L 01 (РА6/66) производства компании BASF, Terpalex (РА6/66/12), полиамиды серии Ube 503Х (РА6/66) производства компании Ube, и Grilon и Grivory (PA6I/6T) производства компании EMS.
Полиамидный слой(-и) еще более предпочтительно состоит из смеси алифатического полиамида с ароматическим полиамидом, еще более предпочтительно из смеси РА6/66 (поликапролактама/гексаметилендиамина/адипиновой кислоты) и РА 6I/6T (полигексаметилендиамина/изофталевой кислоты/терефталевой кислоты). Содержание алифатического полиамида предпочтительно составляет от 70% до 97%, более предпочтительно от 85% до 95%, а содержание ароматического полиамида составляет от 3% до 30%, более предпочтительно от 5% до 15%.
Весовое содержание полиамида(-ов) в содержащем полиамид слое предпочтительно превышает 50%, 70%, 90%, 95%, более предпочтительно превышает 98%, наиболее предпочтительно слой состоит из полиамида(-ов).
Содержащий полиамид слой обычно имеет толщину 1 до 35 мкм, предпочтительно от 2 до 30 мкм, более предпочтительно от 5 до 25 мкм, еще более предпочтительно от 7 до 20 мкм.
Весовое содержание полиамида(-ов) во всей пленке предпочтительно составляет, по меньшей мере, 20%, 30%, 35%, 40%.
Весовое содержание полиамида(-ов) во всей пленке предпочтительно составляет от 5% до 55%, более предпочтительно от 10% до 50%, еще более предпочтительно от 15% до 47%.
Пленки согласно настоящему изобретению могут иметь один или несколько слоев, содержащих стирольные полимеры.
Используемый в изобретении термин "стирольный полимер" относится, по меньшей мере, к одному полимеру, выбранному из группы, состоящей из полистирола, стирол-этилен-бутилен-стирольного сополимера, стирол-бутадиен-стирольного сополимера, стирол-изопрен-стирольного сополимера, стирол-этилен-бутадиен-стирольного сополимера и стирол-(этилен-пропилен)-стирольного сополимера. Используемая в формуле полимеров черточка ("-") подразумевает как блок-сополимеры, так и статистические сополимеры. Более точно, термин "стирольный полимер" относится как к сополимерам, у которых (i) присутствуют все поименованные мономеры в виде блока, или (ii) присутствует любое подмножество поименованных мономеров в виде блока, а остальные мономеры расположены случайно, или (iii) все поименованные мономеры расположены случайно.
Используемый в изобретении термин "полистирол" относится к применимым для изготовления пленки гомополимерам и сополимерам стирола и их аналогам и гомологам, включая альфа-метилстирол и замещенные в кольце стиролы, такие как, например, метилированные в кольце стиролы. Термин "полистирол" используется для обозначения отдельных полимеров или смесей различных полистиролов, указанных выше.
Особо предпочтительными полимерами являются Styrolux 684D производства компании BASF, Polystyrol 143Е производства компании BASF или KR53 производства компании Chevron Phillips Chemicals, которые могут использоваться по отдельности или в смеси.
Слой стирольного полимера может являться внутренним слоем или самым наружным слоем пленки согласно первой задаче настоящего изобретения. Упомянутый слой предпочтительно является внутренним слоем.
Слой стирольного полимера обычно имеет толщину от 1 до 30 мкм, предпочтительно от 2 до 25 мкм, более предпочтительно от 3 до 20 мкм.
Каждый из упомянутых выше слоев (d), содержащих жесткие смолы, также может быть сцеплен с термосвариваемым слоем (а) посредством связующих слоев (с).
В предпочтительном варианте осуществления, по меньшей мере, один из содержащих полиамид слоев сцеплен с термосвариваемым слоем (а) путем использования связующего слоя (с), содержащего смесь согласно первой задаче настоящего изобретения. Заявителем неожиданно обнаружено, что такая смесь с высокой эффективностью обеспечивает сцепление между содержащим полиамид слоем и термосвариваемым слоем (а), обеспечивая тем самым устойчивые к неправильному обращению термоусадочные пленки с отличными характеристиками при преобразовании, что продемонстрировано в экспериментальной части настоящего описания.
В одном из предпочтительных вариантов осуществления пленки согласно настоящему изобретению имеют, по меньшей мере, два содержащих полиамид слоя.
В одном из наиболее предпочтительных вариантов осуществления пленки согласно настоящему изобретению имеют, по меньшей мере, два содержащих полиамид слоя одинакового или различающегося состава, при этом один из слоев сцеплен с термосвариваемым слоем (а) и слоем (b) ПВДХ, соответственно, посредством связующих слоев (с), содержащих смесь согласно первой задаче настоящего изобретения.
Пленки согласно второй задаче настоящего изобретения предпочтительно имеют два содержащих полиамид слоя одинакового или различающегося состава и, по меньшей мере, один содержащий сложный полиэфир слой, который предпочтительно является вторым наружным слоем пленки.
В наиболее предпочтительном варианте осуществления два содержащих полиамид слоя имеют одинаковый состав.
Суммарное весовое содержание содержащего полиамид слоя(-ев) и содержащего сложный полиэфир слоя(-ев) во всей пленке предпочтительно составляет, по меньшей мере, 20%, более предпочтительно, по меньшей мере, 30%, по меньшей мере, 40%, предпочтительно не более 65%, более предпочтительно не более 60%, еще более предпочтительно от 40% до 55%.
В одном из вариантов осуществления упомянутая сумма составляет от 30% до 60%, предпочтительно от 35% до 60%, еще более предпочтительно от 40% до 55%.
В одном из наиболее предпочтительных вариантов осуществления оба содержащих полиамид слоя состоят из смеси алифатического полиамида и ароматического полиамида, еще более предпочтительно состоят из одинаковой смеси, наиболее предпочтительно из смеси РА6/66 (поликапролактама/гексаметилендиамина/ адипиновой кислоты) и PA 6I/6T (полигексаметилендиамина/изофталевой кислоты/терефталевой кислоты). Содержание алифатического полиамида предпочтительно составляет от 70% до 97%, более предпочтительно от 80% до 95%, а содержание ароматического полиамида составляет от 3% до 30%, более предпочтительно от 5% до 20%.
Пленки согласно настоящему изобретению могут дополнительно содержать один или несколько дополнительных слоев (е), содержащих полимер на акрилатной основе, этилен-винилацетат (EVA) или полиолефины, которыми также могут являться модифицированные полимеры, указанные выше. Дополнительным слоем(-ями) (е) может являться внутренний слой(-и) и/или самый наружный слой пленки в зависимости от положения, занимаемого содержащими жесткие смолы слоями.
Один или несколько упомянутых слоев предпочтительно занимают такое положение в структуре, что изолировать газобарьерный слой (b) ПВДХ от этих жестких слоев (d) из смол с высокой точкой плавления, в особенности, от содержащего сложный полиэфир слоя(-ев). Было обнаружено, что присутствие одного или нескольких из упомянутых изолирующих слоев (е), предпочтительно в виде толстых слоев, окружающих нетермостойкий газобарьерный слой (b) ПВДХ и изолирующих его слоев высокой точкой плавления выгодно при соэкструзии упомянутых слоев без деградации, происходящей в слое (с) ПВДХ.
