Средство для трехслойного покрытия металлических труб и способ нанесения наружного трехслойного покрытия на металлические трубы - RU2131308C1
Код документа: RU2131308C1
Чертежи

Описание
Изобретение относится к средству для трехслойного покрытия металлических труб на основе содержащей эпоксидные смолы и фенольные агенты сшивания порошковой грунтовки, термопластичного твердого клея и полиолефинового покрывного слоя. Изобретение относится далее к способу нанесения наружного трехслойного покрытия на металлические трубы.
Металлические трубы находят в настоящее время широкое применение для транспортировки, например, нефти, нефтепродуктов, газа, воды, а также твердых веществ от мест их добычи, соответственно их производства к потребителю. Металлические трубы должны, во-первых, иметь антикоррозионную защиту и, во-вторых, быть устойчивыми к механическим нагрузкам, что диктуется необходимостью обеспечить надежную эксплуатацию трубопроводов в течение длительного времени. Наружные покрытия металлических труб должны обладать высокой ударной прочностью, прочностью при сжатии и износостойкостью, необходимо также обеспечить защиту наружных покрытий от повреждений при транспортировке, складировании, прокладке и эксплуатации металлических труб. Кроме того, средства для нанесения наружных покрытий на металлические трубы должны обладать повышенной стойкостью к старению, хорошей стойкостью к воздействию погодных условий при временном складировании труб под открытым небом, высокой стойкостью к различным внешним воздействиям, хорошими диэлектрическими свойствами и малой водопаро- и газопроницаемостью.
Известно применение однослойных систем на основе эпоксидных смол, наносимых в качестве наружных покрытий на металлические трубы, однако такие покрытия имеют существенный недостаток, а именно, низкую механическую прочность при ударных нагрузках.
Известен далее способ нанесения на металлические трубы трехслойного покрытия, в котором на металл наносят сначала порошковую грунтовку на основе эпоксидной смолы, затем на эту грунтовку наносят клей горячего отверждения или термоплавкий клей и в завершение покрывают полиолефиновой оболочкой. Трехслойные покрытия такого типа для металлических труб описаны, например, в европейской заявке EP-A 57823, в патенте Великобритании GB 1542333, в патентных заявках Германии DE-A 2222911, DE-A 2257135, DE-A 1965802, DE-A 2944809 и DE-A 3230955. Эти трехслойные системы, состоящие из грунтовки из эпоксидной смолы, термопластичного твердого клея и полиолефинового покрытия, в значительной степени удовлетворяют многим требованиям. По сравнению с однослойными системами они обладают существенными преимуществами. Эти трехслойные системы соединяют в себе положительные свойства, характерные для грунтовочного слоя (хорошее сцепление со сталью) и для термопластичного полиолефинового покрытия (вязкость, долговечность, хорошие диэлектрические качества, низкую газопроницаемость).
Известно далее использование в качестве порошковой грунтовки в средствах для наружного трехслойного покрытия металлических труб порошкового лака на основе эпоксидных смол, дициандиамидных отвердителей и кристаллических либо аморфных кремниевых кислот.
Известны, кроме того, также порошковые грунтовки, состоящие из эпоксидных смол, фенольных отвердителей и аморфных кремниевокислотных наполнителей.
Более близким аналогом изобретения является средство для трехслойного покрытия металлических труб на основе содержащей эпоксидные смолы и фенольные агенты сшивания порошковой грунтовки, термопластичного твердого клея и полиолефинового покрывного слоя, а также способ нанесения наружного трехслойного покрытия на металлические трубы, в котором на металлическую трубу наносят порошковую грунтовку на основе эпоксидных смол, на порошковую грунтовку наносят термопластичный твердый клей, затем наносят полиолефиновый покрывной слой (патент JP-A-3073340).
В описываемых средствах грунтовки представляют собой жидкие системы, в частности, системы, содержащие растворители. В указанной заявке описывается использование низкомолекулярных новолачных смол, соответственно низкомолекулярных эпоксидных смол, или рекомендуется добавлять растворитель в случае использования высокомолекулярных компонентов. Указанная грунтовка в качестве отвердителей содержит модифицированные амины. При этом, известная грунтовка согласно патенту обязательно наносится на хроматированный субстрат.
Однако общим недостатком всех известных на сегодняшний день трехслойных систем является неудовлетворительная прочность на расслаивание после укладки в горячей воде, причем при расслаивании после такой укладки в горячей воде происходит частичное отслаивание порошкового лака от грунтовочного слоя. Постоянно дальнейшего улучшения требуют также свойства, наличие которых способствует разложению при катодном расщеплении.
