Наружное покрытие для элемента подземного трубопровода, изготовленного из материала на основе железа, покрытый элемент трубопровода и способ нанесения указанного покрытия - RU2637045C2
Код документа: RU2637045C2
Чертежи
Описание
Настоящее изобретение относится к наружному покрытию для элементов подземного трубопровода, изготовленных из материала на основе железа, в частности из чугуна, причем упомянутое покрытие содержит первый пористый слой и второй пористый слой, расположенный на этом первом слое и способный закупоривать поры указанного слоя.
Настоящее изобретение также относится к элементу трубопровода, покрытому указанным наружным покрытием, а также к способу нанесения покрытия на элемент трубопровода.
«Элементы трубопровода» относятся к трубам, а также к различным комплектующим, таким как трубные колена, фитинги и т.д., применяемые, например, в системах водоснабжения.
Способ изготовления покрытия для стальной трубы известен из документа JP-A-23010357. Указанный документ рассматривает нанесение покрытия методом напыления протекторного сплава цинк/алюминий с последующим нанесением эпоксидной смолы. Представляется, что слой смолы должен быть плотным. Указанный способ используют для покрытий для труб в «сухом месте», то есть определенно для подвешенных труб, изготовленных из чугуна или стали.
Явление коррозии черных металлов, вызванное почвой, отличается от атмосферной коррозии и заключается главным образом в образовании зон окисления, электрически связанных с зонами восстановления, которые могут быть расположены на определенном расстоянии. В результате возникает локализованное и поэтому значительное разрушение черного металла.
В связи с этим защита от коррозии элементов подземного трубопровода весьма затруднительна, особенно учитывая, что: грунты неоднородны и обладают весьма разнообразными свойствами; эти элементы транспортируют жидкости при различных температурах, зависящих от применения элементов и изменяющих режим коррозии; и манипулирование с этими элементами с целью укладки их под землей часто приводит к повреждению различных участков внешней поверхности элементов.
Документ ЕР-А-0686246 описывает элемент трубопровода, изготовленный из чугуна с шаровидным графитом и содержащий покрытие, включающее первый пористый металлизированный слой и второй слой из краски, обеспечивающий эффект «закупорки пор». Упомянутое покрытие обеспечивает эффективную и длительную защиту трубопровода от коррозии после укладки трубопровода под землю. Однако санитарные и экологические аспекты указанного покрытия уже не отвечают требованиям, действующим в настоящее время.
Одна задача настоящего изобретения заключается в создании покрытия, обеспечивающего еще более эффективную защиту элемента трубопровода от коррозии, в особенности от почвенной коррозии, при конкурентной цене и улучшенных санитарных и экологических свойствах.
С этой целью настоящее изобретение относится к наружному покрытию типа описанного выше, в котором:
- указанный первый слой содержит по существу чистый цинк, или цинковый сплав, или псевдосплав, причем упомянутый сплав или псевдосплав содержит, по массе, по меньшей мере 50% цинка и предпочтительно между 0,5% и 40% алюминия, а
- указанный второй слой состоит из однокомпонентной краски на водной основе, изготовленной по меньшей мере из одной синтетической смолы, эмульгированной, диспергированной или растворенной в воде.
