Устройство для изготовления строительного материала и способ изготовления строительного материала - RU2746608C1
Код документа: RU2746608C1
Чертежи



Описание
Область техники
[0001] Настоящее изобретение относится к устройству и способу изготовления строительного материала, такого как листовой материал для строительства.
Уровень техники
[0002] Примеры строительного материала, служащего в качестве листового материала для строительства для образования наружной стены и внутренней стены здания, включают неорганические плиты, например фиброармированные цементные облицовочные плиты и керамические плиты, древесноволокнистые плиты, например древесностружечные плиты, и плиты, пропитанные смолой.
[0003] В качестве одного способа изготовления этих типов строительных материалов известен способ, который включает этап формирования мата исходного материала путем отсеивания порошкового исходного материала, который является строительным исходным материалом, посредством провеивания и накопления исходных материалов заданного размера, получаемых в результате отсеивания на принимающем приспособлении или тому подобном, и этап выполнения термического прессования на мате исходного материала. Способ изготовления строительного материала, в котором используется такая процедура, описан, например, в приведенном ниже патентном документе 1.
Список ссылок
Патентные документы
[0004] Патентный документ 1: JP H7-124926A
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Техническая проблема
[0005] Устройство традиционного типа для реализации вышеописанного способа изготовления строительного материала содержит в качестве механизмов для этапа формирования мата следующее: просеивающий блок, в котором, например, выполняется отсеивание посредством провеивания; блок подачи исходного материала для подачи порошкового исходного материала к просеивающему блоку путем сбрасывания порошкового исходного материала на просеивающий блок; и принимающее приспособление для приема исходного материала заданного размера, получаемого в результате отсеивания. Порошковый исходный материал для использования получают путем добавления воды, с целью регулирования содержания воды, к порошковому твердому материалу, который является материалом, образующим строительный материал.
[0006] Просеивающий блок содержит воздуходувку для подачи воздуха на падающий порошковый исходный материал в боковом направлении, и ситовую сетку, которая расположена в положении напротив воздуха из воздуходувки, и наклонена на заданный угол, так чтобы отстоять от воздуходувки на тем большее расстояние, чем выше она находится. При работе устройства порошковому исходному материалу обеспечена возможность падения с блока подачи исходного материала в пространство между воздуходувкой и ситовой сеткой, он продувается воздухом, подаваемым от воздуходувки к ситовой сетке, и части порошкового исходного материала проходят через ситовую сетку и ее просеивающие отверстия, падают дальше вниз и попадают в принимающее приспособление (другие части падают, но не имеют возможности пройти через ситовую сетку). Затем, часть порошкового исходного материала, прошедшего через ситовую сетку, накапливается на принимающем приспособлении, в результате чего формируется мат исходного материала.
[0007] В просеивающем блоке обычного устройства для изготовления строительных материалов, содержащего механизм такого типа, во время работы устройства порошковый исходный материал, который является влажным и липким, принимает отжимающее воздействие благодаря воздуху из воздуходувки и порошковый исходный материал продолжает отсортировываться просеивающими отверстиями ситовой сетки. При таком отсеивании посредством провеивания может происходить прилипание порошкового исходного материала к ситовой сетке, и, таким образом, может происходить забивание отверстий ситовой сетки. Такой вид забивания отверстий требует времени, трудозатрат и тому подобного для проведения технического обслуживания ситовой сетки, и поэтому не является желательным.
[0008] Настоящее изобретение было задумано с учетом указанных обстоятельств и его задачей является создание устройства и способа, которые подходят для эффективного изготовления строительного материала, при этом уменьшая забивание отверстий просеивающего блока для отсеивания строительного исходного материала.
Решение проблемы
[0009] В соответствии с первым аспектом настоящего изобретения обеспечено устройство для изготовления строительного материала. Данное устройство для изготовления строительного материала содержит просеивающий блок и принимающее приспособление. Просеивающий блок содержит лист приема и передачи без просеивающих отверстий, на который должен сбрасываться строительный исходный материал, и по меньшей мере один лист сита с просеивающими отверстиями. Лист приема и передачи и по меньшей мере один лист сита наклонены и расположены бок о бок в направлении наклона и лист сита расположен ниже листа приема и передачи. Лист приема и передачи и лист сита выполнены с возможностью осуществления волнообразного движения при работе устройства. Кроме того, принимающее приспособление предназначено для приема строительного исходного материала, который прошел через просеивающие отверстия просеивающего блока.
[0010] При работе устройства для изготовления строительного материала, в состоянии, в котором листы, содержащиеся в просеивающем блоке, совершают волнообразное движение, исходный материал подается в настоящее устройство в результате того, что строительный исходный материал, например, порошковый исходный материал, сбрасывается на лист приема и передачи просеивающего блока. Волнообразное движение листов представляет собой, например, движение, имеющее пучность колебаний, при которой лист повторяет колебательное движение в направлении его толщины, и чем меньше период колебаний, тем более быстрым является волнообразное движение. Это волнообразное движение реализуется, например, за счет работы вибрационного сита, например, вибрационного сита эксцентрикового типа, которое соединено с листами посредством заранее определенного механизма передачи энергии.
[0011] Часть строительного исходного материала, которая подается в настоящее устройство, имеет форму объемных комков. Вышеописанная конфигурация, в которой настоящее устройство снабжено листом приема и передачи, не имеющим просеивающих отверстий и имеющим большую площадь контакта с исходным материалом, в качестве места, которое первоначально принимает строительный исходный материал в просеивающем блоке, подходит для измельчения строительного исходного материала в виде объемных комков посредством столкновения с выполняющим волнообразное движение листом приема и передачи, прежде чем строительный исходный материал достигнет листа сита просеивающего блока. Чем дольше протекает процесс измельчения строительного исходного материала, прежде чем строительный исходный материал достигнет листа сита просеивающего блока, тем в большей степени, как правило, устраняется забивание отверстий листа сита.
[0012] Кроме того, вышеописанная конфигурация, в которой настоящее устройство снабжено листом приема и передачи без просеивающих отверстий и с большой площадью контакта с исходным материалом, в качестве места, которое первоначально принимает в просеивающем блоке строительный исходный материал, который необходимо подать в настоящее устройство, пригодна для рассеивания строительного исходного материала, например, в направлении ширины листа, посредством столкновения с выполняющим волнообразное движение листом приема и передачи, прежде чем строительный исходный материал достигнет листа сита просеивающего блока. Чем больше строительный исходный материал рассеивается, прежде чем достигнуть листа сита просеивающего блока, тем в большей степени, как правило, устраняется забивание отверстий листа сита.
[0013] При работе настоящего устройства для изготовления строительного материала строительный исходный материал, полученный посредством вышеописанного измельчения и распыления листом приема и передачи, выполняющим волнообразное движение, подвергается отсеиванию листами сита с просеивающими отверстиями при перемещении вниз на множестве наклонных листов, включая лист приема и передачи (листы продолжают волнообразное движение). Затем часть строительного исходного материала, которая образована в результате отсеивания в просеивающем блоке и прошла через просеивающие отверстия листов сита (часть строительного исходного материала, которая прошла через просеивающие отверстия листа сита) накапливается на принимающем приспособлении, в результате чего формируется мат исходного материала. Предварительно определенный строительный материал, служащий в качестве листового материала, изготавливают подвергая этот мат исходного материала этапу термического прессования.
[0014] Как описано выше, устройство для изготовления строительного материала в соответствии с первым аспектом настоящего изобретения пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листа сита в просеивающем блоке для отсеивания строительного исходного материала. Уменьшение забивания отверстий листа сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листа сита и просеивающего блока, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0015] Настоящее устройство для изготовления строительного материала предпочтительно также содержит блок подачи исходного материала, который имеет транспортер для направления строительного исходного материала в положение выше листа приема и передачи просеивающего блока, и блок выравнивания для выравнивания строительного исходного материала, направляемого на транспортер. Если настоящее устройство для изготовления строительного материала содержит данный блок подачи исходного материала, то при работе настоящего устройства строительный исходный материал подается путем сбрасывания с торцевого конца транспортера блока подачи исходного материала к листу приема и передачи в просеивающем блоке.
[0016] Конфигурация, в которой настоящее устройство для изготовления строительного материала содержит данный блок подачи исходного материала, является предпочтительной для уменьшения забивания отверстий листа сита в просеивающем блоке. В частности, этап выравнивания, выполняемый вышеописанным блоком выравнивания на строительном исходном материале, который направляется на транспортер блока подачи исходного материала, является предпочтительным для выравнивания скорости подачи строительного исходного материала, который подается путем сбрасывания с торцевого конца транспортера к листу приема и передачи, и, таким образом, является предпочтительным для уменьшения отклонения строительного исходного материала на ряде листов в просеивающем блоке и уменьшения забивания отверстий листов сита.
[0017] Просеивающий блок настоящего устройства для изготовления строительного материала предпочтительно содержит в качестве описанных выше листов сита, лист мелкоячеистого сита с небольшими просеивающими отверстиями и лист крупноячеистого сита, который расположен ниже листа мелкоячеистого сита и имеет большие просеивающие отверстия. В соответствии с данной конфигурацией строительный исходный материал, который был подан на просеивающий блок и претерпел вышеописанное измельчение и распыление на листе приема и передачи, может подвергаться отсеиванию с помощью листа мелкоячеистого сита под листом приема и передачи, и, кроме того, отсеиванию с помощью листа крупноячеистого сита под листом мелкоячеистого сита.
[0018] Просеивающий блок настоящего устройства для изготовления строительного материала дополнительно содержит передаточный лист без просеивающих отверстий, который расположен между листом мелкоячеистого сита и листом крупноячеистого сита и может выполнять волнообразное движение.
[0019] В соответствии с данной конфигурацией после прохождения через лист мелкоячеистого сита в просеивающем блоке, и прежде чем достигнуть листа крупноячеистого сита, при работе устройства строительный исходный материал может подвергаться измельчению и распылению посредством столкновения с передаточным листом, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом (листы совершают волнообразное движение). Чем дольше протекает процесс измельчения строительного исходного материала, и чем больше строительный исходный материал рассеивается, прежде чем достигнуть листа крупноячеистого сита, тем в большей степени, как правило, устраняется забивание отверстий листа крупноячеистого сита.
[0020] Настоящее устройство для изготовления строительного материала также предпочтительно содержит блок подачи исходного материала для сбрасывания строительного исходного материала на вышеописанный передаточный лист. При такой конфигурации строительный исходный материал, который подается с блока подачи исходного материала на просеивающий блок, прежде чем достигнуть листа крупноячеистого сита также может подвергаться измельчению и распылению посредством столкновения с передаточным листом, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Соответственно, данная конфигурация является предпочтительной для уменьшения забивания отверстий листа крупноячеистого сита.
[0021] В соответствии со вторым аспектом настоящего изобретения обеспечен способ изготовления строительного материала. В настоящем способе изготовления используетcя просеивающий блок и принимающее приспособление. Просеивающий блок содержит лист приема и передачи без просеивающих отверстий, на которые должен сбрасываться строительный исходный материал, и по меньшей мере один лист сита с просеивающими отверстиями, который расположен ниже листа приема и передачи. Лист приема и передачи и лист сита могут выполнять волнообразное движение, и лист приема и передачи и лист сита наклонены и расположены бок о бок в направлении наклона. Кроме того, принимающее приспособление предназначено для приема строительного исходного материала, который прошел через просеивающие отверстия просеивающего блока.
[0022] В настоящем способе изготовления в состоянии, в котором лист приема и передачи и по меньшей мере один лист сита совершают волнообразное движение, строительный исходный материал сбрасывается на лист приема и передачи, строительный исходный материал перемещается по меньшей мере на один лист сита с листа приема и передачи, строительный исходный материал отсеивается при помощи по меньшей мере одного листа сита и строительный исходный материал, который прошел через просеивающие отверстия по меньшей мере одного листа сита, накапливается на принимающем приспособлении, и, таким образом, формируется мат (мат исходного материала) по меньшей мере из одного слоя. Предварительно определенный строительный материал, служащий в качестве листового материала, изготавливается посредством этапа горячего прессования мата.
[0023] В настоящем способе изготовления в состоянии, в котором листы, содержащиеся в просеивающем блоке, совершают волнообразное движение, строительный исходный материал, например, порошковый исходный материал, сбрасывается на лист приема и передачи просеивающего блока. Некоторая часть сброшенного строительного исходного материала также имеет вид объемных комков. Вышеописанная конфигурация, в которой лист приема и передачи, не имеющий просеивающих отверстий и имеющий большую площадь контакта с исходным материалом, используетcя в качестве места, которое первоначально принимает строительный исходный материал в просеивающем блоке, пригодна для измельчения строительного исходного материала в виде объемных комков, посредством столкновения с выполняющим волнообразное движение листом приема и передачи, прежде чем строительный исходный материал достигнет листа сита просеивающего блока. Чем дольше протекает процесс измельчения строительного исходного материала, прежде чем строительный исходный материал достигнет листа сита просеивающего блока, тем в большей степени, как правило, устраняется забивание отверстий листа сита.
[0024] В дополнение к этому вышеописанная конфигурация, в которой лист приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, используетcя в качестве места, в котором сброшенный строительный исходный материал первоначально принимается в просеивающем блоке, пригодна для рассеивания строительного исходного материала, например, в направлении ширины листа, посредством столкновения с выполняющим волнообразное движение листом приема и передачи, прежде чем строительный исходный материал достигнет листа сита просеивающего блока. Чем больше строительный исходный материал рассеивается, прежде чем достигнуть листа сита просеивающего блока, тем в большей степени, как правило, устраняется забивание отверстий листа сита.
[0025] В настоящем способе изготовления строительный исходный материал, который был подвергнут вышеописанному измельчению и распылению на выполняющем волнообразное движение листе приема и передачи, перемещается вниз по множеству наклонных листов, включая лист приема и передачи, и, в частности, перемещается с листа приема и передачи по меньшей мере на один лист сита, и подвергается отсеиванию с использованием листа сита с просеивающими отверстиями (листы продолжают волнообразное движение). Затем часть строительного исходного материала, которая образована посредством отсеивания в просеивающем блоке и прошла через просеивающие отверстия листа сита, накапливается на принимающем приспособлении, в результате чего формируется мат исходного материала. Предварительно определенный строительный материал, служащий в качестве листового материала, изготавливают, подвергая этот мат исходного материала этапу термического прессования.
[0026] Как описано выше, способ изготовления строительного материала в соответствии со вторым аспектом настоящего изобретения пригоден для изготовления строительного материала, при этом уменьшая забивание отверстий листа сита в просеивающем блоке для отсеивания строительного исходного материала. Уменьшение забивания отверстий листа сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листа сита и просеивающего блока, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0027] В настоящем способе изготовления строительного материала, предпочтительно также используется блок подачи исходного материала, который имеет транспортер для направления строительного исходного материала вверх на лист приема и передачи просеивающего блока, и блок выравнивания для выравнивания строительного исходного материала, направляемого на транспортер, и строительный исходный материал, выровненный блоком выравнивания, сбрасывается на лист приема и передачи.
[0028] Данная конфигурация является предпочтительной для уменьшения забивания отверстий листа сита просеивающего блока. В частности, этап выравнивания, выполняемый вышеописанным блоком выравнивания на строительном исходном материале, который направляется на транспортер блока подачи исходного материала, пригоден для выравнивания скорости подачи строительного исходного материала, который подается путем сбрасывания с торцевого конца транспортера к листу приема и передачи, и, таким образом, является предпочтительным для уменьшения отклонения строительного исходного материала на ряде листов в просеивающем блоке и уменьшения забивания отверстий листов сита.
[0029] В предпочтительном варианте настоящего способа изготовления в качестве описанных выше листов сита просеивающий блок содержит лист мелкоячеистого сита с небольшими просеивающими отверстиями и лист крупноячеистого сита, который расположен ниже листа мелкоячеистого сита и имеет большие просеивающие отверстия. На принимающем приспособлении формируется мат, имеющий слой, образованный строительным исходным материалом, который прошел через просеивающие отверстия листа мелкоячеистого сита, и слой, образованный строительным исходным материалом, который прошел через просеивающие отверстия листа крупноячеистого сита.
