Способ декоративной обработки металлов - RU2228854C1
Код документа: RU2228854C1
Чертежи







Описание
Изобретение относится к технике художественной обработки поверхности металлических изделий, преимущественно в виде листового материала.
Из уровня техники известен способ декоративной обработки металлов, включающий подготовку поверхности изделия, выделение участков, соответствующих тонам многоцветного изображения, нанесение фона изображения и графическое воспроизведение изображения рисунка посредством нанесения бороздок с последующим покрытием бесцветным прозрачным лаком, при этом нанесение фона осуществляют патинированием поэтапно с воспроизведением на каждом этапе фона, соответствующего одному тону изображения, при поддержании на каждом этапе режимов патинирования, обеспечивающих получение данного тона, а после воспроизведения графического рисунка производят аналогичное дополнительное патинирование участков, на которых нанесена бороздка (авторское свидетельство SU-А-№1158388).
Известный способ обеспечивает получение на изделиях (цветных панно и сувенирах) из металла декоративно-художественных изображений высокого качества. Однако ввиду высокой трудоемкости известный способ не может быть использован при промышленном (крупносерийном) производстве металлических облицовочных материалов из-за высокой стоимости готовых изделий. Таким образом, известный способ имеет очень ограниченную область использования, что является его основным недостатком.
Известен также способ декоративной обработки металлов, взятый в качестве прототипа и включающий формирование на поверхности металла с заданным первоначальным профилем декоративного рельефа путем локальной пластической деформации поверхности металла, с последующим нанесением на всю декорированную поверхность металла слоя краски, которая затем твердеет (патент US-А-№3764067, 1973).
Недостаток известного способа заключается в том, что он не обеспечивает получение декоративно-художественных изображений высокого качества, так как элементы декоративного рельефа и остальная часть поверхности металла (фон) окрашены одной и той же краской.
Настоящее изобретение направлено на решение технической задачи по обеспечению получения декоративно-художественных изображений высокого качества при одновременном сохранении высокой производительности при изготовлении декорированных изделий и существенном сокращении расхода краски.
Поставленная задача решена тем, что в способе декоративной обработки металлов, включающем формирование на поверхности металла с заданным первоначальным профилем декоративного рельефа, нанесение слоя краски на всю декорированную поверхность металла, а также проведение операции, обеспечивающей твердение краски, согласно изобретению перед проведением операции, обеспечивающей твердение краски, полностью механически удаляют краску, нанесенную на участки поверхности металла, имеющие первоначальный профиль, а удаленную избыточную краску направляют для повторного использования.
Кроме того, поставленная задача решена тем, что:
- декоративный рельеф формируют путем механической пластической деформации участков поверхности металла;
- декоративный рельеф формируют путем локального воздействия по крайней мере одного химического вещества, являющегося травителем для обрабатываемого металла, на его поверхность;
- декоративный рельеф формируют путем локального воздействия на поверхность металла мощного лазерного излучения;
- декоративный рельеф формируют в виде канавок и/или лунок глубиной, меньшей толщины обрабатываемого металла;
- канавки и/или лунки выполняют с замковыми элементами;
- наносят на всю декорированную поверхность металла слой жидкой краски, твердение которой обеспечивают термосушкой;
- наносят на всю декорированную поверхность металла слой порошковой краски, твердение которой обеспечивают термообработкой изделия при температуре спекания краски;
- слой порошковой краски подвергают уплотнению в направлении, перпендикулярном поверхности обрабатываемого металла;
- уплотнение слоя порошковой краски осуществляют одновременно с удалением краски, нанесенной на участки поверхности металла, имеющие первоначальный профиль;
- на всю декорированную поверхность металла наносят слой порошкообразного материала, разведенного в клеевом растворе;
- наносят слой краски толщиной, не превышающей максимальной глубины элементов декоративного рельефа;
- слой краски, нанесенный на участки поверхности металла, имеющие первоначальный профиль, удаляют с помощью скребка;
- используют скребок, снабженный пневмотранспортером для удаления избыточной краски.
Преимущество предложенного способа декоративной обработки металлов перед известным (взятом в качестве прототипа) заключается в том, что при сохранении высокой производительности при изготовлении изделий обеспечивается существенное улучшение качества получаемых декоративно-художественных изображений, так как окрашенными являются только элементы декоративного рельефа. Благодаря же введению операции по полному удалению незатвердевшей краски с участков поверхности металла, имеющих первоначальный профиль (иными словами, с участков поверхности металла, расположенных между элементами декоративного рельефа), обеспечивается существенное сокращение расхода краски, поскольку удаленную краску направляют для повторного использования. Здесь нужно отметить, что улучшение качества декоративно-художественных изображений (полученных по способу-прототипу) можно было бы, в принципе, обеспечить путем механического удаления затвердевшей краски с участков поверхности металла между элементами декоративного рельефа. Однако введение этой дополнительной операции привело бы не только к дополнительным (достаточно большим) затратам, связанным с удалением затвердевшей краски, но привело бы к нарушению целостности краски, заполняющей объем элементов декоративного рельефа вследствии воздействия на нее шлифовального инструмента. Иными словами, это привело бы не только к нерациональному расходу краски, но и к снижению долговечности полученных изделий, так как за счет механических нарушений в затвердевшей краске повышается вероятность выпадения ее из элементов декоративного рельефа.
