Лента конвейера для жарки и способ ее формирования - RU2524890C1
Код документа: RU2524890C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение в общем относится к ленте конвейера для тепловой обработки. ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В пищевой промышленности, особенно что касается расфасованных пищевых продуктов и полуфабрикатов в промышленных масштабах или ресторанов, предприниматели обращаются к более быстрым методам приготовления пищи равномерным способом. Кроме того, такие предприниматели стремятся к упрощенным операциям, в том числе операциям очистки, и стремятся уменьшить риск несчастного случая на работе.
[0003] Расфасованные в промышленных масштабах пищевые продукты или полуфабрикаты в промышленных масштабах могут быть приготовлены на ленте конвейера для тепловой обработки. Кроме того, мясо может быть приготовлено на плоской поверхности (т.е. стандартная конфигурация кухонной плиты) с подогревом только снизу. Антипригарные поверхности для тепловой обработки могут предотвратить прилипание пищевого продукта к поверхности для тепловой обработки. Уменьшение прилипания дает в результате уменьшение усилия, прилагаемого для удаления приготовленного пищевого продукта с указанной поверхности. Уменьшенное прилипание также уменьшает наличие пригоревших остатков, которые необходимо соскребать с поверхности для тепловой обработки для того, чтобы последующие пищевые продукты, предназначенные для тепловой обработки, не прилипали. Однако непрерывное использование и износ антипригарной поверхности может уменьшить антипригарные свойства. По этой причине дальнейшие улучшения антипригарных поверхностей для тепловой обработки являются желаемыми.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0004] В варианте осуществления изобретения лента конвейера для жарки может содержать гибкую подложку, имеющую первую и вторую основную поверхности, экструдированный фторполимерный слой, наложенный на первую основную поверхность, и второй фторполимерный слой, наложенный на экструдированный фторполимерный слой. Второй фторполимерный слой может быть литым фторполимерным слоем или строганным фторполимерным слоем.
[0005] В другом варианте осуществления лента конвейера для жарки может содержать подложку, имеющую первую и вторую основную поверхности, и первую фторполимерную пленку, наложенную на первую основную поверхность. Подложка может содержать первое полотно, имеющее первый угол скоса, и второе полотно, наслоенное на первое полотно и имеющее второй угол скоса, отличный от первого угла скоса на величину между 20° и 160°.
[0006] В еще одном варианте осуществления система для жарки может содержать первый и второй барабаны, источник тепла и ленту конвейера для жарки, охватывающую первый и второй барабаны. Лента конвейера для жарки может иметь первый и второй концы, соединенные вместе. Кроме того, лента конвейера для жарки может содержать гибкую подложку, имеющую первую и вторую основную поверхности, экструдированный фторполимерный слой, наложенный на первую основную поверхность, и второй фторполимерный слой, наложенный на экструдированный фторполимерный слой. Второй фторполимерный слой может быть литым фторполимерным слоем или строганным фторполимерным слоем.
[0007] В еще одном варианте осуществления способ конструирования ленты конвейера для жарки может включать предоставление сначала гибкой подложки, имеющей первую и вторую основную поверхности, и первый и второй концы; наслоение первого фторполимерного слоя, наложением на первую основную поверхность; и наслоение второго фторполимерного слоя, наложением на экструдированный фторполимерный слой. Первый фторполимерный слой может содержать экструдированную пленку.
[0008] В еще одном варианте осуществления способ конструирования ленты конвейера для жарки может включать предоставление гибкой подложки, имеющей первую и вторую основную поверхности, и первый и второй концы; экструдирование первой фторполимерной пленки; литье второй фторполимерной пленки, наложением на первую фторполимерную пленку; и наслоение первой фторполимерной пленки на первую основную поверхность гибкой подложки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0009] Настоящее изобретение может быть лучше понято и его многочисленные признаки и преимущества будут очевидны специалистам в данной области техники с помощью ссылок на прилагаемые графические материалы.
[0010] Фиг.1 содержит изображение поперечного сечения иллюстративного листового материала.
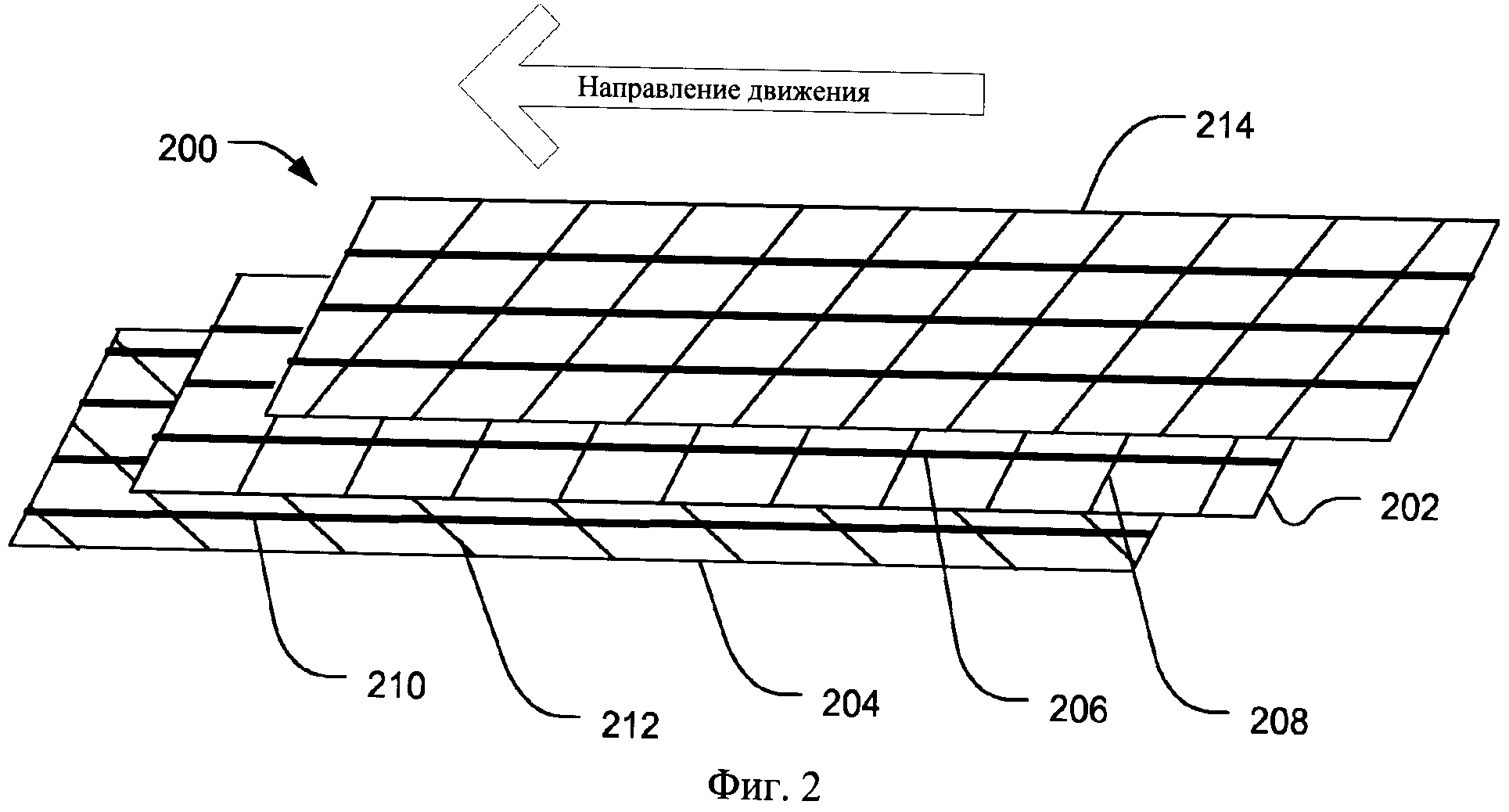
[0011] Фиг.2 содержит изображение иллюстративного армирующего материала.
