Избирательно тисненое поверхностное покрытие (варианты) и способ его изготовления (варианты) - RU2286883C2
Код документа: RU2286883C2
Чертежи



Описание
Настоящее изобретение касается способа изготовления механически тисненых, синтетических поверхностных покрытий и изделий, полученных посредством его. Конкретнее, изобретение относится к покрытиям пола, которые являются механически тиснеными и обработанными для образования избирательно тисненых участков поверхности, посредством чего создаются изделия, имеющие более реалистичный внешний вид. Они могут иметь внешний вид, например, керамической плитки, камня, кирпича, песчаника, пробки, дерева с наличием в некоторых вариантах текстурированных линий или линий строительного раствора, а также их сочетаний, как например, песчаника и керамической плитки, текстурированного дерева и гладкой керамики, пробки и дерева и камня или сланца в сочетании с керамической плиткой.
Синтетические поверхностные покрытия, включая листовое покрытие пола, стеновые покрытия и облицовочную плитку, применяются в жилых, торговых и учебных помещениях, где декоративные эффекты, долговечность и легкость нанесения и обслуживания имеют важное значение. Эти поверхностные покрытия могут быть предназначены для имитации различных материалов кладки, как например, керамической плитки, камня и кирпича, или они могут быть выполнены с уникальными сочетаниями цвета, частиц и других декоративных особенностей, которые не имеются в других видах поверхностных покрытий. На современном рынке потребители все более требуют синтетические поверхностные покрытия с улучшенными текстурными свойствами, которые реалистично имитируют не только текстуру материалов, как например, керамической плитки, камня, кирпича, песчаника, пробки, дерева и их сочетаний, но и также текстуру строительного раствора, который каменщик или другой строительный рабочий обычно используют для заполнения швов между такими материалами и их закрепления в желаемом положении относительно друг друга.
В промышленности по производству поверхностных покрытий в течение ряда лет применяют механическое тиснение, химическое тиснение, сочетания механического и химического тиснения, трафаретную печать и другие способы для получения желаемого эффекта и текстуры, которые удовлетворяют требованиям потребителей. В патенте США № RE 33599 описывается способ получения избирательного матирования на синтетических покрытиях посредством нанесения на вспениваемую или невспениваемую подложку (1) полимерного покрытия, которое содержит, по крайней мере, один первый инициатор полимеризации, на, по крайней мере, первую выбранную зону и (2), по крайней мере, одного второго покрытия, которое состоит из сшиваемого полимера и содержит, по крайней мере, один второй инициатор полимеризации, на, по крайней мере, вторую выбранную зону. Вторая зона может заключать в себе, по крайней мере, часть первой зоны. Первый и второй инициаторы запускаются отдельными «спектральными зонами». После предварительной желатинизации осуществляют общую операцию зернения на, по крайней мере, части поверхности, после чего следуют отверждение первой выбранной зоны и тем самым фиксация зернения на ней. Затем осуществляют желатинизацию, чтобы вызвать сглаживание зернения на второй зоне. Изделие имеет избирательно матированный внешний вид. В патенте США №4298646 описывается другой способ изготовления изделий с различающимся глянцем.
Поверхностные текстуры согласно настоящему изобретению получают посредством образования сравнительно глубокого тисненого рельефа по сравнению с тем, который образуют при способах мелкого зернения или опудривания, применяемых для получения матированных или различающихся по глянцу поверхностей согласно вышеуказанным патентам. Конкретнее, настоящее изобретение направлено на реалистичную имитацию в поверхностных покрытиях не только поверхностной текстуры различных материалов кладки, как например, керамической плитки, камня, кирпича, песчаника, корки, дерева и их сочетания, но в некоторых вариантах его осуществления также и на реалистичную имитацию поверхностной структуры строительного раствора в швах между такими материалами.
Задачей настоящего изобретения является создание нового способа получения избирательных мест с характерным внешним видом, например, с текстурированными линиями строительного раствора на поверхности синтетического поверхностного покрытия.
В одном варианте осуществления изобретения способ изготовления поверхностного покрытия включает последовательные стадии, на которых:
а) наносят на подложку пластмассовый слой, содержащий пенообразователь,
б) нагревают пластмассовый слой до температуры, при которой желатинируется пластмассовый слой без активации пенообразователя для образования желатинированного пластмассового слоя, имеющего поверхность,
в) наносят на поверхность желатинированного пластмассового слоя первый рисунок или первое изображение из первой печатной краски, содержащей фотоинициатор,
г) наносят на поверхность желатинированного пластмассового слоя второй рисунок или второе изображение из второй печатной краски, содержащей фотоинициатор и ингибитор вспенивания,
д) наносят отверждаемое покрытие на желатинированный пластмассовый слой и первую и вторую печатные краски,
е) желатинируют отверждаемое покрытие,
ж) нагревают для размягчения желатинированного отверждаемого покрытия,
з) осуществляют механическое тиснение размягченного отверждаемого покрытия,
и) активируют фотоинициатор и отверждают участки поверхности отверждаемого покрытия, расположенные над первой и второй печатными красками,
к) нагревают для активации пенообразователя и сплавления вместе отверждаемого покрытия, пластмассового слоя и подложки, при этом ингибируют вспенивание пластмассового слоя, расположенного под второй печатной краской, и расслабляют механическое тиснение на участках поверхности, расположенных над ненапечатанными участками,
л) по выбору осуществляют механическое тиснение отверждаемого покрытия на участках, которые не расположены над первой и второй печатными красками.
Предпочтительно используют отверждаемое покрытие, содержащее инициатор термического сшивания, причем отверждаемое покрытие отверждают нагревом во время плавления, причем поверхностное покрытие выбирают из группы, состоящей из листового покрытия пола, керамической облицовочной плитки и настенного покрытия.
Еще более предпочтительно поверхностное покрытие охлаждают перед его нагревом для размягчения желатинированного отверждаемого покрытия.
Целесообразно осуществление охлаждения поверхностного покрытия, с последующим повторным нагревом поверхности до его размягчения для осуществления по выбору механического тиснения.
Целесообразно после желатинизации пластмассового слоя охлаждать поверхностное покрытие до нанесения печатной краски.
Возможно использование отверждаемого покрытия, содержащего инициатор термического сшивания, предпочтительно отверждаемого покрытия, содержащего твердые частицы.
Дополнительно можно осуществлять нанесение по меньшей мере одной дополнительной печатной краски на поверхность желатинированного пластмассового слоя, причем по меньшей мере одна из указанных дополнительных печатных красок может содержать фотоинициатор.
Кроме того, по меньшей мере одна из указанных дополнительных печатных красок может содержать ингибитор.
Дополнительно, по меньшей мере одна из указанных дополнительных печатных красок, содержащих фотоинициатор, дополнительно может содержать ингибитор.
Другим аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят пластмассовый слой на подложку,
б) нагревают пластмассовый слой до температуры, при которой желатинируется пластмассовый слой,
в) наносят на желатинированный пластмассовый слой рисунок или изображение из печатной краски, содержащей фотоинициатор,
г) наносят отверждаемое покрытие на желатинированный пластмассовый слой и печатную краску,
д) желатинируют отверждаемое покрытие,
е) нагревают для размягчения желатинированного отверждаемого покрытия,
ж) осуществляют механическое тиснение размягченного отверждаемого покрытия,
з) активируют фотоинициатор и отверждают отверждаемое покрытие, расположенное над печатной краской,
и) нагревают для отверждения неотвержденных частей отверждаемого покрытия и сплавления вместе тем самым отвержденного покрытия, пластмассового слоя и подложки.
Еще одним аспектом изобретения является поверхностное покрытие, содержащее:
а) подложку,
б) вспененный и химически тисненый пластмассовый слой, лежащий поверх подложки,
в) рисунок, напечатанный на указанном вспененном пластмассовом слое краской, содержащей фотоинициатор,
г) отвержденное покрытие или отвержденный слой, расположенный поверх вспененного пластмассового слоя и краски, при этом часть отвержденного покрытия или отвержденного слоя, расположенная над краской, является химически и механически тисненой с первой механически тисненой текстурой, имеющей сравнительно глубокую глубину тиснения по сравнению с матирующей зернистостью.
Предпочтительно, краска дополнительно содержит ингибитор.
Еще более предпочтительно, часть отвержденного покрытия или отвержденного слоя, которая не расположена над краской, является механически тисненой со второй механически тисненой текстурой, отличающейся от первой, механически тисненой текстуры.
Другим аспектом изобретения является поверхностное покрытие, содержащее:
а) подложку,
б) пластмассовый слой, лежащий поверх подложки,
в) рисунок, напечатанный на указанном пластмассовом слое краской, содержащей фотоинициатор,
г) отвержденное покрытие или отвержденный слой, расположенный поверх пластмассового слоя и краски, при этом отвержденное покрытие или отвержденный слой, расположенный поверх краски, является механически тисненым с механически тисненой текстурой, имеющей сравнительно глубокую глубину тиснения по сравнению с матирующей зернистостью.
Другим аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят на подложку пластмассовый слой, содержащий
пенообразователь,
б) наносят на поверхность пластмассового слоя первый рисунок или первое изображение из первой печатной краски, содержащей фотоинициатор,
в) наносят на поверхность желатинированного пластмассового слоя второй рисунок или второе изображение из второй печатной краски, содержащей фотоинициатор и ингибитор вспенивания,
г) наносят отверждаемый слой на пластмассовый слой и первую и вторую печатную краски,
д) нагревают для размягчения отверждаемого слоя,
е) осуществляют механическое тиснение размягченного отверждаемого слоя,
ж) активируют фотоинициатор и отверждают участки поверхности отверждаемого слоя, расположенные над первой и второй печатными красками,
з) нагревают для активации пенообразователя и отверждения неотвержденных частей отверждаемого слоя, при этом ингибируют вспенивание пластмассового слоя, лежащего под второй печатной краской, и расслабляют механическое тиснение на участках поверхности, расположенных над ненапечатанными участками,
и) по выбору, осуществляют механическое тиснение отвержденного покрытия на участках, которые не расположены над первой и второй печатными красками.