Дополнительный слой(-и) предпочтительно могут иметь толщину более 2, 3, 4 микрон.
Такой дополнительный слой(-и) могут иметь толщину от 2 до 30 микрон, предпочтительно от 3 до 20 микрон, еще более предпочтительно от 3 до 15 микрон.
Еще более выгодно, как лучше пояснено далее, что газобарьерный слой (b) ПВДХ экструдируют отдельно от смол структуры с наиболее высокой точкой плавления, в особенности ароматических сложных полиэфиров, поскольку структура разделена на подложку, содержащую газобарьерный слой (b) ПВДХ, предпочтительно дополнительно защищенный дополнительными слоями (е), и покрытие, содержащее содержащий полиамид слой(-и) или содержащий сложный полиэфир слой (d), который предпочтительно является самым наружным слоем.
Применимыми полимерами для дополнительного изолирующего слоя(-ев) являются полимеры на акрилатной основе, этилен-винилацетат (EVA) или полиолефины, которыми также могут являться модифицированные смолы, как указано выше.
Используемый в изобретении термин "полимер на акрилатной основе" относится к гомополимерам, сополимерам, включая, например, биполимеры, терполимеры и т.д., с акрилатным фрагментом, по меньшей мере, в одном из повторяющихся звеньев, образующих основную цепь полимера. Полимеры на акрилатной основе также в целом известны как полиалкилакрилаты. Акрилатные полимеры или полиалкилакрилаты могут быть получены любым способом, известным специалистам в данной области техники. Соответствующие примеры этих полимеров для применения в настоящем изобретении включают сополимеры этилена и метакрилата (ЕМА), сополимеры этилена и бутилакрилата (ЕВА), сополимеры этилена и метакриловой кислоты (ЕМАА), сополимеры этилена и метилметакрилата (EMMA), иономеры и т.п., такие как LOTRYL 18 МА 002 (ЕМА) производства компании Arkema, Elvaloy AC 3117 (ЕВА) производства компании Du Pont, Nucrel 1202НС (ЕМАА) производства компании Du Pont, Surlyn 1061 (иономер) производства компании Du Pont.
Используемым в изобретении термином "EVA" обозначаются сополимеры этилена и винилацетата. EVA является сополимером, который образуется из мономеров этилена и винилацетата, при этом звенья этилена содержатся в нем в большем количестве, а звенья винилацетата в меньшем количестве. Типичное количество винилацетата может составлять от около 5 до около 20%. Примерами являются Escorene FL0014 производства компании Exxon, EL VAX 3165 производства компании Du Pont и EVA 1003 VN4 производства компании Total. Таким EVA также может являться модифицированный EVA, например, BYNEL 3101 или BYNEL 39Е660 производства компании DuPont, и в таком случае слой EVA используется как внутренний слой, выполняющий двойную функцию изоляции и активации сцепления.
"Полиолефином", применимым в составе дополнительного слоя (е), являются гомополимеры этилена и сополимеры этилена, более предпочтительно сополимеры этилена и альфа-олефина, в особенности, с плотностью от около 0,895 до около 0,925 г/см3, более предпочтительно от около 0,900 до около 0,920 г/см3 и их смеси.
Особо предпочтительными полиэтиленами являются Affinity или Attane производства компании Dow, Exceed производства компании Exxon и Exact производства компании Dex. Также может использоваться ADMER NF 538Е производства компании Mitsui Chemical, который является модифицированным полимером, и в таком случае слой используется как внутренний слой, выполняющий двойную функцию изоляции и активации сцепления
В одном из вариантов осуществления настоящего изобретения составом дополнительного слоя(-ев) (е) является смесь согласно первой задаче настоящего изобретения.
Особо предпочтительными среди полиолефинов являются гомополимеры или сополимеры "полипропилена" (ПП). Гомополимерами РР являются полипропилены, имеющие плотность более 0,890 г/см3, предпочтительно более 0,895 г/см3 и/или индекс текучести расплава (MFI) от 0,5 до 15 г/10 мин (при 230°C и нагрузке 2,16 кг), предпочтительно от 1,0 до 10 г/10 мин, более предпочтительно от 2,5 до 7,0 г/10 мин.
Сополимеры ПП являются статистическими сополимерами пропилена и этилена или бутена с содержанием этилена или бутена не более 15%, предпочтительно не более 10% и плотностью более 0,890 г/см3, предпочтительно более 0,895 г/см3 и/или индексом текучести расплава (MFI) от 0,5 до 15 г/10 мин (при 230°C и нагрузке 2,16 кг), предпочтительно от 1,0 до 10 г/10 мин, более предпочтительно от 2,5 до 7,0 г/10 мин; статистическими терполимерами пропилена, этилена и бутена, у которых общее содержание сомономеров этилена и бутена составляет не более 18%, предпочтительно не более 14% и/или соотношение бутена и этилена превышает 2, предпочтительно превышает 4, и которые имеют плотность более 0,890 г/см3, предпочтительно более 0,895 г/см3 и/или индекс текучести расплава (MFI) от 0,5 до 15 г/10 мин (при 230°C и нагрузке 2,16 кг), предпочтительно от 1,0 до 10 г/10 мин, более предпочтительно от 2,5 до 7,0 г/10 мин.
Особо предпочтительными полипропиленами являются ELTEX PKS 607 производства компании Solvay, ELTEX PKS359 или PKS350 производства компании Ineos и Moplen НР515М производства компании LyondellBasell.
С целью улучшения межслойного сцепления могут добавляться дополнительные связующие слои, хорошо известные из техники.
Полимерные компоненты во всех слоях пленки могут содержать соответствующие количества добавок, нормально включаемых в такие составы. Некоторые из этих добавок предпочтительно входят в состав наружных слоев или в один из наружных слоев, а некоторые другие предпочтительно входят в состав внутренних слоев. Эти добавки включают добавки, понижающие трение и антиадгезивы, такие как тальк, воски, двуокись кремния и т.п., антиоксиданты, стабилизаторы, пластификаторы, наполнители, пигменты и красители, ингибиторы сшивания, усилители сшивания, поглотители УФ излучения, поглотители запахов, поглотители кислорода, антистатики, средства или составы, предотвращающие запотевание, и тому подобные добавки, известные специалистам в области упаковочных пленок.
Далее приведен один из неисчерпывающих примеров последовательности слоев согласно настоящему изобретению:
a/c/d/c/b/c/e/d/e/d,
в которой одинаковыми буквами, несколько раз указанными в последовательности, могут обозначаться слои, имеющие одинаковую или различающуюся химическую природу.
Предпочтительная пленка согласно изобретению имеет следующую последовательность слоев:
a/c/d/c/b/c/e/d/e/d
в которой
слой (а) означает первый наружный термосвариваемый слой,
слой b) означает внутренний барьерный слой, содержащий поливинилиденхлорид (ПВДХ),
слои с) означают связующие слои, содержащие смесь полимеров согласно первой задаче изобретения,
внутренние слои d) означают слои жесткой смолы, содержащие полиамид(-ы),
наружный слой d) означает второй наружный слой, содержащий сложный полиэфир(-ы), и
слои е) означают дополнительные слои, содержащие модифицированный этилен-винилацетат (EVA).
