Антискользящие гибкие материалы и способы для их изготовления и использования - RU2727481C2
Код документа: RU2727481C2
Чертежи
















Описание
Первый аспект настоящего изобретения относится к способам для использования дискретных термопластичных частиц, нагретых до липкого состояния, для изготовления антискользящего, предпочтительно шероховатого слоя покрытия на поверхности термопластичного гибкого носителя, подходящего для использования, например, в качестве антискользящего гибкого упаковочного материала. Дополнительные аспекты настоящего изобретения относятся к антискользящим гибким упаковочным мешкам или оберткам с наружной поверхностью, имеющей придающие шероховатость выступы, а также к способам их изготовления и использования.
Преимущества гибких термопластичных упаковочных материалов, таких как пленки и тканые или нетканые ткани, включают в себя то, что мешки и обертки, сделанные из них, могут быть пригодными для повторного использования, они (как пленки, так и ткани) могут быть термоусадочными и обеспечивать плотную упаковку, они могут быть сформированы или зафиксированы или закрыты с помощью чистого и быстрого термосвязывания или плавления или сварки и т.д. Они, однако, могут быть слишком скользкими. Это может заставить стопки помещенных в мешок или обернутых товаров терять свои формы и даже вываливаться при транспортировке. Это может также заставить, например, рабочего, идущего по блоку древесины, обернутому в пластиковую обертку, скользить и падать, особенно если на ней есть влага, снег или лед. Нетермопластичные мешки, например, мешки из крафт-бумаги, также могут быть слишком скользкими для некоторых целей, особенно при загрязнении тонкодисперсной пылью. Существуют возможности уменьшить скользкость поверхности гибкого материала. Можно обеспечить нескользкое (например, эластомерное) вещество на поверхности, обеспечивающее достаточно высокий коэффициент трения, даже если поверхность является гладкой. Такие решения могут обеспечить высокие значения как статического, так и кинетического коэффициента трения. Такие решения могут работать хорошо, но они могут быть чувствительными к таким загрязняющим примесям, как поверхностное присутствие тонкодисперсной пыли, влаги, льда или смазки, или, например, понижающей трение добавки, мигрирующей на наружную поверхность антискользящего слоя из упакованного содержимого. Однако возможно также обеспечить, например, для мешка, шероховатость наружной поверхности, антискользящие выступы которой создают по меньшей мере некоторую антискользящую механическую блокировку с подходящими особенностями поверхности другого мешка. Это может работать, даже если вещество само по себе не является нескользким (например, эластомерным). Следует отметить, что выступы меньше чем приблизительно 10 или самое большее 15 мкм обычно используются для антиблокировочных целей, а выступы больше чем приблизительно 10 или 15 мкм обычно используются для предотвращения скольжения. Такие решения могут обычно обеспечить хорошие значения статического коэффициента трения, и возможно не такие хорошие для кинетического коэффициента трения. Кроме того, возможно использовать оба эффекта одновременно, применяя нескользкое (например, эластомерное) вещество в антискользящих выступах. Антискользящие гибкие материалы могут также использоваться в других областях, не относящихся к упаковке, например, в качестве кровельной стяжки, геомембран, санитарных облицовочных материалов для строительной промышленности, или санитарных подстилок в области медицины или ветеринарии. Кроме того, возможно включить обеспечение антискользящих особенностей в процесс изготовления самого полотна таким образом, что когда пленка или ткань образуется, она уже является антискользящей. Например, эластомерный компонент может использоваться при экструдировании, или придающая шероховатость добавка может быть смешана с экструдируемым полимером. Однако такой интегрированный производственный подход имеет недостатки. Например, может быть очень трудно одновременно оптимизировать параметры антискольжения и оптимизировать производственные параметры самой пленки или ткани. С другой стороны, возможно обеспечить готовое полотно, например, пленки или ткани, и сделать его антискользящим в ходе последующей независимой операции. Это обычно включает в себя либо тиснение полотна, либо формирование антискользящего (например, эластомерного и/или грубого) слоя покрытия на полотне. Такой независимый производственный подход имеет преимущества. Он позволяет оптимизировать параметры антискольжения продукта независимо от параметров изготовления самого полотна. В дополнение к этому, он позволяет выбирать оптимальный источник и создавать запасы за счет более крупных поставок товарного полотна, а затем быстро получать из него антискользящие продукты в соответствии с индивидуальными запросами заказчика.
В любом случае можно считать недостатком, если гибкий антискользящий (например, упаковочный) материал не обеспечивает какого-либо одного или нескольких из подходящего кажущегося (статического и/или кинетического) коэффициента трения, подходящей гибкости, подходящей изотропии трения, подходящей изотропии гибкости, подходящей износостойкости антискользящей поверхности и подходящей стойкости к загрязнению антискользящей особенности. В том случае, если упаковочный материал может использоваться для термоусадки вокруг содержимого упаковки, считается недостатком, если его термоусадочное поведение ухудшается из-за его антискользящих особенностей, например, если упаковочный материал теряет некоторые или все из его свойств гомогенности или изотропии усадки. Способность к термоусадке самих придающих шероховатость антискользящих выступов может быть недостатком, потому что они могут деформировать упаковочный материал из-за своей нежелательной термоусадки, например, когда гибкий материал сплавляется, например, из него формируется мешок или обертка и/или закрывается путем сплавления или сваривания, или когда упаковочный материал термоусаживается на содержимое упаковки, или когда мешок из антискользящего термостойкого материала (например, бумаги) с термоусадочными придающими шероховатость антискользящими выступами заполняется горячим содержимым, таким как цемент, или когда груз пакетов, упакованных в антискользящие мешки, накрывается термоусадочным колпаком, который термоусаживается на этом грузе. Это является недостатком, когда придающие шероховатость антискользящие выступы слишком легко теряют свои формы (благодаря их упомянутой изначальной способности к термоусадке и/или благодаря их превращению в жидкость и таким образом чрезмерному воздействию поверхностных энергий и превращению в шарики) в ответ на тепло, поступающее во время упомянутого плавления, термоусадки или заполнения горячим содержимым. Это также является недостатком, когда во время (ручной или другой) обрезки или резания (например, резки по размеру или форме) гибкого упаковочного материала обнаруживается чрезвычайно неоднородное или анизотропное сопротивление пленки к обрезке или резанию, возможно вызванное антискользящими особенностями. Другим недостатком может быть неэкономичность, например, благодаря использованию антискользящих компонентов на тех областях поверхности, где они не используются, или благодаря нагреванию таких частей полотна, которые не должны нагреваться для конкретной цели, или благодаря использованию излишне толстого или тяжелого антискользящего слоя, или благодаря использованию слишком дорогого оборудования, стадии процесса и/или материального компонента. Любые решения, основанные на свойствах, препятствующих переработке (например, использование грубых минеральных частиц для придания шероховатости против скольжения), являются невыгодными. Способы изготовления противоскользящих гибких материалов, которые по своей природе препятствуют использованию дешевых переработанных материалов в качестве сырья, считаются невыгодными. Такое препятствие может быть вызвано, например, тем фактом, что вторичные материалы могут иметь параметры более широкого и более неопределенного диапазона, чем исходные, или могут иметь более короткое время устойчивости к окислению или разложению, и могут также содержать следы загрязняющих примесей (таких как остатки чернил или тонкодисперсная пыль), что делает их непригодными для более сложных устройств или технологических процессов.
Далее приводятся примеры «интегрированного производственного подхода». В патенте US 7314662 твердые частицы смешиваются в экструдере с расплавленным веществом пленки для того, чтобы сформировать выступы на поверхности пленки. В качестве недостатка таких решений залитые частицы нарушают однородность и даже непрерывность слоя пленки, в которую они залиты, возможно ослабляя ее. Кроме того, только часть каждой частицы выступает из пленки. Желательное поднутрение антискользящих выступов в этом случае обычно невозможно обеспечить, и они имеют относительно тупую форму. Кроме того, размер этих выступов, а также количество выступов на площадь поверхности являются очень ограниченными. Кроме того, шероховатость должна придаваться всему периметру трубы из пленки. Кроме того, этот способ не может использоваться для придания шероховатости нетермопластичным полотнам. Патенты US 6444080, HU 0202948A2 и US 7765774 вместе описывают, что частицы твердого термопластичного порошка выдуваются на горячую липкую поверхность раздутого пузыря пленки ниже его линии застывания. Эти частицы прилипают к липкой поверхности пленки. Тепловая энергия горячей расплавленной пленки используется для плавления частиц, застрявших в пленке. Это имеет то преимущество, что частицы не обязательно ослабляют стенку, поскольку они не должны входить в нее. Эти выступы могут иметь резко выступающие формы с поднутрениями, обеспечивающими блокировку при сдвиге с аналогичными выступами другой пленки. Они могут даже обеспечивать эффективную антискользящую механическую блокировку с волокнистым зацепляющимся материалом, таким как обыкновенные нетканые материалы. В дополнение к этому, в отличие от застежек типа «липучка» нетканый материал может без труда подниматься вертикально от шероховатой поверхности, то есть система зацепления может иметь по существу нулевую прочность на подъем или на отрыв. Это решение также имеет недостатки. Выдувание или разбрызгивание частиц затрудняет управление фактической конфигурацией частиц вдоль поверхности пленки. Частицы не могут быть прижаты к горячей поверхности пузыря для более сильного закрепления плавлением, поэтому придающие шероховатость выступы могут иметь очень малые контактные площадки и могут иметь тенденцию к слишком легкому отваливанию. По той же самой причине они могут быть склонными к заваливанию набок вокруг их основания в ответ на нагрузку сдвига, теряя таким образом свою способность к блокировке. Эти выступы имеют неравномерные высоты и случайным образом направленные вершины, что может делать продукт грубым на ощупь и затруднять нанесение надписи ручкой или наклеивание этикетки или ленты, а печать на этой шероховатой поверхности также может быть недостаточно красивой. Эти выступы в виде сбоку похожи на частицы порошка, имеющие форму, в целом подобную сфере, которая выглядит несколько углубленной в основную поверхность. Они имеют различные высоты. Примерная форма выступа проиллюстрирована на Фиг.1c и 1d патента HU 0202948A2 (виды сбоку одного выступа с двух перпендикулярных направлений): как можно заметить, форма выступа является несколько нерегулярной, и следует отметить, что его вершина не является плоской, что можно видеть на Фиг.1d. Другая примерная форма выступа проиллюстрирована на Фиг.3 патента US 7765774 (вид сбоку антискользящего выступа). Для зацепления с волокнистым материалом каждый выступ должен глубоко входить в нетканый материал так, чтобы его самая широкая (на виде сбоку) часть могла зацепить некоторые волокна. Это означает, что недостаточно того, чтобы вершина выступа достигла волокнистого материала. Благодаря упомянутой форме «залитой сферы» их самая широкая (на виде сбоку) часть обычно находится несколько ближе к основной поверхности, чем к вершине выступа, следовательно она находится слишком близко к основной поверхности и недостаточно близко к вершине придающего шероховатость выступа. В дополнение к этому, более высокие выступы препятствуют тому, чтобы более короткие выступы проникли через волокнистый материал, удерживая волокнистый материал (или пленку, к которой он приклеен), вдали от более мелких выступов, действуя в качестве прокладки. Это может привести к тому, что только немногие из выступов входят в активное зацепление с волокнистым зацепляющимся элементом. Аналогичным образом, для того, чтобы сцепиться друг с другом, контактирующие грубые пленки должны полностью упираться друг в друга, иначе самые широкие (на виде сбоку) части каждого выступа не смогут поймать друг друга, и самые высокие выступы будут действовать как нежелательные прокладки. Продукт может быть чувствительным к вдавливанию выступов, формирующему углубления под ними в поверхности пленки, потому что это дополнительно уменьшает свободную высоту их поднутрений, то есть расстояние между их самой широкой (на виде сбоку) частью и основной поверхностью. Эта свободная высота может дополнительно уменьшаться нежелательным образом за счет нароста тонкодисперсной пыли или снега. Хотя выступы такой формы обеспечивают антискользящую блокировку с противоположной идентичной грубой поверхностью мешка, интересно то, что они могут увеличивать скольжение по гладкой поверхности, например, по гладкой поверхности мешка. Мы полагаем, что это является результатом того, что общая поверхность примыкания этого продукта является чрезвычайно малой, а именно состоит из небольших верхних областей (нескольких самых высоких) выступов. Кроме того, нелегко изготовить трубу из пленки, шероховатую только с одной стороны, из-за ее асимметрии при выдувании пленки. Кроме того, выдутая липкая пленка по своей природе не может быть снабжена печатью перед приданием шероховатости. Патент US 6444080 упоминает возможность повторного плавления предварительно изготовленной пленки для ее использования вместо пузыря расплавленной пленки, но этого очень трудно достичь без коробления и повреждения пленки, и это также будет неэкономичным за счет повторного нагрева пленки. Кроме того, это решение не может использоваться для придания шероховатости упаковочной ткани или нетермопластичному полотну.
Примерами антискользящих упаковочных материалов в соответствии с «независимым производственным подходом» являются следующие. В патенте DE 3437414 A1 штифты для тиснения используются для поднятия отдельных точек пленки, в патенте US 3283992 линейные ребра выступают из исходной поверхности, а патент US 2917223 описывает антискользящий мешок с сопряженными тиснениями. Недостатки этого включают в себя то, что желательная резкая форма, предпочтительно даже с поднутрениями, придающих шероховатость выступов не может быть легко обеспечена, особенно в случае тиснения тканых тканей, кроме того, вещество антискользящих выступов по существу идентично веществу стенки, и полые, а не сплошные рельефные выступы являются недостаточно прочными (например, могут быть сжаты в плоское состояние), и стенка может быть ослабленной. Кроме того, с помощью антискользящих выступов в форме удлиненных ребер (на виде сверху) желательная изотропия (то есть однородное зацепление антипроскальзывания во всех направлениях сдвига) антискользящих поверхностей обычно не может быть обеспечена, и кроме того гибкость упаковочного материала может стать недостаточной. Кроме того, при использовании сопряженных тиснений эффект антипроскальзывания может иметь место только в нескольких конкретных ориентациях, не будучи в целом изотропным.
Патент DE 19938828 (A1) описывает способ обеспечения термопластической пленки нескользящей отделкой. Рисунок материала с высоким коэффициентом трения наносится на пленку. Например, горячий расплав клейкого вещества капает из воздуха на пленку. Недостаток этого решения в том, что трудно одновременно управлять конфигурацией капелек вдоль поверхности и температурой горячего расплава в момент его контакта с пленкой. Особенно трудно обеспечить эффективный и экономичный монослой капелек на пленке. Кроме того, не упоминается какое-либо сжатие расплава с пленкой во время связывания. Кроме того, горячий расплав клейкого вещества, а также аппликаторы, подходящие для такого нанесения, являются дорогими, и в их отношении использование вторичных материалов в расплаве является нежелательным. Кроме того, такие термоплавкие клеи, которые являются подходящими для упомянутой цели, если они остаются открытыми, и особенно если они контактируют с другой подобной поверхностью, могут иметь тенденцию слипаться, если мешки хранятся на теплом складе. Это представляет собой особенно сложную проблему, если возникает такое слипание пустых, незаполненных мешков. Этот способ нацелен на уменьшение скольжения на основе вещества с высоким коэффициентом трения, и он не является подходящим, чтобы альтернативно использоваться для создания антискользящего покрытия на основе, или частично на основе механической блокировки шероховатой поверхности.
Таким образом, все еще существует потребность в способах и продуктах из антискользящих гибких материалов, смягчающих один или более упомянутых недостатков предшествующего уровня техники. Что касается способа настоящего изобретения и вариантов его осуществления для формирования антискользящих гибких материалов, а также для антискользящих упаковочных мешков или оберточных продуктов, наши цели дополнительно включают в себя одно или более из следующего:
- обеспечение новых способов для того, чтобы сделать гибкий материал антискользящим с помощью независимого производственного подхода, который обеспечивает независимость от изготовления самого гибкого материала;
- способы, полезные для преобразования пленок, тканей и гибких композитов даже в том случае, если они являются термочувствительными;
- способы, подходящие для гибкого задания соотношения трения, основанного на поверхностном веществе, и трения, основанного на механической блокировке придающих шероховатость выступов, возможно также влияющие на кинетическое и статическое трение;
- способы, не нуждающиеся в дорогом оборудовании и сырье, которые обычно используются, например, при печати горячим расплавом;
- способы, в которых материал антискользящего покрытия может оставаться расплавленным в течение лишь очень короткого промежутка времени, чтобы предотвратить окисление или разложение даже при использовании дешевого сырья;
- способы, в которых даже вторичное сырье может использоваться в антискользящем покрытии;
- способы с высокими линейными скоростями, например, выше 50 м/мин, например, приблизительно 80 или 160 м/мин или даже больше;
- способы, обладающие гибкостью в выборе скорости, возможно адаптируемые для автономной работы, а также для работы в составе линии с различными существующими технологиями изготовления и преобразования с различными скоростями;
- способы, производящие антискользящие материалы с очевидным трением, легко и гибко настраиваемые в широких пределах;
- способы, которые могут добавлять материал к материалу носителя с помощью термосвязывания, которые были бы быстрыми, чистыми и совместимыми с вторичной переработкой;
- способы, которые могут более точно управлять добавляемым теплом, полезным для термосвязывания;
- способы, которые могут добавлять большую локальную тепловую энергию для термосвязывания без порчи носителя, приводя к более сильным, стойким к блокированию связям;
- способы, которые могут добавлять трение гибкому материалу, по существу не ухудшая его гибкость, способность к термоусадке, изотропию гибкости и изотропию термоусадки,
- способы, которые могут обеспечивать антискользящие особенности без проникновения в гибкий носитель и/или его ослабления, и которые при этом могут использовать минимально возможное количество добавляемого материала без снижения эффективности эксплуатации добавленного материала для целей антипроскальзывания;
- способы изготовления, которые лучше удовлетворяют потребность в красивой печати на антискользящих продуктах, а также такие продукты;
- антискользящие продукты с антискользящими выступами, которые могут не иметь существенной способности к термоусадке, а также способы для их изготовления,
- антискользящие продукты с антискользящими выступами, которые могут по меньшей мере частично выдерживать термоусадку антискользящего продукта благодаря относительно низкому индексу плавления антискользящих выступов, а также способы для их изготовления,
- антискользящие продукты с антискользящими выступами, которые обеспечивают хорошую механическую блокировку, и при этом также обеспечивают приемлемое или улучшенное трение на гладких поверхностях, а также способы для их изготовления;
- антискользящие продукты со стойкими к загрязнению антискользящими выступами, которые могут эффективно захватывать взаимодействующий волокнистый материал или шероховатый материал без потребности в глубоком проникновении выступов в этот волокнистый материал или шероховатый материал, а также способы для их изготовления;
- антискользящие продукты, имеющие низкое и/или изотропное сопротивление обрезке или резанию, а также способы для их изготовления;
- антискользящие продукты с более износостойкими придающими шероховатость выступами (например, с более широким основанием), а также способы для их изготовления;
- антискользящие продукты с придающими шероховатость выступами, на которые может быть легче наносить надписи или наклеивать этикетку или ленту, и которые на ощупь выглядят более гладкими, а также способы для их изготовления;
- антискользящие продукты с придающими шероховатость выступами, которые могут быть универсальными, например, благодаря случайным размерам и/или распределению этих выступов, а также способы для их изготовления;
- антискользящие продукты, более стойкие к слипанию на теплом складе, а также способы для их изготовления;
- улучшение экономики;
- комбинации, объединяющие множество упомянутых аспектов целей для получения возможных синергетических эффектов;
- способы для использования упомянутых продуктов.
Наше изобретение включает в себя комбинацию нескольких аспектов, описываемых далее. Если мы хотим добавить и связать горячий полимерный слой с холодной пленкой или тканевым носителем, тепловая энергия добавляемого слоя должна быть достаточно высокой для того, чтобы создать термосвязь. А именно, если холодный носитель не становится достаточно горячим по меньшей мере в том месте, где должна быть создана связь, эта связь может остаться слишком слабой, даже если связь основана только на адгезии расплава добавляемого слоя (что, однако, даже не обязательно является лучшим решением для наших целей). Чем тоньше добавляемый слой, тем меньше тепла он может принести для успешного нагрева холодной пленки или ткани. Если в соответствии с потребностями экономичного и гибкого антискользящего покрытия мы выбираем низкую среднюю поверхностную плотность добавляемого покрытия, мы все равно сможем надежно поддерживать необходимую тепловую энергию путем поддержания его достаточно высокой и точно управляемой температуры. Если мы хотим избежать более позднего слипания продукта (например, при хранении на теплом складе), и поэтому хотим использовать полимеры с высокой точкой плавления в добавляемом слое, необходимая температура слоя покрытия становится еще более высокой, что особенно справедливо, если мы хотим явно приварить слой покрытия к носителю вместо того, чтобы использовать чистую адгезию расплава. Но даже если связь не является (чисто) сваркой, для достаточно прочного и неблокирующего соединения могут потребоваться такие высокие температуры связываемых частей, которые расплавят обе связываемые части в месте соединения. Потребность в явно высокой температуре покрытия еще больше увеличивается, если мы хотим избежать применения очень сильного или жесткого сжатия между носителем из пленки/ткани и горячим покрытием, для предотвращения проникновения покрытия через ткань и/или для предотвращения расплющивания дискретных частиц расплава в покрытии. Очень тонкие непрерывные слои покрытия обычно может быть трудным связать с носителем при высокой температуре, потому что они могут терять свою тепловую энергию за счет охлаждения до того, как термосвязывание будет завершено. Однако если мы обеспечиваем горячее покрытие в виде дискретных горячих частиц вместо очень тонкого непрерывного слоя с той же самой поверхностной плотностью, то тогда тепло может более эффективно использоваться для локального термосвязывания частиц, даже если частицы в конце сжимаются, образуя плоскую поверхность, потому что частицы имеют локальную толщину, превышающую среднюю «толщину» (рассчитанную из поверхностной плотности) слоя покрытия, поэтому они могут нести больший локальный заряд тепловой энергии, поскольку они имеют более высокое отношение объема к поверхности, чем у тонкой пленки (объем, сохраняющий тепловую энергию, в то время как поверхность рассеивает ее). В дополнение к этому, слой из дискретных частиц с низкой поверхностной плотностью легко формируется (например, путем рассеивания порошка) без молекулярной ориентации в нем, в то время как непрерывный слой тонкой пленки с той же самой низкой поверхностной плотностью действительно трудно сделать без молекулярной ориентации в нем, что является важным, например, в плане неповрежденной или изотропной способности продукта к термоусадке. Этот дискретный слой может быть сформирован с помощью более дешевого оборудования и из более дешевых (возможно даже вторичных) материалов, чем тонкий непрерывный слой. Формирование дискретного слоя может работать с более высокой вязкостью в расплаве, чем формирование тонкого непрерывного слоя. В нашем случае горячие дискретные частицы могут обычно иметь значительно (например, на порядки) более высокую вязкость, чем обычные чернила или другие жидкие композиции расплава полимера, используемые при обычной печати. В дополнение к этому, например, рассеивание порошка может использоваться с намного более высокими линейными скоростями, чем печать горячим расплавом. Поэтому в нашем случае можно свободно выбирать, по существу выбирая лишь значение сжатия, формировать ли непрерывный (например, эластомерный) окончательный слой или прерывистый слой, например, слой дискретных придающих шероховатость выступов, из обеспеченного слоя горячих дискретных частиц. Если мы обеспечиваем расплавленные липкие частицы, распределенные и находящиеся на горячей разделительной поверхности, тогда мы можем одновременно обеспечить подходящим образом управляемое распределение их материала вдоль поверхности и их подходящую высокую и управляемую температуру вплоть до момента их переноса на носитель (частицам по существу не позволяется остыть прежде, чем они будут перенесены на пленку или ткань). А именно, если мы обеспечиваем контакт носителя со слоем горячих частиц, находящихся на горячей разделительной поверхности, очень короткое время контактирования может быть достаточным для того, чтобы перенести горячие частицы с разделительной поверхности на носитель. Если мы используем этот факт и выбираем достаточно короткое время контакта перед удалением термочувствительной (и только что покрытой) пленки с горячей разделительной поверхности, то горячая разделительная поверхность, хотя она и является открытой между находящимися на ней горячими частицами, не имеет достаточного времени для того, чтобы нагреть носитель до нежелательной степени, даже если разделительная поверхность является настолько горячей, что легко расплавила бы носитель, если бы для этого было достаточно времени. Технологии вращения и наматывания легко обеспечивают возможность очень коротких контактов в зазоре и возможность легко находить подходящее время контакта за счет подбора линейной скорости. В конце контакта перед разделением расплавленные частицы, одновременно контактирующие с холодным носителем и горячей разделительной поверхностью, будут иметь уровни адгезии как с носителем, так и с разделительной поверхностью. Мы нашли, что чем более горячей является разделительная поверхность, тем более слабой является адгезия между разделительной поверхностью и частицами. (Для иллюстрации: если размягченные частицы полиэтилена удерживаются между, и в симметричном контакте с обеими из двух разделительных поверхностей, одна из которых является более холодной, чем другая, но обе разделительные поверхности имеют температуры выше температуры размягчения частиц, то частицы при отделении будут оставаться на более холодной разделительной поверхности, и будут отделяться от более горячей разделительной поверхности). Это означает, что чем более горячей является разделительная поверхность при разделении, тем легче отделить от нее расплавленные частицы, что также приводит к предпочтению явно горячей разделительной поверхности. С другой стороны, мы нашли, что чем более холодной является передняя поверхность носителя, тем более сильной является адгезия между передней поверхностью и липкими частицами во время контакта. Это означает, что чем более холодной является передняя поверхность при разделении, тем легче предотвратить отделение расплавленных или размягченных частиц от передней поверхности, что приводит к предпочтению явно короткого времени контакта для предотвращения существенного нагрева передней поверхности перед концом времени контакта. Выбор вещества горячих частиц, а также их размера и близости в комбинации с выбором степени их сжатия обеспечивает способ, обладающий большой гибкостью. При подходящем одновременном выборе поверхностной плотности и температуры слоя горячих частиц и носителя этот способ может не нуждаться в каком-либо подогреве носителя или в каком-либо принудительном охлаждении, и такой подходящий выбор, по-видимому, является легко реализуемым для гибких пленок и тканей, обычно используемых, например, в качестве упаковочных материалов. Кроме того, мы обнаружили, что такое формирование придающих шероховатость выступов на носителе может использоваться для обеспечения выступов однородной высоты, причем каждый выступ имеет самую широкую (т.е. самую широкую на виде сбоку) часть вблизи от плоской вершины или непосредственно на ней, и преимущества этого включают в себя то, что такой выступ может захватывать волокно из волокнистого зацепляющего материала, как только они оба соприкоснутся, и при этом нет необходимости глубокого проникновения выступа в волокнистый материал. Это приводит к тому, что фактически все придающие шероховатость выступы равномерно принимают участие в блокировке сдвига, значительно увеличивая эффективность и прочность на сдвиг этой блокировки, не создавая никаких трудностей при разделении сцепленных частей путем подъема. Мы обнаружили, что этот вид конфигурации может обладать дополнительными преимуществами, что станет очевидным позже в настоящем документе. Некоторые дополнительные части наших целей и находок будут описаны позже в настоящем документе.