Еще одним аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят на подложку пластмассовый слой, содержащий пенообразователь,
б) нагревают пластмассовый слой до температуры, при которой желатинируется пластмассовый слой без активации пенообразователя для образования желатинированного пластмассового слоя, имеющего поверхность,
в) наносят на поверхность желатинированного пластмассового слоя первый рисунок или первое изображение из первой печатной краски, содержащей фотоинициатор,
г) наносят на поверхность желатинированного пластмассового слоя второй рисунок или второе изображение из второй печатной краски, содержащей фотоинициатор и ингибитор вспенивания,
д) наносят отверждаемое покрытие на желатинированный пластмассовый слой и первую и вторую печатные краски,
е) желатинируют отверждаемое покрытие,
ж) наносят на поверхность желатинированного отверждаемого покрытия верхний покрывной износостойкий слой, содержащий отверждаемый под действием ультрафиолетового излучения водосодержащий полиуретан, свободный от фотоинициатора,
з) высушивают верхний покрывной изнашиваемый слой,
и) нагревают для размягчения желатинированного отверждаемого покрытия,
к) осуществляют механическое тиснение верхнего покрывного износостойкого слоя и размягченного отверждаемого покрытия,
л) активируют фотоинициатор и отверждают участки поверхности отверждаемого покрытия, расположенные над первой и второй печатными красками,
м) нагревают для активации пенообразователя и сплавления вместе отверждаемого покрытия, пластмассового слоя и подложки, при этом ингибируют вспенивание пластмассового слоя, расположенного под второй печатной краской, и расслабляют механическое тиснение на участках поверхности, расположенных над ненапечатанными участками,
н) по выбору, осуществляют механическое тиснение отверждаемого покрытия на участках, которые не расположены над первой и второй печатными красками,
о) покрывают верхний покрывной износостойкий слой раствором спирта и фотоинициатором,
п) испаряют спирт,
р) активируют фотоинициатор в верхнем покрывном износостойком слое для отверждения верхнего покрывного износостойкого слоя.
Другим аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят пластмассовый слой на подложку,
б) нагревают пластмассовый слой до температуры, при которой желатинируется пластмассовый слой,
в) наносят на желатинированный пластмассовый слой рисунок или изображение из печатной краски, содержащей фотоинициатор,
г) наносят отверждаемое покрытие на желатинированный пластмассовый слой и печатную краску,
д) желатинируют отверждаемое покрытие,
е) наносят на поверхность желатинированного отверждаемого покрытия верхний покрывной износостойкий слой, содержащий отверждаемый под действием ультрафиолетового излучения водосодержащий полиуретан, свободный от фотоинициатора,
ж) высушивают верхний покрывной износостойкий слой,
з) нагревают для размягчения желатинированного отверждаемого покрытия,
и) осуществляют механическое тиснение верхнего покрывного износостойкого слоя и размягченного отверждаемого покрытия,
к) активируют фотоинициатор и отверждают отверждаемое покрытие, расположенное над печатной краской,
л) нагревают для отверждения неотвержденных частей отверждаемого покрытия и сплавления вместе тем самым отвержденного покрытия, верхнего покрывного износостойкого слоя и подложки.
Предпочтительно способ дополнительно включает механическое тиснение отвержденного покрытия на участках, которые не расположены над печатной краской.
Еще одним аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят на подложку пластмассовый слой, содержащий пенообразователь,
б) наносят на поверхность пластмассового слоя первый рисунок или первое изображение из первой печатной краски, содержащей фотоинициатор,
в) наносят на поверхность пластмассового слоя второй рисунок или второе изображение из второй печатной краски, содержащей фотоинициатор и ингибитор вспенивания,
г) наносят отверждаемый слой на пластмассовый слой и первую и вторую печатные краски,
д) желатинируют отверждаемый слой,
е) наносят на поверхность желатинированного отверждаемого слоя верхний покрывной износостойкий слой, содержащий отверждаемый под действием ультрафиолетового излучения водосодержащий полиуретан, свободный от фотоинициатора,
ж) высушивают верхний покрывной износостойкий слой,
з) нагревают для размягчения отверждаемого слоя,
и) осуществляют механическое тиснение верхнего покрывного износостойкого слоя и размягченного отверждаемого слоя,
к) активируют фотоинициатор и отверждают участки поверхности отверждаемого слоя, расположенные над первой и второй печатными красками,
л) нагревают для активации пенообразователя и отверждения неотвержденных частей отверждаемого слоя, при этом ингибируют вспенивание пластмассового слоя, расположенного под второй печатной краской, и расслабляют механическое тиснение на участках поверхности, расположенных над ненапечатанными участками,
м) по выбору, осуществляют механическое тиснение отвержденного покрытия на участках, которые не расположены над первой и второй печатными красками,
н) покрывают верхний покрывной износостойкий слой раствором спирта и фотоинициатором,
о) испаряют спирт,
а) активируют фотоинициатор в верхнем покрывном износостойком слое для отверждения верхнего покрывного износостойкого слоя.
Другим аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят на подложку пластмассовый слой, содержащий пенообразователь,
б) нагревают пластмассовый слой до температуры, при которой желатинируется пластмассовый слой без активации пенообразователя для образования желатинированного пластмассового слоя, имеющего поверхность,
в) наносят на поверхность желатинированного пластмассового слоя первый рисунок или первое изображение из первой печатной краски, содержащей указанный первый фотоинициатор, который реагирует под действием ультрафиолетового излучения, имеющего длину волны больше, чем около 400 нанометров,
г) наносят на поверхность желатинированного пластмассового слоя второй рисунок или второе изображение из второй печатной краски, содержащей указанный первый фотоинициатор и ингибитор вспенивания,
д) наносят отверждаемое покрытие на желатинированный пластмассовый слой и первую и вторую печатные краски,
е) желатинируют отверждаемое покрытие,
ж) наносят на поверхность желатинированного отверждаемого покрытия верхний покрывной износостойкий слой, содержащий второй фотоинициатор, который реагирует под действием ультрафиолетового излучения, имеющего длину волны меньше, чем около 350 нанометров, и водосодержащий полиуретан, отверждаемый под действием ультрафиолетового излучения,
з) высушивают верхний покрывной износостойкий слой,
и) нагревают для размягчения желатинированного отверждаемого покрытия,
к) осуществляют механическое тиснение верхнего покрывного износостойкого слоя и размягченного отверждаемого покрытия,
л) активируют первый фотоинициатор и отверждают участки поверхности отверждаемого покрытия, расположенные над первой и второй печатными красками,
м) нагревают для активации пенообразователя и сплавления вместе отверждаемого покрытия, пластмассового слоя и подложки, при этом ингибируют вспенивание пластмассового слоя, расположенного под второй печатной краской, и расслабляют механическое тиснение на участках поверхности, расположенных над ненапечатанными участками,
н) по выбору, осуществляют механическое тиснение отверждаемого покрытия на участках, которые не расположены над первой и второй печатными красками,
о) активируют второй фотоинициатор и отверждают верхний покрывной износостойкий слой.
Другим аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят пластмассовый слой на подложку,
б) нагревают пластмассовый слой до температуры, при которой желатинируется пластмассовый слой,
в) наносят на желатинированный пластмассовый слой рисунок или изображение из печатной краски, содержащей первый фотоинициатор, который реагирует под действием ультрафиолетового излучения, имеющего длину волны больше, чем около 400 нанометров,
г) наносят отверждаемое покрытие на желатинированный пластмассовый слой и печатную краску,
д) желатинируют отверждаемое покрытие,
е) наносят на поверхность желатинированного отверждаемого покрытия верхний покрывной износостойкий слой, содержащий второй фотоинициатор, который реагирует под действием ультрафиолетового излучения, имеющего длину волны меньше, чем около 350 нанометров, и водосодержащий полиуретан, отверждаемый под действием ультрафиолетового излучения,
ж) высушивают верхний покрывной износостойкий слой,
з) нагревают для размягчения желатинированного отверждаемого покрытия,
и) осуществляют механическое тиснение размягченного отверждаемого покрытия,
к) активируют фотоинициатор и отверждают отверждаемое покрытие, расположенное над печатной краской,
л) нагревают для отверждения неотвержденных частей отверждаемого покрытия и сплавления вместе тем самым отвержденного покрытия, пластмассового слоя и подложки,
м) активируют второй фотоинициатор и отверждают верхний покрывной износостойкий слой.
Дополнительным аспектом изобретения является способ изготовления поверхностного покрытия, включающий последовательные стадии, на которых:
а) наносят на подложку пластмассовый слой, содержащий пеноообразователь,
б) наносят на поверхность пластмассового слоя первый рисунок или первое изображение из первой печатной краски, содержащей первый фотоинициатор, который реагирует под действием ультрафиолетового излучения, имеющего длину волны больше, чем около 400 нанометров,
в) наносят на поверхность желатинированного пластмассового слоя второй рисунок или второе изображение из второй печатной краски, содержащей указанный первый фотоинициатор и ингибитор вспенивания,
г) наносят отверждаемый слой на пластмассовый слой и первую и вторую печатные краски,
д) желатинируют отверждаемый слой,
е) наносят на поверхность желатинированного отверждаемого слоя верхний покрывной износостойкий слой, содержащий второй фотоинициатор, который реагирует под действием ультрафиолетового излучения, имеющего длину волны меньше, чем около 350 нанометров, и водосодержащий полиуретан, отверждаемый под действием ультрафиолетового излучения,
ж) высушивают верхний покрывной износостойкий слой,
з) нагревают для размягчения отверждаемого слоя,
и) осуществляют механическое тиснение верхнего покрывного износостойкого слоя и размягченного отверждаемого слоя,
к) активируют первый фотоинициатор и отверждают участки поверхности отверждаемого слоя, расположенные над первой и второй печатными красками,
л) нагревают для активации пенообразователя и отверждения неотвержденных частей отверждаемого слоя, при этом ингибируют вспенивание пластмассового слоя, расположенного под второй печатной краской, и расслабляют механическое тиснение на участках поверхности, расположенных над ненапечатанными участками,
м) по выбору, осуществляют механическое тиснение отверждаемого покрытия на участках, которые не расположены над первой и второй печатными красками,
н) активируют второй фотоинициатор и отверждают верхний покрывной износостойкий слой.
Другим аспектом изобретения является поверхностное покрытие, содержащее:
а) подложку,
б) вспененный и химически тисненый пластмассовый слой, расположенный поверх подложки,
в) рисунок, напечатанный на указанном вспененном пластмассовом слое краской, содержащей фотоинициатор,
г) отвержденное покрытие или отвержденный слой, лежащий поверх вспененного пластмассового слоя и краски, при этом часть отвержденного покрытия или отвержденного слоя, расположенная над краской, является химически и механически тисненой,
д) химически и механически тисненый верхний покрывной износостойкий слой, состоящий из полиуретана.
Дополнительным аспектом изобретения является поверхностное покрытие, содержащее:
а) подложку,
б) пластмассовый слой, лежащий поверх подложки,
в) рисунок, напечатанный на указанном пластмассовом слое краской, содержащей фотоинициатор,
г) отвержденное покрытие или отвержденный слой, расположенный поверх пластмассового слоя и краски, при этом отвержденное покрытие или отвержденный слой, расположенный поверх краски, является механически тисненым.
д) механически тисненый верхний покрывной износостойкий слой, состоящий из полиуретана.
