Устройство и способ сортировки досок - RU2416471C2
Код документа: RU2416471C2
Чертежи
Описание
Объектом изобретения являются устройство и способ сортировки досок, или, точнее, сортировочная линия с подающим транспортером для механической и/или ручной рассортировки досок с циркуляции, вследствие чего доски движутся с высокой скоростью; параметры и критерии соответственно определяются заранее, и поэтому доски, рассортированные таким образом, выводятся из циркуляции в местах, предназначенных для этой цели, тогда как другие доски перенаправляются и соответственно движутся к другим транспортерам, линиям и зонам складирования.
В соответствии с международной патентной классификацией это изобретение относится к подклассам В07С 3/00 и В07С 5/00, а кроме того, к подклассам B65G 47/52, B65H 29/58, B65H 29/68.
Техническая задача, решаемая этим изобретением, состоит в разработке такой конструкции устройства, которая позволит проводить процедуру автоматической рассортировки и соответствующего разделения уже обработанных досок на основании параметров, определенных заранее, например, на основании нечетного или четного количества, и т.д., вследствие чего доски будут рассортировываться в местах, определенных для этой цели; в то же время окажется возможной ручная рассортировка досок ввиду их качества или некоторого другого дополнительно выбираемого критерия, соответствие которому можно определить визуально; это будет проводиться при высокой скорости движения большого количества досок в месте ввода в устройство и во время их движения через устройство или по устройству.
Существуют несколько довольно схожих решений для сортировки материалов и предметов разных типов соответственно. Из документа ЕР 1055461 известно устройство для сортировки плоских, гибких или жестких предметов. Эти предметы движутся на транспортере, который контактирует с вращающимися цилиндрами, встроенными в осциллирующие рычаги с возможностью перемещения. Когда предмет прибывает к некоторому поднятому цилиндру, он проскальзывает в канал под этим цилиндром. Каждому цилиндру принадлежит один канал, вследствие чего оказывается возможной рассортировка предметов в выбираемые каналы. Это решение нельзя использовать для сортировки большого количества более длинных заготовок, например досок, которые движутся с высокой скоростью.
Другое решение известно из документа DE 1453313, а основано оно на системе транспортеров. Заготовка движется на линейном транспортере к транспортеру, который находится над линейным транспортером. Когда заготовка попадает под этот транспортер, она имеет два варианта в зависимости от положения заслонки перед заготовкой. Если заслонка находится в поднятом положении, заготовка падает на транспортер, расположенный ниже, вследствие чего она отделяется от потока заготовок. Если заслонка располагается горизонтально, то заготовка продолжает движение по тому же самому линейному транспортеру. Это решение не подходит для сортировки большего количества более длинных заготовок, например, досок, которые движутся с высокой скоростью.
Следующее известное решение, связанное с сортировочным устройством, известно из документа PCT/WO 2005/003003. Предметы разных форм движутся на транспортере, над которым на некоторых расстояниях размещены подвижные заслонки. В какие из каналов будет рассортирован отдельный предмет - зависит от положения отдельных заслонок. Это решение не подходит для сортировки большего количества более длинных заготовок, например, досок, которые движутся с высокой скоростью.
Из документа АТ 296155 известно устройство для сортировки древесины; это устройство состоит из неподвижных и перемещаемых транспортеров, соответствующих регулируемых заслонок и сборников. На одном неподвижном транспортере движется связка древесных заготовок, которые затем рассортировываются одна за другой посредством подвижного рычага, который направляет их на один из соответствующих перемещаемых транспортеров. В какой из сборников упадет отдельная заготовка зависит от положения отдельных заслонок. Слабое место и недостаток этого известного решения заключается в том, что оно является очень сложным и не гарантирует сортировку более длинных заготовок, например, досок, которые движутся с высокой скоростью.
Из документа US 3791518 известен сортировочный транспортер, который предназначен для сортировки круглых заготовок, поступающих на червячном транспортере в подходящий соответствующий канал, который является частью устройства. С этой целью используются регулируемые обшивки на роликовых опорах. Это решение не подходит для сортировки большего количества более длинных заготовок, например, досок, которые движутся с высокой скоростью.
Из документа АТ 408082 известно устройство для сортировки отдельных заготовок из связки или пакета, которая или который движется на транспортере. В предпочтительном варианте сущность заключается в отделении последней доски в пакете вертикально стоящих досок в отведенном для этого месте. Слабое место и недостаток известного решения заключается в том, что оно является очень сложным и не обеспечивает сортировку досок на основании визуальных критериев, например, качества или дефектов, поскольку невозможно рассмотреть каждую доску из-за того, что они находятся в пакете. Помимо этого, его недостаток заключается в том, что рассортировку досок можно осуществлять лишь в одном и том же месте и в одном и том же направлении. Кроме того, это решение не дает возможности сортировать большее количество досок, которые движутся с высокой скоростью.
Общая характеристика описанных известных решений заключатся в том, что все они предусматривают наличие заслонок различных конструкций, функция которых состоит в перенаправлении предметов с транспортера в различные каналы, которые отделены друг от друга. Задача, остающаяся нерешенной, связана главным образом с тем, что эти решения можно использовать только для автоматической сортировки и отделения соответственно более коротких - в предпочтительном варианте - предметов, которые, как правило, движутся с низкой скоростью, вследствие чего появляется возможность сортировать только меньшее количество предметов в пределах определенной единицы времени.