[0030] Согласно данному варианту строительный исходный материал, который был подан на просеивающий блок и претерпел вышеописанное измельчение и распыление на листе приема и передачи, может подвергаться отсеиванию с помощью листа мелкоячеистого сита под листом приема и передачи, и кроме того, отсеиванию с помощью листа крупноячеистого сита под листом мелкоячеистого сита.
[0031] В предпочтительном варианте настоящего способа изготовления, просеивающий блок дополнительно содержит передаточный лист без просеивающих отверстий, который расположен между листом мелкоячеистого сита и листом крупноячеистого сита и может выполнять волнообразное движение, и в состоянии, в котором передаточный лист также выполняет волнообразное движение в дополнение к листу приема и передачи и листу сита, строительный исходный материал, который не проходит через просеивающие отверстия листа мелкоячеистого сита, перемещается на лист крупноячеистого сита при помощи передаточного листа.
[0032] Согласно данному варианту после прохождения через лист мелкоячеистого сита в просеивающем блоке, и, прежде чем достигнуть листа крупноячеистого сита, строительный исходный материал может подвергаться измельчению и распылению посредством столкновения с передаточным листом, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом (листы совершают волнообразное движение). Чем дольше протекает процесс измельчения строительного исходного материала, и чем больше строительный исходный материал рассеивается, прежде чем достигнуть листа крупноячеистого сита, тем в большей степени, как правило, устраняется забивание отверстий листа сита.
[0033] В предпочтительном варианте настоящего способа изготовления новый строительный исходный материал дополнительно сбрасывается на передаточный лист. В соответствии с данной конфигурацией, измельчение и распыление посредством столкновения с передаточным листом, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, может выполняться также на строительном исходном материале, который подается на просеивающем блок не проходя через лист мелкоячеистого сита, прежде чем строительный исходный материал достигнет листа крупноячеистого сита. Соответственно, данная конфигурация является предпочтительной для уменьшения забивания отверстий листа крупноячеистого сита.
Краткое описание чертежей
[0034] На ФИГ. 1 представлена схема, показывающая схематическую конфигурацию устройства для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения.
На ФИГ. 2 представлена схема, показывающая раскладку листов в устройстве для изготовления строительного материала, показанном на ФИГ. 1.
На ФИГ. 3 показан частичный вид в поперечном сечении состояния образования слоев мата на принимающем приспособлении в устройстве для изготовления строительного материала, показанном на ФИГ. 1.
На ФИГ. 4 представлена схема, показывающая схематическую конфигурацию устройства для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения.
На ФИГ. 5 представлена схема, показывающая раскладку листов в устройстве для изготовления строительного материала, показанном на ФИГ. 4.
На ФИГ. 6 показан частичный вид в поперечном сечении состояния образования слоев мата на принимающем приспособлении в устройстве для изготовления строительного материала, показанном на ФИГ. 4.
На ФИГ. 7 показан частичный вид в поперечном сечении другого состояния образования слоев мата на принимающем приспособлении в устройстве для изготовления строительного материала, показанном на ФИГ. 4.
На ФИГ. 8 показан частичный вид в поперечном сечении другого состояния образования слоев мата на принимающем приспособлении в устройстве для изготовления строительного материала, показанном на ФИГ. 4.
На ФИГ. 9 представлена схема, показывающая схематическую конфигурацию устройства для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения.
На ФИГ. 10 показан частичный вид в поперечном сечении состояния образования слоев мата на принимающем приспособлении устройства для изготовления строительного материала, показанного на ФИГ. 9.
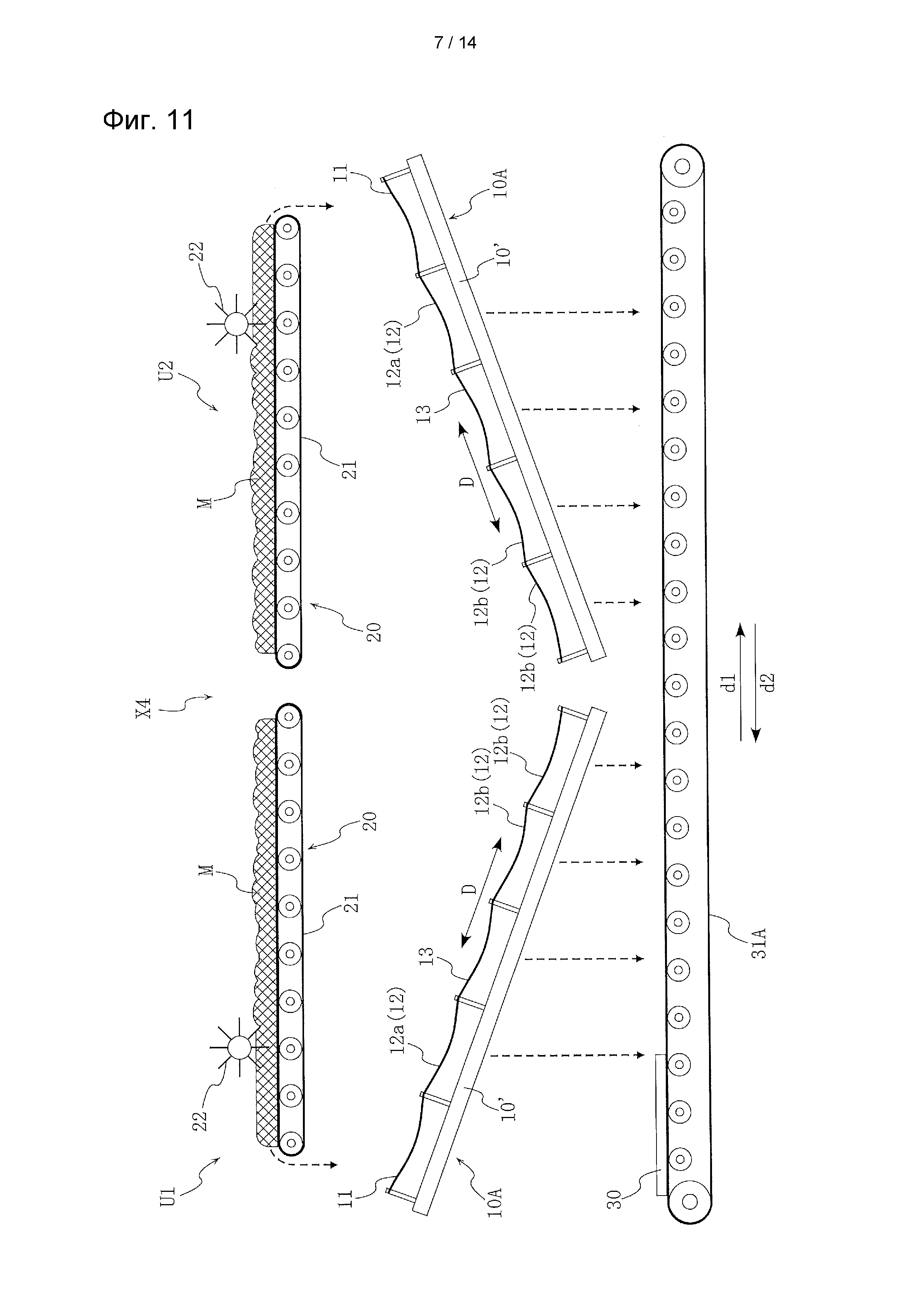
На ФИГ. 11 представлена схема, показывающая схематическую конфигурацию устройства для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения.
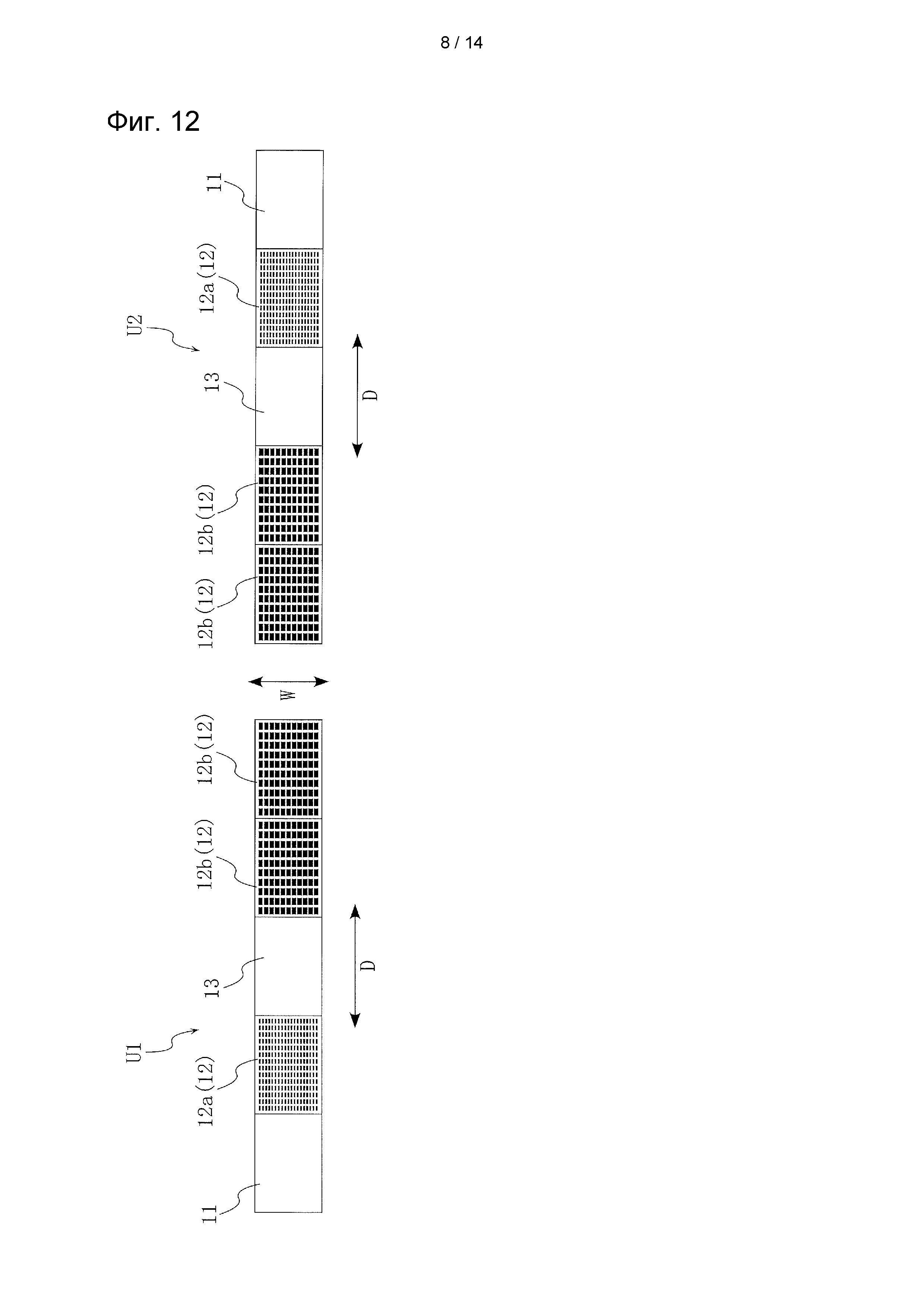
На ФИГ. 12 представлена схема, показывающая раскладка листов в устройстве для изготовления строительного материала, показанном на ФИГ. 11.
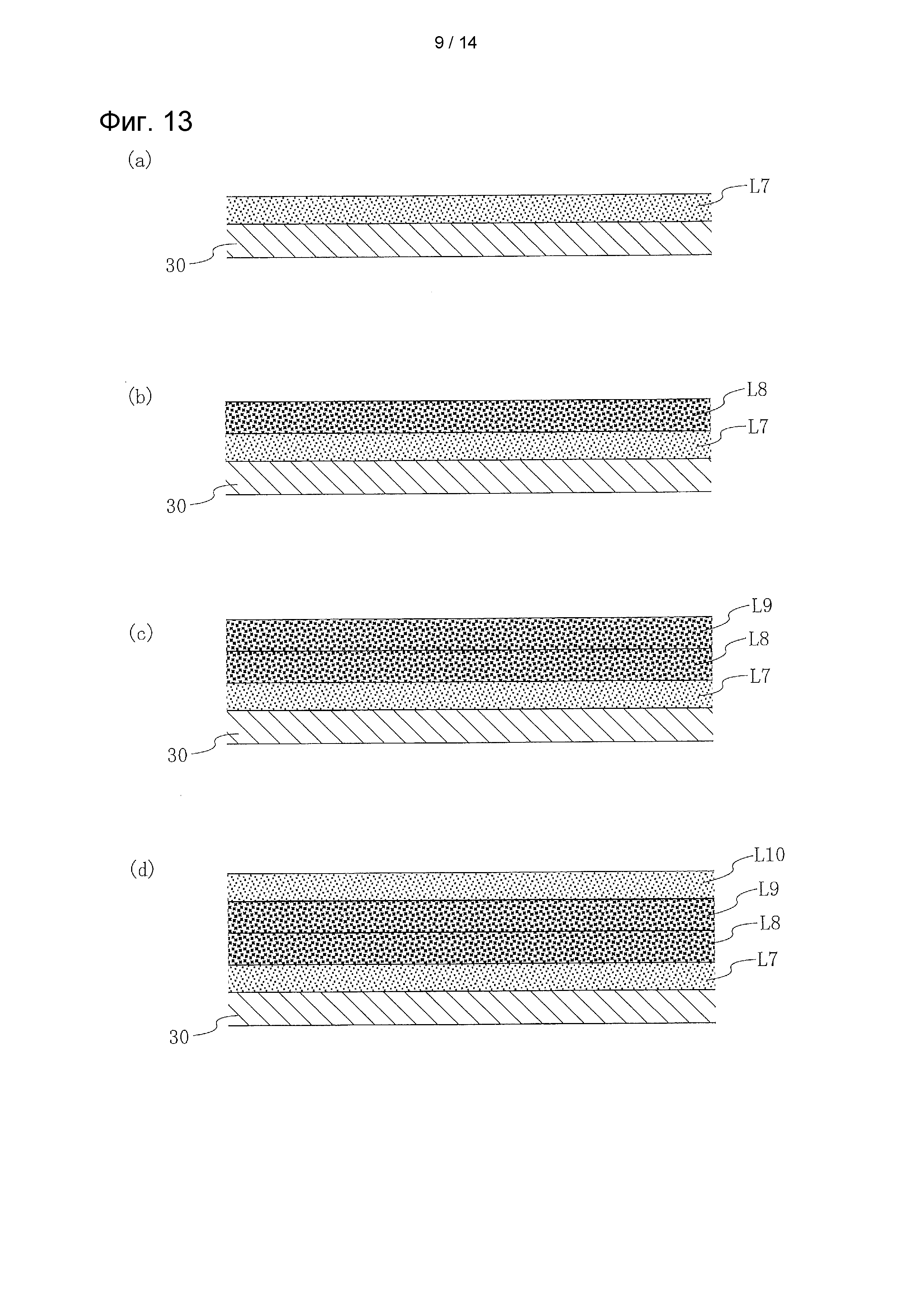
На ФИГ. 13 показан частичный вид в поперечном сечении состояния образования слоев мата на принимающем приспособлении устройства для изготовления строительного материала, показанного на ФИГ. 12.
