Устройство для зачистки внутренней поверхности труб - RU181326U1
Код документа: RU181326U1
Чертежи
Описание
Полезная модель относится к области машиностроения, а именно к устройствам для зачистки внутренней поверхности труб, в частности при изготовлении лейнеров из алюминиевых сплавов для металлокомпозитных баллонов высокого давления.
Для изготовления лейнеров металлокомпозитных баллонов высокого давления 3 типа (ISO 11439) используют прессованные трубы из алюминиевого сплава АД33 по ГОСТ 4784 или 6061 по ASTM В 221.
В соответствии с техническими условиями ТУ 1811-002-07507110-2006 на внутренней поверхности труб допускаются риски и задиры глубиной не более 50-100 мкм. Риски и задиры на внутренней поверхности лейнеров, изготавливаемых из таких труб, являясь концентраторами напряжений, уменьшают циклическую долговечность баллонов.
Поэтому появляется необходимость перед изготовлением лейнеров в зачистке дефектов на внутренней поверхности труб.
Для этого необходимо иметь специальное устройство.
Анализ имеющейся информации показывает, что зачистка внутренней поверхности труб может производиться различными устройствами, использующими:
- скребки (Смотри описание изобретения к патенту РФ №2182528, МПК B08B 9/027, опубликовано 20.05.2002, «Устройство для очистки внутренней поверхности труб»);
- дробь (Смотри сайт - http://drobemeti.ru/content/vnutrennyaya-ochistka-trub, «Дробеметная установка», выявлен 01.10.2014);
- жидкость (Смотри описание изобретения к патенту РФ №2162754, МПК B08B 9/032, опубликовано 10.02.2001, «Устройство для очистки внутренней поверхности труб»);
- абразив (Смотри сайт - http://www.graco-vlg.ru/rvt_contracor.php, «Устройство для очистки внутренней поверхности труб», выявлен 01.10.2014);
- роликовые головки (Смотри описание изобретения к патенту РФ №2145529, МПК B08B 9/04, опубликовано 20.02.2000, «Устройство для очистки внутренней поверхности труб».);
- абразивные круги (Смотри авторское свидетельство №1815164, МПК B24B 27/04, опубликовано 15,05,1993, «Устройство для очистки внутренней поверхности труб»);
- резцы (Смотри авторское свидетельство №8209125, МПК B08B 9/0087, опубликовано 15,04,1981, «Устройство для очистки полых изделий») и др.
Вышеперечисленные устройства предназначены для очистки внутренней поверхности труб в основном от различных отложений и загрязнений. Кроме того, эти устройства по ряду причин (технических, экологических, эксплуатационных и др.) не годятся для зачистки дефектов непосредственно на металле на внутренней поверхности труб из алюминиевых сплавов.
Известно устройство для очистки внутренней поверхности труб, содержащее раму, подвижную каретку с установленной на ней штангой и закрепленным на ней очистным инструментом; привод для сообщения штанге с очистным инструментом возвратно-поступательного движения, а также одновременно и вращательно-колебательного движения. (Смотри авторское свидетельство №464345, МПК B08B 9/047, опубликовано 25,03,1975).
Недостатком этого устройства является, во-первых, сложность конструкции, что вызвано необходимостью сообщения очистному инструменту сложных движений.
Во-вторых, ограниченные технологические возможности. Это связано с тем, что очистной инструмент в виде ролика может быть использован для очистки внутренней поверхности труб только одного типоразмера.
Кроме того, такой очистной инструмент позволяет удалять с внутренней поверхности только отложения в виде ржавчины, окалины, накипи и др., и не может быть использован для удаления рисок и задиров непосредственно на металле поверхности.
В качестве прототипа принято устройство для очистки внутренней поверхности труб, содержащее раму, каретку с возвратно-поступательным движением, с установленной на ней штангой и зачистным инструментом; опорные приводные ролики и фиксирующие ролики, с приводом их перемещения в вертикальной плоскости, прижимающие трубу к опорным роликам. (Смотри описание к патенту РФ №2181637, МПК B08B 9/027, опубликовано 27.04.2002).
