Способ очистки стального листа и система непрерывной очистки стального листа - RU2429313C2
Код документа: RU2429313C2
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к способу очистки движущегося стального листа и непрерывной системе очистки стального листа, конкретнее, относится к способу эффективного удаления окалины, образующейся в процессе производства стального листа.
Уровень техники
В процессе производства стального листа поверхность стального листа очищают для различных целей. Например, можно упомянуть очистку стального листа перед нанесением покрытия и окраской, удаление окалины травлением горячекатаного стального листа (очистка от окалины) и т.д.
Стимулирование или увеличение эффективности такой очистки, улучшение очищающей способности и т.д. преимущественно достигаются за счет создания очищающего раствора, но в качестве дополнительного способа облегчения очистки во время очистки существует способ применения ультразвуковых колебаний 20-100 кГц (японская патентная публикация JP №2003-313688 (А), японская патентная публикация JP №2000-256886 (А) и японская патентная публикация JP №5-125573 (А)).
При применении ультразвуковых колебаний в очищающем растворе на поверхности стального листа возникает явление кавитации, в результате чего стимулируется очищающий эффект. Благодаря ультразвуковым колебаниям в очищающем растворе давление локально падает и становится ниже давления пара, образуется пар или расширяются растворенные газы, что приводит к быстрому образованию маленьких пузырьков и кавитации и быстрому разрушению, в результате чего происходит удар, способствующий химической реакции очистки, так чтобы стимулировать эффект очистки. Следовательно, применение ультразвуковых колебаний также эффективно для очистки от окалины и травления горячекатаного стального листа (японская патентная публикация JP №2000-256886 (А)).
В технологическом процессе очистки от окалины используют травильный раствор, содержащий серную кислоту, соляную кислоту, азотную кислоту, плавиковую кислоту и т.д. по отдельности или в смеси нескольких типов. Для увеличения скорости травления вышеуказанного травильного раствора существовала практика увеличивать концентрацию кислоты и повышать температуру травления и т.д., но это имеет отрицательные аспекты, например, увеличение стоимости химических веществ и энергии, пористая поверхность стального материала после травления и т.д., поэтому существуют ограничения на увеличение скорости травления. По этой причине дополнительно используются ультразвуковые колебания.
При этом требуются снижение стоимости производства листовой стали и улучшение качества стального листа. Для очистки или снятия окалины со стального листа также необходимы дальнейшее улучшение эффективности очистки и улучшение чистоты поверхности стального листа.
С другой стороны, в областях полупроводниковых и электронных устройств, как описано в японской патентной публикации JP №10-172948 (А), существовала практика очищать полупроводниковую пластинку, применяя в очищающем растворе ультразвуковые колебания (мегазвуковые колебания) частотой 0,8 МГц и более, так чтобы повысить его способность к удалению загрязняющих веществ. Японская патентная публикация JP №10-172948 (А) раскрывает способ периодической очистки погружением пластинки в очистительный бак и применения мегазвуковых колебаний с нижней части очистительного бака.
Далее, японская патентная публикация JP №8-44074 (А) раскрывает в качестве способа эффективного удаления защитного слоя в процессе производства цветофильтра жидкокристаллического дисплея способ подачи к подвергающемуся воздействию защитному слою проявляющего раствора с завесой, активируемого мегазвуковыми колебаниями.
По сравнению с ультразвуковыми колебаниями 20-100 кГц (так называемыми ультразвуковыми колебаниями обычного типа) мегазвуковые колебания являются остронаправленными, поэтому поверхность очищаемого объекта может быть эффективно очищена, молекулы раствора легко активируются и эффект стимулирования реакции является значительным.
Соответственно, не только в области полупроводников, но также и для очистки катаных медных прутков японская патентная публикация JP №2003-533591 (А) раскрывает способ очистки от окалины, использующий источник ультразвуковых колебаний 500-3000 кГц.
Раскрытие изобретения
В вышеуказанном способе мегазвуковые колебания очень эффективно улучшают очищающую способность, поэтому, используя мегазвуковые колебания вместо ультразвуковых колебаний, используемых обычно для очистки стального листа, вероятно, можно более эффективно очищать стальной лист и повышать скорость травления.
Однако в вышеупомянутых областях полупроводниковых и электронных устройств очищаемые объекты имеют различия, значительно различаются степень загрязненности или уровень чистоты, а также значительно различаются скорость перемещения очищаемого объекта, размер технических средств и другие условия технологического процесса, поэтому мегазвуковые колебания не используются для непрерывной очистки движущегося стального листа.
Одна из причин состоит в том, что существует проблема эксплуатационной технологичности технических средств. При размещении мегазвукового генератора, например, раскрытого в японской патентной публикации JP №10-172948 (А), в очищающей ванне линии очистки стального листа таким же способом, как ультразвукового генератора, например, раскрытого в японской патентной публикации JP №2003-313688 (А), японской патентной публикации JP №2000-256886 (А) и японской патентной публикации JP №5-125573 (А), мегазвуковые колебания и очищающий раствор вызывают серьезную коррозию контейнера и кабелей мегазвукового генератора, препятствуя, тем самым, долговременной эксплуатации. В частности, вышеуказанная коррозия становится более заметной в линии травления.
Японская патентная публикация JP №2003-533591 (А) раскрывает способ применения ультразвуковых колебаний для снятия окалины при очистке катаных медных прутков и указывает, что используемая частота ультразвуковых колебаний может составлять 20-100 кГц, 100-500 кГц и 500-3000 кГц.
Однако при очистке катаных материалов в форме прутка очищающая ванна является малогабаритной и ультразвуковой генератор может быть прикреплен снаружи очищающей ванны, и очищаемый объект является небольшим, поэтому, применяя ультразвуковые колебания даже снаружи очищающей ванны, можно достичь эффекта и т.д., поэтому мегазвуковые колебания 500-3000 кГц также могут быть использованы.
Однако даже при вышеуказанном способе использования, в то время как при 20-500 кГц проблемы не существует, при 500-3000 кГц существует сильная коррозия материала контейнера очищающей ванны, контактирующего с генератором, поэтому не может быть обеспечен реальный длительный срок эксплуатации.
Далее, в качестве способа, при котором ультразвуковой генератор не монтируют в очищающем растворе стального листа, могут быть рассмотрены способ применения очищающего раствора для стального листа вместо проявляющего раствора для фотографической пленки, описанный в японской патентной публикации JP №8-44074 (А), и подача очищающего раствора с завесой, активируемого мегазвуковыми колебаниями, к поверхности стального листа.
Однако в японской патентной публикации JP №8-44074 (А) очищаемый объект является неподвижным. При очистке движущегося стального листа очищаемый объект перемещается, поэтому существует проблема, состоящая в том, что эффективная очистка невозможна, даже при простой подаче очищающего раствора с завесой, активируемого мегазвуковыми колебаниями, к поверхности стального листа, как раскрыто в японской патентной публикации JP №8-44074 (А).
Далее, существует проблема, состоящая в том, что подаваемый очищающий раствор разбрызгивается вследствие перемещения стального листа и способствует коррозии ультразвукового генератора или кабелей и т.д. или вызывает ухудшение окружающей среды очистки.
С другой стороны, в качестве общепринятого очищающего раствора стального листа часто используют соляную кислоту, серную кислоту и т.д. При удалении окалины в травильном баке образуются пузырьки за счет реакции между стальным листом и кислотой и эти пузырьки уменьшают распространение ультразвуковых колебаний, поэтому существует проблема, состоящая в том, что при применении так называемых низкочастотных ультразвуковых колебаний (20-500 кГц или около этого) в травильном баке эффект ультразвуковых колебаний падает.
Следовательно, в зависимости от условий производства стального листа, в частности при сильном отложении окалины, даже при совместном использовании обычных ультразвуковых колебаний существуют проблемы, состоящие в том, что не только удаление окалины становится недостаточным, но также, при существующем способе очистки, использующем травильные баки, нерастворимое вещество, состоящее из удаленной окалины и других компонентов, повторно откладывается на поверхности стального листа, когда очищающий раствор является кислым раствором.
Настоящее изобретение было осуществлено с учетом вышеуказанных фактов, и его цель состоит в том, чтобы предложить способ очистки стального листа и систему непрерывной очистки стального листа, применяющую мегазвуковые колебания для очистки движущегося стального листа и обеспечивающую стабильное улучшение эффекта очистки и скорости очистки.