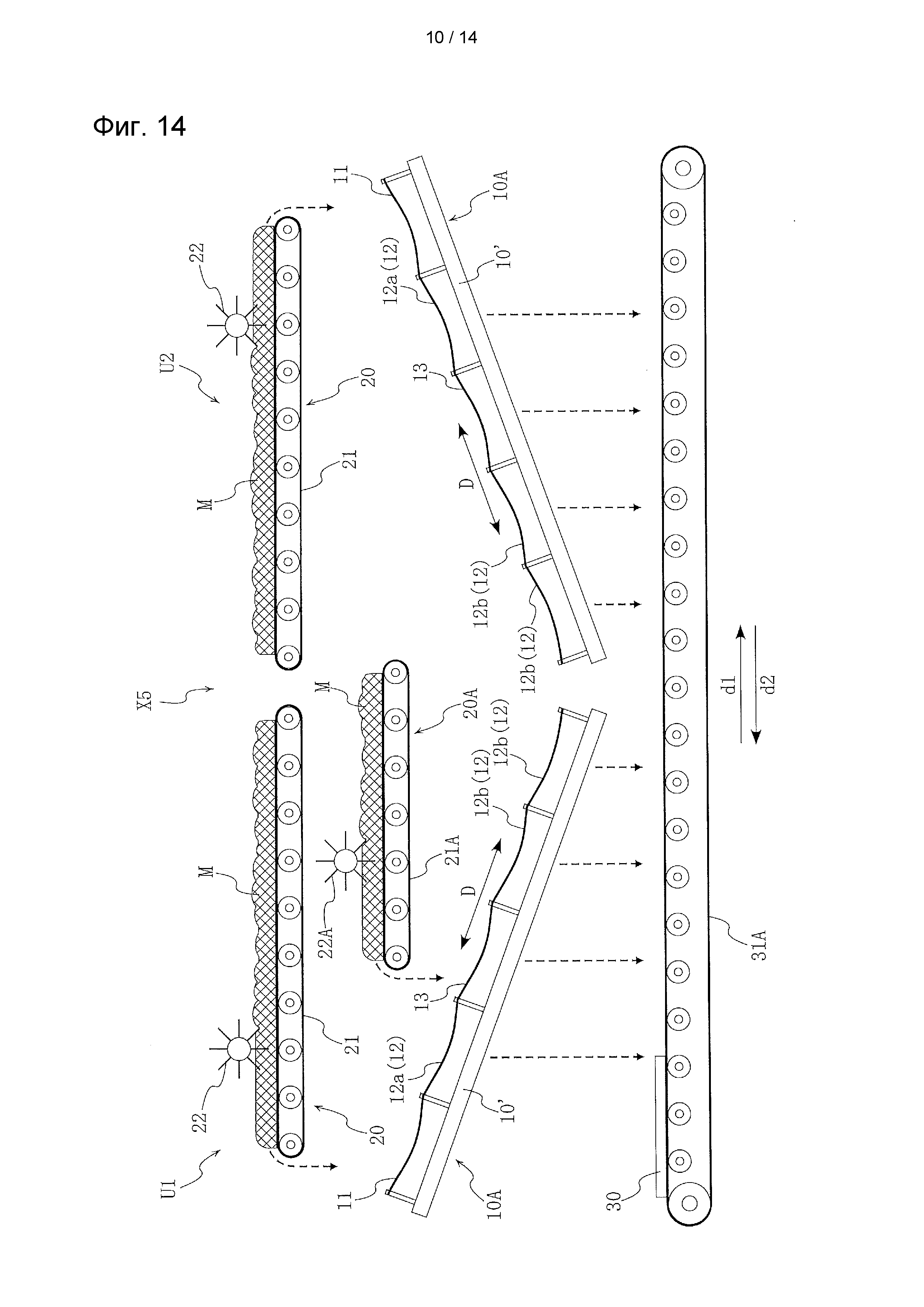
На ФИГ. 14 представлена схема, показывающая схематическую конфигурацию устройства для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения.
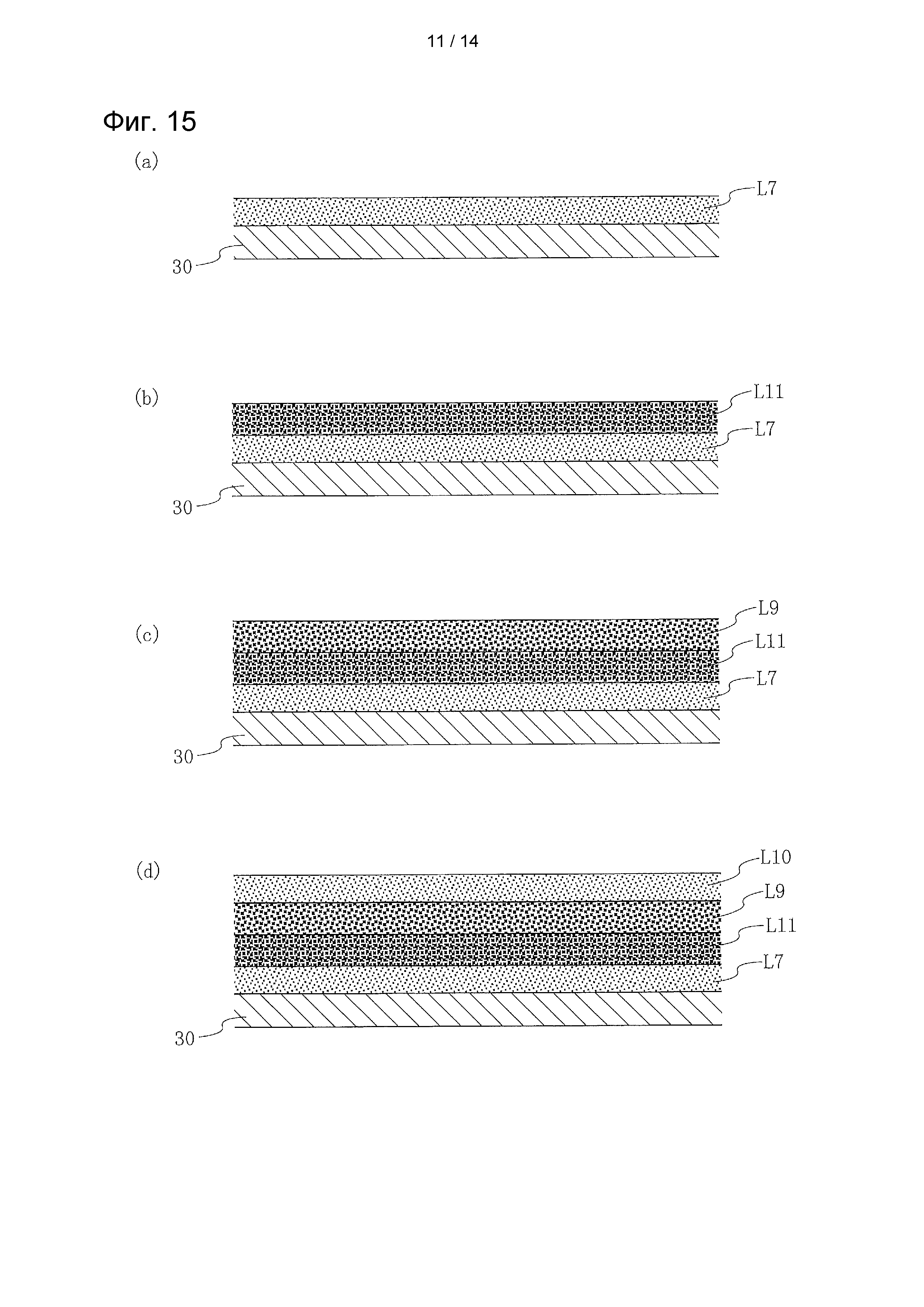
На ФИГ. 15 показан частичный вид в поперечном сечении состояния образования слоев мата на принимающем приспособлении устройства для изготовления строительного материала, показанного на ФИГ. 14.
На ФИГ. 16 представлена схема, показывающая схематическую конфигурацию устройства для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения.
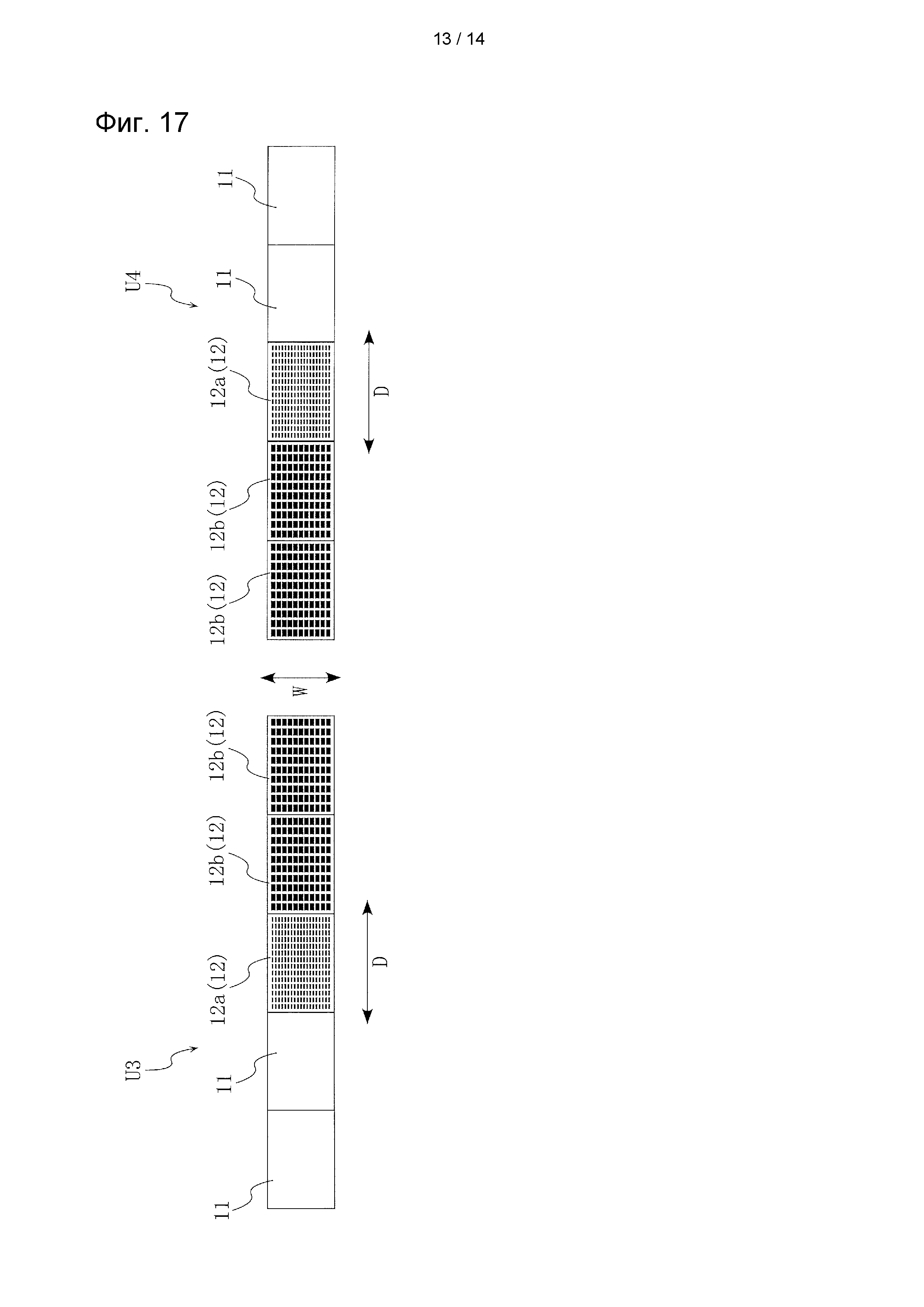
На ФИГ. 17 представлена схема, показывающая раскладку листов в устройстве для изготовления строительного материала, показанном на ФИГ. 16.
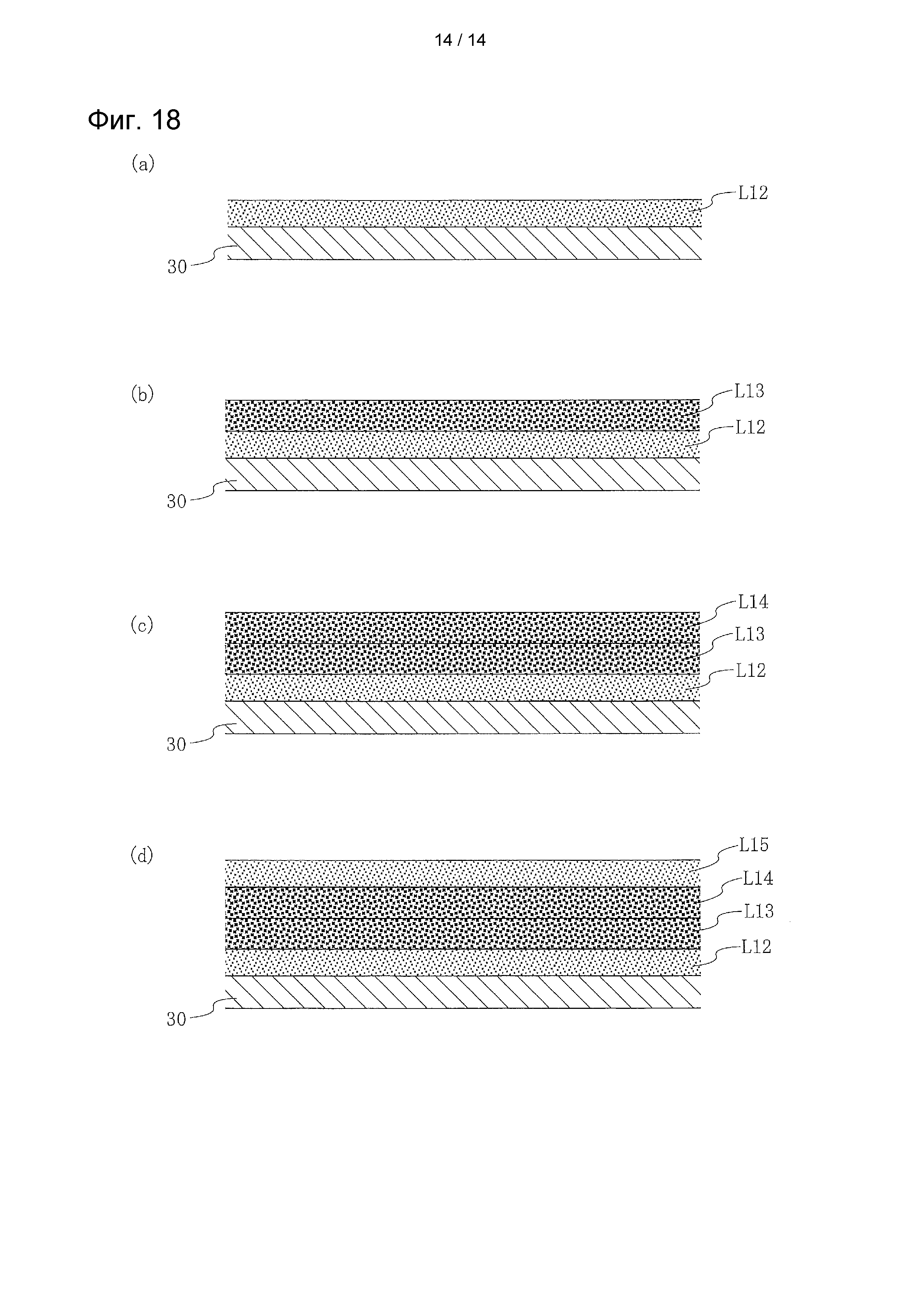
На ФИГ. 18 показан частичный вид в поперечном сечении состояния образования слоев мата на принимающем приспособлении устройства для изготовления строительного материала, показанного на ФИГ. 16.