Удаление излишней незатвердевшей краски с помощью механических средств является оптимальным с точки зрения обеспечения хорошего заполнения краской объема элементов декоративного рельефа заподлицо с участками поверхности, имеющими первоначальный профиль.
Формирование декоративного рельефа путем механической пластической деформации участков поверхности металла позволяет использовать широко распространенное оборудование для обработки металлов давлением, что позволяет дополнительно снизить стоимость готовой продукции.
Формирование декоративного рельефа с использованием локального травления поверхности металла позволяет получать декоративный рельеф практически любой формы.
Использование лазерного технологического оборудования позволяет получить высокую точность воспроизведения декоративно-художественного изображения.
Формирование декоративного рельефа (его элементов) в виде канавок и/или лунок глубиной меньше толщины обрабатываемого материала позволяет упростить реализацию способа.
Преимущество использования порошковой (сухой) краски перед жидкой или краской, полученной разведением порошкового красящего материала в клеевом растворе, заключается в том, что ее твердение осуществляется только после поступления обрабатываемого изделия в камеру спекания.
Предпочтительно (при реализации способа) использовать жидкие краски, твердение которых обеспечивается не при обычных условиях, а за счет термосушки, так как это упрощает процесс повторного ее использования.
В дальнейшем изобретение поясняется чертежами и описанием к ним.
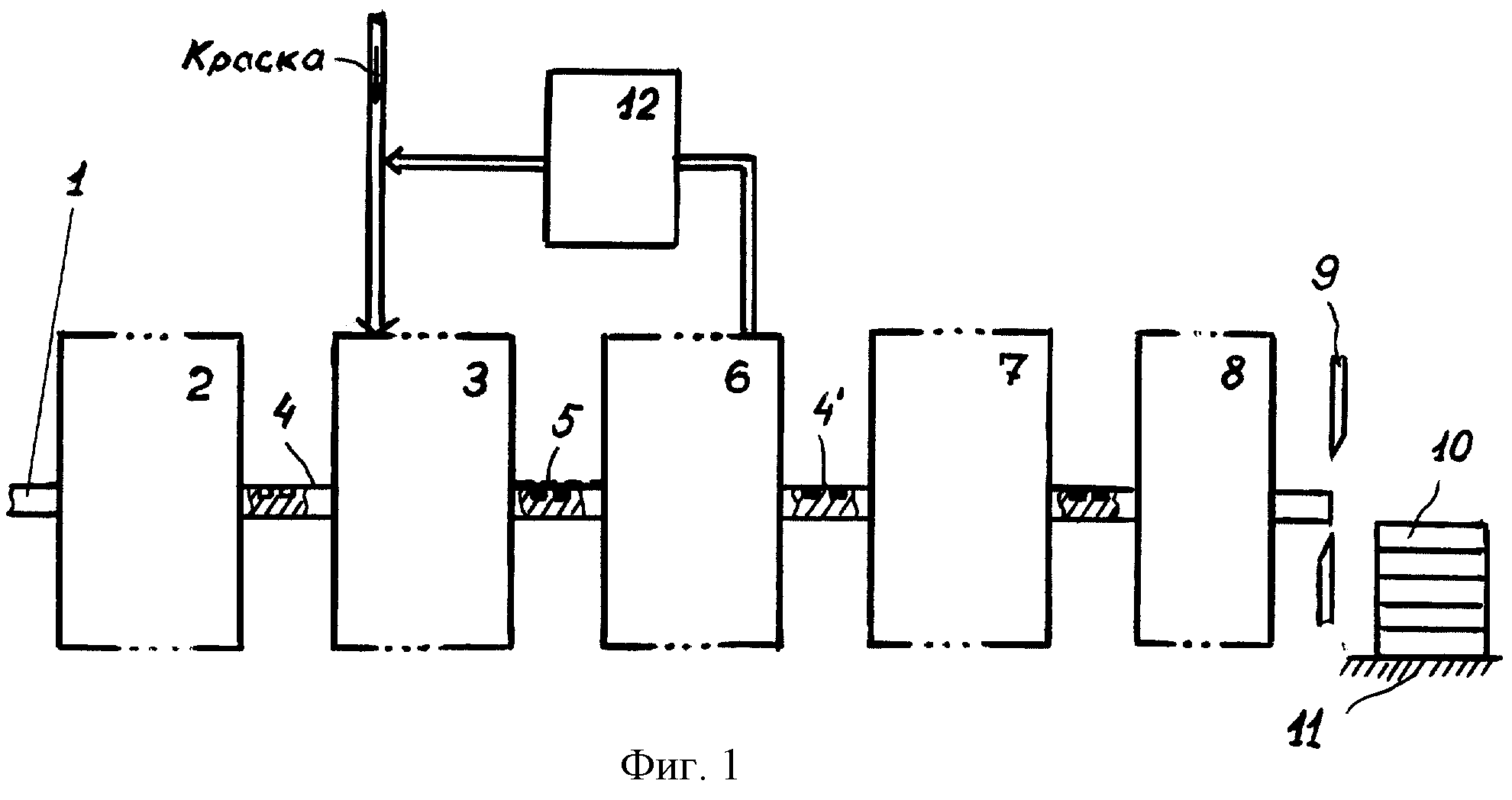
На фиг.1 схематично изображена технологическая линия для осуществления способа декоративной обработки металлов; на фиг.2 - вариант выполнения декоративного рельефа на поверхности металлической полосы (вид сверху); на фиг.3 - другой вариант выполнения декоративного рельефа на поверхности металлической полосы (вид сверху); на фиг.4 - установка для формирования на поверхности металлической полосы декоративного рельефа; на фиг.5 - фрагмент металлической полосы после формирования декоративного рельефа штамповкой (продольный разрез); на фиг.6 - то же после операции выравнивания декорированной неровности; на фиг.7 - установка для формирования на поверхности металлической полосы декоративного рельефа с использованием лазерного оборудования; на фиг.8 - установка для нанесения на всю декорированную поверхность металлической полосы слоя краски; на фиг.9 - то же в случае использования порошковой краски; на фиг.10 - устройство для полного механического удаления краски с участков поверхности металлической полосы, имеющих первоначальный профиль; на фиг.11 - то же в случае использования порошковой краски; на фиг 12 - вариант выполнения средств для уплотнения слоя порошковой краски, обеспечивающих одновременно и полное механическое удаление краски с участков поверхности металлической полосы, имеющих первоначальный профиль; на фиг.13 - фрагмент металлической полосы после формирования в ней элемента декоративного рельефа путем механической пластической деформации; на фиг.14 - то же после операции калибровки элемента декоративного рельефа инструментом большего размера, но той же формы, что и инструмент, используемый при формировании элемента декоративного рельефа.