Пленки согласно настоящему изобретению имеют двухосную ориентацию двухосную ориентацию и являются термоусадочными. В таком случае они имеют показатель свободной усадки в каждом направлении, по меньшей мере, 10% при 85°C (согласно ASTM D2732), предпочтительно, по меньшей мере, 15%, еще более предпочтительно, по меньшей мере, 20% при 85°C и имеют общую свободную усадку при 85°C, по меньшей мере, 40%, предпочтительно, по меньшей мере, 50%, еще более предпочтительно, по меньшей мере, 60%.
Пленки согласно настоящему изобретению имеют отличную технологичность, в особенности, с точки зрения стабильности при ориентации пузырьков и качества и с точки зрения равномерного распределения толщины и плоскостности. Кроме того, такие пленки способны выдерживать высокие степени ориентации в обоих направлениях, такие как от около 2 до около 6 в каждом направлении, предпочтительно от около 3 до около 5 в каждом направлении, еще более предпочтительно от 3,1 до 4,5 в каждом направлении.
Помимо этого, пленки согласно настоящему изобретению пригодны для печати на них любым известным из техники способом.
Третьей задачей настоящего изобретения является создание способа изготовления пленки согласно второй задаче настоящего изобретения.
Многослойная асимметричная термоусадочная пленка согласно первой задаче настоящего изобретения может изготавливаться путем соэкструзии, предпочтительно путем нанесения покрытия методом экструзии, как описано в патенте US 3891008, с использованием плоской или круглой матрицы, которая позволяет формовать тонкую пленку или рукав из полимерного расплава.
Пленки согласно настоящему изобретению предпочтительно могут изготавливаться так называемым методом захвата пузырьков, который является известной технологий, обычно используемой при изготовлении термоусадочных пленок для упаковок, контактирующих с пищевыми продуктами. Согласно этой технологии предпочтительно соэкструдируют многослойную пленку через круглую матрицу, чтобы получить рукав из расплавленного полимерного материала, который быстро охлаждают сразу после экструзии экструзия без его расширения, затем нагревают до температуры выше Tg всех используемых полимеров и ниже температуры плавления, по меньшей мере, одного из используемых полимеров обычно путем его подачи через горячую водяную баню или, в качестве альтернативы, через инфракрасную печь или камеру с горячим воздухом и подвергают расширению при этой температуре за счет внутреннего давления воздуха с целью обеспечения поперечной ориентации и за счет дифференциальной частоты вращения прижимных роликов, которые удерживают получаемые в результате "захваченные пузырьки", с целью обеспечения продольной ориентации.
Типичные степени ориентации пленок согласно настоящему изобретению могут составлять от около 2 до 6 в каждом направлении, предпочтительно от 3 до 5 в каждом направлении, еще более предпочтительно от 3,1 до 4,5 в каждом направлении. После вытягивания пленку быстро охлаждают преимущественно с сохранением ее размеров после вытягивания, чтобы так и или иначе зафиксировать молекулы пленки в их ориентированном состоянии, и раскатывают с целью дальнейшей обработки.
В качестве альтернативы, пленка согласно настоящему изобретению может быть изготовлена путем экструзии через плоскую матрицу (соэкструзии или нанесения покрытия методом экструзии) и двухосной ориентации на раме одновременно или последовательно по двум осям.
В одном из предпочтительных вариантов осуществления пленки согласно первой задаче настоящего изобретения изготавливают так называемым методом захвата пузырьков. Особо предпочтительным является способ изготовления путем нанесения покрытия методом экструзии.
По меньшей мере, участок многослойной пленки согласно настоящему изобретению необязательно может быть облучен, чтобы вызвать образование поперечных связей и тем самым улучшить механические свойства пленок и облегчить стадию ориентации.
В процессе облучения подвергают пленку одной или нескольким операциям облучения высокой энергией, такой как энергия коронного разряда, плазмы, сгорания, ультрафиолетового излучения, рентгеновского излучения, гамма-излучения, бета-излучения и облучения электронами высокой энергии, что в каждом случае вызывает образование поперечных связей между молекулами облученного материала. Облучение полимерных пленок описано в патенте US 4064296 на имя BORNSTEIN и др., который во всей полноте в порядке ссылки включен в настоящую заявку. В патенте BORNSTEIN и др. описано применение ионизирущего излучения для сшивания полимера, присутствующего в пленке.
Для обеспечения сшивания используют применимую дозу излучения электронов высокой энергии, предпочтительно с использованием ускорителя электронов, при этом величина дозы определяется стандартными методами дозиметрии. Могут использоваться другие ускорители, такие как генератор Ван Де Граафа или резонансный трансформатор. Излучение не ограничено электронами, испускаемыми ускорителем, поскольку может применяться любое ионизирующее излучение. Ионизирующее излучение может применяться для сшивания полимеров в пленке. Пленку предпочтительно облучают дозой от около 30 кГр (килогрэй) до около 207 кГр, более предпочтительно от около 30 кГр до около 140 кГр. Из описания предпочтительных пленок для применения в настоящем изобретении ясно, что наиболее предпочтительная доза излучения зависит от пленки и ее конечного назначения.
При желании пленка или ее часть может быть сшита химическим способом или предпочтительно путем облучения. Обычно для обеспечения сшивания облучают экструдат применимой дозой электронов высокой энергии предпочтительно с использованием ускорителя электронов, при этом величина дозы определяется стандартными методами дозиметрии. В зависимости от желаемых характеристик эта доза излучения может составлять от около 20 до около 200 кГр, предпочтительно от около 30 до около 150 кГр.
Могут использоваться другие ускорители, такие как генератор Ван Де Граафа или резонансный трансформатор.
Излучение не ограничено электронами, испускаемыми ускорителем, поскольку может применяться любое ионизирующее излучение.
В зависимости от числа и химической природы слоев в структуре может являться предпочтительным разделить стадию соэкструзии: сначала формируют рукавную "подложку" с термосвариваемым слоем (а) на внутренней стороне рукава, предпочтительно содержащую газобарьерный слой (b) ПВДХ и необязательно, по меньшей мере, один слой (d) жесткой смолы, предпочтительно содержащий полиамидные или сложные полиэфирные смолы, еще более предпочтительно полиамидная смола(-ы).
Между упомянутым слоем газобарьерным слоем (b) ПВДХ может помещаться связующий слой (с) и/или дополнительный слой (е). Рукав быстро охлаждают и методом экструзии наносят на него остальные слои ("покрытие") перед тем, как он поступает на стадию ориентации, снова быстро охлаждают, необязательно формируют поперечные связи, а затем подают на стадии ориентации. Во время нанесения покрытия методом экструзии рукав незначительно раздувают, чтобы он сохранял свою форму и не опадал.
Стадия нанесения покрытия может осуществляться одновременно путем соэкструзии всех остальных слоев с целью их одновременного сцепления поверх друг друга с охлажденным рукавом, полученным на первой стадии соэкструзии, или стадия нанесения покрытия может повторяться столько же раз, сколько наносятся слои.
Заявителем обнаружено, что особо выгодно, чтобы нетермостойкий слой (b) ПВДХ в подложке оставался отделенным от смол с наиболее высокой точкой плавления, если они используются, за счет промежуточных изолирующих слоев (е) и/или за счет включения смол с наиболее высокой точкой плавления, например, сложные полиэфиров, в структуру покрытия, за счет чего обработка подложки происходит при более низких температурах, и сводится к минимуму теплообмен между слоями.