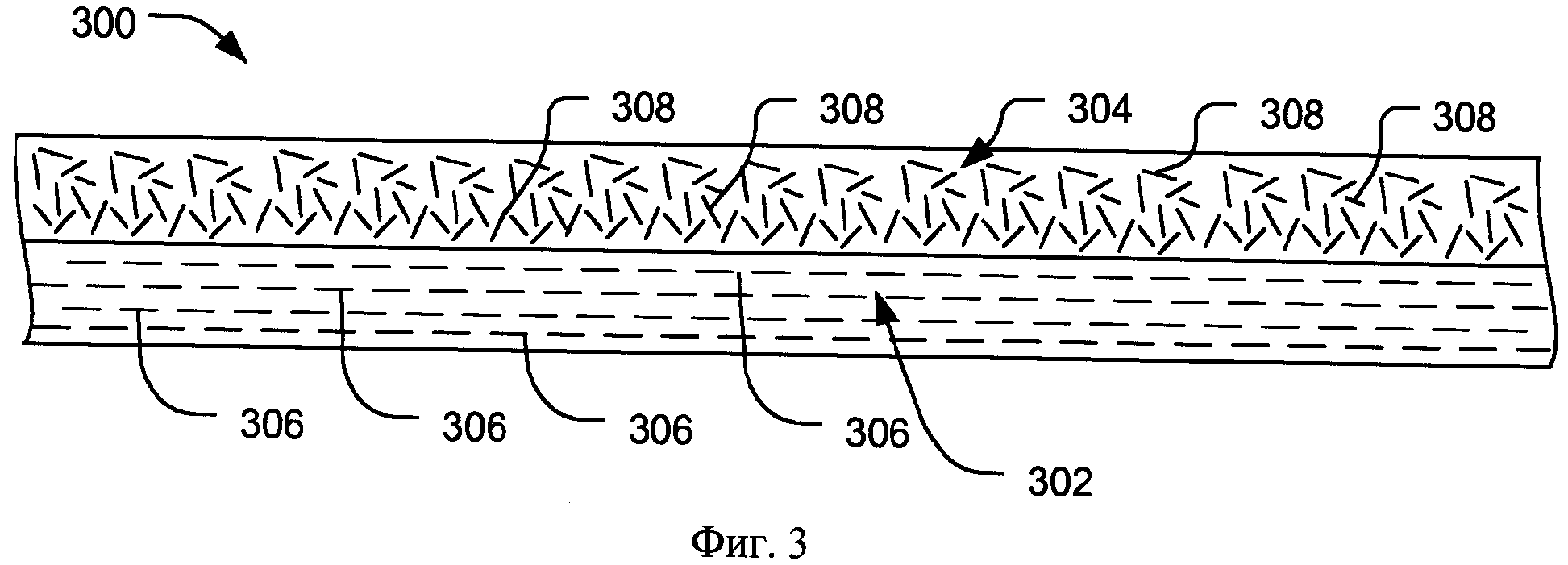
[0012] Фиг.3 содержит изображение поперечного сечения участка иллюстративного листового материала.
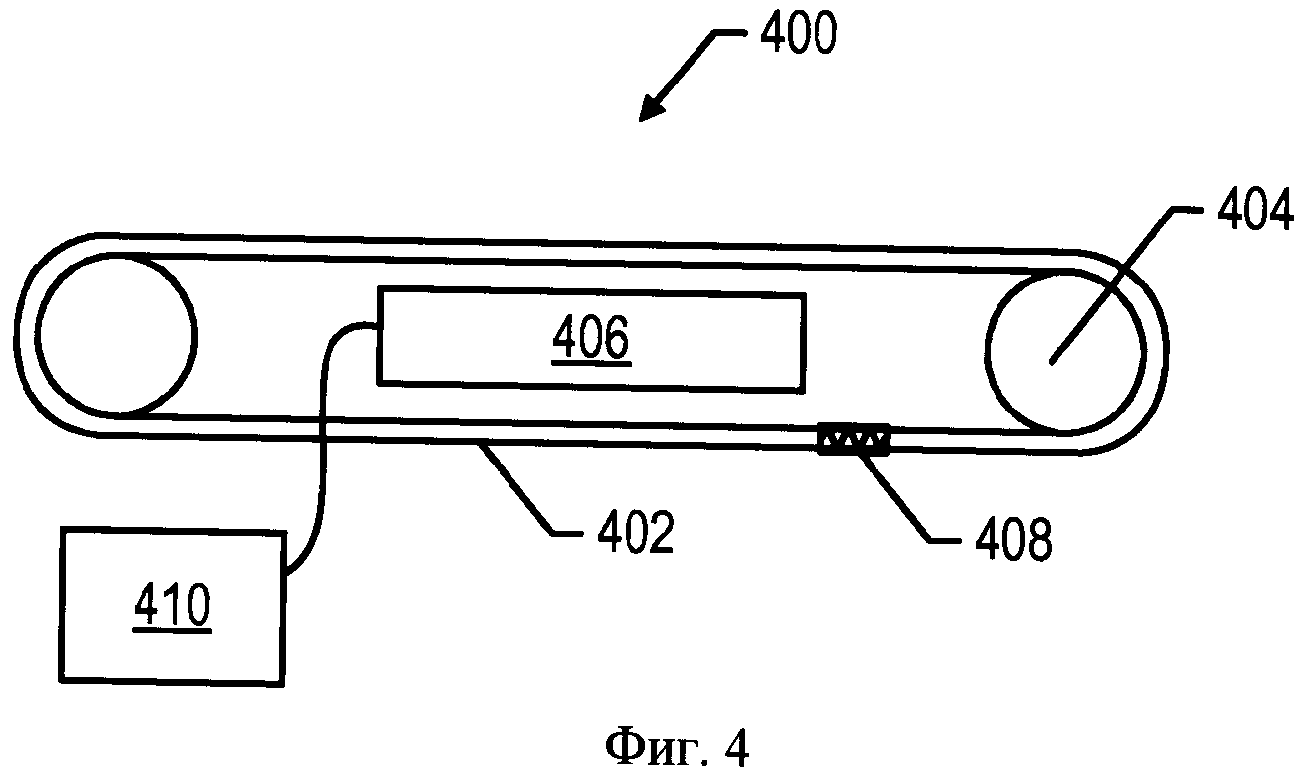
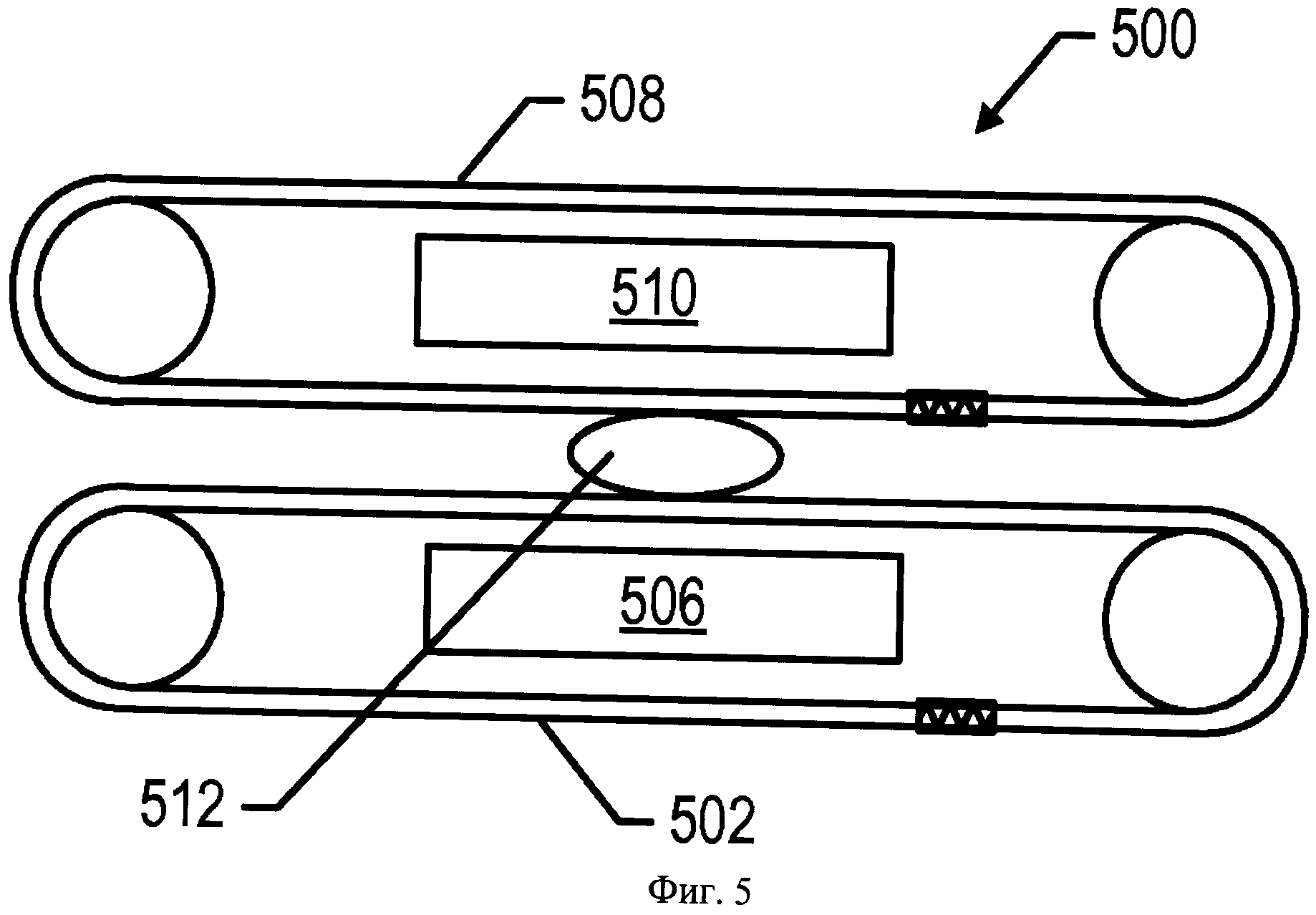
[0013] Фиг.4 и 5 содержат изображения иллюстративных систем ленты конвейера для тепловой обработки.