Технологическая линия (фиг.1) для осуществления способа декоративной обработки металлов содержит расположенные последовательно вдоль направления перемещения металлической полосы 1 установку 2 для формирования на поверхности металлической полосы 1 с заданном начальным профилем (преимущественно прямолинейным) декоративного рельефа, установку 3 для нанесения на всю декорированную поверхность 4 металлической полосы 1 слоя 5 краски, устройство 6 для механического полного удаления краски с участков 4’ поверхности металлической полосы 1, имеющих первоначальный профиль, средства 7, обеспечивающие твердение краски (камера, обеспечивающая в зависимости от вида используемой краски условия для ее сушки, полимеризации или спекания), устройство 8 для полировки участков 4’ поверхности 4 металлической полосы 1, имеющих заданный начальный профиль, устройство 9 резки металлической полосы 1 на листы 10 конечной длины и участок 11 укладки и упаковки листов 10 в стопки. Кроме того, технологическая линия включает средства 12 для возврата избытка краски из устройства 6 для механического полного удаления краски с участков 4’ поверхности металлической полосы 1, имеющих первоначальный профиль, обратно в установку 3 для нанесения на всю декорированную поверхность 4 металлической полосы 1 слоя 5 краски.
Установка 2 для формирования на поверхности металлической полосы 1 с заданным начальным профилем декоративного рельефа может быть выполнена с использованием оборудования для механической обработки металла давлением, а именно прокатного оборудования или прессов.
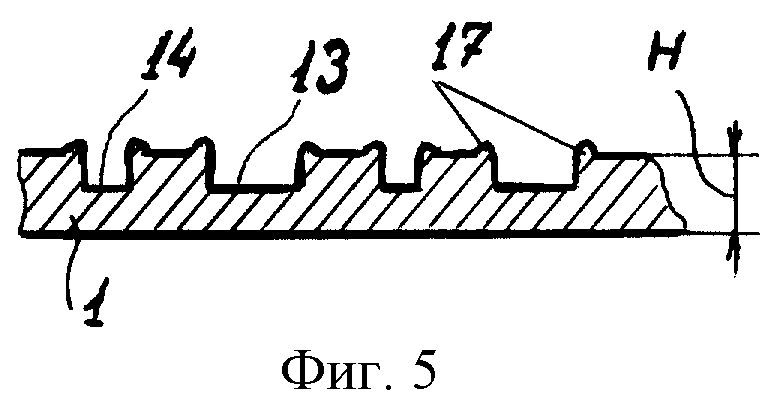
В предпочтительном варианте осуществления способа декоративной обработки металлов декоративный рельеф формируют путем создания на поверхности 4 металлической полосы 1 канавок (выемок) 13 (фиг.2) или лунок (углублений) 14 (фиг.3). В простейшем случае (фиг.4) установка 2 для формирования на поверхности металлической полосы 1 с заданным, например прямолинейным, первоначальным профилем декоративного рельефа в виде канавок 13 и лунок 14 глубиной, меньшей толщины Н металлической полосы 1, представляет собой пресс 15 и устройство 16 для выравнивания неровностей 17 на поверхности 4, образующихся в процессе штамповки (фиг.5), с образованием замковых элементов 18 (фиг.6), а также для восстановления первоначального профиля участков 4’ поверхности 4 металлической полосы 1 (калибровки) между элементами 13 и/или 14 декоративного рельефа.