В первом аспектесутью способа настоящего изобретения является способ формирования антискользящего гибкого материала, содержащий:
- обеспечение гибкого носителя, имеющего переднюю поверхность,
- обеспечение носителя, по меньшей мере частично включающего в себя термопластичный первый полимер,
- обеспечение носителя с достаточно низкой температурой для того, чтобы препятствовать плавлению или размягчению первого полимера,
- обеспечение горячей разделительной поверхности с первой температурой,
- обеспечение первого слоя дискретных частиц, включающих в себя термопластичный второй полимер, находящихся на горячей разделительной поверхности и выступающих из нее до их соответствующих концов,
- в этом первом слое дискретные частицы по меньшей мере частично имеют температуру, равную или выше второй температуры, которая выше температуры размягчения второго полимера, обеспечивая в первом слое липкость по меньшей мере концов частиц,
- обеспечение по меньшей мере частичного контакта и поддержание в контакте в течение времени контакта передней поверхности обеспеченного носителя с липким первым слоем, расположенным на горячей разделительной поверхности, для того, чтобы по меньшей мере частично прикрепить первый слой к передней поверхности, после чего
- удаление носителя и по меньшей мере частично липкого первого слоя, приклеенного к его передней поверхности, с разделительной поверхности, обеспечивая тем самым носитель с покрытием в горячем состоянии, и
- использование тепловой энергии этого горячего покрытия для формирования связи между носителем и покрытием,
- обеспечивая тем самым антискользящий покрытый гибкий материал, включающий в себя носитель и связанное с ним покрытие,
- удаление носителя, включая вытягивание носителя из контакта с некоторой вытягивающей силой,
причем этот способ дополнительно содержит:
- обеспечение первой температуры выше температуры размягчения второго полимера, и
- обеспечение первой температуры выше любой одной или обеих из температуры плавления и температуры размягчения первого полимера,
- отбор для обеспечения, носителя, который испорчен, например, вследствие одного или более из разрушения, растяжения, усадки и коробления, если он полностью нагрет до первой температуры и одновременно подвергается воздействию вытягивающей силы, и
- выбор времени контакта, более короткого, чем минимальное время, которое определяется таким образом, что повреждение носителя за счет приложения тепла горячей разделительной поверхностью ограничивается до предопределенной допустимой степени.
Хотя, конечно, желательно, чтобы время контакта выбиралось достаточно коротким, чтобы не происходило порчи носителя, на практике порча носителя в несущественной степени из-за приложения тепла является приемлемой во многих промышленных применениях. Возможен также компромисс между скоростью способа формирования антискользящего гибкого материала и степенью повреждения носителя теплом, но специалистам в данной области техники известно, как выбрать минимальное время таким образом, чтобы повреждение носителя теплом горячей разделительной поверхности было ограничено предопределенной допустимой степенью.
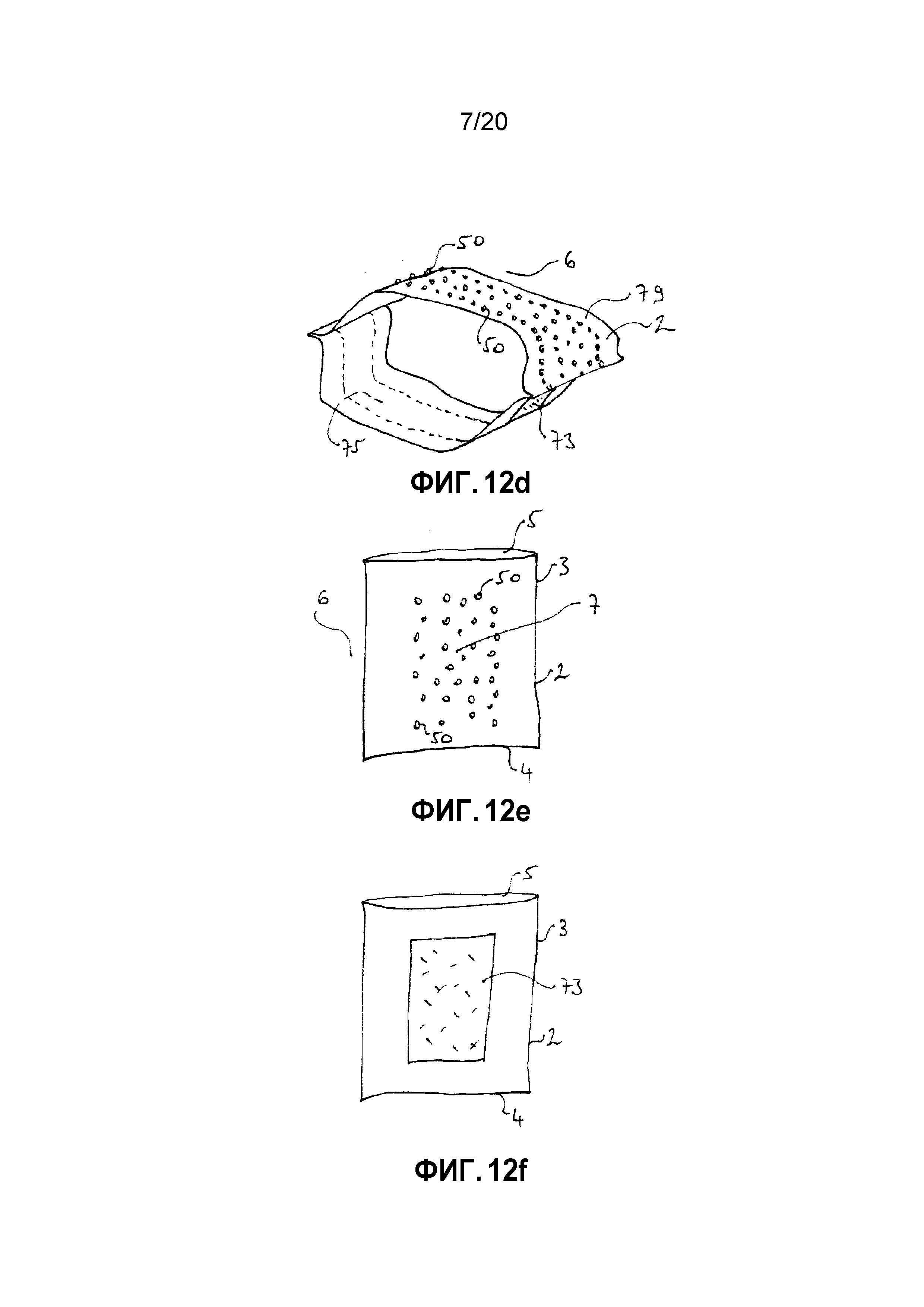
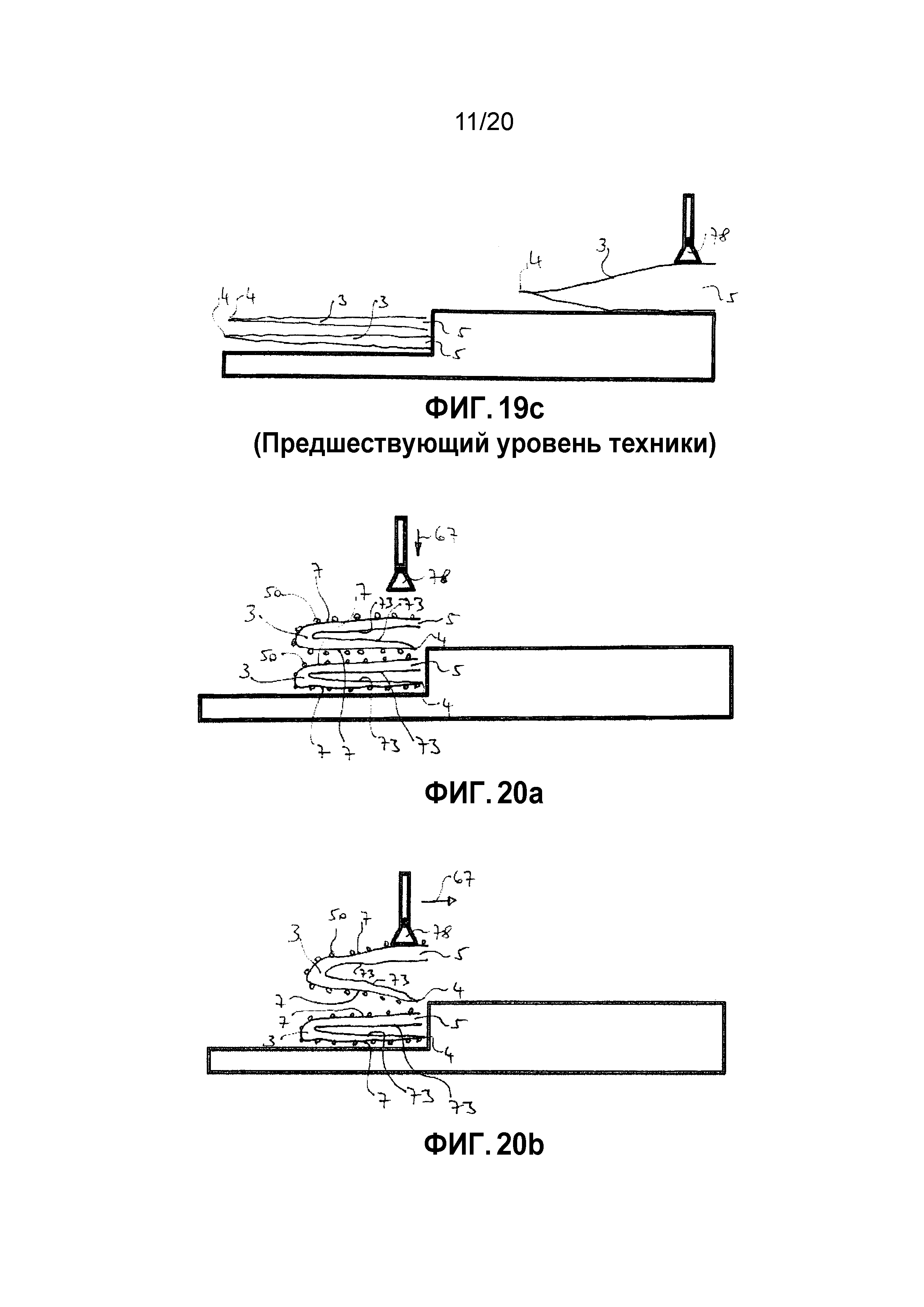
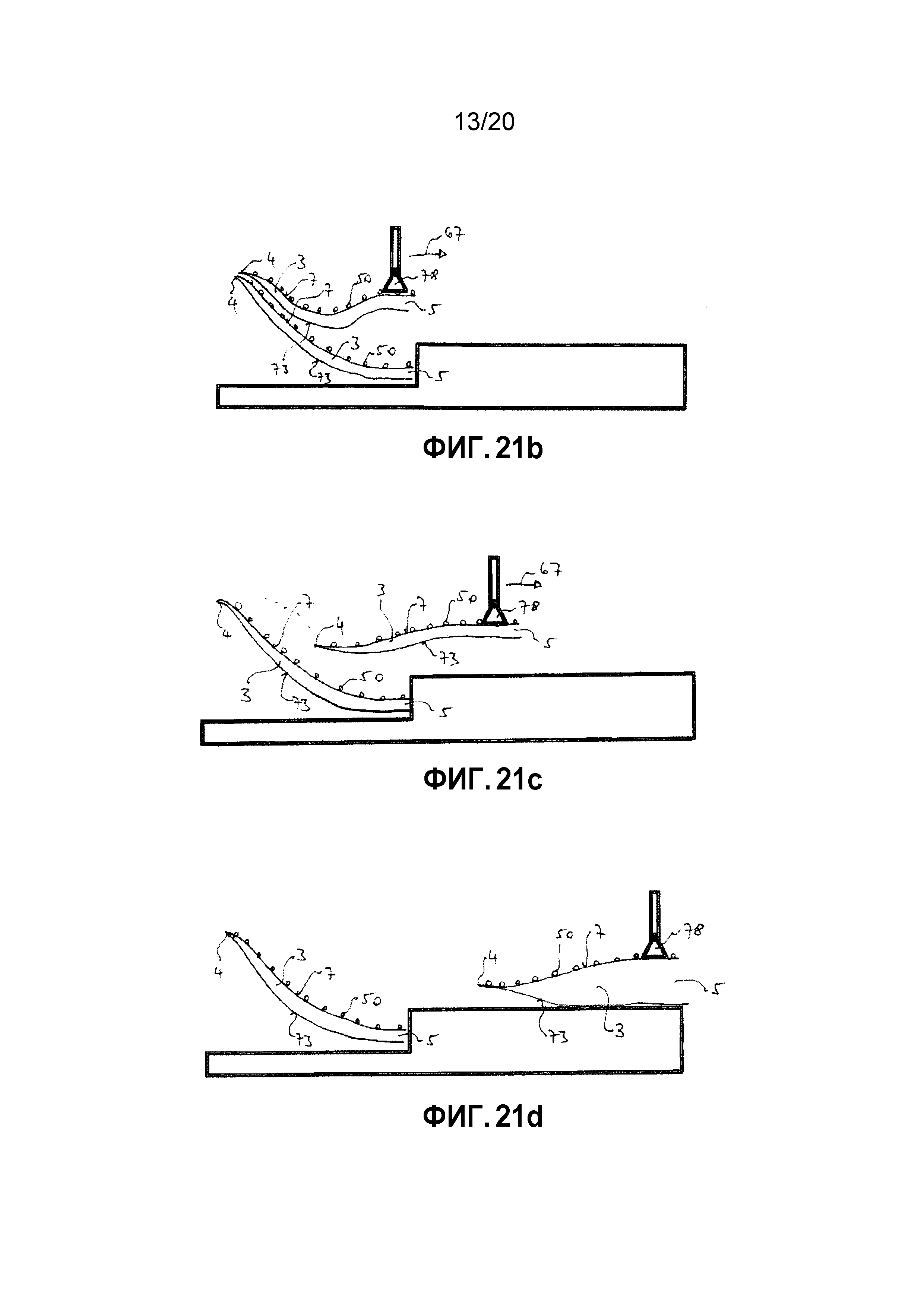
Продукт, который изготавливается с помощью этого способа, то есть антискользящий покрытый гибкий материал, может представлять собой, например, упаковочный антискользящий материал, например, один или более антискользящих упаковочных мешков или упаковочных оберток, или упаковочный антискользящий материал в рулоне, или другой, например, неупаковочный антискользящий покрытый гибкий материал. Гибкий носитель может быть любым подходящим носителем, например, пленкой, покрытой и/или непокрытой тканой и/или нетканой тканью и/или любыми их композитами, ламинатами и т.д. Носитель может иметь многостенную или одностенную структуру. Носитель может быть, например, одиночным намотанным листовым материалом, или это может быть труба, или фальцованная труба, или сложенное по центру полотно, или он может иметь любую другую подходящую конфигурацию. Труба может быть исходно сформированной трубой (например, трубой пленки, полученной экструзией с раздувом, или круглотканой трубой) или трубой, сформированной из листового полотна, например, с помощью продольного сшивания, или сварки, или склеивания краев полотна. Кроме того, носитель может быть бесконечным носителем, обычно хранящимся на катушках и обрабатываемым с разматыванием и перематыванием, или носитель может состоять из индивидуальных блоков, например, индивидуальных мешков или листов материала. Первый полимер, так же как и второй полимер, является термопластом и может соответственно включать в себя один или более гомополимеров и/или сополимеров, например, их смесь и т.д. Первый полимер, так же как и второй полимер, может дополнительно содержать, например, пигменты, поглотители света, светостабилизаторы, антиоксиданты, наполнители, пластификаторы, реологические добавки или их смеси и т.д. Весь носитель может состоять из первого полимера, или по меньшей мере одна или более частей носителя содержат первый полимер. Передняя поверхность может включать в себя первый полимер или может не содержать первого полимера. Носитель может, в большинстве случаев, дополнительно содержать нетермопластичные компоненты, которые могут быть, например, структурными слоями и/или поверхностными покрытиями, например, слоями печатных чернил. Когда носитель обеспечивается, он является достаточно холодным для того, чтобы препятствовать его первому полимеру плавиться или размягчаться. Например, обеспечивается носитель с комнатной температурой, то есть подогрев носителя в большинстве случаев не нужен, хотя и возможен. Разделительная поверхность может быть поверхностью листа, или ремня, или барабана, или валка, или любой подходящей структуры. Ее форма (например, плоский ремень), поверхностная морфология (например, гладкость) и химический состав (например, фторзамещенный углеводород) предпочтительно формируются так, чтобы облегчить отделение горячего липкого полимера. Если разделительная поверхность находится на внешней стороне бесконечной ленты (например, из стеклоткани), тогда внутренняя сторона этой ленты предпочтительно также обеспечивается разделительной поверхностью для ее лучшего скольжения на пластинах, предпочтительно нагревательных пластинах. Нагревательные пластины могут быть плоскими или предпочтительно немного выпуклыми для хорошего контакта с лентой. Что касается больших линейных скоростей, достижимых для этого способа, предпочтительно избегать полного исключения воздуха из контакта между внутренней поверхностью ленты и (нагревательными) пластинами, по которым она скользит, чтобы избежать блокировки ленты. Это можно сделать, например, с помощью включения некоторой текстуры в контакт или путем обеспечения тонкой воздушной подушки в контакте и т.д. Разделительная поверхность является горячей, что может быть обеспечено, например, путем нагрева упомянутого листа или ленты и т.д. с его нижней стороны, и/или путем нагрева разделительной поверхности (инфракрасным) облучением разделительной поверхности и/или с помощью электромагнитного нагрева и/или путем обеспечения горячего газа и/или горячих (теплоизлучающих) поверхностей вокруг разделительной поверхности и т.д. Обеспечиваемый первый слой является прерывистым и содержит дискретные частицы, включающие в себя термопластичный второй полимер. Эти частицы могут быть в большинстве случаев вспененными или пустотелыми, однако твердые частицы обычно более предпочтительны. Эти частицы могут полностью состоять из второго полимера, или они могут также дополнительно включать в себя другие составные части. Эти частицы могут иметь форму, например, порошковых гранул, капелек, стружки, микрогранул, кусочков волокна, и/или любые другие подходящие формы частиц. Частица, находящаяся на разделительной поверхности, может включать в себя, например, одну порошковую гранулу, но также возможно, чтобы частица, находящаяся на разделительной поверхности, включала в себя множество соединенных порошковых гранул, где «соединенные» означает, что смежные порошковые гранулы больше не имеют явного граничного слоя, если рассматривать их под увеличением. Например, могут быть дискретные частицы, каждая из которых состоит из двух или трех соединенных порошковых гранул, соответственно. Конец является верхним концом частицы, самым дальним от основания, относительно разделительной поверхности, на которой находится частица. Дискретные частицы имеют, по меньшей мере частично, температуру, равную или выше второй температуры, что означает, что у некоторых или у всех частиц имеется одна или более частей, имеющих температуру, равную или выше второй температуры, или они целиком имеют температуру, равную или выше второй температуры. Вторая температура, более высокая, чем температура размягчения второго полимера, делает второй полимер липким. Липкость обеспечивается в первом слое, и в частности по меньшей мере на концах упомянутых некоторых или всех частиц. В реальном случае, например, все частицы являются целиком горячими и липкими. Липкость частиц может помочь поддерживать подходящее распределение частиц вдоль разделительной поверхности путем их фиксации от скольжения или перекатывания. Передняя поверхность приводится по меньшей мере в частичный контакт с липким первым слоем, в то время как липкий первый слой находится на горячей разделительной поверхности. По меньшей мере частичный контакт означает, что по меньшей мере одна или более частей (или вся) передней поверхности входят в контакт по меньшей мере с одной или более частями липкого первого слоя (или со всем этим слоем). Например, некоторые из дискретных частиц участвуют в контакте, в то время как другие (например, самые малые) не участвуют. Установление контакта обычно включает в себя прикладывание передней поверхностью положительного усилия к липкому первому слою. Конфигурация дискретных частиц, находящихся на горячей разделительной поверхности и выступающих из нее до соответствующих концов, по существу помогает передней поверхности сформировать твердый контакт с дискретными частицами, одновременно избегая, или по меньшей мере избегая сильного контакта с горячей разделительной поверхностью, обнаженной между дискретными частицами. (Например, эта особенность отличает текущее решение от известных решений, в которых расплавленные частицы, предусмотренные для контакта, находятся полностью внутри углублений горячего гравированного валка или подобных поверхностей). Во время короткого промежутка времени взаимного контакта липкий первый слой (или одна или более его частей) может сформировать адгезию с передней поверхностью и может начать передавать тепло в переднюю поверхность, в то время как, с другой стороны, горячая разделительная поверхность может все еще обеспечивать горячий контакт против охлаждения первого слоя, хотя и в течение лишь очень короткого времени. В результате первый слой по меньшей мере частично прилипает к передней поверхности, что означает, что также могут быть одно или более таких мест, где первый слой не прилипает к передней поверхности, однако на практике вся контактирующая поверхность первого слоя предпочтительно должна прилипнуть к передней поверхности, что может быть облегчено, например, с помощью подходящего, например, умеренного сжатия между ними. Когда носитель удаляется с горячей разделительной поверхности, при этом по меньшей мере частично прилипшим к его передней поверхности липкий первый слой также удаляется с разделительной поверхности, что означает, что одна или несколько частей липкого первого слоя могут оставаться на разделительной поверхности даже в таких местах, где первый слой прилип к передней поверхности. В таких местах, например, вся толщина или только часть толщины первого слоя может остаться на разделительной поверхности вместо того, чтобы уйти вместе с передней поверхностью. На практике, однако, такие части первого слоя, остающиеся на разделительной поверхности вместо того, чтобы сцепиться и уйти с первой поверхностью, должны быть устранены или по меньшей мере минимизированы, например, с помощью подходящих поверхностных свойств разделительной поверхности и/или подходящей гибкости носителя и/или подходящей гомогенности размеров дискретных частиц. Удаление липкого первого слоя с горячей разделительной поверхности включает в себя относительное движение между (первоначально находящимися в контакте) первым слоем и разделительной поверхностью. Направление этого относительного движения, по меньшей мере пока первый слой и разделительная поверхность все еще находятся в контакте, предпочтительно является по существу перпендикулярным разделительной поверхности, но также возможно обеспечить и другое направление. При промышленной реализации как носитель, так и разделительная поверхность могут двигаться с их соответствующими линейными скоростями и упомянутое по существу перпендикулярное удаление не будет соответствовать ни одному из носителя и разделительной поверхности, будучи значительно более быстрым чем другие. Если, однако, нам необходимо по существу неперпендикулярное направление удаления, мы можем сделать одну из скоростей несколько более быстрой, чем другую, или даже существенное относительное поперечное смещение может быть обеспечено между носителем и разделительной поверхностью во время удаления. Упомянутое по существу неперпендикулярное удаление может использоваться для того, чтобы сформировать по существу неизотропную структуру покрытия, например, может быть сформировано покрытие, включающее в себя придающие шероховатость выступы, наклоненные в одном направлении. Такая неизотропная конфигурация покрытия может использоваться для обеспечения неизотропного фрикционного поведения продукта: например, антискользящий покрытый гибкий материал может показывать более низкое трение против скольжения в одном направлении и более высокое трение в противоположном направлении. Такой неизотропный продукт может использоваться, например, в качестве кровельной стяжки, на которой необходимо по существу однонаправленное трение при ходьбе, или в качестве геомембраны для выравнивания наклонной поверхности земли и обеспечения нескользящего зацепления с покрывающим волокнистым геотекстилем для его удержания от воздействия силы тяжести на склоне. Горячий первый слой, остающийся на передней поверхности, удаленной с разделительной поверхности, обеспечивает горячее покрытие на носителе. При создании связи между носителем и покрытием использование тепловой энергии горячего покрытия может реально означать, что вся тепловая энергия, которая может быть передана от покрытия в носитель, используется для одновременного нагрева передней поверхности, а затем носителю и покрытию дают возможность самопроизвольно охладиться. Также возможно применение принудительного охлаждения к покрытию и/или к носителю, особенно если носитель является относительно легким, а покрытие относительно тяжелым. Связь, образованная с использованием тепловой энергии, может представлять собой любую связь, требующую тепла, то есть тепловую связь, например, адгезивную связь и/или сплавленную связь и/или сварную связь и т.д. Формирование этой связи обычно завершается, когда охлаждение носителя и покрытия заканчивается, например, когда они остывают до температуры окружающей среды, хотя в сформированном соединении уже может быть обеспечена значительная прочность соединения задолго до полного охлаждения в зависимости от вида и параметров связи. Также возможно, что формирование связи завершается позже, чем упомянутое остывание. Носитель, снабженный прикрепленным к нему покрытием, составляет антискользящий покрытый гибкий материал. Покрытие может занимать всю переднюю поверхность носителя на макроуровне, но также возможно, что носитель имеет одно или более мест, образующих формы, где передняя поверхность имеет покрытие на макроуровне. Например, покрытие может занимать одну или более полос или пятен на бесконечном носителе, или одну или более полос или пятен на наружной поверхности одной или более боковых панелей мешка на макроуровне. Возможно, например, чтобы покрытие включало в себя вещество с подходящим высоким коэффициентом трения, например, эластомер, и в этом случае даже идеально плоское и гладкое покрытие, сформированное, например, сильным сжатием горячего первого слоя, может быть антискользящим. Кроме того, если, например, упомянутое контактирование включает в себя подходящие низкие сжимающие давления между передней поверхностью и дискретными частицами первого слоя, тогда гибкий материал может быть сделан антискользящим путем формирования подходящего негладкого, то есть грубого, покрытия на нем, с или без эластомерного вещества в этом покрытии. Это грубое покрытие может быть сформировано так, чтобы оно включало в себя такие придающие шероховатость выступы, которые обеспечивают противоскользящее механическое сцепление с другой подобной шероховатой поверхностью или с волокнистым нескользким материалом. Используемое в настоящем документе слово «сцепление» или «блокировка» относится к такому соединению деталей, в котором движение одной детали ограничивается другой деталью. Для желаемой конфигурации, например, подходящие размеры частиц и их подходящая близость в первом слое могут быть выбраны подходящим образом. Например, если более крупные частицы расположены на разделительной поверхности дальше друг от друга, тогда легче сформировать прерывистое или грубое окончательное покрытие, а если мелкие частицы распределены на разделительной поверхности с большой близостью друг к другу, тогда легче сформировать непрерывное окончательное покрытие. Не требуется, что непрерывное покрытие было абсолютно однородным покрытием, но это может быть сформировано даже с гладкой плоской поверхностью. Это может, однако, помочь предотвратить блокирование антискользящего покрытого гибкого материала, если покрытие не идеально гладкое, но наследует часть прерывистого рисунка исходного первого слоя. Кроме того, возможно прикладывать относительно низкое сжимающее давление между передней поверхностью и дискретными частицами в первом месте передней поверхности и большее сжимающее давление в другом месте передней поверхности, чтобы сформировать области антискользящего покрытого гибкого материала с покрытием различной шероховатости и толщины. Это может быть осуществлено, например, путем приложения сжатия в зазоре между двумя валками, изменяя силу сжатия во времени, например, периодически. Изменение силы сжатия может быть обеспечено, например, с помощью изменяющегося гидравлического сжатия и/или, например, путем снабжения по меньшей мере одного из прижимных валков поверхностью сжатия с различной твердостью вдоль ее периметра. Это может использоваться, например, для обеспечения трубы из пленки с покрытием, которая является более гладкой (или буквально гладкой) в местах, соответствующих верху и низу формируемых мешков, с более грубым покрытием между ними, и такая конфигурация может оказаться полезной, например, при изготовлении клапанных мешков с блочным дном. Выбор подходящего термопластичного второго полимера включает в себя, например, выбор полимера, имеющего вязкость при второй температуре, которая подходящим образом соответствует нашим целям относительно упомянутого качества поверхности покрытия, а также относительно выбранного способа контакта, например, профиля давления, используемого во время контакта. В большинстве случаев, например, полимеры с более низкой вязкостью являются более подходящими для формирования непрерывного гладкого покрытия, в то время как полимеры с более высокой вязкостью являются более подходящими для формирования несплошных покрытий, например, с имеющими конкретную форму придающими шероховатость выступами. Удаление носителя с горячей разделительной поверхности включает в себя вытягивание носителя из контакта с некоторой вытягивающей силой. Эта вытягивающая сила на практике определяется по существу торможением носителя при разматывании, но прилипание носителя к разделительной поверхности посредством первого слоя также может увеличивать эту вытягивающую силу. Как правило, вытягивающая сила должна выбираться по меньшей мере минимально необходимой для направления носителя и обеспечения желаемого контакта. Первая температура горячей разделительной поверхности обеспечивается выше температуры размягчения второго полимера, что помогает сохранять первый слой дискретных частиц явно горячим и тем самым липким. Кроме того, первая температура также обеспечивается выше любой одной или обеих из температуры плавления и температуры размягчения первого полимер. Кроме того, весь носитель является чувствительным к высокой первой температуре, а именно, обеспечиваемый носитель портится, если он полностью нагревается до первой температуры и одновременно подвергается воздействию вытягивающей силы. Это повреждение может произойти, например, посредством одного или более из разрушения, растяжения, усадки и коробления. Практически, например, как мы выяснили, если носитель имеет один или несколько основных слоев полимера с температурой размягчения выше, чем первая температура, носитель все еще может испортиться из-за сморщенности, деформации и растяжения, и даже разрушиться, если он будет подвергнут воздействию упомянутых условий, потому что размягчение или плавление первого полимера в носителе может ослабить носитель, а также разблокировать молекулярную ориентацию в первом полимере, что обычно вызывает коробление. Последнее также справедливо, например, для крафт-бумаги, покрытой первым полимером. Поэтому в этом способе носитель защищается от вредного воздействия горячей разделительной поверхности путем выбора времени контакта меньше, чем некоторое минимальное время, которое определяется таким образом, что повреждение носителя из-за тепла горячей разделительной поверхности ограничивается предопределенной допустимой степенью, или даже задается таким образом, что тепло горячей разделительной поверхности не портит носитель. Этот способ может включать в себя ограничение эффектов повреждения теплом разделительной поверхности, приложенным к носителю, до несущественной степени путем соответственного ограничения времени контакта. На практике квалифицированный специалист может сначала решить, какая степень искажения, коробления, усадки или ослабления и т.д. носителя может быть разрешена в данном приложении. Как правило, например, минимальное требование может звучать так, что носитель должен иметь достаточную прочность для того, чтобы его можно было удалить из контакта. С этой целью, например, способ может включать в себя выбор времени контакта, меньшего, чем минимальное время, в течение которого тепло горячей разделительной поверхности уменьшает прочность носителя ниже прочности, достаточной для того, чтобы носитель выдерживал вытягивающую силу. Тем не менее, как мы обнаружили, этот способ является легко пригодным для предотвращения какой-либо порчи носителей, используемых на практике. Время контакта может быть установлено на подходящем низком уровне методом проб и ошибок: если в результате испытания обнаруживается, что коробление или усадка и т.д. являются слишком сильными, то следует попробовать более короткое время контакта. В зазоре между двумя валками короткое время контакта может быть легко обеспечено на практике путем подбора скорости линии. Более твердые прижимные валки или их меньшие диаметры могут обеспечить еще более короткие времена контакта.