В соответствии с изобретением задача решается с помощью устройства и способа автоматической и ручной сортировки большего количества досок, предпочтительно - одинаковой длины, которые движутся с высокой скоростью; устройство состоит из воплощаемого по выбору количества сортировочных линий, состоящих из тормозящего транспортера, входного транспортера и сортировочных транспортеров с регулируемыми бесконечными транспортерными цепями и соответствующими толкающими рычагами и толкающими цилиндрами, вследствие чего между продольными сортировочными линиями и под ними расположены поперечные транспортеры для транспортировки отделенных досок к другим линиям или другим зонам складирования. Более подробное описание изобретения будет приведено в связи с предпочтительным примером осуществления и чертежами, на которых показано следующее:
фиг.1 - устройство в соответствии с изобретением на виде в плане;
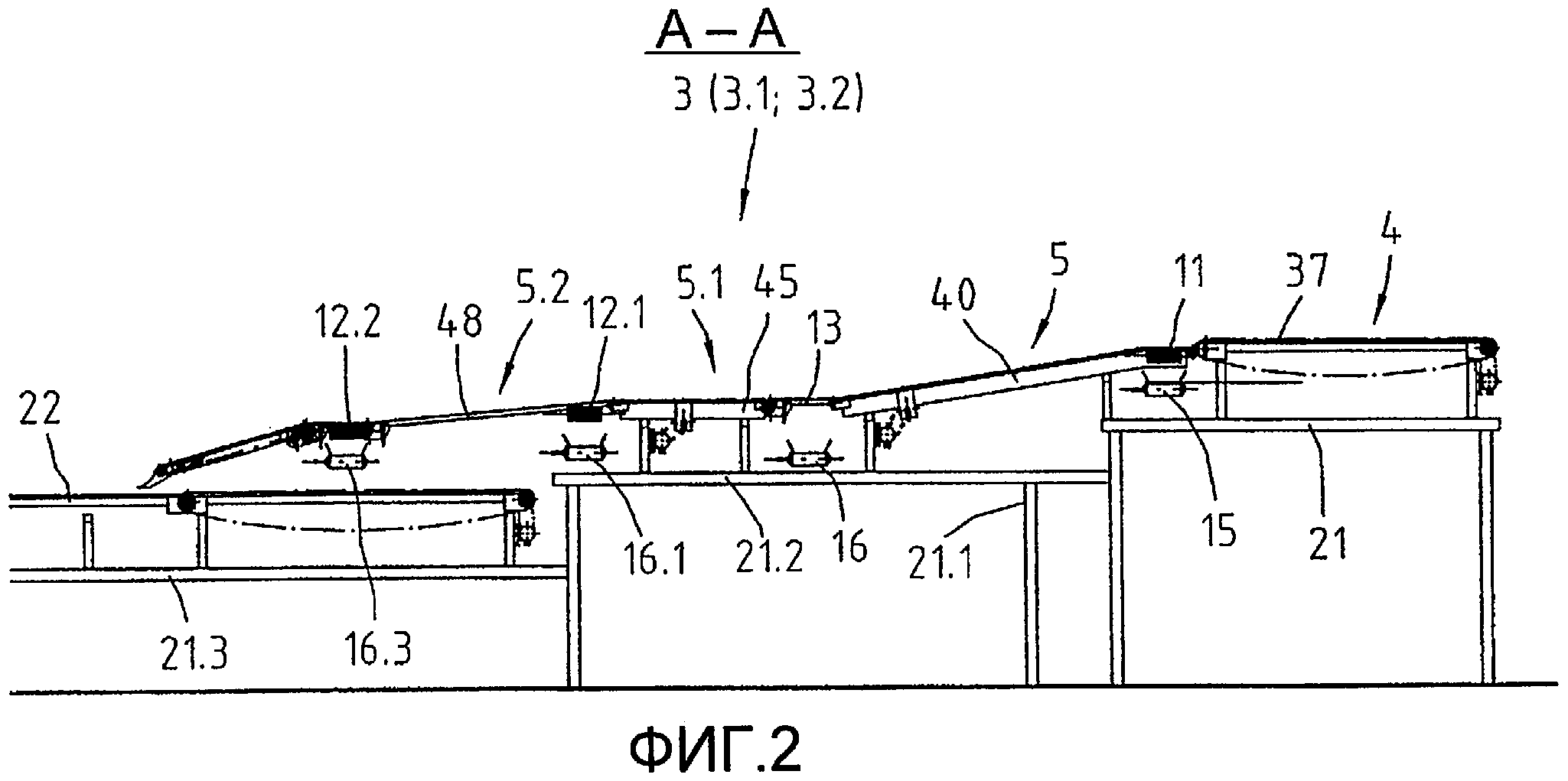
фиг.2 - сортировочная линия на виде сбоку и в продольном сечении А-А;
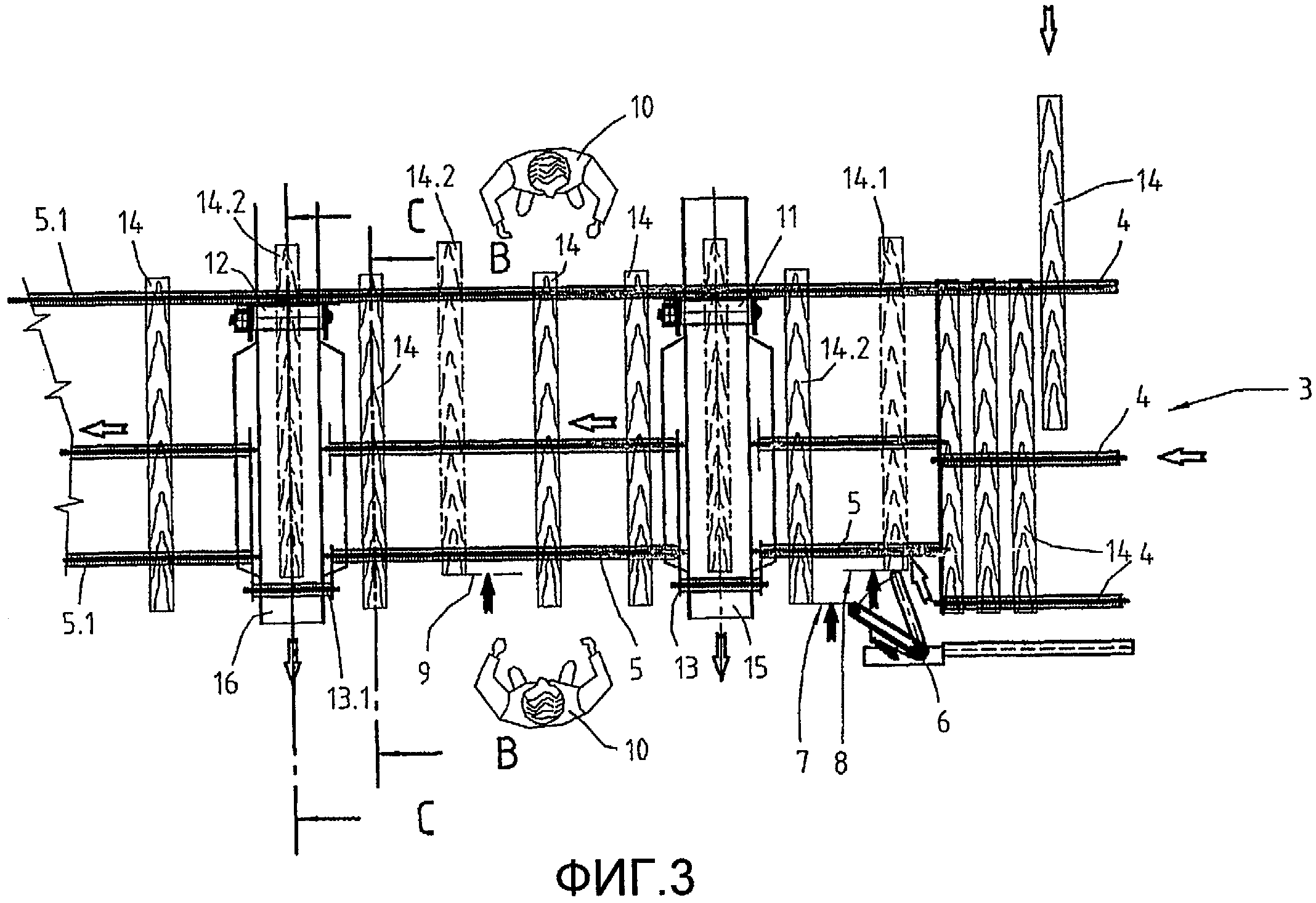
фиг.3 - детализация переходной зоны между входным транспортером и сортировочным транспортером на виде в плане;
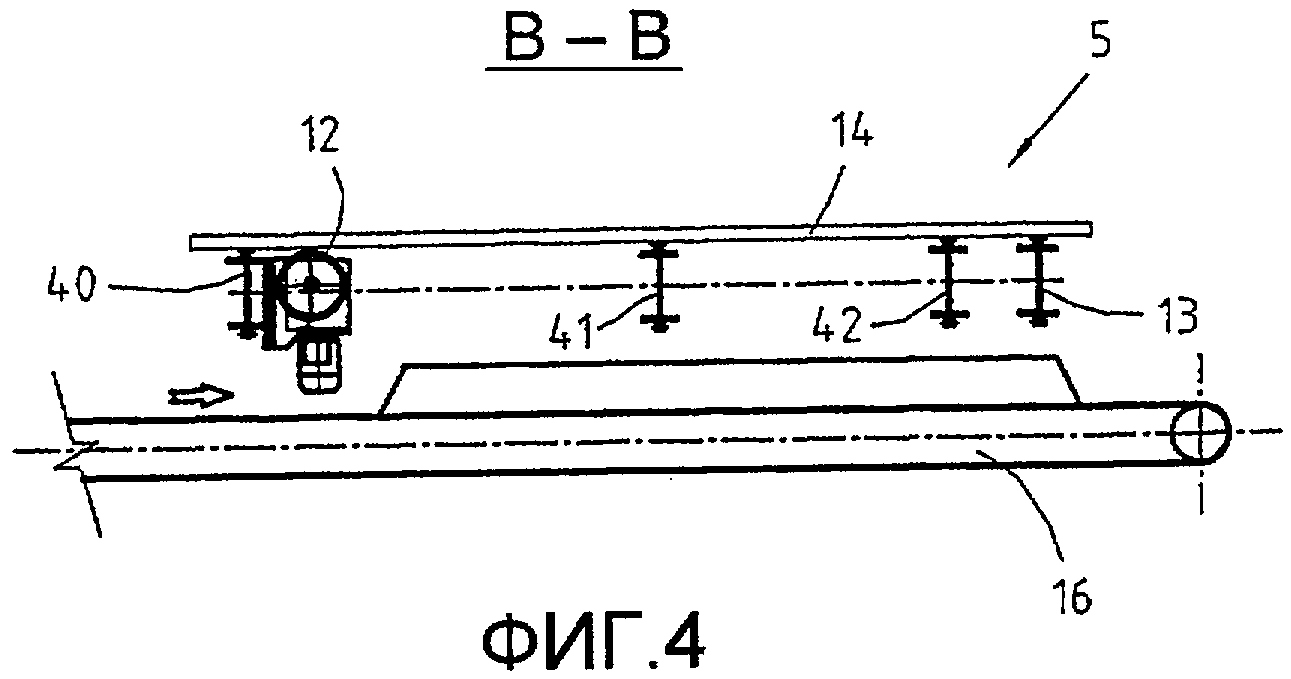
фиг.4 - сортировочный транспортер в поперечном сечении В-В со схематическим представлением положения, в котором по этому транспортеру движется доска;
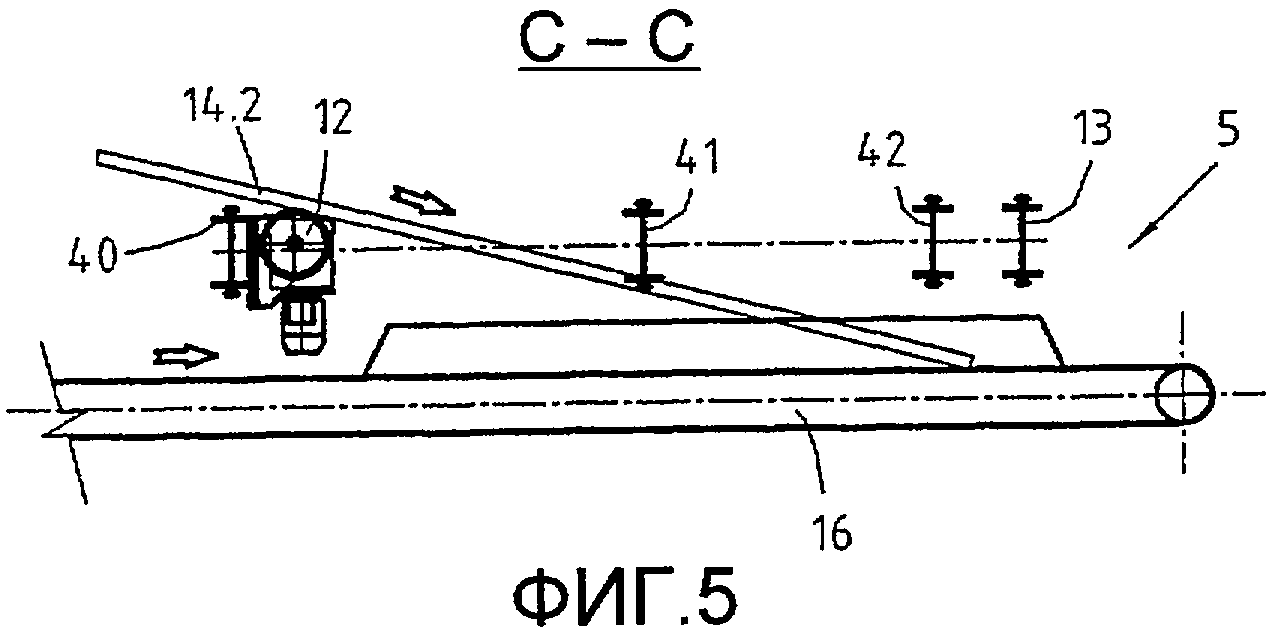
фиг.5 - сортировочный транспортер в поперечном сечении С-С со схематическим представлением удаления рассортированной доски перед тем, как эта доска падает на соответствующий поперечный транспортер;