[0014] Использование одинаковых условных обозначений в разных графических материалах означает сходные или идентичные детали.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0015] Ленты конвейеров для жарки или для тепловой обработки часто используют для приготовления в промышленных масштабах полуфабрикатов и расфасованных продуктов. Ленты конвейеров для тепловой обработки могут быть использованы в непрерывном процессе для приготовления продуктов, значительно повышая продуктивность по сравнению с неподвижной поверхностью, такой как гриль. Однако непрерывное движение ленты конвейера может привести к напряжениям компонентов, приводящим к износу и, в конечном итоге, к замене ленты конвейера. Ленты конвейеров для тепловой обработки проходят в длину на расстояние до нескольких сотен футов, и замена таких лент конвейера может быть сложной и отнимающей много времени, поэтому вызывает значительные задержки производства.
[0016] В общем ленты конвейера заменяют, когда способность к отделению пищевого продукта от поверхности для тепловой обработки ухудшается. Такой дефект поверхности для тепловой обработки часто является результатом образования трещин на поверхности. Трещины могут обнажать лежащие в основании компоненты ленты конвейера для тепловой обработки, такие как армирующий материал, которые могут не иметь таких же характеристик отделения, как наложенная сверху антипригарная поверхность. Кроме того, трещины могут задерживать жидкости или жиры, и таким путем жидкость или жир могут проникать к волокнам армирующего материала. Как только жидкость или жир проникли внутрь армирующего материала, остатки жидкости или жира могут истирать армирующий материал во время дальнейшего использования, снижая механические характеристики ленты конвейера, приводя к возможному повреждению ленты конвейера.
[0017] Заявители открыли, что в отдельных случаях трещины, которые, как правило, проходят вдоль либо направления утка, либо направления основы, зависящие от сорта сырого текстиля, могут образоваться в точке перекрывания нитей утка и основных нитей. Трещины могут формироваться в результате напряжения сдвига, такого как движение ленты конвейера вокруг барабанов. При увеличении подобные трещины могут позволить жиру и другим жидкостям проникать в волокнистые подложки, делая ленты конвейера хрупкими с понижением прочности и устойчивости к нагрузкам.
[0018] В частном случае варианта осуществления листовой материал содержит полимер с низкой поверхностной энергией, такой как фторполимер. Такой листовой материал может быть в виде листа для жарки, ленты конвейера для тепловой обработки, пленки, покрытия или их комбинации. В варианте осуществления листовой материал, особенно подходящий в качестве ленты конвейера для тепловой обработки, содержит армирующий материал и фторполимерную пленку, наложенную на армирующий материал. В примере фторполимерная пленка является экструдированной фторполимерной пленкой, такой как экспандированная фторполимерная пленка. Факультативно строганная или литая фторполимерная пленка может быть помещена поверх экструдированной фторполимерной пленки. Такой вариант осуществления может предотвратить распространение трещин, что приводит к улучшению механических свойств и срока службы ленты конвейера.
[0019] В варианте осуществления, показанном на фиг.1, листовой материал 100, такой как лист для тепловой обработки, содержит армирующий материал 110 и фторполимерный слой 104, наложенный на армирующий материал 110 с одной или обеих сторон армирующего материала 110. Верхний слой 102 может быть расположен на фторполимерном слое 104 или наложен на него, и факультативно нижний слой 114 может быть расположен под или наложен снизу на фторполимерный слой 104. Как здесь описано, понятия «на» или «наложен» использованы для описания расположения сравнительно ближе к поверхности для тепловой обработки или поверхности, предназначенной для контакта с предметом, таким как пища, предназначенная для нагрева. Понятия «под» или «снизу» описывают расположения сравнительно дальше от поверхности для тепловой обработки.
[0020] Как показано на фигуре, верхний слой 102 образует поверхность 108 для тепловой обработки. При отсутствии верхнего слоя 102 фторполимерный слой 104 может образовывать поверхность 108 тепловой обработки. Кроме того, нижний слой 114 образует контактную поверхность 112 для контакта с подложкой или барабанами. При отсутствии нижнего слоя 114 фторполимерный слой 104 может образовывать контактную поверхность 112.
[0021] Факультативно промежуточный слой 116 может быть расположен между фторполимерным слоем 104 и верхним слоем 102, и промежуточный слой 118 может быть расположен между фторполимерным слоем 104 и нижним слоем 114. В конкретном варианте осуществления листовой материал 100 может не иметь промежуточный слой 118 и нижний слой 114, и представлять собой односторонний слоистый материал.
[0022] В примере листовой материал 100 представляет собой ленту конвейера для тепловой обработки, такую как бесконечная лента конвейера. Лента конвейера для тепловой обработки может иметь длину (наиболее длинный ортогональный размер) по меньшей мере 1 м, например, по меньшей мере 3 м, по меньшей мере 10 м или даже по меньшей мере 30 м. Кроме того, лента конвейера для тепловой обработки может иметь соотношение размеров, определяемое как отношение длины к ширине (второй по длине ортогональный размер), по меньшей мере 10, например, по меньшей мере 30 или даже по меньшей мере 100.
