Системы и способы сортировки и формования композиционного материала с наполнителем из рубленого волокна - RU2722146C2
Код документа: RU2722146C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сортировке и формованию композиционного материала с наполнителем из рубленого волокна.
УРОВЕНЬ ТЕХНИКИ
Формование под давлением композиционных материалов с наполнителем из рубленого волокна используют в разнообразных отраслях промышленности для производства разнообразных деталей. Например, авиакосмическая промышленность, отрасли производства сухопутных и морских транспортных средств все больше и больше используют композиционные материалы, а формование под давлением является только одним доступным процессом для изготовления деталей. В авиакосмической промышленности, например, формование под давлением может быть использовано для деталей, не влияющих на работоспособность других деталей, то есть, деталей, чей выход из строя не является катастрофическим для большего устройства в целом. Исторически формование под давлением композиционных материалов с наполнителем из рубленого волокна приводило к более низкому, чем требовалось, качеству детали из-за разницы в свойствах и/или наличия дефектов в используемых кусках композиционного материала с наполнителем из рубленого волокна. Следовательно, существует потребность в улучшенных системах и способах сортировки и формования композиционного материала с наполнителем из рубленого волокна, при необходимости, для использования с целью создания ответственных деталей, то есть деталей, чей выход из строя может быть существенным для целостности большего устройства в целом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Раскрыты системы и способы для композиционного материала с наполнителем из рубленого волокна, содержащие системы и способы сортировки кусков композиционного материала с наполнителем из рубленого волокна и системы и способы для формования усиленного волокнами композиционного материала, сконструированного из кусков композитного материала с наполнителем из рубленого волокна.
Системы для сортировки кусков композиционного материала с наполнителем из рубленого волокна содержат конвейер, выполненный с возможностью сброса кусков композиционного материала с наполнителем из рубленого волокна, устройство для формирования изображения, расположенное относительно конвейера и выполненное с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера, множество приемников, расположенных относительно конвейера, пневматическое устройство, расположенное относительно конвейера и выполненное с возможностью направления потоков газа под давлением на отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера, и контроллер, сообщающийся с устройством для формирования изображения и пневматическим устройством. Контроллер запрограммирован с возможностью побуждения пневматического устройства направлять конкретный поток газа под давлением на соответствующий конкретный кусок композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна и принятых от устройства для формирования изображения. Конкретный поток газа под давлением изменяет траекторию свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник из указанного множества приемников на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна.
Системы для формования усиленных волокнами композиционных структур содержат конвейер, выполненный с возможностью сброса кусков композиционного материала с наполнителем из рубленого волокна, устройство для формирования изображения, расположенное относительно конвейера и выполненное с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера, форму, расположенную относительно конвейера с возможностью приема кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера, пневматическое устройство, расположенное относительно конвейера и выполненное с возможностью направления потоков газа под давлением на отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера, и контроллер, сообщающийся с устройством для формирования изображения и пневматическим устройством. Контроллер запрограммирован с возможностью побуждения пневматического устройства направлять конкретный поток газа под давлением на соответствующий конкретный кусок композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционногоматериала с наполнителем из рубленого волокна и принятых от устройства для формирования изображения. Конкретный поток под давлением изменяет траекторию свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный участок указанной формы и/или изменяет ориентацию соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна.
Способы сортировки кусков композиционного материала с наполнителем из рубленого волокна включают сброс кусков композиционного материала с наполнителем из рубленого волокна, обнаружение характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, и направление отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Способы формования усиленных волокнами композиционных структур включают сброс кусков композиционного материала с наполнителем из рубленого волокна, обнаружение характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, направление отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный участок формы и/или изменение ориентаций отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, прессование указанных кусков композиционного материала с наполнителем из рубленого волокна в указанной форме и отверждение спрессованных кусков композиционного материала с наполнителем из рубленого волокна для задания усиленной волокнами композиционной структуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
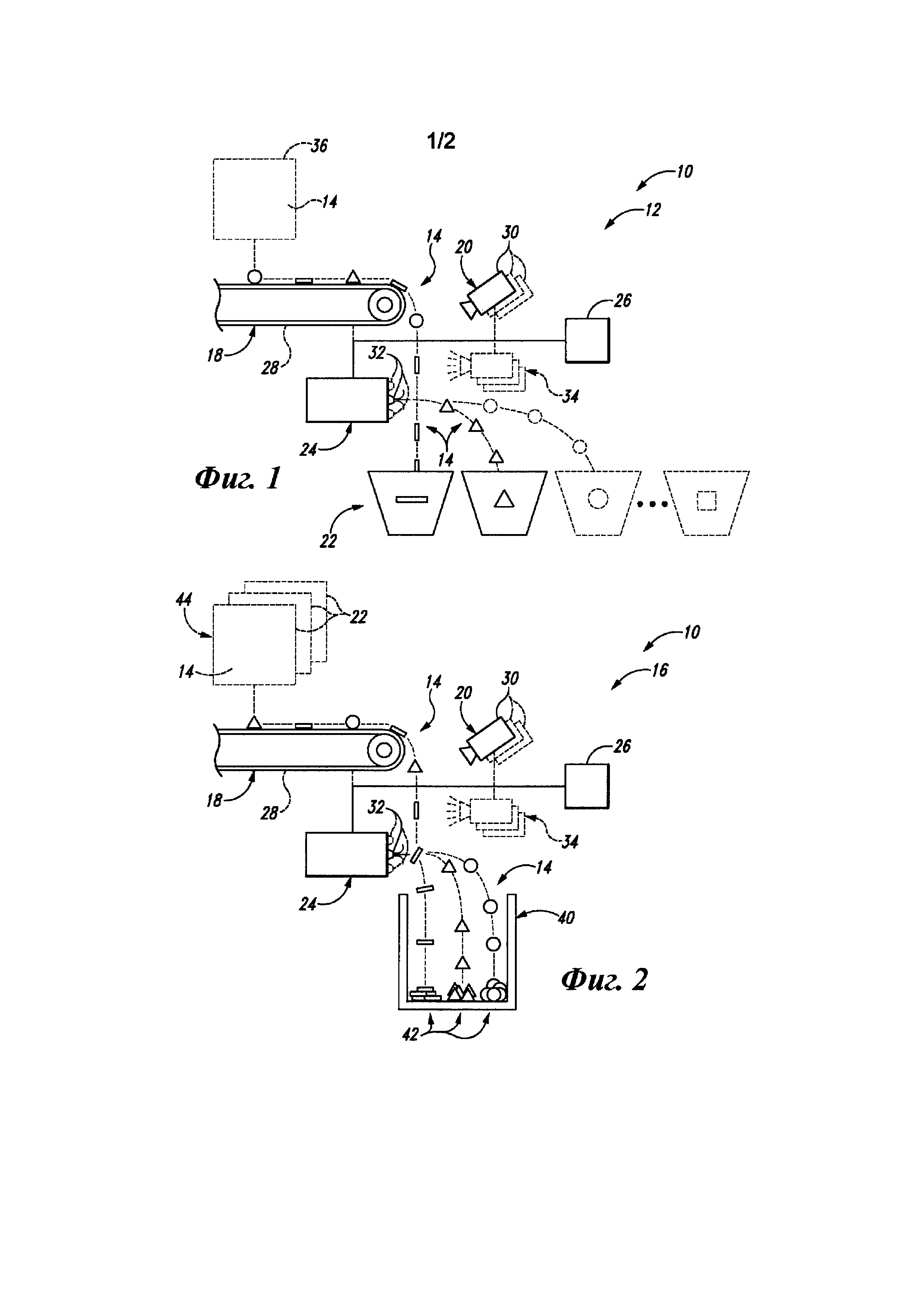
На фиг. 1 показано схематичное представление систем для сортировки кусков композиционного материала с наполнителем из рубленого волокна.
На фиг. 2 показано схематичное представление систем для формования структур из кусков композиционного материала с наполнителем из рубленого волокна.