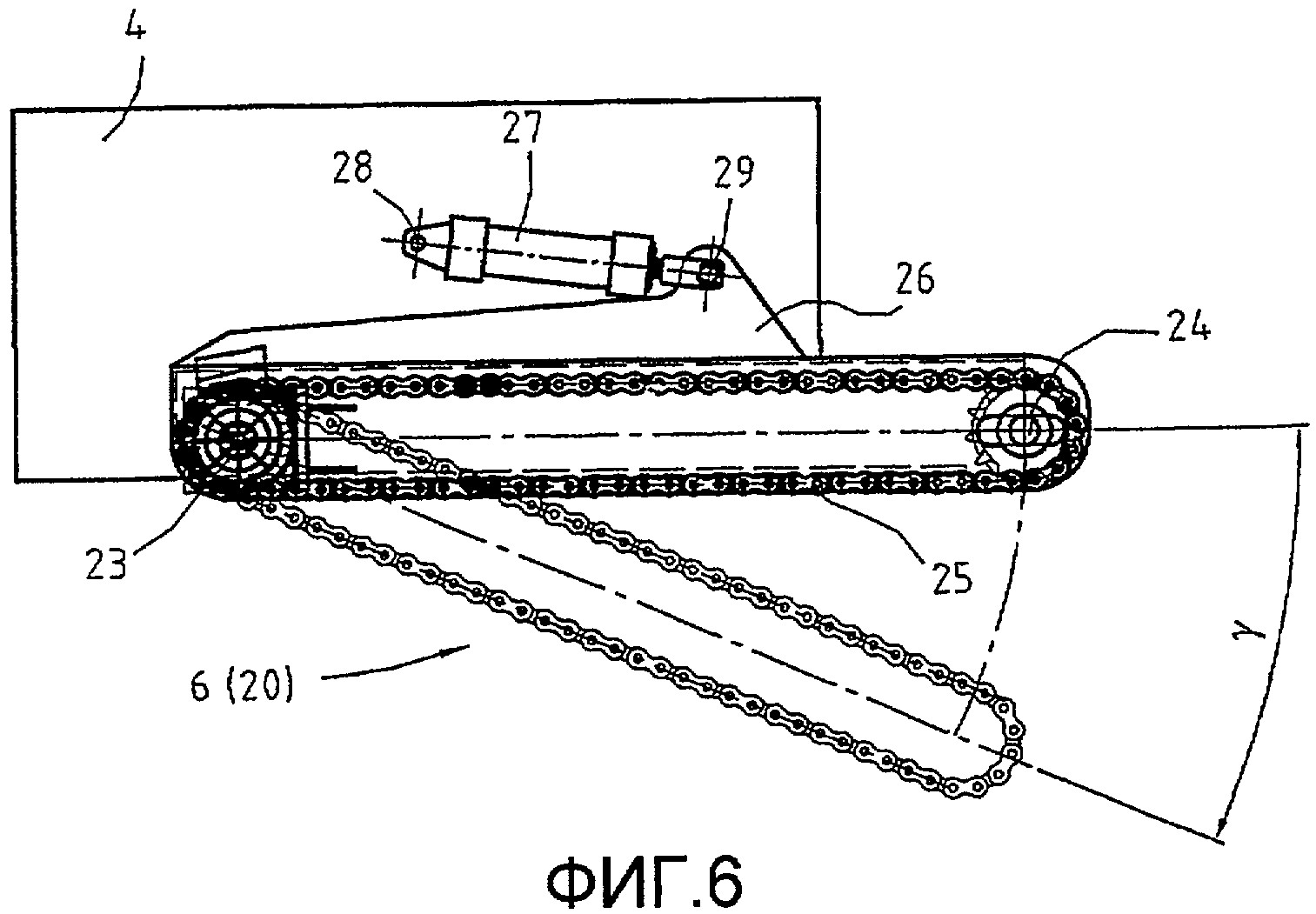
фиг.6 - детализация автоматического ходового рычага на виде в плане;
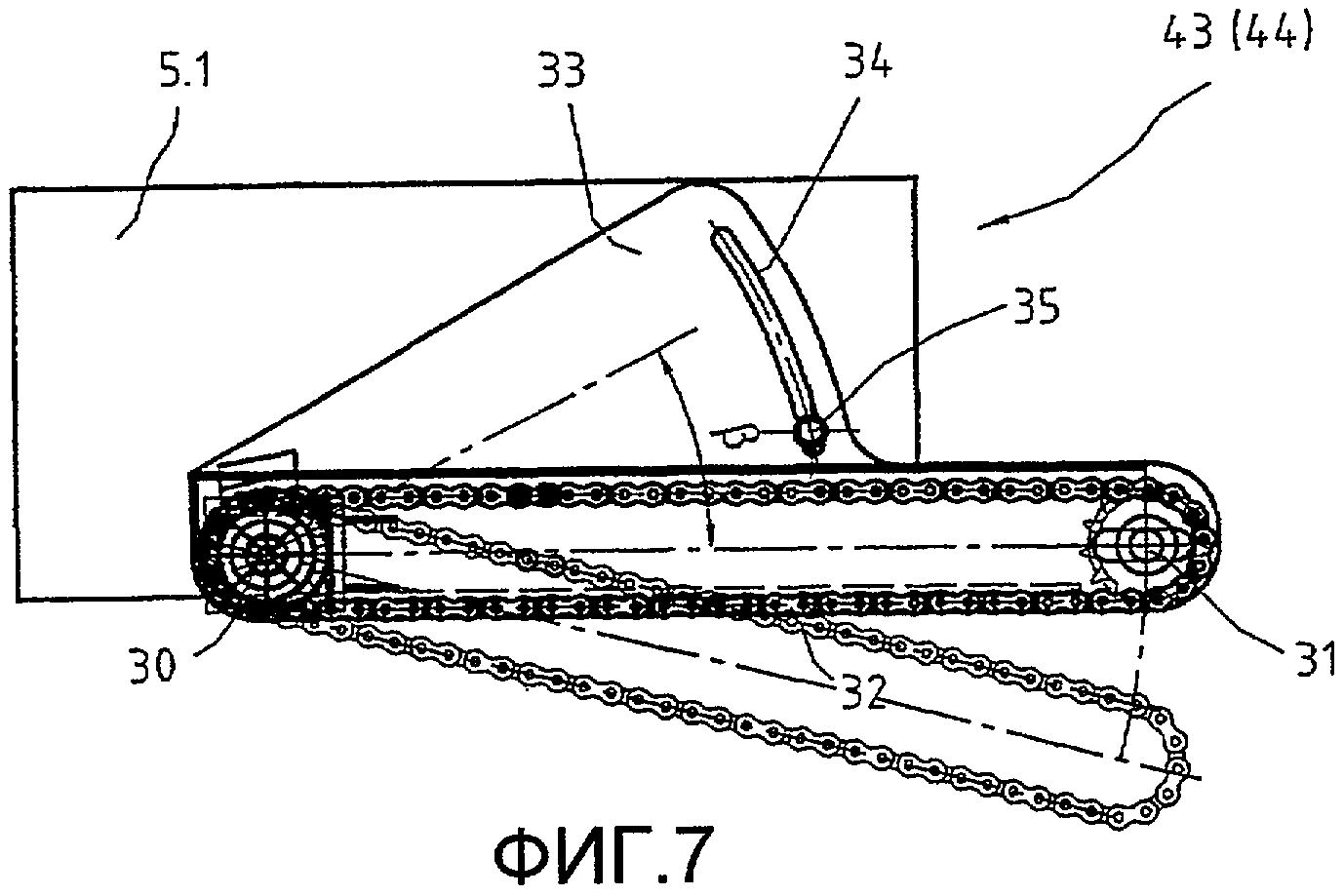
на фиг.7 - детализация выравнивающего рычага на виде в плане.
В примере осуществления согласно фиг.1 устройство для сортировки досок состоит из узла сортировочной линии 3 с двумя тормозящими транспортерами 2 и 18 и узла дополнительной сортировочной линии 3.1 с сортировочными транспортерами 17 и 19. Между сортировочными линиями 3 и 3.1 размещены промежуточные поперечные транспортеры 15, 16, 16.1, 16.3-16.n. В некотором другом примере осуществления устройство, соответствующее изобретению, может состоять лишь из одной из сортировочных линий - 3 или 3.1, или большего количества сортировочных линий 3, 3.1-3.n, которые предпочтительно параллельны друг другу и находятся на небольшом расстоянии друг от друга.
Перед входом на сортировочную линию 3 и у ее входного транспортера 4 соответственно находится тормозящий транспортер 2, а перед ним - подающий транспортер 1. Тормозящий транспортер 2 и подающий транспортер 1 расположены таким образом, что их продольные оси образуют устанавливаемый по выбору внутренний угол α, величина которого зависит от скорости ввода досок 14, а также от их длины и ширины. Тормозящий транспортер 2 имеет регулируемую двухпозиционную заслонку 36, находящуюся над зоной транспортера. Промежуток и радиальный угол соответственно между двумя положениями можно определять по выбору, в зависимости от заранее определенного угла α и скорости движения вводимых досок 14.