[0023] Армирующий материал 110 может характеризоваться волокнистой арматурой, такой как тканая или нетканая волокнистая арматура. Например, волокнистой арматурой может быть тканое полотно или переплетенные случайно ориентированные пучки волокон. В одном варианте осуществления полотном является тканое полотно из стекловолокна. В другом варианте осуществления полотном является трикотажное полотно. В других вариантах осуществления арматура может содержать сетку из керамического, пластикового или металлического материала или листов композитных материалов в том числе. Как вариант, армирующий материал 110 может принимать форму основания, как правило, листа. Варианты осуществления могут использовать подложки, созданные из термопластиков с высокой точкой плавления, таких как термопластичные полиимиды, полиэфирэфиркетоны, полиарилкетоны, полифениленсульфид и полиэфиримиды; термореактивные пластики, в частности, термореактивные смолы, допускающие воздействие высокой температуры, такие как полиимиды, покрытый или слоистый текстиль на основе вышеупомянутых термопластов или аналогичных термостойких смол и термостойких арматур, таких как стекловолокно, графит и полиарамид; металлическая фольга, покрытая пластиком; и металлизированная или металлическая фольга с наслоением пластиковой пленки. Кроме того, примерные варианты осуществления содержат тканые и нетканые материалы, изготовленные из волокон, выбранных из арамида, такого как Kevlar® и Nomex®, фторированного полимера, стеклопластика, графита, полиимида, полифениленсульфида, поликетонов, полиэфиров или их комбинации. В частности, волокнистая арматура содержит арматуру из стекловолокна, которая была очищена или предварительно обработана теплом. Как вариант, волокнистая арматура может быть арматурой из стекловолокна с покрытием. В частном примере каждая из прядей стекловолокна может быть индивидуально аппретирована полимерным покрытием.
[0024] В примере армирующий материал 110 содержит полотно. Полотно содержит множество нитей 106. В примере нити 106 переплетаются вместе и образуют полотно. Несмотря на то что нити 106 показаны на фиг.1 равномерно распределенными, нити 106 могут быть собраны вместе в пучки.
[0025] В частном примере каждый филамент нити 106 может быть предварительно обработан до включения в нить 106 или в полотно. Например, каждый филамент может иметь аппретирующее покрытие. В частном примере аппретирующее покрытие содержит силан или другое гидрофобное или олеофобное химическое вещество, которое улучшает связь с фторполимерами, такими как перфторполимер.
[0026] Полотно может иметь вес в интервале от 0,7 до 15 унций на квадратный ярд, такой как вес от 1,0 до 12 унций на квадратный ярд или даже весом от 1,5 до 10 унций на квадратный ярд. Полотно может иметь нити в диапазоне от 20 до 80 нитей на дюйм, такой как от 30 до 70 нитей на дюйм или даже от 40 до 65 нитей на дюйм в направлениях основы или утка. Кроме того, полотно может иметь толщину в диапазоне между 1,0 и 15,0 мил, такой как диапазон от 2,0 до 12,0 мил, или, в частности, в диапазоне от 3,0 до 10,0 мил.
[0027] В частном случае варианта осуществления армирующий материал может содержать множество слоев полотна. На фиг.2 представлена иллюстрация армирующего материала 200, содержащего один или несколько слоев полотна, такие как слой 202 полотна, слой 204 полотна и слой 214 полотна. Слой 202 полотна может содержать основные нити 206 и уточные нити 208 (уточная пряжа). Основные нити 206 могут быть ориентированы по существу параллельно направлению движения ленты конвейера. Направлением движения может быть направление, в котором лента конвейера перемещается во время работы и может быть по существу параллельно длине ленты конвейера. Уточные нити 208 могут быть ориентированы по существу перпендикулярно основным нитям 206 и по существу перпендикулярно направлению движения.
[0028] Как вариант или дополнение, армирующий материал 200 может содержать один или несколько листов полотна, содержащего уточные нити, которые отклоняются от перпендикуляра. Например, слой 204 полотна может содержать основные нити 210 и уточные нити 212. Слой 204 полотна может быть скошен таким образом, чтобы уточные нити 212 были не перпендикулярны основным нитям. Например, уточные нити 212 могут быть ориентированы под углом от около 10° до около 70° по отношению к направлению движения или основы, как указано основными нитями 210, например, под углом от около 15° до около 45°. Слой 204 полотна может быть скошен влево (наименьший угол, образованный между основными и уточными нитями, находится слева по отношению к направлению основы) или скошен вправо (наименьший угол находится справа по отношению к направлению основы). В примере слой 214 полотна может содержать уточные нити, которые смещены. В частности, слой 214 полотна может содержать уточные нити, которые смещены в порядке, противоположном слою 204 полотна. Например, слой 204 полотна может быть скошен влево, и слой 214 полотна может быть скошен вправо, или наоборот.
[0029] В примере несколько слоев полотна, которые содержат различно ориентированные уточные нити, могут быть соединены попарно для образования армирующего слоя. Например, слои 202 и 204 полотна могут быть соединены вместе, например, наслоением при помощи адгезива или без него, или процессом автогенной склейки волокна. В примере каждый слой полотна может быть покрыт фторполимерным покрытием. В частности, два или более слоев могут быть соединены промежуточными фторполимерными слоями, такими как промежуточные покрытия из фторполимера, или расплавленным адгезивным фторполимером. В другом примере слои могут быть предварительно аппретированы фторполимером и наслоены один на другой путем нагревания. В другом примере адгезив, такой как силановый адгезив, может быть применен для соединения слоев. В дополнительном примере слои прядей, такие как слои стекловолокна, могут быть соединены автогенным процессом в среде заряженного газа.
[0030] В частном варианте осуществления армирующий материал 200 может содержать дополнительные слои полотна. Дополнительные слои полотна могут быть скошены в противоположном направлении по отношению к слою 204 полотна. Например, слой 204 полотна может быть скошен влево, и дополнительный слой полотна может быть скошен вправо. В частном примере слой 204 полотна может иметь угол скоса, определенный как угол, образованный между основными и уточными нитями на левой стороне полотна относительно направления основы, менее чем 90°, например, на величину от 10° до 70°, и слой 214 полотна может иметь угол скоса больше чем 90°, например, на величину от 100° до 160°. Например, слой 204 полотна может иметь угол скоса на величину от 15° до 60°, например, на величину от 30° до 45°, и слой 214 полотна может иметь угол скоса на величину от 105° до 150°, например, на величину от 120° до 135°. Разница в углах скоса между двумя полотнами 204 и 214 может быть на величину от 20° до 160°, например, на величину от 40° до 140°, например, на величину от 60° до 90°. В примере варианта осуществления армирующий материал 200 может содержать слой 202 полотна или может не содержать слой 202 полотна.
[0031] Возвращаясь к фиг.1, армирующий материал 110 заключен в фторполимерный слой 104. Как вариант, фторполимерный слой 104 может быть расположен на каждой стороне армирующего материала 110. В частности, фторполимерный слой 104 может быть расположен ближе к поверхности 112 для нагревания.
[0032] В варианте осуществления фторполимерный слой 104 содержит фторполимер. Иллюстративный фторполимер может быть выполнен из гомополимера, сополимера, терполимера или полимерной смеси, образованной из мономеров, таких как тетрафторэтилен, гексафторпропилен, хлортрифторэтилен, трифторэтилен, винилиденфторид, винилфторид, перфторопропил винилового эфира, перфторметил винилового эфира или любую их комбинацию. Иллюстративный фторполимер содержит политетрафторэтилен (PTFE), фторированный сополимер этиленпропилена (FEP), сополимер тетрафторэтилена и перфторопропил винилового эфира (перфторалкоксил или PFA), сополимер тетрафторэтилена и перфторметил винилового эфира (MFA), сополимер этилена и тетрафторэтилена (ETFE), сополимер этилена и хлортрифторэтилена (ECTFE), полихлортрифторэтилен (PCTFE), поливинилиденфторид (PVDF), терполимер, включающий тетрафторэтилен, гексафторпропилен и винилиденфторид (THV) или любую смесь или сплав вышеуказанного. В частности, фторполимер содержит политетрафторэтилен (PTFE), фторированный этиленпропилен (FEP), перфторалкокси (PFA), поливинилиденфторид (PVDF) или любую их комбинацию. В частности, фторполимер может содержать политетрафторэтилен (PTFE), фторированный этиленпропилен (FEP), перфторалкокси (PFA) или любую их комбинацию. В еще одном варианте осуществления фторполимер может быть перфторполимером, таким как PTFE или FEP.