Осуществление изобретения
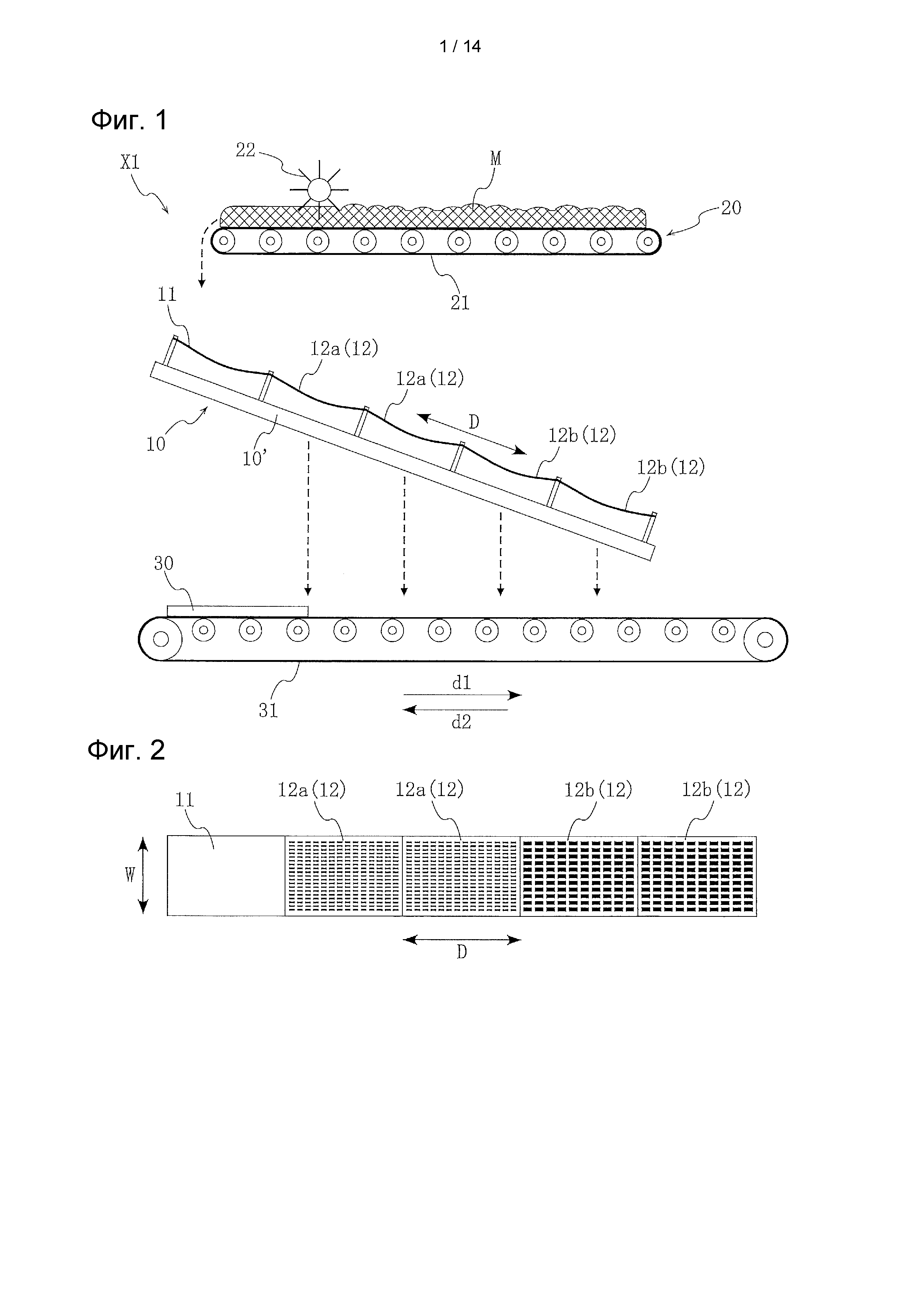
[0035] На ФИГ. 1 показана схематическая конфигурация устройства X1 для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения. Устройство X1 для изготовления строительного материала представляет собой устройство, содержащее просеивающий блок 10, блок 20 подачи исходного материала и принимающее приспособление 30 и может посредством накопления строительного исходного материала заданного размера формировать мат из строительного материала для образования строительного материала посредством этапа термического прессования.
[0036] Просеивающий блок 10 содержит ряд листов, которые могут осуществлять волнообразное движение при работе устройства, наклонены и расположены бок о бок в направлении наклона, и блок 10' конструкций основного корпуса, к которому прикреплен ряд листов, и который предназначен для осуществления волнообразного движения листов. В настоящем варианте осуществления волнообразное движение листов является движением, которое имеет пучность колебаний, при которой лист повторяет вибрацию в направлении его толщины, и чем меньше период вибрации, тем быстрее выполняется волнообразное движение.
[0037] Лист представляет собой эластичный лист, который может растягиваться, и предпочтительно представляет собой резиновый лист на основе уретана. Толщина листа составляет, например, от 2 до 5 мм. Кроме того, наклон ряда листов в просеивающем блоке 10 составляет, например, от 6 до 25 градусов относительно горизонтали.
[0038] Ряд листов в просеивающем блоке 10 содержит лист 11 приема и передачи, расположенный на верхнем конце ряда листов, и по меньшей мере один лист 12 сита, который расположен ниже листа 11 приема и передачи. Лист 11 приема и передачи не имеет просеивающих отверстий. Листы 12 сита имеют просеивающие отверстия. Ряд листов в просеивающем блоке 10 по настоящему варианту осуществления содержит в качестве листов 12 сита два листа 12a сита (листы мелкоячеистого сита) с небольшими просеивающими отверстиями, и два листа 12b сита (листы крупноячеистого сита) с просеивающими отверстиями, которые больше, чем просеивающие отверстия листов 12a сита.
[0039] На ФИГ. 2 показана раскладка ряда листов в настоящем варианте осуществления. В ряде листов по настоящему варианту осуществления лист 11 приема и передачи, лист 12a сита, лист 12a сита, лист 12b сита и лист 12b сита расположены бок о бок в установленном порядке, начиная со стороны верхнего конца. Листы 12b крупноячеистого сита расположены ниже листов 12a мелкоячеистого сита.
[0040] Размер просеивающих отверстий, то есть размер отверстий каждого из листов 12 сита составляет, например, от 1 до 50 мм. Размер просеивающих отверстий, то есть размер отверстий каждого из листов 12a сита составляет, например, от 1 до 30 мм. Размер просеивающих отверстий, то есть размер отверстий каждого из листов 12b сита составляет, например, от 30 до 50 мм.
[0041] Вышеописанный блок 10' конструкций основного корпуса содержит внутреннюю раму конструкции корпуса, внешнюю раму конструкции корпуса и эксцентриковое встряхивающее устройство.
[0042] Внутренняя рама конструкции корпуса содержит пару внутренних боковых пластин, проходящих параллельно друг другу, и множество поперечных балок (первых поперечных балок), проходящих в направлении, в котором внутренние боковые пластины отстоят друг от друга и перекрывают пространство между внутренними боковыми пластинами. Каждая первая поперечная балка содержит крепежную часть листа на своей верхней торцевой стороне.
[0043] Внешняя рама конструкции корпуса содержит пару внешних боковых пластин, проходящих параллельно вдоль внутренних боковых плит на внешних сторонах пары внутренних боковых пластин, и множество поперечных балок (вторых поперечных балок), которые проходят в направлении, в котором внешние боковые пластины отстоят друг от друга, и перекрывают пространство между внешними боковыми пластинами. Каждая вторая поперечная балка содержит крепежную часть листа на своей верхней торцевой стороне.
[0044] Внутренняя рама конструкции корпуса и внешняя рама конструкции корпуса расположены так, что верхние торцевые стороны (а также крепежные части листа) первых поперечных балок внутренней рамы конструкции корпуса и верхние торцевые стороны (а также крепежные части листа) вторых поперечных балок внешней рамы конструкции корпуса расположены чередующимся бок о бок (вплотную) параллельно друг другу, а внешняя рама конструкции корпуса и пара ее внешних боковых пластин свисают на пружинах опорной плиты (не показаны) с внутренней рамы конструкции корпуса и пары ее внутренних боковых пластин. Кроме того, внутренняя рама конструкции корпуса расположена на раме (не показана), имеющей заданный наклон, посредством вибростойкой резины (не показана), в состоянии, в котором сопровождает внешнюю раму конструкции корпуса таким образом.
[0045] Внутренняя рама конструкции корпуса и внешняя рама конструкции корпуса соединены с эксцентриковым встряхивающим устройством (не показано), служащим в качестве источника вибрации, посредством приводной листовой пружины (не показана). В частности, внутренняя рама конструкции корпуса и внешняя рама конструкции корпуса соединены с эксцентриковым встряхивающим устройством посредством приводной листовой пружины, так что взаимное движение с разностью фаз в 180 градусов генерируется во внутренней раме конструкции корпуса и внешней раме конструкции корпуса за счет вращательного движения эксцентрикового встряхивающего устройства. Скорость вращательного движения эксцентрикового встряхивающего устройства при работе устройства составляет, например, от 500 до 600 оборотов в минуту.
[0046] Кроме того, каждый из вышеописанных рядов листов в просеивающем блоке 10 прикреплен к первой и второй поперечным балкам, которые примыкают друг к другу. В частности, каждый лист имеет один край, закрепленный к крепежной части листа первой поперечной балки, и имеет другой край, закрепленный к крепежной части листа второй поперечной балки, примыкающей к первой поперечной балке.
[0047] Примеры механизма для создания волнообразного движения в вышеописанном блоке 10' конструкций основного корпуса просеивающего блока 10, то есть ряде листов в просеивающем блоке 10, включают блок основного корпуса просеивающей машины «прыгающая сетка (зарегистрированная торговая марка)» “jumping screen (registered trademark)”, изготовленной компанией URAS TECHNO Co., Ltd.
[0048] Блок 20 подачи исходного материала предназначен для подачи исходного материала на просеивающем блок 10 путем сбрасывания строительного исходного материала M на лист 11 приема и передачи в просеивающем блоке 10 и содержит ленточный транспортер 21 и блок 22 выравнивания.
[0049] Ленточный транспортер 21 предназначен для направления строительного исходного материала M в положение выше листа 11 приема и передачи просеивающего блока 10. Блок 22 выравнивания является блоком поворотной конструкции для выравнивания строительного исходного материала M, который необходимо направить к ленточному транспортеру 21, и на его поворотном периферийном конце предусмотрено множество прочесывающих зубьев в стоячем положении. В настоящем варианте осуществления блок 22 выравнивания расположен так, что поворотный периферийный конец блока 22 выравнивания находится напротив ленточного транспортера 21 и ось вращения блока 22 выравнивания перпендикулярна направлению, в котором строительный исходный материал M направляется ленточным транспортером 21.
[0050] С точки зрения исключения или предотвращения увеличения размера устройства X1 для изготовления строительного материала и увеличения общего размера установки, содержащей устройство X1 для изготовления строительного материала, блок 20 подачи исходного материала предпочтительно расположен выше просеивающего блока 10, так что ленточный транспортер 21 проходит вдоль горизонтальной составляющей направления раскладки ряда листов просеивающего блока 10.
[0051] В настоящем варианте осуществления лист 11 приема и передачи вышеописанного просеивающего блока 10 расширяется в том же интервале, что и область сбрасывания для строительного исходного материала M, сбрасываемого с блока 20 подачи исходного материала, или расширяется после области сбрасывания в направлении W ширины листа, показанном на ФИГ. 2 (направлении, перпендикулярном направлению D раскладки листов).
[0052] Принимающее приспособление 30 предназначено для приема предварительно определенного строительного исходного материала M, который прошел через просеивающий блок 10 и размещен на ленточном транспортере 31, который образует линию перемещения принимающего приспособления 30. Принимающее приспособление 30 перемещается благодаря работе ленточного транспортера 31.
[0053] Когда устройство X1 для изготовления строительного материала работает, эксцентриковое встряхивающее устройство выполняет вращательное движение в блоке 10' конструкций основного корпуса просеивающего блока 10 для создания возвратно-поступательного движения во внутренней раме конструкции корпуса и внешней раме конструкции корпуса. Разность фаз между возвратно-поступательными движениями составляет 180 градусов, как описано выше. Благодаря тому, что внутренняя рама конструкции корпуса и внешняя рама конструкции корпуса выполняют это возвратно-поступательное движение, состояние, в котором каждый лист сильно натянут вышеописанной первой и второй поперечными балками, и состояние, в котором каждый лист ослаблен, поочередно повторяются, в результате чего волнообразное движение происходит в каждом листе. Чем выше скорость вращательного движения эксцентрикового встряхивающего устройства, тем также быстрее выполняется волнообразное движение, которое происходит в каждом листе.
[0054] Когда устройство X1 для изготовления строительного материала, оснащенное вышеописанной конфигурацией, работает, строительный исходный материал M непрерывно подается с блока хранения исходного материала (не показан) к блоку 20 подачи исходного материала. Строительный исходный материал M подготавливают в соответствии со строительным материалом, который необходимо изготовить. Если строительный материал, который необходимо изготовить, представляет собой фиброармированную цементную облицовочную плиту, строительный исходный материал M может включать, например, твердеющий в воде материал и упрочнитель, и может включать силикатный материал, полое тело, добавку, гидрофобизирующую присадку или тому подобное.
[0055] Примеры твердеющего в воде материала включают цемент, гипс и шлак. Примеры цемента включают обычный портландцемент, высокопрочный портландцемент, глиноземистый цемент, цемент из доменного шлака и цемент с добавкой зольной пыли. Примеры гипса включают ангидрит сульфата кальция, полугидрат сульфата кальция и дигидрат сульфата кальция. Примеры шлака включают доменный шлак и конвертерный шлак.
[0056] Примеры упрочнителя включают упрочнитель на растительной основе и синтетические волокна. Примеры упрочнителя на растительной основе включают древесную муку, древесную шерсть, щепу, древесную массу, древесное волокно, жгуты древесного волокна, макулатуру, бамбуковое волокно, конопляное волокно, жмых, мякину и рисовую солому. Примеры синтетических волокон включают полиэфирные волокна, полиамидные волокна, полиэтиленовые волокна, полипропиленовые волокна и акриловые волокна.
[0057] Примеры силикатного материала включают кварцевый песок, кремнезем, порошок кремнезема, зольный уголь, зольную пыль и диатомовую землю.
[0058] Примеры полого тела включают пенополистирольные шарики, микросферические частицы, перлит, шарики зольной пыли, шарики сирасу, расширяемый глинистый сланец, вспучивающуюся глину и спеченную диатомовую землю. Примеры микросферических частиц включают акриловую пену.
[0059] Примеры присадок включают слюду, золу инсинераторов отходов бумажного производства, кварцевую пыль, волластонит, карбонат кальция, гидроксид магния, гидроксид алюминия, вермикулит, сепиолит, ксонотлит, каолинит и цеолит.
[0060] Примеры добавок также включают измельченные неорганические плиты, например, фиброармированные цементные облицовочные плиты. Примеры измельченных неорганических плит также включают измельченные бракованные неотвержденные неорганические плиты и измельченные бракованные отвержденные неорганические плиты, полученные в процессе изготовления неорганических плит, конечные материалы неорганических плит, полученные на строительной площадке или тому подобное, и измельченные отбракованные материалы.
[0061] Примеры гидрофобизирующей присадки включают воск, парафин, янтарную кислоту, жирные кислоты, силикон и синтетические смолы. Примеры синтетических смол включают акриловые смолы, полиэтилен, сополимер этилена и винилацетата, смолы на основе уретана и эпоксидные смолы.
[0062] Строительный исходный материал M, подаваемый к блоку 20 подачи исходного материала устройства X1 для изготовления строительного материала, направляется, например, с постоянной скоростью, в положение выше листа 11 приема и передачи просеивающего блока 10 при помощи ленточного транспортера 21. На ленточном транспортере 21 строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22 выравнивания и его прочесывающими зубьями.
[0063] Затем, когда устройство X1 для изготовления строительного материала работает, в состоянии, в котором ряд листов, содержащийся в просеивающем блоке 10, совершает волнообразное движение, строительный исходный материал M сбрасывается с блока 20 подачи исходного материала на лист 11 приема и передачи просеивающего блока 10 (направление, в котором исходный материал падает с блока 20 подачи исходного материала, обозначено пунктирной линией в виде стрелки).
[0064] Некоторая часть строительного исходного материала M, сброшенного с блока 20 подачи исходного материала, имеет форму объемных комков. Этот строительный исходный материал M сначала принимается в просеивающем блоке 10 листом 11 приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Данная конфигурация пригодна для измельчения строительного исходного материала M в виде объемных комков посредством столкновения с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12 сита просеивающего блока 10. Чем дольше протекает процесс измельчения строительного исходного материала М прежде чем он достигнет листов 12 сита просеивающего блока 10, тем в большей степени, как правило, устраняется забивание отверстий листа 12 сита.
[0065] В дополнение к этому конфигурация, в которой строительный исходный материал M, сброшенный с блока 20 подачи исходного материала, сначала принимается в просеивающем блоке 10 листом 11 приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, пригодна для рассеивания строительного исходного материала M, например, в направлении W ширины листа благодаря столкновению с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12 сита просеивающего блока 10. Чем больше строительный исходный материал M рассеивается, прежде чем достигнуть листов 12 сита просеивающего блока 10, тем в большей степени, как правило, устраняется забивание отверстий листов 12 сита.