Суммируя вышеизложенное, в одном варианте осуществления изобретения для получения такого изделия на листовую подложку наносят вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревают для желатинизации пластмассового слоя без активации пенообразователя. После этого на желатинированный пластмассовый слой наносят первый рисунок из первой печатной краски, содержащей фотоинициатор. Затем на желатинированный пластмассовый слой наносят второй рисунок из второй печатной краски, содержащей как ингибитор вспенивания, так и фотоинициатор, после чего часть ингибитора мигрирует в желатинированный пластмассовый слой. После стадий печатания на всю поверхность желатинированного пластмассового слоя, включая первую и вторую печатные краски, наносят жидкое отверждаемое покрытие, состоящее из пластизоля или органозоля и содержащее фотополимер, отверждаемый под действием ультрафиолетового («УФ») излучения, например, акриловый мономер или олигомер, после чего часть фотоинициатора в печатных красках мигрирует в отверждаемое покрытие. Затем желатинируют отверждаемое покрытие с использованием стадии охлаждения или без нее, после чего размягчают поверхность посредством использования нагрева. Размягченное отверждаемое покрытие затем подвергают общему механическому тиснению с образованием текстуры, как например, той, которая имитирует строительный раствор, после чего изделие отверждают в камере под действием УФ-излучения для фиксации текстуры строительного раствора в тех частях отверждаемого покрытия, которые находятся поверх печатных красок, каждая из которых содержит часть фотоинициатора. После выхода из камеры с УФ-излучением изделие поступает в печь для плавления и вспенивания, в которой та часть отверждаемого покрытия, которая не находится поверх печатных красок, содержащих фотоинициатор, сглаживается таким образом, что в этих местах исчезает текстура, имитирующая строительный раствор. Кроме того, те части желатинированного пластмассового слоя, которые не содержат ингибитор, нанесенный со второй печатной краской, вспениваются и расширяются. Поверхность отверждаемого покрытия, которая сглажена, затем, по выбору, может быть второй раз подвергнута механическому тиснению, но теперь с образованием текстуры, которая имитирует текстуру камня, дерева и т.п., как это было описано ранее. Для дополнительной защиты изделия от износа на его поверхность, по выбору, наносят функциональное покрытие, например, из акрилового полиуретана. Как понятно специалисту в данной области, при способе и изделии согласно изобретению могут быть использованы более чем две печатных краски, а каждая краска, по выбору, может содержать фотоинициатор и/или ингибитор. Конечно, для получения желаемых декоративных эффектов, печатные краски, которые не содержат фотоинициатор или ингибитор, могут быть применены в сочетании с красками, которые все же содержат фотоинициатор и/или ингибитор.
В другом варианте осуществления изобретения печатные краски без ингибиторов наносят в виде рисунка или изображения непосредственно на подложку, которая не имеет вспениваемого пластмассового слоя. Получаемое изделие имеет плоскую поверхность с различными текстурами или внешними видами, включая в некоторых случаях и трехмерный внешний вид. Если в этом варианте осуществления изобретения линии с текстурой строительного раствора будут частью рисунка или изображения, то они будут расположены заподлицо с верхней поверхностью изделия, т.е. без рельефа.
В еще одном варианте осуществления изобретения вместо вспениваемых и/или отверждаемых покрытий могут быть применены каландрированные и/или экструдированные листы, как это детально объясняется ниже.
В дополнительном варианте осуществления изобретения для получения избирательно тисненых поверхностных покрытий, имеющих на поверхности уретановое покрытие, применяют печатные краски и изнашиваемые слои, имеющие разные фотоинициаторы, которые реагируют при действии УФ-излучения, имеющего разные длины волн.
Все приведенные здесь проценты являются вес/вес.%, если не указано иное.
Сущность изобретения поясняется на чертежах, на которых:
фиг.1 - технологическая схема способа согласно изобретению,
фиг.2 - частичный вид в разрезе изделия, изготовленного согласно способу, показанному на фиг.1, до нанесения отверждаемого покрытия на желатинированный пластмассовый слой. Этот вид и виды на фиг.3 и 4 служат только иллюстративным целям, при этом не предполагается, что толщина показанных различных слоев компонентов изображена в масштабе,
фиг.3 - частичный вид в разрезе изделия, изготовленного согласно способу, показанному на фиг.1, во время стадии отверждения под действием УФ-излучения,
фиг.4 - частичный вид в разрезе изделия, изготовленного согласно способу, показанному на фиг.1, после второй стадии механического тиснения.
Согласно фиг.1 на листовую подложку наносят вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревают для желатинизации пластмассового слоя без активации пенообразователя. После этого на желатинированный пластмассовый слой наносят, используя обычные способы, первый рисунок или изображение из первой печатной краски, содержащей фотоинициатор. Затем на желатинированный пластмассовый слой наносят, снова используя обычные способы, второй рисунок или изображение из второй печатной краски, содержащей ингибитор вспенивания и фотоинициатор, например, инициатор полимеризации под действием ультрафиолетового излучения, после чего ингибитор, присутствующий во второй печатной краске, мигрирует в желатинированный пластмассовый слой под второй печатной краской. Ингибитор следует выбирать таким образом, чтобы скорость, с которой он будет мигрировать из второй печатной краски в желатинированный пластмассовый слой, была совместима со скоростью всего процесса изготовления поверхностного покрытия. Понятно, что вторым рисунком из печатной краски с пользой может быть шов между двумя керамическими облицовочными плитками, так чтобы имитировать облицовку из керамических плиток. Однако, настоящее изобретение не ограничивается таким изображением и может быть использовано с любым другим желаемым изображением. Также понятно, что термины «первая печатная краска» и «вторая печатная краска» служат лишь для различения красок и не обязательно обозначают порядок, с которым их наносят на желатинированный пластмассовый слой или непосредственно на подложку, притом не подразумевается, что существуют только две печатные краски для достижения на изделии желаемого рисунка в желаемых цветах.
После этого на всю поверхность желатинированного пластмассового слоя, включая первую и вторую печатные краски, наносят прозрачное жидкое отверждаемое покрытие, содержащее акриловый мономер или олигомер, сшиваемые под действием УФ-излучения, и, по выбору, инициатор термического сшивания, например, генератор радикалов типа перекиси, фотоинициатор, находящийся в первой и второй печатных красках, потом мигрирует в отверждаемое покрытие, которое нанесено на краски. Фотоинициатор следует выбирать таким образом, чтобы скорость, с которой он будет мигрировать из печатных красок в отверждаемое покрытие, была совместима со скоростью всего процесса изготовления поверхностного покрытия. Композицию из подложки, пластмассового слоя, первой и второй печатных красок и жидкого отверждаемого покрытия затем нагревают для желатинизации отверждаемого покрытия. Затем нагревом размягчают поверхность отверждаемого покрытия, после чего размягченное отверждаемое покрытие подвергают механическому тиснению полностью текстурированным валиком, используя обычные способы. Текстурированный валик предпочтительно имитирует текстуру песка, цементного строительного раствора, известкового раствора, пробки, терраццо и т.п., как это было описано ранее. Время и температура, необходимые для процесса желатинизации, должны быть достаточно небольшими для того, чтобы не инициировать термическое сшивание отверждаемого покрытия при этих температурах. Если не используется инициатор термического сшивания, то могут быть применены известные специалистам в этой области способы сшивания под действием электронного луча или другие способы, которые будут описаны в примерах.
Для фиксации текстуры тиснения на тех участках отверждаемого покрытия, которые находятся поверх первой и второй печатных красок, содержащих фотоинициатор, отверждаемое покрытие, содержащее акриловый мономер или олигомер, отверждаемый под действием УФ-излучения, сшивают в камере под действием ультрафиолетового излучения. УФ-излучение разлагает фотоинициатор с образованием свободных радикалов, которые необходимы для сшивания мономерной и/или олигомерной части отверждаемого покрытия.
Затем изделие помещают в печь для плавления, где его нагревают до около 205°С. В результате этого те части отверждаемого покрытия, которые не находятся поверх ни первой, ни второй печатных красок, будут разжижаться и расслабляться, так что будут исчезать, т.е. сглаживаться деформации отверждаемого покрытия на этих участках, вызванные механическим тиснением посредством текстурированного валика. Кроме того, вспенивается и расширяется та часть вспениваемого пластмассового слоя, которая не находится под второй печатной краской, содержащей ингибитор. Любой мономер или олигомер, оставшийся непрореагировавшим после выхода из камеры с УФ-излучением, может быть отвержден термическим инициатором, по выбору, добавленным к отверждаемому покрытию. Важно выбирать этот термический инициатор таким образом, чтобы он начинал эффективное отверждение непрореагировавшего мономера или олигомера после сглаживания указанных частей.
Затем изделие может быть подвергнуто второй стадии механического тиснения и снова обычными способами, при этом на поверхность отверждаемого покрытия, которая сглажена, наносят другую текстуру с натуральным видом, например, камня, дерева и т.п., как это описано ранее. После этой стадии на изделие, по выбору, может быть нанесено функциональное покрытие, как например, из акрилового полиуретана.
Важной отличительной особенностью способа и изделия согласно настоящему изобретению является то, что вся поверхность изделия может быть первоначально текстурирована на первой стадии механического тиснения без необходимости в регулировании текстурирующего валика с особым рельефным рисунком для его совмещения с изображением или декоративным оформлением. Это объясняется тем, что участки поверхности отверждаемого покрытия, которые не фиксированы после первой стадии механического тиснения, размягчаются во время последующих плавления и расширения и становятся гладкими вследствие способности пластмассы восстанавливать форму при нагреве, как это изложено в патенте США N- 3887678.
Изделие со структурой, показанной на фиг.2-4, изготовлено способом, представленным на фиг.1. Как показано на фиг.2, вспениваемый пластмассовый слой 1, включающий в себя пенообразователь, наносят на листовую подложку 2. Затем эту композицию нагревают для желатинизации пластмассового слоя 1. На желатинированный пластмассовый слой 1 наносят первый и второй рисунки из соответственно первой печатной краски 3, которая содержит фотоинициатор, и второй печатной краски 4, которая содержит ингибитор вспенивания и фотоинициатор. Поверх всей поверхности желатинированного пластмассового слоя 1 и первой и второй печатных красок 3, 4 наносят прозрачное жидкое отверждаемое покрытие 5 (см. фиг.3). После нагрева отверждаемого покрытия 5 для его желатинизации и размягчения размягченное отверждаемое покрытие 5 подвергают механическому тиснению текстурированным валиком на первой стадии тиснения для образования первой текстуры 6. Затем текстурированное отверждаемое покрытие подвергают действию ультрафиолетового излучения 7, и изделие оплавляют в печи для сглаживания той части отверждаемого покрытия 5, которая не находится поверх печатных красок 3, 4, так что в этих местах исчезают текстуры, созданные на первой стадии механического тиснения (см. фиг.4). Кроме того, вспениваются и расширяются те части желатинированного пластмассового слоя 1, которые не содержат ингибитор, нанесенный со второй печатной краской 4. Участки поверхности отверждаемого покрытия, которые сглажены, затем подвергают механическому тиснению на второй стадии тиснения для образования второй текстуры 8. Затем на изделие, по выбору, можно нанести функциональное покрытие (не показано).