[0033] В частном примере фторполимер содержит перфторполимер. Например, перфторполимер может содержать политетрафторэтилен (PTFE), фторированный этиленпропилен (FEP), перфторалкокси (PFA) или любую комбинацию, или любой сополимер из вышеуказанного. В частном примере фторполимерный слой 104 содержит политетрафторэтилен (PTFE).
[0034] Верхний слой 102 может быть образован поверх фторполимерного слоя 104 или может быть наложен на него. В примере верхний слой 102 содержит фтороплимер, такой как перфторполимер. Например, верхний слой 102 может содержать PTFE. В другом примере верхний слой 102 содержит термопластичный фторполимер, пригодный для обработки. Например, верхний слой 102 может содержать перфторалкокси (PFA), фторированный этиленпропилен (FEP), или смесь, или сополимер из вышеуказанного.
[0035] В еще одном примере верхний слой 102 может содержать смесь перфторполимера и второго полимера. В примере второй полимер может содержать силикон. Силиконовый полимер может содержать полисилоксан. Например, силиконовый полимер может содержать полиалкилсилоксан, фенилсиликон, фторсиликон или любую комбинацию из вышеуказанного. В примере полиалкилсилоксан содержит полидиметилсилоксан, полидипропилсилоксан, полиметилпропилсилоксан или любую комбинацию из вышеуказанного. В частности, силиконовый полимер может быть получен из водной дисперсии предварительно отвержденных силиконовых полимеров. В примере силиконовый полимер может быть получен из водной дисперсии и может содержать предварительно отвержденный силикон. В частности, силиконовый полимер может быть получен из водной дисперсии предварительно отвержденного силикона с концевыми группами или добавками, например, сшивающими агентами. Например, силиконовый полимер может быть выбран из дисперсии силиконового полимера, предоставляемого компанией Wacker-Chemie GmbH, Мюнхен, Германия, например, дисперсия силиконового каучука Wacker СТ27Е, или предоставляемого компанией Dow Corning, например, силиконовый каучук DC2-1266. В частности, силикон разработан таким образом, что может быть использован в контакте с пищей или в медицинских целях, здесь именуемый как «по меньшей мере пищевой». Далее, листовой материал может быть по меньшей мере пищевым, будучи созданным из материалов, которые могут быть использованы в контакте с пищей, такие как разрешенные Управлением США по надзору за качеством пищевых продуктов и лекарственных средств.
[0036] Смесь может содержать силиконовый полимер в количестве в диапазоне от 0%масс. до 80%масс., в расчете на общий вес сухих веществ смеси, например, в диапазоне от 0%масс. до 40%масс. Например, смесь может содержать силиконовый полимер в количестве в диапазоне от 2%масс. до 30%масс., например, в диапазоне от 5%масс. до 30%масс., в диапазоне от 10%масс. до 30%масс., или даже в диапазоне от 15%масс. до 20%масс. Кроме того, смесь может содержать фторполимер, такой как перфторполимер, в количестве в диапазоне от 60%масс. до 100%масс., например, в диапазоне от 75%масс. до 90%масс., или даже в диапазоне от 80%масс. до 85%масс.
[0037] Фторполимерные слои могут быть образованы из экструдированного фторполимера, литого фторполимера или строганного фторполимера. Экструдированный фторполимер может быть экструдирован из пасты и может быть вытянут, например, одноосно растянут или двуосно растянут. Растянутая пленка, которая растянута в отношении по меньшей мере 3:1, например, в отношении по меньшей мере 4:1, упоминается здесь как экспандированная. Например, экструдированным фторполимером может быть экспандированный PTFE слой. Фторполимерные слои могут быть сформированы непосредственно на армирующем материале 110 или могут быть сформированы как отдельные слои и наслоены на структуру.
[0038] В частном примере фторполимерный слой содержит экструдированную пленку, и верхний слой содержит литую пленку или строганную пленку. Экструдированная пленка может быть экспандированной пленкой, такой как двуосно растянутый слой. Например, экструдированная пленка может быть наслоена на имеющий покрытие армирующий материал. Покрытие из фторполимера может быть нанесено поверх экструдированной фтороплимерной пленки для формирования верхнего слоя. Как вариант, отдельная литая пленка может быть наслоена на экструдированный фторполимерный слой. В частном примере каждый из слоев может быть сформирован из перфторполимера, например, PTFE.
[0039] Например, на фиг.3 изображено поперечное сечение участка 300 листового материала, например, ленты конвейера для тепловой обработки, который содержит экструдированную фторполимерную пленку 302 и литую или строганную фтороплимерную пленку 304, наложенную на экструдированную фторполимерную пленку 302. Участок 300 может быть наслоен на имеющий покрытие армирующий материал, например, фторполимерное полотно, имеющее покрытие. Экструдированная фторполимерная пленка 302 может быть экспандирована или растянута либо одноосно, либо двуосно. Экструдированная фторполимерная пленка 302 может демонстрировать высокую степень выравнивания молекул 306 фторполимера в направлении обработки. При двуосном растягивании молекулы 306 фторполимера могут быть по существу выровнены в двух ориентациях. Выравнивание молекул 306 фторполимера может увеличивать прочность пленки в направлении выравнивания. Однако экструдированная фторполимерная пленка 302, в частности экспандированная, может иметь высокую проницаемость и может быть непрочной в направлении, отличном от направления обработки. Молекулы 308 фторполимера в литой или строганной фторполимерной пленке 304 могут быть ориентированы беспорядочно. В частном примере фторполимерная пленка 304 может иметь низкую проницаемость. Готовый материал может демонстрировать пониженное образование и распространение трещин, обеспечивая более длительный срок эксплуатации ленты конвейера.
[0040] В еще одном варианте осуществления участок 300 может содержать дополнительные слои. Например, участок 300 может содержать экструдированные фторполимерные пленки, наложенные для выравнивания в направлении под углом к направлению выравнивания другой экструдированной фторполимерной пленки 302. Например, угол между направлениями выравнивания двух экструдированных фторполимерных пленок может быть в пределах от около 15° до около 75°, например, от около 30° до около 60°.
[0041] В примере экструдированная фторполимерная пленка 302 может иметь толщину в пределах от около 0,2 мил до около 3 мил. Например, толщина фторполимерной пленки 302 может быть в пределах от 0,5 мил до 2 мил.
[0042] Возвращаясь к фиг.1, нижний слой 114 может быть расположен под фторполимерным слоем 104 или может быть наложен снизу на него. В примере нижний слой 114 содержит фторполимер, например, перфторполимер, например PTFE. В частном примере нижний слой 114 содержит термопластичный фторполимер, пригодный к обработке. Например, нижний слой 114 может содержать перфторалкокси (PFA), фторированный этиленпропилен (FEP) или комбинацию вышеуказанного.
[0043] В примере нижний слой 114 и верхний слой 102 формируют симметричные слои на каждой стороне армирующего слоя 110. Как вариант, нижний слой 114 и верхний слой 102 формируют асимметричные слои относительно армирующего слоя 110. В еще одном примере листовой материал 100 может содержать один или другой, или оба, верхний слой 102 и нижний слой 114.
[0044] Промежуточный слой 116 может быть сформирован для наложения на фторполимерный слой 104, и промежуточный слой 118 может быть сформирован для наложения снизу на фторполимерный слой 104. В примере промежуточные слои 116 или 118 могут быть сформированы из фторполимера. Фторполимер может отличаться от фторполимера, используемого для фторполимерного слоя 104. В примере фторполимер промежуточного слоя 116 или 118 может быть плавким фторполимером.
[0045] Хотя это не показано, дополнительные слои могут находиться между фторполимерным слоем 104 и армированием, над верхним слоем 102 или под нижним слоем 114. Например, армирующий слой 110 может заключать в себе нити, покрытые полимером, например, фторполимером. В другом примере дополнительный слой с покрытием может быть помещен между фторполимерным слоем 104 и армированием или над верхним слоем 102.