Далее, задача настоящего изобретения состоит в том, чтобы предложить способ очистки стального листа и систему непрерывной очистки стального листа, применяющую мегазвуковые колебания для обеспечения эффективного удаления окалины, образующейся в процессе производства стального листа.
Авторы изобретения тщательно исследовали средство решения вышеуказанных проблем и в результате выяснили, что способ распыления под специфическим углом очищающего раствора, активируемого мегазвуковыми колебаниями, на поверхность перемещающегося стального листа позволяет избежать коррозии ультразвукового генератора или кабелей и т.д. и, кроме того, обеспечивает значительное улучшение очищающей способности. Цель настоящего изобретения состоит в следующем:
(1) Способ очистки стального листа; вышеуказанный способ очистки стального листа, характеризующийся подачей очищающего раствора, активируемого ультразвуковыми колебаниями с частотой 0,8-3 МГц, к поверхности стального листа под наклонным углом 1-80° по отношению к линии, перпендикулярной поверхности стального листа, в направлении, противоположном направлению перемещения.
(2) Способ очистки стального листа по п.(1), характеризующийся тем, что вышеуказанный очищающий раствор подают к поверхности стального листа с помощью душевой системы или системы с завесой.
(3) Способ очистки стального листа по п.(1) и (2), характеризующийся тем, что вышеуказанный очищающий раствор является травильным раствором.
(4) Способ очистки стального листа по п.(1) и (2), характеризующийся тем, что вышеуказанный стальной лист является горячекатаным стальным листом, вышеуказанный очищающий раствор является травильным раствором и удаляется окалина горячекатаного стального листа.
(5) Система непрерывной очистки стального листа, снабженная, по меньшей мере, разматывающим устройством, устройством подачи очищающего раствора и наматывающим устройством; вышеуказанная система непрерывной очистки стального листа, характеризующаяся тем, что вышеуказанное устройство подачи очищающего раствора имеет, по меньшей мере, часть для хранения, снабженную устройством впуска очищающего раствора и устройством выпуска очищающего раствора, подающего активируемый ультразвуковыми колебаниями очищающий раствор с помощью душевой системы или системы с завесой под наклонным углом 1-80° по отношению к линии, перпендикулярной поверхности стального листа, в направлении, противоположном направлению перемещения, и ультразвуковой генератор, применяющий ультразвуковые колебания с частотой 0,8-3 МГц в очищающем растворе в части хранения.
(6) Система непрерывной очистки стального листа по п.(5), характеризующаяся тем, она дополнительно обеспечена средством продувки осушенного воздуха или инертного газа через часть ультразвукового генератора, в которую помещен вышеуказанный ультразвуковой генератор.
Краткое описание чертежей
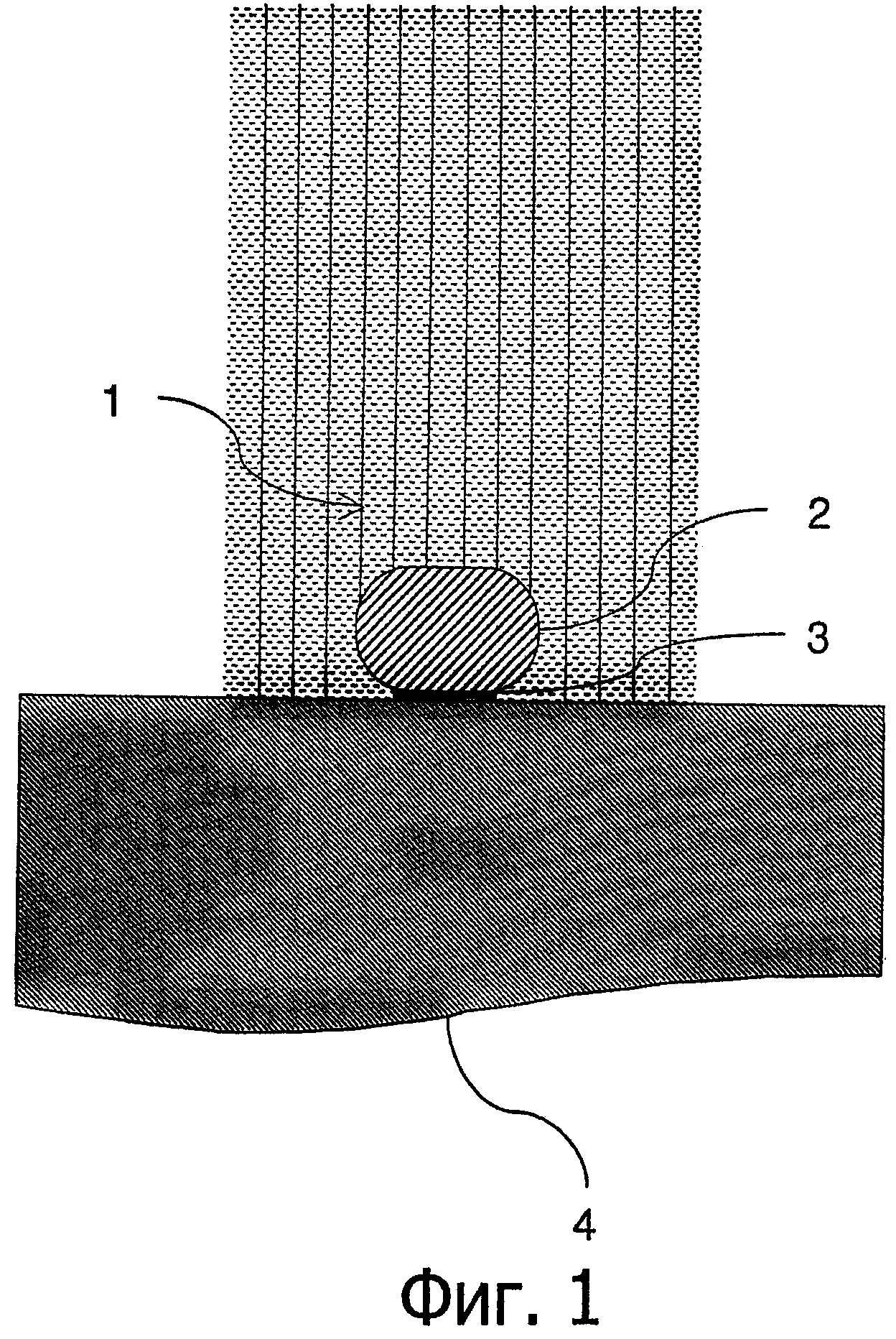
Фиг.1 - схематичный вид, показывающий случай подачи очищающего раствора, активируемого мегазвуковыми колебаниями, вертикально по отношению к поверхности стального листа.