В другом варианте осуществления изобретения заявители используют отверждение УФ-излучением из двух отчетливо различающихся спектральных областей. Это позволяет достигать избирательного сшивания в изнашиваемом слое посредством использования различных фотоинициаторов. Фотоинициаторы различаются по их области поглощения УФ-излучения. Первый фотоинициатор, который используют в печатной краске, должен иметь достаточное поглощение в области свыше около 350 нанометров («нм») и предпочтительно свыше около 400 нм. Второй фотоинициатор, который используют в составе износостойкого слоя, не может иметь никакого поглощения в той же самой области, что и первый фотоинициатор. Таким образом, второй фотоинициатор будет реагировать в области меньше около 350 нм и предпочтительно меньше около 320 нм.
Излучение больше 350 нм можно получить, выбирая любой из имеющихся видов ламп (Y-лампы (с галлиевым покрытием), D=лампы, Н-лампы и т.д.). В целях эффективности выбранная лампа должна быть такой, чтобы иметь значительное излучение в спектральной области >350 нм. Предпочитается V-лампа, так как излучение этой лампы является максимальным в области более 350 нм и минимальным в области меньше этой величины.
Для выделения излучения в области больше около 350 нм из полного излучения лампы необходимо отфильтровывать излучение лампы меньше около 350 нм. Можно использовать стеклянный пластинчатый фильтр, который поглощает излучение с длиной волны менее приблизительно 350 нм и пропускает излучение с большей длиной волны. Кроме того, необходимо поддерживать стекло при низкой и контролируемой температуре, так как его требуется неподвижно размещать под УФ-лампой, которая выделяет значительное инфракрасное излучение (ИКИ). Предпочтительный способ - это применение дихроичных рефлекторов.
Ниже со ссылкой на различные предпочтительные варианты осуществления изобретения будут описаны каждая составная часть изделия и каждая стадия способа согласно изобретению.
Подложка
Подложка - это сравнительно плоский, волокнистый или неволокнистый подкладочный листовой материал, как например, волокнистый, свойлоченный или матированный, сравнительно плоский лист из перекрывающихся, пересекающихся волокон. При желании подложка может быть выполнена в виде войлоков или обоев, которые могут быть ткаными или неткаными. Она может состоять из вязаного или иначе изготовленного текстильного материала или из тканей, изготовленных из целлюлозных, стеклянных, натуральных или синтетических органических волокон, либо натуральных или синтетических неорганических волокон, или из нетканых материалов с основой либо без нее или листов, изготовленных из них, или из термопластичных или термореактивных полимерных материалов с наполнителем или без него. Кроме того, она может быть выполнена в виде уплотненного слоя. Эти и другие основные материалы подложки хорошо известны из уровня техники и не нуждаются в дальнейшем подробном рассмотрении.
Вспениваемый пластмассовый слой
Вспениваемый пластмассовый слой при его использовании может состоять из любого подходящего материала, известного из уровня техники для изготовления пенопластовых слоев на подложке, но обычно им является поливинилхлоридный («ПВХ») пластизоль, органозоль, полиолефин, иономер, пластифицированный ПВХ или термопластичный каучук. Этот слой может быть пигментирован или свободен от пигментации. Если слой пигментируют, то цвет предпочтительно выбирают такой, который является средним из цветов готового продукта, так чтобы сохранялись внешний и эстетический вид изделия во время его срока службы. Для специалиста в данной области средний цвет означает цвет, воспринимаемый им на поверхности при расстоянии более чем около пяти футов.
Вспениваемый пластмассовый слой может включать в себя любой из различных ПВХ материалов, обычно используемых в связи с покрытием декоративных листовых материалов и, в частности, может включать в себя, но не ограничиваться ими, те материалы, которые описаны в патенте США №3458337. Хотя можно использовать подходящий пенообразователь или поробразователь, предложенный в вышеупомянутом патенте, вместо него можно также применить смесь из пенообразователей азодикарбонамид («ABFA») и т.п. оксибис (бензолсульфонилгидразид) ("OBSH"). Могут быть использованы дополнительные обычные ингредиенты, как например, стабилизаторы, катализаторы пенообразователя или порообразователя и т.д., и, конечно, необходим катализатор, если требуется химическое ингибирование. Хотя предпочитается вспениваемый пластмассовый слой из гомополимерной смолы ПВХ, могут быть применены другие винилхлоридные смолы. Среди других синтетических смол подходящими являются такие смолы, как полистирол, содержащий заместители полистирол (предпочтительно тот, в котором заместители выбраны из группы, состоящей из алкила, имеющего 1-10 атомов углерода, предпочтительно 1-4 атома углерода, и арила, имеющего 6-14 атомов углерода), полиолефины, как например, полиэтилен и полипропилен, акрилаты и метакрилаты, полиамид, сложные полиэфиры и любая другая природная или синтетическая смола.
Состав вспениваемого пластмассового слоя должен быть совместим с нижерасположенной подложкой и печатными красками, а после желатинизации он должен обеспечить гладкую и ровную поверхность для первой и второй печатных красок. Кроме того, состав, с другой стороны, должен быть совместим со всем составом изделия и, следовательно, соответствовать сущности изобретения. Как указывалось, использование пластизоля во вспениваемом пластмассовом слое не имеет существенного значения. Могут быть также использованы органозоли и водные латексы с применением в качестве диспергирующей или суспендирующей сред соответственно органических растворителей и воды, но не пластификаторов, как в случае с пластизолем.
Вспениваемый пластмассовый слой в его жидком состоянии по существу равномерно наносят на нижележащую подложку, используя обычные средства, как например, валковую машину с ножевым устройством для нанесения покрытия, валковую машину для непосредственного нанесения покрытия, вращающийся сетчатый барабан, ограничительную планку, реверсивную валковую машину для нанесения покрытия или обмотанную проволокой планку. Конкретное средство нанесения вспениваемого пластмассового слоя не связано с сущностью изобретения, и может быть применено любое подходящее средство для нанесения покрытия.
Толщина вспениваемого, жидкого пластмассового слоя, нанесенного на нижележащую поверхность, является по существу равномерной и находится в пределах от около 2 до около 30 милз, предпочтительно от около 6 до около 16 милз. Слой может быть толще или тоньше, если этого может потребовать конкретный случай применения изделия.
Вместо вспениваемого пластмассового слоя на нижерасположенную подложку можно способом, аналогичным вышеописанному способу, нанести пластмассовый слой, который не содержит пенообразователь или порообразователь.
Желатинизация
После того, как на подложку нанесен вспениваемый, жидкий пластмассовый слой, содержащий пенообразователь, композицию нагревают в течение периода времени и при температуре, достаточной для желатинизации пластмассового слоя, но недостаточной для активации или разложения порообразователя или пенообразователя. Это можно делать в печи на нагретом хромированном барабане. Если для стадии желатинизации будет применяться печь, то хорошие результаты будут получены при времени пребывания в печи от около 0,5 минуты до около 3,5 минуты и температуре печи от около 80°С до около 205°С. Если будет применяться хромированный барабан, то хорошие результаты будут получены при времени выдержки на барабане от около 8 секунд до около 30 секунд и температуре барабана от около 80°С до около 175°С. Более высокие температуры используют с более короткими периодами пребывания или выдержки, а с более низкими температурами - более длительные периоды пребывания или выдержки. Затем слой охлаждают для получения поверхности, пригодной для печатания. Охлаждение обычно осуществляют посредством контактирования поверхности вспениваемого, желатинированного пластмасового слоя (а иногда и нижней стороны подложки) с одним или большим числом охлаждающих барабанов. Через барабаны циркулирует вода с температурой окружающей среды или охлажденная вода. Аналогичный процесс желатинизации может быть применен в том случае, если пластмассовый слой не содержит пенообразователь или порообразователь, как это очевидно специалистам в данной области. Кроме того, для получения слоя, пригодного для печатания, могут быть использованы каландрирование или экструзия с последующим наслоением на подложку листа из составов, сходных с вышеуказанными.
Печатные краски
В предшествующем предпочтительном варианте осуществления изобретения на желатинированный пластмассовый слой наносят рисунок или изображение из первой печатной краски, содержащей фотоинициатор. Затем на желатинированный пластмассовый слой наносят второй рисунок или изображение из второй печатной краски, содержащей фотоинициатор и ингибитор вспенивания. В число подходящих печатных красок входят те, которые обычно используют при изготовлении поверхностных покрытий. В их число входят пластизоль, системы на основе растворителя и системы на основе воды. Конечно, для достижения намеченных целей могут быть нанесены другие печатные краски, которые не содержат фотоинициатор или ингибитор вспенивания. Кроме того, не обязательно применять как первую, так и вторую печатные краски, пока применяется, по крайней мере, одна печатная краска с фотоиндикатором. Любую краску можно использовать одну или в сочетании с другими печатными красками, которые не содержат фотоинициатор или ингибитор вспенивания. Если не используется никакой вспениваемый пластмассовый слой, то тогда не применяют краски, имеющие ингибитор вспенивания.
Первая, вторая и другие печатные краски могут быть пигментированными или непигментированными и могут включать в себя органические пигменты или частицы неорганических пигментов, как например, двуокиси титана, окиси железа, углеродной сажи, слюды, перламутра и т.п. Кроме того, в качестве части одного или большего числа составов печатных красок могут быть включены декоративные отражательные частицы, как например, металлические частицы. Виды и компоненты первой, второй и других печатных красок могут быть одинаковыми или различными.
Первая и вторая печатные краски содержат фотоинициатор. Согласно настоящему изобретению в качестве лишь примера, а не ограничения, могут быть использованы следующие инициаторы сшивания под действием ультрафиолетового излучения: бензофенон, 2-хлортиоксантон, 2-метилтиоксантон, 2-изопропилтиоксантон, бензоин, 4,4'-диметоксибензоин, бензоинэтиловый эфир, бензоинизопропиловый эфир, бензилдиметилкеталь, 1,1,1-трихлорацетофенон, 1-фенил-1, 2-пропандион-2-(этоксикарбонил)-оксид, диэтоксиацетофенон и дибензосуберон. Краски, содержащие фотоинициаторы, должны содержать от около 1% до около 15%, предпочтительно около 10 вес.% фотоинициатора.
Вторая печатная краска, кроме того, содержит ингибитор вспенивания. Согласно настоящему изобретению в качестве лишь примера, а не ограничения, могут быть использованы следующие ингибиторы: бензотриазол, толилтриазол, фумаровая кислота и тримеллитиковый ангидрид. Конкретный ингибитор вспенивания, который используется, не имеет отношения к сущности настоящего изобретения, и в распоряжении специалиста в данной области имеются многие другие подходящие и приемлемые ингибиторы вспенивания.