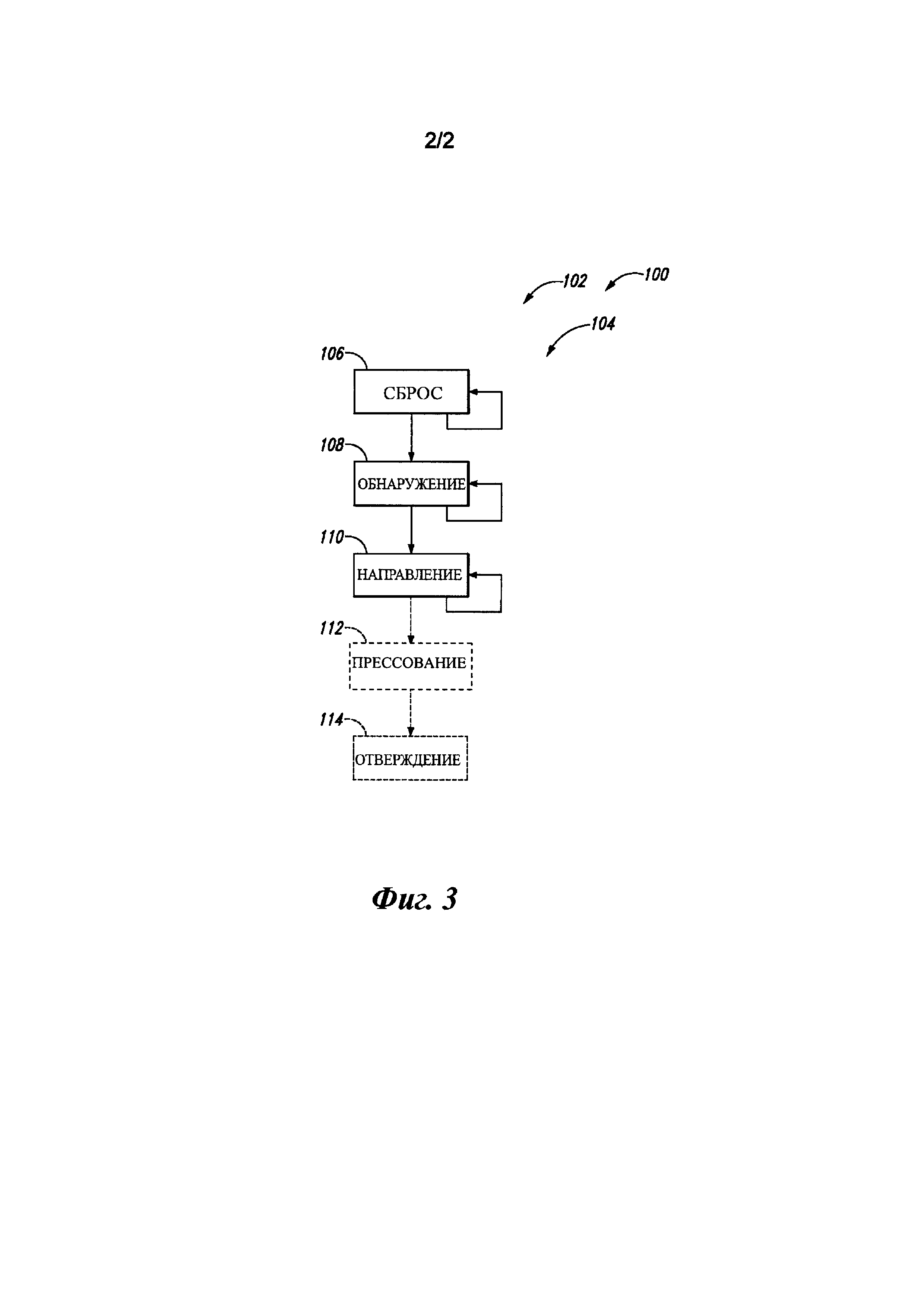
На фиг. 3 показана блок-схема, схематично представляющая способы сортировки кусков композиционного материала с наполнителем из рубленого волокна и способов формования структур из кусков композиционного материала с наполнителем из рубленого волокна.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В настоящем документе раскрыты системы и способы для композиционного материала с наполнителем из рубленого волокна. Как правило, на чертежах элементы, которые, вероятно, подлежат включению в данный пример, показаны сплошными линиями, а те, которые являются необязательными для данного примера, показаны пунктирными линиями. Однако элементы, которые показаны сплошными линиями, не являются необходимыми для всех примеров настоящего изобретения, и элемент, показанный сплошными линиями, может быть исключен из конкретного примера без отхода от объема настоящего изобретения.
Как использовано в настоящем документе, "композиционный материал с наполнителем из рубленого волокна" и "куски композиционного материала с наполнителем из рубленого волокна" в целом относятся к классу композиционных материалов, используемых в процессе формования под давлением, в котором указанный композиционный материал состоит из многочисленных маленьких (например, наибольший размер обычно находится в диапазоне от 5 до 20 мм) кусков, крошек, хлопьев, листов и/или других структур, имеющих волокна, внедренные в полимер. Волокна могут являться углеродными волокнами, борными волокнами, арамидными волокнами (например, Kevlar®), стеклянными волокнами и/или другими материалами, а полимер может являться термореактивной пластмассой, термопластичной пластмассой, смолой, эпоксидной смолой и/или другими материалами, а также может быть предварительно отвержденным, неотвержденным или частично отвержденным до процесса формования под давлением. Некоторый объем кусков композиционного материала с наполнителем из рубленого волокна помещают в форму, прессуют и затем нагревают до плавления и отверждают полимер в форме указанной формы, что в результате дает усиленную волокнами композиционную структуру, деталь или компонент.
На фиг. 1 и 2 представлены схематические представления иллюстративных неисключительных примеров систем 10 для композиционного материала с наполнителем из рубленого волокна в соответствии с настоящим изобретением. На фиг. 1 показана система 10 в виде системы 12 для сортировки кусков 14 композиционного материала с наполнителем из рубленого волокна, такой как для последующего использования в течение процесса формования под давлением, а на фиг. 2 показана система 16 для формования усиленной волокнами композиционной структуры из кусков 14 композиционного материала с наполнителем из рубленого волокна. В пределах объема настоящего изобретения находится вариант осуществления, в котором система 12 и система 16 могут быть отличными друг от друга, вариант осуществления, в котором система 12 и система 16 могут быть объединены в одну систему 10, и/или вариант осуществления, в котором система 12 совместно использует компонентные части с системой 16.
Как показано на фиг. 1, системы 12 для сортировки кусков 14 композиционного материала с наполнителем из рубленого волокна в целом содержат конвейер 18, устройство 20 для формирования изображения, множество приемников 22, пневматическое устройство 24 и контроллер 26.
Конвейер 18 выполнен с возможностью сброса кусков 14 композиционного материала с наполнителем из рубленого волокна таким образом, что они падают под действием силы тяжести к приемникам 22. Хотя конвейер 18, показанный на фиг. 1, схематично иллюстрирован в виде используемой при необходимости конвейерной ленты 28, конвейер 18 может быть любой подходящей конструкцией или механизмом, который выполнен с возможностью сброса кусков композиционного материала с наполнителем из рубленого волокна к приемникам 22. Следовательно, в соответствии с дополнительным или альтернативным вариантом осуществления конвейер 18 может содержать загрузочную воронку или другую конструкцию, которая непосредственно сбрасывает куски композиционного материала с наполнителем из рубленого волокна в отличие от первоначального перемещения их, как в случае конвейерной ленты 28, и/или являться ей.
В соответствии с дополнительным или альтернативным вариантом осуществления конвейер 18 может быть выполнен с возможностью сброса кусков 14 композиционного материала с наполнителем из рубленого волокна с разнесенными во времени и/или пространстве интервалами. Например, конвейер 18 может быть выполнен с возможностью последовательного сброса кусков композиционного материала с наполнителем из рубленого волокна один за другим. В соответствии с дополнительным или альтернативным вариантом осуществления конвейер 18 может быть выполнен с возможностью сброса не более, чем максимального количества кусков композиционного материала с наполнителем из рубленого волокна в течение определенного периода времени. В качестве иллюстративных неисключительных примеров, конвейер 18 может быть выполнен с возможностью сброса не более, чем 100, не более, чем 500, не более, чем 1000, не более, чем 5000 или не более, чем 10000 кусков композиционного материала с наполнителем из рубленого волокна в секунду. В соответствии с дополнительным или альтернативным вариантом осуществления конвейер может быть выполнен с возможностью сброса до или по меньшей мере 100 (45 кг), 500 (225 кг) или 1000 (453 кг) фунтов кусков композиционного материала с наполнителем из рубленого волокна в час.
В соответствии с дополнительным или альтернативным вариантом осуществления конвейер 18 может быть выполнен с возможностью сброса до минимального количества кусков композиционного материала с наполнителем из рубленого волокна в течение определенного периода времени. В качестве иллюстративных неисключительных примеров, конвейер 18 может быть выполнен с возможностью сброса по меньшей мере до 5, по меньшей мере до 10, по меньшей мере до 100, по меньшей мере до 500, по меньшей мере до 1000, по меньшей мере до 5000 или по меньшей мере до 10000 кусков композиционного материала с наполнителем из рубленого волокна в секунду. Кроме того, конвейер 18 может быть выполнен с возможностью сброса до такого минимального количества кусков композиционного материала с наполнителем из рубленого волокна, и в то же время указанные куски композиционного материала с наполнителем из рубленого волокна разнесены во времени и/или пространстве для функциональности системы 10, например, на основании возможностей, ограничений, свойств, положений и/или характеристик приемников 22 и/или пневматического устройства 24.
Как показано на на фиг. 1 и систему 12, устройство 20 для формирования изображения расположено относительно конвейера 18 и выполнено с возможностью формирования изображения кусков 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера. Как схематично показано, устройство 20 для формирования изображения может содержать одну или большее количество камер 30, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются. В некоторых системах 12 могут использовать по меньшей мере две камеры или по меньшей мере три камеры для формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера.
Любые подходящие устройство для формирования изображения и камера могут быть использованы и встроены в систему 12. Например, указанные одна или большее количество камер могут быть описаны, как высокоскоростные камеры и могут быть выполнены с возможностью захвата изображений со скоростью по меньшей мере 100, 500, 1000, 10000, 17000 или больше изображений в секунду.
Приемники 22 системы 12 расположены относительно конвейера 18 и могут иметь любую подходящую форму или конструкцию, включая любые подходящие размер и емкость, так что они выполнены с возможностью приема и содержания кусков 14 композиционного материала с наполнителем из рубленого волокна, которые сбрасываются с конвейера 18. Кроме того, могут обеспечивать и включать в качестве части системы 12 любое подходящее количество приемников, например, в зависимости от требуемой сортировки кусков композиционного материала с наполнителем из рубленого волокна. А также, как обсуждено в настоящем документе и как схематично показано на фиг. 1 посредством отдельных приемников, имеющих схематичные изображения различных кусков композиционного материала с наполнителем из рубленого волокна на них, отдельные приемники могут быть связаны с конкретными характеристиками кусков композиционного материала с наполнителем из рубленого волокна, включая (среди прочего) такие иллюстративные неограничительные примеры характеристик, как размер, толщина, объем, характеристическое отношение длины к ширине, форма, цвет, ориентация волокон, количество волокон, наличие дефектов, схема расположения волокон, ориентация, отражательная способность, непрозрачность, светопоглощательная способность, геометрия и скорость.