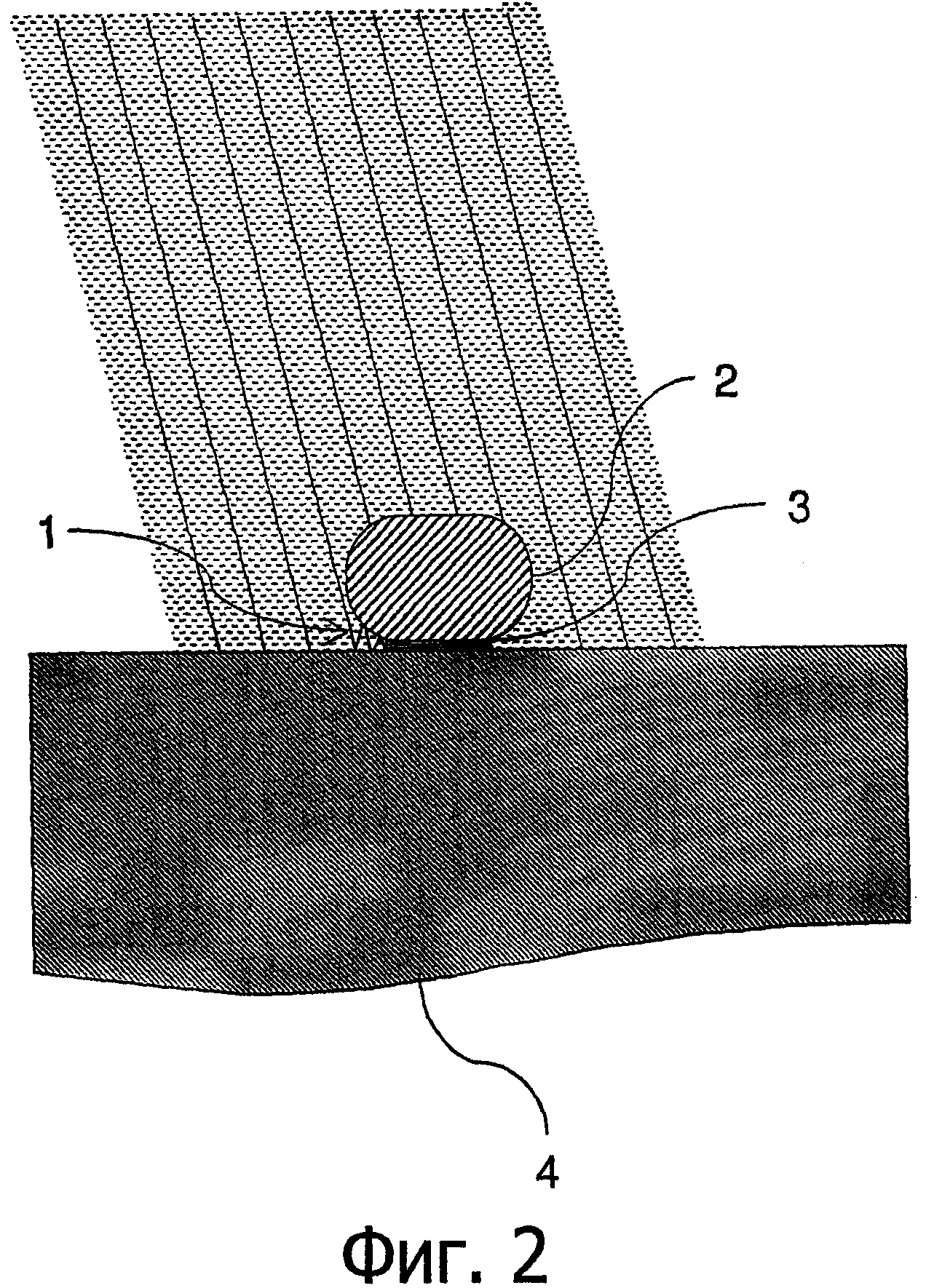
Фиг.2 - схематичный вид, показывающий случай подачи очищающего раствора, активируемого мегазвуковыми колебаниями, с наклоном по отношению к поверхности стального листа.
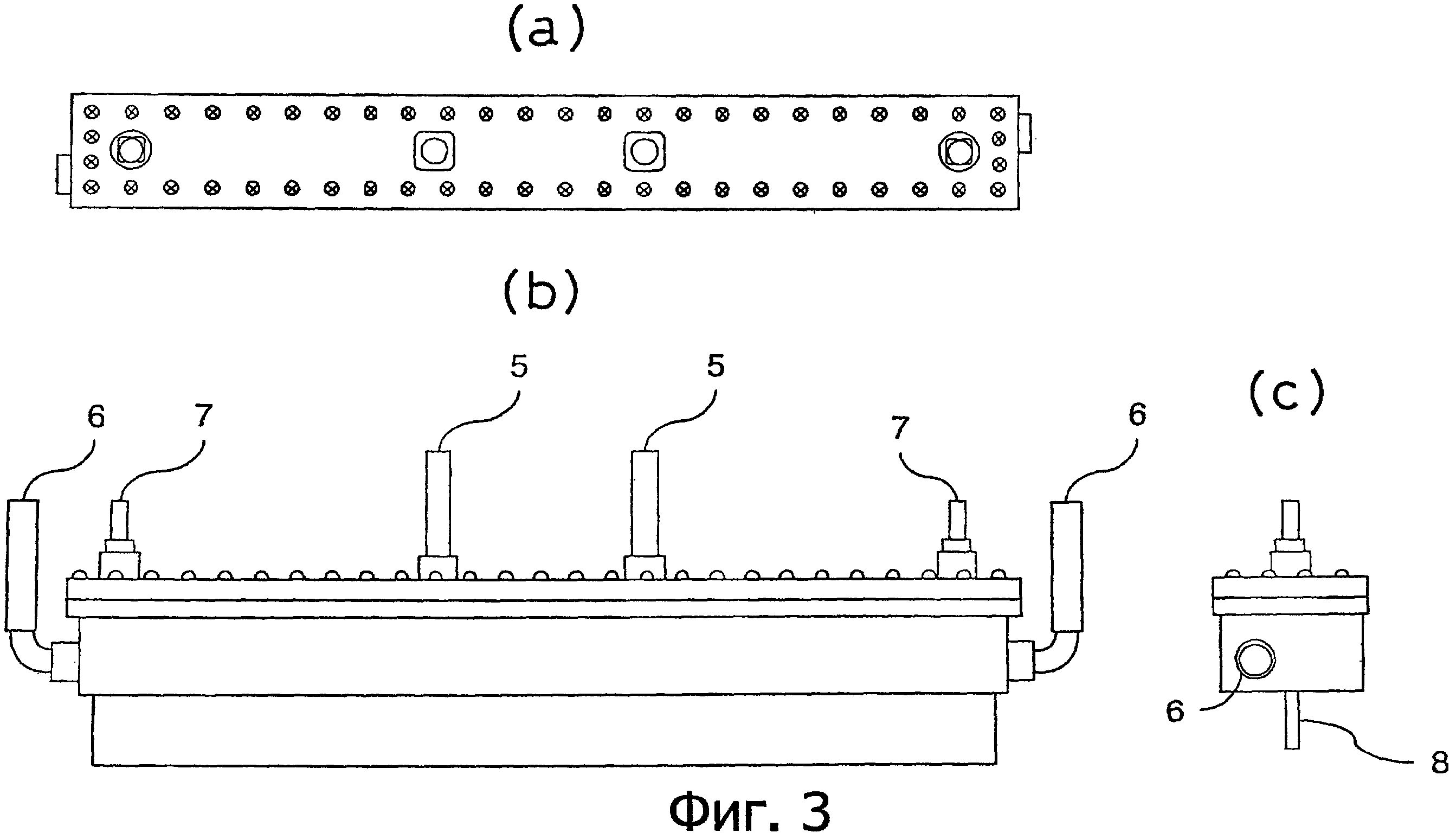
Фиг.3 - схематичные виды, показывающие пример устройства подачи очищающего раствора, активируемого мегазвуковыми колебаниями, в котором (а) - вид сверху, (b) - вид спереди и (с) - вид сбоку.