К удивлению, несмотря на несимметричное распределение более жестких смол с наиболее высокой точкой плавления внутри структуры и их высокое содержание, скручивание пленок согласно настоящему изобретению в целом является очень небольшим или отсутствует. Кроме того, за счет использования смеси согласно первой задаче настоящего изобретения стало возможным добиться хорошего сцепления даже после усадки между барьерным слоем и остальными слоями структуры, а в некоторых вариантах осуществления между полиамидным слоем и термосвариваемым слоем.
Кроме того, пленки согласно настоящему изобретению имеют хорошую технологичность.
Ясно, что стадия нанесения покрытия методом экструзии также необходима, когда желательна лишь частично сшитая пленка. Поскольку газобарьерный слой (b) ПВДХ может подвергаться деградации/обесцвечиванию при облучении, может быть желательным избегать сшивания слоя ПВДХ. В этом случае до нанесения покрытия методом экструзии может осуществляться облучение покрытия, которое не содержит барьерный слой ПВДХ (b).
В предпочтительном варианте осуществления пленки согласно первой задаче настоящего изобретения изготавливают путем нанесения покрытия методом экструзии через круглую матрицу с последующей ориентацией захваченных пузырьков.
В одном из вариантов осуществления пленки согласно первой задаче настоящего изобретения облучают.
В другом варианте осуществления пленки согласно первой задаче настоящего изобретения не облучают.
Способ изготовления пленки согласно второй задаче настоящего изобретения предпочтительно включает стадии:
соэкструзии через круглую матрицу рукавной подложки, содержащей, по меньшей мере:
уплотнительный слой (а) изнутри рукава и барьерный слой (с), содержащий ПВДХ;
первый наружный термосвариваемый слой (а),
внутренний барьерный слой (b), содержащий поливинилиденхлорид (ПВДХ) и имеющий первую поверхность и вторую поверхность;
по меньшей мере, один связующий слой (с), находящийся на первой поверхности или второй поверхности внутреннего барьерного слоя и содержащий смесь полимеров согласно первой задаче настоящего изобретения, предпочтительно состоящий из нее;
быстрого охлаждения рукавной подложки после экструзии при температурах от 5 до 15°C, предпочтительно от 7°C до 10°C;
нанесения на подложку методом экструзии всех остальных слоев и получения тем самым неориентированной рукавной пленки;
быстрого охлаждения неориентированной рукавной пленки при температурах от 5°C до 30°C, предпочтительно от 8°C до 25°C;
нагрева рукавной пленки до температуры выше Tg всех полимеров, образующих слои, и ниже температуры плавления, по меньшей мере, одного из используемых полимеров;
двухосной ориентации рукавной пленки со степенью ориентации от около 2 до около 6 в каждом направлении, предпочтительно от около 3 до около 5 в каждом направлении, еще более предпочтительно от 3,1 до 4,5 в каждом направлении;
быстрого охлаждения ориентированной рукавной пленки предпочтительно в холодном воздухе при температуре от 4°C до 30°C, предпочтительно от 5°C до 10°C.
Другой предпочтительный способ изготовления пленки согласно второй задаче настоящего изобретения включает стадии:
соэкструзии через плоскую матрицу плоской подложки, содержащей, по меньшей мере:
первый наружный термосвариваемый слой (а),
внутренний барьерный слой (b), содержащий поливинилиденхлорид (ПВДХ) и имеющий первую поверхность и вторую поверхность;
по меньшей мере, один связующий слой (с), находящийся на первой поверхности или второй поверхности внутреннего барьерного слоя и содержащий смесь полимеров согласно первой задаче настоящего изобретения, предпочтительно состоящий из нее;
быстрого охлаждения подложки после экструзии при температурах от 5 до 15°C, предпочтительно от 8°C до 10°C;
нанесения на подложку методом экструзии всех остальных слоев и получения тем самым неориентированной плоской ленты;
быстрого охлаждения неориентированной плоской ленты при температурах от 5°C до 30°C, предпочтительно от 20°C до 30°C;
нагрева ленты до температуры выше Tg всех полимеров, образующих слои, и ниже температуры плавления, по меньшей мере, одного из используемых полимеров;
двухосной ориентации ленты на раме одновременно или последовательно, предпочтительно одновременно со степенью ориентации от около 2 до около 6, предпочтительно от 3 до 5, еще более предпочтительно от 3,1 до 4,5 как в продольном, так и поперечном направлении;
быстрого охлаждения ориентированной пленки, предпочтительно в холодном воздухе при температуре от 4°C до 30°C, предпочтительно от 5°C до 10°C.
Соэкструзия подложки обычно осуществляется при температурах ниже 250°C, 240°C, 230°C, 200°C, 180°C
Соэкструзия подложки предпочтительно осуществляется при температурах от 160°C до 240°C, предпочтительно от 170°C до 230°C.
Стадия нанесения покрытия может осуществляться одновременно путем соэкструзии всех остальных слоев с целью их одновременного сцепления поверх друг друга с охлажденным рукавом, полученным на первой стадии соэкструзии, или стадия нанесения покрытия может повторяться столько же раз, сколько наносятся слои.
Нанесение покрытия на подложку обычно осуществляется путем нагрева смол покрытия до температур выше 200°C, 230°C, 250°C, вплоть до 280°C, обычно от 200°C до 270°C.
Затем необязательно сшитую ленту или рукав подвергают двухосной ориентации.
Температура нагрева при ориентации рукава или ленты обычно составляет, например, 70-98°C в зависимости от нескольких факторов, таких как природа и количество каждой смолы в составе рукавной пленки, толщина рукавной пленки, достигаемые степени ориентации, что известно специалистам в данной области техники.
После вытягивания пленку быстро охлаждают предпочтительно в холодном воздухе при температуре 4-30°C, предпочтительно 5-10°C преимущественно с сохранением ее размеров после вытягивания, чтобы так и или иначе зафиксировать молекулы пленки в их ориентированном состоянии, и раскатывают с целью дальнейшей обработки.
В одном из предпочтительных вариантов осуществления пленки согласно первой задаче настоящего изобретения изготавливают путем нанесения покрытия методом экструзии с последующей ориентацией.
В предпочтительном варианте осуществления пленки согласно первой задаче настоящего изобретения изготавливают путем нанесения покрытия методом экструзии через круглую матрицу с последующей ориентацией захваченных пузырьков.
В качестве альтернативы, пленка согласно настоящему изобретению может быть изготовлена путем нанесения покрытия методом экструзии через плоскую матрицу и двухосного растягивания на раме одновременно или последовательно по двум осям.
Способ изготовления согласно изобретению включает получение первой подложки путем соэкструзии некоторых из структурных слоев (по меньшей мере, первого наружного термосвариваемого слоя (а), внутреннего барьерного слоя (b) ПВДХ и, по меньшей мере, одного связующего слоя (с)) и последующее осаждение на нее покрытия, содержащего, по меньшей мере, слой (d) сложного полиэфира и необязательно остальные слои.