Пневматическое устройство 24 системы 12 выполнено с возможностью направления находящихся под давлением потоков или выбросов газа (например, воздуха) на отдельные куски 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера 18 таким образом, чтобы направлять их в конкретный приемник 22, как схематично показано на фиг. 1. В частности, пневматическое устройство выполнено с возможностью выборочного направления различно сконфигурированных находящихся под давлением потоков или выбросов газа на отдельные куски композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества характеристик указанных отдельных кусков композиционного материала с наполнителем из рубленого волокна. Это схематично показано на фиг. 1 посредством направления имеющих различную форму кусков композиционного материала с наполнителем из рубленого волокна в соответствующие приемники 22. Схематичные формы кусков композиционного материала с наполнителем из рубленого волокна, использованные на чертежах, предоставлены только в иллюстративных целях и не ограничивают системы 10 до проведения различий и сортировки между указанными иллюстрированными схематичными формами.
Различно сконфигурированные потоки газа под давлением могут различаться на основании по меньшей мере одного из следующего: давление, продолжительность, направление, ориентация, положение, скорость и температура. Например, поток газа с более высоким давлением, более длинной продолжительностью и/или большей скоростью может направлять отдельный кусок композиционного материала с наполнителем из рубленого волокна в приемник, который отстоит дальше, чем поток газа с более низким давлением, более короткой продолжительностью и/или меньшей скоростью. Аналогично, направление или ориентация потока газа может влиять на то, в который из приемников 22 направляют отдельный кусок композиционного материала с наполнителем из рубленого волокна. В соответствии с дополнительным или альтернативным вариантом осуществления вертикальное положение потока газа может влиять на то, в который из приемников 22 направляют отдельный кусок композиционного материала с наполнителем из рубленого волокна, таким образом, что более высоко расположенный поток газа направляет кусок композиционного материала с наполнителем из рубленого волокна к более дальнему приемнику, чем более низко расположенный поток газа. В соответствии с дополнительным или альтернативным вариантом осуществления боковое положение потока газа может влиять на то, находится ли отдельный кусок композиционного материала с наполнителем из рубленого волокна в положении, подлежащем направлению или перенаправлению посредством потока газа, например, на основании бокового положения отдельного куска композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера 18.
Как схематично и опционально показано на фиг. 1, пневматическое устройство 24 может содержать множество разнесенных сопел 32. Каждое сопло может быть выполнено с возможностью направления уникального потока газа под давлением, например, при этом указанная уникальность основана по меньшей мере на одном из следующего: давление, продолжительность, направление, ориентация, положение, скорость и температура. В некоторых системах 12 каждое сопло 32 может быть выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала в один из указанного множества приемников. В некоторых системах 12 каждое сопло может быть выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала, имеющих заранее определенную характеристику. Также могут быть использованы и встроены в систему 12 другие конфигурации пневматических устройств 24 и сопел 32.
Как также показано на фиг. 1, контроллер 26 системы 12 сообщается с устройством 20 для формирования изображения и пневматическим устройством 24. В частности, контроллер 26 запрограммирован с возможностью побуждения пневматического устройства 24 направлять конкретный поток газа под давлением на соответствующий конкретный кусок 14 композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера 18, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна и принятых от устройства 20 для формирования изображения. В результате, конкретный поток газа под давлением изменяет траекторию свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник из указанного множества приемников на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна. Другими словами, как реализовано при помощи контроллера 26, система 12 выполнена с возможностью обнаружения одной или большего количества характеристик, связанных с отдельным куском композиционного материала с наполнителем из рубленых волокон в то время, как он сбрасывается посредством конвейера, и на основании таких обнаруженных характеристик возможностью направления указанного отдельного куска композиционного материала с наполнителем из рубленого волокна в конкретный приемник из приемников 22 при помощи инструктирования пневматического устройства 24 направлять надлежащий поток газа под давлением на указанный отдельный кусок композиционного материала с наполнителем из рубленого волокна. В соответствии с дополнительным вариантом осуществления контроллер может инструктировать пневматическое устройство не направлять какой-либо поток газа на конкретный кусок композиционного материала с наполнителем из рубленого волокна, например, когда указанный конкретный кусок композиционного материала с наполнителем из рубленого волокна предназначен для сброса прямо в приемник, находящийся прямо под тем местом, где указанный кусок композиционного материала с наполнителем из рубленого волокна сбрасывается с конвейера.
Заранее определенные критерии, на которых контроллер основывает инструкции для пневматического устройства, могут содержать одну или большее количество из иллюстративных неисключительных характеристик кусков композиционного материала с наполнителем из рубленого волокна, раскрытых в настоящем документе.
Контроллер 26 может быть любым подходящим устройством или устройствами, которые выполнены с возможностью выполнения функций контроллера, раскрытых в настоящем документе. Например, контроллер может содержать по меньшей мере один из следующего: электронный контроллер, выделенный контроллер, контроллер специального назначения, персональный компьютер, компьютер специального назначения, беспроводное устройство для осуществления связи с другими устройствами, отображающее устройство, логическое устройство, запоминающее устройство и/или запоминающее устройство, имеющее компьютерочитаемый носитель, выполненный с возможностью хранения выполняемых компьютером инструкций для реализации аспектов систем и/или способов в соответствии с настоящим изобретением.
Как опционально и схематично показано на фиг. 1, некоторые системы 12 также могут содержать один или большее количество источников 34 света, расположенных относительно конвейера и выполненных с возможностью освещения кусков 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера и их изображение формируют посредством устройства 20 для формирования изображения. Например, такое освещение кусков композиционного материала из рубленого волокна может способствовать формированию изображения посредством устройства 20 для формирования изображения и обнаружению конкретных характеристик кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера. В качестве иллюстративных неисключительных примеров источники света могут быть выполнены с возможностью испускания светового излучения по меньшей мере в одном и, при необходимости, по существу только в одном из следующих спектров: ультрафиолетового, дальней области ультрафиолетового, видимого, инфракрасного и дальней области инфракрасного. Как использовано в настоящем документе, ультрафиолетовый спектр содержит световые волны, имеющие длины волн в целом в диапазоне 10-400 мкм, дальняя область ультрафиолетового спектра содержит световые волны, имеющие длины волн в целом в диапазоне 10-200 мкм, видимый спектр содержит световые волны, имеющие длины волн в целом в диапазоне 380-760 мкм, инфракрасный спектр содержит световые волны, имеющие длины волн в целом в диапазоне 750 нм - 1 мм, а дальняя область инфракрасного спектра содержит световые волны, имеющие длины волн в целом в диапазоне 10 мкм - 1 мм.
Как также опционально и схематично показано на фиг. 1, система 12 может быть описана, как содержащая источник 36 кусков 14 композиционного материала с наполнителем из рубленого волокна. Источник 36 при его наличии расположен относительно конвейера 18 и выполнен с возможностью распределения кусков 14 композиционного материала с наполнителем из рубленого волокна на, в и/или иным образом к конвейеру для последовательного сброса посредством этого конвейера. Источник 36 может содержать стандартные куски композиционного материала с наполнителем из рубленого волокна, например, предоставленные поставщиком такого материала, при этом стандартные куски композиционного материала с наполнителем из рубленого волокна при необходимости содержат требуемые характеристики, например, находящиеся в зависимости от конечной усиленной волокнами композиционной структуры, подлежащей формованию при помощи системы 16. В соответствии с дополнительным или альтернативным вариантом осуществления источник 36 может содержать специально изготовленные куски композиционного материала с наполнителем из рубленого волокна, например, в соответствии с критериями, указанными оператором системы 10 и соответствующими требуемым характеристикам конечной усиленной волокнами композиционной структуры, подлежащей формованию при помощи системы 16. В соответствии с дополнительным или альтернативным вариантом осуществления источник 36 может содержать фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от системы 10. Например, в авиакосмической промышленности многие компонентные детали летательного аппарата теперь конструируются из усиленных волокнами композиционных материалов, и различные такие компонентные детали сконструированы при помощи различных изготовительных способов, включая способы, отличные от формования под давлением. В некоторых таких других изготовительных способах усиленный волокнами композиционный материал и детали обрезают, что приводит к тому, что исторически является отходами. Кроме того, после контроля качества усиленной волокнами композиционной детали вся эта деталь может не являться подходящей для предполагаемой области применения и исторически может быть отбракована, как отходы. Такие бывшие отходы могут быть использованы в качестве кусков 14 композиционного материала с наполнителем из рубленого волокна или преобразованы в них для использования в системах 10 в соответствии с настоящим изобретением. В качестве иллюстративного неисключительного примера, такие фрагменты могут быть произведены посредством дробилки, измельчителя и другого подходящего устройства для создания кусков 14 композиционного материала с наполнителем из рубленого волокна для использования в системах 10. Кроме того, созданные в результате куски композиционного материала с наполнителем из рубленого волокна могут иметь различные характеристики, такие как соответствующие перечисленным в настоящем документе, и, следовательно, могут быть выгодными для сортировки посредством системы 12. В соответствии с дополнительным вариантом осуществления источник 36 может содержать в целом равномерное распределение различных характеристик. В соответствии с альтернативным вариантом осуществления в других системах 12 источник 36 может содержать в целом неравномерное распределение различных характеристик.