Элементы декоративного рельефа (канавки 13) могут быть сформированы также локальным удалением материала 6 поверхности 4 металлической полосы 1, например путем нанесения механическим путем бороздок, прорезей. В предпочтительных вариантах осуществления способа декоративной обработки металлов используется устройство 19 лазерного скрайбирования (фиг.7), позволяющее получать не только канавки 13, но и лунки 14 как прямоугольного, так и трапецеидального сечения. В случае использования не металлической полосы 1, а металлических листов конечной длины, можно использовать метод локального химического травления для формирования декоративного рельефа на их поверхности. При этом для формирования защитной маски может быть использован широко распространенный в полупроводниковой технологии метод фотолитографии. Метод фотолитографии (см. Физическая энциклопедия. - М.: Большая Российская Энциклопедия, 1998, т.5, с.350), включающий нанесение на поверхность изделия слоя фоточувствительного материала, например фоторезиста, экспонирование (фотодубление) и удаление материала фоточувствительного слоя с участков, не подвергнутых засветке.
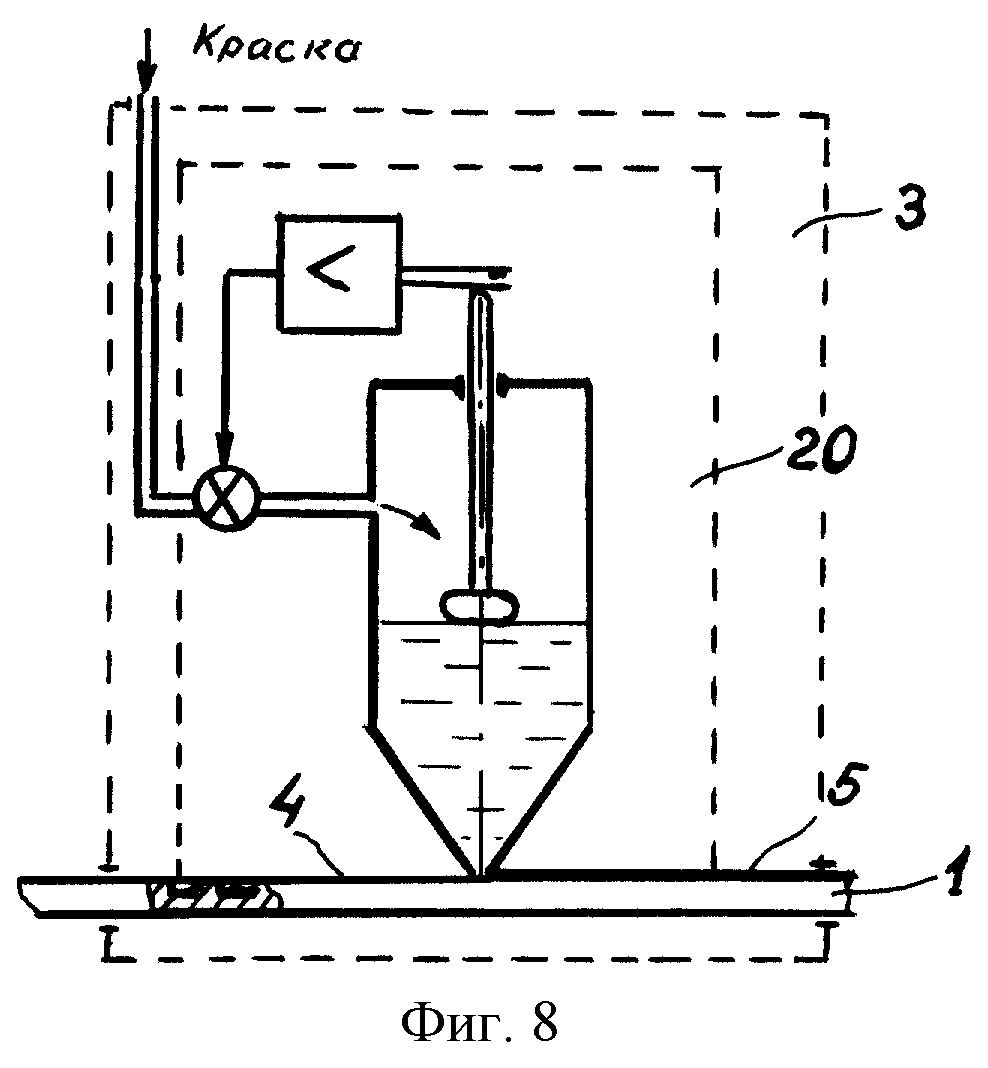
Конструктивное выполнение установки 3 для нанесения на всю декорированную поверхность 4 металлической полосы 1 слоя 5 краски зависит от вида используемой краски: жидкие краски (полученные с использованием различных растворителей), краски на основе порошкообразного материала, разведенного в клеевом растворе, сухие порошкообразные (зерновые) красящие материалы. В случае использования жидких красок или красок на основе клеевых растворов установка 3 для нанесения на всю декорированную поверхность 4 металлической полосы 1 слоя 5 краски может быть выполнена в виде устройства, несущего краску, которая находится также в контакте и с поверхностью 4 по всей ширине металлической полосы 1 (щетки, подушечки, валики). Могут быть использованы также устройства 20, несущие краску, нижний выпускной щелевой канал которых обеспечивает нанесение жидкости самотеком (фиг.8). Возможно использование и устройств для распыливания жидкой краски на движущиеся поверхности.