Способ изготовления пленки согласно настоящему изобретению предпочтительно включает стадии:
соэкструзии при температуре ниже 250°C, 240°C, 230°C, 200°C, 180°C через круглую матрицу рукавной подложка, содержащей, по меньшей мере:
первый наружный термосвариваемый слой (а),
внутренний барьерный слой (b), содержащий поливинилиденхлорид (ПВДХ) и имеющий первую поверхность и вторую поверхность;
по меньшей мере, один связующий слой (с), находящийся на первой поверхности или второй поверхности внутреннего барьерного слоя (b) и содержащий смесь полимеров согласно первой задаче настоящего изобретения, предпочтительно состоящий из нее;
быстрого охлаждения рукавной подложки после экструзии при температурах от 5°C до 15°C, предпочтительно от 7°C до 10°C;
нанесения на подложку методом экструзии всех остальных слоев, при этом слой, соответствующий в готовой пленке второму наружному слою (d), содержит сложный полиэфир(-ы), при температуре выше 200°C, 220°C, 230°C, 240°C, 250°C и получения тем самым неориентированной рукавной пленки;
быстрого охлаждения такой неориентированной рукавной пленки при температурах от 5°C до 30°C, предпочтительно от 8°C до 25°C;
нагрева рукавной пленки до температуры выше Tg всех полимеров, образующих слои, и ниже температуры плавления, по меньшей мере, одного из используемых полимеров;
двухосной ориентации рукавной пленки со степенью ориентации от около 2 до около 6 в каждом направлении, предпочтительно от около 3 до около 5 в каждом направлении, еще более предпочтительно от 3,1 до 4,5 в каждом направлении;
быстрого охлаждения ориентированной рукавной пленки предпочтительно в холодном воздухе при температуре от 4°C до 30°C, предпочтительно от 5°C до 10°C.
В одном из предпочтительных вариантов осуществления подложка имеет, по меньшей мере, содержащий "жесткую" смолу слой (d) согласно определению, данному в изобретении, предпочтительно содержащий полиамид слой, а покрытие, нанесенное на подложку, содержит, по меньшей мере, другой содержащий "жесткую" смолу слой (d), содержащий один или несколько сложных полиэфиров. Содержащий сложный полиэфир слой предпочтительно является вторым наружным слоем пленки. Подложка предпочтительно имеет, по меньшей мере, содержащий полиамид слой, а покрытие, нанесенное на подложку, содержит, по меньшей мере, слой, содержащий один или несколько сложных полиэфиров и предпочтительно являющийся вторым наружным слоем, и второй содержащий полиамид слой.
Было обнаружено, что это сочетание конфигурации процесса и слоев особо выгодно для сохранения целостности барьерных слоев ПВДХ и придания пленкам высокой устойчивости к неправильному обращению и отличных термоусадочных свойств без скручивания.
Пленки согласно настоящему изобретению имеют отличную технологичность и способны выдерживать высокие степени ориентации. Например, степени ориентации пленок согласно настоящему изобретению может составлять от около 2 до около 6 в каждом направлении, предпочтительно от около 3 до около 5 в каждом направлении, еще более предпочтительно от 3,1 до 4,5 в каждом направлении.
Четвертой задачей настоящего изобретения является создание изделия в форме бесшовного рукава, в котором термосвариваемый слой является самым внутренним слоем рукава, или в форме гибкого контейнера, такого как мешок или пакет, изготавливаемый путем термосваривания пленки согласно второй задаче.
Изделие в форме бесшовного рукава может изготавливаться путем экструзии или нанесение методом экструзии через круглую матрицу указанных ранее слоев пленки согласно изобретению с последующим необязательным облучением и ориентацией захваченных пузырьков, как описано выше.
Получаемый бесшовный рукав может непосредственно использоваться для изготовления гибких упаковочных контейнеров или, в качестве альтернативы, может быть преобразован в плоскую пленку путем продольной резки до свертывания в рулоны или дополнительной повторной обработки. Термосвариваемые пленки согласно настоящему изобретению могут иметь сваренные края и/или могут быть сварены внахлестку, предпочтительно путем термосваривания термосвариваемого слоя по краям.
Термоусадочные гибкие контейнеры могут представлять собой пакет с торцевым уплотнением (ES), пакет с боковым (или поперечным) уплотнением (TS) или мешок.
В одном из вариантов осуществления гибким контейнером является плоский пакет с торцевым уплотнением, изготовленный из бесшовного рукава и имеющий открытый верх, первый и второй загнутые боковые края и торцевое уплотнение на дне пакета.
В одном из вариантов осуществления гибким контейнером является плоский пакет с боковым уплотнением, изготовленный из бесшовного рукава и имеющий открытый верх, загнутый нижний край и первое и второе боковые уплотнения.
В одном из вариантов осуществления гибким контейнером является плоский V-образный пакет с боковым уплотнением, изготовленный из бесшовного рукава и имеющий открытый верх, загнутый нижний край и первое и второе боковые уплотнения. Первое и второе боковые уплотнения могут быть выполнены полностью наклонно относительно открытого верха, обеспечивая тем самым треугольный или почти треугольный пакет, или предпочтительно могут быть выполнены частично прямо (т.е. перпендикулярно открытому верху) и частично наклонно, придавая пакету более трапециевидную форму.
В одном из вариантов осуществления гибким контейнером является плоский мешок, изготовленный путем термосваривания друг с другом двух плоских пленок и имеющий открытый верх, первое боковое уплотнение, второе боковое уплотнение и нижнее уплотнение.
Гибкий контейнер необязательно содержит, по меньшей мере, один инициатор разрыва
Пленки согласно настоящему изобретению могут поставляться в рулонах для формирования мешков на традиционной горизонтальной машине, такой как, например, Flow Wrapper (HFFS) производства компании ULMA. На упаковочной машине этого типа продукт упаковывается в мешок, обтягивающий продукт и имеющий три уплотнения: два поперечных уплотнения и одно продольное уплотнение.
Мешки также могут формироваться непосредственно перед их заполнением, например, в вертикальных формовочно-фасовочно-укупорочных системах (VFFS). Технология VFFS известна специалистам в данной области техники и описана, например, в патенте US 4589247. Продукт подают через центральную вертикальную загрузочную трубу в сформованную рукавную пленку, нижний конец которой снабжен продольным и поперечным уплотнениями. Затем завершают формирование мешка путем укупоривания верхнего конца рукавного сегмента, и отделяют мешок от рукавной пленки над ним.
К изготовлению емкостей или контейнеров из многослойной пленки согласно настоящему изобретению могут быть приспособлены другие известные из техники способы изготовления пакетов и мешков.
Пятой задачей настоящего изобретения является создание упаковки, содержащей изделие согласно третьей задаче и продукт, упакованный в упомянутое изделие.
При упаковывании загружают продукт в термоусадочный пакет из пленки согласно изобретению, обычно вакуумируют пакет, и укупоривают его открытый конец путем термосваривания или с помощью зажима, например, из металла. Этот процесс преимущественно осуществляется в вакуумной камере, в которой вакуумирование и фиксация зажима или термосваривание происходят автоматически. После извлечения пакета из камеры подвергают его воздействию тепла, чтобы он дал термическую усадку. Это может делаться, например, путем погружения заполненного пакета водяную баню или его подачи через горячий душ или камеру с горячим воздухом или путем облучения инфракрасными лучами. В результате тепловой обработки образуется плотная оболочка, которая точно соответствует контуру упакованного в нее продукта.