Как уже описывалось, сортировочная линия 3 расположена на выходной стороне тормозящего транспортера 2 и вдоль него, так что их продольные оси охватывают взаимный внутренний угол, который определятся по выбору и предпочтительно меньше угла 90° или равен ему.
В связи с вышеописанным примером осуществления следует отметить, что сортировочная линия 3, если смотреть в том направлении, в каком движутся доски 14, состоит из входного транспортера 4, сортировочных транспортеров 5, 5.1 и 5.2 и поперечных транспортеров 15, 16, 16.1, 16.3, а также и соответствующих тормозящих транспортеров 17, 18, 19. Это показано на фиг.1.
Как правило, входной транспортер 4 и сортировочные транспортеры 5, 5.1 и 5.2 расположены один за другим или один после другого соответственно, так что они располагаются последовательно вдоль большей оси сортировочной линии 3, вследствие чего они гарантируют плавный поток досок 14 и - в некоторый момент позже - автоматически рассортированные доски 14.1 и вручную рассортированные доски 14.2 на сортировочный линии 3.
Вдоль входного транспортера 4 бесконечные транспортерные цепи 37, 38 и 39 расположены параллельно друг другу на определяемом по выбору расстоянии друг от друга и прикреплены к каркасу 21. К входному транспортеру 4 или к одной из его сторон - непосредственно перед концом входного транспортера 4-прикреплен толкающий рычаг 6, который воплощает ходовое движение, обычно осуществляемое автоматически.