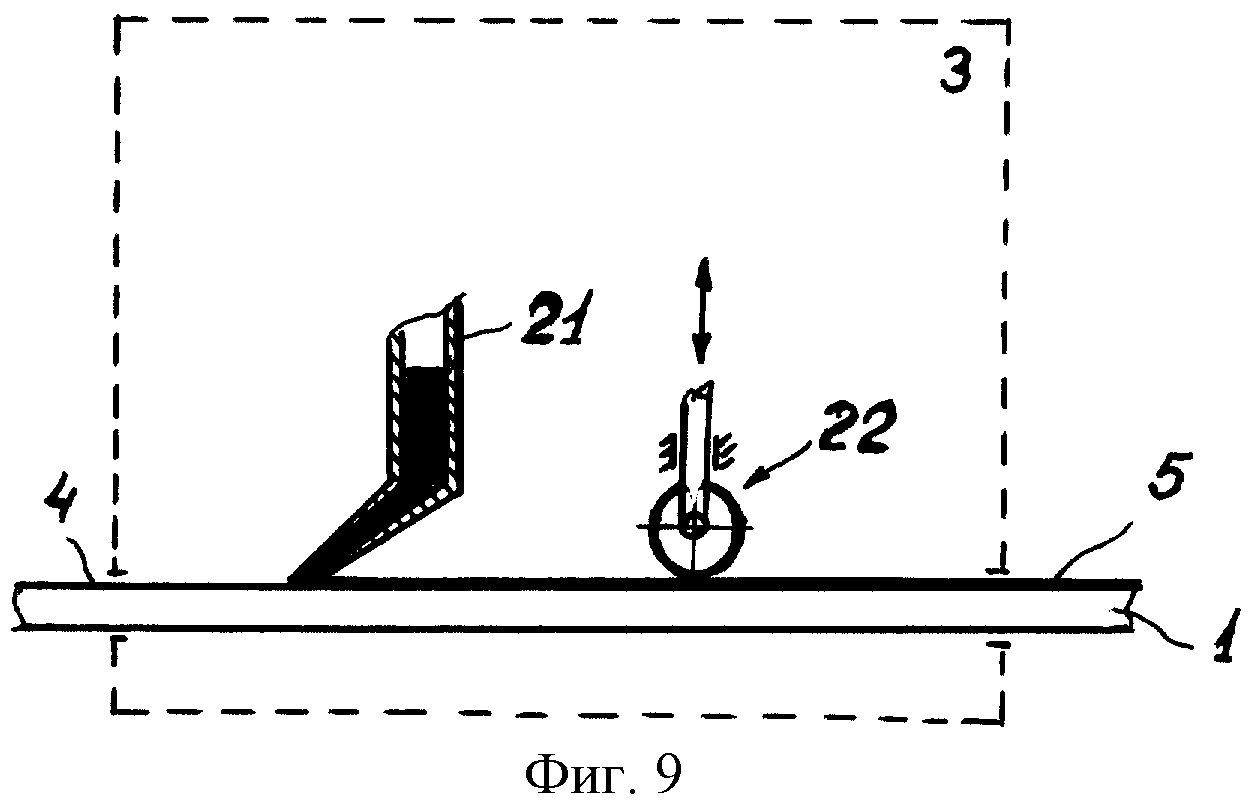
В случае использования сухих порошкообразных (зерновых) красящих материалов установка 3 для нанесения на всю декорированную поверхность 4 металлической полосы 1 слоя 5 краски кроме устройства 21 для нанесения порошка на поверхность 4 металлической полосы 1 содержит также и средство 22 для уплотнения (трамбовки) слоя 5 порошковой краски в направлении, перпендикулярном поверхности 4 металлической полосы 1 (фиг.9).