Преимущества этого способа включают в себя то, что он обеспечивает независимость от изготовления самого гибкого носителя; он может в равной степени использоваться для пленок и тканей; является очень гибким в выборе параметров антискользящего покрытия; не нуждается в дорогом оборудовании и сырье; может использовать в покрытии даже переработанное сырье; покрытие может быть нанесено на печатную поверхность и/или печать может быть нанесена на покрытие после его нанесения; является гибким в выборе линейной скорости, если время контакта является достаточно коротким (проблема «слишком короткого времени контакта» практически не возникает); покрытие не обязано существенно проникать в носитель и может даже быть редким дискретным покрытием, поэтому оно добавляет трение гибкому материалу без существенного ухудшения его прочности, гибкости, термоусадки, изотропии гибкости и изотропии термоусадочных свойств; является экономичным; и может обеспечить антискользящие материалы, стойкие к блокированию. Следует отметить, что используемые в настоящем документе термины «сплавление» или «сваривание» материала покрытия с материалом носителя не означают, что покрытие или элемент покрытия проникает или входит в носитель. Антискользящий покрытый гибкий материал может использоваться во многих неупаковочных областях, например, в качестве кровельной стяжки, геомембраны, одноразового санитарного облицовочного материала для строительной промышленности или в одноразовых санитарных подстилках в области медицины или ветеринарии.
Предпочтительно, однако, обеспечиваемый гибкий носитель является подходящим для использования в качестве гибкого упаковочного или обертывающего материала. Например, для использования в упаковочных мешках, включая индивидуальные мешки и мешки FFS, в основном для мешков емкостью 3,5-90 кг, и, например, в упаковочных обертках, включая, например, сортировочную упаковку, термоусадочную пленку, термоусадочную крышку, обертку для древесины, стретч-пленку, стретч-крышку и т.д.
Предпочтительно, чтобы в этом способе все дискретные частицы при обеспечении первого слоя имели вторую температуру или выше. Преимущество этого состоит в том, что при этом обеспечивается еще большая тепловая энергия для связывания.
Предпочтительно, чтобы в этом способе вторая температура являлась более высокой, чем любая или обе из температуры плавления и температуры размягчения первого полимера. Преимущество этого состоит в том, что при этом обеспечивается еще большая тепловая энергия для связывания.
Предпочтительно, чтобы в этом способе по меньшей мере для частей носителя, включающих первый полимер, предотвращалось плавление или размягчение между входом в контакт и формированием связи. Это может быть достигнуто, например, путем подходящего выбора короткого времени контакта. Преимущество этого состоит в том, что при этом обеспечивается лучшее качество продукта.
Предпочтительно, чтобы в этом способе
- носитель по меньшей мере частично включал в себя термоусадочный второй слой, включающий термопластичный первый полимер,
- при обеспечении носителя он имел температуру ниже температуры усадки второго слоя,
- первая температура была более высокой, чем температура усадки второго слоя.
Используемый в настоящем документе термин «способность к термоусадке» материала в каком-либо направлении означает, что этот материал способен уменьшать свою длину или размер в данном направлении в ответ на его нагревание. Используемый в настоящем документе термин «температура усадки» материала относится к температуре, при которой нагреваемый материал начинает термоусаживаться. Как было упомянуто ранее, носитель может включать в себя, например, пленку или ткань, например, покрытую или непокрытую тканую ткань.
Предпочтительно этот способ дополнительно включает в себя носитель с первоначальными размерами, а также выбор времени контакта, достаточно короткого для того, чтобы предотвратить усадку носителя больше чем на 25 процентов (предпочтительно больше чем на 20 процентов, более предпочтительно - больше чем на 15 процентов, и более предпочтительно - больше чем на 10 процентов) от по меньшей мере одного из его первоначальных размеров. Преимущество этого состоит в том, что это может обеспечить антискользящие материалы для использования в термоусадочной пленке.
Предпочтительно, чтобы в этом способе антискользящий покрытый гибкий материал имел при контакте с самим собой среднюю блокирующую нагрузку менее чем 200 г (предпочтительно менее чем 150 г, более предпочтительно - менее чем 100 г, более предпочтительно - менее чем 80 г, более предпочтительно - менее чем 60 г, более предпочтительно - менее чем 50 г, более предпочтительно - менее чем 40 г, и более предпочтительно - менее чем 30 г) в модифицированном тесте блокирующей нагрузки. Модифицированный тест блокирующей нагрузки определяется следующим образом. Два образца материала должны тестироваться друг с другом так, чтобы их антискользящие стороны были обращены друг к другу. Модифицированный тест блокирующей нагрузки отличается от теста блокирующей нагрузки, определенного в стандарте ASTM D 3354-96, тем, что площадь контакта составляет 2,0×5,0 см=10 см2, и задние поверхности обоих образцов полностью крепятся к соответствующим алюминиевым блокам с помощью двухслойной клейкой ленты во время теста, и тестируемые образцы должны быть кондиционированы в течение 260 мин при температуре 50°C ± 2°C, будучи прижатыми друг к другу с давлением 15900 Па и прикрепленными к соответствующим алюминиевым блокам. Упомянутое значение давления соответствует давлению на дне паллеты, нагруженной антискользящими упаковочными мешками, а упомянутая температура кондиционирования соответствует температуре на складе или в грузовике в жаркий день. Эта особенность может быть достигнута при использовании второго полимера с относительно высокой точкой плавления и использовании возможности его фактического связывания при высоких температурах. Преимущество этого состоит в том, что это обеспечивает продукты высокого качества, например, для целей упаковки. В результате, например, заполненные противоскользящие мешки или предметы, завернутые в обертку, использующую наше антискользящее решение, могут быть подняты вертикально друг от друга без дополнительных усилий, и аналогичным образом неиспользованные мешки, уложенные в плоском виде на паллетах, могут быть легко подняты друг от друга, особенно после сгибания пакетов с мешками, например, назад и вперед, как это обычно бывает со всеми обычными (например, пластиковыми или бумажными) упаковочными мешками перед их использованием для наполнения, чтобы устранить любую блокировку, которую они могут иметь.
Предпочтительно, чтобы этот способ включал в себя обеспечение носителя, который теряет свою стабильность, когда он полностью нагрет до первой температуры. Эта особенность обеспечивает еще большее значение той особенности настоящего изобретения, которая заключается в сохранении короткого времени контакта. Преимущество этого состоит в том, что могут быть сформированы прочные связи, и даже сваривание.
Предпочтительно, чтобы в этом способе по меньшей мере один размер дискретных частиц составлял по меньшей мере 20 (предпочтительно по меньшей мере 25, более предпочтительно - по меньшей мере 30, более предпочтительно - по меньшей мере 35, более предпочтительно - по меньшей мере 40, более предпочтительно - по меньшей мере 45) мкм. Упомянутый размер предпочтительно может быть высотой. Преимущество этого состоит в том, что более крупная частица (при данной форме частицы) обеспечивает большее отношение объема к поверхности частицы, обеспечивая тем самым большую эффективность использования тепловой энергии, как было упомянуто ранее. Теоретический верхний предел может составлять, например, приблизительно 50 мм.
Предпочтительно, чтобы в этом способе поверхностная энергия разделительной поверхности была меньше, чем поверхностная энергия второго полимера. Преимущество этого состоит в том, что это помогает удалять липкий первый слой с разделительной поверхности без остатка или с меньшим количеством остатка.
Дополнительно предпочтительно, чтобы в этом способе разность между поверхностной энергией второго полимера и поверхностной энергией разделительной поверхности была меньше, чем 23 мДж/м2. Преимущество этого состоит в том, что это помогает расплавленным частицам второго полимера слегка смачивать разделительную поверхность для того, чтобы сформировать с разделительной поверхностью подходящие острые, но не слишком острые первые краевые углы, что может быть выгодным при формировании прерывистого, придающего шероховатость покрытия из дискретных частиц.
Предпочтительно, чтобы в этом способе поверхностная энергия разделительной поверхности была ниже, чем поверхностная энергия передней поверхности носителя. Поверхностная энергия разделительной поверхности может быть сформирована известными материалами и способами, такими как силиконизированные поверхности, фторсодержащие соединения, коронный разряд, пламя и т.п.
Дополнительно предпочтительно, чтобы в этом способе разность между поверхностной энергией передней поверхности и поверхностной энергией разделительной поверхности была больше, чем 4 мДж/м2. Преимущество этого состоит в том, что это помогает удалять липкий первый слой с разделительной поверхности без остатка или с меньшим количеством остатка, потому что липкий первый слой предпочитает прилипать к передней поверхности, а не к разделительной поверхности.
Предпочтительно, чтобы в этом способе удаление включало в себя обеспечение силы адгезии между передней поверхностью и по меньшей мере большинством контактируемых липких частиц большей, чем сила адгезии между разделительной поверхностью и по меньшей мере большинством контактируемых липких частиц. Используемый в настоящем документе термин«большинство» контактируемых липких частиц означает количество контактируемых липких частиц больше, чем половина общего количества контактируемых липких частиц. Используемый в настоящем документе термин«контактируемая липкая частица» означает «липкую частицу, с которой контактирует передняя поверхность». Это может быть достигнуто, например, с помощью выбора подходящих поверхностных энергий передней поверхности и разделительной поверхности. Преимущество этого состоит в том, что это помогает удалять липкие частицы, с которыми контактирует передняя поверхность, с разделительной поверхности без остатка или с меньшим количеством остатка, потому что контактируемые липкие частицы предпочитают прилипать к передней поверхности, а не к разделительной поверхности.
Дополнительно предпочтительно, чтобы в этом способе удаление дополнительно включало в себя обеспечение силы сцепления по меньшей мере большинства контактируемых липких частиц больше, чем сила адгезии между разделительной поверхностью и по меньшей мере большинством контактируемых липких частиц. Преимущества этого включают в себя то, что это может привести по существу к полному удалению по меньшей мере большинства контактируемых липких частиц с разделительной поверхности. «По существу полное» означает, что самое большее 20% (предпочтительно самое большее 15%, более предпочтительно - самое большее 10%, более предпочтительно - самое большее 5%, более предпочтительно - самое большее 3%, и более предпочтительно - самое большее 2%) полимера по меньшей мере большинства контактируемых липких частиц остаются на разделительной поверхности во время одной операции удаления. Это может быть достигнуто, например, с помощью выбора подходящей большой вязкости липких частиц. Преимущество этого состоит в том, что это обеспечивает лучший контроль над качеством продукта. Например, это помогает обеспечить придающие шероховатость выступы, более или менее сохраняющие в своих вершинах формы оснований дискретных частиц, потому что эффект «отрыва», при котором полимер частиц будет растягиваться в направлении, перпендикулярном к разделительной поверхности, может быть по существу предотвращен. Если липкая частица остается неудаленной на горячей разделительной поверхности и становится старой, тогда позже (например, через один оборот, если технология основана на вращающейся разделительной ленте или барабане), когда новый первый слой помещается на горячую разделительную поверхность, сила адгезии между новыми частицами первого слоя и старой частицей должна быть больше, чем сила адгезии между старой частицей и разделительной поверхностью, чтобы новый первый слой поднял и убрал старую частицу. Это обычно можно обеспечить даже со старыми частицами (например, из полиэтилена), которые начали окисляться. С другой стороны, старая частица может иметь силу адгезии с разделительной поверхностью больше, чем у новых частиц, благодаря своему разложению. Следовательно, следует избегать слишком долгого сохранения первого слоя на разделительной поверхности (например, из-за ошибки оператора) без его удаления. Тем не менее, те старые частицы, особенно полипропиленовые, которые имеют тенденцию к быстрому пиролизу и поэтому более сильную адгезию к разделительной поверхности, могут обычно полностью разлагаться и фактически исчезать с разделительной поверхности в виде дыма и/или пара. От остатков такого полностью распадающегося полимера (например, полипропилена) разделительная поверхность может быть очищена таким автоматическим пиролитическим способом.
Предпочтительно, чтобы этот способ включал в себя сохранение дискретных частиц первого слоя на горячей разделительной поверхности достаточно долго для того, чтобы обеспечить по меньшей мере некоторые из дискретных частиц в по меньшей мере полужидком состоянии с первыми краевыми углами с разделительной поверхностью. «По меньшей мере полужидкий» означает жидкий или полужидкий. Это может быть достигнуто, например, путем использования в достаточной степени длинной бесконечной ленты для разделительной поверхности, на которой частицы могут провести достаточно времени для того, чтобы слегка смочить разделительную поверхность описанным образом, а также для того, чтобы позволить поверхностным энергиям частиц и разделительной поверхности взаимно сформировать первые краевые углы. Преимущество этого состоит в том, что это помогает сформировать покрытие, включающее отдельные придающие шероховатость выступы с плоскими вершинами, на котором (среди прочего) легче писать или наклеивать этикетку, и которое является более гладким на ощупь.
Дополнительно предпочтительно, чтобы по меньшей мере некоторые из первых краевых углов были меньше чем 90 градусов (предпочтительно меньше чем 85 градусов, более предпочтительно - меньше чем 80 градусов, более предпочтительно - меньше чем 75 градусов, более предпочтительно - меньше чем 70 градусов, и более предпочтительно - меньше чем 65 градусов). Это может быть достигнуто за счет обеспечения более длительного нахождения частиц на разделительной поверхности и/или обеспечения более низкой вязкости частиц. Преимущество этого состоит в том, что это помогает сформировать поднутрение в придающих шероховатость выступах и/или сформировать придающие шероховатость выступы, лучше сцепляющиеся с другими подобными придающими шероховатость выступами или волокнистым нескользким материалом. С другой стороны, первые краевые углы могут быть выбраны так, чтобы они были больше чем 30 градусов.
Предпочтительно, чтобы в этом способе наружная поверхность дискретных частиц первого слоя состояла из первой части, контактирующей с разделительной поверхностью, и второй части, не контактирующей с разделительной поверхностью, причем площадь второй части должна быть больше, чем площадь первой части, по меньшей мере в большинстве этих дискретных частиц. Используемый в настоящем документе термин «большинство» относительно дискретных частиц означает количество дискретных частиц, большее чем половина от общего количества дискретных частиц. Это может быть достигнуто, например, путем использования плоской гладкой разделительной поверхности или разделительной поверхности с не слишком глубокими углублениями. Преимущество этого состоит в том, что это помогает сохранять переднюю поверхность отдельно и возможно не в контакте с горячей разделительной поверхностью в течение времени контакта для того, чтобы защитить носитель от тепла обнаженных частей разделительной поверхности между дискретными частицами.
Предпочтительно, чтобы в этом способе обеспечиваемая горячая разделительная поверхность являлась по существу плоской, или чтобы она имела самое большее некоторый рисунок, независимый от распределения дискретных частиц обеспечиваемого первого слоя. Преимущество этого состоит в том, что это помогает сформировать случайное распределение дискретных частиц, а также обеспечить выделение дискретных частиц из разделительной поверхности для возможного удержания передней поверхности вдали от обнаженных горячих частей разделительной поверхности в течение времени контакта.
Предпочтительно, чтобы этот способ включал в себя сохранение дискретных частиц обеспечиваемого первого слоя на горячей разделительной поверхности по меньшей мере в течение 0,5 с (предпочтительно в течение по меньшей мере 1 с, более предпочтительно - в течение по меньшей мере 1,5 с, более предпочтительно - в течение по меньшей мере 2,0 с, более предпочтительно - в течение по меньшей мере 2,5 с). Это может быть достигнуто, например, с использованием в достаточной степени длинной бесконечной ленты для разделительной поверхности. Преимущества этого включают в себя то, что это помогает подходящим образом нагревать частицы, помогает частицам терять некоторые или все их возможные молекулярные ориентации, а также в некоторой степени смачивать разделительную поверхность и несколько «разглаживаться» или становиться ближе к форме шарика в ответ на поверхностное натяжение размягченного или расплавленного полимера частиц, что является выгодным, потому что, например, это может обеспечить частицы с более однородными формами. Следует отметить, что это не означает их более однородных размеров.
Предпочтительно, чтобы в этом способе время контакта, деленное на среднюю поверхностную плотность носителя, составляло самое большее 0,020 с.м2/г, (более предпочтительно - самое большее 0,016, более предпочтительно - самое большее 0,013, более предпочтительно - самое большее 0,010 с.м2/г). Средняя поверхностная плотность носителя означает массу носителя, деленную на площадь передней поверхности носителя. Преимущество этого состоит в том, что это помогает защитить носитель от чрезмерного тепла разделительной поверхности.
Предпочтительно, чтобы в этом способе дискретные частицы обеспечиваемого первого слоя, находящиеся на горячей разделительной поверхности, выступали из нее до соответствующих высот частиц, причем чтобы по меньшей мере для некоторых из дискретных частиц высота частицы была равна по меньшей мере 0,1 (предпочтительно по меньшей мере 0,2, более предпочтительно - по меньшей мере 0,3, более предпочтительно - по меньшей мере 0,4, еще более предпочтительно - по меньшей мере 0,5) от самого малого размера частицы на виде сверху.
Дополнительно предпочтительно, чтобы высота частицы по меньшей мере у большинства дискретных частиц обеспечиваемого первого слоя была равна по меньшей мере 0,1 (предпочтительно по меньшей мере 0,2, более предпочтительно - по меньшей мере 0,3, более предпочтительно - по меньшей мере 0,4, еще более предпочтительно - по меньшей мере 0,5) от самого малого размера частицы на виде сверху. Используемый в настоящем документе термин «большинство» дискретных частиц обеспечиваемого первого слоя означает количество дискретных частиц обеспечиваемого первого слоя, большее чем половина от общего количества дискретных частиц обеспечиваемого первого слоя. Самый малый размер на виде сверху является самым малым размером частицы на виде сверху разделительной поверхности с точки зрения, находящейся выше дискретных частиц (как если бы они измерялись штангенциркулем, который находится в наблюдаемой плоскости). Эта особенность, отличающая первый слой от, например, обычного печатного слоя в процессе глубокой печати, имеет преимущества, включая обеспечение большего отношения объема к поверхности частицы, более эффективный тепловой заряд и помощь в формировании придающих шероховатость выступов с поднутрениями и/или придающих шероховатость выступов, лучше сцепляющихся с другими подобными придающими шероховатость выступами или волокнистым нескользким материалом, а также помощь в удержании передней поверхности отдельно от горячей разделительной поверхности во время контакта.
Предпочтительно, чтобы этот способ включал в себя обеспечение в антискользящем покрытом гибком материале средней поверхностной плотности покрытия, составляющей менее 1,5 (предпочтительно менее 1,25, более предпочтительно - менее 1,00, более предпочтительно - менее 0,75, и еще более предпочтительно - менее 0,60) от средней поверхностной плотности носителя. Средняя поверхностная плотность покрытия представляет собой массу покрытия, деленную на площадь носителя, занятую покрытием (эта площадь также включает в себя возможные промежутки между дискретными выступами, составляющими покрытие). Средняя поверхностная плотность носителя означает массу носителя, деленную на площадь передней поверхности носителя. Преимущества этого, в дополнение к экономичности, включают в себя то, что это помогает поддерживать продукт гибким и препятствовать тому, чтобы носитель был испорчен чрезмерной тепловой энергией покрытия, возможно даже без принудительного охлаждения.
Предпочтительно, чтобы этот способ включал в себя обеспечение средней поверхностной плотности носителя меньше чем 500 г/м2 (предпочтительно меньше чем 420 г/м2, более предпочтительно - меньше чем 370, или 320, 270, 220, 200, 180, 160, 140, 130, или даже 120 г/м2). Нижний предел средней поверхностной плотности может быть неявно определен, в случае необходимости, например, использованием для упаковочного материала, и может составлять, например, приблизительно 3 г/м2. Такой выбор увеличивает значение особенности по настоящему изобретению, как было обсуждено выше. Кроме того, преимущества этого, в дополнение к экономичности, включают в себя то, что это может уменьшить потребность антискользящего покрытого гибкого материала в тепловой энергии для своего последующего плавления, сварки и/или термоусадки, давая выгоду в том, что меньшее количество тепловой энергии будет меньше портить, деформировать, плавить или, например, усаживать покрытие.
Предпочтительно, чтобы этот способ включал в себя обеспечение достаточно низкой тепловой энергии горячего покрытия для поддержания предела прочности носителя на разрыв, достаточного для перематывания носителя, без потребности в охлаждающем ролике. Одна возможность этого, например, заключается в том, чтобы обеспечить (даже явно горячее) покрытие с подходящей низкой поверхностной плотностью относительно поверхностной плотности носителя.
Предпочтительно, чтобы в этом способе температура частей второго полимера на разделительной поверхности являлась более высокой, чем температура размягчения второго полимера для обеспечения первого слоя дискретных частиц на этой разделительной поверхности. Преимущество этого состоит в том, что это избавляет от необходимости повторять нагрев и охлаждение разделительной поверхности при каждом обороте. Кроме того, это помогает фиксировать дискретные частицы с момента их попадания на разделительную поверхность путем практически мгновенного их нагрева до липкого состояния.
Дополнительно предпочтительно, чтобы этот способ включал в себя любое одно или оба из
a) нанесения на разделительную поверхность из воздуха одного или больше из твердых, жидких или полужидких (предпочтительно твердых) частей второго полимера, и
b) нанесения на разделительную поверхность не из воздуха (предпочтительно твердых) частей второго полимера, более холодных, чем температура размягчения второго полимера.
(Следует отметить, что часть второго полимера может быть более холодной чем его температура размягчения, но при этом все еще отличающейся от твердого вещества, например, в растворе). Например, части второго полимера могут наноситься из воздуха на разделительную поверхность под действием силы тяжести, электростатического притяжения, удара или других подходящих сил, или любой их комбинации. Рассеивание частей второго полимера на разделительную поверхность под действием силы тяжести может быть выполнено любым подходящим способом, например, путем рассеивания твердых частей второго полимера с помощью рассеивающего устройства или распыления капель и т.д. С другой стороны, например, твердые части второго полимера могут подаваться на разделительную поверхность непосредственно из питателя, контактирующего с разделительной поверхностью. Преимущество этого состоит в том, что это позволяет избежать таких трудностей, которые могли бы возникнуть, если бы расплавленные части второго полимера переносились посредством положительного контакта, например, с печатающим устройством, на горячую разделительную поверхность. А именно, если разделительная поверхность будет такой горячей и кроме того будет иметь желательные свойства разъединения, тогда будет трудно полностью перенести расплав с другой, неявно также горячей, поверхности с достаточной степенью надежности, особенно если вязкость расплавленного второго полимера будет больше, чем обычно у горячего расплава, наносимого при печати. Если твердые части второго полимера переносятся на разделительную поверхность, тогда это обеспечивает то преимущество, что только второй полимер сохраняется во время всего способа в горячем расплавленном или размягченном состоянии в течение очень короткого промежутка времени (в отличие от других решений, основанных, например, на экструзии из расплава и на резервуарах с горячим расплавом), что может уменьшить риск окисления или разложения до минимума даже при использовании дешевого (возможно даже вторичного) второго полимерного вещества. А именно, части (например, порошковые гранулы или микрокранулы) второго полимера входят в контакт с разделительной поверхностью и нагреваются до плавления, а затем, например, в течение пары секунд, они контактируют с передней поверхностью и остывают и затвердевают, причем все это может происходить в течение, например, менее чем полминуты. Тот факт, что полимер должен находиться при высокой температуре только очень короткий промежуток времени, приводит к возможности использования желаемых, действительно высоких температур без излишнего разложения или окисления полимера. Кроме того, нанесение твердых частей вместо печати горячим расплавом может позволить использовать намного более высокие линейные скорости и понизить массовые скорости потока расплава второго полимера. Предпочтительно охлаждаемый текучей средой тепловой экран используется для защиты от лучистой теплоты устройства, используемого для нанесения частей второго полимера на разделительную поверхность, с учетом возможно очень высокой температуры разделительной поверхности. По той же самой причине предпочтительно защищать эту компоновку от нежелательного эффекта спонтанной тяги горячего воздуха, создаваемой горячей разделительной поверхностью, или тяги горячего воздуха, создаваемой возможно высокой скоростью разделительной поверхности (например, в форме ленты).
Предпочтительно, чтобы по меньшей мере некоторые из дискретных частиц в первом слое являлись по существу неориентированными на молекулярном уровне. Это может быть обеспечено, например, путем формирования первого слоя путем рассеивания на разделительную поверхность порошка или подобного материала второго полимера, который по существу является неориентированным на молекулярном уровне. Это также может быть обеспечено, например, путем удержания размягченных или расплавленных дискретных частиц на разделительной поверхности достаточно долгое время для того, чтобы они потеряли свою возможную молекулярную ориентацию за счет релаксации и/или свободной усадки. Преимущества этого включают в себя то, что это может помочь сформировать антискользящий покрытый гибкий материал с покрытием по существу без молекулярной ориентации, и следовательно не затрагивающим, в частности, не искажающим в одном направлении, первоначальные характеристики термоусадки носителя. Кроме того, такое покрытие, например, включающее дискретные придающие шероховатость выступы, может лучше сохранять свою собственную форму во время последующей термоусадки антискользящего покрытого гибкого материала.
Предпочтительно, чтобы этот способ включал в себя обеспечение первого слоя дискретных частиц, расположенных на разделительной поверхности со случайным распределением. Преимущества этого включают в себя следующее. Это помогает сформировать антискользящий покрытый гибкий материал, придающие шероховатость выступы которого имеют случайное распределение, что, как известно, является выгодным в плане изотропии механической блокировки с другой подобной поверхностью и/или с волокнистым нескользким материалом в направлении сдвига. Кроме того, если незначительные остатки дискретных частиц остаются на разделительной поверхности (например, в форме ленты) после удаления липкого первого слоя с разделительной поверхности, то частицы, наносимые в последующих циклах, статистически рано или поздно накроют их и возможно уберут их с разделительной поверхности. Следовательно, качество всей разделительной поверхности при использовании будет однородным в этом отношении. Кроме того, использование истинно случайного рисунка в несплошном покрытии является очень хорошим средством для избежания выпуклостей, образующихся в перематываемом антискользящем покрытом гибком материале благодаря возможным соответствующим местам более толстого и более тонкого покрытия, или даже из-за локального отсутствия покрытия.
Предпочтительно, чтобы первый слой по существу не содержал придающего липкость реагента.