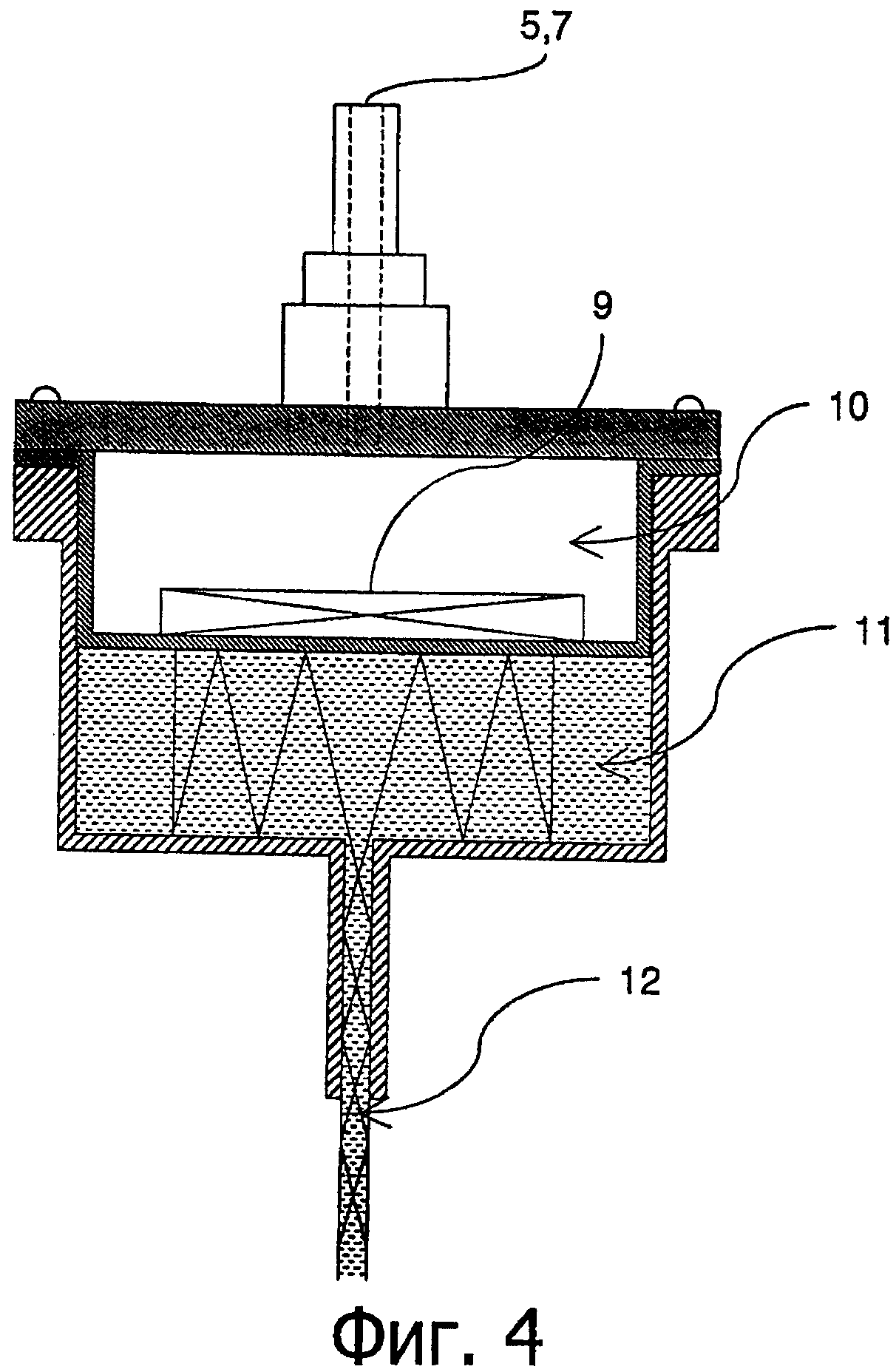
Фиг.4 - схематичный вид в разрезе, показывающий пример внутренней конструкции устройства подачи очищающего раствора, активируемого мегазвуковыми колебаниями.
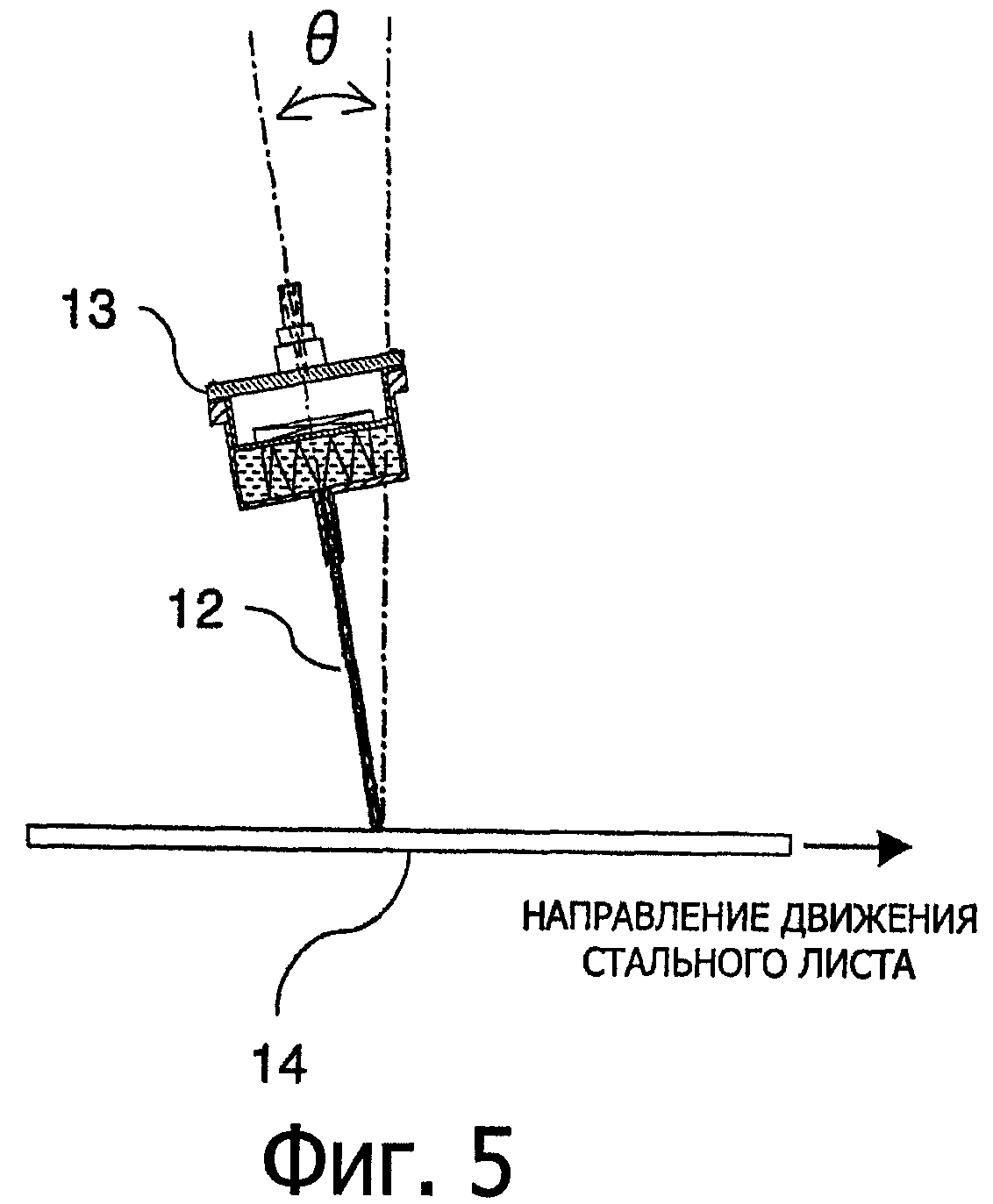
Фиг.5 - вид, показывающий пример подачи очищающего раствора, активируемого мегазвуковыми колебаниями, к стальному листу, перемещающемуся в горизонтальном направлении.
Фиг.6 - вид, показывающий пример подачи очищающего раствора, активируемого мегазвуковьми колебаниями, к стальному листу, перемещающемуся в вертикальном направлении.
Фиг.7 - схематичный вид, показывающий устройство очистки, т.е. пример системы непрерывной очистки стального листа в случае, когда стальной лист движется в горизонтальном направлении.
Фиг.8 - схематичный вид, показывающий устройство очистки, т.е. пример системы непрерывной очистки стального листа в случае, когда стальной лист движется в вертикальном направлении.
Осуществление изобретения
Ниже будет дано подробное объяснение настоящего изобретения.
Авторы изобретения выяснили, что при подаче очищающего раствора, активируемого ультразвуковыми колебаниями с частотой 0,8 МГц-3 МГц (мегазвуковые колебания), с помощью душевой системы или системы с завесой к поверхности движущегося стального листа за счет наклонного угла подачи очищающего раствора 1-80° по отношению к линии, вертикальной по отношению к поверхности стального листа, против направления перемещения (направление распыления становится направлением перемещения стального листа), можно эффективно очищать поверхность стального листа по сравнению с очисткой, применяющей ультразвуковые колебания 20-100 кГц (обычные ультразвуковые колебания), и выяснили, что это также эффективно при снятии окалины.
Считается, что причина улучшения вышеуказанного эффекта очистки состоит в следующем. Как показано на фиг.1, даже при подаче очищающего раствора, активируемого мегазвуковыми колебаниями 1, вертикально по отношению к очищаемому объекту, т.е., к стальному листу, аналогично тому, как раскрыто в японской патентной публикации JP №8-44074 (А), в силу того, что мегазвуковые колебания являются более остронаправленными, чем обычные ультразвуковые колебания, отложения и окалина 2 образуют заштрихованную область, не позволяющую мегазвуковым колебаниям эффективно проникать на границы раздела между отложениями и окалиной 2 и поверхностью стального листа, поэтому очищающий эффект не повышается.