Задачей настоящего изобретения является создание таких многослойных покрытий для нанесения на металлические трубы, которые не имеют описанных выше недостатков. Так, в частности, задачей изобретения является разработка покрытий, обладающих повышенной стойкостью к расслаиванию после укладки труб в горячую воду, а также показывающие лучшие результаты относительно расслаивания покрытия под воздействием катодной поляризации. И, наконец, новые покрытия должны обладать высокой адгезионной прочностью и устойчивостью к различным воздействиям, а также обеспечивать надежную антикоррозионную защиту.
Поставленная задача решается средством для трехслойного покрытия металлических труб на основе содержащей эпоксидные смолы и фенольные агенты сшивания порошковой грунтовки, термопластичного твердого клея и полиолефинового покрывного слоя в котором согласно изобретению порошковая грунтовка содержит эпоксидированные новолачные смолы, фенольные агенты сшивания, катализаторы отверждения эпоксидной смолы - фенольной смолы, а также наполнители на основе кристаллических модификаций кремниевой кислоты.
Предпочтительно средство для покрытия металлических труб, в котором эпоксидированные новолачные смолы имеют среднюю функциональность в пределах от 2,4 до 2,8 и эпоксидную эквивалентную массу в пределах от 600 до 850.
Предпочтительно указанное средство, в котором в качестве фенольных агентов сшивания применяют содержащие гидроксильные группы смолы бисфенола А или бисфенола F с гидроксиэквивалентной массой в пределах от 180 до 600.
Далее, предпочтительно средство, в котором в качестве наполнителей порошковой грунтовки применяют функционализированные глицидиловыми группами модификации кремниевой кислоты.
Кроме того, предпочтительно средство, в котором порошковая грунтовка содержит 10-40 мас.% по отношению к общей массе порошковой грунтовки, кристаллических модификаций кремниевой кислоты.
Поставленная задача решается также способом нанесения наружного трехслойного покрытия на металлические трубы, в котором на металлическую трубу наносят порошковую грунтовку на основе эпоксидных смол, на порошковую грунтовку наносят термопластичный твердый клей и затем наносят полиолефиновый покрывной слой, в котором, согласно изобретению порошковая грунтовка содержит эпоксидированные новолачные смолы, фенольные агенты сшивания, катализаторы отверждения эпоксидной смолы - фенольной смолы, а также наполнители на основе кристаллических модификаций кремниевой кислоты.
При этом предпочтителен способ, в котором эпоксидированные новолачные смолы имеют среднюю функциональность в пределах от 2,4 до 2,8 и эпоксидную эквивалентную массу в пределах от 600 до 850.
Предпочтителен также способ, в котором в качестве наполнителей порошковой грунтовки применяют функционализированные глицидиловыми группами модификации кремниевой кислоты.
Далее предпочтителен способ, в котором порошковая грунтовка содержит 10-40 мас.% по отношению к общей массе порошковой грунтовки, кристаллических модификаций кремниевой кислоты.
Предпочтительно в способе в качестве фенольных агентов сшивания применяют содержащие гидроксильные группы смолы бисфенола А или бисфенола F с гидроксиэквивалентной массой в пределах от 180 до 600.
Предпочтительно также в качестве термопластичного твердого клея применяют сополимеры из этилена, (мет)акриловой кислоты и эфиров (мет) акриловой кислоты с числом атомов углерода 1-8 в спиртовом остатке.
Кроме того, предпочтительно в качестве полиолефинового покрывного слоя применяют полиэтилен.
Далее предпочтителен способ, в котором степень сшивания порошковой грунтовки при нанесении термопластичного твердого клея составляет 40-60%.
Представленная в порошкообразном виде эпоксидная грунтовка содержит эпоксидные новолачные смолы. В этих новолачных смолах фенольные гидроксильные группы этерифицированы алкильными, арильными либо другими аналогичными группами. Благодаря взаимодействию фенольных гидроксильных групп с эпихлоргидрином эпоксидные группы встраиваются в молекулу. Исходя из новолаков, образуется так называемый эпоксидный новолак. Эпоксидированные новолаки по своей структуре родственны бисфенольным A-смолам. Исходным или основным типом для эпоксидированных новолаков является диглицидиловый эфир бисфенола F. Эпоксидированные новолаки могут быть получены эпоксидированием новолаков, состоящих, например, из 3-4 фенольных ядер, связанных между собой метиленовыми мостиками. В качестве новолаков могут использоваться также замещенные алкилом фенолы, которые подвергают взаимодействию с формальдегидом. По сравнению с бисфенольными A-смолами эпоксидированные новолачные смолы характеризуются более высокой функциональностью. Предпочтительное применение находят эпоксидированные новолачные смолы со средней функциональностью в пределах от 2,4 до 2,8 и эпоксидной эквивалентной массой в пределах от 600 до 850.