Вдоль сортировочного транспортера 5 бесконечные транспортерные цепи 40, 41 и 42 расположены параллельно друг другу на определяемом по выбору расстоянии друг от друга и прикреплены к каркасу 21.1. Транспортерная цепь 40 крепится к каркасу 21.1 с возможностью перемещения таким образом, что ее можно перемещать горизонтально в поперечном направлении, тогда как транспортерные цепи 41 и 42, как правило, прикреплены к каркасу 21.1 неподвижно. То же самое можно сказать о бесконечных транспортерных цепях 45, 46 и 47, которые расположены вдоль сортировочного транспортера 5.1. Они тоже расположены параллельно друг другу на определяемом по выбору расстоянии друг от друга и прикреплены к каркасу 21.2 таким образом, что возникает возможность горизонтального перемещения транспортерной цепи 45 в поперечном направлении, тогда как транспортерные цепи 46 и 47, как правило, закреплены неподвижно. То же самое можно сказать о бесконечных транспортерных цепях 48, 49 и 50, которые расположены вдоль сортировочного транспортера 5.2 параллельно, вследствие чего бесконечная транспортерная цепь 48 получает возможность горизонтального перемещения в поперечном направлении. В конце сортировочного транспортера 5.1 и на его стороне располагается выравнивающий рычаг 43.
Выходной транспортер 22 также имеет несколько параллельно расположенных бесконечных транспортерных цепей, которые, однако, специально отмечены не будут.
Рассматривая конструкцию всей сортировочной лини 3, отмечаем, что, как правило, все бесконечные транспортерные цепи 37, 38, 39, 40, 41, 42, 45, 46, 47 находятся в одной и той же горизонтальной плоскости, которая располагается несколько выше толкающих цилиндров 11, 12, 12.1, 12.2, 12.n. Кроме того, как правило, в пределах сортировочной линии 3 перемещаемые бесконечные транспортерные цепи 40, 45 и 48 расположены или отрегулированы таким образом, что они располагаются последовательно и одна за другой точно на одной и той же продольной прямой линии. Это означает, что расстояние между транспортерной цепью 45 и соседней с ней транспортерной цепью 46 оказывается точно таким же, как расстояние между транспортерной цепью 40 и транспортерной цепью 41 и расстояние между транспортерной цепью 48 и транспортерной цепью 49. Это одинаковое расстояние можно определять по выбору, и оно зависит от длины досок 14, которые поступают с подающего транспортера 1 и по тормозящему транспортеру 2 на сортировочную линию 3; регулирование этого унифицированного расстояния гарантируется горизонтальностью и конструкцией бесконечных транспортерных лент 40, 45 и 48, выполненной с возможностью перемещения в поперечном направлении.
В связи с примером осуществления согласно фиг.1 поперечный транспортер 15 располагается в переходной зоне между входным транспортером 4 и сортировочным транспортером 5, поперечный транспортер 16 располагается между сортировочными транспортерами 5 и 5.1, поперечный транспортер 16.1 располагается между сортировочными транспортерами 5.1 и 5.2, а поперечный транспортер 16.3 располагается между сортировочным транспортером 5.2 и выходным транспортером 22. Поперечные транспортеры 15, 16, 16.1 и 16.3 располагаются несколько ниже уровня плоскости сортировочных транспортеров 5, 5.1 и 5.2. Это представлено на фиг.1 и фиг.2. В связи с некоторым другим примером осуществления отметим, что они могут также иметь другую конструкцию.
В зоне над поперечным транспортером 15 расположены толкающий цилиндр 11 и бесконечная поточная цепь 13, каждый из этих компонентов - на своей стороне сортировочного транспортера 5 и в одной и той же плоскости. Над поперечным транспортером 16 расположены толкающий цилиндр 12 и бесконечная поточная цепь 13.1, каждый из этих компонентов - на своей стороне сортировочного транспортера 5.1 и в одной и той же плоскости. Над поперечным транспортером 16.1 расположены толкающий цилиндр 12.1 и бесконечная поточная цепь 13.2, каждый из этих компонентов - на своей стороне сортировочного транспортера 5.2 и в одной и той же плоскости, тогда как над поперечным транспортером 16.3 расположены толкающий цилиндр 12.2 и бесконечная поточная цепь 13.3. Таким образом, можно сказать, что бесконечные поточные цепи 13, 13.1, 13.2, 13.3 можно располагать на любой стороне сортировочной линии 3. В этом примере осуществления бесконечная поточная цепь 13 располагается у соседней бесконечной транспортерной цепи 42 и между линиями 8 и 9, тогда как бесконечная поточная цепь 13.1 располагается у бесконечных транспортерных цепей 42 и 45 соответственно; кроме того, бесконечная поточная цепь 13.2 располагается у бесконечных транспортерных цепей 47 и 50 соответственно, а бесконечная поточная цепь 13.3 располагается у бесконечной транспортерной цепи 50. В некотором другом примере осуществления бесконечные поточные цепи 13, 13.1, 13.2, 13.3 могут быть размещены и установлены по-другому.
Как правило, бесконечные поточные цепи 13, 13.1, 13.2, 13.3 немного короче, чем бесконечные транспортерные цепи 37, 38, 39, а также чем бесконечные транспортерные цепи 40, 41, 41, а также 45, 46, 47 и 48, 49, 50.
Кроме того, также можно сказать, что толкающие цилиндры 11, 12, 12.1 и 12.2, как правило, располагаются несколько ниже уровня рабочих поверхностей соответствующих, т.е. соседних бесконечных транспортерных цепей 40, 42, 45, 48. Вышеописанные компоненты представлены на фиг.1 и фиг.2, а частично - также на фиг.3.
Уже упоминавшиеся поперечные транспортеры 15, 16, 16.1, 16.2 и 16.3 расположены под определяемым по выбору, предпочтительно - прямым углом к продольной оси сортировочной линии 3, а значит и к продольной оси вышеупомянутых соединений ее компонентов; таким образом, они соединяют сквозным образом соответствующие соединения основной сортировочной линии 3 с соответствующими соединениями дополнительной сортировочной линии 3.1, которая параллельна сортировочной линии 3. Как уже упоминалось, устройство, соответствующее изобретению может - в некотором другом примере осуществления - содержать определяемое по выбору количество сортировочных линий 3, 3.1 и/или 3.n, а также определяемое по выбору количество соответствующих поперечных транспортеров 15, 16, 16.1, 16.3 и/или 16.n, которые обслуживаются с одной стороны или с другой стороны определяемым по выбору количеством рабочих 10.
В примере осуществления согласно фиг.1 и фиг.2, по меньшей мере, один ходовой толкающий рычаг 6 расположен на продольной стороне входного транспортера 4 сортировочной линии 3, тогда как, по меньшей мере, один ходовой толкающий рычаг 43 расположен на продольной стороне входного транспортера 5.2. В связи с некоторым другим примером осуществления можно сказать, что входной транспортер 4 и сортировочные транспортеры 5, 5.1, 5.2 и 5.n могут быть оснащены определяемым по выбору количеством ходовых толкающих рычагов 6-6.n и определяемым по выбору количеством выравнивающих рычагов 43-43.n соответственно, которые крепятся к ним, по меньшей мере, с одной стороны или с обеих сторон. Крепеж, который может иметь определяемую по выбору конструкцию, должен гарантировать их движение вокруг точки опоры рычага. Ходовой толкающий рычаг представлен на фиг.6.