Печатание красок на желатинированный пластмассовый слой может быть осуществлено способами ротационной глубокой печати, флексографской печати, трафаретной печати, тампопечати или другими способами печатания, обычно применяемыми при изготовлении напольных или настенных кроющих изделий.
Когда вторая печатная краска нанесена на желатинированный пластмассовый слой, ингибитор, присутствующий во второй печатной краске, мигрирует в желатинированный пластмассовый слой под второй печатной краской.
Очевидно, что при настоящем изобретении могут быть использованы одна краска, две краски или множество красок для печатания рисунков или изображений на подложку или на желатинированный пластмассовый слой. По выбору, каждая краска может содержать фотоинициатор и/или ингибитор. Конечно, для достижения намеченных целей может быть использована краска без фотоинициаторов или ингибиторов. Кроме того, понятно, что порядок печатания не имеет важного значения и не должен рассматриваться как ограничение изобретения. Более того, следует учесть, что участки изображения из нанесенных красок могут перекрывать друг друга.
Когда для отверждения необходимо использовать УФ-излучение из двух разных спектральных областей, в состав печатной краски (с ингибитором вспенивания или без него) вводят фотоинициатор, который поглощает УФ-излучение в спектральной области более 350 нм. На рынке имеются подходящие фотоинициаторы, в число которых входят, но не ограничиваются ими, следующие фотоинициаторы:
IRGACURE 784
IRGACURE 819
IRGACURE 1700
IRGACURE 1800
IRGACURE 1850
DAROCUR 4265
При экспериментальной работе фотоинициаторы применяли в печатной краске при концентрации в 20%, но, как очевидно специалистам в данной области могут быть применены более высокие или более низкие концентрации, так как хорошо известно нанесение печатанием определенного количества реагента на поверхность посредством использования определенной глубокой печати краски, содержащей определенную концентрацию реагента. Эффективные результаты достигаются тогда, когда с печатной краской наносят достаточное количество фотоинициатора для миграции фотоинициатора в отверждаемое покрытие и получения эффективного результата. Пределы концентраций, которые будут достаточными, отчасти основываются на количестве линий на один дюйм, вытравленных в печатном цилиндре. Пределы количества этих линий на один дюйм обычно составляют от около 80 до около 220 и предпочтительно от около 90 до 130. Пределы достаточных концентраций фотоинициаторов в печатной краске обычно составляют от около 5% до около 30%, но могут быть эффективными меньшие значения, а большие значения могут быть использованы в зависимости от конкретного случая применения. Отверждаемое покрытие
После того, как на желатинированный пластмассовый слой нанесены печатные краски, на всю поверхность желатинированного пластмассового слоя, включая и на первую и вторую печатные краски, наносят жидкое отверждаемое покрытие, содержащее сшиваемый полимер или мономер, как например, акриловый мономер или олигомер, и, по выбору, инициатор термического сшивания. В предпочтительном варианте осуществления изобретения фотоинициаторы, находящиеся в первой и второй печатных красках, затем мигрируют в ту часть отверждаемого слоя, который нанесен поверх первой и второй печатных красок. Отверждаемый слой может содержать пластизоль, и используемый здесь термин «пластизоль» обычно служит для обозначения сравнительно высокомолекулярной поливинилхлоридной («ПВХ») смолы, диспергированной в одном или большем числе пластификаторов. Пластизоль при нагревании или плавлении образует вязкое пластифицированное твердое вещество. В настоящем описании изобретения предполагается, что в число пластизолевых композиций входят также органозоли. Кроме того, можно использовать прозрачную каландрированную или экструдированную пленку одинакового состава. Ее прикрепляют к напечатанному желатинированному пластмассовому слою способами, известными из уровня техники, например, ламинированием.
Толщина отверждаемого покрытия, нанесенного в ее жидком, липком, нежелатинированном состоянии на желатинированный пластмассовый слой и краски, является по существу равномерной и составляет от около 2 милз до около 40 милз, предпочтительно от около 8 милз до около 20 милз. Покрытие может быть тоньше или толще, как это может потребовать конкретный случай применения изделия. Отверждаемое покрытие наносят обычными средствами, как например, вышеописанными средствами, применяемыми при нанесении вспениваемого пластмассового слоя. Конкретные средства нанесения отверждаемого покрытия не имеют отношения к сущности изобретения, так что могут быть применены любые подходящие средства нанесения покрытия.
Отверждаемое покрытие предпочтительно является прозрачным слоем, но оно может быть немного окрашенным при условии сохранения светопропускаемости и возможности проникновения УФ-излучения. Кроме того, отверждаемое покрытие может содержать твердые частицы, как например, крошку, хлопья и т.д.
Лишь в качестве примера в число сшиваемых мономеров, пригодных для использования в связи с настоящим изобретением, входят, но не ограничиваются ими, следующие соединения:
этиленгликольдиметакрилат, этиленгликольдиакрилат, диэтиленгликольдиметакрилат, диэтиленгликольдиакрилат, триэтиленгликольдиметакрилат, триэтиленгликольдиакрилат, тетраэтиленгликольдиметакрилат, тетраэтилендиакрилат, полиэтиленгликольдиметакрилат, полиэтиленгликольдиакрилат, 1,3-бутиленгликольдиметакрилат, 1,4-бутиленгликольдиметакрилат, 1, 3-бутиленгликольдиакрилат, 1,4-бутиленгликольдиакрилат, 1,6-гександиолдиметакрилат, 1,6-гександиолдиакрилат, неопентилгликольдиакрилат, неопентилгликольдиметакрилат, (этоксилированный) бис-фенол-А-диметакрилат, дивинилбензол, дивинилтолуол, триметилолпропантриметакрилат, триметилолпропантриакрилат, пентаэритритолтриакрилат, глицерилтриметакрилат, пентаэритритолтетракрилат и пентаэритритолтетраметакрилат.
Отверждаемое покрытие, содержащее сшиваемый реагент, мономер и/или олигомер, должно содержать 2-40%, предпочтительно около 10 вес.% мономера.
Лишь в качестве примера в число сшиваемых олигомеров, пригодных для использования в связи с настоящим изобретением, входят, но не ограничиваются ими, олигомеры, описанные в патенте США №6146711.
Верхний покрывной износостойкий слой
Этот слой обычно используют в варианте осуществления изобретения, в котором для отверждения применяют Уф-излучение от двух разных спектральных областей, но он может быть использован в других вариантах осуществления изобретения, как это будет очевидно из нижеприведенных примеров. Когда эту композицию используют в варианте осуществления изобретения, в котором применяют две разные спектральные области УФ-излучения, она включает в себя фотоинициатор, который не имеет никакого заметного поглощения в спектральной области более 350 нм. На рынке имеются подходящие фотоинициаторы, в число которых входят, но не ограничиваются ими, IRGACURE 184 и IRGACURE 2959. Применяется уретан на водной основе, отверждаемый под действием УФ-излучения. Его наносят на поверхность желатинированного отверждаемого покрытия (также называемого основным изнашиваемым слоем в этом варианте осуществления изобретения) и высушивают для образования пленки, которая может быть подвергнута механическому тиснению. В число примеров подходящих покрытий входят Stahl TRL 101 и Stahl TRL 248.
Нагревание и первая стадия тиснения
Для подготовки отверждаемого покрытия к механическому тиснению его желатинируют нагреванием. Изделие пропускают через печь, поддерживаемую при температуре от около 70°С до около 170°С, предпочтительно от около 135°С до около 160°С, при времени пребывания от около 0,75 до 3 минут. Обычно применяют печь с рециркуляцией горячего воздуха и/или печь инфракрасного ("ИК") нагрева, работающие при этих температурах. В таком случае поверхность изделий размягчается под действием нагрева, предпочтительно в печи с ИК-нагревом, до температуры от около 150°С до 170°С, предпочтительно 160°С, измеряемой пирометром перед зазором между валками для тиснения.
Как следует из описания изобретения, включая примеры и формулу изобретения в данной заявке, стадия механического тиснения всегда включает в себя некоторую форму нагрева для размягчения поверхности до того, как она подвергнется действию используемых для тиснения валков с целью получения желаемой, механически тисненой текстуры. Механическое тиснение применяют к ранее желатинизированному, гладкому и затвердевшему материалу, поверхность которого затем нагревают до того, как он подвергнется действию валков для тиснения.
После того, как отверждаемое покрытие стало соответственно размягченным, его подвергают механическому тиснению текстурированным валком, который имитирует текстуру песка, цементного строительного раствора, известкового строительного раствора и т.п., как это описывалось ранее. Текстурированный валок действует под давлением, которое зависит от степени текстурирования, как известно специалисту в данной области.
Отверждение под действием ультрафиолетового /УФ/ излучения
Изделие может быть охлаждено до того, как оно будет отверждено УФ-излучением. Это не является требованием, но это уменьшает количество газов в УФ-камере, которые снизили бы пропускаемость УФ-излучения к изделию. После того, как завершена первая стадия тиснения, изделие поступает в камеру, где оно подвергается действию излучения от Уф-лампы для сшивания той части отверждаемого покрытия, которая расположена поверх первой и второй печатных красок, содержащих фотоинициатор. На этой стадии фиксируется тисненая текстура на участках поверхности пластизоля, расположенных над краской, содержащей фотоинициатор.
Стадию отверждения под действием УФ-излучения можно проводить в УФ-реакторе, в котором изделие подвергают действию энергии от около 100 до около 1500 миллиджоулей на один квадратный сантиметр (мДж/см2), предпочтительно около 1000 мДж/см2 от фокусированного или рассеянного УФ-излучения, предпочтительно фокусированного излучения, при от около 100 до около 400 Вт на один дюйм регулируемой мощности, используя лампы Н-типа, V-типа или D-типа, предпочтительно лампы Н-типа. Такой УФ-реактор имеется на рынке от IST (Германия).
Как описывалось выше, при некоторых вариантах осуществления изобретения применяют УФ-излучение из двух разных спектральных областей. Ниже подробно излагаются примеры этих вариантов осуществления изобретения.
Плавление и вспенивание
После того, как части отверждаемого покрытия отверждены в вышеописанной камере, полученное в результате этого изделие вводят в печь для плавления, в которой поддерживается температура от около 175°С до около 220°С, предпочтительно около 205°С. Время пребывания изделия в печи составляет от около 1 до около 3 минут. Обычно применяют печь с рециркуляцией горячего воздуха и/или печь с ИК-нагревом, действующие при этих температурах.