[0066] Когда устройство X1 для изготовления строительного материала работает, строительный исходный материал M, который претерпел вышеописанное измельчение и распыление на листе 11 приема и передачи, выполняющем волнообразное движение, перемещается вниз по ряду листов, которые наклонены, включая лист 11 приема и передачи, а именно, перемещается от листа 11 приема и передачи к листам 12 сита и подвергается отсеиванию листом 12 сита с просеивающими отверстиями (листы продолжают волнообразное движение, когда устройство работает). Затем часть строительного исходного материала M, которая образована в результате отсеивания в просеивающем блоке 10 и прошла через просеивающие отверстия листов 12 сита (часть строительного исходного материала M, который прошел через просеивающие отверстия листов 12 сита) накапливается на принимающем приспособлении 30, в результате чего формируется мат исходного материала (направления, в которых исходный материал падает с просеивающего блока 10, обозначены пунктирными линиями в виде стрелок). В соответствии с устройством X1 для изготовления строительного материала, можно, например, сформировать мат исходного материала с двухслойной структурой за счет получения распыленного в гранулах исходного материала с двумя сегментами из строительного исходного материала M посредством вышеописанного отсеивания. Особенности описаны ниже.
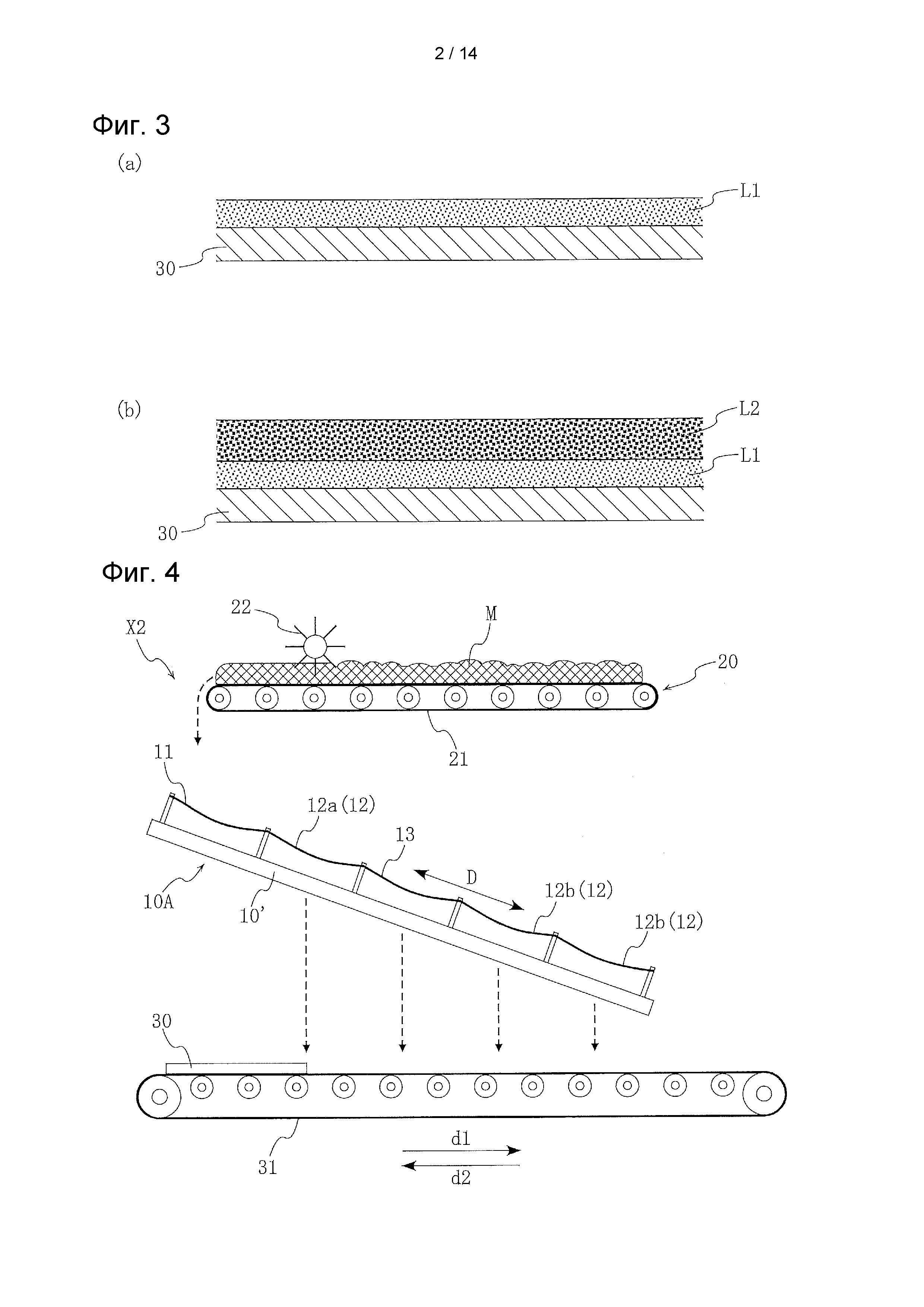
[0067] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12a сита (часть строительного исходного материала M, который прошел через просеивающие отверстия листов 12a сита), накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31 и проходит непосредственно под листами 12a сита просеивающего блока 10. Соответственно, на принимающем приспособлении 30 формируется слой L1 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 3(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0068] Затем заданное количество части строительного исходного материала M, которое прошло через просеивающие отверстия листов 12b сита (часть строительного исходного материала M, который прошел через просеивающие отверстия листов 12b сита) накапливается на слое L1 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31 и проходит непосредственно под листом 12b сита просеивающего блока 10. Соответственно, на слое L1 формируется слой L2 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 3(b).
[0069] После этого выполняется термическое прессование на многослойном теле слоев L1 и L2 (этап термического прессования). В настоящем этапе давление прессования составляет, например, от 2 до 8 МПа, температура нагрева составляет, например, от 50 до 80°С, а время прессования составляет от 6 до 12 часов. После этого выполняется автоклавная обработка по мере необходимости. При такой автоклавной обработке температурный режим составляет, например, 150°C или более, и режим давления составляет, например, 0,5 MПa или более.
[0070] Строительный материал, имеющий многослойную структуру с обработанным слоем, образованным с использованием слоя L1, и обработанным слой, образованным с использованием слоя L2, изготавливают подвергая многослойное тело слоев L1 и L2 этапу термического прессования, или этапу термического прессования и затем автоклавной обработке. Например, если строительный материал, который необходимо изготовить, представляет собой фиброармированную цементную облицовочную плиту и вышеописанный строительный исходный материал M содержит материал, выдерживаемый во влажном режиме, силикатный материал и упрочнитель, каждый обработанный слой имеет структуру, в которой упрочнитель распылен на неорганической обрабатывающей матрице, образованной из твердеющего в воде материала и силикатного материала.
[0071] Поскольку обработанный слой, образованный из слоя L1, который представляет собой скопление относительно мелкого строительного исходного материала M, имеет тонкую структуру, он пригоден для получения более высокой водостойкости, и, таким образом, пригоден для образования внешнего слоя строительного материала. Поскольку обработанный слой, образованный из слоя L2, который представляет собой скопление относительно крупного строительного исходного материала M, имеет более низкую плотность и более легкую структуру, он пригоден для получения свойства высокой упругости, и, таким образом, пригоден для образования внутреннего слоя строительного материала.
[0072] Как описано выше, устройство X1 для изготовления строительного материала пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10 для отсеивания строительного исходного материала M. Уменьшение забивания отверстий листов 12 сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листов 12 сита и просеивающего блока 10, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0073] В вышеописанном обычном устройстве для изготовления строительного материала, содержащем просеивающий блок, который выполняет отсеивание посредством провеивания, вышеописанная воздуходувка для подачи воздуха к строительному исходному материалу является относительно большой, и, таким образом, это, с большой вероятностью приведет к увеличению размера устройства для изготовления строительного материала и увеличению размера установки. Кроме того, выполнение отсеивания посредством провеивания в просеивающем блоке требует частой очистки устройства и установки для изготовления строительного материала.
[0074] В отличие от этого, поскольку устройство X1 для изготовления строительного материала не требует воздуходувки, оно является предпочтительным для предотвращения увеличения размера устройства и увеличения размера установки для изготовления строительного материала, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала. Кроме того, поскольку отсеивание посредством провеивания в просеивающем блоке 10 не требуется, устройство X1 для изготовления строительного материала является предпочтительным для предотвращения частой очистки устройства и установки для изготовления строительного материала и снижения стоимости изготовления строительного материала.
[0075] Как описано выше, устройство X1 для изготовления строительного материала пригодно для эффективного изготовления строительного материала с точки зрения стоимости изготовления и тому подобного, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10 для отсеивания строительного исходного материала M.
[0076] Как описано выше, в направлении W ширины листа, лист 11 приема и передачи расширяется в том же интервале, что и область сбрасывания строительного исходного материала M, сбрасываемого с блока 20 подачи исходного материала, или расширяется после области сбрасывания.
[0077] Данная конфигурация является предпочтительной для надлежащего приема всего строительного исходного материала М, подаваемого с блока 20 подачи исходного материала на просеивающем блок 10 и лист 11 приема и передачи. Кроме того, конфигурация, в которой лист 11 приема и передачи шире, чем область сбрасывания исходного материала, пригодна для рассеивания строительного исходного материала M в направлении W ширины листа посредством столкновения с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листа 12 сита просеивающего блока 10. Чем больше строительный исходный материал M рассеивается, прежде чем достигнуть листов 12 сита просеивающего блока 10, тем в большей степени, как правило, устраняется забивание отверстий листов 12 сита.
[0078] Как описано выше, блок 20 подачи исходного материала содержит ленточный транспортер 21 для направления строительного исходного материала M выше листа 11 приема и передачи просеивающего блока 10, и блок 22 выравнивания для выравнивания строительного исходного материала M, направляемого на ленточный транспортер 21.
[0079] Данная конфигурация является предпочтительной для уменьшения забивания отверстий листа 12 сита просеивающего блока 10. В частности, выравнивающее действие, выполняемое блоком 22 выравнивания на строительном исходном материале M, направляемом на ленточный транспортер 21 блока 20 подачи исходного материала, пригодно для выравнивания скорости подачи строительного исходного материала M, который подается путем сбрасывания с торцевого конца ленточного транспортера 21 на лист 11 приема и передачи, и, таким образом, является предпочтительным для уменьшения забивания отверстий листов 12 сита за счет уменьшения отклонения строительного исходного материала M на ряде листов в просеивающем блоке 10.
[0080] На ФИГ. 4 показана схематическая конфигурация устройства X2 для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения. Устройство X2 для изготовления строительного материала содержит просеивающий блок 10A, вышеописанный блок 20 подачи исходного материала и вышеописанное принимающее приспособление 30, и отличается от вышеописанного устройства X1 для изготовления строительного материала тем, что содержит просеивающий блок 10A вместо просеивающего блока 10.
[0081] Просеивающий блок 10A содержит ряд листов, которые могут осуществлять волнообразное движение при работе устройства, наклонены и расположены бок о бок в направлении наклона, и вышеописанный блок 10' конструкций основного корпуса, к которому прикреплен ряд листов, и который предназначен для осуществления волнообразного движения листов.
[0082] Просеивающий блок 10A отличается от просеивающего блока 10 тем, что содержит ряд листов с раскладкой, показанной на ФИГ. 5, вместо ряда листов с раскладкой, описанной выше со ссылкой на ФИГ. 2. Ряд листов просеивающего блока 10A содержит лист 11 приема и передачи без просеивающих отверстий, два типа листов 12a и 12b сита в качестве листов 12 сита с просеивающими отверстиями и передаточный лист 13 без просеивающих отверстий. Листы 12b крупноячеистого сита расположены ниже листа 12a мелкоячеистого сита. Кроме того, передаточный лист 13 расположен между листом 12a мелкоячеистого сита и листом 12b крупноячеистого сита.
[0083] Когда устройство X1 для изготовления строительного материала, оборудованное вышеописанной конфигурацией, работает, строительный исходный материал M непрерывно подается к блоку 20 подачи исходного материала из блока хранения исходного материала (не показана) и строительный исходный материал M направляется, например, с постоянной скоростью, в положение выше листа 11 приема и передачи просеивающего блока 10A при помощи ленточного транспортера 21. На ленточном транспортере 21 строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22 выравнивания и его прочесывающими зубьями.
[0084] Затем в состоянии, в котором каждый из ряда листов просеивающего блоке 10A совершает волнообразное движение, строительный исходный материал M сбрасывается с блока 20 подачи исходного материала к листу 11 приема и передачи просеивающего блока 10A (направление, в котором исходный материал падает с блока 20 подачи исходного материала, обозначено пунктирной линией в виде стрелки).
[0085] Некоторая часть строительного исходного материала M, сбрасываемого с блока 20 подачи исходного материала, находится в виде объемных комков. Этот строительный исходный материал M сначала принимается в просеивающем блоке 10A листом 11 приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Данная конфигурация пригодна для измельчения строительного исходного материала M в виде объемных комков посредством столкновения с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12 сита просеивающего блока 10A. Чем дольше протекает процесс измельчения строительного исходного материала М, прежде он достигнет листов 12 сита просеивающего блока 10A, тем в большей степени, как правило, устраняется забивание отверстий листов 12 сита.
[0086] В дополнение к этому конфигурация, в которой строительный исходный материал M, сбрасываемый с блока 20 подачи исходного материала сначала принимается в просеивающем блоке 10A листом 11 приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, пригодна для рассеивания строительного исходного материала M, например, в направлении W ширины листа, благодаря столкновению с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12 сита просеивающего блока 10A. Чем больше строительный исходный материал М рассеивается, прежде чем достигнуть листов 12 сита просеивающего блока 10A, тем в большей степени, как правило, устраняется забивание отверстий листов 12 сита.
[0087] Когда устройство X1 для изготовления строительного материала работает, строительный исходный материал M, который претерпел вышеописанное измельчение и распыление на листе 11 приема и передачи, выполняющем волнообразное движение, перемещается вниз по ряду листов, которые наклонены, включая лист 11 приема и передачи, а именно, перемещается от листа 11 приема и передачи к листам 12 сита и подвергается отсеиванию листами 12 сита с просеивающими отверстиями (листы продолжают волнообразное движение, когда устройство работает).
[0088] Кроме того, строительный исходный материал M, который не проходит через просеивающие отверстия листа 12a сита при отсеивании в мелкоячеистом листе 12a сита просеивающего блока 10A, прежде чем достигнуть крупноячеистых листов 12b сита подвергается измельчению и распылению посредством столкновения с передаточным листом 13, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Строительный исходный материал M, который не проходит через просеивающие отверстия листа 12a сита, таким образом перемещается на листы 12b крупноячеистого сита через передаточный лист 13. Чем дольше протекает процесс измельчения строительного исходного материала M, и чем больше строительный исходный материал M рассеивается, прежде чем достигнуть листов 12b сита, тем в большей степени, как правило, устраняется забивание отверстий листов 12b сита.
[0089] Затем часть строительного исходного материала M, которая была получена посредством отсеивания просеивающим блоком 10A и прошла через просеивающие отверстия листов сита, накапливается на принимающем приспособлении 30, и, таким образом, формирует мат исходного материала (направления, в которых исходный материал сбрасывается с просеивающего блока 10A, обозначены пунктирными линиями в виде стрелок). В соответствии с устройством X2 для изготовления строительного материала можно, например, формировать мат исходного материала с двухслойной структурой за счет получения распыленного в гранулах исходного материала с двумя сегментами из строительного исходного материала M посредством вышеописанного отсеивания. Особенности описаны ниже.
[0090] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31 и проходит непосредственно под листом 12a сита просеивающего блока 10A. Соответственно, на принимающем приспособлении 30 формируется слой L3 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 6(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0091] Затем заданное количество той части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на слое L3 принимающего приспособления 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31 и проходит непосредственно под листами 12b сит просеивающего блока 10A. Соответственно, на слое L3 формируется слой L4 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через лист 12b крупноячеистого сита, как показано на ФИГ. 6(b).
[0092] После этого многослойное тело со слоями L3 и L4 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал, имеющий многослойную структуру с обработанным слоем, образованным с использованием слоя L3 и обработанного слоя, образованного с использованием слоя L4, изготавливают, подвергая многослойное тело со слоями L3 и L4 этапу термического прессования, или этапу термического прессования и затем автоклавной обработке.