В соответствии с конкретными вариантами осуществления изобретения это наружное покрытие может обладать одним или более характерных свойств, рассматриваемых в отдельности или в соответствии с любой технически возможной комбинацией (комбинациями):
- упомянутая по меньшей мере одна синтетическая смола изготовлена по меньшей мере из одного полимера или по меньшей мере из одного сополимера, выбранного из группы, состоящей из акрилового полимера, стирол-акрилового полимера, винилового галогенида, такого как винилхлорид, поливинилхлоридакрилата, винилиденового галогенида, такого как винилиденхлорид, винила, метакрилата, полимеров или сополимеров поливинилацетата и смесей упомянутых компонентов;
- указанный первый слой содержит магний, и/или медь, и/или серебро в соответствующих массовых концентрациях между 0% и 5%, предпочтительно между 0,5% и 3%;
- указанный первый слой имеет поверхностную плотность по меньшей мере 200 г/м2, предпочтительно по меньшей мере 350 г/м2;
- указанный второй слой не содержит органического растворителя или сорастворителя, в частности, растворителя или сорастворителя, полученного из углеводородов, и не содержит бисфенола;
- указанный второй слой содержит один или более активных компонентов, способных контактировать с водой, предназначенной для потребления человеком, и обладающих бактерицидным и/или пассивирующим действием;
- указанный второй слой имеет поверхностную плотность в сухом состоянии между 120 г/м2 и 350 г/м2;
- указанный первый слой наносят методом термического напыления, предпочтительно посредством электрической дуги;
- указанная краска содержит, по массе, между 20% и 60%, предпочтительно между 30% и 50%, воды; между 20% и 70%, предпочтительно между 25% и 45%, по меньшей мере одной синтетической смолы; и между 1% и 30% по меньшей мере одного органического или минерального пигмента/красителя;
- упомянутый по меньшей мере один органический или минеральный пигмент/краситель выбран из списка, состоящего из оксида металла, такого как оксид железа, оксид титана, оксид хрома, технического углерода, фталоцианина меди, и смесей из этих компонентов;
- краска содержит, по массе, между 1% и 10% по меньшей мере одного антикоррозионного пигмента;
- упомянутый по меньшей мере один антикоррозионный пигмент выбран из списка, состоящего из фосфата цинка, оксида цинка, модифицированного оксида цинка, и смесей этих компонентов;
- краска содержит, по массе, между 10% и 40% по меньшей мере одного наполнителя, выбранного из списка, состоящего из сульфата бария, карбоната кальция, талька, слюды, силикатов, диоксида кремния, каолина, доломита, и смесей этих веществ; и
- краска содержит, по массе, между 0,1% и 5% по меньшей мере одной присадки, выбранной из списка, состоящего из загустителя, пассиватора, биоцида, бактерицида, увлажнителя, диспергатора, антикоррозийной присадки, противопенной добавки, эмульгатора, поверхностно-активных веществ, и смесей этих компонентов.
Настоящее изобретение относится также к покрытому элементу трубопровода, изготовленному из материала на основе железа, в частности из чугуна, предназначенного для укладки под землей и содержащего наружное покрытие, описанное выше.
И наконец, настоящее изобретение относится к способу нанесения наружного покрытия на элемент трубопровода, изготовленный из материала на основе железа, в частности из чугуна, и предназначенный для укладки под землей, причем указанный способ включает следующие стадии:
a) нанесение методом металлизации, предпочтительно посредством электрической дуги, на указанный элемент трубопровода первого пористого слоя, содержащего практически чистый цинк, или цинковый сплав, или псевдосплав, где указанный сплав или псевдосплав содержит, по массе, по меньшей мере 50% цинка, и предпочтительно между 0,5% и 40% алюминия, и
b) нанесение на указанный первый слой, не содержащий белого налета, второго пористого слоя, содержащего однокомпонентную краску на водной основе, изготовленную по меньшей мере из одной синтетической смолы, эмульгированной, диспергированной или растворенной в воде.