Когда изделие подвергается воздействию этих температур в течение указанного периода времени, сплавляются вместе подложка, пластмассовый слой, печатные краски и отверждаемое покрытие и вспениваются и расширяются те части вспениваемого пластмассового слоя, которые не расположены под второй печатной краской, содержащей ингибитор. Кроме того, те части (т.е. участки поверхности) отверждаемого покрытия, которые ранее не были отверждены, т.е. не находятся поверх ни первой, ни второй печатных красок, будут подвергаться релаксации, так что будут исчезать, т.е. сглаживаться деформация и текстурирование в еще отверждаемом покрытии в тех местах, которые связаны с первой стадией механического тиснения в этой части. Конкретнее, во время этой стадии та часть отверждаемого покрытия, которая не была отверждена (сшита) во время воздействия УФ-излучения, подвергается расслаблению, которое имеет результатом сглаживание текстурированной поверхности, в то время как та часть отверждаемого покрытия, которая была отверждена во время воздействия УФ-излучения, сохраняет свой текстурированный внешний вид. Это явление расслабления является тем явлением, которое требует проведения первого общего тиснения при по возможности низкой температуре для сведения к минимуму пластической составляющей механической деформации, вызываемой в отверждаемом покрытии валком для тиснения.
Вторая стадия тиснения (необязательная)
После извлечения из печи для плавления те части отверждаемого покрытия (теперь отвержденного покрытия), которые находятся поверх печатных красок и, следовательно, сглажены, второй раз подвергаются механическому тиснению средствами, известными специалистам в данной области, как например, текстурированным валком или другими обычными средствами, содержащими текстуры, как например, естественно выглядящие текстуры камня, дерева и т.п., описанные ранее.
Функциональное покрытие
После окончания плавления и расширения или после необязательной второй стадии механического тиснения изделие охлаждают до температуры от около 15°С до около 80°С обычными средствами, как например, барабанами с воздушным или водяным охлаждением. Затем на изделие, по выбору, может быть нанесено функциональное покрытие, как например, из акрилового полиуретана с использованием таких обычных средств, как печатные цилиндры, устройства для валкового нанесения покрытия и т.п.
В нижеследующих неограничительных примерах приводятся конкретные и предпочтительные варианты осуществления способа и изготовления изделия согласно настоящему изобретению.
Использование каландрированных или экструдированных слоев
Как отмечалось выше, каландрированные или экструдированные листы могут быть применены в качестве слоев вместо любого одного из вспениваемого слоя и/или отверждаемого слоя, или вместо их обоих. Когда используют вспениваемый лист, его формуют каландрированием или в экструзионной головке при температуре ниже температуры разложения пенообразователя или порообразователя, либо катализированного пенообразователя или порообразователя. Когда используют лист вместо отверждаемого слоя, его обрабатывают каландрированием или в экструзионной головке при условиях, которые не вызывают значительного разложения перекиси, так чтобы он оставался отверждаемым слоем. Когда используют листовые материалы, их ламинируют на нижерасположенную поверхность изделия, применяя способы, известные специалистам в данной области.
Пример 1
На вспениваемую основу печатали рисунок с изображением керамики, имеющий линии строительного раствора. В линиях строительного раствора на рисунке краска, впечатанная в них, содержала ингибитор и фотоинициатор (Р1). Наносили покрытие толщиной 0,010 дюйма из прозрачного пластизоля (А1), содержащего отверждаемый акриловый мономер и другой источник радикалов (перекись) для термического отверждения свободного мономера, оставшегося непрореагировавшим, когда изделие покинуло УФ-реактор.
Для желатинизации пластизоля (А1) его нагревали до температуры 150°С. После желатинизации поверхность нагревали ИК-излучением до 160°Ф для размягчения поверхности для ее механического тиснения. Затем всю поверхность изделия подвергали механическому тиснению валком со структурой песка (E1).
Для фиксации тисненой текстуры на участке пластизолевого износостойкого слоя, расположенного поверх краски (Р1), желатинированную поверхность изделия подвергали действию УФ-излучения при дозе облучения 1000 мДж/см2 и с лампой типа Н, чтобы вызвать сшивание мономера.
Для образования рельефа изделие транспортировали в печь для плавления, где его нагревали до 205°С в течение 2 минут для расширения вспениваемого слоя и образования углублений в местах, пропечатанных краской P1. Участки тисненого износостойкого слоя из сшитого пластизоля, расположенные над напечатанными линиями строительного раствора, сохраняли текстуру, закрепленную действием УФ-излучения, а остальная часть поверхности сглаживалась релаксацией.
При этом способе получали внешний вид строительного раствора, имитирующий трехмерную текстуру реального цементного строительного раствора. Кроме того, так как для размещения текстуры использовали способ печатания, то изделие, следовательно, было тисненым с совмещением.
После плавления изделия наносили другую текстуру посредством механического тиснения приподнятых частей изделия. По выбору, изделие затем можно покрыть полиуретаном, который можно отверждать нагревом или действием УФ-излучения. Для нанесения этого покрытия тонким слоем используют воздушный ракель для сохранения первоначальной текстуры непокрытого изделия. Затем изделие охлаждают и свертывают в рулон.
В этом примере состав краски (Р1) был следующим:
Состав износостойкого слоя (А1) был следующим:
Пример 2
На вспениваемую основу печатали рисунок с изображением керамики и сланца, имеющий линии строительного раствора. В линиях строительного раствора на этом рисунке краска содержала ингибитор, а на площади с изображением сланца краска содержала фотоинициатор (Р2). Наносили покрытие толщиной 0,014 дюйма из прозрачного пластизоля (А2), содержащего отверждаемый акриловый мономер и другой источник радикалов (перекись) для термического отверждения свободного мономера, оставшегося непрореагировавшим, когда изделие покидает УФ-реактор. Затем следовали способу в примере 1, но используя валок для тиснения (Е2), который имел текстуру сланца вместо текстуры песка (E1). После плавления и вспенивания изделия его охлаждали и свертывали в рулон. Текстура сланца была расположена только на поверхности изделия, имеющей оттиск изображения сланца. Это давало лучшее изображение первоначального сочетания сланца и керамики.
В этом примере состав износостойкого слоя (А2) был следующим:
Пример 3
На вспениваемую основу печатали рисунок, выглядевший как старая керамика. В частях этого рисунка, соответствующих строительному раствору, краска содержала ингибитор и фотоинициатор, а в некоторых частях изображения керамики краска содержала фотоинициатор (Р2). Наносили покрытие толщиной 0,020 дюйма из прозрачного пластизоля (A3), содержащего отверждаемый акриловый мономер и другой источник радикалов (перекись) для термического отверждения свободного мономера, оставшегося непрореагировавшим, когда изделие покидало УФ-реактор. Затем следовали способу в примере 1, используя текстуру песка (E1). После плавления и вспенивания изделия его охлаждали и свертывали в рулон. Изделие по внешнему виду было похоже на старый керамический пол с изношенными поверхностями, местами с трехмерными частями в виде цементного строительного раствора.
В этом примере состав износостойкого слоя (A3) был следующим:
Пример 4
На плоскую уплотненную основу печатали рисунок дерева, содержащий доски с линиями разметки и соединения. В линиях соединения и в частях разметки этого рисунка краска содержала фотоинициатор (Р2). Наносили покрытие толщиной 0,004 дюйма из прозрачного пластизоля (А4), содержащего отверждаемый акриловый мономер и олигомер и другой источник радикалов (перекись) для термического отверждения свободного мономера и олигомера, оставшихся непрореагировавшими, когда изделие покидало УФ-реактор. Затем следовали способу в примере 1, но используя валок для тиснения (Е3), который имел ровную, притупленную текстуру вместо текстуры песка (Е1). После оплавления изделия его охлаждали и свертывали в рулон. Изделие имело внешний вид более реалистичного деревянного паркета, который сравним с ламинированным деревянным паркетом.
В этом примере состав износостойкого слоя (А4) был следующим:
Пример 5
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащей фотоинициатор (активируемый светом инициатор сшивания), который реагирует под воздействием УФ-излучения. После стадии печатания на всю поверхность желатинированного пластмассового слоя, включая печатную краску, наносили жидкий отверждаемый покрывной основной износостойкий слой, состоящий из прозрачного ПВХ пластизоля или органозоля и, по выбору, содержащий фотополимер, отверждаемый под действием УФ-излучения, после чего часть фотоинициатора в печатной краске мигрировала в основной износостойкий слой над печатной краской. Затем изделие нагревали для желатинизации основного износостойкого слоя и снова без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из отверждаемого под действием УФ-излучения, водосодержащего полиуретана, свободного от фотоинициатора, после чего часть фотоинициатора в основном изнашиваемом слое мигрировала в верхний покрывной износостойкий слой. Затем верхний покрывной износостойкий слой высушивали принудительным потоком нагретого воздуха для удаления водного носителя, оставляя полиуретановую покрывную пленку на всей поверхности желатинированного основного износостойкого слоя из ПВХ пластизоля.
Композиционный износостойкий слой, содержащий основной износостойкий слой из ПВХ пластизоля плюс полиуретановую покрывную пленку, затем нагревали для размягчения основного износостойкого слоя и после этого подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка. После этого отверждали изделие в камере под действием УФ-излучения для отверждения и фиксации текстуры в тех частях основного износостойкого слоя из ПВХ пластизоля, которые содержали фотополимер, отверждаемый под действием УФ-излучения, и полиуретановой покрывной пленки, содержащей фотоинициатор (т.е. тех частях основного износостойкого слоя (по выбору, содержащего фотополимер) и полиуретановой покрывной пленки, которые находились поверх или находились сверху печатной краски, содержащей фотоинициатор). После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не содержала фотоинициатор (т.е. те части композиционного износостойкого слоя, которые не находились поверх или не находились сверху печатной краски, содержащей фотоинициатор), сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой из ПВХ пластизоля и полиуретановую покрывную пленку, затем, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого полиуретановую покрывную пленку изделия покрывали раствором спирта и фотоинициатором, который реагирует под действием УФ-излучения. Затем изделие высушивали в печи с принудительным потоком воздуха для испарения спирта. Изделие затем снова отверждали в камере под действием УФ-излучения для сшивания полиуретановой покрывной пленки и основного износостойкого слоя, если этот слой содержал фотополимер, отверждаемый под действием УФ-излучения.
Пример 6
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащей первый фотоинициатор, который реагирует под действием УФ-излучения с длиной волны больше 400 нм. После стадии печатания на всю поверхность желатинированного пластмассового слоя, включая печатную краску, наносили жидкий отверждаемый покрывной основной износостойкий слой, состоящий из прозрачного ПВХ пластизоля или органозоля и, по выбору, содержащий фотополимер, отверждаемый под действием УФ-излучения, после чего часть фотоинициатора в печатной схеме мигрировала в основной износостойкий слой над печатной краской. Затем изделие нагревали для желатинизации основного износостойкого слоя и снова без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из отверждаемого под действием УФ-излучения, водосодержащего полиуретана, содержащего второй фотоинициатор, которые реагируют при действии УФ-излучения с длиной волны меньше 350 нм, например, IRGACURE 184, после чего часть первого фотоинициатора в основном изнашиваемом слое мигрировала в верхний покрывной износостойкий слой. Затем верхний покрывной износостойкий слой высушивали принудительным потоком нагретого воздуха для удаления водного носителя, оставляя полиуретановую покрывную пленку, содержащую первый и второй фотоинициаторы, по всей поверхности желатинированного отверждаемого покрывного основного износостойкого слоя из ПВХ пластизоля.