Недостатком этого устройства являются сложность конструкции и ограниченные технологические возможности.
Сложность конструкции связана с необходимостью использования сложного комбинированного зачистного инструмента, включающего перовое сверло, разводные ножи и стальные щетки.
Ограниченные технологические возможности вызваны тем, что рассматриваемое устройство обеспечивает зачистку внутренней поверхности труб одного типоразмера.
Устройство может использоваться для удаления с внутренней поверхности труб различных отложений и не годится для устранения рисок и задиров на металлической поверхности.
Задачей полезной модели является создание устройства для зачистки внутренней поверхности труб из алюминиевых сплавов простой конструкции и с расширенными технологическими возможностями.
Технический результат заявляемой полезной модели достигается тем, что в устройстве для зачистки внутренней поверхности труб, содержащем раму, каретку с возможностью возвратно-поступательного движения с установленной на нее штангой с зачистным инструментом, снабженной механизмом регулировки ее положения в вертикальной плоскости, опорные ролики, выполненные с возможностью свободного вращения, штанга оснащена двигателем вращательного движения, фиксатор трубы выполнен в виде эластичного фрикционного хомута, охватывающего и прижимающего трубу к опорным роликам.
При этом усилие прижима трубы хомутом к опорным роликам выполнено регулируемым. В качестве зачистного инструмента использована дисковая щетка с металлическим ворсом. Устройство может быть снабжено системой подачи смазочно-охлаждающей жидкости в зону обработки и системой отсоса образующейся металлической пыли.
Простота конструкции достигается:
1. Минимальным количеством приводов вращения и перемещения устройства.
2. Использованием одного и того же зачистного инструмента (дисковая щетка с металлическим ворсом) для зачистки труб различных типоразмеров.
3. Простотой конструктивного исполнения зачистного инструмента.
4. Простотой регулировки режимов обработки (за счет изменения усилия прижима трубы хомутом к опорным роликам).
Расширенные технологические возможности достигаются:
1. Возможностью использования устройства для внутренней зачистки труб различных типоразмеров.
Это обеспечивается системой фиксации трубы на опорных роликах и наличием механизма регулировки у штанги с вращающимся зачистным инструментом ее положения в вертикальной плоскости.
2. Возможностью использования устройства для местной зачистки дефектов на внутренней поверхности трубы перед основной круговой зачисткой всей поверхности.
Это обеспечивается изменением усилия прижима трубы хомутом к опорным роликам. Усилие прижима может быть таким, при котором труба не будет вращаться.
3. Возможностью оснащения устройства системой подачи смазочно-охлаждающей жидкости в зону обработки. Смазочно-охлаждающая жидкость повышает чистоту поверхности, уменьшает нагрев металла в рабочей зоне, и при этом лучше удаляются частицы металла, образующиеся при обработке.
4. Возможностью оснащения устройства системой отсоса образующейся металлической пыли, что улучшает условия для работающих.