Как показано на фиг. 2, системы 16 для формования усиленной волокнами композиционной структуры из кусков 14 композиционного материала из рубленого волокна в целом содержат конвейер 18, устройство 20 для формирования изображения, форму 40, пневматическое устройство 24 и контроллер 26. Элементы системы, которые служат аналогичной или по меньшей мере по существу аналогичной цели, что и элементы систем 12, идентифицированы подобными ссылочными обозначениями и, следовательно, могут не обсуждаться подробно в настоящем документе со ссылкой на фиг. 2 и систем 16. Как было упомянуто, система 16 может отличаться от системы 12, может совместно использовать компонентные части с системой 12 и/или может быть объединена с системой 12 для формирования одной системы 10. Например, устройство для формирования изображения системы 16 может также являться устройством для формирования изображения системы 12, может различаться от устройства для формирования изображения системы 12, но быть одного типа и/или конфигурации с ним, или может являться полностью различным устройством для формирования изображения, чем устройство для формирования изображения системы 12.
Форма 40 системы 16 расположена относительно конвейера 18 с возможностью приема кусков 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера. Указанная форма может соответствовать любой требуемой усиленной волокнами композиционной структуре, подлежащей формированию посредством процесса формования под давлением, включая (среди прочего) авиакосмические компоненты, компоненты сухопутных транспортных средств, компоненты морских транспортных средств, компоненты космических летательных аппаратов и т.п. В соответствии с дополнительным или альтернативным вариантом осуществления усиленная волокнами композиционная структура может быть компонентом, не влияющим на работоспособность других компонентов (или второстепенным), то есть, компонентом, чей выход из строя не является катастрофическим для большего транспортного средства или других устройств. В соответствии с дополнительным или альтернативным вариантом осуществления усиленная волокнами композиционная структура может быть ответственным (или основным) компонентом.
В соответствии с дополнительным или альтернативным вариантом осуществления форма 40 может соответствовать усиленной волокнами композиционной структуре, которая выполнена сложной, например, содержащей неравномерные контуры, различные толщины и т.п., такой, как структура, которая может не поддаваться изготовлению посредством процесса, в котором слои или пласты усиленного волокнами композиционного материала наслаивают на инструмент, оправку или другую форму. В соответствии с дополнительным или альтернативным вариантом осуществления форма 40 может быть описана, как имеющая задающие множественные участки 42 указанной формы. Такие участки могут иметь различные характеристики, например, соответствующие различным толщинам, различным контурам или радиусам и т.п.
Пневматическое устройство 24 системы 16 аналогично пневматическому устройству системы 12 и выполнено с возможностью направления находящихся под давлением потоков или выбросов газа на отдельные куски 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера 18. Однако вместо направления отдельного куска композиционного материала с наполнителем из рубленого волокна в конкретный приемник, напротив, пневматическое устройство системы 16 изменяет траектории свободного падения указанных отдельных кусков композиционного материала с наполнителем из рубленого волокна таким образом, чтобы направлять их в заранее определенные участки формы 40 и/или изменять их ориентацию в требуемую ориентацию в то время, как они падают в заранее определенный участок формы. В частности, пневматическое устройство выполнено с возможностью выборочного направления различно сконфигурированных находящихся под давлением потоков или выбросов газа на отдельные куски композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества характеристик указанных отдельных кусков композиционного материала с наполнителем из рубленого волокна, например, включая характеристики кусков композиционного материала с наполнителем из рубленого волокна, раскрытых в настоящем документе в связи с системами 12. Это схематично показано на фиг. 2 посредством направления имеющих различную форму кусков композиционного материала с наполнителем из рубленого волокна в три различных участка 42 формы, при этом куски композиционного материала с наполнителем из рубленого волокна, имеющие прямоугольную форму, поворачивают из вертикальной ориентации в горизонтальную ориентацию. Эти примеры предоставлены схематичным образом только в качестве примеров без ограничения настоящего изобретения до конкретных форм кусков композиционного материала с наполнителем из рубленого волокна, количества участков формы и т.п.
Различно сконфигурированные потоки газа под давлением могут различаться на основании по меньшей мере одного из следующего: давление, продолжительность, направление, ориентация, положение, скорость и температура. Например, поток газа с более высоким давлением, более длинной продолжительностью и/или большей скоростью может направлять отдельный кусок композиционного материала с наполнителем из рубленого волокна в участок 42 формы 40, который отстоит дальше, чем поток газа с более низким давлением, более короткой продолжительностью и/или меньшей скоростью. В соответствии с дополнительным или альтернативным вариантом осуществления направление или ориентация потока газа может влиять на изменение ориентации куска композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера в указанную форму. В соответствии с дополнительным или альтернативным вариантом осуществления боковое положение потока газа может влиять на то, находится ли отдельный кусок композиционного материала с наполнителем из рубленого волокна в положении, подлежащем направлению или перенаправлению посредством потока газа, например, на основании бокового положения отдельного куска композиционного материала с наполнителем из рубленого волокна в то время как, как он сбрасывается с конвейера 18 в форму 40.
Как схематично и опционально показано на фиг. 2, пневматическое устройство 24 может содержать множество разнесенных сопел 32. Каждое сопло может быть выполнено с возможностью направления уникального потока газа под давлением, например, при этом указанная уникальность основана по меньшей мере на одном из следующего: давление, продолжительность, направление, ориентация, положение, скорость и температура. В некоторых системах 16 каждое сопло 32 может быть выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала в один участок формы. В некоторых системах 16 каждое сопло может быть выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала, имеющих заранее определенную характеристику. Также могут быть использованы и встроены в систему 16 другие конфигурации пневматических устройств 24 и сопел 32.
В соответствии с дополнительным или альтернативным вариантом осуществления в некоторых системах 16 пневматическое устройство 24 может быть выполнено с возможностью направления нагретых потоков газа, а в некоторых системах, потоков газа при температуре, которая изменяет физические характеристики куска композиционного материала с наполнителем из рубленого волокна, на который оказывает воздействие этот поток газа. Например, температура потока газа может быть выбрана для частичного отверждения, плавления куска композиционного материала с наполнителем из рубленого волокна или чтобы сделать его клейким в то время, как он сбрасывается в форму. В качестве иллюстративного неисключительного примера, нагрев куска композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается, может обеспечивать то, что он прилипает к ранее сброшенным кускам композиционного материала с наполнителем из рубленого волокна и/или к форме в предполагаемом местоположении внутри этой формы. В соответствии с альтернативным вариантом осуществления в некоторых системах 16 пневматическое устройство может направлять нагретые потоки газа на все куски композиционного материала с наполнителем из рубленого волокна, сбрасываемых с конвейера, например, для обеспечения требуемого состояния клейкости или липкости в то время, как они падают в форму.
Контроллер 26 системы 16 сообщается с устройством 20 для формирования изображения и пневматическим устройством 24. В частности, контроллер 26 запрограммирован с возможностью побуждения пневматического устройства направлять конкретный поток газа под давлением на соответствующий конкретный кусок 14 композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера 18, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна и принятых от устройства 20 для формирования изображения. В результате, конкретный поток газа под давлением выполнен с возможностью изменения траектории свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный участок указанной формы и/или изменения ориентации соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна. Другими словами, как реализовано при помощи контроллера 26, система 16 выполнена с возможностью обнаружения одной или большего количества характеристик, связанных с отдельным куском композиционного материала с наполнителем из рубленых волокон в то время, как он сбрасывается посредством конвейера 18, и на основании таких обнаруженных характеристик возможностью направления указанного отдельного куска композиционного материала с наполнителем из рубленого волокна в конкретный участок 42 формы 40 и/или изменения ориентации отдельного куска композиционного материала с наполнителем из рубленого волокна при помощи инструктирования пневматического устройства 24 направлять надлежащий поток газа под давлением на указанный отдельный кусок композиционного материала с наполнителем из рубленого волокна. В соответствии с дополнительным вариантом осуществления контроллер может инструктировать пневматическое устройство не направлять какой-либо поток газа на конкретный кусок композиционного материала с наполнителем из рубленого волокна, например, когда указанный конкретный кусок композиционного материала с наполнителем из рубленого волокна предназначен для сброса прямо в участок формы, находящийся прямо под тем местом, где указанный кусок композиционного материала с наполнителем из рубленого волокна сбрасывается с конвейера.
Заранее определенные критерии, на которых контроллер основывает инструкции для пневматического устройства, могут содержать одну или большее количество из иллюстративных неисключительных характеристик кусков композиционного материала с наполнителем из рубленого волокна, раскрытых в настоящем документе. Как в системах 12, контроллер системы 16 может быть любым подходящим устройством или устройствами, которые выполнены с возможностью выполнения функций контроллера, раскрытых в настоящем документе.
В некоторых системах 16 контроллер 26 может быть запрограммирован с возможностью побуждения пневматического устройства равномерно, случайно и/или псевдослучайно распределять куски 14 композиционного материала с наполнителем из рубленого волокна в форму в соответствии с характеристиками кусков композиционного материала с наполнителем из рубленого волокна, определенных на основании данных изображения. Другими словами, системы 16 могут быть выполнены с возможностью обеспечения конкретного распределения различно сконфигурированных кусков композиционного материала с наполнителем из рубленого волокна внутри формы до прессования и отверждения формуемой усиленной волокнами композиционной структуры.
В соответствии с дополнительным или альтернативным вариантом осуществления в некоторых системах 16 контроллер 26 запрограммирован с возможностью побуждения пневматического устройства 24 нагревать конкретный поток газа под давлением, который направлен на конкретный кусок 14 композиционного материала с наполнителем из рубленого волокна, сбрасываемого с конвейера 18. Например, контроллер может обнаруживать или иным образом определять состояние или отверждение, клейкость или липкость куска композиционного материала с наполнителем из рубленого волокна и определять, что он должен быть нагрет для обеспечения прилипания к ранее сброшенным кускам композиционного материала с наполнителем из рубленого волокна и/или к форме в предполагаемом местоположении внутри этой формы.