Однако, как показано на фиг.2, при наклонном угле распространения мегазвуковых колебаний увеличивается степень проникновения мегазвуковых колебаний на границы 3 раздела между отложениями или окалиной 2 и поверхностью стального листа и эффект очистки улучшается.
Фиг.3 показывает пример устройства 13 подачи очищающего раствора, активируемого мегазвуковыми колебаниями, по настоящему изобретению. Кроме того, фиг.4 показывает пример вышеуказанного устройства подачи. Очищающий раствор входит через впускное устройство 6. С помощью мегазвукового генератора 9 очищающий раствор 11 активируется мегазвуковыми колебаниями, в результате чего очищающий раствор 12, активированный ультразвуковыми колебаниями, выходит из выпускного устройства 8 и подается к поверхности стального листа.
Далее, часть ультразвукового генератора имеет мегазвуковой генератор 9 и полость 10 части для хранения, содержащую этот генератор. Как объясняется далее, предпочтительно, чтобы часть ультразвукового генератора была снабжена устройством 7 выпуска/впуска потока газа, которое подает и выпускает осушенный воздух или инертный газ в эту часть с полостью и из нее, и кабелем 5, подающим электропитание.
Фиг.5 показывает пример подачи очищающего раствора 12, активируемого мегазвуковыми колебаниями, по настоящему изобретению к стальному листу 14, движущемуся в горизонтальном направлении. Как объясняется ниже, наклонный угол подачи вышеуказанного очищающего раствора составляет 1-80° по отношению к линии, вертикальной по отношению к поверхности стального листа в направлении, противоположном направлению движения стального листа. Этот угол обозначается как θ.
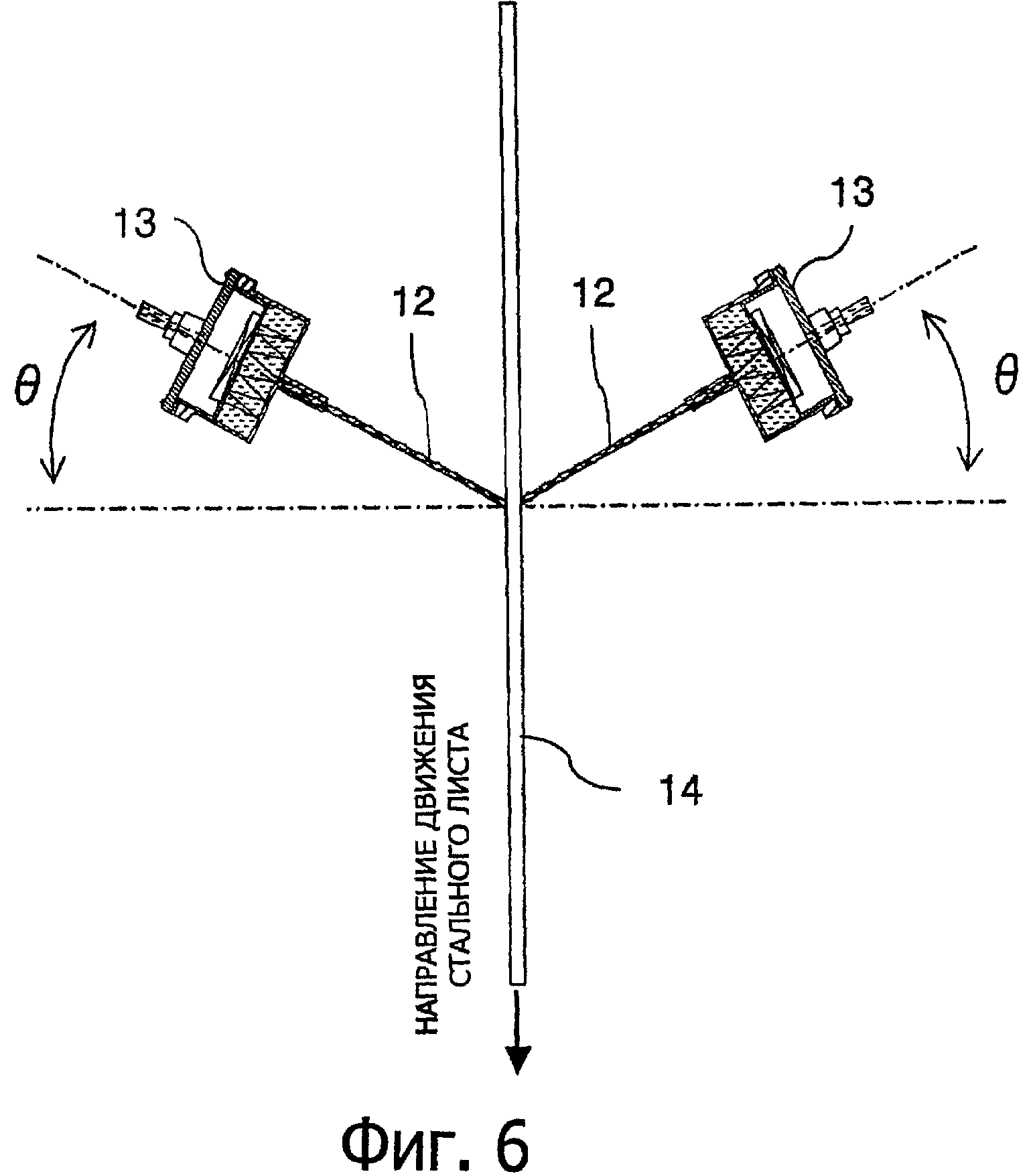
Далее, к стальному листу 14, движущемуся в вертикальном направлении, как показано на фиг.6, подают очищающий раствор 12, активируемый мегазвуковыми колебаниями. Фиг.6 - пример подачи раствора к обеим поверхностям стального листа, также можно подавать его только к одной стороне. Наклонный угол θ нагнетания вышеуказанного очищающего раствора является точно таким же, как и угол, указанный выше, и составляет 1-80° по отношению к линии, вертикальной по отношению к поверхности стального листа в направлении, противоположном направлению движения стального листа.
Если вышеуказанный угол θ меньше 1°, то, как объясняется ниже, мегазвуковым колебаниям сложно достичь границы раздела между отложениями и окалиной 2 и поверхностью стального листа и нельзя получить достаточный эффект очистки. Кроме того, по вышеуказанным причинам из-за действия очищающего раствора легко возникает коррозия генератора и т.д.
С другой стороны, если угол θ превышает 80°, исключается разбрызгивание очищающего раствора, но мегазвуковые колебания неэффективно достигают поверхности стального листа (плотность ультразвуковой энергии становится слишком низкой) и нельзя получить достаточный эффект очистки.
Вышеуказанный угол θ может быть постоянным, или может быть переменным в пределах вышеуказанного углового диапазона, или выходить за пределы вышеуказанного углового диапазона. В качестве предпочтительного углового диапазона диапазон 10-80° является предпочтительным с экономической точки зрения, целесообразным в плане эффективности и практичным.
При угле подачи очищающего раствора, имеющем наклон в направлении, противоположном направлению движения стального листа, относительная скорость очищающего раствора по отношению к стальному листу в направлении перемещения стального листа падает, поэтому уменьшается разбрызгивание очищающего раствора.
Далее, даже при разбрызгивании он разбрызгивается в направлении, противоположном ультразвуковому генератору, кабелям и т.д. (направление перемещения стального листа), поэтому не будет проникать непосредственно в эти устройства и, как следствие, коррозию ультразвукового генератора, кабелей и т.д. можно легко предотвратить и значительно повышается эксплуатационная технологичность технических средств.
Кроме того, очищающий раствор, проникающий на поверхность стального листа, протекает по поверхности стального листа в направлении движения стального листа, поэтому снятые отложения и окалина там не остаются, а смываются в направлении движения стального листа.
При распылении очищающего раствора на приближающийся стальной лист, как это делается обычно, только что снятые отложения и т.д. сразу же смываются под действием очищающего раствора, поэтому снова могут быть вытолкнуты на поверхность стального материала под действием остронаправленных сильнодействующих мегазвуковых колебаний.