[0093] Обработанный слой, образованный из слоя L3, который представляет собой скопление относительно мелкого строительного исходного материала M, имеет тонкую структуру, и вследствие этого, пригоден для получения более высокой водостойкости, и, таким образом, пригоден для образования внешнего слоя строительного материала. Обработанный слой, образованный из слоя L4, который представляет собой скопление относительно крупного строительного исходного материала M, имеет более низкую плотность и более легкую структуру, и вследствие этого, пригоден для получения свойства высокой упругости, и, таким образом, пригоден для образования внутреннего слоя строительного материала.
[0094] Как описано выше, устройство X2 для изготовления строительного материала пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10A для отсеивания строительного исходного материала M. Уменьшение забивания отверстий листов 12 сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листов 12 сита и просеивающего блока 10A, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0095] Кроме того, по причинам, аналогичным описанным выше в отношении устройства X1 для изготовления строительного материала, устройство X2 для изготовления строительного материала является предпочтительным для предотвращения увеличения размера устройства и увеличения размера установки для изготовления строительного материала, а также предпочтительным для предотвращения частой очистки устройства и установки для изготовления строительного материала, и, таким образом, является предпочтительным для снижения стоимости изготовления строительного материала.
[0096] Как описано выше, устройство X2 для изготовления строительного материала пригодно для эффективного изготовления строительного материала с точки зрения стоимости изготовления и тому подобного, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10A для отсеивания строительного исходного материала M.
[0097] В соответствии с устройством X2 для изготовления строительного материала также может быть сформирован мат исходного материала с другой двухслойной структурой, как описано ниже.
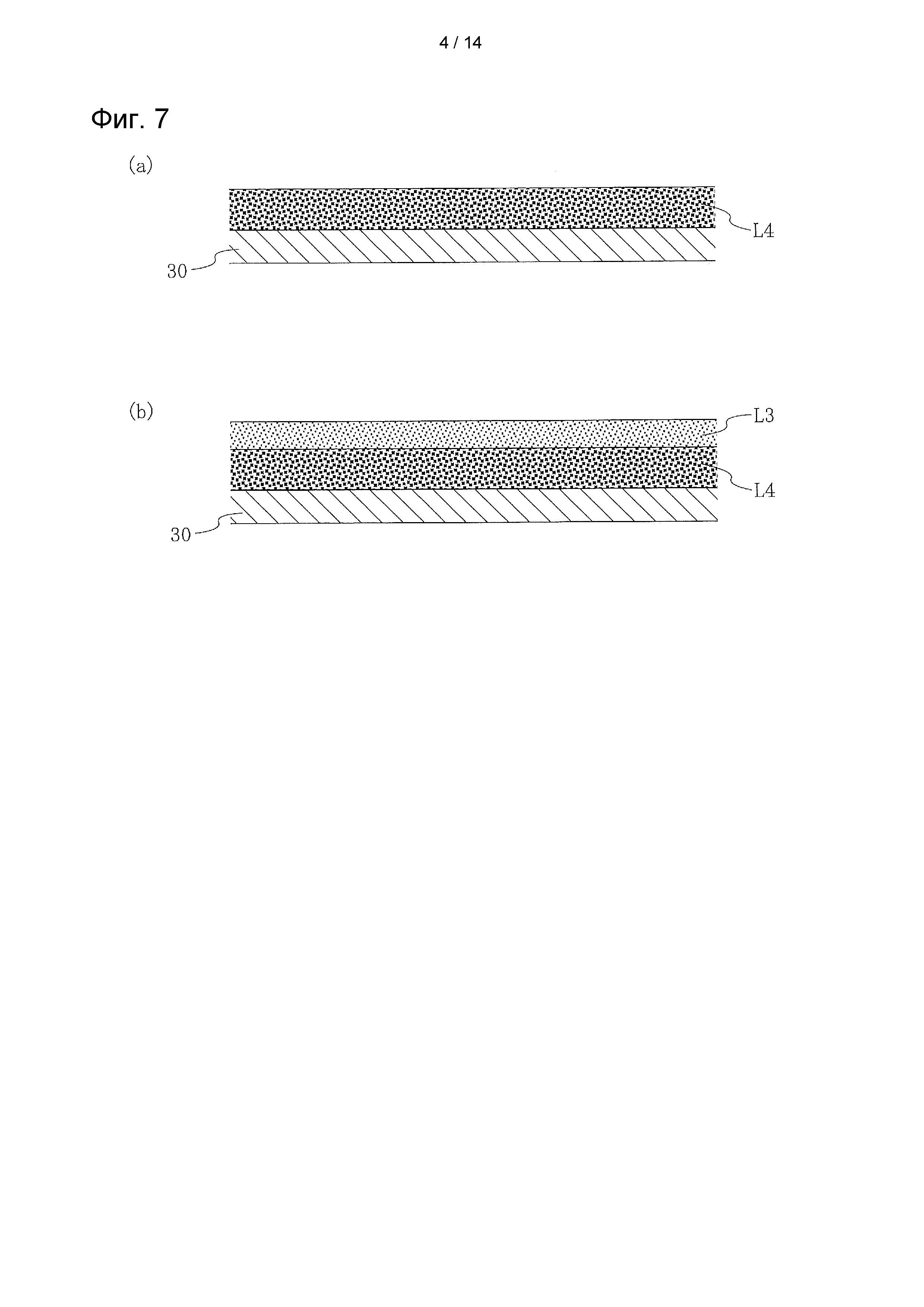
[0098] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12b сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d2 от правого конца ленточного транспортера 31 на чертеже при помощи ленточного транспортера 31 и проходит непосредственно под листами 12b сит просеивающего блока 10A. Соответственно, на принимающем приспособлении 30 формируется слой L4 (первый слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через лист 12b крупноячеистого сита, как показано на ФИГ. 7(a). Принимающее приспособление 30 представляет собой плоскую плиту с внутренней поверхностью (поверхностью на стороне, которая принимает строительный исходный материал M), которая не имеет неровной формы.
[0099] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на слое L4 принимающего приспособления 30, которое транспортируется в направлении стрелки d2 при помощи ленточного транспортера 31 и проходит непосредственно под листом 12a сита просеивающего блока 10A. Соответственно, на слое L4 формируется слой L3 (второй слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 7(b).
[0100] После этого многослойное тело слоев L3 и L4 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал, имеющий многослойную структуру с обработанным слоем, образованным с использованием слоя L3, и обработанным слоем, образованным с использованием слоя L4, изготавливают, подвергая многослойное тело слоев L3 и L4 этапу термического прессования, или этапу термического прессования и затем автоклавной обработке.
[0101] В соответствии с устройством X2 для изготовления строительного материала также может быть сформирован мат исходного материала с трехслойной структурой за счет получения распыленного в гранулах исходного материала с двумя сегментами из строительного исходного материала M посредством вышеописанного отсеивания. Особенности описаны ниже.
[0102] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется при помощи ленточного транспортера 31 в направлении стрелки d1 от левого конца ленточного транспортера 31 на чертеже и проходит непосредственно под листом 12a сита просеивающего блока 10A. Соответственно, на принимающем приспособлении 30 формируется слой L3 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 8(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить, на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0103] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на принимающем приспособлении 30, которое транспортируется при помощи ленточного транспортера 31, и проходит непосредственно под листами 12b сит просеивающего блока 10A (период прохождения непосредственно под листами 12b сит включает период транспортировки в направлении стрелки d1 при помощи ленточного транспортера 31 для прохождения непосредственно под листами 12b сит, и период транспортировки в направлении стрелки d2 для прохождения непосредственно под листами 12b сит после изменения направления движения ленточного транспортера 31 на обратное на правом конце ленточного транспортера 31 на чертеже). Соответственно, на слое L3 формируется слой L4 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 8(b).
[0104] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении перемещения, которое было изменено ленточным транспортером 31 на обратное в направлении стрелки d2, и проходит непосредственно под листом 12a сита просеивающего блока 10A. Соответственно, на слое L4 формируется слой L3 (третий слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 8(c).
[0105] После этого многослойное тело со слоями L3, L4 и L3 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал, имеющий многослойную структуру с двумя обработанными слоями, образованными из слоев L3, и обработанный слой, расположенный между обработанными слоями и образованный из слоя L4, изготавливают, подвергая многослойное тело со слоями L3, L4 и L3 этапу термического прессования или этапу термического прессования и затем автоклавной обработке.
[0106] Как описано выше, обработанный слой, образованный из слоя L3, который представляет собой скопление относительно мелкого строительного исходного материала M, имеет тонкую структуру, и, вследствие этого, пригоден для получения более высокой водостойкости, и, таким образом, пригоден для образования внешнего слоя строительного материала. Как описано выше, обработанный слой, образованный из слоя L4, который представляет собой скопление относительно крупного строительного исходного материала M, имеет еще более низкую плотность и более легкую структуру, и, вследствие этого, пригоден для получения свойства высокой упругости, и, таким образом, пригоден для образования внутреннего слоя строительного материала.
[0107] Устройство X2 для изготовления строительного материала также может изготавливать строительный материал с трехслойной структурой, как описано выше, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10A для отсеивания строительного исходного материала M.
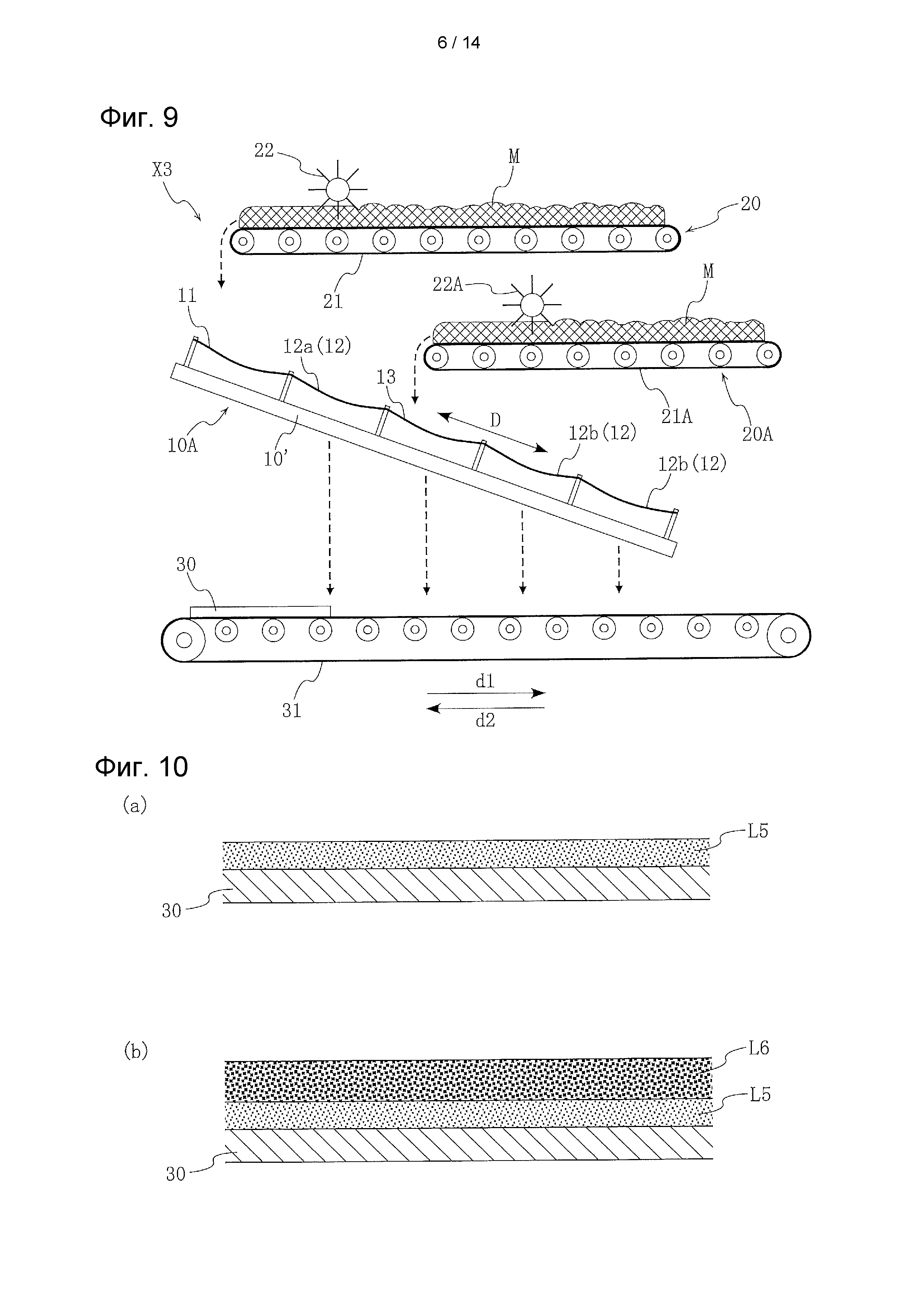
[0108] На ФИГ. 9 показана схематическая конфигурация устройства X3 для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения. Устройство X3 для изготовления строительного материала содержит вышеописанный просеивающий блок 10A, имеющий ряд листов с конфигурацией раскладки, показанной на ФИГ. 5, вышеописанный блок 20 подачи исходного материала, блок 20A подачи исходного материала и вышеописанное принимающее приспособление 30. Устройство X3 для изготовления строительного материала отличается от вышеописанного устройства X1 для изготовления строительного материала тем, что содержит просеивающий блок 10A вместо просеивающего блока 10, и тем, что дополнительно содержит блок 20A подачи исходного материала.
[0109] Блок 20A подачи исходного материала предназначен для подачи исходного материала на просеивающий блок 10A путем сбрасывания дополнительного строительного исходного материала M на передаточный лист 13 в просеивающем блоке 10A, и содержит ленточный транспортер 21A и блок 22A выравнивания. В настоящем варианте осуществления строительный исходный материал М, подаваемый с блока 20A подачи исходного материала, имеет больший размер порошка и является более крупным, чем строительный исходный материал М, подаваемый с блока 20 подачи исходного материала. Строительный исходный материал М, подаваемый с блока 20A подачи исходного материала, и строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, также могут иметь одинаковую структуру или разные структуры.
[0110] Ленточный транспортер 21A предназначен для направления строительного исходного материала M в положение над передаточным листом 13 просеивающего блока 10A. Блок 22A выравнивания является частью поворотной конструкции для выравнивания строительного исходного материала M, который необходимо направить к ленточному транспортеру 21A, и на его поворотном периферийном конце предусмотрено множество прочесывающих зубьев в стоячем положении. В настоящем варианте осуществления блок 22 выравнивания расположен так, что поворотный периферийный конец блока 22A выравнивания находится напротив ленточного транспортера 21A и ось вращения блока 22A выравнивания перпендикулярна направлению, в котором строительный исходный материал M направляется ленточным транспортером 21A.
[0111] С точки зрения уменьшения или предотвращения увеличения размера устройства X3 для изготовления строительного материала и увеличения общего размера установки, содержащей устройство X3 для изготовления строительного материала, блок 20A подачи исходного материала предпочтительно расположен над просеивающим блоком 10A, так что ленточный транспортер 21A проходит вдоль горизонтальной составляющей направления раскладки ряда листов просеивающего блока 10A.
[0112] В настоящем варианте осуществления в направлении W ширины листа, показанном на ФИГ. 5 (направлении, перпендикулярном направлению D раскладки листов), передаточный лист 13 в просеивающем блоке 10A расширяется в том же интервале, что и область сбрасывания строительного исходного материала M, сбрасываемого с блока 20A подачи исходного материала, или расширяется после области сбрасывания.
[0113] Когда устройство X3 для изготовления строительного материала, оборудованное вышеописанной конфигурацией, работает, строительный исходный материал M непрерывно подается к блоку 20 подачи исходного материала из блока хранения исходного материала (не показана), и строительный исходный материал M направляется, например, с постоянной скоростью, в положение выше листа 11 приема и передачи просеивающего блока 10A при помощи ленточного транспортера 21. На ленточном транспортере 21, строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22 выравнивания и его прочесывающими зубьями.
[0114] Затем в состоянии, в котором каждый из ряда листов просеивающего блоке 10A совершает волнообразное движение, строительный исходный материал M сбрасывается с блока 20 подачи исходного материала к листу 11 приема и передачи просеивающего блока 10A (направление, в котором исходный материал падает с блока 20 подачи исходного материала, обозначено пунктирной линией в виде стрелки).