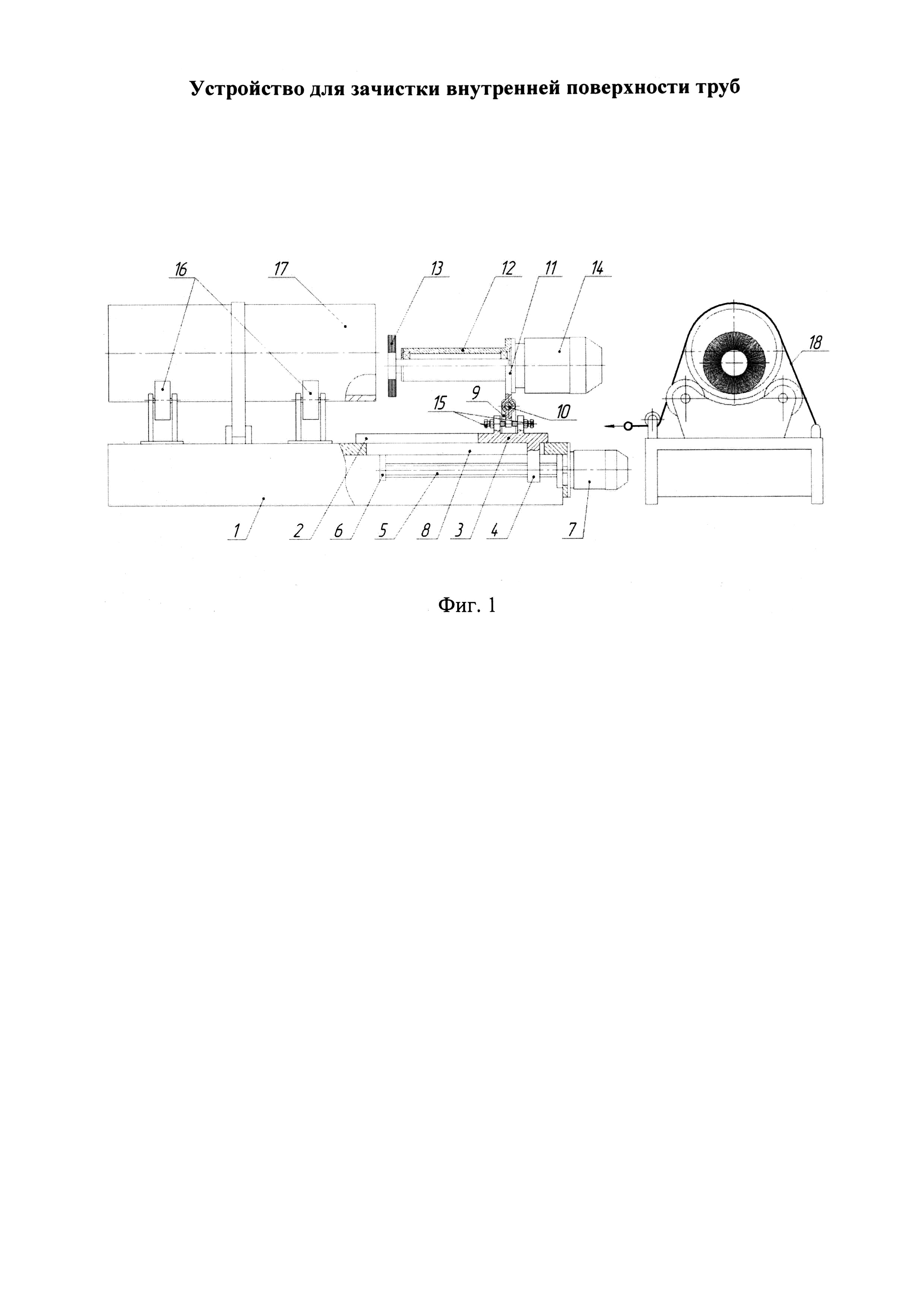
Конструкция предлагаемого устройства представлена на фиг. 1.
Устройство содержит сварную раму 1 с направляющими 2 для каретки 3. Снизу к каретке прикреплена гайка 4, взаимодействующая с винтом 5, концы которого размещены в опорах 6, закрепленных на раме 1. Винт может вращаться с реверсом от мотора редуктора 7 (показан условно). В раме 1 сделан паз 8 для размещения гайки 4 при перемещении каретки 3 по раме. На верхней части каретки, на стойке 9 на оси 10 установлена плита 11, к которой прикреплена штанга 12 с вращающейся дисковой щеткой 13 с металлическим ворсом и двигатель вращения щетки 14. Плита 11 и, следовательно, щетка 13 могут наклоняться в вертикальной плоскости с помощью винтов 15.
На раме 1 на специальных стойках установлены две пары опорных роликов свободного вращения 16, на которых устанавливают трубную заготовку 17. Трубная заготовка поджимается к роликам эластичным фрикционным хомутом 18, при этом усилие прижатия трубы к роликам регулируется за счет изменения натяжения хомута (механизм натяжения условно не показан).