Как в системах 12, системы 16 также могут содержать один или большее количество опциональных источников 34 света, расположенных относительно конвейера 18 и выполненных с возможностью освещения кусков 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера и их изображение формируют посредством устройства 20 для формирования изображения, как опционально и схематично показано на фиг. 2.
Как также опционально и схематично показано на фиг. 2, система 16 может содержать источник 44 кусков 14 композиционного материала с наполнителем из рубленого волокна. Источник 44, при его наличии, расположен относительно конвейера 18 и выполнен с возможностью распределения кусков 14 композиционного материала с наполнителем из рубленого волокна на конвейере и/или в нем для последовательного сброса с этого конвейера. Как схематично указано, источник 44 может содержать один или большее количество приемников 22 системы 12.
На фиг. 3 схематично представлена блок-схема, представляющая иллюстративные неисключительные примеры способов 100 в соответствии с настоящим изобретением, включая способы 102 сортировки кусков композиционного материала с наполнителем из рубленого волокна и способы 104 формования усиленной волокнами композиционной структуры. На фиг. 3 этапы, совместно используемые способами 102 и 104, и/или этапы, которые являются аналогичными для способов 102 и 104, иллюстрированы блоками, изображенными сплошной линией. Этапы, являющиеся исключительными для способов 104, иллюстрированы блоками, изображенными пунктирной линией. Способы и этапы, иллюстрированные на фиг. 3, не являются ограничивающими, и другие способы и этапы находятся в пределах объема настоящего изобретения, включая способы, имеющие большее или меньшее количество этапов, чем изображено, как понятно из обсуждения в настоящем документе.
Начнем сначала со способов 102, способ 102 сортировки кусков композиционного материала с наполнителем из рубленого волокна включает сброс 106 кусков композиционного материала с наполнителем из рубленого волокна, обнаружение 108 характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, и направление 110 отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются. Этапы 106, 108 и 110 схематично иллюстрированы в отдельных циклах, схематично представляя, что указанные этапы могут быть непрерывными и продолжающимися в течение способа 102 и не обязательно последовательными по порядку.
Характеристики, на которых основано направление 110, могут содержать по меньшей мере одно из следующего: размер, толщина, объем, характеристическое отношение длины к ширине, форма, цвет, ориентация волокон, количество волокон, наличие дефектов, схема расположения волокон, ориентация, отражательная способность, непрозрачность, светопоглощательная способность, геометрия и скорость.
В некоторых способах 102 обнаружение 108 может включать формирование изображения отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как их сбрасывают. В некоторых таких способах формирование изображения может включать формирование изображения с помощью одной или большего количества камер, при необходимости, с помощью по меньшей мере двух камер, расположенных для формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера, и, при необходимости, с помощью по меньшей мере трех камер, расположенных для формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера. В соответствии с дополнительным или альтернативным вариантом осуществления формирование изображения может включать формирование изображения с высокой скоростью, при необходимости со скоростью по меньшей мере 100, 500, 1000, 10000, 17000 или больше изображений в секунду.
В некоторых способах 102 обнаружение также может содержать освещение отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера. Например, освещение может содержать освещение с помощью светового излучения по меньшей мере в одном и, при необходимости, по существу только в одном из следующих спектров: ультрафиолетового, дальней области ультрафиолетового, видимого, инфракрасного и дальней области инфракрасного.
В некоторых способах 102 направление 110 может содержать направление различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как их сбрасывают. Например, различно сконфигурированные потоки газа под давлением могут соответствовать указанной одной или большему количеству обнаруженных характеристик соответствующих отдельных кусков из кусков композиционного материала с наполнителем из рубленого волокна. В соответствии с дополнительным вариантом осуществления различно сконфигурированные потоки газа под давлением могут различаться на основании по меньшей мере одного из следующего: давление, продолжительность, направление, скорость и температура.
В некоторых способах 102 куски композиционного материала с наполнителем из рубленого волокна могут содержать стандартные и/или специально изготовленные куски композиционного материала с наполнителем из рубленого волокна. В соответствии с дополнительным или альтернативным вариантом осуществления куски композиционного материала с наполнителем из рубленого волокна могут содержать фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от способов 102 сортировки и/или способов 104 формования. В некоторых способах 102 куски композиционного материала с наполнителем из рубленого волокна могут содержать в целом равномерное распределение различных характеристик. В других способах 102 куски композиционного материала с наполнителем из рубленого волокна могут содержать в целом неравномерное распределение различных характеристик.
Далее, способ 104 формования усиленной волокнами композиционной структуры включает сброс 106 кусков композиционного материала с наполнителем из рубленого волокна, обнаружение 108 характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, направление 110 отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный участок формы и/или изменение ориентации отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, прессование 112 указанных кусков композиционного материала с наполнителем из рубленого волокна в указанной форме и отверждение 114 спрессованных кусков композиционного материала с наполнителем из рубленого волокна для задания усиленной волокнами композиционной структуры.
В некоторых способах 104 направление 110 может содержать равномерное, случайное и/или псевдослучайное распределение кусков композиционного материала с наполнителем из рубленого волокна в форму в соответствии с характеристиками указанных кусков композиционного материала с наполнителем из рубленого волокна. Другими словами, способ 104 может обеспечивать конкретное распределение различно сконфигурированных кусков композиционного материала с наполнителем из рубленого волокна внутри формы до прессования и отверждения формуемой усиленной волокнами композиционной структуры.
В некоторых способах 104 указанный способ может включать, и/или направление 110 может включать, нагрев отдельных или всех кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как их сбрасывают и направляют в форму. Например, отдельный кусок композиционного материала с наполнителем из рубленого волокна может быть нагрет на основании одной или большего количества обнаруженных характеристик указанного отдельного куска композиционного материала с наполнителем из рубленого волокна, таких как любое из состояния или отверждения, клейкости или липкости указанного отдельного куска композиционного материала с наполнителем из рубленого волокна. В некоторых способах 104 нагрев может быть от потока газа под давлением.
Как и в способах 102, в некоторых способах 104 куски композиционного материала с наполнителем из рубленого волокна могут содержать стандартные и/или специально изготовленные куски композиционного материала с наполнителем из рубленого волокна. В соответствии с дополнительным или альтернативным вариантом осуществления куски композиционного материала с наполнителем из рубленого волокна могут содержать фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанного способа. В некоторых способах 104 куски композиционного материала с наполнителем из рубленого волокна могут содержать в целом равномерное распределение различных характеристик. В других способах 104 куски композиционного материала с наполнителем из рубленого волокна могут содержать в целом неравномерное распределение различных характеристик. В соответствии с дополнительным или альтернативным вариантом осуществления источник кусков композиционного материала с наполнителем из рубленого волокна, использованный в способе 104, может происходить от способа 102 сортировки или быть его результатом.
Иллюстративные неисключительные примеры изобретательского объекта в соответствии с настоящим изобретением описан в следующих пронумерованных параграфах:
А. Система для композиционного материала с наполнителем из рубленого волокна, содержащая:
конвейер, выполненный с возможностью сброса кусков композиционного материала с наполнителем из рубленого волокна;
устройство для формирования изображения, расположенное относительно конвейера и выполненное с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера;
множество приемников, расположенных относительно конвейера;
пневматическое устройство, расположенное относительно конвейера и выполненное с возможностью направления потоков газа под давлением на отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера; и
контроллер, сообщающийся с устройством для формирования изображения и пневматическим устройством, причем контроллер запрограммирован с возможностью побуждения пневматического устройства направлять конкретный поток газа под давлением на соответствующий конкретный кусок композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна и принятых от устройства для формирования изображения, а конкретный поток газа под давлением сконфигурирован с возможностью изменения траектории свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник из указанного множества приемников на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна.
А1. Система по параграфу А, в которой заранее определенные критерии содержат по меньшей мере одно из следующего: размер отдельного куска композиционного материала с наполнителем из рубленого волокна, толщина отдельного куска композиционного материала с наполнителем из рубленого волокна, объем отдельного куска композиционного материала с наполнителем из рубленого волокна, форма отдельного куска композиционного материала с наполнителем из рубленого волокна, характеристическое отношение длины к ширине отдельного куска композиционного материала с наполнителем из рубленого волокна, цвет отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, наличие дефектов в отдельном куске композиционного материала с наполнителем из рубленого волокна, схема расположения волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, количество волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация отдельного куска композиционного материала с наполнителем из рубленого волокна, отражательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, непрозрачность отдельного куска композиционного материала с наполнителем из рубленого волокна, светопоглощательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, геометрия отдельного куска композиционного материала с наполнителем из рубленого волокна и скорость отдельного куска композиционного материала с наполнителем из рубленого волокна.
А2. Система по любому из параграфов А-А1, в которой устройство для формирования изображения содержит одну или большее количество камер, при необходимости, по меньшей мере две камеры, расположенные с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера, и, при необходимости, по меньшей мере три камеры, расположенные с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера.
А2.1. Система по параграфу А2, в которой указанная одна или большее количество камер выполнены с возможностью захвата изображений с высокой скоростью, при необходимости, со скоростью по меньшей мере 100, 500, 1000, 10000 или 17000 изображений в секунду.
A3. Система по любому из параграфов А-А2.1, в которой указанное множество приемников содержит отдельные приемники, связанные по меньшей с одним критерием из указанных заранее определенных критериев для приема кусков композиционного материала с наполнителем из рубленого волокна с помощью соответствующего по меньшей мере одного критерия.
А4. Система по любому из параграфов А-A3, в которой пневматическое устройство выполнено с возможностью выборочного направления различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски композиционного материала с наполнителем из рубленого волокна, причем указанные различно сконфигурированные потоки газа под давлением различаются на основании по меньшей мере одного из следующего: давление, продолжительность, направление, ориентация, положение и скорость.