Пригодные для использования в указанных выше целях эпоксидированные новолачные смолы имеются среди прочих в продаже под следующими названиями: DER 672U (изготовитель Dow Chemicals), Epikote 2014 (изготовитель фирма Shell) и GT 7220 и GT 7255 (изготовитель фирма Ciba Geigy).
Для отверждения эпоксидированных новолачных смол порошковая грунтовка содержит фенольные агенты сшивания. Для этой цели может использоваться, например, любая фенольная смола, при условии, что она обладает необходимой для осуществления реакции метилоловой функциональностью. Предпочтительными фенольными смолами являются получаемые в щелочных условиях продукты реакции фенола, замещенных фенолов и бисфенола А с формальдегидом. При проведении реакции в таких условиях происходит орто- либо параприсоединение метилоловой группы к ароматическому кольцу. Особенно предпочтительно согласно настоящему изобретению в качестве фенильных агентов сшивания используют содержащие гидроксильные группы бисфенольные A-смолы либо бисфенольные F-смолы с гидроксиэквивалентной массой в пределах от 180 до 600, наиболее предпочтительно в пределах от 180 до 300. Такие фенольные отвердители получают взаимодействием бисфенола А либо бисфенола F с содержащими глицидиловые группы компонентами, например, диглицидиловым эфиром бисфенола А. Фенольные агенты сшивания такого типа можно приобрести, в частности, на рынке под торговой маркой DEH 81, DEH 82 и DEH 87 фирмы Dow, DX 171 фирмы Shell и XB 3082 фирмы Ciba Geigy.
Грунтовка из эпоксидной смолы содержит один или несколько соответствующих катализаторов, используемых для отверждения эпоксидной смолы и фенольной смолы. Пригодными для этой цели катализаторами являются фосфониевые соли органических и неорганических кислот, имидазолы и производные имидазола, четвертичные соединения аммония, а также амины. Катализаторы применяют, как правило, в количествах от 0,001 мас.% до приблизительно 10 мас.% по отношению к общей массе эпоксидной смолы и фенольного агента сшивания.
В качестве примеров таких катализаторов, представляющих собой названные фосфониевые соли, можно привести иодид этилтрифенилфосфония, хлорид этилтрифенилфосфония, тиоцианат этилтрифенилфосфония, комплекс этилтрифенилфосфоний-ацетат-уксусная кислота, иодид тетрабутилфосфония, бромид тетрабутилфосфония и комплекс тетрабутилфосфоний-ацетат-уксусная кислота. Эти, равно как и другие соответствующие фосфониевые катализаторы описаны, например, в патентах США US-PS 3477990 и US-PS 3341580.
Пригодными для использования в указанных выше целях имидазоловыми катализаторами являются среди прочих 2-стирилимидазол, 1-бензил-2-метил-имидазол, 2-метилимидазол, 2-бутилимидазол. Эти, равно как и другие имидазоловые катализаторы описаны, например, в патенте Бельгии N 756693.
Имеющиеся в продаже фенольные отвердители частично уже содержат катализаторы для сшивания эпоксидной смолы и фенольной смолы.
Порошковая грунтовка содержит в качестве наполнителя кристаллические модификации кремниевой кислоты. Эти модификации применяют обычно в количествах от 10 до 50 мас.% по отношению к общей массе порошковой грунтовки. В некоторых случаях возможно также применение наполнителя в количествах свыше 50 мас. %. Кристаллические модификации кремниевой кислоты могут быть среди прочих приобретены на рынке под следующими названиями: Sikron SH 500 и Sikron SF 600 (изготовитель Quarzwerke GmbH), a также Quarzsand F 31, F 32, F 34, F 36, G 30, G 32, G 34, G 36, H 30, H 31, H 32, H 33 и H 34 (изготовитель Quarzwerke GmbH).