Термин «по существу не содержащий придающего липкость реагента» здесь означает, что первый слой содержит менее чем приблизительно 5 мас.% материала, являющегося придающим липкость реагентом. Как известно, придающие липкость реагенты добавляются к клейким составам для того, чтобы увеличить их адгезию. Материалы, обычно используемые в качестве придающие липкость реагентов, включают в себя: смолы канифоли, кумарон-инденовые смолы, терпеновые смолы и углеводородные смолы. Преимущество этого варианта осуществления состоит в том, что он помогает избежать слипания продукта на теплом складе. Кроме того, это позволяет использовать более дешевые полимеры.
Предпочтительно, чтобы этот способ включал в себя обеспечение носителя, включающего ткань, и предотвращение существенного проникновения покрытия через ткань. В настоящем документе предотвращение существенного проникновения покрытия через ткань, состоящую из нитей, лент и/или волокон, означает предотвращение инкапсулирования покрытия большинством нитей, лент и/или волокон, находящихся в контакте с покрытием. Это может быть обеспечено, например, путем выбора подходящей большой вязкости второго полимера и/или путем выбора подходящего слабого сжатия липкого первого слоя во время контактирования, используя тот факт, что именно тепловая энергия используется главным образом для создания связи между покрытием и носителем, и эта связь является главным образом термосвязью, а не связью типа механической блокировки, основанной на проникновении покрытия в ткань. Преимущества этого включают в себя то, что это помогает сохранить характеристики гибкости и термоусадки носителя.
Предпочтительно, чтобы антискользящее покрытие гибкого материала было прерывистым. Это может быть достигнуто, например, путем подходящего умеренного сжатия липкого первого слоя во время контакта. Преимущества этого включают в себя то, что это может помочь предотвратить блокирование гибкого материала с антискользящим покрытием путем обеспечения негладкой поверхности покрытия, неподходящей для создания плотного контакта с почти полным исключением воздуха вдоль этой поверхности. Кроме того, это может помочь созданию антискользящей механической блокировки с другой подходящей (например, шероховатой) поверхностью. Кроме того, это может помочь сохранить гибкость носителя.
Для получения тех же самых преимуществ дополнительно предпочтительно, чтобы покрытие занимало самое большее 75% (более предпочтительно - самое большее 60%, или 50%, или 40%, или 35%, или 30%, или 25%, или 20%, или 17,5%, или 15,0%, или 12,5%, или 10,0%, или еще более предпочтительно - самое большее 8,0%) от площади гибкого материала с антискользящим покрытием на виде сверху. Это относится к микроуровню, на котором промежутки, в которых передняя поверхность обнажена, считаются незанятыми.
Дополнительно предпочтительно, чтобы покрытие формировалось так, чтобы оно включало в себя множество придающих шероховатость дискретных выступов из передней поверхности носителя, каждый из которых имеет основание, связанное с носителем.
Это может быть достигнуто, например, за счет подходящего редкого распределения дискретных частиц в первом слое в комбинации с подходящим умеренным сжатием липких частиц во время контактирования. Возможно, чтобы придающий шероховатость выступ формировался из единственной частицы первого слоя, но также возможно, чтобы придающий шероховатость выступ формировался путем соединения множества частиц первого слоя, например, путем подходящего сжатия первого слоя. Преимущества этого варианта осуществления способа включают в себя то, что он может помочь созданию антискользящей механической блокировки с подходящей (например, шероховатой или волокнистой) другой поверхностью. Кроме того, это может помочь сохранить гибкость носителя. Его экономичность, основанная на использовании меньшего количества материала для покрытия, также является выгодной. Также преимуществом является то, что придающие шероховатость выступы могут иметь относительно гладкую поверхность (включая, например, гладкую сторону), потому что высокая температура, при которой поддерживается покрытие, может сгладить незначительную шероховатость поверхности индивидуальных придающих шероховатость выступов, основываясь на поверхностном натяжении их полимера. Это может улучшить антискользящую блокировку с другими выступами и особенно с волокнами.
Предпочтительно, чтобы этот способ включал в себя обеспечение по меньшей мере некоторых из придающих шероховатость выступов вторым краевым углом от 90 до 178 градусов (более предпочтительно - от 92, более предпочтительно - от 95, более предпочтительно - от 97 до 178 градусов) с передней поверхностью по меньшей мере на одном виде сбоку придающего шероховатость выступа. Используемый в настоящем документе термин «вид сбоку» означает неперспективную проекцию в направлении, параллельном передней поверхности, например, вид слева или вид справа, во время горизонтальной ориентации этой передней поверхности. Этот вид включает в себя придающий шероховатость выступ, а также (боковое сечение) по меньшей мере той части передней поверхности, с которой формируется второй краевой угол. Здесь термин «второй краевой угол» используется в смысле, аналогичном тому, как если бы шероховатый выступ представлял собой каплю жидкости, сидящую на твердой передней поверхности: использующийся в настоящем документе термин «второй краевой угол» представляет собой угол между границей придающий шероховатость выступ/воздух и передней поверхностью носителя, где граница придающий шероховатость выступ/воздух встречается с передней поверхностью. На практике это можно наблюдать под микроскопом. Эта особенность может быть обеспечена, например, путем приложения умеренного давления к липким дискретным частицам с подходящей большой вязкостью во время контакта с одновременным обеспечением их легкого отделения от разделительной поверхности. Например, эта особенность отличает наше решение от известных способов, в которых покрытие выполняется путем печати слоя (обычно маловязкого и хорошо смачивающего) горячего расплава на поверхности. Преимущества этого варианта осуществления способа включают в себя то, что он помогает обеспечить придающие шероховатость выступы с поднутрением, что делает их более подходящими для антискользящей механической блокировки в направлении сдвига с аналогичными придающими шероховатость выступами другой поверхности или с волокнистым нескользким материалом.
Предпочтительно, чтобы в этом способе по меньшей мере некоторые из придающих шероховатость выступов имели по существу плоскую вершину, формирующую край, по меньшей мере частично окружающий эту по существу плоскую вершину. Следует отметить, что плоская вершина означает не просто вершину, которая является плоской на ее виде сбоку, но означает, что придающий шероховатость выступ имеет верхнюю область, которая является по существу плоской. Это не является необходимым, но предпочтительно, чтобы плоскости этих плоских вершин были по существу параллельны друг другу, и предпочтительно также по существу параллельны передней поверхности. Это может быть обеспечено, например, путем приложения умеренного давления к липким дискретным частицам с подходящей большой вязкостью во время контакта с одновременным обеспечением их легкого и по существу перпендикулярного отделения от разделительной поверхности. Преимущества этого включают в себя то, что на таком продукте может быть легче писать ручкой и/или приклеивать самоклеящуюся этикетку или ленту, причем этот продукт может казаться более гладким на ощупь. Такой продукт может быть впоследствии снабжен более красивым печатным изображением. Кроме того, поскольку плоские вершины могут вместе обеспечивать существенную примыкающую поверхность, антискользящий покрытый гибкий материал может иметь улучшенное трение на гладких поверхностях даже без вещества с высоким коэффициентом трения в придающих шероховатость выступах. Если вещество придающих шероховатость выступов имеет высокий коэффициент трения (например, эластомер), тогда его антискользящий эффект может быть более подчеркнутым или более значительным благодаря увеличенной полной поверхности, которой он может граничить с гладкой поверхностью. Результатом этого является улучшенная комбинация трения, основанного на эластомерном веществе, и трения, основанного на механической блокировке придающих шероховатость выступов. Присутствие края может, например, облегчить упомянутую механическую блокировку.
Для получения тех же самых преимуществ дополнительно предпочтительно, чтобы этот способ включал в себя обеспечение по меньшей мере большинства придающих шероховатость выступов по существу плоской вершиной. Используемый в настоящем документе термин «большинство» придающих шероховатость выступов означает количество придающих шероховатость выступов, которое составляет больше половины от общего количества придающих шероховатость выступов.
Дополнительно предпочтительно, чтобы этот способ включал в себя край, полностью окружающий по существу плоскую вершину. Преимущества этого включают в себя то, что это может помочь лучшему сцеплению во всех направлениях.
Дополнительно предпочтительно, чтобы этот способ включал в себя край, по существу формирующий окружность.Преимущества этого включают в себя то, что это может помочь дополнительно увеличить изотропию.
Дополнительно предпочтительно, чтобы в этом способе по меньшей мере на одном виде сбоку придающего шероховатость выступа по меньшей мере одна часть контурной линии придающего шероховатость выступа, соединяющая основание и край, являлась выпуклой снаружи. Упомянутая часть контурной линии - это та часть контурной линии, которая соединяет основание и край, и она может находиться, например, на правой стороне или на левой стороне придающего шероховатость выступа на его по меньшей мере одном виде сбоку во время горизонтальной ориентации передней поверхности. Это означает, что она является выпуклой, если смотреть снаружи от придающего шероховатость выступа. Используемый в настоящем документе термин «часть контурной линии» в соответствии со своим математическим значением образует границу выпуклого множества точек, принадлежащих придающему шероховатость выступу; «выпуклая часть контурной линии» включает в себя также случай прямой части контурной линии.
Дополнительно предпочтительно, чтобы эта по меньшей мере одна часть контурной линии была строго выпуклой снаружи. Используемый в настоящем документе термин «строго выпуклая часть контурной линии» придающего шероховатость выступа на виде сбоку означает выпуклость, если смотреть снаружи и не прямо. Было найдено, что (предпочтительно строго) выпуклая форма (предпочтительно выпуклая на многих видах сбоку, и более предпочтительно - на всех видах сбоку) части контурной линии придающего шероховатость выступа является выгодной, поскольку она придает относительно большую толщину придающему шероховатость выступу. Эта выпуклая форма обеспечивает краю прочность. Выпуклая форма также эффективно направляет зацепляющиеся волокна вниз к носителю, уменьшая тем самым скручивающую нагрузку на придающие шероховатость выступы и носитель в том месте, где они соединяются (то есть у основания).
Дополнительно предпочтительно, чтобы в этом способе по меньшей мере на одном виде сбоку придающего шероховатость выступа отношение ширины по существу плоской вершины к ширине основания составляло от 0,50 до 1,24. (Предпочтительно от 0,8 до 1,24, более предпочтительно - от 0,9 до 1,24, более предпочтительно - от 1 до 1,24, более предпочтительно - от 1 до 1,20, более предпочтительно - от 1 до 1,18, более предпочтительно - от 1 до 1,15, и еще более предпочтительно - от 1 до 1,10). Преимущества этого включают в себя то, что значение этого отношения больше чем 0,50 может помочь в использовании преимуществ, связанных с наличием плоской вершины, и может помочь обеспечить зацепление с волокном нескользкого материала, а также с аналогичными выступами другого материала. С другой стороны, значение этого отношения меньше 1,24 может помочь сохранять поднутрение придающего шероховатость выступа достаточно умеренным, чтобы можно было легко, практически без усилий отделить гибкий материал, покрытый противоскользящим слоем, от волокнистого нескользкого материала во время операции подъема или отслаивания, чтобы избежать нежелательной силы подъема или отслаивания антискользящей блокировки, известной, например, для застежек типа «липучка».
Дополнительно предпочтительно, чтобы в этом способе площадь основания была по существу равна или меньше, чем площадь по существу плоской вершины. Преимущества этого включают в себя то, что это помогает придать придающим шероховатость выступам форму с поднутрением, или форму, в которой самая широкая (то есть самая широкая на виде сбоку) часть, или часть максимальной боковой выпуклости, находится ближе к вершине, чем к основанию, что делает придающие шероховатость выступы более подходящими для антискользящей механической блокировки в направлении сдвига с аналогичными придающими шероховатость выступами поверхности другого материала или с волокнистым нескользким материалом. Эти преимущества дополнительно включают в себя то, что это может помочь использовать край плоской вершины для механической блокировки с другим подобным придающим шероховатость выступом или с волокнистым нескользким материалом. Конкретное преимущество этого состоит в том, что сцепляющиеся части не обязательно должны быть прижаты очень близко друг к другу, потому что уже самая дальняя точка, вершина придающего шероховатость выступа, может быть в состоянии установить блокировку. Это имеет большое значение в том случае, когда передняя поверхность загрязнена пылью или снегом, из которого могут торчать сцепляющиеся части, или когда придающий шероховатость выступ выдается из углубления передней поверхности, например, в результате прижатия придающего шероховатость выступа.
Для получения тех же самых преимуществ дополнительно предпочтительно, чтобы в этом способе площадь основания была меньше, чем площадь по существу плоской вершины. Это может быть обеспечено, например, путем удержания дискретных частиц достаточно долго на горячей разделительной поверхности, чтобы придать им форму, подобную чашкам, перевернутых их входными отверстиями к разделительной поверхности, и приложения мягкого сжатия во время контакта и обеспечения легкого их отделения от разделительной поверхности.
Дополнительно предпочтительно, чтобы этот способ включал в себя обеспечение придающего шероховатость выступа углом у края, который является углом между по существу плоской вершиной придающего шероховатость выступа и поверхностью, проходящей от края до основания придающего шероховатость выступа. Другими словами, этот угол у края является углом, который вершина и сторона выступа образуют друг с другом у края. Преимущества этого включают в себя то, что это может помочь сделать антискользящую блокировку края вершины более значительной.
Дополнительно предпочтительно, чтобы этот способ включал в себя обеспечение придающего шероховатость выступа с углом у края, по существу равным или меньше 90 градусов, по меньшей мере на одном виде сбоку придающего шероховатость выступа. Это может быть обеспечено, например, путем удержания дискретных частиц достаточно долго на горячей разделительной поверхности, чтобы обеспечить их острыми первыми краевыми углами с разделительной поверхностью, сохраняя затем в достаточной степени эту геометрию частиц во время контактирования и удаления. Преимущество такого антискользящего придающего шероховатость выступа состоит в том, что край плоской вершины, находясь по существу в плоскости вершины и формируя угол у края, может легко входить в волокнистый нескользкий материал и зацепляться с ним без необходимости в вытеснении существенного объема волокнистого нескользкого материала. Аналогичным образом поднятое положение «острого» края облегчает ему сцепление с другим подобным придающим шероховатость выступом, или даже с подметкой обуви рабочего, идущего по блоку древесины, обернутому в антискользящий покрытый гибкий материал. Этот эффект сцепления может быть обеспечен, даже если основание придающего шероховатость выступа находится в углублении передней поверхности, поэтому антискользящие способности продукта могут сохраняться, даже если придающие шероховатость выступы будут немного вдавлены в переднюю поверхность или будут другим образом помещены в соответствующие углубления или выемки передней поверхности. Кроме того, это имеет большое значение, когда передняя поверхность загрязнена пылью, снегом или льдом, от которых сцепляющиеся края могут разлипаться.
Для получения тех же самых преимуществ особенно предпочтительно, чтобы угол у края был меньше 90 градусов (предпочтительно меньше 87 градусов, более предпочтительно - меньше 84 градусов, более предпочтительно - меньше 81 градуса, и более предпочтительно - меньше 78 градусов). С другой стороны, он может составлять больше чем 30 градусов для обеспечения подходящей прочности края.
Предпочтительно, чтобы этот способ включал в себя формирование придающего шероховатость выступа, сужающегося от края до основания по меньшей мере на одном виде сбоку. (Предпочтительно, чтобы выступ сужался на множестве видов сбоку, и более предпочтительно - на всех видах сбоку придающего шероховатость выступа). Используемый в настоящем документе термин «сужение к основанию» означает последовательно уменьшающуюся к основанию или постоянную ширину. Например, цилиндр является сужающейся формой (хотя и не строго сужающейся). Преимущества этого включают в себя то, что этот тип сужения помогает тянуть зацепленные волокна вниз к передней поверхности носителя, когда сдвигающая нагрузка прикладывается к антискользящей блокировке без волокон, пойманных у несужающейся части, смещенной от передней поверхности. Таким образом, крутящий момент на придающем шероховатость выступе является минимальным, поэтому носитель может быть более слабым, то есть, может быть более дешевым, более гибким, более тонким и т.д. Кроме того, продукт может иметь относительно большую площадь поверхности, образованную по существу плоскими вершинами, что делает изделие гладким на ощупь и позволяет легко наклеивать этикетку или ленту или писать на нем, имея при этом относительно низкую полную площадь поверхности оснований выступов, соединенных с носителем, что увеличивает гибкость продукта. Кроме того, эта особенность является выгодной, когда передняя поверхность загрязнена пылью или снегом, от которых сцепляющиеся, самые широкие части могут разлипаться.
Для получения тех же самых преимуществ особенно предпочтительно, чтобы этот способ включал в себя формирование придающего шероховатость выступа, сужающегося от края к основанию, на каждом виде сбоку. Преимущества включают в себя улучшенную изотропию продукта.
Для получения тех же самых преимуществ особенно предпочтительно, чтобы придающий шероховатость выступ строго сужался от края к основанию на виде сбоку. Используемый в настоящем документе термин «строго сужающийся к основанию» означает последовательное сужение к основанию. Например, подходящим образом ориентированный усеченный конус является строго сужающейся формой.
Предпочтительно, чтобы этот способ включал в себя формирование придающих шероховатость выступов со случайным распределением на виде сверху антискользящего покрытого гибкого материала. Используемый в настоящем документе термин «случайное распределение» относится к распределению на микроуровне. Преимущества этого включают в себя то, что антискользящая блокировка между двумя такими обращенными друг к другу поверхностями может быть независимой от относительной ориентации этих поверхностей.
Предпочтительно, чтобы этот способ включал в себя формирование придающих шероховатость выступов случайного размера на виде сверху. Преимущества включают в себя то, что это может помочь продукту быть более универсальным. А именно, способность придающего шероховатость выступа входить между междоузлиями, между выступами сопрягаемой шероховатой поверхности или даже между волокнами сопрягаемого нескользкого материала и хорошо взаимодействовать с ними, может зависеть от размера на виде сверху придающего шероховатость выступа. А именно, более малый придающий шероховатость выступ может лучше входить в один вид промежутка, в то время как более крупный придающий шероховатость выступ может входить в другой вид промежутка. Это означает, что антискользящие покрытые гибкие материалы, имеющие придающие шероховатость выступы различных размеров, возможно могут более универсально взаимодействовать со многими видами контактирующих поверхностей.
Для получения аналогичных преимуществ предпочтительно, чтобы этот способ включал в себя формирование придающих шероховатость выступов со случайной ориентацией на виде сверху антискользящего покрытого гибкого материала. Используемый в настоящем документе термин «ориентация придающего шероховатость выступа на виде сверху» относится не к молекулярной ориентации полимера придающего шероховатость выступа, а к его угловому положению.
Предпочтительно, чтобы этот способ включал в себя формирование таких придающих шероховатость выступов, которые выступают из их соответствующего оснований до соответствующих высот выступа и имеют соответствующие самые малые размеры на виде сверху, и чтобы внутри по меньшей мере большинства придающих шероховатость выступов коэффициент вариации самых малых размеров на виде сверху был больше, чем коэффициент вариации высоты выступов. Используемый в настоящем документе термин «самый малый размер на виде сверху» придающего шероховатость выступа означает его самый малый размер на виде сверху, как было упомянуто ранее.
Дополнительно предпочтительно, чтобы коэффициент вариации самых малых участков на виде сверху был по меньшей мере в 1,15 раза (предпочтительно по меньшей мере в 1,2 раза, более предпочтительно - по меньшей мере в 1,3 раза, более предпочтительно - по меньшей мере в 1,4 раза, более предпочтительно - по меньшей мере в 1,5 раза, более предпочтительно - по меньшей мере в 1,6 раза, более предпочтительно - по меньшей мере в 1,7 раза, более предпочтительно - по меньшей мере в 1,8 раза, более предпочтительно - по меньшей мере в 1,9 раза, более предпочтительно - по меньшей мере в 2,0 раза) больше, чем коэффициент вариации высоты выступов.
Это может быть обеспечено, например, путем использовании порошка для создания дискретных частиц первого слоя, позволяя изначальной неравномерности размеров или объемов гранул порошка проявляться в различных наименьших размерах на виде сверху придающих шероховатость выступов путем сжатия горячих частиц первого слоя до более или менее равномерной высоты выступа при контакте. Следует отметить, что вершины придающих шероховатость выступов могут быть, например, плоскими или могут быть структурированы с использованием регулярной и/или нерегулярной и/или случайной и/или другой структуры, и/или могут иметь рисунок, по существу наследуемый от рисунка разделительной поверхности. Преимущества этого являются следующими. Способность придающего шероховатость выступа входить между междоузлиями, между выступами сопрягаемой шероховатой поверхности или даже между волокнами сопрягаемого нескользкого материала и хорошо взаимодействовать с ними может зависеть от самого малого размера на виде сверху придающего шероховатость выступа. А именно, «более узкий» (то есть более узкий на виде сверху) придающий шероховатость выступ может входить в один вид междоузлий, в то время как придающий шероховатость выступ с большим «самым малым размером на виде сверху» может входить в другой вид междоузлий. Это означает, что антискользящий покрытый гибкий материал, имеющий много видов придающих шероховатость выступов с различными «самыми малыми размерами на виде сверху», может более универсально взаимодействовать со многими видами контактирующих поверхностей. Следовательно, относительно большой коэффициент вариации самых малых участков на виде сверху может быть выгодным. С другой стороны, как мы могли видеть, более или менее однородная высота придающих шероховатость выступов может помочь обеспечить большую примыкающую поверхность (и тем самым лучшее трение) на гладких поверхностях, а также обеспечить больше придающих шероховатость выступов, вовлеченных в зацепление с упомянутыми структурированными контактирующими поверхностями. Следовательно, относительно низкий коэффициент вариации высоты выступов может быть выгодным.
Предпочтительно, чтобы в этом способе вершины по меньшей мере большинства придающих шероховатость выступов были по существу выровнены вдоль плоскости, параллельной главной плоскости передней поверхности. Используемый в настоящем документе термин «вершина придающего шероховатость выступа» означает точку или часть придающего шероховатость выступа, находящуюся выше всего от главной плоскости передней поверхности. Главная плоскость передней поверхности может не содержать некоторые точки передней поверхности, например, точки углублений или выпуклостей передней поверхности. Например, в случае передней поверхности носителя из тканой ткани главная плоскость передней поверхности может представлять собой среднюю (возможно математически неплоскую, но технически в целом плоскую) поверхность ткани. Возможно, например, что упомянутые выровненные вершины являются плоскими поверхностями, но также возможно, что они являются соответствующими одиночными точками соответствующих придающих шероховатость выступов, в зависимости от соответствующих форм придающих шероховатость выступов. Это может быть обеспечено, например, путем сжатия первого слоя по существу до однородной толщины перед удалением. Преимущества упомянутых вариантов осуществления способа включают в себя то, что на этом продукте, возможно сохраняя выгоды случайного характера его придающих шероховатость выступов, может быть легче писать ручкой и/или приклеивать этикетку или ленту, причем этот продукт может казаться более гладким на ощупь. Такой продукт может быть снабжен более красивым печатным изображением. Кроме того, поскольку придающие шероховатость выступы более или менее однородной высоты могут вместе обеспечивать существенную примыкающую поверхность, антискользящий покрытый гибкий материал может иметь улучшенное трение как на гладких поверхностях, так и с другой шероховатой или волокнистой поверхностью.
Дополнительно предпочтительно, чтобы этот способ включал в себя формирование таких придающих шероховатость выступов так, чтобы они выступали из их соответствующих оснований до соответствующих высот выступа, и чтобы по меньшей мере у некоторых из придающих шероховатость выступов самый малый размер на виде сверху придающего шероховатость выступа был по меньшей мере в 1,75 раза (предпочтительно по меньшей мере в 1,8 раза, более предпочтительно - по меньшей мере в 1,9 раза, более предпочтительно - по меньшей мере в 2,0 раза, более предпочтительно - по меньшей мере в 2,1 раза) больше высоты выступа.
Это может быть обеспечено, например, путем подходящего сильного сжатия липкого первого слоя во время контакта. Преимущество этого состоит в том, что такой широкий придающий шероховатость выступ не будет слишком легко отрываться. По той же самой причине он может быть стойким к заваливанию набок вокруг своего основания в ответ на нагрузку сдвига, сохраняя таким образом свою способность к блокировке. В случае необходимости теоретическое максимальное отношение может быть определено, например, как самый малый размер на виде сверху, равный самое большее 5000 высотам выступа.
Предпочтительно, чтобы в течение времени контакта часть передней поверхности между соседними липкими частицами не контактировала с разделительной поверхностью. Это может быть обеспечено, например, путем использования второго полимера с подходящей высокой вязкостью одновременно с обеспечением подходящего мягкого сжатия во время контакта. Таким образом можно предотвратить слишком плотное прижатие дискретных частиц, и они вместе могут удерживать переднюю поверхность на положительном расстоянии от горячей разделительной поверхности, особенно если плотность дискретных частиц является достаточно большой для этой цели также и в плане гибкости носителя. Эта особенность является особенно выгодной в комбинации с высотами по меньшей мере некоторых придающих шероховатость выступов, составляющими по меньшей мере 20, или более предпочтительно - 30, или более предпочтительно - 40 мкм. Преимущества этого включают в себя то, что это уменьшает передачу тепловой энергии (например, путем радиации) в носитель непосредственно от горячей разделительной поверхности.
Предпочтительно, чтобы в этом способе по меньшей мере некоторые из придающих шероховатость выступов имели скрытую поверхностную часть, являющуюся частью наружной поверхности придающего шероховатость выступа, которую придающий шероховатость выступ закрывает от взгляда на виде сверху антискользящего покрытого гибкого материала. Используемый в настоящем документе термин «наружная поверхность придающего шероховатость выступа» означает по существу границу придающий шероховатость выступ/окружающий воздух, которая на практике может означать поверхность придающего шероховатость выступа, и например, основание придающего шероховатость выступа, где он присоединяется к носителю, не является частью наружной поверхности придающего шероховатость выступа, и поэтому оно не может являться частью скрытой поверхности. Таким образом части скрытой поверхности придающего шероховатость выступа могут быть найдены путем определения того, какие части наружной поверхности выступа являются невидимыми на виде сверху, потому что они скрыты от наблюдателя самим выступом. Для формирования таких придающих шероховатость выступов могут использоваться различные методы, упомянутые выше. Преимущества этого включают в себя то, что это помогает придать придающим шероховатость выступам форму с поднутрением, что делает их более подходящими для антискользящей механической блокировки в направлении сдвига с аналогичными придающими шероховатость выступами другой поверхности или с волокнистым нескользким материалом.
Дополнительно предпочтительно, чтобы по меньшей мере некоторые из придающих шероховатость выступов имели по меньшей мере одно поднутрение и включали в себя по меньшей мере одну область непосредственно выше этого поднутрения, и чтобы придающий шероховатость выступ имел такие размеры, чтобы сформировать разделение между этой по меньшей мере одной областью и передней поверхностью, которое было бы больше чем 10 мкм (предпочтительно больше чем 12 мкм, более предпочтительно - больше чем 15 мкм, более предпочтительно - больше чем 20 мкм). Следует отметить, что упомянутая по меньшей мере одна область в данном случае может состоять из одного края. Преимущества этого включают в себя то, что это помогает поддерживать способность к сцеплению придающих шероховатость выступов, даже если слой загрязнения (например, инея или тонкодисперсной пыли) образуется на передней поверхности, по меньшей мере до тех пор, пока толщина слоя загрязнения не достигнет размера упомянутого разделения.
Предпочтительно, чтобы этот способ включал в себя обеспечение двух прижимных валков и прижимание носителя к горячей разделительной поверхности внутри зазора между этими двумя прижимными валками, чтобы обеспечить контакт между передней поверхностью носителя и липкими концами частиц, находящихся на горячей разделительной поверхности, путем прикладывания к носителю давления в зазоре от 0,001 до 80 Н/погонный см (предпочтительно от 0,002 до 70 Н/погонный см, и более предпочтительно - от 0,005 до 60 Н/погонный см). Следует отметить, что этот интервал включает в себя значения, намного более низкие, чем в предшествующем уровне техники. Преимущества этого включают в себя то, что при обеспечении практических значений таких параметров процесса, как размер и плотность дискретных частиц, вязкость второго полимера и первая и вторая температуры, интервал давления в зазоре может обеспечить упомянутые выше выгодные продукты. Низкие давления в зазоре не требуют такого дорогого оборудования, как большие давления в зазоре. Предпочтительно выбирать ширину валка, прижимающего носитель, меньше ширины носителя, потому что таким образом весь валок может быть сохранен холодным благодаря предотвращению слишком сильного нагрева носителя, например, из-за достаточно высокой скорости линии.