[0046] В еще одном варианте листовой материал 100 может не иметь слои и покрытия, наложенные снизу армирующего материала 110, например, не иметь нижний слой 114. В таком примере листовой материал 100 может быть односторонним слоистым материалом, содержащим слои только на одной стороне армирующего слоя 100, за исключением аппрета на полотне. В частности, было открыто, что варианты осуществления одностороннего слоистого материала демонстрируют желаемую прочность наслоения с армирующим материалом 110.
[0047] Листовой материал 100 может демонстрировать желаемые характеристики. В частности, листовой материал 100 имеет толщину по меньшей мере 2,5 мил, например, по меньшей мере 5 мил. Например, листовой материал 100 может иметь толщину в пределах от 5 мил до 20 мил, например, в пределах от 7,5 до 16 мил.
[0048] Кроме того, листовой материал 100 демонстрирует желаемые механические свойства. Например, листовой материал 100 может иметь желаемый предел прочности на разрыв как в направлениях основы, так и в направлении утка. Кроме того, листовой материал 100 может иметь желаемую трапецеидальную прочность на разрыв. Более того, листовой материал 100 может сохранять желаемые механические свойства после нагрузки. Например, листовой материал 100 может демонстрировать желаемый предел прочности на разрыв при сминании и трапецеидальную прочность на разрыв при сминании. Кроме того, листовой материал 100 может демонстрировать желаемые качества гибкости по MIT.
[0049] В частном варианте осуществления предел прочности на разрыв может быть измерен с использованием ASTM D902. Листовой материал 100 может иметь предел прочности на разрыв в направлении основы или в направлении обработки (в общем параллельно длине) по меньшей мере 30 фунтов, например, по меньшей мере 50 фунтов. В частности, особенно в случае ленты конвейера, листовой материал может иметь предел прочности на разрыв в направлении основы по меньшей мере 300 фунтов на линейный дюйм, например, по меньшей мере 375 фунтов на линейный дюйм или даже по меньшей мере 450 фунтов на линейный дюйм. В еще одном примере предел прочности на разрыв в направлении утка (в общем параллельное ширине) может быть по меньшей мере 45 фунтов, например, по меньшей мере 65 фунтов или даже по меньшей мере 80 фунтов. В частности, особенно в случае ленты конвейера, материал ленты конвейера может иметь предел прочности на разрыв в направлении утка по меньшей мере 250 фунтов на линейный дюйм, например, по меньшей мере 275 фунтов на линейный дюйм или даже по меньшей мере 300 фунтов на линейный дюйм.
[0050] Листовой материал 100 может иметь желаемую трапецеидальную прочность на разрыв, как измерено в соответствии с ASTM D751 с изменениями, внесенными ASTM D4969. Например, трапецеидальная прочность на разрыв листового материала 100 в направлении основы может быть по меньшей мере 3,5 фунтов, например, по меньшей мере 4,0 фунтов. В частности, в случае ленты конвейера, материал ленты конвейера может иметь желаемую трапецеидальную прочность на разрыв в направлении основы по меньшей мере 25 фунтов, например, по меньшей мере 40 фунтов, по меньшей мере 60 фунтов или даже по меньшей мере 80 фунтов. В другом примере листовой материал 100 может иметь трапецеидальную прочность на разрыв в направлении утка по меньшей мере 15 фунтов, например, по меньшей мере 25 фунтов, по меньшей мере 40 фунтов или даже по меньшей мере 60 фунтов.
[0051] Кроме того, листовой материал 100 может демонстрировать желаемый предел прочности на разрыв и трапецеидальную прочность на разрыв после нагрузки, например, сминания. В частности, предел прочности на разрыв и трапецеидальная прочность на разрыв могут быть измерены после однократного сминания десятифунтовым барабаном, приложенным параллельно сгибу. Предел прочности на разрыв материала после сминания десятифунтовым барабаном обозначен как предел прочность на разрыв при сминании, а трапецеидальная прочность на разрыв после сминания обозначена как трапецеидальная прочность на разрыв при сминании. В частности, листовой материал 100 может иметь предел прочности на разрыв при сминании в направлении основы по меньшей мере 10 фунтов, например, по меньшей мере 15 фунтов или даже по меньшей мере 17 фунтов. Далее, листовой материал 100 может демонстрировать трапецеидальную прочность на разрыв при сминании по меньшей мере 0,5 фунта, например, по меньшей мере 1,0 фунт.
[0052] Износоустойчивость листового материала 100 под нагрузкой может также быть охарактеризована показателями гибкости по MIT. Например, листовой материал 100 может иметь показатели гибкости по MIT по меньшей мере 10000, например, по меньшей мере 15000, по меньшей мере 20000 или даже по меньшей мере 25000. Показатели гибкости по MIT измерены с повторениями при 2 фунтах на образце шириной ½ дюйма в соответствии с испытаниями прочности на изгиб по ASTM D2176-63J.
[0053] В еще одном примере листовой материал 100 демонстрирует низкую проницаемость. В частности, листовой материал 100 является непористым, или слои, которые могут быть пористыми, например, экструдированная фторполимерная пленка или слой, содержащий смесь перфторполимера/силикона, содержат поры, которые по существу не взаимосвязаны или локализованы в этом слое. Например, листовой материал 100 может иметь проницаемость не более 0,001 кубического дюйма в минуту, как измерено в соответствии с ASTM D737, например, иметь проницаемость около 0 кубических дюймов в минуту в пределах чувствительности измерительного прибора. Как таковой указанный листовой материал 100 может быть непроницаемым. В частном примере листовой материал 100 содержит армирующий слой и слой, содержащий фторполимер, имеет проницаемость не более 0,001 кубического дюйма в минуту.
[0054] Кроме того, листовой материал 100 показывает хорошие результаты при испытании во время готовки. В частности, листовой материал 100 устойчив к впитыванию жира и обугливанию жира. В примере впитывание тестировали, подвергая лист воздействию с горячим жиром в течение более чем 16 часов, обычно в течение 1 недели при температуре 400°F. Когда жир впитывается в полотно или лист для тепловой обработки, это приводит к обугливанию и потере прочности полотна. Кроме того, это приводит к изменению цвета как полотна, так отдельных филаментов. Варианты осуществления листового материала 100, описанные выше, демонстрируют незначительное впитывание или его отсутствие, незначительное обугливание жира или его отсутствие и незначительное изменение цвета филаментов или полотна, или его отсутствие. Таким образом, варианты осуществления листового материала 100 успешно проходят испытание при оценке впитывания.
[0055] В еще одном варианте осуществления листовой материал образует ленту конвейера для тепловой обработки. Как показано на фиг.4, система 400 содержит ленту 402 конвейера и источник 406 тепла. Лента 402 конвейера содержит гибкую подложку, например, армирующий материал с фторполимерным слоем, наложенным на армирующий материал. Наружная поверхность ленты конвейера для тепловой обработки может содержать литую или строганную фторполимерную пленку, наложенную на экспандированную фторполимерную пленку. Контролирующее устройство 410 может быть использовано для влияния на величину тепла, которое предоставляет источник 406 тепла. В частном примере материал 100 ленты конвейера имеет толщину не больше чем 20 мил, например, не больше чем 14 мил или даже не более чем 8 мил.
[0056] Как показано в частном варианте осуществления, лента 402 конвейера образует бесконечную ленту конвейера. Бесконечная лента конвейера обернута вокруг барабанов 404. Обычно лента 402 конвейера является гибкой с тем, чтобы обеспечить прохождение вокруг барабанов 404 и непрерывное вращательное движение вокруг барабанов 404. Гибкая подложка может составлять часть ленты 402 конвейера или по существу всю протяженность ленты 402 конвейера. Лента 402 конвейера может содержать другие участки, такие как связывающий или защелкивающий механизм 408. В альтернативном варианте осуществления концы ленты конвейера могут быть соединены вместе без связывающего или защелкивающего механизма, например, посредством закрепления плавлением.