Композиционный износостойкий слой, содержащий основной износостойкий слой из ПВХ пластизоля плюс полиуретановую покрывную пленку, затем нагревали для размягчения основного износостойкого слоя и затем подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка, после чего отверждали изделие в камере под действием УФ-излучения, имеющего длину волны только больше 400 нм, для отверждения и фиксации текстуры в тех частях основного износостойкого слоя из ПВХ пластизоля, которые содержали фотополимер, отверждаемый под действием УФ-излучения, и полиуретановой покрывной пленки, содержащей первый фотоинициатор (т.е. тех частях основного износостойкого слоя (по выбору, содержащего фотополимер) и полиуретановой покрывной пленки, которые находились поверх или сверху печатной краски, содержащей первый фотоингибитор). После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не содержала первый фотоинициатор, сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Затем композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой из ПВХ пластизоля и полиуретановую покрывную пленку, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого изделие снова отверждали в камере под действием УФ-излучения для сшивания еще неотвержденной полиуретановой покрывной пленки посредством реакции со вторым фотоинициатором и основного износостойкого слоя, если этот слой содержал фотополимер, отверждаемый под действием УФ-излучения.
Пример 7
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащей первый фотоинициатор, который реагирует под действием УФ-излучения с длиной волны около 400 нм. После стадии печатания на всю поверхность желатинированного пластмассового слоя, включая печатную краску, наносили жидкий отверждаемый покрывной основной износостойкий слой, состоящий из прозрачного ПВХ пластизоля или органозоля и, по выбору, содержащего фотополимер, отверждаемый под действием УФ-излучения, после чего часть фотоинициатора в печатной краске мигрировала в основной износостойкий слой над печатной краской. Затем изделие нагревали для желатинизации основного износостойкого слоя и снова без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из отверждаемого под действием УФ-излучения, 100%-ного активного полиуретана, содержащего второй фотоинициатор, который реагирует под действием УФ-излучения, имеющего длину волны меньше 350 им, после чего часть фотоинициатора в основном изнашиваемом слое мигрировала в верхний покрывной износостойкий слой. Затем верхний покрывной износостойкий слой высушивали в защитной атмосфере азота при минимальной энергии, необходимой для затвердевания до исчезновения липкости полиуретанового покрытия, теперь содержащего первый и второй фотоинициаторы. Если будет подводиться слишком много энергии для отверждения, т.е. если покрытие будет слишком сильно отверждено, то полиуретановое покрытие будет сморщиваться при следующей стадии обработки изделия ИК-излучением, предшествующей механическому тиснению с образованием текстуры подобно текстуре песка. То же самое затем происходит также в печи для плавления, используемой для вспенивания вспениваемого слоя.
Композиционный износостойкий слой, который включал в себя основной износостойкий слой из ПВХ пластизоля, содержащий первый фотоинициатор, плюс полиуретановое покрытие, содержащие первый и второй фотоинициаторы, затем нагревали для размягчения основного износостойкого слоя и после этого подвергали общему механическому тиснению с образованием первой, механически тисненой структуры, как например, структуры песка, после чего отверждали изделие в камере под действием УФ-излучения, имеющего длину волны только больше 400 нм, для отверждения и фиксации текстуры в тех частях основного износостойкого слоя из ПВХ пластизоля, которые содержат фотополимер, отверждаемый под действием УФ-излучения, и полиуретанового покрытия, расположенного поверх печатной краски и содержащего первый фотоинициатор. После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не содержала первый фотоинициатор, сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Затем композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой из ПВХ пластизоля и полиуретановое покрытие, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием структуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого изделие снова отверждали в камере под действием УФ-излучения для сшивания полиуретановой покрывной пленки, которая не реагировала под действием УФ-излучения, имеющего длину волны больше 400 нм, и основного износостойкого слоя, если этот слой содержал фотополимер, отверждаемый под действием УФ-излучения.
Пример 8
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащей фотоинициатор, который реагирует под действием УФ-излучения. После стадии печатания на всю поверхность желатинированного пластмассового слоя, включая печатную краску, наносили жидкий отверждаемый покрывной основной износостойкий слой, состоящий из прозрачного ПВХ пластизоля или органозоля и, по выбору, содержащий фотополимер, отверждаемый под действием УФ-излучения, после чего часть фотоинициатора в печатной краске мигрировала в основной износостойкий слой над печатной краской. Затем изделие нагревали для желатинизации основного износостойкого слоя и снова без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из отверждаемого под действием УФ-излучения, водосодержащего полиуретана, после чего часть фотоинициатора в основном изнашиваемом слое мигрировала в верхний покрывной износостойкий слой. Затем верхний покрывной износостойкий слой высушивали принудительным потоком нагретого воздуха для удаления водного носителя, оставляя полиуретановую покрывную пленку на всей поверхности желатинированного основного износостойкого слоя из ПВХ пластизоля.
Композиционный износостойкий слой, содержащий основной износостойкий слой из ПВХ пластизоля плюс полиуретановую покрывную пленку, затем нагревали для размягчения основного износостойкого слоя и затем подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка, после чего отверждали изделие в камере под действием УФ-излучения для отверждения и фиксации текстуры в тех частях основного износостойкого слоя из ПВХ пластизоля, которые содержали фотополимер, отверждаемый под действием УФ-излучения, и полиуретановую покрывную пленку, содержащую фотоинициатор (т.е. в тех частях основного износостойкого слоя (содержащего фотополимер) и полиуретанового верхнего покрытия, которые находились поверх или сверху печатной краски). После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не содержала фотоинициатора (т.е. те части композиционного износостойкого слоя, которые не лежали поверх или не находились сверху печатной краски), сглаживалась, так что в этих местах исчезала структура, приданная на первой стадии механического тиснения. Композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой из ПВХ пластизоля и полиуретановую покрывную пленку, затем, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого неотвержденные части композиционного основного слоя отверждали, подвергая изделие действию электронно-лучевого устройства при 200 кВ и дозе энергии 3 мегарад для сшивания полиуретановой покрывной пленки и основного износостойкого слоя, если этот слой содержал фотополимер, отверждаемый под действием УФ-излучения.
Пример 9
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатней краски, содержащей синергист фотоинициатора. Синергист фотоинициатора - это вещество, которое в сочетании с фотоинициатором будет увеличивать скорость превращения полимера, например, синергисты ITX или EDB в сочетании с ESACURE 1001 (от "Ломбарди"). После стадии печатания на всю поверхность желатинированного пластмассового слоя, включая печатную краску, наносили жидкий отверждаемый покрывной износостойкий слой, состоящий из прозрачного ПВХ пластизоля или органозоля и содержащий фотоинициатор, чувствительный к синергисту фотоинициатора, которые оба реагируют под действием УФ-излучения, и, кроме того, содержащий фотополимер, отверждаемый под действием УФ-излучения, после чего часть синергиста фотоинициатора в печатной краске мигрировала в износостойкий слой над печатной краской. Затем изделие нагревали для желатинизации износостойкого слоя без активации пенообразователя во вспениваемом пластмассовом слое.
После этой стадии желатинизации износостойкий слой нагревали для его размягчения и затем подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка, после чего отверждали изделие в камере под действием УФ-излучения при такой энергии, чтобы отверждалась и фиксировалась текстура только в тех частях износостойкого слоя из ПВХ пластизоля, которые лежали поверх печатных красок, содержащих синергист фотоинициатора. После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть износостойкого слоя, которая не находилась поверх печатных красок, содержащих синергист фотоинициатора, сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Это сглаживание определяет максимальную энергию, которую изделие получает в первом УФ-реакторе. Затем расплавленный покрывной износостойкий слой из ПВХ, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого изделие снова отверждали в камере под действием УФ-излучения для отверждения неотвержденных частей износостойкого слоя из ПВХ.
Пример 10
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащей синергист фотоинициатора. После стадии печатания на всю поверхность желатинированного пластмассового слоя, включая печатную краску, наносили жидкий отверждаемый покрывной основной износостойкий слой, состоящий из прозрачного ПВХ пластизоля или органозоля и, по выбору, содержащий фотоинициатор, чувствительный к синергисту фотоинициатора, который реагирует под действием УФ-излучения, и, кроме того, содержащий фотополимер, отверждаемый под действием УФ-излучения, после чего часть синергиста фотоинициатора в печатной краске мигрировала в основной износостойкий слой над печатной краской. Затем изделие нагревали для желатинизации основного износостойкого слоя без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из отверждаемого под действием УФ-излучения, водосодержащего полиуретана, содержащего дополнительный фотоинициатор одинакового типа, после чего часть синергиста фотоинициатора в основном изнашиваемом слое мигрировала в верхний покрывной износостойкий слой. Затем верхний покрывной износостойкий слой высушивали принудительным потоком нагретого воздуха для удаления водного носителя, оставляя полиуретановую покрывную пленку на всей поверхности желатинированного основного износостойкого слоя из ПВХ пластизоля.
Композиционный износостойкий слой, содержащий основной износостойкий слой из ПВХ пластизоля плюс полиуретановую покрывную пленку, затем нагревали для размягчения основного износостойкого слоя и после этого подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка, после чего отверждали изделие в камере под действием УФ-излучения для отверждения и фиксации при такой энергии текстуры только в тех частях основного износостойкого слоя из ПВХ пластизоля, которые содержат фотополимер, отверждаемый под действием УФ-излучения, и полиуретановой покрывной пленки, находящейся поверх или расположенной сверху печатной краски, содержащей синергист фотоинициатора. После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не лежала поверх или не находилась наверху печатной краски, содержащей синергист фотоинициатора, сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Затем композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой из ПВХ пластизоля и полиуретановую покрывную пленку, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого изделие снова отверждали в камере действием на него УФ-излучения для общего сшивания полиуретановой покрывной пленки и' основного износостойкого слоя, если этот слой содержал фотополимер, отверждаемый под действием УФ-излучения.