А4.1. Система по параграфу А4, в которой пневматическое устройство содержит множество сопел.
А4.1.1. Система по параграфу А4.1, в которой каждое сопло выполнено с возможностью направления уникального потока газа под давлением.
А4.1.2. Система по любому из параграфов А4.1-А4.1.1, в которой каждое сопло выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала в один из указанного множества приемников.
А4.1.3. Система по любому из параграфов А4.1-А4.1.2, в которой каждое сопло выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала, имеющих заранее определенную характеристику, причем указанная заранее определенная характеристика соответствует по меньшей мере одному из указанных заранее определенных критериев.
А5. Система по любому из параграфов А-А4.1.3, дополнительно содержащая:
источник света, расположенный относительно конвейера и выполненный с возможностью освещения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера.
А5.1. Система по параграфу А5, в которой источник света выполнен с возможностью испускания светового излучения по меньшей мере в одном и, при необходимости, по существу только в одном из следующих спектров: ультрафиолетового, дальней области ультрафиолетового, видимого, инфракрасного и дальней области инфракрасного.
А6. Система по любому из параграфов А-А5.1, в которой контроллер содержит по меньшей мере один из следующего: электронный контроллер, выделенный контроллер, контроллер специального назначения, персональный компьютер, компьютер специального назначения, беспроводное устройство для осуществления связи с другими устройствами, отображающее устройство, логическое устройство, запоминающее устройство и/или запоминающее устройство, имеющее компьютерочитаемый носитель, выполненный с возможностью хранения выполняемых компьютером инструкций для реализации аспектов систем и/или способов в соответствии с настоящим изобретением.
А7. Система по любому из параграфов А-A6, дополнительно содержащая:
источник кусков композиционного материала с наполнителем из рубленого волокна, расположенный относительно конвейера и выполненный с возможностью распределения кусков композиционного материала с наполнителем из рубленого волокна на конвейере и/или в нем для последовательного сброса посредством этого конвейера.
А7.1. Система по параграфу А7, в которой источник кусков композиционного материала с наполнителем из рубленого волокна содержит стандартные и/или специально изготовленные куски композиционного материала с наполнителем из рубленого волокна.
А7.2. Система по любому из параграфов А7-А7.1, в которой источник кусков композиционного материала с наполнителем из рубленого волокна содержит фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанной системы.
А7.3. Система по любому из параграфов А7-А7.2, в котором источник кусков композиционного материала с наполнителем из рубленого волокна содержит в целом равномерное распределение различных характеристик, причем указанные различные характеристики соответствуют по меньшей мере одному из указанных заранее определенных критериев.
А7.4. Система по любому из параграфов А7-А7.2, в котором источник кусков композиционного материала с наполнителем из рубленого волокна содержит в целом неравномерное распределение различных характеристик, причем указанные различные характеристики соответствуют по меньшей мере одному из указанных заранее определенных критериев.
В. Система для композиционного материала с наполнителем из рубленого волокна, содержащая:
конвейер, выполненный с возможностью сброса кусков композиционного материала с наполнителем из рубленого волокна;
устройство для формирования изображения, расположенное относительно конвейера и выполненное с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера;
форму, расположенную относительно конвейера с возможностью приема кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера;
пневматическое устройство, расположенное относительно конвейера и выполненное с возможностью направления потоков газа под давлением на отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера; и
контроллер, сообщающийся с устройством для формирования изображения и пневматическим устройством, причем контроллер запрограммирован с возможностью побуждения пневматического устройства направлять конкретный поток газа под давлением на соответствующий конкретный кусок композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна и принятых от устройства для формирования изображения, а конкретный поток газа под давлением сконфигурирован с возможностью изменения траектории свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный участок указанной формы и/или изменения ориентации указанного соответствующего куска композиционного материала с наполнителем из рубленого волокна на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна.
В1. Система по параграфу В, в которой указанные заранее определенные критерии содержат по меньшей мере одно из следующего: размер отдельного куска композиционного материала с наполнителем из рубленого волокна, толщина отдельного куска композиционного материала с наполнителем из рубленого волокна, объем отдельного куска композиционного материала с наполнителем из рубленого волокна, форма отдельного куска композиционного материала с наполнителем из рубленого волокна, характеристическое отношение длины к ширине отдельного куска композиционного материала с наполнителем из рубленого волокна, цвет отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, наличие дефектов в отдельном куске композиционного материала с наполнителем из рубленого волокна, схема расположения волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, количество волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация отдельного куска композиционного материала с наполнителем из рубленого волокна, отражательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, непрозрачность отдельного куска композиционного материала с наполнителем из рубленого волокна, светопоглощательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, геометрия отдельного куска композиционного материала с наполнителем из рубленого волокна, скорость отдельного куска композиционного материала с наполнителем из рубленого волокна и состояние отверждения отдельного куска композиционного материала с наполнителем из рубленого волокна.
B2. Система по любому из параграфов В-В1, в которой устройство для формирования изображения содержит одну или большее количество камер, при необходимости, по меньшей мере две камеры, расположенные с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера, и, при необходимости, по меньшей мере три камеры, расположенные с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера.
В2.1. Система по параграфу В2, в которой указанная одна или большее количество камер выполнены с возможностью захвата изображений с высокой скоростью, при необходимости, со скоростью по меньшей мере 100, 500, 1000, 10000 или 17000 изображений в секунду.
B3. Система по любому из параграфов В-В2.1, в которой указанная форма выполнена с возможностью формирования авиакосмического компонента, при необходимости, авиакосмического компонента, не влияющего на работоспособность других компонентов (или второстепенного), и, при необходимости, ответственного (или основного) авиакосмического компонента.
B4. Система по любому из параграфов В-B3, в которой пневматическое устройство выполнено с возможностью выборочного направления различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски композиционного материала с наполнителем из рубленого волокна, причем указанные различно сконфигурированные потоки газа под давлением различаются на основании по меньшей мере одного из следующего: давление, продолжительность, направление, ориентация, положение, скорость и температура.
В4.1. Система по параграфу В4, в которой пневматическое устройство содержит множество сопел.
B4.1.1. Система по параграфу В4.1, в которой каждое сопло выполнено с возможностью направления уникального потока газа под давлением.
B4.1.2. Система по любому из параграфов В4.1-В4.1.1, в которой каждое сопло выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала в один заранее определенный участок указанной формы.
B4.1.3. Система по любому из параграфов В4.1-В4.1.2, в которой каждое сопло выполнено с возможностью направления кусков усиленного рублеными волокнами композиционного материала, имеющих заранее определенную характеристику, причем указанная заранее определенная характеристика соответствует по меньшей мере одному из указанных заранее определенных критериев.
B5. Система по любому из параграфов В-В4.1.3, в которой пневматическое устройство выполнено с возможностью направления потоков газа под давлением на отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера.
B6. Система по любому из параграфов В-В5, дополнительно содержащая:
источник света, выполненный с возможностью освещения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера.
В6.1. Система по параграфу В6, в которой источник света выполнен с возможностью испускания светового излучения по меньшей мере в одном и, при необходимости, по существу только в одном из следующих спектров: ультрафиолетового, дальней области ультрафиолетового, видимого, инфракрасного и дальней области инфракрасного.
B7. Система по любому из параграфов В-В6.1, в которой контроллер содержит по меньшей мере один из следующего: электронный контроллер, выделенный контроллер, контроллер специального назначения, персональный компьютер, компьютер специального назначения, беспроводное устройство для осуществления связи с другими устройствами, отображающее устройство, логическое устройство, запоминающее устройство и/или запоминающее устройство, имеющее компьютерочитаемый носитель, выполненный с возможностью хранения выполняемых компьютером инструкций для реализации аспектов систем и/или способов в соответствии с настоящим изобретением.
B8. Система по любому из параграфов В-В7, в которой контроллер запрограммирован с возможностью побуждения пневматического устройства равномерно, случайно и/или псевдослучайно распределять куски композиционного материала с наполнителем из рубленого волокна в форму в соответствии с характеристиками кусков композиционного материала с наполнителем из рубленого волокна, определенных на основании данных изображения, причем указанные характеристики соответствуют указанным заранее определенным критериям.
В9. Система по любому из параграфов В-В8, в которой контроллер запрограммирован с возможностью побуждения пневматического устройства нагревать конкретный поток газа под давлением на основании указанных заранее определенных критериев.
В10. Система по любому из параграфов В-В9, дополнительно содержащая:
источник кусков композиционного материала с наполнителем из рубленого волокна, расположенный относительно конвейера и выполненный с возможностью распределения кусков композиционного материала с наполнителем из рубленого волокна на конвейере и/или в нем для последовательного сброса с этого конвейера.
В10.1. Система по параграфу В10, в котором источник кусков композиционного материала с наполнителем из рубленого волокна содержит один или большее количество из указанного множества приемников системы по любому из параграфов А-А7.4.
В11. Система по любому из параграфов В-В10.1, в которой указанная система совместно использует компонентные части с системой по любому из параграфов А-А7.4.
В12. Система по любому из параграфов В-В10.1, дополнительно содержащая систему по любому из параграфов А-А7.4.
С. Система по любому из параграфов А-В12, в которой указанная система выполнена с возможностью выполнения способа по любому из параграфов E-G.
D. Применение системы по любому из параграфов А-С, при необходимости, для формирования усиленной волокнами композиционной структуры, при необходимости, авиакосмической структуры.