Одним из распространенных способов упаковывания пищевых и непищевых продуктов является использование мешков, изготовленных на формовочно-фасовочно-укупорочных автоматах, таких как горизонтальный формовочно-фасовочно-укупорочный (HFFS) автомат или вертикальный формовочно-фасовочно-укупорочный (VFFS) автомат.
Горизонтальный или вертикальный FFS автомат обычно имеет формирователь для формирования рукава из плоского полотна пленки, продольную укупорочную машину для укупоривания перекрывающих друг друга продольных краев пленки при формировании рукава, конвейер для подачи продуктов в рукавную пленку один за другим на определенном расстоянии друг от друга или подающую трубу в случае VFFS автомата и поперечную укупорочную машину для укупоривания рукавной пленки в поперечном направлении с целью разделения продуктов на отдельные упаковки.
Поперечная укупорочная машина может одновременно укупоривать дно головного мешка и переднюю сторону следующего мешка и разделять два уплотнения, а также отделять головную упаковку от передней стороны укупоренного рукава.
В качестве альтернативы, в случае технологии HFFS поперечное уплотнение может служить для отделения головной упаковки от следующего участка рукава и укупоривания его передней стороны, в результате чего укупоривается дно следующего головного мешка. За счет этого головной мешок, содержащий упаковываемый продукт, имеет продольное уплотнение и только одно поперечное уплотнение. Затем он может быть вакуумирован до его герметичного укупоривания вторым поперечным уплотнением. В этом случае в качестве упаковочного материала также используется ориентированная термопластичная пленка согласно настоящему изобретению, после чего вакуумированная упаковка дает усадку для достижения желаемого внешнего вида.
Если поперечными уплотнениями в технологиях FFS всегда являются сваренные края, продольным уплотнением может являться сварной шов, соединяющий края материала, или шов внахлестку, т.е. шов, которым самый внутренний термосвариваемый слой пленки соединен с самым наружным слоем той же пленки.
Полимеры, используемые в термопластичном упаковочном материале, в частности, в термосвариваемом слое(-ях), выбраны таким образом, чтобы обеспечивать высокую прочность уплотнений. По существу, это гарантирует, что готовый гибкий контейнер будет соответствующим образом защищать упакованный продукт от внешней среды без случайной разгерметизации или протечек.
Самый наружный слой также должен тщательно выбираться с учетом его термостойкости на стадии сваривания. Например, для этого слоя выгодно выбирать полимер с точкой плавления выше, чем температура сваривания. Самым наружным слоем пленок согласно изобретению предпочтительно является слой (d) жесткой смолы.
Термоусадочный пакет из пленки согласно изобретению имеет широкое применение, предпочтительно для упаковывания пищевых продуктов, в частности, мяса, домашней птицы, сыра, переработанного и копченого мяса, свинины и баранины. Усадочные свойства пленки по существу гарантируют относительно полную усадку пакета вокруг продукта, в результате чего пакет не сминается, обеспечивая тем самым привлекательную упаковку. Пакет обладает надлежащей устойчивостью к неправильному обращению для того, чтобы физически выдерживать процесс заполнения, откачивания воздуха, герметизации, укупоривания, тепловой усадки, упаковывания в ящики, отгрузки, выгрузки и хранения в магазине розничной торговли, и достаточной жесткостью для улучшения также процесса его погрузки.
Примеры
Настоящее изобретение может быть лучше понято из следующих примеров, которые служат лишь целям иллюстрации и не должны считаться ограничивающими объем настоящего изобретения, который определен прилагаемой формулой изобретения.
В следующих примерах использовались полимеры, указанные далее в Таблице 1.
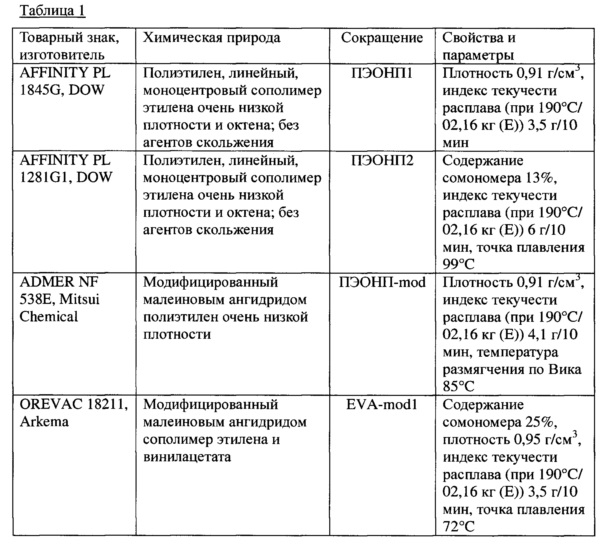

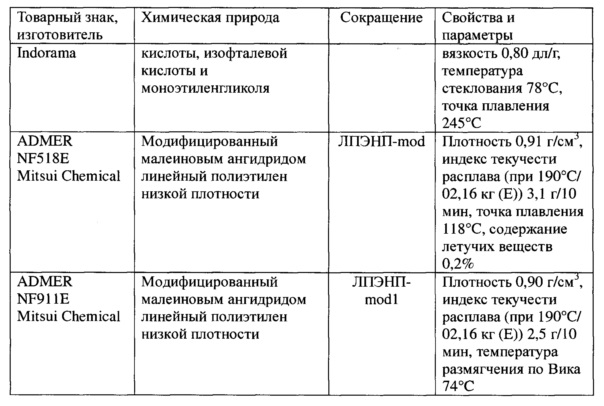
В Таблице 2 представлены примеры по изобретению.


В Таблице 2а представлены сравнительные примеры.

Слои в Таблицах 2 и 2а представлены в порядке их экструзии от герметизирующего слоя, обозначенного как слой 1, до второго наружного слоя (указанного последним слоя 10).
Изготовили многослойные пленки согласно настоящему изобретению (Примеры 1-5) и пленки по Сравнительным примерам 1-3 путем экструзии через круглую матрицу подложки, состоящей из слоев с 1 по 6.
Затем полученную таким способом экструдированную многослойную рукавную пленку:
быстро охладили водяным каскадом при 8°C,
нанесли методом экструзии слои с 7 по 10.
Во время экструзии рукавной подложки по сравнительным примерам добавили кукурузный крахмал (C300R производства компании Arkem PRS со средним размером частиц 15 микрон) через системы труб, по которым также подавали воздух, используемый для корректировки размеров рукава.
Затем быстро охладили полученный рукав при 10°C и осуществили двухосную ориентацию путем подачи через горячую водяную баню, в которой поддерживалась температура 94°C, затем раздули, чтобы получить поперечную ориентацию, и вытянули с помощью прижимных роликов, чтобы получить продольную ориентацию. Степени ориентации составляли около 3,4:1 в продольном направлении и 3,1:1 в поперечном направлении.
Затем быстро охладили ориентированную рукавную пленку холодным воздухом при 10°C.
При изготовлении пленок согласно настоящему изобретению (по Примерам 1-5) была достигнута отличная устойчивость процесса, в частности, устойчивость к высокой степени вытяжки без ущерба для оптических свойств. Кроме того, не наблюдалась деградация слоя ПВДХ.
В следующей далее Таблице 3 приведены методы испытаний, использованные для оценки свойств.