За входным транспортером 4 сортировочной линии 3 в направлении движения досок 14 и автоматически рассортированных досок 14.1 соответственно расположен сортировочный транспортер 5, который имеет на своем входе толкающий цилиндр 11 с приводом, расположенным на одной продольной оси таким образом, что он может совершать поворот, тогда как напротив сортировочного транспортера 5 расположена бесконечная поточная цепь 13, которая соединяет входной транспортер 4 с сортировочным транспортером 5. Продольная ось толкающего цилиндра 11 параллельно продольной оси сортировочной линии 3 и сортировочного транспортера 5 соответственно. Привод толкающего цилиндра 11 специально не обозначен, поскольку это обычный привод соответствующей конструкции. Несколько ниже толкающего цилиндра 11 и бесконечной поточной цепи 13 находится поперечный транспортер 15, который предпочтительно располагается перпендикулярно продольной оси сортировочного транспортера 5 и который имеет определяемые по выбору конструкцию и длину.
На противоположном конце сортировочного транспортера 5 к линии, находящейся на его противоположной стороне, прикреплен перемещаемый толкающий цилиндр 12; под толкающим цилиндром 12 расположен поперечный транспортер 16, предпочтительно - под прямым углом к продольной оси сортировочной линии 3 и сортировочного транспортера 5 соответственно. Напротив толкающего цилиндра 12 расположена бесконечная поточная цепь 13.1, которая соединяет сортировочные транспортеры 5 и 5.1.
За входным транспортером 5 располагается сортировочный транспортер 5.1, под которым находится поперечный транспортер 16.1, а над ним располагаются выполненный с возможностью поворотного перемещения толкающий цилиндр 12.1 и бесконечная поточная цепь 13.2, причем каждый из этих компонентов находится на предназначенной для него стороне и между сортировочными транспортерами 5 и 5.1.
За входным транспортером 5.1 располагается сортировочный транспортер 5.2, под которым находится поперечный транспортер 16.3, а над ним располагаются выполненный с возможностью поворотного перемещения толкающий цилиндр 12.2 и бесконечная поточная цепь 13.3, причем каждый из этих компонентов находится на предназначенной для него стороне и между сортировочными транспортерами 5.1 и 5.2.
По вышеописанным причинам можно сказать, что расстояние между толкающими цилиндрами 11, 12, 12.1 и 12.2 и до принадлежащих им бесконечных поточных цепей 13, 13.1, 13.2 и 13.3, которые расположены напротив них, оказывается, как правило, короче, чем длина досок 14, которые сортируются и рассортировываются соответственно на сортировочной линии 3. То же самое можно сказать обо всех остальных сортировочных линиях 3.1-3.n.
Как очевидно из фиг.1, в конце сортировочного транспортера 5.2 - на его стороне - находится выравнивающий рычаг 43; этот выравнивающий рычаг 43 представлен на фиг.7.
За сортировочным транспортером 5.2 находится выходной транспортер 22, которым оканчивается сортировочная линия 3, и он может иметь конструкцию, определяемую по выбору.
В некотором другом примере осуществления сортировочной линии 3, который не показан, поперечные транспортеры 15, 16, 16.1, 16.3-16.n можно расположить под углом к сортировочным транспортерам 5, 5.1, 5.2-5.n, который больше или меньше чем прямой угол. Аналогичным образом толкающие цилиндры 11, 12, 12.1 и 12.2-12.n можно расположить в определяемых по выбору местах в пределах определяемой по выбору стороны сортировочной линии 3; то же самое можно сказать о бесконечных поточных цепях 13, 13.1, 13.2, 13.3-13.n и о толкающих рычагах 6-6.n, а также о выравнивающих рычагах 43-43.n.
Из фиг.2, где показан вид сбоку сортировочной линии 3, очевидно, что рабочая и торцовая зоны крайних сегментов на входе входного транспортера 4 и на выходе выходного транспортера 22 сконструированы горизонтальными и параллельными друг другу, вследствие чего последний располагается несколько ниже первого. Рабочие зоны сортировочных транспортеров 5, 5.1 и 5.2 расположены последовательно, и они опускаются под определяемыми по выбору углами к горизонтальной рабочей зоне выходного транспортера 22. Это означает, что рабочие зоны входного транспортера 4, сортировочных транспортеров 5, 5.1 и 5.2 и выходного транспортера 22 лежат в разных плоскостях, расстояние между которыми определяется по выбору, и эти плоскости опускаются к выходному транспортеру 22 под определяемыми по выбору углами, вследствие чего они оканчиваются в точках контакта, и поэтому они образуют набор последовательных склонов с разными длинами и углами отдельных сегментов.
На фиг.1 представлена дополнительная сортировочная линия 3.1, которая расположена параллельно вдоль основной сортировочной линии 3 и на небольшом расстоянии от нее, а зоны транспортеров этих линий лежат в одной и той же плоскости или в разных плоскостях. Вследствие этого применимо правило, заключающееся в том, что сортировочная линия 3 имеет столько дополнительных сортировочных линий 3.1-3.n, сколько понадобится, чтобы удовлетворить требования сортировочных досок, включая количество вводимых досок 14 в единицу времени, скорость ввода и скорость движения досок 14, а также досок 14.1 и 14.2 соответственно, а помимо этого - также количество и уровень критериев визуальной сортировки таких, как качество обработки, деформации, размеры, четное или нечетное количество и т.д.
Сортировочные линии 3 и 3.1 логистически соединены друг с другом посредством поперечных транспортеров 15, 16, 16.1, 16.2 и 16.3, расположенных между ними и на некотором расстоянии друг от друга; они могут быть параллельны или располагаться под определяемыми по выбору углами между ними. Вследствие этого между поперечным транспортером 15 и входным транспортером 4 сортировочной линии 3.1 располагается тормозящий транспортер 16, который, как и тормозящий транспортер перед сортировочной линией 3, смещен на угол α от продольной оси поперечного транспортера 15. То же самое можно сказать о тормозящем транспортере 18 между поперечным транспортером 16.2 и сортировочным транспортером 5.1 сортировочной линии 3 и о тормозящем транспортере 19 между поперечным транспортером 16.3 и сортировочным транспортером 15.2 сортировочной линии 3.1.
Как и сортировочная линия 3, дополнительная сортировочная линия 3.1 и - возможно - другие дополнительные сортировочные линии 3.n, как правило, состоят из входного транспортера 4 с ходовым толкающим рычагом 20, сортировочного транспортера 5 и сортировочного транспортера 5.1 с выравнивающим рычагом 44 и оконечным выходным транспортером 22, которые расположены в упомянутой последовательности. Идентичным образом, над поперечным транспортером 16 расположены толкающий цилиндр 12 и бесконечная поточная цепь 13.4, причем каждый из этих компонентов сконструирован на одной стороне сортировочного транспортера 5; в дополнение к этому над поперечным транспортером 16.1 расположены толкающий цилиндр 12.1 и бесконечная поточная цепь 13.5, а над поперечным транспортером 16.2 расположены толкающий цилиндр 12.3 и бесконечная поточная цепь 13.6; в некотором другом примере осуществления они могут располагаться несколько по-другому, вдоль одного или другой стороны сортировочной линии 3.1. Все вышеупомянутое в связи с сортировочной линией 3 применимо также для сортировочной линии 3.1 и для каждой возможной дополнительной сортировочной линии 3.n, вследствие чего это не будет описываться снова.
Ходовые толкающие рычаги 6 и 20, определяемое по выбору количество которых могут располагаться на определяемых по выбору сторонах входных транспортеров 4 сортировочных линий 3, 3.1 или 3.n, сконструированы таким образом, что можно регулировать ходовое действие автоматически, как представлено на фиг.6. Выравнивающие рычаги 43 и 44, определяемое по выбору количество которых аналогичным образом могут быть расположены на определяемых по выбору сторонах сортировочных транспортеров 5.1 и 5.2 соответственно, сконструированы таким образом, что можно регулировать ходовое действие вручную; они представлены фиг.7.