[0115] Строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, подвергается измельчению и распылению листом 11 приема и передачи, выполняющим волнообразное движение в просеивающем блоке 10A, аналогично строительному исходному материалу M, описанному выше в отношении устройства X2 для изготовления строительного материала. Строительный исходный материал M, который не проходит через просеивающие отверстия листа 12a сита при отсеивании листом 12a мелкоячеистого сита в просеивающем блоке 10A, подвергается измельчению и распылению передаточным листом 13, выполняющим волнообразное движение, аналогично строительному исходному материалу M, описанному выше в отношении устройства X2 для изготовления строительного материала. Соответственно, забивание отверстий листа 12 сита предотвращается.
[0116] Кроме того, когда устройство X3 для изготовления строительного материала работает, дополнительный строительный исходный материал M непрерывно подается из другой секции хранения исходного материала (не показана) к блоку 20A подачи исходного материала, и строительный исходный материал M направляется, например, с постоянной скоростью, в положение над передаточным листом 13 просеивающего блока 10A при помощи ленточного транспортера 21A. На ленточном транспортере 21A строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22A выравнивания и его прочесывающими зубьями.
[0117] Затем в состоянии, в котором каждый из ряда листов просеивающего блока 10A выполняет волнообразное движение, дополнительный строительный исходный материал M сбрасывается с блока 20A подачи исходного материала на передаточный лист 13 просеивающего блока 10A (направление, в котором исходный материал падает с блока 20A подачи исходного материала, обозначено пунктирной линией в виде стрелки). Строительный исходный материал M, сбрасываемый с блока 20A подачи исходного материала на просеивающий блок 10A добавляется на передаточный лист 13 к строительному исходному материалу M, который не проходит через просеивающие отверстия листа 12a сита после сбрасывания с блока 20 подачи исходного материала на просеивающий блок 10A.
[0118] Некоторая часть строительного исходного материала M, сбрасываемого с блока 20A подачи исходного материала имеет форму объемных комков. Этот строительный исходный материал M сначала принимается в просеивающем блоке 10A передаточным листом 13, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Данная конфигурация пригодна для измельчения строительного исходного материала M в виде объемных комков посредством столкновения с передаточным листом 13, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12b сита просеивающего блока 10A. Чем дольше протекает процесс измельчения строительного исходного материала М, прежде чем он достигнет листов 12b сита просеивающего блока 10A, тем в большей степени, как правило, устраняется забивание отверстий листов 12b сита.
[0119] В дополнение к этому, конфигурация, в которой строительный исходный материал M, сбрасываемый с блока 20A подачи исходного материала, сначала принимается в блоке 10A сит передаточным листом 13, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, пригодна для рассеивания строительного исходного материала M, например, в направлении W ширины листа, посредством столкновения с передаточным листом 13, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12b сита просеивающего блока 10A. Чем больше строительный исходный материал М рассеивается, прежде чем достигнуть листов 12b сита просеивающего блока 10A, тем в большей степени, как правило, устраняется забивание отверстий листов 12b сита.
[0120] Когда устройство X3 для изготовления строительного материала работает, строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, подвергается отсеиванию просеивающим блоком 10A после измельчения и распыления на листе 11 приема и передачи, и строительный исходный материал М, подаваемый с блока 20A подачи исходного материала, подвергается отсеиванию просеивающим блоком 10A после измельчения и распыления на передаточном листе 13 (листы продолжают выполнять волнообразное движение).
[0121] Затем часть строительного исходного материала M, которая была получена посредством отсеивания просеивающим блоком 10A и прошла через просеивающие отверстия листов сита, накапливается на принимающем приспособлении 30, и, таким образом, формируется мат исходного материала (направления, в которых исходный материал сбрасывается с просеивающего блока 10A, обозначены пунктирными линиями в виде стрелок). В соответствии с устройством X3 для изготовления строительного материала можно, например, сформировать мат исходного материала с двухслойной структурой за счет получения распыленного в гранулах исходного материала с двумя сегментами из строительного исходного материала M посредством вышеописанного отсеивания. Особенности описаны ниже.
[0122] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31 и проходит непосредственно под листом 12a сита просеивающего блока 10A. Соответственно, на принимающем приспособлении 30 формируется слой L5 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 10(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0123] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на слое L5 принимающего приспособления 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31 и проходит непосредственно под листами 12b сит просеивающего блока 10A. Соответственно, на слое L5 формируется слой L6 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 10(b).
[0124] После этого многослойное тело со слоями L5 и L6 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал, имеющий многослойную структуру с обработанным слоем, образованным с использованием слоя L5, и обработанным слоем, образованным с использованием слоя L6, изготавливают, подвергая многослойное тело слоев L5 и L6 этапу термического прессования или этапу термического прессования и затем автоклавной обработке.
[0125] Обработанный слой, образованный из слоя L5, который представляет собой скопление относительно мелкого строительного исходного материала M, имеет тонкую структуру, и вследствие этого, пригоден для получения более высокой водостойкости, и, таким образом, пригоден для образования внешнего слоя строительного материала. Обработанный слой, образованный из слоя L6, который представляет собой скопление относительно крупного строительного исходного материала M, имеет более низкую плотность и более легкую структуру, и, вследствие этого, пригоден для получения свойства высокой упругости, и, таким образом, пригоден для образования внутреннего слоя строительного материала.
[0126] Как описано выше, устройство X3 для изготовления строительного материала пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10A для отсеивания строительного исходного материала M. Уменьшение забивания отверстий листов 12 сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листов 12 сита и просеивающего блока 10A, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0127] Кроме того, по причинам, аналогичным описанным выше в отношении устройств X1 и X2 для изготовления строительного материала, устройство X3 для изготовления строительного материала является предпочтительным для предотвращения увеличения размера устройства и увеличения размера установки для изготовления строительного материала, является предпочтительным для предотвращения частой очистки устройства и установки для изготовления строительного материала, и, таким образом, является предпочтительным для снижения стоимости изготовления строительного материала.
[0128] На ФИГ. 11 показана схематическая конфигурация устройства для изготовления строительного материала X4 согласно одному варианту осуществления настоящего изобретения. Устройство для изготовления строительного материала X4 содержит секцию U1, секцию U2 и принимающее приспособление 30.
[0129] Секции U1 и U2 соответственно содержат просеивающий блок 10A и блок 20 подачи исходного материала. Как описано выше, просеивающий блок 10A содержит ряд листов, которые могут осуществлять волнообразное движение при работе устройства, наклонены и выровнены в направлении наклона, и блок 10' конструкций основного корпуса, к которому прикреплен ряд листов и который предназначен для осуществления волнообразного движения листов.
[0130] В настоящем варианте осуществления ряд листов в просеивающем блоке 10A секции U2 выровнены на расширяющейся области в направлении D раскладки ряда листов в просеивающем блоке 10A секции U1. Кроме того, в ряде листов просеивающего блока 10A секции U1, чем ближе к секции U2, тем ниже он расположен, а в ряде листов просеивающего блока 10А секции U2, чем ближе к секции U1 находится лист, тем ниже он расположен.
[0131] Ряд листов в просеивающем блоке 10A содержит лист 11 приема и передачи без просеивающих отверстий, два типа листов 12a и 12b сита в качестве листов 12 сита с просеивающими отверстиями и передаточный лист 13 без просеивающих отверстий, расположенный между листами 12a и 12b сита. Конфигурация раскладки листов в устройстве для изготовления строительного материала X4 и секций U1 и U2 показана на ФИГ. 12.
[0132] В устройстве для изготовления строительного материала X4 в ряде листов секции U1 лист 11 приема и передачи расположен на большем расстоянии от ряда листов секции U2, чем листы 12a и 12b сита. С другой стороны, в ряде листов секции U2, лист 11 приема и передачи расположен на большем расстоянии от ряда листов секции U1, чем листы 12a и 12b сита.
[0133] В настоящем варианте осуществления принимающее приспособление 30 предназначено для приема предварительно определенного строительного исходного материала M, который прошел через просеивающие блоки 10A секций U1 и U2, и располагается на ленточном транспортере 31A, который образует линию перемещения принимающего приспособления 30. Благодаря тому, что ленточный транспортер 31A работает, принимающее приспособление 30 перемещается, и принимающее приспособление 30 выполнено с возможностью перемещения в области, расположенной между областью, в которой может быть принят строительный исходный материал М, который прошел через просеивающий блок 10А секции U1, и областью, в которой может быть принят строительный исходный материал М, прошедший через просеивающий блок 10А секции U2.
[0134] Когда данное устройство для изготовления строительного материала X4 работает, в каждой из секций U1 и U2 строительный исходный материал M непрерывно подается из блока хранения исходного материала (не показан) к блоку 20 подачи исходного материала и строительный исходный материал M направляется, например, с постоянной скоростью, в положение выше листа 11 приема и передачи просеивающего блока 10A при помощи ленточного транспортера 21. На ленточном транспортере 21, строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22 выравнивания и его прочесывающими зубьями.
[0135] Затем в каждой секции, в состоянии, в котором ряд листов просеивающего блока 10A совершают волнообразное движение, строительный исходный материал M сбрасывается с блока 20 подачи исходного материала на лист 11 приема и передачи просеивающего блока 10A (направление, в котором исходный материал падает с блока 20 подачи исходного материала, обозначено пунктирной линией в виде стрелки).
[0136] В каждой секции строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, подвергается измельчению и распылению листом 11 приема и передачи, выполняющим волнообразное движение в просеивающем блоке 10A, аналогично строительному исходному материалу M, описанному выше в отношении устройства X2 для изготовления строительного материала. В каждой секции строительный исходный материал M, который не проходит через просеивающие отверстия листа 12a сита при отсеивании листом 12a мелкоячеистого сита в просеивающем блоке 10A, подвергается измельчению и распылению передаточным листом 13, выполняющим волнообразное движение, аналогично строительному исходному материалу M, описанному выше в отношении устройства X2 для изготовления строительного материала. Соответственно, забивание отверстий листов 12 сита предотвращается.
[0137] Затем, когда устройство для изготовления строительного материала X4 работает, часть строительного исходного материала M, которая образована посредством отсеивания в просеивающем блоке 10A секции U1 и проходит через просеивающие отверстия листов сита, может образовать слой, который должен быть матом исходного материала, и часть строительного исходного материала M, которая образована посредством отсеивания в просеивающем блоке 10A секции U2 и проходит через просеивающие отверстия листов сита, может образовать слой, который должен быть матом исходного материала (направления, в которых исходный материал сбрасывается из каждого просеивающего блока 10A, обозначены пунктирными линиями в виде стрелок). Особенности описаны ниже.
[0138] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листом 12a сита просеивающего блока 10A секции U1. Соответственно, на принимающем приспособлении 30 формируется слой L7 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 13(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0139] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на слое L7 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листами 12b сит просеивающего блока 10A секции U1. Соответственно, на слое L7 формируется слой L8 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 13(b).
[0140] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на слое L8 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листами 12b сит просеивающего блока 10A секции U2. Соответственно, на слое L8 формируется слой L9 (третий слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 13(c).
[0141] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на слое L9 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листом 12a сита просеивающего блока 10A секции U2. Соответственно, на слое L9 формируется слой L10 (четвертый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 13(d).
[0142] После этого многослойное тело со слоями L7, L8, L9 и L10 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал с многослойной структурой, включающей обработанные слои, образованной из слоев, изготавливается в результате того, что многослойное тело со слоями L7, L8, L9 и L10 подвергается этапу термического прессования, или подвергается этапу термического прессования и затем автоклавной обработке.
[0143] Обработанные слои, образованные из слоев L7 и L10, которые представляют собой скопления относительно мелкого строительного исходного материала M, имеют тонкую структуру, и вследствие этого, подходят для получения более высокой водостойкости, и, таким образом, подходят для образования внешних слоев строительного материала. Обработанные слои, образованные из слоев L8 и L9, которые представляют собой скопления относительно крупного строительного исходного материала M, имеют более низкую плотность и более легкие структуры, и вследствие этого, подходят для получения свойства высокой упругости, и, таким образом, подходят для образования внутреннего слоя строительного материала.
[0144] Как описано выше, устройство для изготовления строительного материала X4 пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10A для отсеивания строительного исходного материала M. Уменьшение забивания отверстий листов 12 сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листов 12 сита и просеивающего блока 10A, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0145] Кроме того, по причинам, аналогичным описанным выше в отношении устройств X1 и X2 для изготовления строительного материала, устройство для изготовления строительного материала X4 является предпочтительным для предотвращения увеличения размера устройства и увеличения размера установки для изготовления строительного материала, является предпочтительным для предотвращения частой очистки устройства и установки для изготовления строительного материала, и, таким образом, является предпочтительным для снижения стоимости изготовления строительного материала.
[0146] На ФИГ. 14 показана схематическая конфигурация устройства X5 для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения. Устройство X5 для изготовления строительного материала содержит секцию U1, секцию U2 и принимающее приспособление 30. Секция U1 устройства X5 для изготовления строительного материала содержит просеивающий блок 10A, блок 20 подачи исходного материала и блок 20A подачи исходного материала, и отличается от секции U1 устройства для изготовления строительного материала X4 тем, что дополнительно содержит блок 20A подачи исходного материала. Блок U2 и принимающее приспособление 30 устройства X5 для изготовления строительного материала имеют такие же конфигурации, что и секция U2 и принимающее приспособление 30 устройства для изготовления строительного материала X4.
[0147] В настоящем варианте осуществления блок 20A подачи исходного материала предназначен для подачи исходного материала на просеивающий блок 10A путем сбрасывания дополнительного строительного исходного материала M на передаточный лист 13 в просеивающем блоке 10A в секции U1, и блок 20A подачи исходного материала содержит ленточный транспортер 21A и блок 22A выравнивания. В настоящем варианте осуществления строительный исходный материал М, подаваемый с блока 20A подачи исходного материала, имеет больший размер порошка и является более крупным, чем строительный исходный материал М, подаваемый с блока 20 подачи исходного материала. Строительный исходный материал М, подаваемый с блока 20A подачи исходного материала, и строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, также могут иметь одинаковую структуру или разные структуры.
[0148] Ленточный транспортер 21A предназначен для направления строительного исходного материала M над передаточным листом 13 просеивающего блока 10A в секцию U1. Блок 22A выравнивания является частью поворотной конструкции для выравнивания строительного исходного материала M, который необходимо направить к ленточному транспортеру 21A, и на его поворотном периферийном конце предусмотрено множество прочесывающих зубьев в стоячем положении. В настоящем варианте осуществления блок 22 выравнивания расположен так, что поворотный периферийный конец блока 22A выравнивания находится напротив ленточного транспортера 21A и ось вращения блока 22A выравнивания перпендикулярна направлению, в котором строительный исходный материал M направляется ленточным транспортером 21A.
[0149] С точки зрения уменьшения или предотвращения увеличения размера устройства X5 для изготовления строительного материала и увеличения общего размера установки, содержащей устройство X5 для изготовления строительного материала, блок 20A подачи исходного материала предпочтительно расположен над просеивающим блоком 10A, так что ленточный транспортер 21A проходит вдоль горизонтальной составляющей направления раскладки ряда листов в просеивающем блоке 10A секции U1.
[0150] В настоящем варианте осуществления в направлении W ширины листа, показанном на ФИГ. 12 (направлении, перпендикулярном направлению D раскладки листов), передаточный лист 13 в просеивающем блоке 10A секции U1 расширяется в том же интервале, что и область сбрасывания строительного исходного материала M, сбрасываемого с блока 20A подачи исходного материала, или расширяется после области сбрасывания.
[0151] Когда данное устройство X5 для изготовления строительного материала работает, в каждой из секций U1 и U2 строительный исходный материал M непрерывно подается из блока хранения исходного материала (не показана) к блоку 20 подачи исходного материала и строительный исходный материал M направляется, например, с постоянной скоростью, в положение выше листа 11 приема и передачи просеивающего блока 10A при помощи ленточного транспортера 21. На ленточном транспортере 21 строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22 выравнивания и его прочесывающими зубьями.
[0152] Затем в каждой секции, в состоянии, в котором ряд листов в просеивающем блоке 10A совершает волнообразное движение, строительный исходный материал M сбрасывается с блока 20 подачи исходного материала на лист 11 приема и передачи просеивающего блока 10A (направление, в котором исходный материал падает с блока 20 подачи исходного материала, обозначено пунктирной линией в виде стрелки).