[0057] Кроме того, лента 402 конвейера демонстрирует желаемые механические свойства, как описано выше. Например, лента 402 конвейера может иметь желаемый предел прочности на разрыв в направлении как основы, так и утка. Кроме того, лента 402 конвейера может иметь желаемую трапецеидальную прочность на разрыв. Более того, лента 402 конвейера может сохранять желаемые механические свойства после нагрузки. Например, лента 402 конвейера может демонстрировать желаемый предел прочности на разрыв при сминании и трапецеидальную прочность на разрыв при сминании. Кроме того, лента 402 конвейера может демонстрировать желаемые показатели гибкости по MIT.
[0058] В еще одном примере листовой материал может быть использован в системе двух лент конвейера, такой как система 500, изображенная на фиг.5. Например, листовой материал может быть использован для формирования ленты 502 конвейера или ленты 508 конвейера. Верхние поверхности, по меньшей мере, ленты 502 конвейера и факультативно ленты 508 конвейера могут содержать литую или строганную фторполимерную пленку, наложенную на экспандированную фторполимерную пленку. Каждая лента (502 или 508) конвейера может подогреваться соответствующими источниками (506 или 510) тепла. В частном примере пищевой продукт 512 может быть помещен между лентой (502 или 508) конвейера и приготовлен. В общем лента (502 или 508) конвейера проходит с постоянной скоростью, чтобы избежать деформации пищевого продукта 512. В зависимости от природы и расположения источников (506 или 510) тепла, пищевой продукт 512 может быть приготовлен с обеих сторон одновременно.
[0059] Листовой материал может быть образован путем наложения слоев непосредственно на распределенное полотно или путем наслоения пленки на полотно, или путем комбинации вышеуказанного. Например, экспандированная PTFE пленка может быть наслоена на сторону полотна. Пленка, образованная строганием или литьем, может быть наложена сверху экспандированной PTFE пленки и наслоена на экспандированную PTFE пленку. Как вариант, слой может быть залит или покрыт погружением непосредственно в экспандированную PTFE пленку, либо после наложения экспандированной PTFE пленки на полотно либо перед наложением экспандированной PTFE пленки на полотно.
[0060] В частности, способ может включать распределение армирующего материала, например, полотна, и наложение экспандированной PTFE пленки поверх одной стороны армирующего материала. Литая PTFE пленка или строганная PTFE пленка может быть наслоена поверх экспандированной PTFE пленки. Факультативно процесс осуществлен на одной стороне армирующего материала. Как вариант, процесс может быть повторен или осуществлен одновременно для второй стороны армирующего материала.
[0061] В другом варианте осуществления листовой материал может быть сформирован путем способа, который включает распределение полотна. В примере полотно является стекловолоконным полотном, которое содержит филаменты, каждый из которых имеет покрытие аппретом. Полотно может быть покрыто погружением в дисперсию, содержащую фторполимер, такой как перфторполимер. Избыток дисперсии может быть удален с полотна и дисперсия фторполимера может быть нагрета для удаления растворителей и поверхностно-активных веществ, а также отверждения фторполимера. Процесс покрытия может быть осуществлен один или несколько раз, например, по меньшей мере два раза, по меньшей мере три раза, или даже по меньшей мере четыре раза. Фторполимерная пленка может быть наслоена на покрытое полотно или слой может экструдирован или отлит на одну или несколько поверхностей полотна с покрытием.
[0062] В частном примере листовой материал сформирован в процессе покрытия несущей сетки или армирующего материала (например, полотна) материалом с низкой поверхностной энергией, низким коэффициентом трения, таким как фторполимер. Несущую сетку или армирующий материал подают из рулона и покрывают по меньшей мере с одной стороны суспензией, содержащей частицы фторированного полимера, диспергированные в жидкой среде. В одном частном варианте осуществления суспензия содержит водную дисперсию фторполимера, к которой было добавлено поверхностно-активное вещество. Как вариант, суспензия может не содержать поверхностно-активное вещество.
[0063] Нож или измерительная рейка расположены для удаления избытка суспензии с несущей сетки. Суспензию затем высушивают и запекают для формирования слоя на несущей сетке. В определенном варианте осуществления нанесенную суспензию высушивают при температуре в пределах от около 150°F до около 300°F и запекают при температуре в пределах от около 550°F до около 720°F. Факультативно поверхностно-активные вещества могут быть удалены из покрытия в основном спеканием посредством нагревания при температуре в пределах от около 500°F до около 600°F. Толщина слоя может быть увеличена путем повторения процесса покрытия. В одном примерном варианте осуществления несущая сетка может быть покрыта суспензией, суспензия высушена, и второе покрытие нанесено на высохшую суспензию перед спеканием.
[0064] В примерных вариантах осуществления толщина покрытия из фторированного полимера составляет в общем около 0,2-12 мил. Например, толщина может составлять около 0,2-4 мил, например, около 0,5-3 мил. Второй слой может иметь толщину от около 0,1 мил до около 5 мил, например, от около 0,1 мил до 3 мил, или даже от около 0,1 мил до 1 мил.
[0065] Второй слой фторполимера может быть нанесен поверх первого слоя. Например, второй слой может содержать второй фторполимер. Как вариант, второй слой может быть нанесен экструзией слоя поверх первого слоя. В другом примере второй слой может быть наслоен на первый слой, например, путем теплового наслоения.
[0066] Третий слой фторполимера может быть наложен поверх второго слоя. Например, третий слой может содержать третий фторполимер. Третий слой может быть наложен путем экструзии или отливки поверх второго слоя. В примере третий слой может быть экструдирован или отлит поверх второго слоя перед наслоением второго слоя на первый слой. В другом примере третий слой может быть наслоен на второй слой, например, посредством теплового наслоения. Например, третий слой может быть строганным слоем, который наслоен на второй слой. Третий слой может быть наслоен на второй слой либо до, либо после, либо по существу одновременно с наслоением второго слоя на первый слой.
[0067] В еще одном варианте осуществления пленка для тепловой обработки может быть сформирована с использованием описанного выше способа путем замены армирующего слоя несущей или экструдированной пленкой. Пленка с покрытием формуется на несущей или экструдированной пленке. В случае нанесения покрытия на несущую, пленку с покрытием в дальнейшем отделяют от несущей для получения пленки произвольной формы с покрытием. Пленка произвольной формы с покрытием может быть наслоена на армирующий материал или на экструдированную пленку. В примере пленка произвольной формы с покрытием может быть наслоена на экструдированную пленку, и комбинация наслоена на армирующий материал. В другом примере экструдированная пленка, покрытая пленкой с покрытием, может быть наслоена на армирующий материал. В еще одном примере экструдированная пленка и пленка произвольной формы с покрытием может быть наслоена на армирующий материал отдельно. Лента конвейера для тепловой обработки может быть сформирована с использованием описанного выше способа с последующим соединением концов листового материала для формирования бесконечной ленты конвейера, причем наружная поверхность ленты конвейера содержит кристаллизированные структуры. В другом варианте осуществления лист для тепловой обработки может быть нанесен в качестве покрытия на ленту конвейера или в качестве внутренней облицовки емкости для тепловой обработки. В дополнительном примере поверхность для тепловой обработки с кристаллизированными структурами может быть наложена путем распыления покрытия слоя.
[0068] В частности, листовой материал, пленка для тепловой обработки или лента конвейера сформированы материалами и структурами, подходящими для использования в применениях для приготовления пищи, и не сформированы из материалов, которые не одобрены, по меньшей мере, для применений для приготовления пищи Управлением США по надзору за качеством пищевых продуктов и лекарственных средств. В примере лента конвейера или пленка могут быть использованы коммерческими учреждениями по приготовлению пищи. Например, лента конвейера или пленка могут быть использованы в процессах приготовления мяса, например, свинины, курятины, смешанных мясных продуктов или любой комбинации вышеуказанного. В другом примере пленка может быть помещена в сосуд, который используют для кипячения воды. В общем листовой материал, лист для тепловой обработки или пленка могут быть использованы для формирования антипригарной поверхности для тепловой обработки с низкими характеристиками разбрызгивания.