Свободная усадка является процентом изменения размеров образца пленки 10 см × 10 см под действием выбранного тепла; ее измеряли методом испытаний согласно стандарту ASTM D 2732 путем погружения образца на 5 секунд в водяную баню, нагретую до 85°C. Результаты этого испытания приведены в Таблицах 4 и 4а.
Для измерения максимального усадочного напряжения (кг/см2) и остаточного усадочного напряжения в холодном состоянии (при 5°C) (кг/см2) использовали собственный метод.
Максимальное усадочное напряжение является максимальной величиной напряжения материалов в процессе нагрева/усадки. Разрезали образцы пленок (2,54 см × 14,0 см, из которых 10 см не повергали испытанию) в продольном (LD) и поперечном (TD) направлениях пленки и зажали между двумя зажимами, один из которых соединен с датчиком нагрузки. Зажимы удерживали образец посередине канала, в который с помощью лопастного колеса нагнетали нагретый или холодный воздух, и с помощью двух термопар измеряли температуру. Термопары были размещены максимально близко (на расстоянии менее 3 мм) к образцу и по его центру. Сигналы, поступавшие от датчика температуры (которой являлась температура при испытании) и от датчика нагрузки (которой являлось усилие), передавались компьютеру, программное обеспечение которого регистрировало эти сигналы. После того, как лопастное колесо начинало нагнетать горячий воздух, регистрировали усилие в граммах, высвобождаемое образцом. Повышали температуру с 23°C до 90°C со скоростью около 3,2°C/сек путем нагнетания нагретого воздуха, а затем снижали с 90°C до 5°C со скоростью 0,9°C/сек путем нагнетания холодного воздуха. Вычисляли максимальное усадочное напряжение путем деления максимальной величины усилия в килограммах (пикового усилия) на ширину образца (в сантиметрах) и среднюю толщину образца (в сантиметрах), которое выражали в кг/см2. Вычисляли остаточное усадочное напряжение в холодном состоянии путем деления усилия (в килограммах), создаваемого образцом при 5°C, на ширину образца (в сантиметрах) и среднюю толщину образца (в сантиметрах), которое выражали в кг/см2. Измерили по три образца каждой пленки в каждом направлении. Результаты этого испытания приведены в Таблицах 4 и 4а.
Прочность на разрыв и относительное удлинение при разрыве (ASTM D 882)
Прочность на разрыв отображает максимальную растягивающую нагрузку на единицу площади исходного поперечного сечения образца для испытания, требуемую для его разрыва и выраженную в кг/см2.
Относительное удлинение при разрыве отображает увеличение длины образца, измеренное в момент разрыва, выраженное в процентах исходной длины. Осуществляли измерения с помощью прибора Instron для испытания на растяжение, оснащенного датчиком нагрузки типа СМ (1-50 кг), в камере искусственного климата при 23°C на образцах, ранее хранившихся при 23°C и относительной влажности 50% в течение как минимум 24 часов. Одновременно регистрировали результаты измерений прочности на разрыв и удлинения, при этом полученные результаты являются средними величинами. Результаты этого испытания приведены в Таблицах 4 и 4а.
Модуль упругости при 23°C был оценен согласно стандарту ASTM D 882. Результаты этого испытания приведены в Таблицах 4 и 4а.
Матовость была оценена согласно стандарту ASTM D1003. Результаты этого испытания приведены в Таблицах 4 и 4а.
Глянцевитость при 60° была оценена согласно стандарту ASTM D2457. Были получены средние результаты измерений, выполненных в продольном и поперечном направлениях. Результаты этого испытания приведены в Таблицах 4 и 4а.
Матовость после усадки при 85°C: получили, по меньшей мере, по 3 испытуемых образца каждого материала размером 15 см × 15 см, зажали металлическими щипцами и подвергли усадке в горячей воде при 85°C в течение 5 секунд, а затем охладили в холодной водяной бане в течение 5 секунд. Затем высушили образцы, установили в держателе, и измерили матовость согласно ASTM D1003. Результаты этого испытания приведены в Таблицах 4 и 4а.
Испытание на прокол при 23°C: прочность на прокол является силой сопротивления, возникающей при вдавливании перфоратора в поверхность гибкой пленки. Зафиксировали образец пленки в держателе, соединенном с камерой сжатия, установленной на динамометре (приборе Instron для испытания на растяжение); после запуска динамометра подводили перфоратор (сферу диаметром 5 мм, припаянную к плунжеру) к образцу пленки с постоянной скоростью (30 см/мин), и графически регистрировали усилие, необходимое для прокалывания образца. Это испытание отображает устойчивость упаковочных пленок к неправильному обращению. Результаты этого испытания приведены в Таблицах 4 и 4а.
Для измерения эффекта скручивания использовали собственный метод.
Скручиванием является свертывание, которое может происходить, когда края куска пленки естественным образом ничем не ограничены. Испытание проводилось в кондиционированном помещении при 23°C и относительной влажности 50%. Испытываемые пленки выдерживали, по меньшей мере, 24 часа в таких условиях перед их испытанием.
Это испытание пояснено далее со ссылкой на фиг. 1.
Каждый образец размером 25 см × 25 см был вырезан из рулона пленки с помощью металлической пластины размером 25 см × 25 см и резака. Получили три образца для измерения скручивания в продольном направлении и три образца для измерения скручивания в поперечном направлении.
Затем поместили каждый образец на алюминиевую пластину размером 30 см х 30 см, покрытую тефлоном (который препятствует электростатическому притяжению между пленкой и металлической пластиной). Как показано на фиг. 1, алюминиевая пластина также имела измерительную линейку.
Образец должен быть установлен:
между линиями разметки таким образом, чтобы скручивание, если оно имеет место, происходило в направлении оператора (т.е. не направлении пластины);
при измерении в продольном направлении оно должно быть параллельным линейке, а при измерении в поперечном направлении оно должно быть параллельным линейке.
Затем оператор измерял скручивание (расстояние f, смотри фиг. 1) в точке, в которой пленка поднимается над пластиной. Измеряли величину ʺfʺ как с левой, так и с правой сторон, и регистрировали наибольшую из них (f max). Вычисляли процентную долю этой величины (f max) относительно исходного размера согласно следующей формуле: (fmax/25)×100. Если fmax равно 25, скручивание составляло 100%, то есть образец целиком скручен.
Измерение осуществлялось в точке, в которой пленка поднималась над пластиной. Оператор также следил за направлением скручивания, т.е. отмечал, сворачивался ли образец внутрь или наружу рулона.
Это испытание проиллюстрировано на фиг. 1 (обозначения: а) - рулон пленки (не показан); b) - образец (с указанием направления рулона и пластины); с) - покрытая тефлоном пластина, лежащая на столе; d) - линии разметки; е) - измерительные шкалы; f) - величина скручивания).
Измерили скручивание трех образцов каждой пленки в продольном и поперечном направлениях, а средняя величина скручивания в процентах представлена в Таблицах 4 и 4а.
Параллельные пластины
Это испытание является косвенным измерением прочности герметизации пленки (путем сваривания одного термосвариваемого слоя с другим термосвариваемым слоем). К этому испытанию предъявляются очень высокие требования.