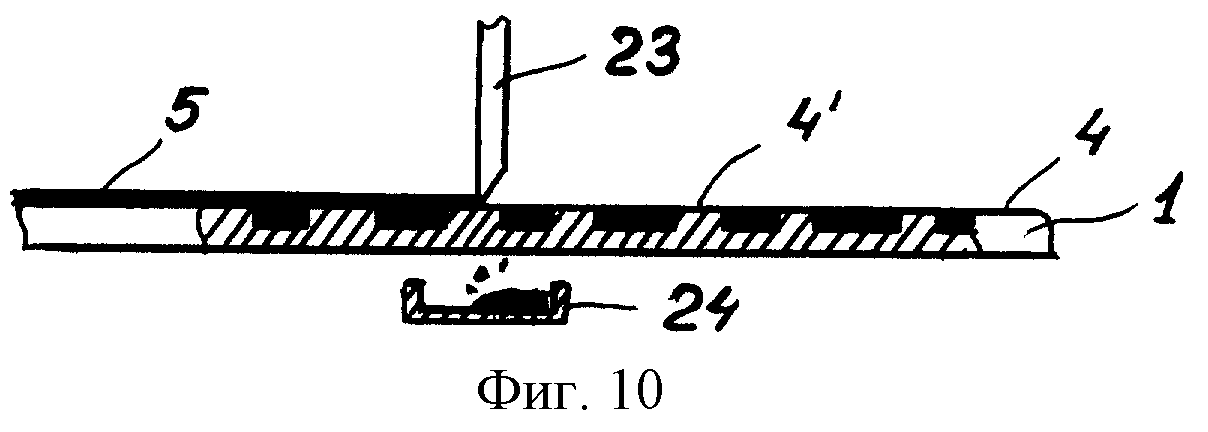
Устройство 6 для механического полного удаления краски с участков 4’ поверхности 4 металлической полосы 1, имеющих первоначальный профиль, в простейшем случае выполнено в виде скребка 23, форма которого в поперечном направлении металлической полосы 1 совпадает с ее первоначальным профилем (фиг.10). Снизу металлической полосы 1 размещены средства (например, лоток 24) для сбора излишней краски, которая с помощью соответствующего насоса (на чертеже не показан) возвращается обратно в установку 3 (фиг.1). В случае использования порошкообразной краски скребок 25 выполнен совместно с пневмотранспортером 26 для сбора и возврата излишней порошковой краски в установку 3 (фиг.11) через циклон (не показан).
На фиг.12 показан вариант выполнения средств для уплотнения слоя порошковой краски, обеспечивающих одновременно и полное механическое удаление краски, нанесенной на участки 4’ поверхности 4 металлической полосы 1, имеющие первоначальный профиль. Элемент 27 из упругодеформируемого материала размещен с возможностью перемещения в вертикальном направлении в корпусе 28 и подпружинен относительно металлической полосы 1 пружиной 29. Здесь следует отметить, что одновременно удаляются излишки краски (заподлицо) и с участков поверхности, соответствующих элементам декоративного рельефа.
Средства 7, обеспечивающие твердение краски в зависимости от вида используемой краски, выполнены, например, в виде камеры сушки, температурный режим в которой обеспечивается с помощью либо бесконтактных источников нагрева (ТВЧ, ИК нагревателей), либо с помощью контактных нагревателей (односторонний или двухсторонний нагрев). В случае использования порошковой краски средства 7 также выполняются в виде камеры, но температурный режим в ней должен обеспечить спекание частиц порошковой краски. В случае использования самотвердеющих при обычных температурах красок на основе клея использование камеры обусловлено только необходимостью защиты поверхности 4 металлической полосы 1 от попадания на нее различных загрязнений.
Устройство 8 для полировки используется исходя из конкретных параметров, накладываемых на готовую продукцию. В данном случае могут быть использованы любые полирующие устройства, технико-эксплуатационные параметры которых удовлетворяют требуемым в каждом конкретном случае.
Способ декоративной обработки металлов осуществляется следующим образом. Металлическую полосу 1 перемещают в горизонтальном направлении с помощью, например, направляющих роликов, используемых в прокатном производстве. С помощью установки 2 осуществляют формирование на поверхности 4 металлической полосы 1 с заданным первоначальным профилем декоративного рельефа. В простейшем случае металлическая полоса l имеет прямолинейный профиль. Однако профиль металлической полосы 1 может быть и криволинейным, соответствующим участку цилиндрической поверхности, при этом поверхность 4 металлической полосы 1 может быть как выпуклой, так и вогнутой, что необходимо часто при отделке внутренних стен помещений, в частности чаш бассейнов. Декоративный рельеф в предпочтительном варианте осуществления способа формируют либо в виде канавок (выемок, бороздок) 13, либо в виде лунок 14 различной формы, либо одновременно в виде лунок 14 и канавок 13 (фиг.2, 3, 4 и 5), при этом глубина канавок 13 и лунок 14 меньше толщины Н металлической полосы 1. Для избежания выпадения затвердевшей краски из канавок 13 и лунок 14 их выполняют, например, с замковыми элементами 18 (фиг.6).