В соответствии с конкретными вариантами осуществления настоящего изобретения указанный способ может включать одну или более из следующих особенностей, рассматриваемых в отдельности или в соответствии с любой технически возможной комбинацией (комбинациями):
- на стадии b) упомянутую по меньшей мере одну синтетическую смолу изготавливают по меньшей мере из одного полимера или по меньшей мере из одного сополимера, выбранного из группы, состоящей из акрилового полимера, стирол-акрилового полимера, винилового галогенида, такого как винилхлорид, поливинилхлоридакрилата, винилиденового галогенида, такого как винилиденхлорид, винила, метакрилата, полимеров или сополимеров поливинилацетата, и смесей упомянутых компонентов;
- стадию b) нанесения указанного второго слоя выполняют с помощью краскопульта и/или посредством кисти или валика так, чтобы толщина указанного слоя в сухом состоянии составила между 60 мкм и 150 мкм;
- стадию b) нанесения указанного второго слоя выполняют так, чтобы поверхностная плотность указанного слоя в сухом состоянии составляла между 120 г/м2 и 350 г/м2;
- стадию b) нанесения указанного второго слоя по меньшей мере частично выполняют с помощью краскопульта без применения сжатого воздуха, причем это нанесение с помощью краскопульта выполняют на поверхность, температура которой составляет между 35°С и 60°С;
- на стадии b), упомянутую поверхность доводят до температуры между 35°С и 60°С за счет погружения по меньшей мере части указанного элемента трубопровода в воду, которая предпочтительно содержит средство для обработки поверхности так, чтобы покрыть первый слой пленкой поверхностно модифицированного сплава, причем это средство подходит для контакта с водой, применяемой для потребления человеком;
- упомянутая по меньшей мере одна синтетическая смола изготовлена по меньшей мере из одного полимера или по меньшей мере из одного сополимера, выбранного из группы, состоящей из акрилового полимера, стирол-акрилового полимера, винилового галогенида, такого как винилхлорид, поливинилхлоридакрилата, винилиденового галогенида, такого как винилиденхлорид, винила, метакрилата, полимеров или сополимеров поливинилацетата, и смесей упомянутых компонентов;
- на стадии а), указанный первый слой наносят методом термического напыления, предпочтительно с помощью электрической дуги;
- на стадии b), указанный второй слой не содержит органического растворителя, в частности, растворителя, полученного из углеводородов, и не содержит бисфенола; и