К кристаллическим модификациям кремниевой кислоты относятся кварц, кристобалит, тридимит, кеатит, стисговит, меланофлогит, коезит и волокнистая кремниевая кислота. Предпочтительно в качестве наполнителей в порошковых грунтовках используют кристаллические модификации кремниевой кислоты с обработанной поверхностью. Речь идет при этом, в частности, о силаномодифицированных модификациях кремниевой кислоты на основе кварца, кристобалита и материала из плавленого кварца. Наполнители такого типа могут быть приобретены под зарегистрированной торговой маркой SilbondR (изготовитель Quarzwerke GmbH).
Особенные преимущества получают в тех случаях, когда в качестве наполнителей в порошковых грунтовках применяют модификации кремниевой кислоты, функционализированной глицидиловыми группами. Эти модификации могут быть приобретены, в частности, под названием Silbond 600 EST и Silbond 6000 EST (изготовитель Quarzwerke GmbH) или их можно получать взаимодействием кристаллических модификаций кремниевой кислоты с эпоксисиланами. Целесообразно, чтобы порошковая грунтовка содержала от 10 до 40 мас.% кристаллических модификаций кремниевой кислоты по отношению к общей массе порошковой грунтовки.
Порошковые грунтовки могут содержать также и другие неорганические наполнители, как, например, двуокись титана, сульфат бария и наполнители на основе силикатов, как, например, тальк, каолин, силикаты магния и алюминия, слюду и им подобные. Кроме того, порошковые грунтовки при определенных условиях могут содержать также другие вспомогательные вещества и добавки. Примерами таковых являются средства, способствующие растеканию, сыпучести, средства для обезвоживания, как, например, бензоин.
Получение порошковой грунтовки осуществляют по известным методам (ср., например, информационный бюллетень фирмы BASF LACKE+FARBEN AG, "Pulverlacke", 1990 г.) гомогенизацией и диспергированием, например, с помощью экструдера, шнекового пластификатора и т.п. После изготовления порошковых лаков эти последние путем измельчения и при определенных условиях просеивания получают с необходимым размером зерен.
Порошковую грунтовку наносят электростатическим либо трибоэлектростатическим путем на предварительно нагретую поверхность металлической трубы. Толщина нанесенной эпоксидной порошковой грунтовки составляет обычно от 30 до 400 мкм.
Второй слой покрытия металлических труб, термопластичный твердый клей, наносят на порошковый грунтовочный слой либо методом экструзии в виде расплава, либо методом напыления в виде порошка. В качестве соответствующих адгезивов (средства, повышающие адгезию) используют сополимеры, привитые сополимеры и иономеры, имеющие карбоксильные или ангидридные группы либо группы, которые могут гидролизоваться до карбоксильных групп. Такие сополимеры могут быть получены сополимеризацией этиленов или пропиленов с α,β- этиленовоненасыщенными карбоновыми кислотами, как акриловая кислота, метакриловая кислота, итаконовая кислота, кротоновая кислота, изокротоновая кислота, малеиновая кислота и фумаровая кислота, с соответствующими ангидридами или с соответствующими сложными эфирами либо полуэфирами с числом атомов углерода в спиртовом остатке 1-8. Использоваться могут также соответствующие соли вышеприведенных карбоновых кислот. Пригодными для использования в указанных целях адгезивами являются далее полимеры, которые можно получать прививкой по крайней мере одного полимера из группы полиолефинов с 10 мас. %, по отношению к общей массе мономеров, по крайней мере одного мономера из группы α,β- этиленовоненасыщенных карбоновых кислот, ангидридов, эфиров или солей этих кислот в присутствии либо при отсутствии пероксидов. Термопластичными твердыми клеями, хорошо зарекомендовавшими себя при нанесении покрытий на металлические трубы, являются сополимеры из этилена, эфиров (мет)акриловой кислоты и (мет)акриловой кислоты. Адгезивы такого типа можно приобрести на рынке под названием Lucalen® (изготовитель фирма BASF AG). В качестве примеров изделий марки Lucalen можно привести Lucalen А 2910 М, Lucalen А 2910 М Q 47, Lucalen А 3110 М и Lucalen А 3110 М Q 244. Толщина наносимого термопластичного твердого клея составляет обычно от 100 до 500 мкм, а температура субстрата при нанесении этого термопластичного твердого клея лежит в пределах от 150 до приблизительно 220oC. При этом следует учесть, что в момент нанесения адгезива порошковый слой из эпоксидной смолы отвержден еще не полностью, чтобы обеспечить прочное сцепление.