E. Способ сортировки кусков композиционного материала с наполнителем из рубленого волокна, включающий:
сброс кусков композиционного материала с наполнителем из рубленого волокна;
обнаружение характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются; и
направление отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Е1. Способ по параграфу Е, в котором указанные характеристики содержат по меньшей мере одно из следующего: размер отдельного куска композиционного материала с наполнителем из рубленого волокна, толщина отдельного куска композиционного материала с наполнителем из рубленого волокна, объем отдельного куска композиционного материала с наполнителем из рубленого волокна, форма отдельного куска композиционного материала с наполнителем из рубленого волокна, характеристическое отношение длины к ширине отдельного куска композиционного материала с наполнителем из рубленого волокна, цвет отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, наличие дефектов в отдельном куске композиционного материала с наполнителем из рубленого волокна, схема расположения волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, количество волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация отдельного куска композиционного материала с наполнителем из рубленого волокна, отражательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, непрозрачность отдельного куска композиционного материала с наполнителем из рубленого волокна, светопоглощательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, геометрия отдельного куска композиционного материала с наполнителем из рубленого волокна и скорость отдельного куска композиционного материала с наполнителем из рубленого волокна.
Е2. Способ по любому из параграфов Е-Е1, в котором указанное обнаружение содержит формирование изображения отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Е2.1. Способ по параграфу Е2, в котором формирование изображения включает формирование изображения с помощью одной или большего количества камер, при необходимости, с помощью по меньшей мере двух камер, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера, и, при необходимости, с помощью по меньшей мере трех камер, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера.
Е2.2. Способ по любому из параграфов Е-Е2.1, в котором формирование изображения включает формирование изображения с высокой скоростью, при необходимости, со скоростью по меньшей мере 100, 500, 1000, 10000 или 17000 изображений в секунду.
E3. Способ по любому из параграфов Е-Е2.2, в котором указанное обнаружение содержит освещение кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера.
Е3.1. Способ по параграфу E3, в котором освещение содержит освещение с помощью светового излучения по меньшей мере в одном и, при необходимости, по существу только в одном из следующих спектров: ультрафиолетового, дальней области ультрафиолетового, видимого, инфракрасного и дальней области инфракрасного.
Е4. Способ по любому из параграфов Е-Е3.1, в котором указанное направление содержит направление различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Е4.1. Способ по параграфу Е4, в котором различно сконфигурированные потоки газа под давлением соответствуют указанной одной или большему количеству обнаруженных характеристик соответствующих отдельных кусков из кусков композиционного материала с наполнителем из рубленого волокна.
Е4.2. Способ по любому из параграфов Е4-Е4.1, в котором различно сконфигурированные потоки газа под давлением различаются на основании по меньшей мере одного из следующего: давление, продолжительность, направление и скорость.
Е5. Способ по любому из параграфов Е4-Е4.2, в котором куски композиционного материала с наполнителем из рубленого волокна содержат стандартные и/или специально изготовленные куски композиционного материала с наполнителем из рубленого волокна.
Е6. Способ по любому из параграфов Е4-Е5, в котором куски композиционного материала с наполнителем из рубленого волокна содержат фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанного способа.
Е7. Способ по любому из параграфов Е4-Е6, в котором куски композиционного материала с наполнителем из рубленого волокна содержат в целом равномерное распределение различных характеристик.
Е8. Способ по любому из параграфов Е4-Е6, в котором куски композиционного материала с наполнителем из рубленого волокна содержат в целом неравномерное распределение различных характеристик.
F. Способ формования усиленной волокнами композиционной структуры, включающий:
сброс кусков композиционного материала с наполнителем из рубленого волокна;
обнаружение характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются;
направление отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный участок формы и/или изменение ориентации отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются;
прессование указанных кусков композиционного материала с наполнителем из рубленого волокна в указанной форме; и
отверждение спрессованных кусков композиционного материала с наполнителем из рубленого волокна для задания усиленной волокнами композиционной структуры.
F1. Способ по параграфу F, в котором указанные характеристики содержат по меньшей мере одно из следующего: размер отдельного куска композиционного материала с наполнителем из рубленого волокна, толщина отдельного куска композиционного материала с наполнителем из рубленого волокна, объем отдельного куска композиционного материала с наполнителем из рубленого волокна, форма отдельного куска композиционного материала с наполнителем из рубленого волокна, характеристическое отношение длины к ширине отдельного куска композиционного материала с наполнителем из рубленого волокна, цвет отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, наличие дефектов в отдельном куске композиционного материала с наполнителем из рубленого волокна, схема расположения волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, количество волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация отдельного куска композиционного материала с наполнителем из рубленого волокна, отражательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, непрозрачность отдельного куска композиционного материала с наполнителем из рубленого волокна, светопоглощательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, геометрия отдельного куска композиционного материала с наполнителем из рубленого волокна и скорость отдельного куска композиционного материала с наполнителем из рубленого волокна.
F2. Способ по любому из параграфов F-F1, в котором указанное обнаружение содержит формирование изображения отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как их сбрасывают.
F2.1. Способ по параграфу F2, в котором формирование изображения включает формирование изображения с помощью одной или большего количества камер, при необходимости, с помощью по меньшей мере двух камер, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера, и, при необходимости, с помощью по меньшей мере трех камер, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются с конвейера.
F2.2. Способ по любому из параграфов F-F2.1, в котором формирование изображения включает формирование изображения с высокой скоростью, при необходимости, со скоростью по меньшей мере 100, 500, 1000, 10000 или 17000 изображений в секунду.
F3. Способ по любому из параграфов Е-Е2.2, в котором указанное обнаружение содержит освещение кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера.
F3.1. Способ по параграфу F3, в котором освещение содержит освещение с помощью светового излучения по меньшей мере в одном и, при необходимости, по существу только в одном из следующих спектров: ультрафиолетового, дальней области ультрафиолетового, видимого, инфракрасного и дальней области инфракрасного.
F4. Способ по любому из параграфов F-F3.1, в котором указанное направление содержит направление различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
F4.1. Способ по параграфу F4, в котором различно сконфигурированные потоки газа под давлением соответствуют указанной одной или большему количеству обнаруженных характеристик соответствующих отдельных кусков из кусков композиционного материала с наполнителем из рубленого волокна.
F4.2. Способ по любому из параграфов F-F4.1, в котором различно сконфигурированные потоки газа под давлением различаются на основании по меньшей мере одного из следующего: давление, продолжительность, направление и скорость.
F5. Способ по любому из параграфов F-F4.2, в котором указанное направление содержит равномерное, случайное и/или псевдослучайное распределение кусков композиционного материала с наполнителем из рубленого волокна в форму в соответствии с характеристиками указанных кусков композиционного материала с наполнителем из рубленого волокна.
F6. Способ по любому из параграфов F-F5, дополнительно включающий:
нагрев отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна одновременно с указанным направлением.
F7. Способ по любому из параграфов F-F6, в котором куски композиционного материала с наполнителем из рубленого волокна содержат стандартные и/или специально изготовленные куски композиционного материала с наполнителем из рубленого волокна.
F8. Способ по любому из параграфов F-F7, в котором куски композиционного материала с наполнителем из рубленого волокна содержат фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанного способа.
F9. Способ по любому из параграфов F-F8, в котором куски композиционного материала с наполнителем из рубленого волокна содержат в целом равномерное распределение различных характеристик.
F10. Способ по любому из параграфов F-F8, в котором куски композиционного материала с наполнителем из рубленого волокна содержат в целом неравномерное распределение различных характеристик.
F11. Способ по любому из параграфов F-F10, в котором усиленная волокнами композиционная структура является авиакосмическим компонентом, при необходимости, авиакосмическим компонентом, не влияющем на работоспособность других компонентов (или второстепенным), и, при необходимости, ответственным (или основным) авиакосмическим компонентом.
F12. Способ по любому из параграфов F-F11, дополнительно включающий способ по любому из параграфов Е-Е8.
G. Способ по любому из параграфов E-F12, выполняемых посредством системы по любому из параграфов А-В12.
Как использовано в настоящем документе, термины "выборочно" и "выборочный", когда модифицируют действие, перемещение, конфигурацию или другую деятельность одного или большего количества компонентов или характеристик устройства, означают, что конкретные действие, перемещение, конфигурация или другая деятельность являются прямым или непрямым результатом пользовательской манипуляции аспектом указанного устройства или одного или большего количества его компонентов.
При использовании в настоящем документе термины "приспособлен с возможностью" и "выполнен с возможностью" означают, что элемент, компонент или другой объект сконструирован и/или предназначен для выполнения заданной функции. Таким образом, термины "приспособлен с возможностью" и "выполнен с возможностью" не должен быть истолкован, как означающий, что заданный элемент, компонент или другой объект является просто "способным" к выполнению заданной функции, но что указанный элемент, компонент и/или другой объект специально выбран, создан, реализован, использован, запрограммирован и/или сконструирован с целью выполнения указанной функции. В пределах объема настоящего изобретения также находится, что элементы, компоненты и/или другие изложенные объекты, которые были изложены, как приспособленные с возможностью выполнения конкретной функции, могут дополнительно или альтернативно быть описаны, как выполненные с возможностью выполнения этой функции и наоборот. Аналогично, объект, который был изложен, как выполненный с возможностью выполнения конкретной функции, может быть дополнительно или альтернативно быть описан, как функционирующий с возможностью выполнения этой функции.