Декоративный рельеф формируют путем механической пластической деформации участков поверхности 4 металлической полосы 1 с помощью, например, одного пресса 15 (фиг.4). Однако при формировании сложного декоративного рельефа установка 2 может содержать несколько последовательно расположенных прессов. Установка 2 включает в себя, в случае необходимости, средства для нагрева металлической полосы 1 перед каждой или только перед определенной операцией прессования. После операций прессования осуществляют операцию выравнивания неровностей 17 на поверхности 4 металлической полосы 1, которые образуются в результате механической пластической деформации с помощью устройства 16. В этом случае операция выравнивания неровностей 17 позволяет одновременно сформировать и замковые элементы 18 (фиг.5 и 6). препятствующие выпадению затвердевшей краски из элементов декоративного рельефа (в частности канавок 13 и лунок 14). Однако в ряде случаев целесообразно проводить самостоятельные операции по формированию замковых элементов, например, с помощью калибровки каждого элемента декоративного рельефа инструментом В большего размера, но имеющего ту же форму, что и инструмент А, используемый для формирования данного элемента декоративного рельефа (фиг.13 и 14). Для исключения выпадения затвердевшей краски из элементов декоративного рельефа могут быть использованы (кроме методов создания замковых элементов) также методы, улучшающие адгезию краски к материалу металлической полосы 1. Режимы штамповки выбирают, исходя из известных свойств используемой металлической полосы 1 по стандартной и используемой в области техники, касающейся обработки металлов давлением, методике.
Элементы декоративного рельефа (канавки 13 и лунки 14) могут быть сформированы с помощью установки 2, реализованной на базе лазерного технологического оборудования, в частности устройства 19 (фиг.7), содержащего последовательно расположенные источник мощного лазерного излучения, сканирующий элемент (в направлении, перпендикулярном плоскости чертежа, иными словами, поперек металлической полосы 1) и фокусирующий элемент (цилиндрической линзы). Источник мощного лазерного излучения и сканирующий элемент подключены к выходам блока управления (не показан), обеспечивающего локальное импульсное воздействие мощного лазерного излучения на поверхность 4 металлической полосы 1 в соответствии с формируемым декоративным рельефом. В этом случае возможно получение декоративных элементов не только прямоугольного, но и трапецеидального сечения (фиг.7). Выполнение декоративных элементов трапецеидального профиля препятствует выпадению из них затвердевшей краски, что повышает долговечность декоративного рисунка. Удаление части материала металлической полосы 1 при воздействии на ее поверхность мощного лазерного излучения происходит за счет вскипания и выброса вверх расплавленного материала с локального участка поверхности 4.
На металлических листах конечной длины элементы декоративного рельефа могут быть сформированы путем использования химического травителя для материала металлического листа. В этом случае на поверхности металлического листа наносят защитное покрытие, в котором методом, например, фотолитографии создают окна в местах будущих элементов декоративного рельефа. После этого на не защищенные участки поверхности металлического листа воздействуют травителем (одним или смесью химических веществ, являющихся травителями для данного материала). Под действием травителя (травителей) металл (в незащищенных участках) растворяется, в результате чего образуются на его поверхности лунки или канавки в соответствии с формой окон в защитном покрытии. Далее защитное покрытие с металлического листа удаляют, а затем он поступает в установку 3 для нанесения на декорированную поверхность слоя 5 краски.
После формирования на поверхности металлической полосы 1 с заданным первоначальным профилем декоративного рельефа на всю декорированную поверхность 4 металлической полосы 1 наносят слой 5 краски. При этом могут быть использованы жидкие краски на основе различных растворителей, пастообразные краски на основе клеящих веществ, а также сухие порошкообразные краски. Выбор краски зависит в основном от первоначального профиля металлической полосы. Нанесение жидких и пастообразных красок осуществляется, например, с помощью устройства 20 (фиг.8). Краску размещают в сосуде, имеющем в нижней части выпускной щелевой канал, через который жидкая краска самотеком поступает на поверхность 4 металлической полосы. С помощью датчика уровня жидкой краски и управляемого вентиля обеспечивают поддержание заданного уровня краски в сосуде. В результате обеспечивается постоянство толщины наносимого слоя 5 краски. Толщина слоя 5 краски не должна превышать максимальной глубины элементов (канавок 13 и/или лунок 14) декоративного рельефа. Оптимально толщина слоя 5 краски должна составлять 0,5-0,9 максимальной глубины элементов декоративного рельефа. При толщине слоя 5 краски, меньшей нижнего предела, не обеспечивается полного заполнения краской всех элементов декоративного рельефа. При толщине слоя 5 краски, большей верхнего предела, увеличивается количество излишней краски, а следовательно, экономичность способа уменьшается. Сказанное выше справедливо как для красок на основе порошков, разведенных в клеевом растворе (пастообразных красок), так и для сухих порошковых красок.