Предпочтительно, чтобы этот способ включал в себя использование тепловой энергии горячего покрытия из дискретных придающих шероховатость выступов для нагревания частей носителя около по меньшей мере некоторых из придающих шероховатость выступов, достаточного для размягчения или плавления по меньшей мере первого полимера в частях горячего носителя, с последующим охлаждением носителя и придающих шероховатость выступов до твердого состояния для того, чтобы создать окончательную связь. Это означает, что термосвязь может формироваться с такой большой тепловой энергией, которая может фактически локально размягчать или плавить носитель, по меньшей мере частично. Например, упомянутые части могут быть частями носителя, близкими к основаниям дискретных придающих шероховатость выступов. Например, возможно, что стенка носителя будет локально размягчена или расплавлена на всю ее толщину или на часть ее толщины под основанием придающего шероховатость выступа. Возможно, чтобы придающий шероховатость выступ непосредственно контактировал с первым полимером носителя, но также возможно, чтобы передняя поверхность носителя, контактирующая с придающим шероховатость выступом, состояла, например, из тонкого печатного нетермопластичного слоя (например, графики заказчика), и в этом случае тепло, размягчающее или плавящее часть носителя, передается через тонкий печатный слой без плавления самого печатного слоя. «Остывание» может, например, относиться к спонтанному охлаждению, а также к принудительному охлаждению или к их комбинации. Преимущества этого включают в себя то, что такие связи, сформированные с большой локальной тепловой энергией, могут быть более прочными, и продукт может быть более стойким к слипанию (на теплом складе), чем другие. Кроме того, можно предотвратить порчу носителя, несмотря на то, что его части размягчаются или плавятся. Это может быть обеспечено, например, путем выбора подходящего малого размера и/или низкой плотности дискретных придающих шероховатость выступов с учетом их температуры.
Предпочтительно, чтобы этот способ включал в себя обеспечение как первой температуры, так и второй температуры выше температуры сплавления, при которой первый полимер и второй полимер способны сплавляться друг с другом. Преимущества этого включают в себя то, что связи, получаемые при таких высоких температурах, могут быть более сильными и могут обеспечить большую стойкость к слипанию (на теплом складе), чем другие (например, с использованием обычного термоклея).
Предпочтительно, чтобы этот способ включал в себя обеспечение первой температуры выше 130°C (предпочтительно выше 140°C, более предпочтительно - выше 190°C, более предпочтительно - выше 200°C, более предпочтительно - выше 205°C, более предпочтительно - выше 210°C, более предпочтительно - выше 215°C).
Дополнительно предпочтительно, чтобы этот способ включал в себя обеспечение второй температуры выше 130°C (предпочтительно выше 140°C, более предпочтительно - выше 190°C, более предпочтительно - выше 200°C, более предпочтительно - выше 205°C, более предпочтительно - выше 210°C, более предпочтительно - выше 215°C). Это по существу может обеспечить заряд тепловой энергии в первом слое, который (предпочтительно намного) больше, чем достаточно для того, чтобы только удерживать первый слой расплавленным или размягченным: он также способен к значительному нагреву контактируемой передней поверхности для того, чтобы формирование связи включало в себя значительное нагревание обеих связываемых частей. Преимущества этого включают в себя то, что такие связи, полученные при таких высоких температурах, могут быть более сильными и могут обеспечить большую стойкость к слипанию (на теплом складе), чем другие (например, с использованием обычного термоклея).
Дополнительно предпочтительно, чтобы в этом способе как первая температура, так и вторая температура составляли менее 300°C. Это может помочь предотвратить порчу носителя от чрезмерного тепла покрытия.
Предпочтительно, чтобы в этом способе первая температура была по меньшей мере на 30°C (предпочтительно по меньшей мере на 40°C, более предпочтительно - по меньшей мере на 50°C, более предпочтительно - по меньшей мере на 60°C, и более предпочтительно - по меньшей мере на 70°C) выше, чем температура размягчения второго полимера, а также чем по меньшей мере одна из температуры плавления и температуры размягчения первого полимера. Это имеет то преимущество, что оно обеспечивает подходящее принудительное нагревание для создания высокотемпературной связи.
Предпочтительно, чтобы этот способ включал в себя обеспечение второго полимера с массовой скоростью потока расплава 0,1-300 г/10 мин (предпочтительно 0,1-250 г/10 мин, более предпочтительно - 0,1-200 г/10 мин, более предпочтительно - 0,1-150 г/10 мин, более предпочтительно - 0,1-100 г/10 мин, более предпочтительно - 0,1-80 г/10 мин, более предпочтительно - 0,1-60 г/10 мин, более предпочтительно - 0,1-40 г/10 мин, более предпочтительно - 0,1-30 г/10 мин, более предпочтительно - 0,1-20 г/10 мин, более предпочтительно - 0,1-10 г/10 мин), определяемой при 190°C под нагрузкой 2,16 кг в соответствии со стандартом ISO 1133-1. Преимущества этого включают в себя то, что расплав таких полимеров (обычно имеющий вязкость намного больше, чем типичная вязкость горячего расплава, применяемого при печати) может быть удален с горячей разделительной поверхности без когезионного разрушения, то есть без расщепления расплава из-за слишком низкой когезионной силы в этом расплаве. Кроме того, такая подходящим образом выбранная массовая скорость потока расплава может обеспечить вязкость дискретных частиц, подходящую для формирования предпочтительных конфигураций придающих шероховатость выступов. А именно, выбранный диапазон значений может обеспечить вязкость в дискретных частицах, находящихся непосредственно на горячей разделительной поверхности в течение некоторого времени, достаточно низкую для того, чтобы дискретные частицы подходящим образом смачивали разделительную поверхность, образуя с ней желательно нетупые, предпочтительно острые, первые краевые углы. Эта особенность достаточно низкой вязкости может дополнительно улучшаться при выборе еще более высоких значений массовой скорости потока расплава (например, 0,5, или 1,0, или 1,5, или даже 2,0 г/10 мин) в качестве нижнего предела диапазона значений. С другой стороны, тот же самый выбранный диапазон значений может обеспечивать вязкость в дискретных частицах, (например, мягко) прижимаемых в течение очень короткого промежутка времени к холодной передней поверхности, достаточно высокую для того, чтобы предотвратить излишнее смачивание дискретными частицами/придающими шероховатость выступами холодной передней поверхности в течение времени контакта, а затем, пока они еще остаются горячими, это может приводить к желаемым тупым вторым краевым углам придающих шероховатость выступов с передней поверхностью. Аналогичным образом достаточно высокая вязкость может предотвращать слишком сильную потерю дискретными частицами/придающими шероховатость выступами их исходной, предпочтительно чашеподобной формы, которая им была придана, когда они оставались на разделительной поверхности. Эта особенность наличия достаточно высокой вязкости дополнительно улучшается при выборе еще более низких массовых скоростей потока расплава в качестве верхнего предела диапазона значений. Кроме того, чем ниже массовая скорость потока расплава второго полимера, тем лучше придающие шероховатость выступы будут сохранять свои первоначальные формы (против спонтанного образования шариков), когда они будут нагреваться извне, например, во время плавления или сваривания продукта, или при его термоусадке, или когда горячее содержимое помещается в мешок, сделанный из этого продукта. Кроме того, массовая скорость потока расплава больше чем 0,1 г/10 мин может помочь обеспечить легкую запечатываемость и свариваемость продукта, а именно, когда придающие шероховатость выступы оказываются между запечатывающими или сваривающими инструментами во время запечатывания или сваривания, тогда они могут в достаточной степени складываться и сжиматься для того, чтобы не препятствовать смыканию сваривающих инструментов. Эта особенность может также дополнительно улучшаться при выборе упомянутых даже более высоких значений массовой скорости потока расплава для нижнего предела диапазона этого значения.
Предпочтительно, чтобы в этом способе одна или обе из температуры плавления и температуры размягчения первого полимера были либо меньше или равны, либо самое большее на 50°C выше, чем температура размягчения второго полимера. Этого имеет то преимущество, что оно обеспечивает возможность высокотемпературной связи для первого полимера. Ее преимущество перед другими связями (например, перед связями с помощью обычного термоклея) состоит в том, что такие связи являются более сильными, и продукт не будет слипаться.
Предпочтительно, чтобы в этом способе по меньшей мере большинство придающих шероховатость выступов имели размер на виде сверху по меньшей мере 30 мкм и самое большее 40 мм (предпочтительно по меньшей мере 40 мкм и самое большее 20 мм). Преимущества этого включают в себя то, что придающие шероховатость выступы такого размера являются достаточно большими для обеспечения антискользящей механической блокировки и достаточно малыми для сохранения подходящей гибкости и способности к термоусадке носителя.
Предпочтительно, чтобы этот способ включал в себя обеспечение в антискользящем покрытом гибком материале таких выступов для придания шероховатости, среднее соотношение сторон которых на виде сверху составляет по меньшей мере 1,0 и самое большее 20,0 (предпочтительно самое большее 19,0, более предпочтительно - самое большее 18,0, более предпочтительно - самое большее 17,0, более предпочтительно - самое большее 16,0, более предпочтительно - самое большее 15,0, более предпочтительно - самое большее 14,0, более предпочтительно - самое большее 13,0, более предпочтительно - самое большее 12,0, более предпочтительно - самое большее 11,0, более предпочтительно - самое большее 10,0, более предпочтительно - самое большее 9,0, более предпочтительно - самое большее 8,0, более предпочтительно - самое большее 7,0, более предпочтительно - самое большее 6,0, более предпочтительно - самое большее 5,0, более предпочтительно - самое большее 4,0, более предпочтительно - самое большее 3,0, более предпочтительно - самое большее 2,0, и еще более предпочтительно - самое большее 1,75). Каждый придающий шероховатость выступ имеет свое собственное соотношение сторон на виде сверху, что означает отношение самого большого к самому малому размеру придающего шероховатость выступа на виде сверху антискользящего покрытого гибкого материала. Среднее соотношение сторон на виде сверху каждого из множества придающих шероховатость выступов составляет самое большее 20,0, что означает, что оно либо равно 20,0, либо меньше чем 20,0. Преимущества этого включают в себя то, что более низкое среднее значение соотношения сторон на виде сверху обеспечивает антискользящему гибкому материалу большую гибкость с большей изотропией гибкости, и большую способность к термоусадке с большей изотропией способности к термоусадке. Кроме того, дискретные частицы с более высокими средними значениями соотношения сторон на виде сверху (например, продолговатые непрерывные элементарные волокна) более трудно связывать с носителем при данной желательно высокой температуре без повреждения носителя, чем дискретные частицы с более низкими средними значениями соотношения сторон на виде сверху (например, порошковые частицы), причем последние могут расплавить носитель лишь в малых, точечных пятнах, которые возможно не будут портить носитель так, как плавление носителя вдоль продолговатых пятен.
Предпочтительно, чтобы в этом способе носитель включал в себя ткань, сотканную из перекрывающихся основных и уточных термопластичных лент или нитей, и выбор используемой тепловой энергии горячего покрытия, включающего в себя придающие шероховатость выступы, осуществлялся подходящим образом для формирования связи между носителем и придающими шероховатость выступами без сплавления перекрывающееся основных и уточных лент или нитей под по меньшей мере некоторыми из придающих шероховатость выступов. Это может быть достигнуто заданием производственных параметров, например, с помощью метода проб и ошибок. Тепловая энергия горячего придающего шероховатость выступа зависит от, и может быть изменена с помощью модификации любого из температуры горячего придающего шероховатость выступа, массы придающего шероховатость выступа и удельной теплоемкости придающего шероховатость выступа. Также возможно выбрать ткань или ленты (или нити) с подходящей термочувствительностью для того, чтобы достичь желаемого результата. Преимущества этого включают в себя то, что это сохраняет гибкость и способность к термоусадке, а также их изотропию, в носителе из тканой ткани.
Предпочтительно, чтобы в этом способе носитель включал в себя ткань, сотканную из пластмассовых лент, обнаженных по меньшей мере в части поверхности носителя, и чтобы он содержал обеспечение в антискользящем покрытом гибком материале по меньшей мере одного (предпочтительно по меньшей мере некоторых) из придающих шероховатость выступов, имеющего подходящие геометрические особенности относительно обнаженных лент для того, чтобы сформировать по меньшей мере с одной из обнаженных лент уменьшающую проскальзывание механическую блокировку. Примером обнаженных лент могут быть ленты в носителе, не покрытые покрытием. Подходящие геометрические особенности будут зависеть от того, на что именно похожи обнаженные ленты, но обычно придающие шероховатость выступы, имеющие по существу плоские вершины с углами у края меньше чем 90 градусов, способны захватывать своими «острыми» краями края перекрывающихся лент основы или утка тканой ткани, особенно если ткань включает в себя обнаженные скрученные ленты, предназначенные для усиления трения. Такого захвата краев ленты или небольшого проникновения между перекрывающимися лентами может быть достаточно для того, чтобы уменьшить проскальзывание между шероховатой передней поверхностью и обнаженной частью ткани. Ленты могут быть обнажены на передней поверхности и/или на задней поверхности носителя, или, например, если носитель обеспечивается в форме трубчатой тканой ткани, ленты могут быть обнажены на внутренней стороне трубы, в то время как передняя поверхность находится на внешней стороне. Преимущества этого включают в себя то, что такой контакт с уменьшенным проскальзыванием может быть использован, например, между тканевыми мешками, заполненными, например, мукой, помещенными друг на друга, или между перекрывающимися частями ткани, например, в обертке для древесины, или между перекрывающимися концами катушек (потенциально даже между перекрывающимися концами труб, которые соединяются телескопическим образом) при смене катушки в любом процессе перематывания или обработки, а также при смене катушек такой шероховатой ткани, например, в форме трубы или в форме одиночного листа. А именно, когда при смене катушки концы соответствующих катушек ткани должны быть прикреплены друг к другу, так, чтобы один конец мог тянуть другой, выгодно, если фиксации помогает упомянутая антискользящая механическая блокировка, также с учетом того факта, что прикрепление концов катушек друг к другу с помощью самоклеящейся ленты может быть несколько затруднено из-за того, что поверхность (поверхности) ленты может быть шероховатой.
Предпочтительно, чтобы этот способ включал в себя обеспечение антискользящего покрытого гибкого материала из обычного нетканого полотна с полипропиленовым спанбондом со средней поверхностной плотностью 17 г/м2 и толщиной непрерывного элементарного волокна 25-30 мкм, способного создавать уменьшающую проскальзывание механическую блокировку в направлении сдвига с нескользким материалом благодаря придающим шероховатость выступам, имеющим подходящую плотность и геометрические особенности по отношению к нескользкому материалу для формирования механических связей с непрерывными элементарными волокнами нескользкого материала в направлении сдвига. «Обычный» означает, что нескользкий материал не отличается по существу от обычных нетканых материалов аналогичной спецификации, обычно используемых, например, в гигиенической промышленности во время текущего применения (включая, например, то, что он не является гидрофильным, является непокрытым, не имеет на себе печати, не является крепированным или ворсистым). Фотография образца такого нетканого материала приведена в чертежах.
Дополнительно предпочтительно, чтобы трение покоя между двумя образцами антискользящего покрытого гибкого материала с образцом нескользкого материала, размещенного между ними, является достаточно высоким для того, чтобы сопротивляться скольжению в тесте трения покоя на плоскости с углом наклона 50 градусов (предпочтительно 55 градусов, более предпочтительно - 60 градусов, более предпочтительно - 65 градусов) в соответствии со стандартом TAPPI T 815. Два образца антискользящего покрытого гибкого материала должны быть обращены друг к другу своими покрытиями. Все три образца должны быть гладкими и не сморщенными. Как известно, в этом тесте угол 50 градусов соответствует статическому коэффициенту трения (COF) 1,19, в то время как, например, угол 65 градусов означает COF, равный 2,14, которые являются весьма большими значениями в данной области техники.
Дополнительно предпочтительно, чтобы трение покоя являлось достаточно высоким для того, чтобы противостоять скольжению немедленно после подготовки к ледяному тесту, которая включает в себя поддержание по меньшей мере передней поверхности носителя и покрытия первого из двух образцов антискользящего покрытого гибкого материала при третьей температуре от -15°C до -25°C, подвергая переднюю поверхность носителя и покрытие воздействию воздуха с температурой от 0°C до 4°C и относительной влажностью 100% в течение времени подготовки 3 мин (предпочтительно 5 мин, более предпочтительно - 8 мин), и обеспечение второго из этих двух образцов антискользящего покрытого гибкого материала и образца нескользкого материала с третьей температурой. Подготовка к ледяному тесту может использоваться для того, чтобы смоделировать ситуацию, возможно возникающую во время использования мешков из антискользящего покрытого гибкого материала (с куском нескользкого материала, размещенного между ними) для упаковки замороженных пищевых продуктов. В моделируемой реальной ситуации первый мешок заполняется замороженными продуктами, и поэтому его антискользящий покрытый гибкий материал сохраняется, благодаря его содержимому, в холодном состоянии, и перед тем, как нескользкий материал и другой заполненный (и поэтому холодный) мешок будут соответственно помещены на первый мешок, этот первый мешок проведет приблизительно 3 мин в таком состоянии, когда его передняя поверхность носителя, а также его покрытие, подвергаются воздействию окружающего воздуха с температурой от 0°C до 4°C, и, например, если это происходит при упаковке замороженной рыбы в море, влажность воздуха в худшем случае составляет 100%. Эта влага из воздуха непрерывно намораживается на передней поверхности и покрытии мешка, и ледяной слой, который она образует, становится со временем все более толстым. Если придающие шероховатость выступы сформированы подходящим образом, 3 мин недостаточно для того, чтобы лед приобрел такую толщину, которая сохраняла бы главную плоскость противоскользящего материала, помещенного на ледяную поверхность, над самыми широкими частями придающих шероховатость выступов первого мешка. В том случае, если вариант осуществления соответствует нашим принципам, в целом описанным в данном документе, может быть, например, достаточно, чтобы вершины некоторых из придающих шероховатость выступов находились выше верхнего уровня льда, что приводит к беспрецедентной стойкости продукта к образованию льда. Подготовка к ледяному тесту в настоящем документе включает в себя то, что по меньшей мере в передней поверхности носителя и покрытии первого образца третья температура поддерживается в диапазоне от -15°C до -25°C. Если тест трения покоя выполняется при -15°C, эта особенность присутствует. Разумно предположить, что если этот тест выполняется при температуре от -15°C до -25°C, то он будет выполнен также и при -15°C, потому что чем более холодной является поверхность, тем быстрее нарастает лед (см. ниже). Например, первый образец может быть плоско присоединен на плоскую вершину толстого куска льда, имеющего желаемую температуру. (Позже эта поверхность будет наклонена). Это поддерживает третью температуру на верхней шероховатой поверхности первого образца в течение нескольких минут подготовки к ледяному тесту, что может быть легко проверено, например, инфракрасным термометром. Первый образец, присоединенный к куску льда, должен быть подготовлен в сухом, холодном месте и подвергнут воздействию влажного воздуха только тогда, когда начинается время подготовки. Второй образец и образец нескользкого материала могут храниться в морозильнике с третьей температурой при низкой влажности воздуха, причем второй образец соответствующим образом прикрепляют к салазкам в соответствии со стандартом. Таким образом салазки также становятся такими же холодными. Подготовка к ледяному тесту заканчивается в тот момент, когда время подготовки заканчивается. Сразу после этого предварительно охлажденный образец антискользящего материала и салазки, включающие в себя второй образец, должны быть соответственно помещены на ледяную поверхность первого образца (который все еще прикреплен к куску льда), и тест трения покоя с наклонной плоскостью должен быть выполнен с подходящим наклоном куска льда, вместе со всей сборкой на нем, в соответствии со стандартом TAPPI T 815. Следует отметить, что другая причина, почему этот тест должен выполняться при упомянутых необычных температурах, состоит в том, что поведение упомянутой антискользящей системы, как придающих шероховатость выступов, так и главным образом нескользкого материала, становятся другим, когда они охлаждаются до такой степени. А именно, полимеры, используемые для упаковочных материалов, в частности полиолефины, как известно, показывают определенное увеличение модуля и прочности на разрыв, если температура изменяется от 18°C до -20°C, и эта разница является особенно существенной, если их температура стеклования находится между этими двумя точками, как в случае с полипропиленом. Преимущества этой особенности включают в себя то, что продукт является более стойким к загрязнению льдом, а также тонкодисперсной пылью, осаждающейся на антискользящей поверхности.
Дополнительно предпочтительно, чтобы этот способ включал в себя, антискользящий покрытый гибкий материал, имеющий с нескользким материалом среднюю блокирующую нагрузку менее чем 200 г (предпочтительно менее чем 150 г, более предпочтительно - менее чем 100 г, более предпочтительно - менее чем 80 г, и более предпочтительно - менее чем 60 г) в соответствии со стандартом ASTM D 3354-96. В этом тесте образцы должны быть расположены таким образом, чтобы образец нескользкого материала находился выше образца антискользящего покрытого гибкого материала, расположенного своим покрытием вверх. Эта особенность может быть обеспечена путем формирования придающих шероховатость выступов, имеющих подходящие геометрические особенности относительно нескользкого материала для предотвращения существенных механических связей с непрерывными элементарными волокнами нескользкого материала при операции подъема. Продукты множества вариантов осуществления способа, имеющие придающие шероховатость выступы, могут быть подходящими для механической блокировки сдвига при контакте с нескользким материалом, и они могут иметь размеры, определяемые, например, на основе метода проб и ошибок. В большинстве случаев такие придающие шероховатость выступы могут иметь наиболее подходящие геометрические особенности для блокировки сдвига, имеющие форму с поднутрением. Например, упомянутый тупой второй краевой угол придающих шероховатость выступов с передней поверхностью может помочь установить механическую блокировку в направлении сдвига, хотя его степень, возможно, придется уменьшить (например, увеличивая массовую скорость потока расплава во втором полимере), если окажется, что он обеспечивает нежелательную механическую блокировку также и при операции подъема. То же самое справедливо и для упомянутых придающих шероховатость выступов с по существу плоскими вершинами, которые больше, чем их основания, для придающих шероховатость выступов со скрытыми частями поверхности и для придающих шероховатость выступов, имеющих по меньшей мере одно поднутрение. Мы нашли, что наши варианты осуществления способа могут легко формировать придающие шероховатость выступы, поднутрение которых обычно недостаточно подчеркивается для обеспечения существенного зацепления с волокнистым нескользким материалом в направлениях отслаивания и подъема, что (среди прочего), как полагают, отличает нашу противоскользящую систему, например, от типичной застежки типа «липучка». Результат состоит в том, что, например, заполненные антискользящие мешки или обернутые предметы, использующие наше антискользящее решение, могут быть подняты вертикально друг от друга без дополнительных усилий, и аналогичным образом неиспользованные мешки с куском нескользкого материала, прикрепленного к одной из их сторон, плоско уложенные в стопки на паллеты, могут быть легко подняты друг от друга.
Предпочтительно, чтобы этот способ включал в себя формирование антискользящего покрытого гибкого материала, в котором по меньшей мере некоторые (предпочтительно по меньшей мере большинство) из дискретных придающих шероховатость выступов по существу не имеют молекулярной ориентации. Это может быть обеспечено, например, путем обеспечения первого слоя по существу без молекулярной ориентации и предотвращения приобретения этим покрытием существенной молекулярной ориентации. Дискретные придающие шероховатость выступы, по существу не содержащие молекулярной ориентации, можно определить, например, по их поведению в тесте, когда они нагреваются до размягчения или плавления. А именно, такие нагретые придающие шероховатость выступы по существу не будут подвергаться термоусадке, и в большинстве случаев по существу не будут деформироваться иначе, кроме как в лучшем случае в ответ на поверхностные энергии размягченного или расплавленного вещества придающих шероховатость выступов и окружающей среды. В случае необходимости тестируемые придающие шероховатость выступы могут быть отделены, например, острым лезвием, от носителя перед тестированием. Они могут быть нагреты, например, путем их погружения в горячее силиконовое масло, как это обычно делается в тестах усадки. Альтернативно они могут быть нагреты с помощью пистолета с подогревом воздуха. Преимущества этого включают в себя то, что это может помочь покрытию не нарушать, в частности не деформировать в одном направлении исходные характеристики термоусадки носителя, что может быть выгодным при термоусадке, сварке или сплавлении продукта. Кроме того, такие дискретные придающие шероховатость выступы могут лучше сохранять свои желаемые формы, если они подвергаются воздействию тепла, например, во время термоусадки антискользящего покрытого гибкого материала, что является выгодным, например, в плане антискользящих качеств термоусадочных упаковок, изготовленных таким образом.
Предпочтительно, чтобы формирование связи между носителем и покрытием, включающим в себя придающие шероховатость выступы, включало в себя сплавление придающих шероховатость выступов с носителем с использованием тепловой энергии горячих придающих шероховатость выступов. Возможно, например, использовать повышающий совместимость слой для формирования передней поверхности носителя, так, чтобы могла быть создана улучшенная связь.
Дополнительно предпочтительно, чтобы формирование этой связи включало в себя сваривание придающих шероховатость выступов с носителем с использованием тепловой энергии горячих придающих шероховатость выступов.
Преимущества этого включают в себя то, что такие связи прочны, и такие шероховатые продукты могут не слипаться, даже если они хранятся на теплом складе. Кроме того, нет никакой необходимости в дорогом (например, содержащем придающий липкость реагент) термоклее, но более дешевые товарные полимеры, возможно даже переработанные полимеры, могут использоваться в этих придающих шероховатость выступах.
Предпочтительно, чтобы этот способ включал в себя снабжение передней поверхности соответствующими углублениями под основаниями по меньшей мере некоторых из придающих шероховатость выступов. Это может быть обеспечено, например, путем впечатывания придающего шероховатость выступа, или они могут быть сформированы любым другим способом, например, путем деформации передней поверхности под шероховатым выступом, например, путем тиснения или локальной термоусадки (например, тепловой энергией горячего придающего шероховатость выступа) или любым другим способом. Эта особенности имеет особое значение в сочетании с другими упомянутыми предпочтительными вариантами осуществления, такими как отношение ширины вершины к ширине основания, составляющее по меньшей мере 1, и/или площадь основания меньше площади вершины, и/или угол у края, составляющий самое большее 90 градусов, и/или вид сбоку придающего шероховатость выступа, (строго) сужающийся от края к основанию, и/или уменьшающая скольжение в направлении сдвига механическая блокировка с нескользким материалом, и/или относительно низкая массовая скорость потока расплава (что помогает сохранить острый верхний край даже после теплового удара во время использования продукта), а именно, эти особенности помогают самой дальней точке, верхнему краю придающего шероховатость выступа выполнять антискользящую блокировку несмотря на то, что основание придающего шероховатость выступа остается несколько глубже, в углублении. Преимущества этого включают в себя то, что эта особенность делает данный продукт отличным от других продуктов; придающий шероховатость выступ может иметь более прочную связь благодаря его «погружению» в переднюю поверхность. Кроме того, эта особенность может быть признаком того факта, что носитель является относительно неповрежденным и прочным даже под придающим шероховатость выступом (термосвязанным или сплавленным, например, приваренным к нему), а именно такое углубление может быть результатом локального плавления и термоусадки носителя рядом с придающим шероховатость выступом из-за тепла придающего шероховатость выступа, но только в части его толщины, и, например, то, что задняя поверхность носителя не плавится и не дает термоусадки, вместе с локальным плавлением и термоусадкой передней поверхности носителя приводит к поведению, подобному поведению биметаллической пластины, при котором локальная область передней поверхности становится меньше, чем на задней поверхности, что вызывает образование углубления. Задняя часть тела носителя, остающаяся нерасплавленной, может помочь носителю оставаться прочным.
Для получения тех же самых преимуществ предпочтительно, чтобы глубина такого углубления являлась достаточно малой для того, чтобы удерживать самую широкую часть придающего шероховатость выступа выше остальной передней поверхности по меньшей мере на одном виде сбоку придающего шероховатость выступа. Используемый в настоящем документе термин «самая широкая часть» означает такое сечение (обычно параллельное передней поверхности) придающего шероховатость выступа, ширина которого является самой большой из всех на данном виде сбоку. Остальная часть передней поверхности означает часть передней поверхности вокруг углубления, отличающуюся от этого углубления. Термин «выше» означает выше, если передняя поверхность расположена горизонтально и обращена вверх.