Хомут 18 может изготавливаться из брезента, лавсана, кожи и др. материалов.
Использование в качестве зачистного инструмента дисковой щетки с металлически ворсом связано с тем, что металлические проволочки обладают гибкостью и достаточно равномерно облегают обрабатываемую поверхность, в том числе и неправильной цилиндрической формы (труба с овальностью), и имеют хорошие режущие свойства на алюминиевых сплавах.
Отдельные проволочки щетки, проникая во впадины дефектов на поверхности (риски, задиры), скругляют дно их, удаляют острые кромки. При этом в значительной мере устраняются концентраторы напряжений, что предотвращает образование трещин на внутренней поверхности во время эксплуатации изделий, и тем самым повышается их усталостная прочность.
Кроме того, использование щетки с металлическим ворсом обеспечивает высокую производительность зачистки.
Работа устройства осуществляется следующим образом. Трубную заготовку 17 устанавливают на опорные ролики 16. Хомутом 18 заготовку поджимают к роликам с определенным усилием (определяют опытным путем). Заводят дисковую щетку 13 внутрь заготовки 17. Винтами 15 создают определенный натяг между щеткой и внутренней поверхностью заготовки (определяют опытным путем). Включают двигатель 14 вращения щетки и одновременно двигатель 7 перемещения каретки 3. При взаимодействии щетки 13 с внутренней поверхностью заготовки 17 последняя начинает вращаться.
При вращении заготовки 17 ее наружная поверхность взаимодействует с хомутом 18. За счет трения между хомутом и наружной поверхностью заготовки скорость вращения ее уменьшается, и поэтому ворс щетки осуществляет круговое резание металла (процесс зачистки).
Вся внутренняя поверхность заготовки зачищается щеткой при перемещении каретки вперед и назад.
В случае увеличенной длины заготовки зачистку можно проводить с другой стороны с переустановкой ее на роликах.
Создавая достаточно большое усилие натяжением ремня, заготовку можно полностью остановить от вращения. При этом появляется возможность дополнительной местной зачистки достаточно грубых дефектов, например продольных задиров, перед основной зачисткой всей поверхности.
Предлагаемое устройство используется на одном из предприятий г. Ижевска для зачистки внутренней поверхности трубных заготовок из алюминиевых сплавов с наружным диаметром 250-370 мм, толщиной стенки 4-8 мм, длиной до 2300 мм.
Диаметр дисковой щетки с металлическим ворсом 160 мм, скорость вращения 2800 об/мин, скорость перемещения в продольном направлении 0,5 м/мин.
Диаметр проволочек ворса 0,1-0,2 мм, материал - нержавеющая сталь.
Давление щеток на поверхность заготовки 3-12 кг, что соответствует натягу 3-6 мм.
Реферат
Полезная модель может быть использована для зачистки внутренней поверхности трубных заготовок из алюминиевых сплавов, используемых для изготовления лейнеров металлокомпозитных баллонов высокого давления.Устройство содержит раму, каретку с возвратно-поступательным движением с установленной на ней штангой и зачистным инструментом с приводом его вращательного движения; штанга снабжена механизмом регулировки ее положения в вертикальной плоскости, опорные ролики выполнены с возможностью свободного вращения, фиксатор трубы на роликах - в виде эластичного фрикционного хомута, охватывающего и прижимающего трубу к опорным роликам. В устройстве усилие прижима трубы хомутом к роликам регулируемое. Устройство снабжено дисковой щеткой с металлическим ворсом, может быть снабжено системой подачи смазочно-охлаждающей жидкости в зону обработки или системой отсоса образующейся металлической пыли.Устройство отличается от известных возможностью равномерной и высокоэффективной обработки внутренней поверхности труб по всей длине и обеспечивает заданные параметры качества поверхностного слоя.
Комментарии