- на стадии b), указанный второй слой содержит один или более активных компонентов, способных контактировать с водой, предназначенной для потребления человеком, и обладающих бактерицидным и/или пассивирующим действием;
- стадию b) нанесения указанного второго слоя выполняют посредством краскопульта с помощью сжатого воздуха;
- стадию b) нанесения указанного второго слоя выполняют посредством краскопульта без применения сжатого воздуха.
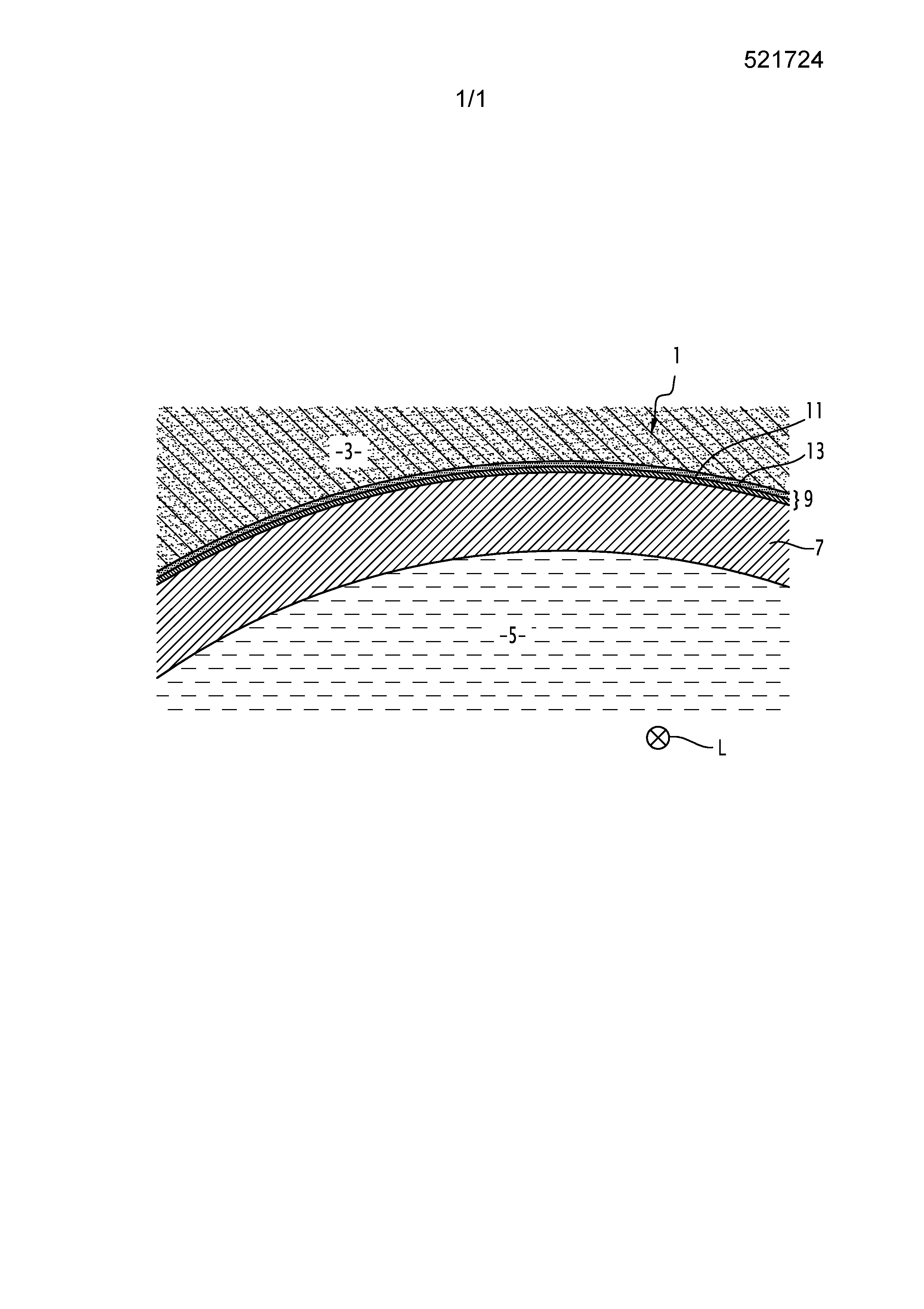
Настоящее изобретение станет более понятным после прочтения следующего описания, представленного исключительно в качестве примера и сделанного со ссылкой на единственную фигуру, которая является схематическим частичным изображением поперечного сечения элемента трубопровода в соответствии с настоящим изобретением.
На чертеже показан покрытый элемент 1 трубопровода, уложенный под землей в почве 3 и применяемый для транспортировки текучей среды 5, например питьевой воды.
Покрытый элемент 1 трубопровода содержит элемент 7 трубопровода и наружное покрытие 9, расположенное между почвой 3 и элементом 7, и преимущественно распределенное по элементу 7 так, чтобы изолировать элемент от почвы 3.
Элемент 7 изготовлен из материала на основе железа, преимущественно из чугуна с шаровидным графитом. Указанный элемент 7 является, например, трубой. В приведенном примере указанный элемент вытянут в продольном направлении L, перпендикулярном плоскости чертежа. На чертеже показана только часть сечения элемента 7; оставшуюся часть сечения можно легко экстраполировать из показанной части.
Текучая среда 5 протекает внутри элемента 7 трубопровода в продольном направлении L. Внутреннее покрытие, не показанное на чертеже, может располагаться на внутренней поверхности элемента 7 для того, чтобы изолировать текучую среду 5 от элемента 7.
Наружное покрытие 9 содержит первый слой 11 и второй слой 13, расположенный на первом слое 11.
Первый слой 11 является пористым и его преимущественно наносят методом электродуговой металлизации. Слой 11 содержит практически чистый цинк, например при концентрации, по массе, большей или равной 99,9%, или цинковый сплав или псевдосплав. Указанный сплав или псевдосплав содержит, по массе, по меньшей мере 50% цинка и между 0,5% и 40% алюминия. Например, первый слой 11 содержит 85% цинка и 15% алюминия по массе.