Предпочтительно, чтобы этот способ включал в себя
- обеспечение соответствующих расстояний между соседними дискретными частицами обеспечиваемого первого слоя, и
- обеспечение горячей разделительной поверхности во вращающейся бесконечной ленте, имеющей направление движения, и
- поддержание поочередного сдвига этой ленты перпендикулярно к направлению движения между двумя боковыми предельными положениями, обеспечивая такое боковое смещение ленты между этими двумя предельными положениями, которое равно или больше среднего значения расстояний между частицами (предпочтительно вдвое больше этого среднего значения, и более предпочтительно - втрое больше этого среднего значения).
Этот поочередный поперечный сдвиг ленты имеет преимущества, которые неожиданны и характерны для особенностей настоящего изобретения. Эти преимущества включают в себя то, что это помогает избежать выпуклостей, образующихся в перематываемом антискользящем покрытом гибком материале благодаря возможным соответствующим местам более толстого и более тонкого покрытия, или даже из-за локального отсутствия покрытия. Дополнительное преимущество может состоять в том, что это помогает статистически поразить все возможные остатки частиц, ранее оставленные на разделительной поверхности, новыми дискретными частицами для удаления этих остатков с разделительной поверхности, что имеет конкретное значение для предотвращения окисления или разложения этих остатков со временем от высокой температуры разделительной поверхности. А именно, (частично) окисленные или разложившиеся частицы может быть более трудно удалить с разделительной поверхности, чем другие.
Предпочтительно, чтобы этот способ включал в себя формирование упаковочного мешка или упаковочной обертки, которые включают в себя антискользящий покрытый гибкий материал, у которого по меньшей мере часть покрытия обращена наружу мешка или обертки. Формирование мешка или обертки может иметь место до, во время и/или после покрытия носителя. Например, обеспечиваемый мешок или обертка (например, из пленки или ткани) могут составлять обеспечиваемый гибкий носитель, имеющий переднюю поверхность. Этот мешок может предпочтительно быть мешком для тяжелых грузов, например, для содержимого весом 5-90 кг, или мешком для средних грузов, например, для содержимого весом 1-5 кг. Этот мешок может быть предварительно произведенным индивидуальным мешком, предназначенным для упаковки, или он может быть мешком, сделанным на упаковочной машине FFS. Обертка может быть, например, сортировочной упаковкой, термоусадочной пленкой, термоусадочной крышкой, оберткой для древесины, стретч-пленкой, стретч-крышкой или любым другим видом упаковочной обертки. Мешок может быть сформирован и/или закрыт с помощью сварки, сшивания или склеивания, или иным образом. Обертка может быть закреплена вокруг содержимого с помощью тепла (включая усадку и/или плавление) или с помощью клейкой ленты, скрепок, растяжения и т.п. Как мешок, так и обертка могут включать в себя пленку и/или тканую ткань и/или нетканую ткань. Как мешок, так и обертка могут быть термоусадочными или могут быть термоусажены на их содержимое. Как в мешке, так и в обертке на носитель может быть нанесена печать до и/или после выполнения способа формирования антискользящего гибкого материала.
Во втором аспекте сущность продукта по настоящему изобретению заключается в антискользящем упаковочном мешке или упаковочной обертке, сформированных по меньшей мере частично из антискользящего гибкого материала, включающего в себя гибкий носитель, имеющий переднюю поверхность с множеством дискретных сплошных придающих шероховатость выступов,
- обращенных наружу этого мешка или обертки,
- включающих в себя термопластичный второй полимер,
- по существу не имеющих молекулярной ориентации,
- имеющих соответствующие основания, которые являются теми концами придающих шероховатость выступов, которые прикрепляются к носителю,
- имеющих второй краевой угол 90-178 градусов (предпочтительно от 91, более предпочтительно - от 92, более предпочтительно - от 93, более предпочтительно - от 94, более предпочтительно - от 95, более предпочтительно - от 96, более предпочтительно - от 97 градусов до 178 градусов) с передней поверхностью по меньшей мере на одном виде сбоку придающего шероховатость выступа,
причем новизна этого мешка или обертки заключается в том, что
по меньшей мере некоторые из придающих шероховатость выступов, придающие шероховатость выступы с плоской вершиной, имеют по существу плоскую вершину, образующую край, по меньшей мере частично окружающий эту по существу плоскую вершину.
Определения и комментарии, а также цели, отличительные элементы и заявленные преимущества, используемые в первом аспекте относительно таких терминов, выражений и особенностей, которые мы используем, или чьи аналогичные варианты мы используем в этом втором аспекте, также действительны для этого второго аспекта без дополнительного упоминания, если явно не указано иное.
Данное описание позволяет, чтобы мешок или обертка дополнительно включали в себя выступы, отличающиеся от определенных в настоящем документе. Используемый в настоящем документе гибкий носитель может быть пластмассовым (например, термопластичной пленкой или тканью) или непластмассовым (например, крафт-бумагой), или их композитом. Что касается распределения дискретных придающих шероховатость выступов на макроуровне, возможно, чтобы дискретные придающие шероховатость выступы присутствовали по существу вдоль всей передней поверхности носителя, но также возможно, чтобы носитель имел одно или более мест, образующих формы на макроуровне, где передняя поверхность имеет придающие шероховатость выступы. Например, придающие шероховатость выступы могут образовывать одну или более полос или пятен на наружной поверхности одной или более боковых панелей мешка или обертки на макроуровне. Придающий шероховатость выступ является сплошным и имеет основание, присоединенное к носителю, и это означает, что придающие шероховатость выступы не являются полыми и включают в себя дополнительный материал выше носителя. Это определение подразумевает, что они отличаются от выдавленных выступов, сделанных (или как будто сделанных) с помощью локального прессования носителя из его первоначальной плоскости, формирующего на одной стороне выступ, а на другой стороне соответствующее углубление. Вспененный второй полимер может составлять придающие шероховатость выступы, однако предпочтительными являются вторые полимеры, отличающиеся от вспененных. Придающий шероховатость выступ вообще может быть результатом любого подходящего производственного процесса, он может быть сделан путем интегральной отливки вместе с носителем, а также путем смешивания добавленных тел с материалом носителя во время его формования, либо путем крепления (например, приклеивания, или сплавления, или сваривания и т.д.) этих тел к передней поверхности, где прикрепленные тела могут быть предварительно сформированы, и/или они могут быть сформированы во время и/или после их прикрепления и т.д. Преимущества этого продукта включают в себя то, что такие дискретные, неориентированные на молекулярном уровне придающие шероховатость выступы могут лучше сохранять свою желаемую форму, и могут также не деформировать носитель вокруг себя, когда они получают подводимое извне тепло (например, от горячего содержимого или от покрытия усадочной оберткой) во время использования, причем второй краевой угол помогает придавать придающим шероховатость выступам форму с поднутрением, что делает их более подходящими для антискользящей механической блокировки в направлении сдвига с аналогичными придающими шероховатость выступами другой поверхности или с волокнистым нескользким материалом, в то время как плоская вершина и край также обеспечивают преимущества, описанные в первом аспекте.
Предпочтительно, чтобы носитель по меньшей мере частично включал в себя термопластичный первый полимер. Здесь придающие шероховатость выступы, по существу не имеющие ориентации молекул, приобретают еще большее значение, потому что антискользящий гибкий материал с термопластичным носителем может также получить подводимое извне тепло по другим причинам, таким как закрытие, формирование или усадка самого мешка или обертки, например, при раздуве с нагревом, плавлении, сварке и т.д. Кроме того, при этом обеспечивается общая пригодность к переработке носителя и придающих шероховатость выступов. Термоусадочный носитель придает конкретное значение выгодному поведению придающих шероховатость выступов во время термоусадки носителя.
Дополнительно предпочтительно, чтобы термопластичный первый полимер носителя был свариваемым и/или плавким для одного или обоих из формирования и закрытия мешка или обертки.
Дополнительно предпочтительно, чтобы носитель по меньшей мере частично включал в себя термоусадочный слой, включающий термопластичный первый полимер.
Дополнительно предпочтительно, чтобы термоусадочный слой имел способность к термоусадке по меньшей мере на 5% (предпочтительно по меньшей мере на 10%, более предпочтительно - по меньшей мере на 15%, и более предпочтительно - по меньшей мере на 20%). Это означает, что термоусадочный слой имеет упомянутую способность к термоусадке по меньшей мере в одном направлении.
Дополнительно предпочтительно, чтобы первый полимер и второй полимер были совместимыми при повторной переработке. Это является выгодным, потому что также помогает в плавлении или сваривании антискользящего гибкого материала с самим собой, когда придающие шероховатость выступы находятся между двумя кусками антискользящего гибкого материала.
В третьем аспекте сутью настоящего изобретения является способ изготовления антискользящего упаковочного мешка или упаковочной обертки в соответствии со вторым аспектом настоящего изобретения, включающий в себя:
- формирование антискользящего гибкого материала согласно способу в соответствии с первым аспектом настоящего изобретения,
- обеспечение антискользящего гибкого материала, и
формирование упаковочного мешка или упаковочной обертки по меньшей мере частично из этого антискользящего гибкого материала.
Определения и комментарии, а также цели, отличительные элементы и заявленные преимущества, используемые в первом и/или втором аспекте относительно таких терминов, выражений и особенностей, которые мы используем, или чьи аналогичные варианты мы используем в этом третьем аспекте, также действительны для этого третьего аспекта без дополнительного упоминания, если явно не указано иное.
Данное описание позволяет, чтобы мешок или обертка дополнительно включали в себя выступы, отличающиеся от определенных в настоящем документе. Используемый в настоящем документе гибкий носитель может быть пластмассовым (например, термопластичной пленкой или тканью) или непластмассовым (например, крафт-бумагой), или их композитом. Что касается распределения дискретных придающих шероховатость выступов на макроуровне, возможно, чтобы придающие шероховатость выступы были распределены по существу вдоль всей передней поверхности носителя, но также возможно, чтобы носитель имел одно или более мест, образующих формы на макроуровне, где передняя поверхность имеет придающие шероховатость выступы. Например, придающие шероховатость выступы могут образовывать одну или более полос или пятен на наружной поверхности одной или более боковых панелей мешка или обертки на макроуровне. Обеспечиваемый придающий шероховатость выступ является сплошным и имеет основание, присоединенное к носителю, и это означает, что упомянутые придающие шероховатость выступы не являются полыми и включают в себя дополнительный материал выше носителя. Это определение подразумевает, что они формируются иным образом, чем просто с помощью тиснения, то есть локального прессования носителя из его первоначальной плоскости, формирующего на одной стороне выступ, а на другой стороне соответствующее углубление. Придающие шероховатость выступы могут состоять из вспененного второго полимера (хотя это и не является предпочтительным). Придающие шероховатость выступы в большинстве случаев могут быть обеспечены или сформированы с помощью любого подходящего процесса изготовления, они могут быть сделаны с помощью интегральной отливки вместе с носителем, а также путем смешивания добавленных тел с материалом носителя во время его формования, либо путем крепления (например, приклеивания, или сплавления, или сваривания и т.д.) этих тел к передней поверхности и т.д. Возможно, что придающий шероховатость выступ с плоской вершиной формируется сразу, но также возможно, например, что сначала формируется придающий шероховатость выступ, отличающийся от выступа с плоской вершиной (например, с помощью прикрепления примерно сферических порошковых гранул к передней поверхности), который затем преобразуется в придающий шероховатость выступ с плоской вершиной (например, путем соприкосновения его верхней области с плоской горячей разделительной поверхностью при сохранении его области основания достаточно холодной для того, чтобы препятствовать ее плавлению). Обеспечение придающих шероховатость выступов в антискользящем гибком материале может иметь место до, и/или во время, и/или после формирования упаковочного мешка или упаковочной обертки из антискользящего гибкого материала.
Преимущества этого способа включают в себя то, что он специально адаптирован для изготовления упаковочного мешка или упаковочной обертки, описанной во втором аспекте.
В четвертом аспекте сутью настоящего изобретения является способ упаковывания, использующий антискользящий упаковочный мешок или упаковочную обертку, включающий обеспечение содержимого, обеспечение по меньшей мере одного антискользящего упаковочного мешка или упаковочной обертки, и упаковывание этого содержимого по меньшей мере в один антискользящий упаковочный мешок или упаковочную обертку для того, чтобы сформировать по меньшей мере одну упаковку,
причем новизна этого способа заключается в
обеспечении по меньшей мере одного антискользящего упаковочного мешка или упаковочной обертки в соответствии со вторым аспектом настоящего изобретения, включая любой из его предпочтительных вариантов осуществления.
Определения и комментарии, а также цели, отличительные элементы и заявленные преимущества, используемые в первом, и/или втором, и/или третьем аспекте относительно таких терминов, выражений и особенностей, которые мы используем, или чьи аналогичные варианты мы используем в этом четвертом аспекте, также действительны для этого четвертого аспекта без дополнительного упоминания, если явно не указано иное.
Продукт, который изготавливается непосредственно этим способом, то есть эта по меньшей мере одна упаковка, может представлять собой, например, одну или несколько упаковок, упакованных в антискользящие упаковочные мешки или упаковочные обертки, или, например, одну или несколько стопок таких упаковок, уложенных, например, на одну или несколько паллет, и/или на пол, и/или в транспортном средстве, и/или в судне, опционально включая подходящие покрытия для штабелей, например, растягивающиеся крышки, или эластичные или термоусадочные крышки. Мешок или обертка могут быть сформированы заранее (например, для упаковки в индивидуальный мешок, для упаковки FFS), или во время и/или после упаковывания (например, обертка для древесины, стретч-укупорка, стретч-обертывание, термоусадочная упаковка). Подходящее содержимое может означать любое содержимое, подходящее для упаковывания с помощью антискользящего упаковочного мешка или упаковочной обертки, например, имеющее подходящий для этой цели размер, форму, количество, вес и т.д. Наиболее критические продукты, которые могут нуждаться в антискользящих упаковочных мешках, включают в себя, например, замороженные пищевые продукты, пылеобразные продукты, такие как цемент и порошок, легкотекучие твердые гранулы, такие как кварцевый песок и абразивы для струйной обработки, легкие порошки, такие как перлит и летучая зола, а также другие продукты, такие как рис, семена, пищевые и кормовые ингредиенты, опасные товары и т.д. Наиболее критические продукты, которые могут нуждаться в антискользящих упаковочных обертках, включают в себя древесину, банки с напитками, а также любые приложения, в которых гибкие обертки могут использоваться вместо традиционно используемых картонных коробок (например, гигиенические продукты и т.д.).
Преимущества этого способа проистекают из преимуществ используемого упаковочного материала.
Предпочтительно в этом способе содержимое включает в себя одно или оба из a) продукта в форме порошка, содержащего частицы с размером меньше чем 250 мкм (предпочтительно меньше чем 200 мкм, более предпочтительно - меньше чем 150 мкм, более предпочтительно - меньше чем 100 мкм, более предпочтительно - меньше чем 75 мкм, более предпочтительно - меньше чем 50 мкм) и b) замороженных пищевых продуктов. Продукт в форме порошка по меньшей мере частично состоит из частиц меньше упомянутого размера, и он может дополнительно подходящим образом включать в себя другие частицы или что-либо еще. Значение этой особенности основано на том факте, что при упаковке таких продуктов тонкодисперсное содержимое может попадать в воздух и оседать на упаковках, возможно, заполняя переднюю поверхность вокруг придающих шероховатость выступов. Аналогичной является ситуация с инеем, осаждающимся на упаковках замороженных продуктов.
Предпочтительно этот способ включает в себя обеспечение по меньшей мере одного антискользящего упаковочного мешка или упаковочной обертки в соответствии с любым вариантом осуществления мешка или обертки в соответствии со вторым аспектом, включая мешок или обертку,
- в которых по меньшей мере у некоторых из придающих шероховатость выступов с плоской вершиной площадь основания по существу равна или меньше, чем площадь по существу плоской вершины, особенно в которых площадь основания меньше, чем площадь по существу плоской вершины, и/или
- в которых по меньшей мере некоторые из придающих шероховатость выступов с плоской вершиной имеют угол у края, по существу равный или меньше чем 90 градусов, по меньшей мере на одном виде сбоку придающего шероховатость выступа, особенно в которых угол у края меньше чем 90 градусов, и/или
- в которых по меньшей мере один вид сбоку по меньшей мере некоторых придающих шероховатость выступов с плоской вершиной сужается от края верхней поверхности к основанию, особенно в которых каждый вид сбоку сужается от края верхней поверхности к основанию и/или в которых вид сбоку строго сужается от края верхней поверхности к основанию, и/или
- в которых по меньшей мере некоторые из придающих шероховатость выступов с плоской вершиной имеют по меньшей мере одно поднутрение и включают в себя по меньшей мере одну область выше этого поднутрения, причем придающий шероховатость выступ имеет такие размеры, чтобы сформировать разделение между этой по меньшей мере одной областью и передней поверхностью, составляющее больше чем 10 мкм, и/или
- в которых гибкий антискользящий материал способен к уменьшающей проскальзывание механической блокировке в направлении сдвига с нескользким материалом из обычного нетканого полотна из полипропиленового спанбонда со средней поверхностной плотностью 17 г/м2 и толщиной непрерывного элементарного волокна 25-30 мкм благодаря придающим шероховатость выступам, имеющим подходящую плотность и геометрические особенности относительно нескользкого материала для формирования механических связей с непрерывными элементарными волокнами нескользкого материала в направлении сдвига, особенно когда трение покоя между двумя образцами антискользящего гибкого материала с помещенным между ними образцом нескользкого материала является достаточно высоким для того, чтобы противостоять скольжению в тесте на трения покоя на наклонной плоскости под углом 50 градусов в соответствии со стандартом TAPPI T 815, и особенно когда трение покоя является достаточно высоким для того, чтобы противостоять скольжению немедленно после подготовки к ледяному тесту, включающей в себя поддержание по меньшей мере передней поверхности носителя и придающих шероховатость выступов первого из двух образцов антискользящего гибкого материала при третьей температуре от -15°C до -25°C при подвергании передней поверхности носителя и придающих шероховатость выступов воздействию воздуха с температурой 0°C - 4°C и относительной влажностью 100% в течение времени подготовки 3 мин, и дополнительно включающей в себя обеспечение второго из двух образцов антискользящего гибкого материала и образца нескользкого материала с третьей температурой, и/или особенно в которых антискользящий гибкий материал имеет с нескользким материалом среднюю блокирующую нагрузку меньше чем 200 г в соответствии со стандартом ASTM D 3354-96, и/или особенно в которых нескользкий материал или другой волокнистый зацепляющийся элемент, с которым антискользящий гибкий материал способен образовывать уменьшающую проскальзывание механическую блокировку в направлении сдвига, крепится снаружи мешка или обертки.
Преимущество этих комбинаций проистекает из особенностей упомянутого мешка или обертки, являющихся особенно выгодными при использовании в ледяных или пылевых условиях.
Предпочтительно в этом способе содержимое включает в себя замороженные пищевые продукты.
Более предпочтительно - в этом способе упаковывание происходит на борту судна.
Эта комбинация придает особое значение настоящему изобретению, потому что складское помещение на судне (например, на рыболовецком судне в море) может наклоняться при качке, создавая сильную потребность в хорошей антискользящей упаковке, в то время как содержимое в виде замороженных продуктов в комбинации с обычно высокой относительной влажностью воздуха на борту судна создают фактор осаждения инея на мешках, как было упомянуто ранее.
Более предпочтительно - этот способ включает в себя
- обеспечение блоков замороженных морепродуктов в качестве содержимого, и
- обеспечение по меньшей мере двух, первого и второго, антискользящих упаковочных мешков в соответствии с вариантом осуществления второго аспекта, в котором нескользкий материал или другой волокнистый зацепляющийся элемент, с которым антискользящий гибкий материал способен создавать уменьшающую проскальзывание механическую блокировку в направлении сдвига, крепится к наружной стороне мешка или обертки, и
- упаковывание блоков в мешки для того, чтобы сформировать первую упаковку, включающую в себя первый мешок и один или более упакованных в него блоков, и вторую упаковку, включающую в себя второй мешок и один или более упакованных в него блоков,
- причем первая и вторая упаковки являются подходящими для прохождения теста наклонного штабеля без скольжения друг на друге во время этого теста,
- где тест наклонного штабеля включает в себя
-- обеспечение горизонтального основания для штабеля,
-- формирование штабеля из первой и второй упаковок, включающее в себя
--- укладку первой упаковки на горизонтальное основание для штабеля и
--- по меньшей мере частичное помещение второй упаковки на первую упаковку так, чтобы их центры масс находились один над другим, и так, чтобы нескользкий материал или другой волокнистый зацепляющийся элемент, с которым антискользящий гибкий материал способен создавать уменьшающую проскальзывание механическую блокировку в направлении сдвига, крепился к наружной стороне первого мешка, обеспечивая уменьшающую проскальзывание механическую блокировку в направлении сдвига с антискользящим гибким материалом второго мешка, и
-- наклон основания для штабеля так, чтобы его угол с горизонталью составлял 35 градусов (предпочтительно 45 градусов), и
- сразу после этого возвращение основания для штабеля в горизонтальное положение.
Используемый в настоящем документе термин «морепродукты» означает рыбу и другие морепродукты, пойманные, например, в море. Замораживание в плиточном морозильном аппарате, как известно, является одним из самых быстрых способов замораживания, полезных для замораживания улова на борту рыболовного судна с максимально возможной скоростью. Как известно, замороженный с помощью этого способа блок морепродуктов имеет характерную плоскую форму, и его плоские верхняя и нижняя поверхности определяются плоскими и параллельными замораживающими пластинами, между которыми морепродукты удерживаются сжатыми во время замораживания. Такие плоские замороженные блоки с типичной высотой приблизительно 10 см могут быть легко уложены друг на друга по существу с горизонтальной ориентацией блоков. Во время упаковывания, в каждый мешок могут быть помещены один или более блоков, и мешок предпочтительно подходящим образом закрывается, например, путем сшивания и/или заклеивания липкой лентой и/или сплавления. Такие мешки являются подходящими (то есть, являются достаточно антискользящими) для того, чтобы выдержать тест наклонного штабеля без скольжения друг на друге. Используемый в настоящем документе термин «скольжение» означает начало скольжения и скольжение до удара. Следует отметить, что упаковки считаются подходящими для прохождения теста наклонного штабеля без скольжения друг на друге, например, если вторая упаковка начинает скользить на первой упаковке, после чего останавливается благодаря лишь силам сдвига, действующим между этими упаковками. Как было определено выше, тест наклонного штабеля фактически включает в себя помещение двух упаковок друг на друга так, чтобы их антискользящие поверхности находились в подходящем зацеплении против скольжения, и подвергание этой сборки временному наклону под углом 35 градусов, который моделирует качку судна. В тесте наклонного штабеля вторая упаковка помещается на первую упаковку так, чтобы их центры масс находились один над другим, что означает, что они определяют вертикальную линию. В дальнейших аспектах теста наклонного штабеля мы ссылаемся на стандарт TAPPI T 815. Подходящий выбор может быть сделан специалистом в данной области техники, например, с помощью метода проб и ошибок. Например, если выбранные упаковки не проходят тест наклонного штабеля, тогда можно уменьшить вес заполненных мешков или улучшить антискользящие характеристики мешков, как это описано во втором аспекте. Например, может быть применен большой кусок нескользкого материала или другого волокнистого зацепляющегося элемента, и/или большая часть поверхности мешков может быть снабжена придающими шероховатость выступами на макроуровне, и/или плотность и/или геометрия придающих шероховатость выступов может быть изменена для получения более сильной уменьшающей проскальзывание механической блокировки в направлении сдвига.
Более предпочтительно - в этом способе первая и вторая упаковки являются подходящими для прохождения двух последовательных тестов наклонного штабеля, без скольжения друг на друге, где непосредственно между тестами наклонного штабеля вторая упаковка вытягивается с горизонтальной скоростью с первой упаковки.
Эта особенность выражает то, что упаковки не теряют слишком сильно их свойство взаимного антипроскальзывания, даже если вторая упаковка перемещается, по меньшей мере с частично горизонтальным тянущим усилием, на плоской вершине первой упаковки, до тех пор, пока она не будет снята с первой упаковки. Для снятия верхняя упаковка наклоняется так, чтобы она встала на край, иначе может быть слишком трудным или невозможным сдвинуть ее. Для того, чтобы сделать мешки подходящими для таких упаковок, специалист в данной области техники должен обеспечить достаточное количество придающих шероховатость выступов на поверхности второго мешка, а также достаточную прочность придающих шероховатость выступов против их отрыва или деформации для того, чтобы обеспечить подходящее число придающих шероховатость выступов, выдерживающих сдвигание второй упаковки с первой упаковки. Специалист в данной области техники должен следовать тому принципу, что лучше разрушить непрерывные элементарные волокна нескользкого материала или другого волокнистого зацепляющегося элемента, чем разрушить придающие шероховатость выступы во время сдвига. А именно, нескользкий материал или другой волокнистый зацепляющийся элемент на практике могут иметь намного больше свободных непрерывных элементарных волокон, доступных для зацепления с придающими шероховатость выступами, чем количество придающих шероховатость выступов во втором мешке, доступных для создания механических связей с непрерывными элементарными волокнами. Следовательно, количество возможных элементарных зацеплений «придающий шероховатость выступ - непрерывное элементарное волокно» фактически ограничено количеством доступных придающих шероховатость выступов. Следовательно, если некоторые или многие из непрерывных элементарных волокон порвутся во время вытягивания, в этом нет большой проблемы, если еще остается достаточно много придающих шероховатость выступов.
Преимущества обеспечения таких упаковок включают в себя то, что такие пакеты могут лучше удовлетворять потребности, возникающие на рыболовецком судне. А именно, штабель из блочно замороженных упаковок обычно повторно укладывается вручную по меньшей мере один раз из-за особой логистики в рыбной промышленности, и также из-за того, что упаковки являются твердыми и имеют блочную форму (в отличие от, например, мешков с быстрозамороженным зеленым горошком), их нельзя катить друг по другу, и их требуется либо поднимать вертикально, либо снимать горизонтально друг с друга. Именно это и обуславливает упомянутую операцию сдвига.
Кроме того, предпочтительно этот способ включает в себя по меньшей мере частичную термоусадку упаковочного мешка или упаковочной обертки вокруг содержимого. Это может выполняться с помощью теплового пистолета, и/или в нагревающемся туннеле, и/или с помощью любых других подходящих средств. Мешок или обертка, как уже упоминалось, могут состоять, например, из пленки или ткани. Использующийся в настоящем документе термин «по меньшей мере частично» означает, что одна или более частей упаковочного мешка или упаковочной обертки могу быть оставлены без усадки, и кроме того одна или более частей упаковочного мешка или упаковочной обертки могут быть термоусажены меньше, чем это возможно на основе способности упаковочного мешка или упаковочной обертки к термоусадке.
Кроме того, предпочтительно этот способ включает в себя укладку в штабель по меньшей мере одной упаковки. Укладка в штабель может включать в себя укладку упаковок на пол, или на землю, и/или в транспортном средстве, и/или на судне, и/или на одной или более паллетах или подобных средствах хранения и транспортировки. Укладка в штабель может включать в себя укладку штабеля с множеством слоев из штабелей, например, с помещением одного штабеля поверх другого штабеля (штабелей). Укладка в штабель предпочтительно выполняется способом, подходящим для использования антискользящих особенностей, предусмотренных в упаковках для обеспечения взаимных контактов с уменьшенным проскальзыванием между по меньшей мере некоторыми из соответствующих упаковок, контактирующих с друг другом в штабеле. Укладка в штабель может дополнительно включать в себя применение подходящих покрытий штабеля, например, растягивающихся крышек, или растягивающихся оберток, или термоусадочных крышек, или термоусадочных оберток.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 показывает схематический вид сбоку устройства для формирования антискользящего гибкого материала.
Фиг.2 показывает схематический вид сбоку порошкового аппликатора.
Фиг.3 показывает схематическое поперечное сечение порошкового аппликатора.
Фиг.4 показывает схематический вид сбоку устройства для формирования антискользящего гибкого материала.
Фиг.5 показывает схематический вид сбоку устройства для формирования антискользящего гибкого материала.