В некоторых других примерах осуществления ходовые толкающие рычаги 6, 20 и выравнивающие рычаги 43, 44 могут быть выполнены на других составных частях сортировочных линий 3, 3.1 или 3.n, например на сортировочных транспортерах 5, и т.д.
На фиг.6 показано, что автоматические ходовые рычаги 6 и 20 состоят из корпуса 26, к которому прикреплены привод 23 и натяжное колесо 24, вследствие чего они выполнены с возможностью поворотного перемещения; они окружены многолинейной цепью 25 и взаимосвязаны с ней. Корпус 26 сочленен с возможностью перемещения с толкающим цилиндром 27 в перемещаемой точке 29 зажима, тогда как толкающий цилиндр 26 прикреплен к входному транспортеру 4 через посредство перемещаемой точки 28 зажима. Их боковое отклонение в диапазоне угла «γ» представляет собой угол, на который многолинейная цепь 25 смещается от края входного транспортера 4, к которому она прикреплена с возможностью перемещения.
Выравнивающие рычаги 43 и 44 состоят из корпуса 33, к которому прикреплены привод 30 и натяжное колесо 31, вследствие чего они выполнены с возможностью поворотного перемещения и оба они окружены многолинейной цепью 32 и взаимосвязаны с ней. В корпусе 33 выполнен выравнивающий паз 34, который вместе с крепежным элементом 35 дает возможность регулировать угол β вручную; этот угол представляет собой боковое отклонение многолинейной цепи 32 от сортировочного транспортера 5.1. Это представлено на фиг.7.
Как описано выше, об автоматических ходовых толкающих рычагах 6 и 20, а также выравнивающих рычагах 43 и 44 можно сказать, что натяжные колеса 24 и 31 и соответствующие многолинейные цепи 25 и 32 имеют определяемую по выбору стандартную конструкцию.
Устройство для сортировки бревен в соответствии с этим изобретением предпочтительно сконструировано как составная часть или часть, следующая за некоторой другой линией обработки древесины, например устройство для высокоскоростного объединения и сцепления досок друг с другом с получением исключительно длинных древесных заготовок на высокой скорости, или некоторое другое устройство для предварительной поверхностной или некоторой другой обработки исключительно длинных древесных заготовок, которые с помощью подходящей пилы разрезаются на меньшие куски определенных длин, такие, как доски 14 определяемых по выбору длин, которые затем движутся в большом количестве и с высокой скоростью. Устройство, соответствующее этому изобретению, предпочтительно предназначено для автоматической и ручной сортировки досок 14 и разрезания их на куски одинаковой длины.
Как уже упоминалось выше, устройство для сортировки досок в соответствии с этим изобретением состоит из подающего транспортера 1, тормозящего транспортера 2, сортировочной линии 3 и дополнительной сортировочной линии 3.1, которые параллельны друг другу, а расстояние между ними определяется по выбору; они соединены друг с другом поперечными транспортерами 15, 16, 16.1, 16.2 и 16.3, а также тормозящими транспортерами 17, 18 и 19, таким образом, что между ними могут двигаться рассортированные доски 14.1 и вручную рассортированные доски 14.2. Это краткое описание устройства в соответствии с изобретение приведено в качестве введения в описание способа сортировки досок 14, которое приводится ниже.
Следовательно, устройство в соответствии с изобретением предназначено для автоматической и ручной рассортировки досок 14, вследствие чего становится возможной автоматическая рассортировка на основе ходовых толкающих рычагов 6-6.n и 20-20.n соответственно, которые прикреплены к вышеописанным узлам сортировочных линий 3, 3.1-3.n, тогда как ручную рассортировку осуществляют рабочие 10 в местах, определенных для этого вдоль сортировочных линий 3, 3.1-3.n, поэтому количество автоматических ходовых толкающих рычагов 6 и 20 зависит главным образом от потребностей, связанных с количественной последовательностью рассортированных досок 14.1 и от количества сортировочных линий 3, 3.1-3.n, тогда как количество мест, определенных для ручной рассортировки рабочими 10 зависит главным образом от пропускной способности сортировочных линий 3, 3.1-3.n и от типа и количества критериев, определенных для визуальной рассортировки или сортировки досок 14.2, которая осуществляется только на основании непосредственного осмотра и ручной рассортировки. Эти критерии и параметры сортировки могут включать в себя главным образом качество обработки поверхности досок 14, их размеры, деформации и т.д. Далее в этом тексте, как и в описании устройства, доски 14, которые будут рассортированы автоматически, будут обозначаться позицией 14.1, тогда как доски 14, которые будут рассортированы вручную, будут обозначаться позицией 14.2, чтобы упростить понимание способа сортировки досок.
Перед процедурой рассортировки досок 14 необходимо подготовить и отрегулировать сортировочную линию 3 и дополнительную сортировочную линию 3.1. Это делается путем регулирования и фиксации расстояния возвратно-поступательного движения между бесконечными транспортерными цепями 40 и 42 на сортировочном транспортере 5; это гарантируется бесконечной транспортерной цепью 40, которая выполнена с возможностью горизонтального перемещения в поперечном направлении. Размер упомянутого расстояния возвратно-поступательного движения между транспортерными цепями 40 и 42 определяется на основании, например, зависимости от длины досок 14, которые будут сортироваться.
Аналогичным образом, расстояние между бесконечными транспортерными цепями 45 и 47 на сортировочном транспортере 5.1 регулируется и фиксируется; то же самое также делается в отношении расстояния возвратно-поступательного перемещения между бесконечными транспортерными цепями 48 и 50 на сортировочном транспортере 5.2.
В связи со всеми вышеупомянутыми регулировками расстояний возвратно-поступательного перемещения применяется правило, заключающееся в том, что расстояния возвратно-поступательного перемещения между бесконечными транспортерными цепями 40 и 42, 45 и 47, а также 48 и 50 в предпочтительном варианте точно одинаковы, когда на сортировочной линии 3 осуществляется сортировка досок 14 приблизительно одинаковой длины.
Предшествующее описание применимо также для регулировки расстояний возвратно-поступательного перемещения между бесконечными транспортерными цепями 40 и 42, 45 и 47, а также 48 и 50 на сортировочных транспортерах 5 и 5.1 соответственно, на сортировочной линии 3.1.
Процедура сортировки на устройстве в соответствии с этим изобретением осуществляется таким образом, что доски 14 движутся с помощью подающего транспортера 1 одна за другой в большом количестве и с высокой скоростью к тормозящему транспортеру 2, функция которого состоит в том, чтобы снизить их исключительно высокую скорость движения до подходящей меньшей скорости и направления их посредством регулируемой заслонки 36 на входной транспортер 4 сортировочной линии 3 таким образом, чтобы они прибывали на входном транспортере 4 в некоторое поперечное положение, близкое к положению под прямым углом. Благодаря все еще относительно высокой скорости досок 14, они загружаются поперечно, одна позади другой, на входной транспортер 4, и в таком положении они движутся на нем к ходовому толкающему рычагу 6. Как упоминалось выше, удар автоматического толкающего рычага 6 зависит главным образом от количества дополнительных сортировочных линий 3.1-3.n. В примере осуществления из фиг.1, устройство в соответствии с этим изобретением состоит из сортировочных линий 3 и 3.1, поэтому автоматический ходовой толкающий рычаг 6 работает за два рабочих хода, как четно-нечетный. Это означает, что все четные доски 14, которые выталкиваются вперед к линии 8 на сортировочном транспортере 5 ходовым толкающим рычагом 6, после этого рассортировываются как автоматически рассортированные доски 14.1. Каждая нечетная доска 14, которая не выталкиваются вперед к линии 8 ходовым толкающим рычагом 6 или которая остается на линии 7 своей меньшей торцевой поверхностью, движется дальше по-прежнему как доска 14 к одному или более рабочих 10, которые затем рассортировывают такие доски 14 вручную как вручную рассортированные доски 14.2, если они не удовлетворяют заранее определенным критериям или если они не удалены по некоторой другой причине. Это представлено на фиг.1 и фиг.3. В некотором другом примере осуществления автоматически рассортированные доски 14.1 могут также быть нечетными, а вручную рассортированные доски 14.2 в таком случае являются четными; количественную рассортировку можно подготовить и каким-либо другим образом.