Пункт 1. Способ сортировки кусков 14 композиционного материала с наполнителем из рубленого волокна, включающий:
сброс 106 кусков композиционного материала с наполнителем из рубленого волокна;
обнаружение 108 характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются; и
направление 110 отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник 22 на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Пункт 2. Способ по пункту 1, в котором указанные характеристики содержат по меньшей мере одно из следующего: размер отдельного куска композиционного материала с наполнителем из рубленого волокна, толщина отдельного куска композиционного материала с наполнителем из рубленого волокна, объем отдельного куска композиционного материала с наполнителем из рубленого волокна, форма отдельного куска композиционного материала с наполнителем из рубленого волокна, характеристическое отношение длины к ширине отдельного куска композиционного материала с наполнителем из рубленого волокна, цвет отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, наличие дефектов в отдельном куске композиционного материала с наполнителем из рубленого волокна, схема расположения волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, количество волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация отдельного куска композиционного материала с наполнителем из рубленого волокна, отражательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, непрозрачность отдельного куска композиционного материала с наполнителем из рубленого волокна, светопоглощательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, геометрия отдельного куска композиционного материала с наполнителем из рубленого волокна и скорость отдельного куска композиционного материала с наполнителем из рубленого волокна.
Пункт 3. Способ по любому из пунктов 1-2, в котором обнаружение 108 включает формирование изображения отдельных кусков 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, причем формирование изображения включает формирование изображения с помощью по меньшей мере двух камер 30, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются, а также формирование изображения включает формирование изображения со скоростью по меньшей мере 100 изображений в секунду.
Пункт 4. Способ по любому из пунктов 1-3, в котором указанное направление 110 содержит направление различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Пункт 5. Способ по пункту 4, в котором различно сконфигурированные потоки газа под давлением соответствуют указанной одной или большему количеству обнаруженных характеристик соответствующих отдельных кусков из кусков 14 композиционного материала с наполнителем из рубленого волокна.
Пункт 6. Способ по пункту 4, в котором различно сконфигурированные потоки газа под давлением различаются на основании по меньшей мере одного из следующего: давление, продолжительность, направление и скорость.
Пункт 7. Способ по любому из пунктов 1-6, в котором куски 14 композиционного материала с наполнителем из рубленого волокна содержат стандартные куски композиционного материала с наполнителем из рубленого волокна.
Пункт 8. Способ по любому из пунктов 1-6, в котором куски 14 композиционного материала с наполнителем из рубленого волокна содержат фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанного способа.
Пункт 9. Способ формования усиленной волокнами композиционной структуры, включающий:
выполнение способа по пункту 1, причем указанное выполнение в результате дает источник кусков 14 композиционного материала с наполнителем из рубленого волокна;
после указанного выполнения:
сброс 106 кусков композиционного материала с наполнителем из рубленого волокна из указанного источника;
обнаружение 108 характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются;
направление 110 отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный участок формы 40 и/или изменение ориентаций отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются;
прессование 112 указанных кусков композиционного материала с наполнителем из рубленого волокна в указанной форме; и
отверждение 114 спрессованных кусков композиционного материала с наполнителем из рубленого волокна для задания усиленной волокнами композиционной структуры.
Пункт 10. Способ формования усиленной волокнами композиционной структуры, включающий:
сброс 106 кусков 14 композиционного материала с наполнителем из рубленого волокна;
обнаружение 108 характеристик отдельных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются;
направление 110 отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в заранее определенный участок формы 40 и/или изменение ориентаций отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна на основании одной или большего количества обнаруженных характеристик соответствующих отдельных кусков из указанных кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются;
прессование 112 указанных кусков композиционного материала с наполнителем из рубленого волокна в указанной форме; и
отверждение 114 спрессованных кусков композиционного материала с наполнителем из рубленого волокна для задания усиленной волокнами композиционной структуры.
Пункт 11. Способ по пункту 10, в котором указанные характеристики содержат по меньшей мере одно из следующего: размер отдельного куска 14 композиционного материала с наполнителем из рубленого волокна, толщина отдельного куска композиционного материала с наполнителем из рубленого волокна, объем отдельного куска композиционного материала с наполнителем из рубленого волокна, форма отдельного куска композиционного материала с наполнителем из рубленого волокна, характеристическое отношение длины к ширине отдельного куска композиционного материала с наполнителем из рубленого волокна, цвет отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, наличие дефектов в отдельном куске композиционного материала с наполнителем из рубленого волокна, схема расположения волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, количество волокон внутри отдельного куска композиционного материала с наполнителем из рубленого волокна, ориентация отдельного куска композиционного материала с наполнителем из рубленого волокна, отражательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, непрозрачность отдельного куска композиционного материала с наполнителем из рубленого волокна, светопоглощательная способность отдельного куска композиционного материала с наполнителем из рубленого волокна, геометрия отдельного куска композиционного материала с наполнителем из рубленого волокна и скорость отдельного куска композиционного материала с наполнителем из рубленого волокна.
Пункт 12. Способ по любому из пунктов 10-11, в котором обнаружение 108 включает формирование изображения отдельных кусков 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются, причем формирование изображения включает формирование изображения с помощью по меньшей мере двух камер 30, расположенных с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна под различными углами в то время, как они сбрасываются, а также формирование изображения включает формирование изображения со скоростью по меньшей мере 100 изображений в секунду.
Пункт 13. Способ по любому из пунктов 10-12, в котором указанное направление 110 содержит направление различно сконфигурированных потоков газа под давлением на соответствующие отдельные куски 14 композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются.
Пункт 14. Способ по пункту 13, в котором различно сконфигурированные потоки газа под давлением соответствуют указанной одной или большему количеству обнаруженных характеристик соответствующих отдельных кусков из кусков 14 композиционного материала с наполнителем из рубленого волокна.
Пункт 15. Способ по пункту 13, в котором различно сконфигурированные потоки газа под давлением различаются на основании по меньшей мере одного из следующего: давление, продолжительность, направление и скорость.
Пункт 16. Способ по любому из пунктов 10-15, в котором куски 14 композиционного материала с наполнителем из рубленого волокна содержат стандартные куски композиционного материала с наполнителем из рубленого волокна.
Пункт 17. Способ по любому из пунктов 10-15, в котором куски 14 композиционного материала с наполнителем из рубленого волокна содержат фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанного способа.
Пункт 18. Способ по любому из пунктов 10-17, в котором усиленная волокнами композиционная структура является авиакосмическим компонентом.
Пункт 19. Система 10 для композиционного материала с наполнителем из рубленого волокна, содержащая:
конвейер 18, выполненный с возможностью сброса кусков композиционного материала с наполнителем из рубленого волокна;
устройство 20 для формирования изображения, расположенное относительно конвейера и выполненное с возможностью формирования изображения кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера;
одно из следующего:
множество приемников 22, расположенных относительно конвейера, или
форму 40, расположенной относительно конвейера с возможностью приема кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера;
пневматическое устройство 24, расположенное относительно конвейера и выполненное с возможностью направления потоков газа под давлением на отдельные куски композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера; и
контроллер 26, сообщающийся с устройством для формирования изображения и пневматическим устройством, причем контроллер запрограммирован с возможностью побуждения пневматического устройства направлять конкретный поток газа под давлением на соответствующий конкретный кусок композиционного материала с наполнителем из рубленого волокна в то время, как он сбрасывается с конвейера, на основании данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна и принятых от устройства для формирования изображения, и при этом либо:
конкретный поток газа под давлением сконфигурирован с возможностью изменения траектории свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный приемник из указанного множества приемников на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна; либо
конкретный поток газа под давлением выполнен с возможностью изменения траектории свободного падения указанного соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна в заранее определенный участок указанной формы и/или изменения ориентации соответствующего конкретного куска композиционного материала с наполнителем из рубленого волокна на основании заранее определенных критериев, определенных из данных изображения, связанных с указанным соответствующим конкретным куском композиционного материала с наполнителем из рубленого волокна.
Пункт 20. Система по пункту 19, дополнительно содержащая:
источник 36 кусков 14 композиционного материала с наполнителем из рубленого волокна, расположенный относительно конвейера 18 и выполненный с возможностью распределения кусков композиционного материала с наполнителем из рубленого волокна на конвейере и/или в нем для последовательного сброса с этого конвейера, причем указанный источник кусков композиционного материала с наполнителем из рубленого волокна содержит фрагменты усиленных волокнами композиционных структур, которые являются результатом изготовительных операций, отличных от указанной системы.
Различные раскрытые элементы устройств и этапы способов, раскрытых в настоящем документе, не требуются для всех устройств и способов в соответствии с настоящим изобретением, а настоящее изобретение содержит все новые и неочевидные комбинации и подкомбинации вариантов и этапов, раскрытых в настоящем документе. Кроме того, один или большее количество из указанных различных элементов и этапов, раскрытых в настоящем документе, могут задавать независимые объекты изобретения, которые являются отдельными и обособленными от всех раскрытых устройств или способов. Соответственно, не требуется, чтобы такой объект изобретения был связан с конкретными устройствами и способами, которые ясно раскрыты в настоящем документе, и такой объект изобретения может найти применимость в устройствах и/или способах, которые не раскрыты ясно в настоящем документе.
Реферат
Изобретение относится к способу сортировки кусков композиционного материала с наполнителем из рубленого волокна, способу формования усиленной волокнами композиционной структуры, системе для композиционного материала с наполнителем из рубленого волокна. Технический результат: раскрыты улучшенные системы и способы для композиционного материала с наполнителем из рубленого волокна. Системы для формования содержат конвейер, устройство для формирования изображения, форму, пневматическое устройство и контроллер. Контроллер направляет пневматическое устройство для изменения траектории свободного падения кусков композиционного материала с наполнителем из рубленого волокна на основании характеристик этих кусков композиционного материала с наполнителем из рубленого волокна в то время, как они сбрасываются с конвейера в приемник или форму. Способы сортировки и формования включают сброс кусков композиционного материала с наполнителем из рубленого волокна, обнаружение характеристик сбрасываемых кусков и направление указанных кусков на основании обнаруженных характеристик. 3 н. и 14 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ первичной переработки отходов, по меньшей мере частично содержащих вторично используемое сырье
Комментарии