Фиг.6 показывает вид сбоку обеспечиваемого первого слоя.
Фиг.7 показывает вид сверху обеспечиваемого первого слоя на ленте с разделительной поверхностью.
Фиг.8 показывает схематический вид сбоку части устройства для формирования антискользящего гибкого материала.
Фиг.9 показывает вид сбоку антискользящего гибкого материала.
Фиг.10 представляет собой вид в перспективе антискользящего гибкого материала.
Фиг.11 показывает вид сверху антискользящего гибкого материала.
Фиг.12a представляет собой вид в перспективе антискользящего гибкого материала.
Фиг.12b представляет собой вид в перспективе упаковочного мешка из антискользящего гибкого материала.
Фиг.12с представляет собой вид в перспективе упаковочного мешка из антискользящего гибкого материала.
Фиг.12d представляет собой вид в перспективе упаковочной обертки из антискользящего гибкого материала.
Фиг.12е представляет собой вид в перспективе упаковочного мешка из антискользящего гибкого материала.
Фиг.12f представляет собой вид в перспективе упаковочного мешка из антискользящего гибкого материала.
Фиг.12g представляет собой вид в перспективе упаковочной обертки из антискользящего гибкого материала.
Фиг.13 показывает вид сбоку антискользящего гибкого материала.
Фиг.14 показывает вид сбоку антискользящего гибкого материала.
Фиг.15 показывает вид сбоку антискользящего гибкого материала.
Фиг.16 показывает вид сверху антискользящего гибкого материала.
Фиг.17 показывает вид сбоку обеспечиваемого первого слоя.
Фиг.18 показывает вид сбоку антискользящего гибкого материала.
Фиг.19 представляет собой схематический боковой разрез автоматического устройства укладки мешков в соответствии с предшествующим уровнем техники.
Фиг.20 представляет собой схематические боковые разрезы автоматического устройства укладки мешков.
Фиг.21 представляет собой схематические боковые разрезы автоматического устройства укладки мешков.
Фиг.22 представляет собой схематические боковые разрезы части автоматического устройства укладки мешков.
Фиг.23 представляет собой схематический боковой разрез части автоматического устройства укладки мешков.
Фиг.24 представляет собой вид в перспективе упаковочного мешка из антискользящего гибкого материала.
Фиг.25 показывает поперечное сечение штабеля из упаковок.
Фиг.26 показывает поперечное сечение штабеля из упаковок.
Фиг.27 представляет собой фотографию антискользящего гибкого материала.
Фиг.28 представляет собой фотографию нескользкого материала.
Фиг.29 представляет собой фотографию антискользящего гибкого материала.
Фиг.30 представляет собой фотографию антискользящего гибкого материала.
Фиг.31 представляет собой фотографию антискользящего гибкого материала.
Фиг.32 представляет собой фотографию антискользящего гибкого материала.
ПРИМЕРЫ
Пример 1: устройства
См. чертежи, в частности Фиг.1-5, 7 и 8. Устройство, изображенное на Фиг.1, включает в себя покрытую политетрафторэтиленом (PTFE) ленту 8 из стеклоткани, чья наружная поверхность составляет разделительную поверхность 45. Нагревательные панели 33 служат для нагревания противоположной, внутренней поверхности ленты 8. Над лентой 8 находится порошковый аппликатор 47, подходящий для нанесения полимерного порошка 46 на горячую разделительную поверхность 45. Порошковый аппликатор 47 может быть, например, устройством для нанесения покрытия рассеиванием. Порошковый аппликатор 47 в большинстве случаев может предпочтительно включать в себя горизонтальное сито, встряхиваемое предпочтительно в направлении, параллельном направлению 67 движения ленты 8, для равномерного распределения порошковых гранул 49 на ленте 8 (не показано). Лента 8 приводится в движение вокруг валков, причем один из валков, прижимной валок 37, образует зазор 36 с другим прижимным валком 37. Эти два прижимных валка 37 являются подходящими для точного сжатия разделительной поверхности 45 и носителя 13 в зазоре 36 между ними. Носитель 13 разматывается с катушки и перематывается на другую катушку, и проходит через зазор 36 и охлаждающий блок 22 между ними. (Альтернативно возможна работа в линии с другими обрабатывающими машинами до и/или после этого устройства; не показано). Охлаждающий блок 22 представляет собой набор валков, поддерживающих носитель 13, не касаясь его передней поверхности 14. Лента 8 сделан вращается в направлении 67 ее вращения, и носитель 13 тянется с той же самой скоростью в том же направлении 67. Порошковый аппликатор 47 наносит порошковые гранулы 49 второго полимера на горячую разделительную поверхность 45. К тому времени, когда порошковые гранулы 49 достигают зазора 36, они формируются в дискретные частицы 39, липкие от нагрева. В зазоре 36 частицы 39 передаются на переднюю поверхность 14 носителя и связываются с передней поверхностью 14, охлаждаясь для отверждения, в охлаждающем блоке 22 перед перематыванием. Из-за малого расстояния между горячей разделительной поверхностью 45 и порошковым аппликатором 47 порошковый аппликатор 47 может быть снабжен тепловым экраном 32 ниже порошкового аппликатора 47. Тепловой экран 32 может быть двумя поперечно расположенными рядами латунных трубок с охлаждающей текучей средой. Имеются также стенки 1 воздушного экрана 1, защищающие порошковый аппликатор 47 от тяги горячего воздуха в направлении разделительной поверхности 45. Фиг.2 показывает возможный вариант осуществления порошкового аппликатора 47. Тепловой экран 32 (охлаждаемая текучей средой пластина) разделяет порошковый конвейер 48 и разделительную поверхность 45. Порошок 46 падает на порошковый конвейер 48. Порошковый конвейер 48 может быть, например, ленточным конвейером, или неподвижной поверхностью, или встряхиваемой поверхностью. Фиг.3 показывает другой возможный вариант осуществления порошкового аппликатора 47 в поперечном сечении. Он включает в себя контейнер 17, стенка 18 которого имеет одно или более отверстий 19. Эти одно или более отверстий 19 могут быть непрерывным зазором или могут иметь форму, например, круглых отверстий. Порошок 46 содержится в контейнере 17 и подается на разделительную поверхность 45 через отверстия 19. Отверстие 19 имеет размер 2, предпочтительно значительно больший, чем толщина 21 стенки 18. Контейнер 17 может опционально встряхиваться, например, в показанном направлении 72. Под контейнером 17 может находиться тепловой экран 32. Фиг.4 показывает другой возможный вариант осуществления этого устройства. Лента 8 расположена в вертикальной ориентации, с зазором 36 у ее нижнего конца. Порошковый аппликатор 47 наносит, фактически намазывает, порошок 46 на разделительную поверхность 45, движущуюся в направлении 67 вертикально вверх. Порошковый аппликатор 47 может быть, например, распылителем или (например, ленточным или вибрационным) конвейером и может предпочтительно касаться разделительной поверхности 45 (в этом случае он должен внутренне охлаждаться) (не показано). Порошковый аппликатор 47 наносит порошок 46 прерывистыми пятнами, соответствующими носителю 13, подаваемому в зазор 36 поддерживающим конвейером 77 в форме периодически обеспечиваемых индивидуальных мешков 3. (Альтернативно нанесение порошка может быть непрерывным, если индивидуальные мешки 3 обеспечиваются так, чтобы формировать непрерывную поверхность; не показано). Лента 8 и поддерживающий конвейер 77 движутся синхронно, непрерывно или прерывисто. Устройство, показанное на Фиг.5, отличается от показанного на Фиг.4 тем, что лента 8 расположена в форме треугольника.
Пример 2: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (пленочного носителя 13).
См. чертежи, в частности Фиг.6-12. Этот пример основан на фактических производственных результатах. Фотография антискользящего гибкого материала 2, подобного описанному в этом примере, показана на Фиг.27. Фотография использованного куска нескользкого материала 73 размером 20×20 мм показана на Фиг.28. Для формирования антискользящего гибкого материала 2 мы обеспечиваем гибкий носитель 13, который является трубой из полиэтиленовой пленки с толщиной стенки приблизительно 100 мкм. Это является подходящим, например, для технологии «формование-наполнение-запечатывание» (FFS) индивидуальной упаковки быстро замороженных овощей для изготовления пакетов емкостью 25 кг на мешок 3. Средняя плотность носителя 13 составляет приблизительно 186 г/м2. (Если бы мы использовали один лист пленки вместо упомянутой трубы, тогда средняя плотность носителя 13 составила бы приблизительно 93 г/м2). Его передняя поверхность 14 является одной из его внешних главных поверхностей в прямом состоянии трубы. Поверхностная энергия передней поверхности 14 составляет приблизительно 33 мДж/м2 (без какой-либо предварительной поверхностной обработки). Носитель 13 полностью состоит из смеси линейного полиэтилена низкой плотности и полиэтилена низкой плотности в качестве термопластичного первого полимера. Температура плавления первого полимера составляет приблизительно 122°C, а температура размягчения первого полимера составляет приблизительно 102°C. Мы обеспечиваем носитель 13 с температурой 20°C. Мы обеспечиваем горячую разделительную поверхность 45 из политетрафторэтилена (PTFE) с первой температурой 250°C, которая измеряется инфракрасным термометром. Поверхностная энергия разделительной поверхности 45 составляет приблизительно 18,5 мДж/м2. Разделительная поверхность 45 является по существу плоской на макро-уровне и лишь слегка текстурирована на микро-уровне в соответствии с рисунком ядра из стеклоткани покрытой PTFE ленты 8 из стеклоткани, чья наружная поверхность составляет нашу разделительную поверхность 45. Этот рисунок является независимым от распределения дискретных частиц 39 обеспечиваемого первого слоя 29. Мы обеспечиваем первый слой 29 из дискретных частиц 39 путем рассеивания из воздуха на горячую разделительная поверхность 45 с первой температурой 250°C порошка 46 (размолотого из гранул) линейного полиэтилена средней плотности, второго полимера, с массовой скоростью потока расплава 4,0, определяемой при 190°C под нагрузкой 2,16 кг в соответствии со стандартом ISO 1133-1. Тем самым мы обеспечиваем первый слой 29 из дискретных частиц 39, располагающихся на разделительной поверхности 45 со случайным распределением. (Альтернативно можно использовать оборудование пламенного напыления, работающее от порошка 46 или стержня или проволоки из второго полимера, для распыления из воздуха жидких и/или полужидких частичек второго полимера на разделительную поверхность 45. Альтернативно можно наносить порошок 46 или раствор второго полимера, более холодного чем его температура размягчения, на поверхность охлаждаемого текучей средой конвейера, такого как ленточный конвейер или вибрационный конвейер, охлаждаемый выходной конец которого находится в контакте с горячей разделительной поверхностью 45 для переноса на нее частиц второго полимера, более холодных, чем температура размягчения второго полимера). Поверхностная энергия второго полимера составляет приблизительно 33 мДж/м2. Размер порошка 46 составляет 0-300 мкм. Средняя плотность рассеиваемого порошка 46 и дискретных частиц 39 составляет приблизительно 8 г/м2. Мы сохраняем дискретные частицы 39 обеспечиваемого первого слоя 29 на горячей разделительной поверхности 45 приблизительно в течение 9,29 с, которых достаточно для обеспечения того, чтобы практически все дискретные частицы 39 перешли по меньшей мере в полужидкое состояние и имели первые краевые углы 28 приблизительно 59-64 градусов с разделительной поверхностью 45. В результате происхождения из порошка 46, размолотого из гранул, и проведения упомянутого времени на горячей разделительной поверхности 45, каждая полученная дискретная частица 39, а также каждый придающий шероховатость выступ 50, сформированный из частиц 39, являются практически полностью молекулярно неориентированными. Размер дискретных частиц 39 составляет приблизительно 80-1000 мкм и включает в себя множество соединенных гранул 49 порошка. Типичный размер частицы 39 на виде сверху составляет приблизительно 300 мкм. Что касается близости дискретных частиц 39, среднее расстояние 42 между центрами соседних дискретных частиц 39 составляет приблизительно 2000 мкм. Дискретные частицы 39, находясь на горячей разделительной поверхности 45, выступают из горячей разделительной поверхности 45 до их соответствующих концов 43. Наружная поверхность дискретных частиц 39 обеспечиваемого первого слоя 29 состоит из первой части 30, контактирующей с разделительной поверхностью 45, и второй части 69, не контактирующей с разделительной поверхностью 45, причем площадь второй части 69 является существенно большей, чем площадь первой части 30 в каждой из дискретных частиц 39. Практически у всех дискретных частиц 39 высота 40 частицы равна по меньшей мере 0,5 от самого малого размера на виде сверху 42 частицы 39. В обеспечиваемом первом слое 29 все дискретные частицы 39 целиком имеют вторую температуру, приблизительно 250°C, тогда как теплостойкость по Вика (A/50 Н) второго полимера составляет 114°C, что вызывает в первом слое 29 липкость всех дискретных частиц 39 целиком, включая их концы 43. Мы обеспечиваем два прижимных валка 37 и прижимаем носитель 13 и горячую разделительную поверхность 45 друг к другу в зазоре 36 между этими двумя прижимными валками 37 для того, чтобы обеспечить контакт между передней поверхностью 14 носителя и липкими концами 43 частиц 39, прикладывая к носителю 13 давление в зазоре 36, равное 0,784 Н/погонный см. Во время контакта мы прикладываем среднее давление сжатия 2904 Па. Мы поддерживаем движение носителя 13 (то есть трубы из пленки) и разделительной поверхности 45 (то есть покрытой PTFE ленты 8 из стекловолокна) с однородными линейными скоростями между прижимными валками 37. Мы обеспечиваем прижимной валок 37, прижимающий разделительную поверхность 45 к передней поверхности 14, термостойкой поверхностью из силиконового каучука, и формируем поверхность прижимного валка 37, прижимающую носитель 13 к разделительной поверхности 45, из вспененного эластомера, твердость которого мы выбираем так, чтобы обеспечить (при упомянутом давлении в зазоре 36) примыкание между передней поверхностью 14 и разделительной поверхностью 45 при посредничестве первого слоя 29 с длиной 81 примыкания 27 мм, измеряемой в направлении 67 движения. См. Фиг.8. Диаметры прижимных валков 37 могут зависеть от общего расположения, например, от длины и ширины ленты 8 и т.д. в устройстве, но в большинстве случаев диаметры могут составлять, например, 60-600 мм. Мы поддерживаем поочередное смещение 10 бесконечной ленты 8 перпендикулярно направлению 67 движения между его двумя боковыми предельными положениями 9, которое составляет приблизительно 30 мм, что составляет более чем 10-кратное среднее расстояние 35 между частицами. Мы выбираем линейную скорость так, чтобы обеспечить время контакта приблизительно 0,0235 с, в течение которого мы удерживаем переднюю поверхность 14 в контакте по меньшей мере с большинством липких дискретных частиц 39, находящихся на горячей разделительной поверхности 45. Время контакта, деленное на среднюю поверхностную плотность носителя 13, составляет приблизительно 0,0001263 с⋅м2/г. С упомянутыми параметрами процесса мы достигаем следующего результата. Носитель 13 не повреждается теплом разделительной поверхности 45. (Для сравнения в той же самой конфигурации носитель 13 из полиэтиленового однослойного пленочного листа толщиной 40 мкм подвергся короблению, образованию складок, поперечной усадке и растяжению до такой степени, которая исключает продажу пленочного продукта, то есть эта тонкая пленка была испорчена теплом разделительной поверхности 45). Самое большее малая часть дискретных частиц 39, образованных мельчайшими рассеянными порошковыми гранулами 49, остается вне контакта (они будут, вероятно, уловлены на следующих оборотах ленты 8, как только новая порошковая гранула 49 упадет на них). Тем самым мы прикрепляем контактирующие дискретные частицы 39 первого слоя 29 к передней поверхности 14, а затем удаляем носитель 13 и вместе с ним практически все липкие частицы 39, приклеившиеся к его передней поверхности 14, с горячей разделительной поверхности 45, и тем самым мы обеспечиваем носитель 13 с покрытием 16 в горячем состоянии. После удаления свободная поверхность горячего покрытия 16 может (предпочтительно) быть оставлена свободной от любого контакта до тех пор, пока она не остынет, но также возможно, чтобы она контактировала с (предпочтительно охлажденной) поверхностью, когда покрытие 16 все еще является горячим и липким, например, для дополнительного формирования покрытия 16 для обеспечения, например, по существу плоских вершин 62 или структурированных вершин в придающих шероховатость выступах 50 (не показано). Благодаря упомянутым обеспечиваемым поверхностным энергиям сила адгезии между передней поверхностью 14 и контактируемыми липкими частицами 39 является более высокой, чем сила адгезии между разделительной поверхностью 45 и контактируемыми липкими частицами 39. Благодаря достаточно низкой массовой скорости потока расплава (то есть благодаря достаточно большой вязкости расплава) второго полимера в частицах 39 сила сцепления контактируемых липких частиц 39 является более высокой, чем сила адгезии между разделительной поверхностью 45 и контактируемыми липкими частицами 39, что приводит к практически полному удалению контактируемых липких частиц 39 с разделительной поверхности 45, причем по оценкам менее 1% полимера контактируемых липких частиц 39 остается на разделительной поверхности 45 во время одной операции удаления. Покрытие 16 не проникает в носитель 13, за исключением межмолекулярной диффузии между передней поверхностью 14 и покрытием 16. Используя тепловую энергию горячего покрытия 16, мы создаем связь 12 между носителем 13 и покрытием 16. Тем самым мы обеспечиваем антискользящий покрытый гибкий материал 2, включающий в себя носитель 13 и связанное с ним покрытие 16. Время контакта является достаточно коротким для какого-либо деформирования или порчи носителя 13 теплом разделительной поверхности 45. Для всех частей носителя 13, кроме его частей, смежных с горячими частицами 39, приклеившимися к его передней поверхности 14, предотвращается плавление или размягчение между входом в контакт и формированием связи 12. Обеспечивая как первую температуру, так и вторую температуру выше температуры плавления, при которой первый полимер и второй полимер способны сплавляться вместе, мы используем тепловую энергию горячего покрытия 16 дискретных придающих шероховатость выступов 50 для нагревания частей носителя 15, смежных с придающими шероховатость выступами 50, достаточного для плавления его вещества, то есть первого полимера, в нагретых частях носителя 15, после чего позволяем носителю 13 и придающим шероховатость выступам 50 чтобы самопроизвольно охладиться до твердого состояния с тем, чтобы создать окончательную связь 12. Тем самым мы сплавляем, и в частности свариваем, придающие шероховатость выступы 50 с носителем 13. Эта связь 12 является достаточно прочной для предотвращения разрушения придающих шероховатость выступов 50. Вероятно, из-за локальной и поверхностной незначительной термоусадки передней поверхности 14 носителя, она, по-видимому, снабжается соответствующими углублениями 23 под основаниями 55 некоторых из придающих шероховатость выступов 50, особенно более крупных, в которых глубина углублений 23 является достаточно малой для того, чтобы удерживать самую широкую часть 66 придающих шероховатость выступов 50 выше остальной части передней поверхности 14 на каждом виде сбоку придающего шероховатость выступа 50. Носитель 13 во всей его полноте составляет термоусадочный второй слой, включающий термопластичный первый полимер, который обязательно дает усадку выше температуры 122°C, поэтому первая температура намного выше температуры усадки второго слоя. Носитель 13 является достаточно термочувствительным для того, чтобы полностью терять свою стабильность при его полном нагреве до первой температуры. Время контакта является достаточно коротким для того, чтобы предотвратить усадку носителя 13 в любом из его первоначальных размеров. Кроме того, в антискользящем покрытом гибком материале 2 средняя поверхностная плотность покрытия 16 составляет приблизительно 8 г/м2, что равно всего лишь приблизительно 0,043 от средней поверхностной плотности носителя 13, что также способствует защите носителя 13 от повреждения избыточным теплом. Мы обеспечиваем тепловую энергию горячего покрытия 16 достаточно низкой для поддержания, без какого-либо принудительного охлаждения (такого как, например, охлаждающий ролик), практически неизменного предела прочности при разрыве носителя 13, достаточного для перематывания носителя 13. В течение контакта большая часть передней поверхности 14 между соседними липкими частицами 39 не входит в контакт с разделительной поверхностью 45. В результате относительно низкой поверхностной плотности покрытия 16 и относительно большого размера 41 дискретных частиц мы формируем несплошное покрытие 16 антискользящего покрытого гибкого материала 2. Покрытие 16 занимает приблизительно 7,8% площади антискользящего покрытого гибкого материала 2 на виде сверху. Сформированное покрытие 16 включает в себя множество дискретных придающих шероховатость выступов 50, выступающих из передней поверхности 14 носителя 13, каждый из которых имеет основание 55, являющееся тем концом придающего шероховатость выступа 50, который связан с носителем 13. Мы обеспечиваем многие из придающих шероховатость выступов 50 вторым краевым углом 68, составляющим приблизительно 130-140 градусов с передней поверхностью 14 на множестве видов сбоку придающего шероховатость выступа 50. Для обеспечения придающих шероховатость выступов 31 с плоской вершиной мы обеспечиваем почти все придающие шероховатость выступы 50 по существу плоской вершиной 62, образующей край 53, полностью окружающий эту по существу плоскую вершину 62, и во многих случаях образующий по существу окружность. Почти у всех придающих шероховатость выступов 50 на множестве видов сбоку по меньшей мере одна часть 52 контурной линии придающего шероховатость выступа 50, соединяющая основание 55 и край 53, является строго выпуклой снаружи, и все они являются строго выпуклыми частями 61 контурной линии. По меньшей мере на одном виде сбоку многих придающих шероховатость выступов 50 отношение ширины по существу плоской вершины 63 к ширине 56 основания составляет 1-1,10. В большинстве придающих шероховатость выступов 50 площадь основания 55 меньше площади по существу плоской вершины 62. Большинство придающих шероховатость выступов 50 имеют угол 54 у края, являющийся углом между по существу плоской вершиной 62 и поверхностью 59, проходящей от края 53 к основанию 55, где угол 54 у края обычно составляет меньше чем 90 градусов. Во многих придающих шероховатость выступах 50 угол 54 у края составляет приблизительно 75 градусов. Многие придающие шероховатость выступы 50 формируются так, чтобы они были строго сужающимися выступами 74, строго сужающимися от края 53 к основанию 55 на каждом виде сбоку придающего шероховатость выступа 50. Мы обеспечиваем большинство придающих шероховатость выступов 50 скрытой частью 58 поверхности, являющейся частью наружной поверхности придающего шероховатость выступа 50, которую этот выступ закрывает от наблюдателя на виде сверху антискользящего гибкого материала 2. Эти придающие шероховатость выступы 50 имеют по меньшей мере одно поднутрение 65, и многие из них включают в себя по меньшей мере одну область 51 непосредственно выше поднутрения 65, образующую разделение 71 по меньшей мере между одной областью 51 и передней поверхностью 14, которое составляет больше чем 20 мкм. Придающие шероховатость выступы 50 наследуют от дискретных частиц 39 их случайное распределение на виде сверху антискользящего покрытого гибкого материала 2. В результате того, что порошок 46 второго полимера является не полностью однородным по размеру, мы формируем придающие шероховатость выступы 50 со случайными размерами 64 на виде сверху. Практически ни один из придающих шероховатость выступов 50 не имеет на виде сверху размер 64 меньше 40 мкм или больше 6 мм. Мы обеспечиваем средний, или типичный, размер 64 выступа 250-800 мкм. Если операция нанесения покрытия обеспечивает достаточно однородное распределение частиц 39, то лишь немногие из гранул 49 порошка слипаются и сливаются вместе, образуя частицы 39 и придающие шероховатость выступы 50 относительно больших размеров 64 на виде сверху или относительно больших соотношений сторон на виде сверху, и подавляющее большинство придающих шероховатость выступов 50 может происходить из таких частиц 39, которые происходят из одной порошковой гранулы 49, причем придающие шероховатость выступы 50, по-видимому, имеют соотношения сторон на виде сверху в диапазоне 1,0-1,6. (Соотношение сторон по существу означает отношение размера 64 на виде сверху к самому малому размеру 60 на виде сверху придающего шероховатость выступа 50 на виде сверху антискользящего покрытого гибкого материала 2). Это может привести к множеству придающих шероховатость выступов 50, имеющих среднее соотношение сторон на виде сверху меньше чем 1,6, приблизительно 1,2 или даже меньше. Многие придающие шероховатость выступы 50 не являются полностью круглыми на виде сверху и имеют случайные ориентации на виде сверху антискользящего покрытого гибкого материала 2. Мы формируем придающие шероховатость выступы 50, выступающие из их соответствующих оснований 55 до соответствующих высот 57 выступа по существу с однородной высотой 57 выступа, составляющей приблизительно 110 мкм, и с по существу различными самыми малыми размерами 60 на виде сверху, в которых коэффициент вариации самых малых размеров 60 на виде сверху по меньшей мере в 2,0 раза больше коэффициента вариации высоты 57 выступов. Вершины практически всех придающих шероховатость выступов 50 по существу выровнены вдоль плоскости 44, параллельной главной плоскости передней поверхности 14. Во многих из придающих шероховатость выступов 50 самый малый размер 60 на виде сверху придающего шероховатость выступа 50 формируется так, чтобы он был по меньшей мере в 10 раз больше высоты 57 выступа. Этот антискользящий гибкий материал способен создавать уменьшающую проскальзывание механическую блокировку в направлении сдвига с нескользким материалом 73 из обычного нетканого полотна с полипропиленовым спанбондом со средней поверхностной плотностью 17 г/м2 и толщиной непрерывного элементарного волокна 25-30 мкм благодаря придающим шероховатость выступам 50, имеющим подходящую плотность и геометрические особенности по отношению к нескользкому материалу 73 для формирования механических связей с непрерывными элементарными волокнами нескользкого материала 73 в направлении сдвига. В соответствии с результатами наших испытаний трение покоя между двумя образцами антискользящего покрытого гибкого материала 2 с образцом нескользкого материала 73, размещенным между ними, является достаточно высоким для того, чтобы сопротивляться скольжению в тесте трения покоя на плоскости с углом наклона 75 градусов в соответствии со стандартом TAPPI T 815. В соответствии с результатами наших измерений статический коэффициент трения между двумя образцами антискользящего покрытого гибкого материала 2 с образцом нескользкого материала 73, размещенным между ними, составил 10,2 при давлении 1539 Па в соответствии со стандартом ISO 8295. Это выбранное значение давления практически моделирует условия давления в реальном штабеле упаковок из мешков 3, и следует отметить, что этот результат, равный 10,2, представляет собой очень большое значение. Антискользящий покрытый гибкий материал 2 по существу не прилипает к нескользкому материалу 73 при их разделении подъемом или отслаиванием, и они показывают незначительную взаимную блокирующую нагрузку. Благодаря не имеющим молекулярной ориентации придающим шероховатость выступам 50, а также благодаря относительно низкой массовой скорости потока расплава второго полимера, упомянутая фрикционная эффективность придающих шероховатость выступов 50, как мы обнаружили, сохраняется даже после термоусадки антискользящего покрытого гибкого материала 2. А именно, мы использовали фен Bosch PHG 630 DCE (на 6-й температурной ступени с максимальной скоростью воздуха, с температурой воздуха выше 200°C в течение 130 с) для термоусадки пленки с тем, чтобы смоделировать операцию термоусадки обертки. Мы позволяем пленке сжиматься на 10% от ее первоначальных размеров во всех направлениях (антискользящий гибкий материал 2 показывает способность к термоусадке по меньшей мере на 30% во всех направлениях). В результате статический коэффициент трения с нескользким материалом 73 практически не изменился после усадки. Кроме того, разность в формах придающих шероховатость выступов 50 до и после термоусадки не была заметна визуально. Пленка сокращалась так, как будто на ней не было никаких придающих шероховатость выступов 50, то есть придающие шероховатость выступы 50 практически не оказывали влияния на ее поведение при термоусадке. Мы формируем придающие шероховатость выступы 50, занимающие полосу 76 в середине главной наружной поверхности плоской трубы из пленки, как на ее передней стороне, так и на задней стороне, причем придающие шероховатость выступы 50 обращены к внешней стороне 6 этой трубы. На задней стороне этой бесконечной трубы мы прикрепляем бесконечную полосу 75 из нескользкого материала 73, покрывающую часть шероховатой поверхности задней стороны. См. Фиг.12a. Фиксацию мы выполняем, например, с помощью распыляемого волокнами термоклея или, предпочтительно, с помощью экструзионного ламинирования, в котором мы используем узкие непрерывные наплывы из экструдированного полиолефинового полимера для инкапсуляции волокон нетканого материала и прикрепления их к пленке, сжимая сэндвич пленка/расплав/нетканый материал между охлаждаемыми металлическими валками, которые не прилипают к расплаву, даже если он проникает через нетканый материал. Мы формируем с помощью поперечной сварки и резки как упаковочные мешки 3, а именно 25-килограммовые прочные мешки 3, так и упаковочную обертку 79, а именно термоусадочную обертку 79 (например, для термоусадочной упаковки 79 нескольких банок) из трубы, которая была снабжена нескользким материалом 73. Одна сторона мешков 3 имеет прикрепленный к ней нескользкий материал 73, а другая, противоположная сторона мешков 3 является шероховатой стороной 7 с придающими шероховатость выступами 50, выступающими наружу из мешка 3, способными захватывать нескользкий материал 73. Фиг.12b показывает шероховатую сторону 7 мешка 3, Фиг.12c показывает противоположную сторону мешка 3 с нескользким материалом 73, Фиг.12d показывает готовую термоусадочную обертку 79 с придающими шероховатость выступами 50, выступающими наружу из обертки 79. Фиг.12e показывает шероховатую сторону 7 мешка 3, на которой придающие шероховатость выступы 50 занимают область в середине поверхности мешка 3, и Фиг.12f показывает противоположную сторону того же самого мешка 3, на которой нескользкий материал 73 занимает область в середине поверхности мешка 3. Такие куски нескользкого материала 73 могут быть нанесены на трубу, например, с помощью блока скользящей резки. Фиг.12g показывает обертку 79, изображенную на Фиг.12d, уже усаженную на упаковку банок, с придающими шероховатость выступами 50, выступающими наружу из обертки 79.