Когда доска 14.1, которую ранее толкали в осевом направлении и рассортировали, прибывает к толкающему цилиндру 11 между входным транспортером 4 и сортировочных транспортером 5, ее рассортировывают из набора досок 14 таким образом, что поворотный толкающий цилиндр 11 толкает ее в поперечный транспортер 15, расположенный под ним. Вследствие этого, один более короткий край доски 14.1, поскольку он ранее смещен в осевом направлении, падает на поперечный транспортер 15, тогда как другой более короткий край, лежащий напротив первого, прислоняется к поворотному толкающему цилиндру 11, который, в конце концов, выталкивает всю доску 14.1 на поперечный транспортер 15. Поэтому можно сказать, что автоматически рассортированная дока 14.1 движется за счет толкающего цилиндра 11 на поперечный транспортер 15 до тех пор, пока ее другой более короткий край также не соскользнет или упадет на или в поперечный транспортер 15. Поэтому также можно сказать, что расстояние между бесконечной транспортерной лентой 40 с поворотным толкающим цилиндром 11 и бесконечной поточной цепью 13 должно быть несколько меньше, чем длина досок 14, и оно должна быть незначительно регулируемым под более коротким краем доски. То же самое применимо для расстояний между всеми другими такими элементами вдоль всей сортировочной линии 3 и 3.1-3.n соответственно.
Доска 14.1 поступает с помощью поперечного транспортера 15 на тормозящий транспортер 17, который уменьшает скорость ее движения, с которой она попадает на входной транспортер 4 дополнительной параллельной сортировочной линии 3.1. Таким образом, можно сказать, что направление поворота толкающего цилиндра 11 предпочтительно является таким же, как направление движения поперечного транспортера 15. Это описание представлено на фиг.1 и - частично - на фиг.3.
Доски 14, которые не рассортированы автоматически посредством ходового толкающего рычага 6, движутся дальше по линии 7 и с помощью бесконечной поточной цепи 13 на сортировочный транспортер 5, где их ожидает один или более рабочих 10, которые позаботятся о ручной рассортировке досок 14.2, которые будут досками, не удовлетворяющими визуальным критериям, определенным заранее, таким, как количество, качество и другие визуально наблюдаемые критерии. Доски 14 будут рассортированы таким образом, что рабочие 10 будут вручную выталкивать их к линии 9; в результате толкающий цилиндр 12 вытолкнет их в поперечный транспортер 16, находящийся под ним, посредством которого они будут транспортироваться к определенной зоне складирования. Это описание представлено на фиг.4 и 5; точно так же оно применимо и для вышеупомянутого толкающего цилиндра 11 с поперечным транспортером 15, и для толкающего цилиндра 12.1 с поперечным транспортером 16.1, и для толкающего цилиндра 12.1 с поперечным транспортером 16.3 на сортировочной линии 3. Аналогичным образом, то же самое применимо для толкающих цилиндров 12, 12.1 и 12.2 и для соответствующих им поперечных транспортеров 16, 16.1 и 16.2.
Доски 14, которые не рассортированы вручную с сортировочных транспортеров 5 и 5.1 рабочими 10, движутся далее по линии 7 и с помощью бесконечной поточной цепи 13.1 на сортировочный транспортер 5.2, с которого рабочие 10 могут, если доски 15 не удовлетворяют критериям, рассортировать их вышеописанным образом, т.е. выталкивая их на линию 8, после чего толкающий цилиндр 12.1 выталкивает их как доски 14.2 в поперечный транспортер 16.1, находящийся под ним. Точно таким же образом, рабочие 10 рассортировывают неподходящие доски 14 также посредством толкающего цилиндра 12.2, находящегося над поперечным транспортером 13.3.
В конце сортировочной линии 3 выравнивающий рычаг 43, который прикреплен к сортировочному транспортеру 5.2, направляет доски 14, которые ранее не были рассортированы вручную рабочими 10, как доски 14.2 в одну или более зон складирования на основании уже известной количественной последовательности.
В некотором другом примере осуществления, который не показан, последовательность, местонахождение и соотношение, т.е. количество встроенных ходовых толкающих рычагов 6-6.n в пределах сортировочной линии 3 и количество встроенных ходовых толкающих рычагов 20-20.n в пределах сортировочной линии 3.1 или 3.n, можно определять по выбору в зависимости от требований и требуемых критериев. То же самое применимо для толкающих цилиндров 11, 12, 12.1, 12.2-12.n и для поперечных транспортеров 15, 16, 16.1, 16.2-16.n.
Как описано ранее, доски 14.1, которые автоматически рассортированы с сортировочной линии 3 посредством ходового толкающего рычага 6 на основании заранее определенного количественного критерия, падают на поперечный транспортер 15, по которому они движутся к тормозящему транспортеру 17, расположенному перед дополнительной сортировочной линией 3.1, который снижает скорость их движения и направляет их на входной транспортер 4 линии 3.1. Входной транспортер 4 также может быть оснащен ходовым толкающим рычагом 20 для дополнительной рассортировки досок 14.1 на основании количественного критерия, как описано в связи с сортировочной линией 3. То же самое применимо к выравнивающему рычагу 44 в конце дополнительной сортировочной линии 3.1. Процедура ручной рассортировки досок 14.2 рабочими 10 на сортировочных транспортерах 5 и 5.1 дополнительной сортировочной линии 3.1 идентична вышеописанной процедуре ручной рассортировки на сортировочной линии 3 на основании визуальных критериев.
Реферат
Доски (14) поступают на сортировочную линию (3), которая состоит из последовательно расположенных входного транспортера (4) и сортировочных транспортеров (5, 5.1, 5.2, 5.n). Для автоматической рассортировки досок используют ходовой толкающий рычаг (6), который толкает их на основании определяемой по выбору количественной последовательности на линию (8), так что они движутся мимо бесконечной поточной цепи (13) и посредством толкающего цилиндра (11) они падают как автоматически рассортированные доски (14.1) на поперечный транспортер (15), который переносит их на соседнюю сортировочную линию (3.1). Ручную сортировку и рассортировку досок осуществляют рабочие (10), которые выталкивают их на линию (9), на которой они движутся мимо бесконечных поточных цепей (13.1, 13.2), (13.3), (13.n), так что они - посредством одного из толкающих цилиндров (12), (12.1), (12.2), (12.n) - падают как вручную рассортированные доски (14.2) на соответствующий поперечный транспортер (16), (16.1), (16.2), (16.n), который переносит их в предназначенную для них зону складирования. Устройство в соответствии с изобретением может состоять из определяемого по выбору количества сортировочных линий, которые параллельны друг другу. Упрощается процесс сортировки досок. 2 н. и 15 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для раскатки бревен
Комментарии