Для образования третьего слоя предлагаемые согласно изобретению средства для нанесения на металлические трубы содержат полиолефиновые покрывные материалы, которые наносят на расплавленный клей при повышенных температурах обычно методом экструзии. Примерами соответствующих полиолефинов служат полиэтилены низкой плотности, средней плотности и высокой плотности, линейные полиэтилены низкой плотности и линейные полиэтилены сверхнизкой плотности, а также полипропилены, их сополимеры с этиленом и другими мономерами, равно как и сополимеры этилена и пропилена с одним или несколькими сомономерами из группы сложных виниловых эфиров, простых винилалкиловых эфиров, ненасыщенных моно- и дикарбоновых кислот, их солей, ангидридов и эфиров. Особенно предпочтительное применение в качестве полиолефинового покрывного средства находит этиленовый гомополимер. Пригодные для использования в указанных целях полиэтилены имеются в продаже под торговой маркой Lupolen® (изготовитель фирма BASF AG). В качестве примеров соответствующих полиэтиленов марки Lupolen можно назвать Lupolen 2441 D, Lupolen 2452 D, Lupolen 3821 D и Lupolen 3652 D (фирма BASF AG).
Настоящее изобретение относится далее к способу нанесения наружного трехслойного покрытия на металлические трубы, в котором металлическую трубу покрывают сначала порошковым грунтовочным слоем на основе эпоксидной смолы, затем на порошковую грунтовку наносят термопластичный твердый клей и в завершение наносят полиолефиновый покрывной слой. В описываемом способе порошковая грунтовка содержит эпоксидированные новолачные смолы, агенты сшивания из фенольной смолы и наполнители на основе кристаллических модификаций кремниевой кислоты. При осуществлении способа по изобретению рекомендуется поверхность металлических труб предварительно очистить от ржавчины, жира, масла, пыли и т.д. При определенных условиях целесообразно провести предварительную химическую обработку (хроматирование и/или фосфатирование). Затем очищенные металлические трубы с помощью индукционного нагрева или в газовой печи следует нагревать до температуры порядка 170-220oC, требуемой для нанесения покрытия, после чего порошковый грунтовочный слой электростатическим путем или методом растирания наносят на горячую поверхность металлических труб. Толщина наносимого порошкового грунтовочного слоя составляет обычно от 30 до 400 мкм, предпочтительно от 80 до 100 мкм. Затем согласно способу по изобретению порошковую грунтовку покрывают вторым слоем, термопластичным твердым клеем, который наносят либо методом экструзии в виде расплава, либо методом напыления в виде порошка. Особенно хорошее сцепление между порошковым грунтовочным слоем и слоем клея получают в тех случаях, когда степень сшивания порошковой грунтовки к моменту нанесения термопластичного твердого клея достигает 40-60%. При этом, однако, следует учитывать, что порошковая грунтовка из эпоксидной смолы к моменту нанесения термопластичного твердого клея должна отвердеть еще не полностью, с тем чтобы обеспечить достаточную прочность сцепления. При нанесении термопластичного твердого клея температура подложки составляет обычно от 150 до 220oC. Обычная толщина слоя термопластичного адгезива составляет от 100 до 500 мкм, предпочтительно от 180 до 350 мкм. На следующей стадии способа на расплавленный термопластичный твердый клей методом экструзии наносят полиолефиновый покрывной материал. Толщина этого полиолефинового покрытия составляет обычно от 1,8 до 3,7 мм. На трубы малого диаметра полиолефиновый покрывной материал наносят с помощью кольцевых сопел с угловой головкой; на металлические трубы большего диаметра этот материал наносят экструзионным методом намотки с использованием плоскощелевой головки. При нанесении термопластичного клея с помощью кольцевых сопел этот последний, с одной стороны, может быть соэкструдирован с полиолефиновым покрывным слоем, с другой же стороны, имеется возможность для нанесения термопластичного клея методом напыления, тогда как полиолефиновое покрытие может наноситься методом экструзии. После нанесения трехслойного покрытия металлическую трубу обычно охлаждают в водяной ванне.
Получаемые по способу согласно изобретению трехслойные покрытия металлических труб обладают отличными свойствами. Так, в частности, совершенно отсутствует отслаивание порошковой грунтовки от основы. Далее, хороших результатов достигают в отношении относительного удлинения при растяжении полиолефинового покрывного слоя и удельного сопротивления этого покрытия. Сопротивление нанесенного покрытия расслаиванию при прокладке в горячей воде также повышается, равно как и улучшаются результаты относительно катодного расщепления.