Пример 11
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащей фотоинициатор, который реагирует под действием УФ-излучения с длиной волны больше, чем 400 нм. После стадии печатания наносили жидкий отверждаемый покрывной основной износостойкий слой толщиной 15 милз, состоящий из прозрачного ПВХ пластизоля или органозоля. Этот основной слой не содержал никакого фотополимера, отверждаемого под действием УФ-излучения. Затем изделие нагревали для желатинизации основного износостойкого слоя без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из покрытия, отверждаемого под действием УФ-излучения, например, отверждаемого покрытия из водосодержащего полиуретана, поликарбоната, эпокси-акрилата, эпокси-метакрилата, сложного полиэфира-акрилата, простого полиэфира-акрилата (все описаны в справочниках товаров UCB, Sartomer или Stahl), ПВХ-акрилата, и это покрытие содержало фотоинициатор, который реагирует при действии УФ-излучения, имеющего длину волны менее 350 нм. Затем верхний покрывной износостойкий слой обрабатывали принудительным потоком нагретого воздуха для удаления водного носителя или его желатинирования, оставляя покрывную пленку на всей поверхности желатинированного основного износостойкого слоя.
Композиционный износостойкий слой, содержащий основной износостойкий слой плюс полиуретановую покрывную пленку, отверждаемую под действием УФ-излучения, подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка, после чего отверждали изделие в камере под действием УФ-излучения с длиной волны только больше 400 нм для отверждения и фиксации текстуры в тех частях верхнего износостойкого слоя, которые покрывают запечатанную площадь с первым фотоингибитором. Первый фотоинициатор, реагирующий при длине волны больше 400 нм, мигрировал в верхний износостойкий слой, где он отверждал акрилатные вещества.
После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не содержала первый фотоинициатор, сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Затем композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой и полиуретановую покрывную пленку, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого изделие снова отверждали в камере действием на него УФ-излучения для сшивания еще неотвержденной полиуретановой покрывной пленки посредством реакции со вторым фотоинициатором.
Пример 12
На листовую подложку наносили вспениваемый пластмассовый слой, содержащий пенообразователь. Затем эту композицию нагревали для желатинизации пластмассового слоя без активации пенообразователя. Затем на желатинированный пластмассовый слой наносили рисунок из печатной краски, содержащий фотоинициатор, который реагирует под действием УФ-излучения. После стадии печатания наносили жидкий отверждаемый покрывной основной износостойкий слой толщиной 15 милз, состоящий из прозрачного ПВХ пластизоля или органозоля. Этот основной слой не содержал никакого фотополимера, отверждаемого под действием УФ-излучения. Затем изделие нагревали для желатинизации основного износостойкого слоя без активации пенообразователя во вспениваемом пластмассовом слое. После этой стадии желатинизации на всю поверхность желатинированного основного износостойкого слоя наносили верхний покрывной износостойкий слой, состоящий из покрытия, отверждаемого под действием УФ-излучения, например, отверждаемого покрытия из водосодержащего полиуретана, поликарбоната, эпокси-акрилата, эпокси-метакрилата, сложного полиэфира-акрилата, простого полиэфира-акрилата (все описаны в справочниках товаров UCB, Sartomer или Stahl), ПВХ-акрилата, и это покрытие содержало фотоинициатор, который реагирует при действии УФ-излучения. Затем верхний покрывной износостойкий слой обрабатывали принудительным потоком нагретого воздуха для удаления водного носителя или его желатинирования, оставляя покрывную пленку на всей поверхности желатинированного основного износостойкого слоя.
Композиционный износостойкий слой, содержащий основной износостойкий слой плюс покрывную пленку, отверждаемую под действием УФ-излучения, подвергали общему механическому тиснению с образованием первой, механически тисненой текстуры, как например, текстуры песка, после чего отверждали изделие в камере под действием УФ-излучения при такой энергии, чтобы отверждать и фиксировать текстуру только в тех частях верхнего износостойкого слоя, которые покрывают печатные краски, содержащие фотоинициатор. (Это было неожиданным результатом, так как заявители получили некоторого рода усиление отверждающего эффекта на верхнем изнашиваемом слое в месте, где фотоинициатор мигрировал из краски в этот верхний износостойкий слой. Он отверждался при значительно меньшей энергии, чем та, которая была бы в случае добавления обоих количеств фотоинициатора в верхний износостойкий слой, т.е. от миграции из печатной краски плюс фотоинициатор, включенный в состав этого верхнего износостойкого слоя).
После выхода из камеры с УФ-излучением изделие поступало в печь для плавления и вспенивания, после чего изделие расплавлялось, вспениваемый пластмассовый слой раздувался (вспенивался), а та часть композиционного износостойкого слоя, которая не содержала первый фотоинициатор, сглаживалась, так что в этих местах исчезала текстура, приданная на первой стадии механического тиснения. Затем композиционный износостойкий слой, содержащий расплавленный основной износостойкий слой и отверждаемую покрывную пленку, по выбору, подвергали механическому тиснению на второй стадии механического тиснения, но теперь с образованием текстуры, которая имитирует натуральную текстуру камня, керамики, дерева и т.п. После этого изделие снова отверждали в камере под действием УФ-излучения для сшивания еще неотвержденной полиуретановой покрывной пленки посредством реакции со вторым фотоинициатором.
В предшествующих примерах изделие согласно изобретению могло быть также изготовлено посредством замены основных изнашиваемых слоев или других слоев непосредственно под и вблизи полиуретанового верхнего покрытия термопластичным слоем, как например, типа, состоящего из полиолефинов, замены ПВХ слоев, содержащих сшиваемый фотополимер и полиуретаны, любым сшиваемым под действием УФ-излучения, прозрачным полимером, который может быть использован в качестве верхнего износостойкого слоя. Конечно, верхний износостойкий слой может быть нанесен непосредственно на напечатанный пенопласт или на основной износостойкий слой в соответствии с предшествующими примерами.
Предложенные поверхностное покрытие и способ его изготовления легко устраняют проблемы и недостатки, связанные с предшествующим уровнем техники. Показан и описан предпочтительный вариант осуществления изобретения. В нем могут быть сделаны дополнительные изменения и усовершенствования, которые могут прийти в голову обычным специалистам в данной области техники, и все такие изменения, соответствующие сущности и объему этого изобретения, должны находиться в пределах нижеследующей формулы изобретения.
Реферат
Изобретение относится к способу изготовления механически тисненых синтетических поверхностных покрытий и полученному покрытию. Избирательно тисненые поверхностные покрытия получают посредством механического тиснения износостойкого слоя, который расположен поверх по меньшей мере одной печатной краски, содержащей фотоинициатор и напечатанной в виде рисунка или изображения. Тисненый износостойкий слой подвергают действию УФ-излучения, которое вызывает отверждение указанного слоя на участках поверхности, расположенных над печатной краской. Затем изделие расплавляют, в результате чего расслабляется и становится гладким механическое тиснение на участках поверхности, которые не расположены над печатной краской. В варианте осуществления изобретения применяют термопластичный износостойкий слой, который может быть механически тисненым на участках поверхности, которые не расположены над печатной краской, и иметь текстуру, отличающуюся от текстуры первого нанесенного механического тиснения. В другом варианте для отверждения используют две разные спектральные области УФ-излучения, так что может быть применено полиуретановое покрытие в качестве верхнего покрытия с избирательно тисненой поверхностью. Изобретение обеспечивает реалистичную имитацию в покрытиях не только поверхностной структуры различных материалов кладки, но и строительного раствора в швах между такими материалами. 13 н. и 14 з.п. ф-лы, 4 ил.
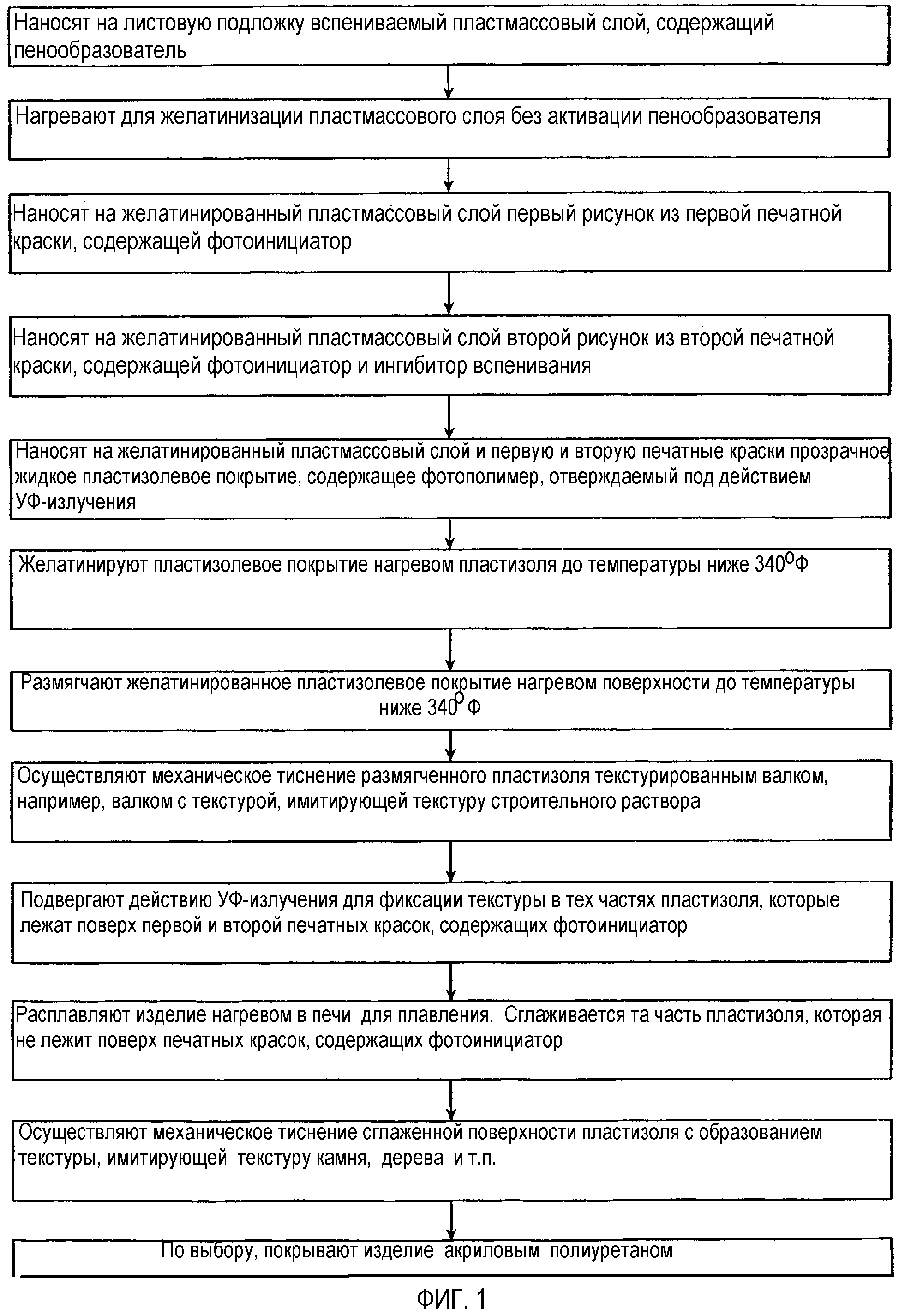
Комментарии