Следовательно, настоящее изобретение можно использовать для улучшения характеристик очистки по отношению к отложениям и т.д.
Интенсивность подачи очищающего раствора особо не ограничивается, но предпочтительно составляет на единицу площади 0,3 л/м2-200 л/м2. При значении менее 0,3 л/м2 возникают проблемы, состоящие в том, что ультразвуковые колебания не могут быть переданы и в некоторых случаях не может быть получен достаточный эффект очистки.
С другой стороны, при значении более 200 л/м2 эффект очистки становится выше, но становится необходимым большое количество очищающего раствора, поэтому в некоторых случаях это не является экономичным. Интенсивность подачи очищающего раствора более предпочтительно составляет 1 л/м2-100 л/м2. Например, при подаче очищающего раствора к стальному листу шириной 1 м, движущемуся со скоростью 100 м/мин при интенсивности подачи очищающего раствора 1 л/м2, интенсивность подачи очищающего раствора становится равной 100 л/мин.
На фиг.5 и фиг.6 очищающий раствор, активируемый мегазвуковыми колебаниями, подают к одной стороне или обеим сторонам на одной стадии, но также можно предусмотреть ряд устройств подачи в направлении движения стального листа и подачу раствора на многих стадиях.
Далее, на каждой стадии можно изменять тип очищающего раствора. Например, на стадиях с 1-й по n-ю это может быть травильный раствор, а на последующей окончательной стадии (n+1) стадии с n+1 по n+2 или стадии с n+1 по n+3 это может быть промывочный раствор.
Ультразвуковые колебания, применяемые в настоящем изобретении, имеют частоту 0,8 МГц-3 МГц, т.е. являются мегазвуковыми. В вышеуказанном диапазоне частот, в отличие обычных ультразвуковых колебаний, связь молекул или ионов в очищающем растворе может быть разрушена и перемещение этих молекул и ионов может стать более активным.
В результате улучшается эффект очистки за счет разрушения загрязнений на поверхности стального листа и сильного воздействия на границе между значительными отложениями посторонних материалов и поверхностью стального листа.
Это также эффективно для снятия окалины. Предполагается, что в зависимости от атмосферы производственного процесса, температуры термообработки и дополнительных элементов и примесей, включенных в стальной материал, существует приблизительно три различных типа окалины.
Конкретно это FeO, Fe2O3 и Fe3O4. На поверхности стального материала имеется магнетит (Fe3O4), основной компонент окалины, имеющий низкую скорость растворения в травильном растворе, и гематит (Fe2O3), имеющий крайне низкую скорость растворения в травильном растворе.
Применяя ультразвуковые колебания (мегазвуковые колебания) с частотой 0,8 МГц-3 МГц по настоящему изобретению, можно активировать компоненты, способные растворяться в травильном растворе для окалины и эффективно реагировать с окалиной.
Далее, применяя эти мегазвуковые колебания, очищаемому объекту или объекту, подвергаемому травлению, может быть локально передано давление посредством звукового давления. За счет этого очищаемый объект или объект, подвергаемый травлению, также могут быть механически разрушены. В результате повышается скорость растворения окалины.
Если ультразвуковые колебания имеют частоту менее 0,8 МГц, нельзя достигнуть достаточной эффективности, большей, чем обычная, с помощью вышеуказанной очистки или удаления окалины. С другой стороны, при частоте более 3 МГц очищаемый объект получает повреждение и плоская поверхность больше не может быть получена. В качестве частоты ультразвуковых колебаний более предпочтительной является частота 0,8-1,5 МГц.
В настоящем изобретении мегазвуковые колебания могут применяться непрерывно и периодически. Кроме того, некоторое количество частот мегазвуковых колебаний может быть использовано совместно в пределах диапазона частоты настоящего изобретения. Кроме того, также возможно совместное использование обычных ультразвуковых колебаний и мегазвуковых колебаний по настоящему изобретению.
В качестве очищающего раствора настоящего изобретения может быть использован обычный очищающий раствор, используемый для очистки стального листа. Это может быть, например, кислый раствор, щелочной раствор, нейтральный раствор или другой очищающий раствор. Кислым раствором, используемым в качестве травильного раствора, может быть раствор соляной кислоты, раствор серной кислоты, раствор плавиковой кислоты (фтористо-водородной кислоты) или эти растворы, включающие азотную кислоту, уксусную кислоту, муравьиную кислоту и т.д.
Травильный раствор используют для очистки обычной стального листа, а также используют для удаления окалины с горячекатаного стального листа. Щелочным раствором является, например, раствор, содержащий едкий натр (NaOH) или едкое кали (КОН) и т.д., и его используют для обезжиривания и другой очистки стального листа.
Далее, нейтральный раствор используют, например, для промывки после кислотной очистки или щелочной очистки. Температура очищающего раствора особо не ограничивается, но более предпочтительным является диапазон от обычной температуры до 80°С по причине эффективности очистки, контроля температуры и т.д.
Скорость перемещения стального листа в устройстве очистки настоящего изобретения предпочтительно составляет 300 м/мин и менее. При скорости выше 300 м/мин время распространения ультразвуковых колебаний на единицу времени уменьшается и в некоторых случаях не может быть получен достаточный эффект очистки. Вышеуказанная скорость перемещения, в частности, предпочтительно составляет 20 м/мин - 100 м/мин. При скорости менее 20 м/мин эффективность производства в некоторых случаях будет падать.
При низкой скорости перемещения стального листа (50 м/мин и менее) также существует эффект ускорения потока раствора на поверхности, поэтому предпочтительно, чтобы угол θ составлял 1-29°. С другой стороны, при высокой скорости обработки (200 м/мин и более) предпочтительно, чтобы угол θ составлял 46-70°.
Способ настоящего изобретения не зависит от типа. стального листа. Кроме того, он эффективен для очистки фольги из нержавеющей стали толщиной 5 мкм-800 мкм. В частности, он эффективен для всех типов стального листа, с которых сложно удалить окалину обычным способом, т.е. стального листа, к которому добавлен Ti, Nb или Si.
Чем больше мощность ультразвуковых колебаний, тем больше их эффективность. Поскольку это предусматривает дополнительные технические средства и т.д., мощность может быть рассчитана в соответствии с процессом производства стального листа. Имеется возможность управления мощностью с помощью изготовления сверхмощного технического средства, но подобные эффекты могут быть обнаружены даже при параллельном размещении некоторого количества мегазвуковых генераторов.
Способ распыления очищающего раствора по настоящему изобретению не является особой проблемой, но обычной является душевая система или система с завесой. Термин «душевая система» означает систему такого типа, которая имеет отверстия диаметром примерно от 10 мм до нескольких десятков мм или около этого и распыляет очищающий раствор из этих отверстий.
Далее, термин «система с завесой» означает систему, имеющую прорезь шириной примерно от нескольких мм до нескольких см и распыляющую очищающий раствор из этой прорези подобно завесе.