Ниже изобретение подробнее поясняется на примерах выполнения. Части обозначают массовые части, если не указано иное.
Сравнительный пример 1
Получают порошковый лак следующего состава:
Рутил титана - 5 мас.%
Кристаллическая кремниевая кислота - 30 мас.%
Средство, способствующее
растеканию - 1 мас.%
Средство обезвоздушивания - 1 мас.%
Эпоксидная смола (Epikote 1055 фирмы Shell с эпоксидной эквивалентной массой 800) - 59 мас.%
Дициандиамид - 4
мас.%
Сравнительный пример 2
Получают порошковый лак следующего состава:
Рутил титана - 5 мас.%
Аморфная кремниевая кислота - 30 мас.%
Средство,
способствующее растеканию - 1 мас.%
Средство обезвоздушивания - 1 мас.%
Эпоксидная новолачная смола (Shell Epikote 2014, с эпоксидной эквивалентной массой 700) - 48 мас.%
Фенольный отвердитель на основе бисфенола А (продукт под торговой маркой XB 3082 фирмы Ciba Geigy, гидроксиэквивалентная масса 250) - 15 мас.%
Пример 1
Получают порошковый лак из
следующих компонентов:
Рутил титана - 5 мас.%
Кристаллическая кремниевая кислота, функционализированная глицидиловыми группами (Silbond 6000 EST фирмы Quarzwerke GmbH) - 30 мас.%
Средство, способствующее растеканию - 1 мас.%
Средство обезвоздушивания - 1 мас.%
Эпоксидная новолачная смола (Shell Epikote 2014, с эпоксидной эквивалентной массой 700) - 48
мас.%
Фенольный отвердитель на основе бисфенола А (продукт под торговой маркой XB 3082 фирмы Ciba Geigy, гидроксиэквивалентная масса 250) - 15 мас.%
Все три описанные выше композиции
(сравнительные примеры 1 и 2 и пример 1) подвергают дальнейшей переработке с целью получения из них имеющихся в продаже порошковых лаков с соответствующим размером зерен. Эти три полученных порошковых
лака используют в качестве грунтовки в способе нанесения трехслойного наружного покрытия на металлические трубы.
В целях экспериментальной проверки трубы диаметром 300 мм и толщиной стенок 12 мм обрабатывают с помощью пескоструйного аппарата до получения степени чистоты порядка SA 3. Глубина шероховатости при этом должна составлять примерно 50 мкм. Затем трубы нагревают с помощью индукционной катушки до температуры 200±5oC.
Порошковые лаки из сравнительных примеров 1 и 2 и из примера 1 электростатическим путем наносят в виде слоя толщиной 80-100 мкм. По достижении степени сшивания порядка 40-60% на порошковую грунтовку электростатическим путем наносят слой порошкообразного термопластичного твердого клея (Lucalen А 3110 М Q 244 фирмы BASF AG) толщиной 300±50 мкм. Через примерно 10 сек после экструзии клея с помощью круглых сопел при температуре 220±10oC наносят слой полиолефина (торговая марка Lupolen 3652 D, изготовитель фирма BASF AG) толщиной 3±0,2 мм. Примерно через 30 сек после нанесения всех трех слоев трубы охлаждают в водяной ванне до комнатной температуры.
Затем из труб с нанесенным на них трехслойным покрытием нарезают кольца шириной приблизительно 15 см. Все три различные трехслойные структуры подвергают испытанию на расслаивание под воздействием катодной поляризации (CD-Test = cathode delamination test) согласно стандарту DIN 30671, для чего их выдерживают в соответствующих условиях, а именно, в течение 30 дней при комнатной температуре, в течение 2 дней при температуре 65oC и в течение 14 дней при температуре 65oC в 0,5 молярном растворе поваренной соли (см. табл. 1).
Далее определяют сопротивление отслаиванию всех трех структур согласно стандарту DIN 30670. Во всех случаях показатель этой величины составляет > 40 Н/см при температуре 23oC.
Сегменты труб с каждой из покрывных структур помещают на 6 недель в водопроводную воду при температуре 80oC.
Для сегмента трубы с порошковой грунтовкой согласно сравнительному примеру 1 показатели прочности соединения составляют приблизительно 15 Н/см. При этом наряду с когезионным изломом клеевого слоя наблюдается также отслаивание порошкового лака от основы.