[0069] Частные варианты осуществления листового материала демонстрируют желаемые технические преимущества. Например, листовой материал демонстрирует устойчивость к образованию и распространению трещин. В частности, ленты конвейера для тепловой обработки имеют повышенную износостойкость и устойчивость к разрыву. Кроме того, ленты конвейера с покрытием могут быть устойчивыми к сминанию, впитыванию жира и обугливанию. Как описано ниже, испытания показали износостойкость в условиях интенсивного износа при желаемых показателях по приготовлению пищи. В связи с этим лента конвейера для тепловой обработки предоставляет износоустойчивую пленку, которая поддерживает качество пищи.
[0070] Примеры
[0071] МЕТОДИКИ ИСПЫТАНИЙ
[0072] ИСПЫТАНИЕ НА СМИНАНИЕ: предел прочности на разрыв при сминании и трапецеидальная прочность на разрыв при сминании могут быть измерены после однократного сминания образца десятифунтовым барабаном, приложенным параллельно к сгибу. Предел прочности на разрыв материала после сминания десятифунтовым барабаном определен как предел прочности на разрыв при сминании и измерен в соответствии с ASTM D902, и трапецеидальная прочность на разрыв после сминания определена как трапецеидальная прочность на разрыв при сминании и измерена в соответствии с ASTM D751 с изменениями, внесенными ASTM D4969.
[0073] ПРИМЕР 1
[0074] Сравнительным образцом 1 является Silver 12 (коммерчески доступный от Saint Gobain Corporation).
[0075] Сравнительным образцом 2 является Silver 10 (коммерчески доступный от Saint Gobain Corporation).
[0076] Сравнительным образцом 3 является Ultra 3310 (коммерчески доступный от Saint Gobain Corporation).
[0077] Сравнительным образцом 4 является FG214 (коммерчески доступный от Saint Gobain Corporation).
[0078] Образец 1 подготовлен нанесением покрытия PTFE на стеклополотно 1080 за 1 проход. Кроме того, покрытие PTFE нанесено на стеклополотно 2116 за 2 прохода. Стеклополотна наслоены друг на друга и наложено дополнительное покрытие PTFE за 2 прохода. Фторполимерную пленку толщиной 1,2 мил наслоили на одну сторону стеклополотен.
[0079] Образец 2 подготовлен нанесением покрытия PTFE на стеклополотно 1080 за 1 проход. Кроме того, покрытие PTFE нанесено на стеклополотно 7628, аппретированное фторполимером, нанесенным на нити. Стеклополотна наслоены друг на друга, и нанесено дополнительное покрытие PTFE за 2 прохода. Фторполимерную пленку толщиной 1,2 мил наслоили на одну сторону стеклополотен.
[0080] Образец 3 подготовлен нанесением покрытия PTFE на стеклополотно 1080 за 1 проход. Кроме того, покрытие PTFE нанесено на стеклополотно 128 за 2 прохода. Стеклополотна наслоены друг на друга, и наложено дополнительное покрытие PTFE за 2 прохода. Фторполимерную пленку толщиной 1,2 мил наслоили на одну сторону стеклополотен.
[0081] Образец 4 подготовлен нанесением покрытия PTFE за 2 прохода на стеклополотно 1080, аппретированное фторполимером, нанесенным на нити. Кроме того, покрытие PTFE нанесено за 4 прохода на стеклополотно 7628, аппретированное фторполимером. Стеклополотна наслоены друг на друга. Фторполимерную пленку толщиной 1,2 мил наслоили на одну сторону стеклополотен.
[0082] Образец 5 подготовлен нанесением покрытия PTFE за 5 проходов на стеклополотно 7628, аппретированное фторполимером, нанесенным на нити. Покрытие PTFE скошено к одной стороне стеклополотна. Фторполимерную пленку толщиной 1,2 мил наслоили на более тонкую сторону стеклополотна.
[0083] Образец 6 подготовлен подобно образцу 5, за исключением того, что покрытие PTFE наносили за 7 проходов.
[0084] Образец 7 подготовлен подобно образцу 5, за исключением того, что фторполимерная пленка имеет толщину 0,9 мил.
[0085] Образец 8 подготовлен нанесением покрытия PTFE за 7 проходов на стеклополотно 128. Покрытие PTFE скошено к одной стороне стеклополотна. Фторполимерную пленку 1,2 мил наслоили на более тонкую сторону стеклополотна с покрытием.
[0086] Образец 9 подготовлен подобно образцу 8, за исключением того, что нанесли слой покрытия PTFE за 8 проходов.
[0087] Образцы 10 и 11 подготовлены нанесением покрытия PTFE за 7 проходов на стеклополотно 128. Покрытие PTFE скошено к одной стороне стеклополотна. Литую фторполимерную пленку 1,2 мил и экструдированную фторполимерную пленку 0,3 мил наслоили на более тонкую сторону стеклополотна с покрытием.
[0088] Образец 12 подготовлен нанесением слоя PTFE на стеклополотно 141 за 7 проходов. Покрытие PTFE скошено к одной стороне стеклополотна. Фторполимерную пленку 1,2 мил наслоили на более тонкую сторону стеклополотна с покрытием.
[0089] Таблицы 1А и 1В иллюстрируют эксплуатационные характеристики образцов.
[0092] Заметим, что требуются не все действия, описанные выше в общем описании или примерах, что часть специфических действий может не быть необходимой и что одно или более дополнительных действий может быть выполнено, помимо тех, которые были описаны. Более того, порядок, в котором действия перечислены, не является обязательным порядком их выполнения.
[0093] В вышеизложенном техническом описании идеи были описаны со ссылкой на определенные варианты осуществления. Однако специалисту в данной области будет очевидно, что различные модификации и изменения могут быть сделаны без отклонения от сути изобретения, как изложено в формуле изобретения, приведенной ниже. Соответственно, техническое описание и фигуры должны быть рассмотрены как иллюстративные, но не ограничивающие, и предполагается, что все подобные модификации находятся в пределах объема изобретения.
Реферат
Изобретение относится к ленте конвейера для тепловой обработки. Лента конвейера для жарки содержит подложку, имеющую первую и вторую основную поверхности. Подложка содержит первое полотно, имеющее первый угол скоса, и второе полотно, наслоенное на первое полотно и имеющее второй угол скоса, отличный от первого угла скоса на величину от 20° до 160°; и первую фторполимерную пленку, наложенную на первую основную поверхность. Система для жарки содержит первый и второй барабаны, источник тепла и ленту конвейера для жарки, обхватывающую первый и второй барабаны. Лента конвейера для жарки имеет первый и второй концы, соединенные вместе, и содержит гибкую подложку, которая имеет первую и вторую основную поверхности, экструдированный фторполимерный слой, наложенный на первую основную поверхность, и литой фторполимерный слой, наложенный на экструдированный фторполимерный слой. Способ формирования ленты конвейера для жарки включает использование гибкой подложки. Техническим результатом изобретения является предотвращение распространения трещин, что приводит к улучшению механических свойств и срока службы ленты конвейера. 3 н. и 12 з.п. ф-лы, 5 ил.
Формула
подложку, имеющую первую и вторую основную поверхности, при этом подложка содержит:
первое полотно, имеющее первый угол скоса; и
второе полотно, наслоенное на первое полотно и имеющее второй угол скоса, отличный от первого угла скоса на величину от 20° до 160°; и первую фторполимерную пленку, наложенную на первую основную поверхность.
первый и второй барабаны;
источник тепла; и
ленту конвейера для жарки, обхватывающую первый и второй барабаны, при этом лента конвейера для жарки имеет первый и второй концы, соединенные вместе, и содержит:
гибкую подложку, которая имеет первую и вторую основную поверхности; экструдированный фторполимерный слой, наложенный на первую основную поверхность; и
литой фторполимерный слой, наложенный на экструдированный фторполимерный слой.
поверхности и первый и второй концы; наслоение первого фторполимерного слоя, наложением на первую основную
поверхность гибкой подложки, при этом первый фторполимерный слой
содержит экструдированную пленку; и наслоение второго фторполимерного слоя, наложением на экструдированный
фторполимерный слой.
Комментарии