Помещают пакет между двумя параллельными металлическими пластинами в камере, которая имеет форму параллелепипеда (высотой 75 мм, длиной 90 см, шириной 32 см) и в которой поддерживается температура окружающей среды. Камера снабжена отверстием в форме круглой горловины для помещения в нее пакета. В камеру должен быть помещен отрезок пакета длиной 400 мм, при этом открытое отверстие пакета проходит через круглую горловину концом вверх. Затем вставляют в камеру сопло и закрывают ее. Приводят в действие зажим, чтобы герметизировать пакет и раздуть его воздухом через сопло. Указатель давления регистрирует повышение давление при раздувании вплоть до разрыва пакета. Давление измеряют в дюймах водяного столба (IOW).
Дюйм водяного столба является внесистемной единицей измерения давления. Оно определяется как давление столба воды высотой 1 дюйм при заданных условиях. Например, при температуре 39°F (4°C) и при стандартном ускорении свободного падения 1 дюйм водяного столба равен приблизительно 249 паскалям (Па) при температуре 0°C.
Измеряли давление в IOW при разрыве (если он происходил) для каждого пакета. Регистрировали максимальное давление IOW с помощью прибора 270 IOW.
Преобразовали пленки в пакеты с торцевым уплотнением (изогнутым торцом) путем их герметизации в машине для изготовления пакетов.
Пакеты имели исходные размеры 350 мм × 800 мм; с целью проведения испытания длина пакетов была уменьшена до 500 мм. Было испытано по 10 пакетов согласно каждому примеру.
Результаты этого испытания приведены в Таблице 4 (Примеры) и Таблице 4а (Сравнительные примеры)
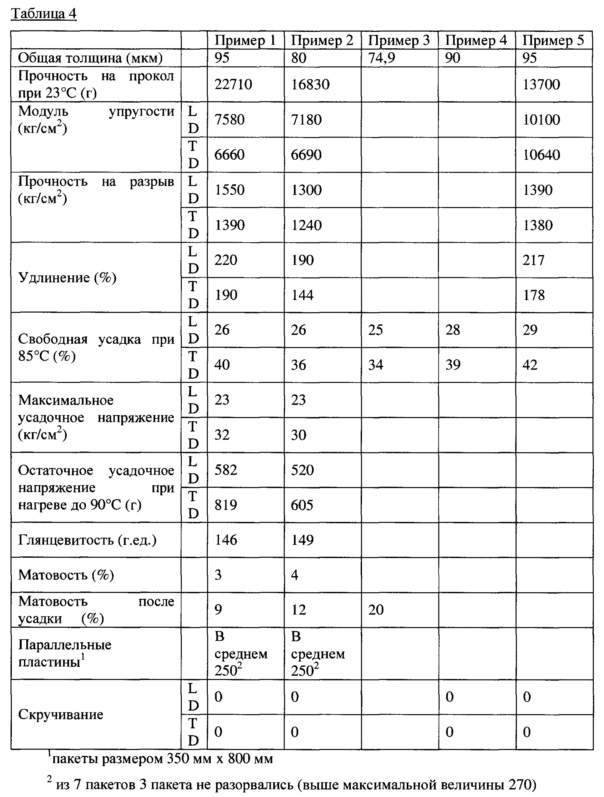
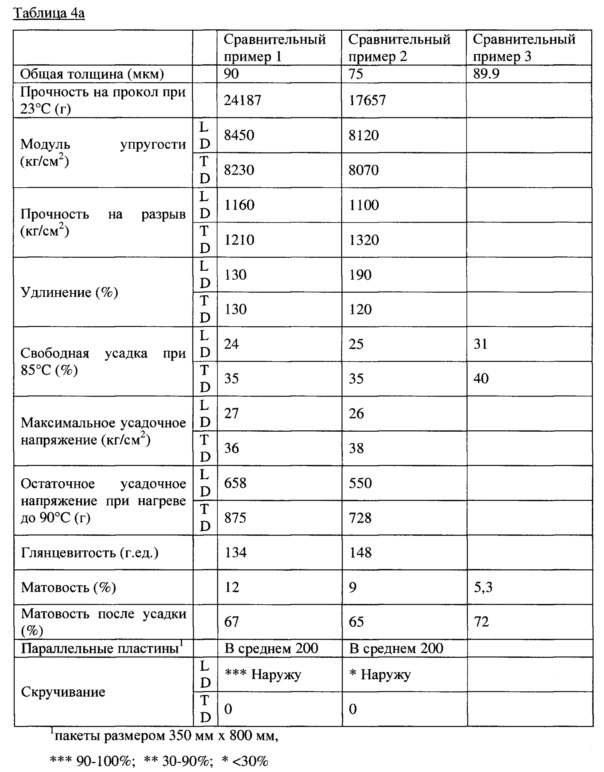
Пленки согласно настоящему изобретению отличаются специфическим составом адгезивного (связующего) слоя (с), по меньшей мере, с одной стороны барьерного слоя (b), имеют лучшие оптические свойства после усадки, чем пленки согласно сравнительным примерам, но при этом сохраняют хорошие усадочные свойства (смотри Таблицы 4 и 4а, соответственно).
Кроме того, испытание на параллельным пластинах показало, что пленки согласно изобретению имеют отличную герметизируемость и, следовательно, являются более прочными и обеспечивают лучшие характеристики при преобразовании и во время обращения потребителей с пакетами.
Помимо этого, несмотря на более высокое содержание жестких смол, пленки согласно настоящему изобретению имеют меньшее скручивание.
Наконец, заявителем неожиданно обнаружено, что связующий слой (с) также способен обеспечивать отличное сцепление между термосвариваемым слоем и, если он присутствует, слоем(-ями) полиамидов, сложных полиэфиров или стирольных полимеров.
В заключение, за счет особого содержания и надлежащего расположения слоев в многослойных пленках, содержащих барьерный слой ПВДХ, в них может быть включено значительное количество жестких смол, в результате чего образуются асимметричные жесткие пленки, что неожиданно обеспечивает их пренебрежимо малое скручивание, а также хорошие оптические и усадочные свойства, и устойчивость к неправильному обращению.
Хотя настоящее изобретение описано со ссылкой на предпочтительные варианты осуществления, подразумевается, что существуют модификации и разновидности изобретения, не выходящие за пределы существа и объема изобретения, что без труда поймут специалисты в данной области техники. Соответственно, такие модификации входят в объем приведенной далее формулы изобретения.
Реферат
Изобретение относится к смеси полимеров, многослойным термоусадочным пленкам и к изготовленным из них гибким контейнерам, таким как пакеты, мешки, применимым для упаковывания изделий, в частности пищевых продуктов. Смесь полимеров содержит от 50 до 85 мас.%, модифицированного сополимера этилена и альфа-олефина и от 50 до 15 мас.% модифицированного сополимера этилена и винилацетата с содержанием винилацетата от 6 до 15 мас. %. Указанная смесь полимеров используется в качестве связующего слоя (с) в многослойной термоусадочной пленке, которая содержит первый наружный термосвариваемый слой (а), внутренний барьерный слой, выполненный из поливинилиденхлорида. Причем связующий слой (с) находится в непосредственном сцеплении с первой поверхностью или со второй поверхностью внутреннего барьерного слоя. Пленки по изобретению имеют отличную технологичность с точки зрения стабильности и качества, а также способны выдерживать высокие степени ориентации в обоих направлениях. 5 н. и 16 з.п. ф-лы, 1 ил., 6 табл., 8 пр.
Комментарии