Для сегмента трубы с порошковой грунтовкой согласно сравнительному примеру 2 показатели прочности соединения составляют приблизительно 20 Н/см. Также и в этом случае наряду с когезионным изломом клеевого слоя имеет место частичное, в некоторых точках, отслаивание порошкового лака от основы.
Для сегмента трубы с порошковой грунтовкой согласно примеру 1 показатели прочности соединения составляют свыше 25 Н/см. При этом наблюдается только лишь когезионный излом клеевого слоя.
Пример 2
Порошковый лак получают аналогично примеру 1, с тем единственным отличием, что вместо
кристаллической кремниевой кислоты, функционализированной глицидиловыми группами, применяют нефункционализированную кристаллическую кремниевую кислоту кварцевого типа (Sikron SH 500 фирмы Quarzwerke
GmbH).
Сравнительный пример 3
Получают порошковый лак следующего состава:
Рутил (титансодержащий минерал) - 1,5 мас.%
Аминный отвердитель (торговое название
продукта Vestagen В31 фирмы Hiils) - 3,9 мас.%
Эпоксидированная новолачная смола (торговое название продукта DER 672-U фирмы Dow с эпоксидной эквивалентной массой 800) - 29,6 мас.%
Кристаллическая кремниевая кислота, функционализированная глицидиловыми группами (Silbond 6000 EST фирмы Quarzwerke GmbH) - 34,0 мас.%
Эпоксидная смола (торговое название продукта Epikote
1055 фирмы Shell с эпоксидной эквивалентной массой 800) - 29,7 мас.%
Псевдоожижитель - 0,3 мас.%
Сравнительный пример 4
Получают порошковый лак следующего состава:
Рутил (титансодержащий минерал) - 3,0 мас.%
Фенольный отвердитель на основе бисфенола А (торговое название продукта DER 82 фирмы Dow с гидроксиэквивалентной массой 250) - 17,0 мас.%
Эпоксидная смола (торговое название продукта DER 692 фирмы Dow с эпоксидной эквивалентной массой 690) - 47,1 мас.%
Кристаллическая кремниевая кислота (кварц) - 31,6 мас.%
Зеленый
пигмент - 0,1 мас.%
Средство,
способствующее растеканию, - 1,0 мас.%
Воск (торговое название продукта R21 фирмы Hoechst) - 0,2 мас.%
Все три описанные выше композиции
(сравнительные примеры 3 и 4 и пример 2) подвергают дальнейшей переработке с целью получения из них порошковых лаков с обычно принятым в торговле размером зерен. Эти три полученных порошковых лака
используют в качестве грунтовки в способе нанесения трехслойного наружного покрытия на металлические трубы.
С этой целью трубы диаметром 300 мм и толщиной стенки 12 мм обрабатывают с помощью пескоструйного аппарата до получения степени чистоты SA 3. Глубина шероховки при этом должна составлять примерно 50 мкм. Затем трубы нагревают с помощью индукционной катушки до температуры 200±5oC. Порошковые лаки из сравнительных примеров 3 и 4 и примера 2 наносят электростатическим путем в виде слоя толщиной 80-100 мкм. По достижении степени сшивания порядка 40-60% на порошковую грунтовку электростатическим путем наносят слой порошкообразного термопластичного твердого клея (Lucalen А 3110 М Q 244 фирмы BASF AG) толщиной 300±50 мкм. Через примерно 10 сек после экструзии клея наносят с помощью кольцевых сопел при температуре 220±10oC слой полиолефина (торговое название Lupolen 3652 D, изготовитель фирма BASF AG) толщиной 3±0,2 мм. Примерно через 30 сек после нанесения всех трех слоев трубы охлаждают в водяной ванне до комнатной температуры.