Пример 3: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (носитель 13 из ткани 25 с покрытием).
См. чертежи, в частности Фиг.6-13. Этот пример основан на фактических производственных результатах. Фотография антискользящего гибкого материала 2 показана на Фиг.29. На этой фотографии можно видеть сложенный край шероховатой ткани 25 с придающими шероховатость выступами 50 на виде сбоку. Линия «3 мм» показывает ширину ленты 26 ткани 25. Волокна слева представляют собой волокна, оторвавшиеся от нескользкого материала 73 во время нескольких других испытаний на сдвиг. Малые гранулы пыли происходят от загрязнения тонкодисперсной пылью в испытаниях на сдвиг. Этот пример по существу отличается от Примера 2 следующим. Для того, чтобы сформировать антискользящий гибкий материал 2, мы обеспечиваем гибкий носитель 13, который является трубой круглотканой полипропиленовой ткани 25, сотканной из полипропиленовых лент 26, с поверхностной плотностью 75 г/м2, покрытой с помощью экструдирования на обеих ее главных внешних поверхностях (то есть спереди и сзади) слоем полипропилена с поверхностной плотностью 30 г/м2. Средняя плотность этого трубчатого носителя 13 составляет таким образом 210 г/м2. Поверхностная энергия передней поверхности 14 составляет приблизительно 30 мДж/м2 (без какой-либо предварительной поверхностной обработки). Температура плавления первого полимера составляет приблизительно 170°C, а температура размягчения первого полимера составляет приблизительно 125°C. Мы обеспечиваем разделительную поверхность 45 с первой температурой 255°C. Мы обеспечиваем первый слой 29 из дискретных частиц 39 путем рассеивания из воздуха на горячую разделительная поверхность 45 с первой температурой 255°C порошка 46 (размолотого из гранул) полипропилена, второго полимера, с массовой скоростью потока расплава 14,0, определяемой при 230°C под нагрузкой 2,16 кг в соответствии со стандартом ISO 1133-1. Поверхностная энергия второго полимера составляет приблизительно 30 мДж/м2. Размер порошка 46 составляет 0-300 мкм. Средняя плотность рассеиваемого порошка 46 и дискретных частиц 39 составляет приблизительно 5 г/м2. Мы сохраняем дискретные частицы 39 обеспечиваемого первого слоя 29 на горячей разделительной поверхности 45 приблизительно в течение 8,0 с, которых достаточно для обеспечения того, чтобы практически все дискретные частицы 39 перешли по меньшей мере в полужидкое состояние и имели первые краевые углы 28 приблизительно 59-64 градусов с разделительной поверхностью 45. В обеспечиваемом первом слое 29 все дискретные частицы 39 целиком имеют вторую температуру, приблизительно 255°C, тогда как теплостойкость по Вика (A, ISO 306) второго полимера составляет 128°C, что вызывает в первом слое 29 липкость всех дискретных частиц 39 целиком, включая их концы 43. Мы прикладываем к носителю 13 в зазоре 36 давление 0,735 Н/погонный см. Во время контакта мы прикладываем среднее давление сжатия 2722 Па. Мы выбираем линейную скорость так, чтобы обеспечить время контакта приблизительно 0,0203 с. С упомянутыми параметрами процесса мы достигаем следующего результата. Время контакта является достаточно коротким для какого-либо деформирования или порчи носителя 13 теплом разделительной поверхности 45. Мы сплавляем, и в частности свариваем, придающие шероховатость выступы 50 с носителем 13. Эта связь 12 является достаточно прочной для предотвращения разрушения придающих шероховатость выступов 50. Ткань 25 носителя 13 остается свободной от сплавленных связей 12 в наложениях 38 между ее лентами 26 под придающими шероховатость выступами 50. Не любые углубления 23 под основаниями 55 придающих шероховатость выступов 50 могут быть увидены. В большинстве придающих шероховатость выступов 50 угол 54 у края обычно составляет меньше чем 90 градусов. Во многих придающих шероховатость выступах 50 угол 54 у края составляет приблизительно 75 градусов. В результате этого многие придающие шероховатость выступы 31 с плоской вершиной имеют подходящие геометрические особенности относительно лент 26, открытые на полной внутренней поверхности трубы носителя 13, для формирования со многими из обнаженных лент 27 уменьшающей проскальзывание механической блокировки. В соответствии с результатами тестов трения покоя на плоскости с углом наклона 60 градусов в соответствии со стандартом TAPPI T 815 трение покоя между двумя образцами антискользящего гибкого материала 2 с образцом нескользкого материала 73, размещенного между ними, является достаточно высоким для того, чтобы сопротивляться скольжению (то есть эта сборка не скользит, а остается на месте). Кроме того, упомянутое трение покоя является достаточно высоким для того, чтобы противостоять скольжению немедленно после подготовки к ледяному тесту, которая включает в себя поддержание носителя 13 и придающих шероховатость выступов 50 первого из двух образцов первого из двух образцов антискользящего гибкого материала 2 при третьей температуре, равной приблизительно -20°C, подвергание передней поверхности носителя 14 и придающих шероховатость выступов 50 воздействию воздуха с температурой приблизительно 3°C и относительной влажностью 100%, обеспечиваемой путем создания густого водяного тумана в окружающей атмосфере с помощью ультразвукового увлажнителя воздуха, в течение времени подготовки 19 мин, и обеспечение второго из этих двух образцов антискользящего покрытого гибкого материала 2 и образца нескользкого материала 73 с третьей температурой. Трение покоя остается достаточно высоким, несмотря на то, что передняя поверхность покрывается инеем после 19 мин подготовки. Еще более длительное время подготовки может применяться без образования тумана. Это доказывает, что трение антискользящего покрытого гибкого материала 2 является довольно нечувствительным к образованию льда на его шероховатой поверхности, что делает его особенно полезным для упаковочных мешков для замороженных продуктов 3, а также для обертки 79 для древесины. В соответствии с результатами наших измерений статический коэффициент трения между двумя образцами антискользящего покрытого гибкого материала 2 с образцом нескользкого материала 73, размещенным между ними, составил 10,3 при давлении 1539 Па в соответствии со стандартом ISO 8295. С другой стороны, в соответствии с результатами наших тестов блокирования антискользящий гибкий материал 2 имеет в паре с нескользким материалом 73 среднюю блокирующую нагрузку 2,94 г в соответствии со стандартом ASTM D 3354-96 после подготовки, включающей в себя сжатие образцов с давлением 1500 Па непосредственно перед тестом блокирующей нагрузки. Если мы также включаем в подготовку относительное вращение во время сжатия этих двух образцов с углом ±8 градусов назад и вперед, повторенное три раза, то в результате средняя блокирующая нагрузка составляет не более 19,4 г. Найдено, что статический коэффициент трения с нескользким материалом 73 остается практически неизменным при термоусадке антискользящего покрытого гибкого материала 2. Мы формируем придающие шероховатость выступы 50, занимающие полосу 76 в середине главной наружной поверхности плоской трубы из пленки, как на ее передней стороне, так и на задней стороне, причем придающие шероховатость выступы 50 обращены к внешней стороне 6 этой трубы. На задней стороне этой бесконечной трубы мы прикрепляем бесконечную полосу 75 из нескользкого материала 73, покрывающую часть шероховатой поверхности задней стороны. Фиксация, которую мы делаем, предпочтительно выполняется с помощью экструзионного ламинирования. Мы формируем с помощью поперечного сшивания и резки (предпочтительно ультразвуком) упаковочные мешки 3, а именно 25-килограммовые прочные мешки 3, из трубы, которая была снабжена нескользким материалом 73. Одна сторона мешков 3 имеет прикрепленный к ней нескользкий материал 73, а другая, противоположная сторона мешков 3 является шероховатой стороной 7, способной захватывать нескользкий материал 73. Мы готовили тестовые блоки 11 (моделирующие блоки 11 из замороженной рыбы) с размерами 53×53×10 см, и охлаждали их до -20°C. Мы заполняли мешки 3 одним блоком 11 каждый и закрывали мешки 3 с прерывистой поперечной сваркой (для выхода воздуха через этот прерывистый сварной шов). Для выполнения теста наклонного штабеля мы помещали эти упаковки друг на друга центрально на пластину и наклоняли эту пластину под углом с горизонталью в 45 градусов, а затем возвращали пластину к горизонтали. Затем мы горизонтально стягивали верхнюю упаковку с нижней (для чего мы должны были несколько наклонить верхнюю упаковку, чтобы она встала на край, иначе было бы практически невозможно сдвинуть ее), а затем снова успешно повторяли тест наклонного штабеля.
Пример 4: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (носитель 13 из ткани 25 без покрытия).
См. чертежи, в частности Фиг.14. Этот пример основан на фактических производственных результатах. Фотография антискользящего гибкого материала 2 показана на Фиг.30. Этот пример по существу отличается от Примера 3 следующим. Для формирования антискользящего гибкого материала 2 мы обеспечиваем гибкий носитель 13, который является круглотканой полипропиленовой тканью 25 в форме трубы, сотканной из полипропиленовых лент 26, и имеет плотность 65 г/м2 (в непокрытом экструдированием состоянии). Средняя плотность этого трубчатого носителя 13 составляет приблизительно 130 г/м2. Мы обеспечиваем разделительную поверхность 45 с первой температурой 255°C. Мы используем порошок 46 ротационного формования из полипропилена, второго полимера, с массовой скоростью потока расплава 15, определяемой при 230°C под нагрузкой 2,16 кг в соответствии со стандартом ISO 1133-1. Размер порошка 46 составляет 0-550 мкм. Средняя плотность рассеиваемого порошка 46 и дискретных частиц 39 составляет 14,6 г/м2. Мы удерживаем дискретные частицы 39 обеспечиваемого первого слоя 29 на горячей разделительной поверхности 45 в течение 8,0 с. В обеспечиваемом первом слое 29 все дискретные частицы 39 полностью находятся при второй температуре, равной приблизительно 255°C. Мы прикладываем к носителю 13 в зазоре 36 давление 1,225 Н/погонный см. Во время контакта мы прикладываем среднее давление сжатия 3952 Па. Мы выбираем линейную скорость так, чтобы обеспечить время контакта приблизительно 0,0233 с. С упомянутыми параметрами процесса мы достигаем следующего результата. Время контакта является достаточно коротким для какого-либо деформирования или порчи носителя 13 теплом разделительной поверхности 45. Мы сплавляем, и в частности свариваем, придающие шероховатость выступы 50 с носителем 13. Ткань 25 остается свободной от сплавленных связей 12 в наложениях 38 между ее лентами 26 под придающими шероховатость выступами 50. Не любые углубления 23 под основаниями 55 придающих шероховатость выступов могут быть увидены. Мы предотвращаем проникновение покрытия 16 в ткань 25. Многие придающие шероховатость выступы 31 с плоской вершиной имеют подходящие геометрические особенности относительно лент 26, открытые на полной внутренней и внешней поверхностях трубы носителя 13, для формирования со многими из обнаженных лент 27 уменьшающей проскальзывание механической блокировки. Придающие шероховатость выступы 50 легче отрываются от передней поверхности 14, чем в первых двух примерах.
Пример 5: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (пленочного носителя 13 с эластомерным покрытием 16).
См. чертежи, в частности Фиг.15-16. Этот пример основан на фактических производственных результатах. Фотография антискользящего гибкого материала 2 показана на Фиг.31. Следует отметить, что на этой фотографии видны оба слоя сложенного образца продукта, поскольку пленка является прозрачной. Этот пример по существу отличается от Примера 2 следующим. Для формирования антискользящего гибкого материала 2 мы обеспечиваем гибкий носитель 13, который является прозрачным композитом, состоящим из полиамидной пленки и слоя полиэтилена, полученного путем экструзионного покрытия. Его передняя поверхность 14 является полиэтиленовой поверхностью. Передняя поверхность 14 таким образом состоит из полиэтилена низкой плотности в качестве термопластичного первого полимера. Температура плавления первого полимера составляет приблизительно 122°C, а температура размягчения первого полимера составляет приблизительно 102°C. Мы обеспечиваем первый слой 29 из дискретных частиц 39 путем рассеивания из воздуха на горячую разделительная поверхность 45 с первой температурой 253°C порошка 46 (размолотого из гранул) смеси полиэтилена средней плотности и этилен-винилацетата (EVA), второго полимера, с массовой скоростью потока расплава 40, определяемой при 190°C под нагрузкой 2,16 кг в соответствии со стандартом ISO 1133-1. Во избежание более позднего блокирования продукта второй полимер имеет относительно низкое содержание EVA и не содержит клейких реагентов. Определенная с помощью DSC температура плавления второго полимера составляет 100°C - 110°C, что является довольно высокой температурой для EVA-содержащих полимеров. Размер порошка 46 составляет 100-500 мкм. Средняя плотность рассеиваемого порошка 46 и дискретных частиц 39 составляет приблизительно 7 г/м2. Мы применяем линейную скорость изготовления 160 м/мин. Следует отметить, что такая скорость является высокой в данной области техники, и мы не видим в теории никаких технических препятствий для того, чтобы специалист в данной области техники мог дополнительно увеличить эту скорость, например, с помощью применения более длинной разделительной поверхности 45 ленты 8. Мы сохраняем дискретные частицы 39 обеспечиваемого первого слоя 29 на горячей разделительной поверхности 45 в течение 4,00 с, которых достаточно для обеспечения того, чтобы практически все дискретные частицы 39 перешли по меньшей мере в полужидкое состояние и имели первые краевые углы 28 приблизительно 59-64 градусов с разделительной поверхностью 45. В обеспечиваемом первом слое 29 все дискретные частицы 39 целиком имеют вторую температуру, приблизительно 253°C, тогда как теплостойкость по Вика (A/50 Н) второго полимера составляет менее 100°C, что вызывает в первом слое 29 липкость всех дискретных частиц 39 целиком, включая их концы 43. Мы прикладываем в зазоре 36 давление 0,735 Н/погонный см. Во время контакта мы прикладываем среднее давление сжатия 2722 Па. Мы используем время контакта 0,0101 с. С упомянутыми параметрами процесса мы достигаем следующего результата. Мы обеспечиваем фактически каждому придающему шероховатость выступу 50 по существу плоскую вершину 62, с краем 53, по существу образующим окружность. Мы обеспечиваем на каждом виде сбоку большинства придающих шероховатость выступов 50 отношение ширины 63 по существу плоской вершины к ширине 56 основания от 1 до 1,10. Мы обеспечиваем в антискользящем покрытом гибком материале 2 такие придающие шероховатость выступы 50, чье среднее соотношение сторон на виде составляет примерно 1,0-1,1, поскольку они выглядят фактически круглыми на виде сверху. Поскольку фактически все придающие шероховатость выступы 50 имеют одну и ту же (низкую) высоту 57, вся вариация их соответствующих объемов (происходящая от вариации объема порошковых гранул 49) проявляется в их различных самых малых размерах 60 на виде сверху. Следовательно, коэффициент вариации самых малых размеров 60 на виде сверху оценивается как более чем в три раза превосходящий коэффициент вариации высоты 57 выступов. Обеспечиваемый антискользящий покрытый гибкий материал 2 имеет в паре с собой среднюю блокирующую нагрузку 13,66 г в модифицированном тесте блокирующей нагрузки. Это является хорошим значением, и оно означает, что этот продукт практически не будет слипаться при его хранении на теплом складе. Этот параметр является результатом того, что второй полимер покрытия 16 имеет относительно высокую температуру плавления и не содержит клейких реагентов. Обеспечиваемый антискользящий покрытый гибкий материал 2 фактически не способен к существенной уменьшающей проскальзывание механической блокировке в направлении сдвига с нескользким материалом 73. Мы измерили статические и кинетические коэффициенты трения (при давлении 1539 Па в соответствии со стандартом ISO 8295, как описано ниже) и нашли, что они являются очень близкими друг к другу в каждом случае, что, как известно специалисту в данной области техники, обеспечивает желаемое поведение продукта, как только он оказывается нагруженным сдвигом до такой степени, что он начинает скользить. В соответствии с результатами наших тестов коэффициент трения шероховатой стороны 7 в паре с собой составляет 0,96, что считается достаточно высоким значением для многих практических применений и является экономичным с точки зрения недорогого материала покрытия 16, низкой плотности покрытия 16, составляющей 7 г/м2, и высокой скорости изготовления, составляющей по меньшей мере 160 м/мин. Коэффициент трения шероховатой стороны 7 с гладкой полиэтиленовой поверхностью составляет 0,5, где упомянутая гладкая полиэтиленовая поверхность имеет в паре с собой коэффициент трения 0,44.
Пример 6: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (пленочного носителя 13 с эластомерным покрытием 16).
Этот пример основан на фактических производственных результатах. Фотография антискользящего гибкого материала 2 показана на Фиг.32. Этот пример по существу отличается от Примера 5 следующим. Мы обеспечиваем порошок 46 (размолотый из гранул) смеси полиэтилена низкой плотности и этилен-винилацетата (EVA), второго полимера, с массовой скоростью потока расплава 150, определяемой при 190°C под нагрузкой 2,16 кг в соответствии со стандартом ISO 1133-1. Во избежание более позднего блокирования продукта второй полимер имеет относительно низкое содержание EVA и не содержит клейких реагентов. Измеренная с помощью DSC температура плавления второго полимера составляет 97°C - 108°C. Размер порошка 46 составляет 100-400 мкм. Средняя плотность рассеиваемого порошка 46 и покрытия 16 составляет приблизительно 16,3 г/м2. Мы применяем линейную скорость изготовления 80 м/мин. Мы сохраняем дискретные частицы 39 обеспечиваемого первого слоя 29 на горячей разделительной поверхности 45 в течение 8,00 с, которых достаточно для обеспечения того, чтобы практически все дискретные частицы 39 перешли по меньшей мере в полужидкое состояние и имели первые краевые углы 28 приблизительно 59-64 градусов с разделительной поверхностью 45. Мы прикладываем в зазоре 36 давление 4,9 Н/погонный см. Мы используем время контакта приблизительно 0,024 с. С упомянутыми параметрами процесса мы достигаем следующего результата. Как можно заметить на фотографии, многие частицы 39, происходящие из соответствующих порошковых гранул 49, сливаются в покрытии 16, но покрытие 16 все еще остается прерывистым. Этот антискользящий гибкий материал 2 может использоваться в тех случаях, когда необходимы большие коэффициенты трения.
Пример 7: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (печатного пленочного носителя 13 с эластомерным покрытием 16).
Этот пример основан на фактических производственных результатах. Этот пример по существу отличается от Примера 5 следующим. Обеспечиваемый нами носитель 13 представляет собой сверхпрочную упаковочную пленочную трубу из переработанной полиэтиленовой смеси, богатой полиэтиленом низкой плотности, толщиной 100 мкм, на переднюю поверхность 14 которой была нанесена печать с графикой заказчика с использованием флексографских чернил на основе растворителя. Средняя плотность рассеиваемого порошка 46 и покрытия 16 составляет приблизительно 5 г/м2. Мы применяем линейную скорость изготовления 80 м/мин. Мы сохраняем дискретные частицы 39 обеспечиваемого первого слоя 29 на горячей разделительной поверхности 45 в течение 8,00 с, которых достаточно для обеспечения того, чтобы практически все дискретные частицы 39 перешли по меньшей мере в полужидкое состояние и имели первые краевые углы 28 приблизительно 59-64 градусов с разделительной поверхностью 45. С упомянутыми параметрами процесса мы достигаем следующего результата. Используя большую тепловую энергию горячего покрытия 16, мы можем создать прочную связь 12 между печатной передней поверхностью 14 носителя и несплошным покрытием 16, несмотря на то, что второй полимер покрытия 16 не содержит придающего липкость реагента. Придающие шероховатость выступы 50, по-видимому, невозможно соскоблить с поверхности печатной пленки ногтем.
Пример 8: способ формирования антискользящего гибкого материала 2 и антискользящего гибкого материала 2 (примеры различных форм)
См. чертежи, в частности Фиг.17-18. На Фиг.17 изображены виды сбоку дискретных частиц 39 различных форм. Первые краевые углы 28 (между частицей 39 и разделительной поверхностью 45) могут быть сделаны относительно большими, то есть, например, 90 градусов или больше, если мы удерживаем порошковые гранулы 49 на горячей разделительной поверхности 45 в течение относительно короткого промежутка времени и/или обеспечиваем второй полимер с относительно низкой массовой скоростью потока расплава, то есть, например, ниже чем 4,0. Из проиллюстрированных дискретных частиц 39 могут быть сформированы такие придающие шероховатость выступы 50, см. Фиг.18, углы 54 у края которых являются относительно большими, то есть, например, 90 градусов или больше.
Пример 9: способы использования
См. Фиг.19-26. Антискользящие упаковочные мешки 3, например, сделанные в Примере 3, могут использоваться, среди прочего, следующими способами. На Фиг.19a, 19b, 19c показан процесс автоматического размещения пакета 3 в соответствии с предшествующим уровнем техники в разрезе на виде сбоку. Вакуумная головка 78 поднимает входное отверстие 5 верхнего мешка 3 в стопке пустых плоско уложенных мешков 3 и отделяет его от других мешков 3. С нашими текущими мешками 3, сделанными в Примере 3, эта операция не всегда возможна, поскольку плоские мешки 3 не скользят друг по другу, если шероховатая сторона 7 первого мешка 3 должна скользить по нескользкому материалу 73, прикрепленному ко второму мешку 3. Одно возможное решение проиллюстрировано на Фиг.20a, 20b, 20c и 20d. Стопка пустых антискользящих мешков 3 содержит мешки 3 в форме, в которой каждый мешок 3 индивидуально сложен так, что дно 4 мешка параллельно и смежно со входным отверстием 5 мешка, и нескользкий материал 73 мешка 3 невидим снаружи. Таким образом мешки 3, находясь друг на друге, контактируют только с шероховатыми сторонами 7 друг друга, и ни один из нескользких материалов 73 не участвует в контактах между мешками 3. Вакуумная головка 78 способна поднять горловину 5 верхнего мешка 3 и разложить мешок 3 и развернуть мешок 3 (с легким скольжением его нескользкого материала 73 на его нескользком материале 73), чтобы завершить операцию размещения мешка 3. Другое возможное решение проиллюстрировано на Фиг.21a, 21b, 21c, 21d. Пустые мешки 3 подготавливаются таким образом, в котором их донья 4 располагаются выше, чем их горловины 5. Когда вакуумная головка 78 поднимает горловину 5 верхнего мешка 3, верхний мешок 3 почти полностью отделяется от нижележащего мешка 3 благодаря поднятому расположению доньев 4. Если вакуумная головка 78 горизонтально тянет мешок 3 достаточно быстро, этой динамики может быть достаточно для того, чтобы удерживать дно 4 верхнего мешка 3 в воздухе во время его горизонтального перемещения. Другое возможное решение проиллюстрировано на Фиг.22a, 22b, 22c. Дно 4 верхнего мешка 3 поднимается дополнительной вакуумной головкой 78, и дополнительный разделительный лист 70 вставляется, вытягиваясь в направлении дна 4 мешка под верхним мешком 3. Этот разделительный лист 70 может быть гибким листом, сматываемым с рулона. Затем верхний мешок 3 может использоваться как обычно в предшествующем уровне техники, и разделительный лист 70 может возвратиться перед следующим циклом. Другое возможное решение проиллюстрировано на Фиг.23. Плоско уложенные мешки 3 подготавливаются в такой компоновке, в которой они в стопке имеют чередующиеся ориентации относительно направления, в котором смотрит нескользкий материал 73. 1-й, 3-й, 5-й и т.д. мешок 3 имеет нескользкий материал 73, обращенный вверх, в то время как 2-й, 4-й, 6-й и т.д. мешок 3 имеет нескользкий материал 73, обращенный вниз. Подготовленная таким образом стопка пустых мешков 3 может использоваться с вакуумной головкой 78 как обычно в предшествующем уровне техники. Кроме того, Фиг.24 показывает фальцованный по бокам мешок 3, горловина 5 которого сформирована таким образом, что верхняя стенка лежащего мешка 3 имеет отверстия 34 в ней рядом с горловиной 5, так что некоторые из вакуумных головок 78 могут непосредственно (временно) захватывать нижнюю стенку через отверстия 34. Это может помочь избежать проблем, возможно происходящих от того, что стенки мешка 3 являются слишком мягкими. Кроме того, Фиг.25 показывает схематическое поперечное сечение на виде сбоку временной стопки упаковок из упомянутых мешков 3, заполненных блоками 11 плоскозамороженных морепродуктов. Иногда необходимо сформировать временный штабель таких упаковок без стабилизации против скольжения, но с возможностью его легкой разборки (например, во время ручной переукладки при погрузке). Упаковки в форме плоского блока 11 готовятся в такой компоновке, в которой они в штабеле имеют чередующиеся ориентации относительно направления, в котором смотрит нескользкий материал 73. 1-я, 3-я, 5-я и т.д. упаковка имеет нескользкий материал 73, обращенный вверх, в то время как 2-я, 4-я, 6-я и т.д. упаковка имеет нескользкий материал 73, обращенный вниз. Таким образом временно подготовленный штабель упаковок может быть вручную разобран как обычно в предшествующем уровне техники. Кроме того, Фиг.26 показывает схематическое поперечное сечение на виде сбоку устойчивого штабеля упаковок из упомянутых мешков 3, заполненных блоками 11 плоскозамороженных морепродуктов. Эти упаковки имеют однородные ориентации.
Реферат
Группа изобретений относится к гибким антискользящим упаковочным материалам. Способ формирования антискользящего материала содержит подачу гибкого термопластичного носителя, подачу первого слоя дискретных термопластичных частиц, находящихся на горячей разделительной поверхности. Дискретные частицы имеют температуру выше температуры их размягчения, обеспечивая первому слою липкость. Способ включает в себя контактирование носителя с липким первым слоем для прикрепления первого слоя к носителю, а затем удаление носителя, и вместе с ним липкого первого слоя, прилипшего к нему, от разделительной поверхности. Температура горячей разделительной поверхности является более высокой, чем температура плавления носителя. В изобретении раскрыты: способ получения антискользящего материала, упаковочный мешок или обертка, выполненные из полученного материала, способ изготовления упаковочного мешка, способ упаковывания в упаковочный материал, полученный заявленным способом. Группа изобретений позволяет получить упаковочный материал с антискользящими свойствами. 4 н. и 67 з.п. ф-лы, 48 ил.
Комментарии