Устройство 20 может быть использовано и при нанесении на поверхность 4 пастообразных красок. Как уже отмечалось выше, для нанесения жидких красок могут быть использованы различные устройства, в том числе и распылительные. Выбор из числа известных того или иного устройства для нанесения слоя 5 краски определяется конкретными требованиями, предъявляемыми к готовой продукции, иными словами, эти признаки не относятся к числу существенных признаков с точки зрения достижения ожидаемого технического результата.
При использовании сухих порошковых красок может быть использовано устройство, показанное на фиг.9. Краска из контейнера 21 через щелевое нижнее отверстие поступает на поверхность 4 металлической полосы. После чего осуществляют уплотнение слоя 5 порошковой краски в направлении, перпендикулярном поверхности 4 металлической полосы 1, с помощью устройства 22, выполненного в виде колеблющегося в вертикальном направлении трамбующего элемента из упругодеформируемого материала, например резины. В результате улучшается заполнение элементов декоративного рельефа порошковой краской.
После этого осуществляют полное удаление неотвердевшей краски с участков 4’ поверхности 4 металлической полосы 1, имеющих первоначальный профиль (иными словами, с участков поверхности, расположенных между элементами декоративного рельефа). Для этого используются скребки различной конструкции. В частности, может быть использован скребок 23, показанный на фиг.10, форма которого в направлении, перпендикулярном плоскости чертежа, повторяет профиль поверхности 4 металлической полосы 1. Излишняя краска стекает (в случае жидкой краски) по торцам металлической полосы в лоток 24, откуда с помощью насоса (не показан) подается обратно 8 установку 3 для повторного использования. На фиг.1 показан вариант осуществления возврата излишней краски в линию подачи краски в установку 3.
Для удаления излишков порошковой краски целесообразно использовать скребок 25, изображенный на фиг.11 и снабженный пневмотранспортером 26. Излишек порошковой краски потоком воздуха подают по пневмотранспортеру в циклон (не показан), где происходит его сепарация. После этого отсепарированная порошковая краска возвращается в установку 3.
Целесообразно использовать в качестве средств для уплотнения слоя порошковой краски устройство, показанное на фиг.12. Элемент 27 из упругодеформируемого материала с помощью пружины 29 прижимается к поверхности 4 металлической полосы 1. В результате порошковая краска с одной стороны вдавливается внутрь элементов декоративного рельефа (заполняет их объем), а с другой стороны удаляет порошковую краску с элементов 4’ поверхности 4 (т.е. с участков поверхности 4, расположенных между элементами декоративного рельефа). Иными словами, устройство, показанное на фиг.12, обеспечивает выполнение двух операций способа, а именно операции уплотнения слоя порошковой краски и операции удаления ее с участков поверхности металлической полосы 1, имеющих первоначальный профиль.
В зависимости от толщины слоя 5 краски в результате описанной выше операции одновременно удаляются и излишки краски с участков поверхности металлической полосы 1, соответствующие элементам декоративного рельефа. В результате незатвердевшая краска в участках поверхности 4, соответствующих элементам декоративного рельефа, расположена заподлицо по отношению к участкам 4’. После этого осуществляют операцию, обеспечивающую затвердевание краски, заполняющей объем элементов декоративного рельефа. С помощью средств 7 осуществляют либо термосушку жидкой краски, либо спекание при соответствующей температуре порошковой краски, либо самоотвердевание порошка краски, разведенного в клеевом растворе (полимеризации). При этом используются те режимные параметры, которые рекомендованы изготовителем краски, используемой при осуществлении предложенного способа декоративной обработки металлов.
Затем осуществляют (в случае необходимости для обеспечения требуемых параметров готового изделия) полировку участков 4’ поверхности 4 металлической полосы 1, резку металлической полосы 1 на листы 10 требуемой конечной длины с последующей укладкой и упаковкой листов 10 на участке 11, например, в стопки для отправки потребителю.
Предлагаемый способ декоративной обработки металлов может быть использован в промышленности для получения декоративно-художественных изображений на облицовочных металлических листах преимущественно из нержавеющих сталей. Способ позволяет при высокой производительности обеспечить получение высококачественных облицовочных металлических листов, при этом требуется соблюдение только известных технологических параметров, обусловленных свойствами используемых металла и краски.
Реферат
Способ декоративной обработки металлов для повышения качества обработки заключается в том, что перед проведением операции, обеспечивающей твердение краски, полностью механически удаляют краску, нанесенную на участки поверхности металла, имеющие первоначальный профиль, а удаленную избыточную краску направляют для повторного использования. 13 з.п. ф-лы, 14 ил.
Комментарии