[0153] В каждой секции строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, подвергается измельчению и распылению листом 11 приема и передачи, выполняющим волнообразное движение в просеивающем блоке 10A, аналогично строительному исходному материалу M, описанному выше в отношении устройства X2 для изготовления строительного материала. В каждой секции строительный исходный материал M, который не проходит через просеивающие отверстия листа 12a сита при отсеивании листом 12a мелкоячеистого сита в просеивающем блоке 10A, подвергается измельчению и распылению передаточным листом 13, выполняющим волнообразное движение, аналогично строительному исходному материалу M, описанному выше в отношении устройства X2 для изготовления строительного материала. Соответственно, забивание отверстий листа 12 сита предотвращается.
[0154] Кроме того, когда устройство X5 для изготовления строительного материала работает, дополнительный строительный исходный материал M непрерывно подается из другого блока хранения исходного материала (не показан) к блоку 20A подачи исходного материала секции U1, и строительный исходный материал M направляется, например, с постоянной скоростью, в положение над передаточным листом 13 просеивающего блока 10A при помощи ленточного транспортера 21A. На ленточном транспортере 21A строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22A выравнивания и его прочесывающими зубьями.
[0155] Затем в состоянии, в котором ряд листов просеивающего блоке 10A в секции U1 выполняет волнообразное движение, дополнительный строительный исходный материал M сбрасывается с блока 20A подачи исходного материала на передаточный лист 13 просеивающего блока 10A (направление, в котором исходный материал падает с блока 20A подачи исходного материала, обозначено пунктирной линией в виде стрелки). Строительный исходный материал M, сбрасываемый с блока 20A подачи исходного материала на просеивающий блок 10A в секции U1, добавляется на передаточный лист 13 к строительному исходному материалу M, который не проходит через просеивающие отверстия листа 12a сита после сбрасывания с блока 20 подачи исходного материала на просеивающий блок 10A.
[0156] Некоторая часть строительного исходного материала M, сбрасываемого с блока 20A подачи исходного материала, имеет форму объемных комков. Этот строительный исходный материал M сначала принимается в просеивающем блоке 10A секции U1 передаточным листом 13, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Данная конфигурация пригодна для измельчения строительного исходного материала M в виде объемных комков посредством столкновения с передаточным листом 13, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листа 12b сита просеивающего блока 10A в секции U1. Чем дольше протекает процесс измельчения строительного исходного материала М, прежде чем он достигнет листов 12b сита просеивающего блока 10A, тем в большей степени, как правило, устраняется забивание отверстий листов 12b сита.
[0157] В дополнение к этому конфигурация, в которой строительный исходный материал M, сбрасываемый с блока 20A подачи исходного материала, сначала принимается в просеивающем блоке 10A секции U1 передаточным листом 13, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, пригодна для рассеивания строительного исходного материала M, например, в направлении W ширины листа посредством столкновения с передаточным листом 13, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12b сита просеивающего блока 10A в секции U1. Чем больше строительный исходный материал М рассеивается, прежде чем достигнуть листов 12b сита просеивающего блока 10A, тем в большей степени, как правило, устраняется забивание отверстий листов 12b сита.
[0158] Затем, когда устройство X5 для изготовления строительного материала работает, часть строительного исходного материала M, которая образована посредством отсеивания в просеивающем блоке 10A секции U1 и проходит через просеивающие отверстия листов сита, может образовать мат исходного материала, и часть строительного исходного материала M, которая образована посредством отсеивания в просеивающем блоке 10A секции U2 и проходит через просеивающие отверстия листов сита, может образовать слои, которые должны быть матом исходного материала (направления, в которых исходный материал сбрасывается из каждого просеивающего блока 10A, обозначены пунктирными линиями в виде стрелок). Особенности описаны ниже.
[0159] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листом 12a сита просеивающего блока 10A секции U1. Соответственно, на принимающем приспособлении 30 формируется слой L7 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 15(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0160] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12b сита накапливается на слое L7 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листами 12b сит просеивающего блока 10A секции U1. Соответственно, на слое L7 формируется слой L11 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 15(b).
[0161] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на слое L11 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листами 12b сит просеивающего блока 10A секции U2. Соответственно, на слое L11 формируется слой L9 (третий слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 15(c).
[0162] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита накапливается на слое L9 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листом 12a сита просеивающего блока 10A секции U2. Соответственно, на слое L9 формируется слой L10 (четвертый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 15(d).
[0163] После этого многослойное тело со слоями L7, L11, L9 и L10 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал с многослойной структурой, содержащей обработанные слои, образованные из слоев, изготавливается в результате того, что многослойное тело со слоями L7, L8, L9 и L10 подвергается этапу термического прессования, или этапу термического прессования и затем автоклавной обработке.
[0164] Обработанные слои, образованные из слоев L7 и L10, которые представляют собой скопления относительно мелкого строительного исходного материала M, имеют тонкую структуру, и, вследствие этого, подходят для получения более высокой водостойкости, и, таким образом, подходят для образования внешних слоев строительного материала. Обработанный слой, образованный из слоев L11 и L9, которые представляют собой скопление относительно крупного строительного исходного материала M, имеет более низкую плотность и более легкую структуру, и, вследствие этого, пригоден для получения свойства высокой упругости, и, таким образом, пригоден для образования внутреннего слоя строительного материала.
[0165] Как описано выше, устройство X5 для изготовления строительного материала пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10A для отсеивания строительного исходного материала M. Уменьшение забивания отверстий листов 12 сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листов 12 сита и просеивающего блока 10A, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0166] Кроме того, по причинам, аналогичным описанным выше в отношении устройств X1 и X2 для изготовления строительного материала, устройство X5 для изготовления строительного материала является предпочтительным для предотвращения увеличения размера устройства и увеличения размера установки для изготовления строительного материала, является предпочтительным для предотвращения частой очистки устройства и установки для изготовления строительного материала, и, таким образом, является предпочтительным для снижения стоимости изготовления строительного материала.
[0167] На ФИГ. 16 показана схематическая конфигурация устройства X6 для изготовления строительного материала согласно одному варианту осуществления настоящего изобретения. Устройство X6 для изготовления строительного материала содержит секцию U3, секцию U4 и принимающее приспособление 30. Секция U3 устройства X6 для изготовления строительного материала содержит просеивающий блок 10B и вышеописанный блок 20 подачи исходного материала и отличается от секции U1 устройства для изготовления строительного материала X4 тем, что содержит просеивающий блок 10B вместо просеивающего блока 10A. Кроме того, секция U4 устройства X6 для изготовления строительного материала содержит просеивающий блок 10B и вышеописанный блок 20 подачи исходного материала и отличается от секции U2 устройства для изготовления строительного материала X4 тем, что содержит просеивающий блок 10B вместо просеивающего блока 10A.
[0168] Просеивающий блок 10B содержит ряд листов, которые могут осуществлять волнообразное движение при работе устройства, наклонены и расположены бок о бок в направлении наклона, и вышеописанный блок 10' конструкций основного корпуса, к которому прикреплен ряд листов, и который предназначен для осуществления волнообразного движения листов. Ряд листов в просеивающем блоке 10B содержит два листа 11 приема и передачи без просеивающих отверстий и два типа листов 12a и 12b сит в качестве листов 12 сита с просеивающими отверстиями. Листы 12b крупноячеистого сита расположены ниже листа 12a мелкоячеистого сита. Конфигурация раскладки листов в устройстве X6 для изготовления строительного материала и секций U3 и U4 показана на ФИГ. 17.
[0169] В устройстве X6 для изготовления строительного материала в ряде листов секции U3 лист 11 приема и передачи расположены отстоящими дальше от ряда листов секции U4, чем листы 12a и 12b сита. С другой стороны, в ряде листов секции U4 лист 11 приема и передачи расположен отстоящим дальше от ряда листов секции U3, чем листы 12a и 12b сита.
[0170] Когда данное устройство X6 для изготовления строительного материала работает, в каждой из секций U3 и U4 строительный исходный материал M непрерывно подается из блока хранения исходного материала (не показан) к блоку 20 подачи исходного материала и строительный исходный материал M направляется, например, с постоянной скоростью, в положение выше листа 11 приема и передачи на верхний конец просеивающего блока 10B при помощи ленточного транспортера 21. На ленточном транспортере 21 строительный исходный материал M подвергается выравнивающему действию, выполняемому вращающимся блоком 22 выравнивания и его прочесывающими зубьями.
[0171] Затем в каждой секции в состоянии, в котором ряд листов просеивающего блока 10B совершает волнообразное движение, строительный исходный материал M сбрасывается с блока 20 подачи исходного материала на лист 11 приема и передачи на верхний конец просеивающего блока 10B (направление, в котором исходный материал падает с блока 20 подачи исходного материала, обозначено пунктирной линией в виде стрелки).
[0172] Некоторая часть строительных исходных материалов M, сбрасываемых с блока 20 подачи исходного материала имеет форму объемных комков. Данный строительный исходный материал M сначала принимается в просеивающем блоке 10B каждого секции листом 11 приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом. Данная конфигурация пригодна для измельчения строительного исходного материала M в виде объемных комков посредством столкновения с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12 сита просеивающего блока 10B. Чем дольше протекает процесс измельчения строительного исходного материала М, прежде чем он достигнет листов 12 сита просеивающего блока 10B, тем в большей степени, как правило, устраняется забивание отверстий листов 12 сита.
[0173] В дополнение к этому конфигурация, в которой строительный исходный материал M, сбрасываемый с блока 20 подачи исходного материала сначала принимается в просеивающем блоке 10B листом 11 приема и передачи, который не имеет просеивающих отверстий и имеет большую площадь контакта с исходным материалом, пригодна для рассеивания строительного исходного материала M, например, в направлении W ширины листа благодаря столкновению с листом 11 приема и передачи, выполняющим волнообразное движение, прежде чем строительный исходный материал M достигнет листов 12 сита просеивающего блока 10B. Чем больше строительный исходный материал М рассеивается, прежде чем достигнуть листов 12 сита просеивающего блока 10B, тем в большей степени, как правило, устраняется забивание отверстий листов 12 сита.
[0174] Затем, когда устройство X6 для изготовления строительного материала работает, мат исходного материала может быть сформирован из части строительного исходного материала M, которая образована в результате отсеивания в просеивающем блоке 10B секции U3 и прошла через просеивающие отверстия листов сита, и мат исходного материала может быть сформирован из части строительного исходного материала M, которая образована в результате отсеивания в просеивающем блоке 10B секции U4 и прошла через просеивающие отверстия листа сита (направления, в которых исходный материал сбрасывается с просеивающего блока 10B, обозначены пунктирными линиями в виде стрелок). Особенности описаны ниже.
[0175] Сначала заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листом 12a сита просеивающего блока 10B секции U3. Соответственно, на принимающем приспособлении 30 формируется слой L12 (первый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 18(a). Принимающее приспособление 30 представляет собой, например, формовочную плиту, имеющую неровную форму, соответствующую дизайнерской поверхности строительного материала, которую необходимо изготовить на его внутренней поверхности (поверхность на стороне, которая принимает строительный исходный материал M).
[0176] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12b сита, накапливается на слое L12 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листами 12b сит просеивающего блока 10B секции U3. Соответственно, на слое L12 формируется слой L13 (второй слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 18(b).
[0177] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листов 12b сита, накапливается на слое L13 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листами 12b сит просеивающего блока 10B секции U4. Соответственно, на слое L13 формируется слой L14 (третий слой), образованный в результате накопления относительно крупного строительного исходного материала M, который прошел через листы 12b крупноячеистого сита, как показано на ФИГ. 18(c).
[0178] Затем заданное количество части строительного исходного материала M, которая прошла через просеивающие отверстия листа 12a сита, накапливается на слое L14 на принимающем приспособлении 30, которое транспортируется в направлении стрелки d1 при помощи ленточного транспортера 31A и проходит непосредственно под листом 12a сита просеивающего блока 10B секции U4. Соответственно, на слое L14 формируется слой L15 (четвертый слой), образованный в результате накопления относительно мелкого строительного исходного материала M, который прошел через лист 12a мелкоячеистого сита, как показано на ФИГ. 18(d).
[0179] После этого многослойное тело со слоями L12, L13, L14 и L15 подвергается вышеописанному этапу термического прессования или вышеописанному этапу термического прессования и затем автоклавной обработке. Строительный материал с многослойной структурой, содержащей обработанные слои, образованные из слоев, получается благодаря тому, что многослойное тело со слоями L12, L13, L14 и L15 подвергается этапу термического прессования и затем автоклавной обработке.
[0180] Обработанный слой, образованный из слоев L12 и L15, который представляет собой скопление относительно мелкого строительного исходного материала M, имеет тонкую структуру, и, вследствие этого, пригоден для получения более высокой водостойкости, и, таким образом, пригоден для образования внешнего слоя строительного материала. Поскольку обработанный слой, образованный из слоев L13 и L14, который представляет собой скопление относительно крупного строительного исходного материала M, имеет более низкую плотность и более легкую структуру, он пригоден для получения свойства высокой упругости, и, таким образом, пригоден для образования внутреннего слоя строительного материала.
[0181] Как описано выше, устройство X6 для изготовления строительного материала пригодно для изготовления строительного материала, при этом уменьшая забивание отверстий листов 12 сита в просеивающем блоке 10B для отсеивания строительного исходного материала M. Уменьшение забивания отверстий листов 12 сита является предпочтительным для уменьшения времени и трудозатрат, необходимых для технического обслуживания листов 12 сита и просеивающего блока 10B, и, таким образом, является предпочтительным с точки зрения снижения стоимости изготовления строительного материала.
[0182] Кроме того, по причинам, аналогичным описанным выше в отношении устройств X1 и X2 для изготовления строительного материала, устройство X6 для изготовления строительного материала является предпочтительным для предотвращения увеличения размера устройства и увеличения размера установки для изготовления строительного материала, является предпочтительным для предотвращения частой очистки устройства и установки для изготовления строительного материала, и, таким образом, является предпочтительным для снижения стоимости изготовления строительного материала.
[0183] Как описано выше, просеивающие блоки 10B секций U3 и U4 устройства X6 для изготовления строительного материала содержат на верхних концах ряда листов, два листа 11 приема и передачи для выполнения вышеописанного измельчения и рассеивания на строительном исходном материале M. Данная конфигурация является предпочтительной для уменьшения забивания отверстий листов 12 сита.
Список ссылочных позиций
[0184]
X1 - X6 У устройство для изготовления строительного материала
U1 - U4 Секция
10, 10A, 10B Просеивающий блок
11 Лист приема и передачи
12, 12a, 12b Лист сита
13 Передаточный лист
20, 20A Блок подачи исходного материала
21, 21A Транспортер
22, 22A Блок выравнивания
30 Принимающее приспособление
31, 31A Линия транспортировки.
Реферат
Группа изобретений относится к устройству и способу изготовления строительного материала, такого как листовой материал для строительства. Устройство содержит, например, просеивающий блок 10 и принимающее приспособление 30. Просеивающий блок 10 содержит лист 11 приема и передачи без просеивающих отверстий, на который сбрасывается строительный исходный материал M, и по меньшей мере один лист 12 сита с просеивающими отверстиями, который расположен ниже указанного листа. Лист 11 приема и передачи и лист 12 сита могут выполнять волнообразное движение, наклонены и расположены бок о бок в направлении наклона. Принимающее приспособление 30 предназначено для приема строительного исходного материала M, который прошел через просеивающие отверстия просеивающего блока 10. В способе в состоянии, в котором лист 11 приема и передачи и по меньшей мере один лист 12 сита совершают волнообразное движение, строительный исходный материал M сбрасывается на лист 11 приема и передачи, перемещается с листа 11 приема и передачи на лист 12 сита, подвергается отсеиванию листом 12 сита и часть, которая проходит через просеивающие отверстия листа 12 сита, накапливается на принимающем приспособлении 30, в результате чего формируется мат по меньшей мере с одним слоем. Техническим результатом является повышение эффективности изготовления строительного материала, снижение забивания отверстий просеивающего блока для отсеивания строительного исходного материала. 2 н. и 8 з.п. ф-лы, 18 ил.
Комментарии