Под действием коррозионно-активных веществ из почвы первый слой 11 превращается в слой, который защищает продукты от коррозии и является стабильным в среде, где он образовался. Слой сплава цинк/алюминий следует также считать «анодным» относительно чугуна, поскольку указанный слой может постепенно трансформироваться за счет окисления под действием электрохимической ячейки, образованной чугуном, этим сплавом и почвой, защищая нижележащий или оголенный на дефектах слоя сплава чугун за счет формирования упомянутого защитного слоя.
Слой 11 наносят посредством электродуговой металлизации, поэтому он состоит из затвердевших и, следовательно, пористых капель. За счет настройки регулирующих устройств метода металлизации, управляющих размером пор и толщиной слоя, специалист в данной области может регулировать режим, в частности, скорость образования защитного слоя. Было отмечено, что двухфазная структура сплава цинк/алюминий способствует удерживанию образующихся продуктов из цинка.
Преимущественно первый слой 11 содержит также магний. и/или медь, и/или серебро при массовом содержании на уровне между 0 и 5%. Эти элементы добавляют, например, в элементарной форме или в форме оксида.
Упомянутый первый слой 11 имеет поверхностную плотность по меньшей мере 200 г/м2, предпочтительно по меньшей мере 350 г/м2, например приблизительно 400 г/м2. Преимущественно слой 11 наносят методом термического напыления, чтобы обеспечить упомянутые выше значения плотности.
Упомянутый второй слой 13 - это краска на водной основе (перед сушкой), называемая также «водоосновная». Второй слой 13 является пористым и делает возможным обеспечение правильной эксплуатации гальванической защиты, создаваемой первым слоем 11, с одной стороны, за счет способности второго слоя 13 закупоривать поры первого слоя 11, а с другой стороны, пористость второго слоя 13 обеспечивает возможность регулирования скорости электрохимических реакций вблизи первого слоя 11.
Указанная краска является однокомпонентной краской на водной основе. Указанная краска содержит по меньшей мере одну синтетическую смолу, изготовленную из полимеров или сополимеров, таких как акриловый полимер, стирол-акриловый полимер, винилхлорид, поливинилхлоридакрилат, винилиденхлорид, винил, метакрилат, полимеры или сополимеры поливинилацетата.
Указанный второй слой 13 и указанная краска преимущественно не содержат органического растворителя или сорастворителя, в частности полученного из углеводородов, и не содержат бисфенола.
Эту краску изготавливают, например, из соединений, принадлежащих к спискам Европейского Союза по веществам, разрешенным к применению в контакте с пищевыми продуктами (Европейский технический регламент №10/2011) и получивших одобрения регулирующих органов на дату подачи настоящего патента (например, Сертификат соответствия санитарным нормам Франции (аббревиатура ACS на французском языке) или сертификат WRAS - разрешение к применению в питьевом водоснабжении в Великобритании) для продуктов, находящихся в контакте с водой, предназначенной для потребления человеком.
Второй слой 13 преимущественно содержит один или более активных компонентов, способных контактировать с водой, предназначенной для потребления человеком, например бактерицидные и/или пассивирующие добавки (например, серебро, медь, оксид меди, фосфат цинка, оксид цинка). Такой бактерицидной добавкой является, например, соль меди, способная ограничивать активность бактерий в почве 3. Бактерицидно активные компоненты преимущественно обладают весьма низкой скоростью перемещения (вода, почва) после коалесценции эмульсии. Твердые частицы бактерицидных добавок в таком случае обволакиваются смолой: диффузия воды из внешней среды через смолу приводит к ионизации этих добавок, которые в дальнейшем выходят во внешнюю среду за счет медленной диффузии.
Далее мы опишем способ нанесения наружного покрытия 9 на элемент 7 трубопровода. Указанный способ включает стадию а) - нанесение первого слоя 11 на элемент 7, как описано выше, и стадию b) - нанесение второго слоя 13 на слой 11, как описано выше.