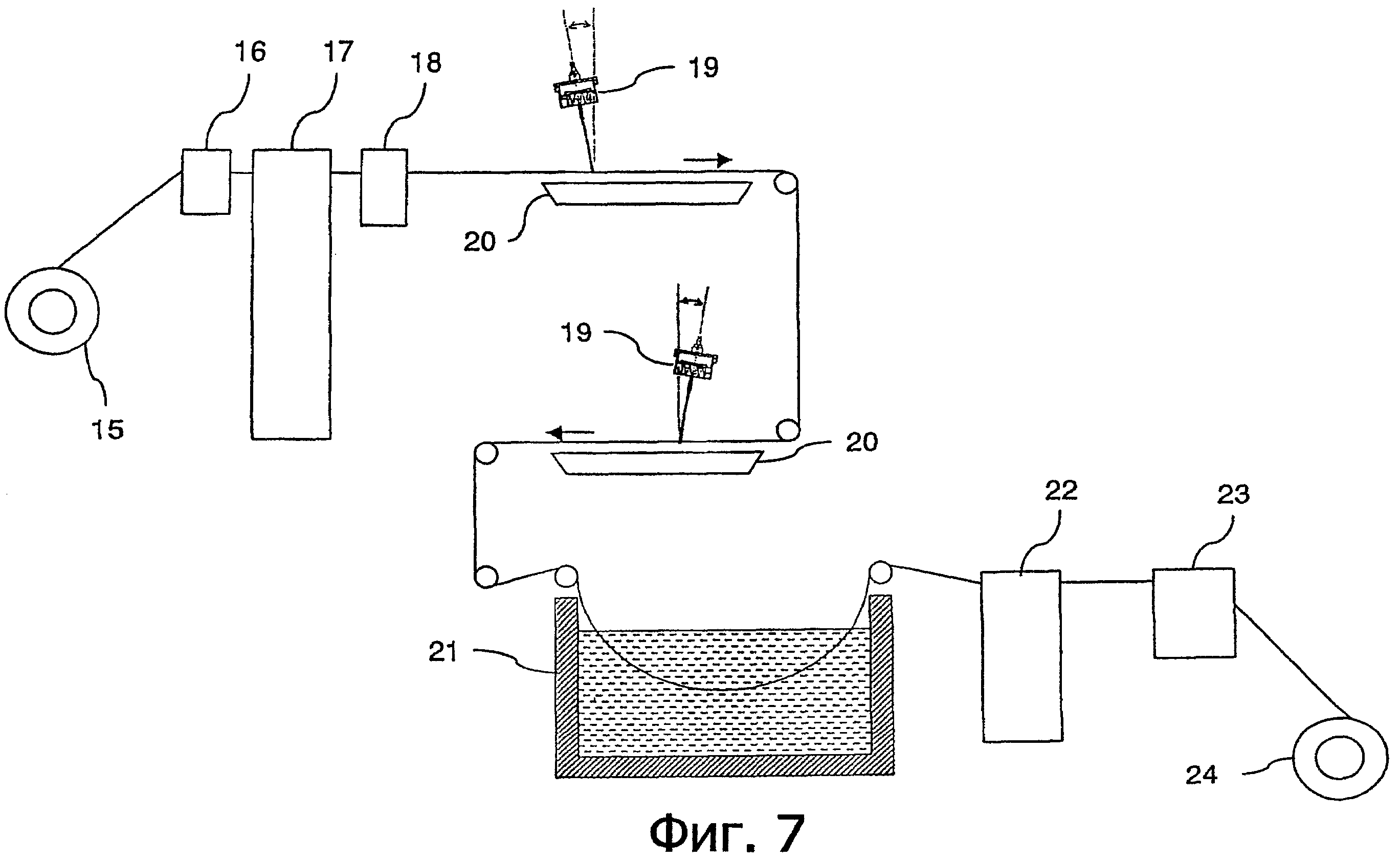
Система непрерывной очистки стального листа по настоящему изобретению снабжена, по меньшей мере, разматывающим устройством 15, устройством 19 очистки и наматывающим устройством 24. Вышеуказанное устройство очистки подает очищающий раствор, активируемый ультразвуковыми колебаниями (мегазвуковыми колебаниями) с частотой 0,8 МГц - 3 МГц, с помощью душевой системы или системы с завесой к поверхности стального листа. Наклонный угол подачи вышеуказанного очищающего раствора составляет 1-80° по отношению к линии, перпендикулярной к поверхности стального листа, против направления перемещения.
Вышеуказанная система непрерывной очистки стального листа, кроме того, может быть снабжена петлевым устройством 17 на стороне впуска, петлевым устройством 22 на стороне выпуска, ножницами, сварочным устройством 16, правильно-растяжным устройством 18, устройством 23 нанесения масла, приемной емкостью 20 очищающего раствора и т.д. Кроме того, если вышеуказанное устройство очистки выполняет травление или щелочную очистку, также можно предусмотреть промывочный бак 21. Кроме того, его также можно совместно использовать в качестве травильного бака или бака щелочной очистки.
Фиг.7 и фиг.8 показывают примеры системы непрерывной очистки стального листа по настоящему изобретению. Фиг.7 - пример системы очистки в случае, когда стальной лист движется в горизонтальном направлении. Для очистки обеих поверхностей стального листа система снабжена в двух местах устройствами 19 очистки (устройствами подачи очищающего раствора, активируемого мегазвуковыми колебаниями).
Фиг.8 - пример системы очистки в случае, когда стальной лист движется в вертикальном направлении. Для очистки обеих поверхностей стального листа очищающий раствор, активируемый мегазвуковыми колебаниями, подают с обеих сторон. Промывка в примере двух систем выполняется в промывочном баке 21, но эта система также может быть сконфигурирована для подачи промывочного раствора таким же образом, как и устройство 19 очистки.
Далее, часть 10 с полостью, в которой помещен мегазвуковой генератор из Фиг 1, подробно показывающей вышеуказанное устройство 19 очистки, может быть продуто осушенным воздухом или газообразным азотом, аргоном, гелием, двуокисью углерода или другим инертным газом. Продувая полость вышеуказанным газом, можно предотвратить проникновение тумана очищающего раствора или газообразной HCl или других коррозионных продуктов и можно в большей степени улучшить срок эксплуатации.
Варианты выполнения
Ниже настоящее изобретение будет объяснено более конкретно с помощью примеров, но настоящее изобретение ни в коей мере не ограничивается этими примерами.
Пример 1
В качестве очищаемого стального материала был использован лист из нержавеющей стали. Для оценки удаления посторонних веществ поверхность стального листа покрыли стандартными частицами полистирольного латекса (PSL) (0,1 мкм, 0,35 мкм, 0,5 мкм, 1 мкм и 2 мкм), изготовленными компанией JSR Corp., и осушили ее для получения стального листа с квазичастицами.
Устройство подачи очищающего раствора, активируемого ультразвуковыми колебаниями, показанное на фиг.3 и фиг.4, было использовано, как показано на фиг.5, для подачи очищающего раствора к поверхности стального листа, движущегося со скоростью 80 м/мин. Частота ультразвуковых колебаний и угол θ подачи из фиг.5 изменяли для исследования эффекта очистки при различных условиях.
Очищающий раствор подавали с помощью душевой системы шириной 1 м, чтобы обеспечить расход 100 л/мин, в то время как интенсивность подачи составляла 1,25 л/м2. Таблица 1 показывает частоту ультразвуковых колебаний, угол θ подачи очищающего раствора и эффект очистки. Образцы с №№1-28 по 1-30 из Таблицы 1 были получены с помощью системы с завесой при тех же условиях, что описаны выше.
В качестве очищающего раствора были использованы травильный раствор, щелочной очищающий раствор и промывочный раствор. Травильный раствор был подготовлен следующим образом.
Раствор на основе HCl был подготовлен в виде 5% мас. водного раствора HCl, к которому были добавлены FeCl2 и FeCl3 в количестве 0,1% мас. Раствор на основе H2SO4был подготовлен в виде 5% мас. водного раствора H2SO4, к которому были добавлены FeCl2 и FeCl3 в количестве 0,1% мас.
Щелочной очищающий раствор был подготовлен в виде типового щелочного раствора на основе NaOH (едкий натр), содержащего 1% вес. водный раствор NaOH, в который были включены ионы Fe в количестве 0,1% мас. Для промывочного раствора была использована чистая вода без добавления кислоты или щелочи.
Далее, в случае травильного раствора, раствор был подогрет до температуры 60°С-90°С и выдержан при этой температуре. Щелочной очищающий раствор и промывочный раствор были выдержаны при температуре от комнатной температуры до 40°С.
В качестве способа оценки поверхность стального листа подвергли воздействию излучения яркого света (называемого «сфокусированным светом») 10000 люкс или около этого, схематически изобразили состояние частиц, затем оставшиеся частицы были схематически изображены в условиях воздействия излучения лампы с фокусированным лучом. Была рассчитана интенсивность снятия для оценки интенсивности снятия частиц на поверхности.
Эффект очистки из Таблицы 1 был оценен в каждом случае с помощью подготовки образца, не подвергнутого распространению ультразвуковых колебаний, и сравнения его с образцом, оцененным на интенсивность снятия при различных условиях из Таблицы 1. Образец со степенью повышения интенсивности менее 30% был оценен как «Неудовлетворительно», от 30% до менее 40% - как «Удовлетворительно», от 40% до менее 60% - как «Хорошо» и 60% и более - как «Отлично». В части образцов после удаления ложных частиц удаленная часть была проверена под оптическим микроскопом или сканирующим электронным микроскопом для исследования состояния остаточных частиц. Как результат, частицы 0,2 мкм и более не могли быть исследованы.