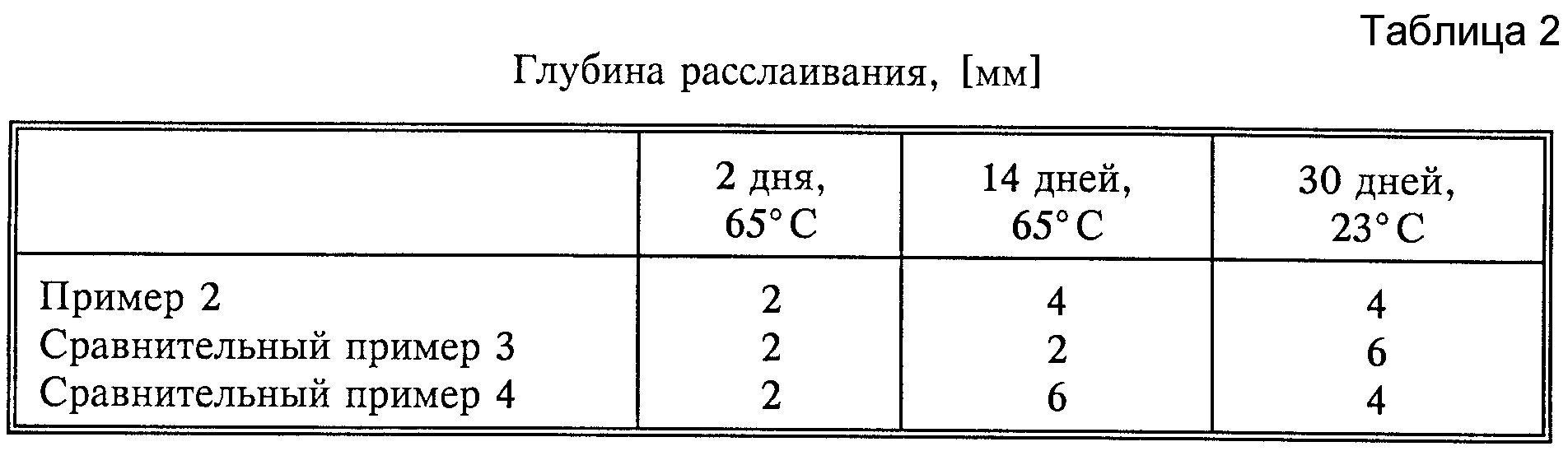
Затем из труб с нанесенным на них трехслойным покрытием нарезают кольца шириной приблизительно 15 см. Все три различные трехслойные структуры подвергают испытанию на расслаивание под воздействием катодной поляризации (CD-Test = cathode delamination test) согласно стандарту DIN 30671, для чего их выдерживают в соответствующих условиях, а именно, в течение 30 дней при комнатной температуре, в течение 2 дней при температуре 65oC и в течение 14 дней при температуре 65oC в 0,5-молярном растворе поваренной соли (см. табл. 2).
Далее определяют для всех трех структур сопротивление отслаиванию согласно стандарту DIN 30670. Во всех случаях показатель этой величины составляет > 40 Н/см при 23oC. Трубные сегменты с каждой из покрывных структур выдерживают в течение 6 недель в водопроводной воде при 80oC.
Для трубного сегмента с порошковой грунтовкой согласно сравнительному примеру 3 показатели прочности соединения составляют приблизительно 10 Н/см. При этом наряду с когезионным изломом клеевого слоя наблюдается также частичное точечное отслаивание порошкового лака от грунтовочного слоя. Для трубного сегмента с порошковой грунтовкой согласно сравнительному примеру 4 после выдерживания в течение 840 часов в горячей воде наблюдается обширное отслаивание порошкового лака от грунтовочного слоя, так что определить показатели прочности соединения не представляется возможным. Для трубного сегмента с порошковой грунтовкой согласно примеру 2 показатели прочности соединения составляют около 20 Н/см. В клеевом слое имеет место исключительно когезионный излом.
Реферат
Изобретение может быть использовано для получения антикоррозионных покрытий трубопроводов. На металлическую трубу наносят порошковую грунтовку. Она содержит эпоксидированные новолачные смолы со средней функциональностью 2,4-2,8, эпоксидной эквивалентной массой 600-850; фенольные агенты сшивания (содержащие гидроксильные группы смолы бисфенола А или F с гидроксиэквивалентной массой 180-600); катализаторы отверждения эпоксидной - фенольной смолы (фосфониевые соли кислот, имидазолы и их производные, четвертичные соединения аммония, амины); 10-40 мас.% наполнителей функционализированных глицидиловыми группами модификаций кремниевой кислоты. На порошковую грунтовку наносят термопластичный твердый клей - сополимеры из этилена, метакриловой кислоты и эфиров метакриловой кислоты (число атомов углерода 1-8 в спиртовом остатке). Полиолефиновый покрывной слой - полиэтилен. Степень сшивания грунтовки при нанесении твердого клея 40-60%. Покрытие обладает повышенной стойкостью к расслаиванию при укладке труб в горячую воду и при воздействии катодной поляризации. 2 с.п. и 11 з.п. ф-лы, 2 табл.
Комментарии