На стадии а) первый слой 11 наносят преимущественно методом термического напыления, предпочтительно с помощью электрической дуги.
Достаточное количество материала наносят для того, чтобы обеспечить плотность первого слоя 11 на уровне по меньшей мере 200 г/м2, предпочтительно по меньшей мере 350 г/м2. Напыление выполняют, например, с помощью сплошных проволок или проволок с сердечником в зависимости от доступности цинкового сплава.
На стадии b) второй слой 13 преимущественно наносят на первый слой 11, пока слой 11 не покрылся белым налетом, то есть с минимальным промежутком времени между нанесением слоя 11 и нанесением второго слоя 13.
На стадии b) второй слой 13 преимущественно наносят с помощью краскопульта без сжатого воздуха, особенно на больших площадях, и/или посредством кисти, особенно на малых площадях или для подкраски так, чтобы толщина второго слоя 13 в сухом состоянии составляла преимущественно между 60 мкм и 150 мкм, например, приблизительно 120 мкм. Поверхностная плотность второго слоя 13 в сухом состоянии преимущественно составляет между 120 г/м2 и 350 г/м2, например 250 г/м2.
Нанесение второго слоя 13 преимущественно по меньшей мере частично выполняют с помощью краскопульта без сжатого воздуха, расположенного над поверхностью, имеющей температуру между 35°С и 60°С. Эту поверхность доводят до упомянутой температуры, например, методом погружения по меньшей мере части элемента 7 трубопровода, покрытого первым слоем 11, в ванну с водой, нагретой до этой температуры.
Вода преимущественно содержит добавку для обработки поверхности, например фосфат цинка, оксид цинка для того, чтобы покрыть первый слой 11 пленкой поверхностно превращенного сплава. Указанная добавка для обработки поверхности, пригодная для цинкового сплава, преимущественно разрешена регулирующим органом для использования с водой, предназначенной для потребления человеком.
Смачивание первого слоя 11 водой, содержащей активные компоненты, приводит к образованию на поверхности указанного слоя пленки поверхностно модифицированного сплава, например гидроксида и оксида цинка, или фосфата цинка, способных задерживать последующее окисление слоя 11 после начала эксплуатации элемента 1 трубопровода и благоприятных для увеличения длительности защиты.
Пример покрытия в соответствии с настоящим изобретением
Наружное покрытие 9 элемента 7 трубопровода, изготовленного из чугуна с шаровидным графитом, сформировали из первого металлизированного слоя 11, нанесенного электродуговым методом, имеющего плотность 400 г/м2 из сплава цинк-алюминий, содержащего 15% алюминия, и второго слоя 13, состоящего из однокомпонентной краски на водной основе, имеющего толщину в сухом состоянии 120 мкм и поверхностную плотность в сухом состоянии 250 г/м2.
Краску, представляющую собой эмульсию, изготовленную из сополимера акрила и поливинилиденхлорида, нанесли после погружения элемента 7, покрытого первым слоем 11, в ванну с водой при температуре 60°С, содержащей полифосфат цинка, чтобы создать поверхностную пленку толщиной в несколько микрометров на поверхности слоя 11.
Указанная сополимерная эмульсия, изготовленная из сополимера акрила и поливинилиденхлорида, содержит активный компонент, например соль меди для того, чтобы ограничить активность бактерий в почве 3 на наружном покрытии 9.
Благодаря описанным выше характеристикам первого слоя 11 и второго слоя 13, наружное покрытие 9 обеспечивает еще более эффективную защиту от коррозии элемента 7 трубопровода, особенно в коррозионно-активной почве 3, при улучшенных санитарно-экологических свойствах. Фактически второй слой 13 очень эффективно закупоривает поры первого слоя 11. Эта комбинация второго слоя 13 на первом слое 11 является началом преобразования поверхности капель металла, образующих первый слой 11. Кроме того, наружное покрытие 9 благодаря его составу и способу его нанесения обладает весьма конкурентной ценой.