Как показано в образцах №№ с 1-1 по 1-18, при подаче очищающего раствора, содержащего кислый или щелочной очищающий раствор, активируемый ультразвуковыми колебаниями с частотой 0,8-3 МГц при угле подачи θ от 1 до 80°, был обнаружен высокий очищающий эффект.
Как показано в образцах №№ с 1-19 по 1-20, даже используя промывочный раствор может быть получен достаточный эффект очистки. Как показано в образцах №№ с 1-28 по 1-30, даже используя систему с завесой может быть получен достаточный эффект очистки.
С другой стороны, когда частота ультразвуковых колебаний была низкой, как в сравнительных образцах №№ с 1-21 по 1-22, достаточный эффект очистки не мог быть получен. В случае, когда частота ультразвуковых колебаний была слишком высокой, как в сравнительном образце №1-27, частицы полистирольного латекса можно было полностью удалить, но поверхность листа подложки из нержавеющей стали была сильно протравлена и нельзя было получить плоскую поверхность.
При подаче очищающего раствора, активируемого ультразвуковыми колебаниями, в вертикальном направлении (θ=0°) по отношению к стальному листу, как в сравнительном образце №1-25, достаточный очищающий эффект не мог быть получен и разбрызгиваемые капли очищающего раствора осели на устройстве подачи (ультразвуковой генератор) очищающего раствора.
В случае, когда угол θ подачи очищающего раствора, активируемого ультразвуковыми колебаниями, был слишком большим, как в сравнительном образце №1-26, достаточный эффект очистки не мог быть получен.
Сравнительный образец №1-31 показывает результаты при наклоне устройства подачи очищающего раствора в сторону направления движения стального листа. Было подтверждено, что не только ухудшается эффект очистки, но также образуется отложение очищающего раствора на генераторе, кабелях и т.д. и развивается коррозия.
Пример 2
В качестве стального материала был выбран горячекатаный материал с покрытием с низкой скоростью растворения окалины. Стальным материалом был стальной лист, содержащий С: 0,00% вес., Si: 0,006% вес., Mn: 0,13% вес., S: 0,01% вес., Nb: 0,02% вес. и Ti: 0,02% вес. и остальное - Fe и неизбежные примеси.
Устройство подачи очищающего раствора, активируемого ультразвуковыми колебаниями, показанное на фиг.3 и 4, было использовано, как показано на фиг.6 и фиг.8, для подачи очищающего раствора к поверхности стального листа, двигавшегося со скоростью 5-310 м/мин. Частоту ультразвуковых колебаний и угол подачи θ изменяли в диапазоне Таблицы 2 для исследования эффекта снятия окалины. Очищающий раствор подавали с помощью душевой системы шириной 1 м, чтобы получить расход и интенсивность подачи очищающего раствора, как показано в Таблице 2.
Очищающий раствор подавали с помощью душевой системы. В качестве травильного раствора были использованы растворы на основе HCl и на основе H2SO4. Раствор на основе HCl содержал 8% мас. водный раствор, к которому были добавлены FeCl2 и FeCl3 в количестве 0,2% мас. Раствор на основе H2SO4 содержал 10% мас. водный раствор, к которому были добавлены FeCl2 и FeCl3 в количестве 0,2% мас. Очищающий раствор был нагрет до температуры 70°С (±10°С).
В качестве способа оценки предварительно была измерена масса стального листа, стальной лист был обработан с помощью заданной обработки очисткой по условиям Таблицы 2, затем промыт и высушен, затем снова была измерена масса, чтобы рассчитать показатель травления.
Оценка была основана на скорости растворения поверхностной окалины. Для получения оценки в каждом случае был подготовлен образец, не подвергнутый распространению ультразвуковых колебаний по Таблице 2, который сравнивали с образцом, оцененным при различных условиях Таблицы 2. При оценке эффекта очистки образец со степенью повышения скорости растворения менее 10% был оценен как «Неудовлетворительно», от 10% до менее 20% - как «Удовлетворительно», от 20% до менее 30% - как «Хорошо» и 30% и более - как «Отлично».
Результаты представлены в Таблице 2.
Если частота ультразвуковых колебаний находится в диапазоне 0,8-3 МГц и угол θ подачи очищающего раствора составляет 1-80°, как в образцах №№ с 2-1 по 2-25 настоящего изобретения, скорость травления увеличивается и в результате повышается эффективность очистки.
Далее, не было выявлено состояния, при котором была бы повреждена поверхность стального материала после травления. В частности, при интенсивности подачи очищающего раствора 0,3 л/м2 и более эффект очистки повышается.
Кроме того, при подаче очищающего раствора, активируемого ультразвуковыми колебаниями, в две стадии, эффект очистки был более высоким и более высокопроизводительным.
В противоположность этому, в случае, когда частота ультразвуковых колебаний была низкой, как в сравнительных образцах №№ с 2-26 по 2-28, скорость растворения окалины была медленной и окалина не могла быть полностью удалена или в различных местах возникали пятна.
В случае, когда частота ультразвуковых колебания была слишком высокой, как в сравнительном образце №1-31, окалина могла быть полностью удалена, но поверхность листа подложки из нержавеющей стали была сильно протравлена и нельзя было получить плоскую поверхность.
Далее, при подаче очищающего раствора, активируемого ультразвуковыми колебаниями, в вертикальном направлении (θ=0°) по отношению к стальному листу, как в сравнительном образце №2-29, достаточный очищающий эффект не мог быть получен и разбрызгиваемые капли очищающего раствора осели на устройстве подачи (ультразвуковой генератор) очищающего раствора.
В случае, когда угол θ подачи очищающего раствора, активируемого ультразвуковыми колебаниями, был слишком большим, как в сравнительном образце №2-30, достаточный эффект очистки не мог быть получен.
Сравнительный образец №2-32 показывает результаты при наклоне устройства подачи очищающего раствора в сторону направления движения стального листа. Было подтверждено, что не только ухудшается эффект очистки, но также образуется отложение очищающего раствора на генераторе, кабелях и т.д. и развивается коррозия.
Пример 3
Схожий способ был использован для образца №2-11 с целью продувки осушенного воздуха или азота через полость, в которую был помещен ультразвуковой генератор (полость 10 из фиг.4), и выполнения непрерывного травления в течение 100 часов. После этого было исследовано присутствие хлора в вышеуказанной полости или развитие коррозии. Способ оценки эффекта очистки был аналогичен способу для образца №2.
Результаты представлены в Таблице 3. Как показано в образцах №№3-1 и 3-2, при продувке осушенного воздуха или азота через часть генератора может быть эффективно предотвращено проникновение хлора или других коррозионно-активных веществ.
Промышленная применимость
По способу очистки стального листа и непрерывной системе очистки по настоящему изобретению, даже применяя мегазвуковые колебания, можно предотвратить коррозию устройства, поэтом может быть улучшена эксплуатационная технологичность технического средства.
Кроме того, обнаруживаются заметное воздействие и эффект, состоящие в том, что повышаются эффект очистки и скорость очистки стального листа, может быть улучшена эффективность очистки и после очистки стальной лист имеет чистоту поверхности высокого качества. Кроме того, это также эффективно для удаления окалины с горячекатаного стального листа. Крайне заметное воздействие и эффект обнаруживаются из повышения эффективности снятия окалины и возможности образования чистой поверхности без глубоких следов от снятия окалины.
Кроме того, настоящее изобретение имеет крайне высокую применяемость в сталелитейной промышленности.
Реферат
Изобретение относится к области эффективного удаления окалины, образующейся в процессе производства стального листа. Способ очистки стального листа и система непрерывной очистки стального листа включают подачу очищающего раствора, активируемого ультразвуковыми колебаниями с частотой 0,8-3,0 МГц, к поверхности стального листа под углом 1-80° по отношению к линии, перпендикулярной поверхности стального листа, в направлении, противоположном направлению перемещения. Технический результат: разработка способа очистки стального листа и системы непрерывной очистки стального листа, применяющие мегазвуковые колебания для обеспечения эффективного удаления окалины, образующейся в процессе производства стального листа. 2 н. и 4 з.п. ф-лы, 8 ил., 3 табл.
Комментарии