Необязательная особенность изобретения, в соответствии с которой поверхность первого слоя 11 нагревают до температуры между 35°С и 60°С за счет погружения по меньшей мере части элемента 7 трубопровода, покрытого первым слоем 11, в воду, предпочтительно содержащую добавку для обработки поверхности, способствует образованию пленки поверхностно модифицированного сплава.
К тому же, необязательная особенность изобретения, в соответствии с которой второй слой 13 не содержит органического растворителя или сорастворителя, в частности, растворителя или сорастворителя, полученного из углеводородов, обладает преимуществом в том, что наружное покрытие 9 соответствует действующим в настоящее время обязательным требованиями по контакту с водой, предназначенной для потребления человеком.
Кроме того, отсутствие бисфенола в составе выбранных смол исключает потенциальный риск токсичности для населения, связанной с этой молекулой.
Это облегчает операции формирования покрытия на элементе 7 трубопровода. Фактически можно наносить аналогичное покрытие 9 на участках, предназначенных для контакта только с коррозионно-активной почвой 3, и на других участках, таких как торец трубы или зона резания, которые могут быть в контакте с водой 5, предназначенной для потребления человеком.
Кроме того, воздействие на окружающую среду существенно уменьшено за счет исключения летучих органических растворителей или «VOCs» (летучие органические соединения). Улучшены условия безопасности для операторов, которые изготавливают или укладывают элемент 1 трубопровода. Обработку и удаление отходов, связанных с элементом 1, можно выполнять с помощью обычного оборудования для утилизации краски.
Благодаря необязательной особенности, в соответствии с которой второй слой 13 содержит один или более активных компонентов, которые могут обладать бактерицидным и/или пассивирующим действием, длительная прочность покрытия 9 повышается во всех почвах.
Список ссылочных позиций
1 - покрытый элемент трубопровода
3 - почва
5 - жидкость
7 - элемент трубопровода
9 - наружное покрытие
11 - первый слой
13 - второй слой
L - продольное направление элемента
Реферат
Изобретение относится к наружному покрытию, применяемому для элементов подземного трубопровода, изготовленных из материала на основе железа. Наружное покрытие для элемента подземного трубопровода, изготовленного из материала, на основе железа, причем упомянутое покрытие имеет первый пористый слой и второй пористый слой, расположенный на первом слое и способный закупоривать поры первого слоя. Первый слой содержит по существу чистый цинк, или цинковый сплав, или псевдосплав, причем указанный сплав или псевдосплав содержит, по массе, по меньшей мере 50% цинка, и второй слой содержит однокомпонентную краску на водной основе, изготовленную по меньшей мере из одной синтетической смолы, эмульгированной, диспергированной или растворенной в воде. Способ нанесения наружного покрытия на упомянутый элемент трубопровода включает следующие стадии: a) нанесение методом металлизации на упомянутый элемент трубопровода первого пористого слоя, содержащего по существу чистый цинк, или цинковый сплав, или псевдосплав, причем указанный сплав или псевдосплав содержит, по массе, по меньшей мере 50% цинка, и b) нанесение на первый слой, не содержащий белого налета, второго пористого слоя, содержащего однокомпонентную краску на водной основе, изготовленную по меньшей мере из одной синтетической смолы, эмульгированной, диспергированной или растворенной в воде. Обеспечивается эффективная защита элемента трубопровода от коррозии, в особенности от почвенной коррозии, при улучшенных санитарных и экологических свойствах. 3 н. и 19 з.п. ф-лы, 1 ил., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Трубчатый элемент для погруженного трубопровода, погруженный трубопровод и способ нанесения покрытия на трубчатый элемент
Трубопроводный элемент для трубопроводной системы, соответствующая трубопроводная система и способ защиты покрытием трубопроводного элемента
Комментарии