Способ предварительной обработки покрываемых лаком полимерных поверхностей - RU2434690C2
Код документа: RU2434690C2
Чертежи

Описание
Область техники
Изобретение относится к способу предварительной обработки покрываемых лаком полимерных поверхностей деталей, в котором по меньшей мере одна полимерная поверхность по меньшей мере одной детали очищается в секции предобработки и затем обрабатывается окислительным пламенем.
Уровень техники
Детали с полимерными основаниями, например, пластмассовые бамперы для автомобильной промышленности обычно лакируют с трехслойной лакокрасочной системой, причем как правило, сначала кладется грунтовка/праймер, затем накладывается цветной базовый лак и после этого наносится слой прозрачного лака. Известно также об отказе от грунтовки/праймера и нанесении базового лака прямо на пластмассовую основу. Следующее известное решение относится к однослойному лакированию или двухслойному лакированию с лаками на основе растворителей или гидролаками.
Перед лакированием поверхностей таких деталей их, как правило, предварительно обрабатывают, причем типичная предобработка включает очистку поверхности детали и следующую за очисткой поверхности обработку ее окислительным пламенем, в частности, для улучшения адгезионных свойств. Очистка поверхности проводится при этом в основном посредством водных многозональных моечных установок или с применением углекислотного снега углекислоты (снег CO2) или гранул углекислоты (CO2-гранулы). Оба технологических этапа, то есть очистка и обработка пламенем, проводятся при этом в раздельных, однокорпусных и вентилируемых индивидуально секциях или частях установки.
Это известное разделение двух технологических этапов на две подобные отдельные секции требует больших площадей, что сопровождается высоким расходом энергии. Кроме того, с этим известным разделением двух технологических этапов связаны большие суммарные длительности работ. Наконец, деталь после очистки поверхности должна переноситься из секции, в которой она очищалась, в секцию, подготовленную для обработки пламенем.
При этом, несмотря на всю предусмотрительность, при переносе часто случаются нежелательные загрязнения уже очищенной поверхности детали из-за внешних факторов, что в конечном счете невыгодно отражается на качестве лакировочного покрытия.
В целом можно сделать вывод, что известные в настоящее время способы предварительной обработки покрываемых лаком полимерных поверхностей деталей требуют много сил и связаны с большими затратами. Кроме того, они весьма склонны к снижающим качество загрязнениям.
Задачи, стоящие в основе изобретения
Поэтому в основе изобретения стоит задача создать способ предварительной обработки покрываемых лаком полимерных поверхностей деталей, с которым возможна требующая меньших издержек по сравнению с известными решениями и практичная предварительная обработка лакируемых полимерных поверхностей, и с которым можно улучшить качество лакировки.
Решение в соответствии с изобретением
Согласно изобретению эта задача решена созданием способа предварительной обработки покрываемых лаком полимерных поверхностей деталей, в котором и очистка полимерной поверхности, и обработка полимерной поверхности окислительным пламенем проводятся в одной и той же секции предобработки.
Согласно изобретению как очистка, так и обработка полимерной поверхности окислительным пламенем проводится внутри одной и той же секции предобработки, которая предпочтительно выполнена однокорпусной и поддерживается в условиях регулирования температуры и/или кондиционирования. При этом зоны предварительной обработки в секции предобработки для очистки и огневой обработки могут быть воздухотехнически отделены друг от друга простыми контурами.
Возможно также каскадное управление воздухом камеры в этой зоне. Согласно изобретению обеспечение дополнительной секции предобработки не предусматривается, что сопровождается заметным снижением потребности в площадях и заметным снижением расхода энергии по сравнению с известными решениями. Таким образом, благодаря способу по изобретению можно заметно снизить стоимость предварительной обработки покрываемых лаком полимерных поверхностей.
Кроме того, отпадает, в частности, необходимый в известных решениях перенос уже очищенных деталей в подготовленную для обработки пламенем секцию предобработки, при котором часто происходит нежелательные загрязнения уже очищенной поверхности детали внешними факторами, что в конечном счете отрицательно сказывается на качестве лакирования. Далее, благодаря способу по изобретению повышается доля положительных результатов в последующем процессе лакирования, и экономно расходуются ресурсы.
Кроме того, благодаря прямой последовательности технологических этапов, включая очистку и обработку пламенем, в одной и той же секции предобработки можно использовать синергизм, который ведет к оптимизированным результатам предварительной обработки, причем мешающие побочные эффекты, в частности, вызываемые перемещением, по существу предотвращаются. При этом идеальный результат предварительной обработки отличается ненарушаемым смачиванием обработанной поверхности детали лаком на основе растворителей или водной основе и поверхностным натяжением, измеренным, например, пробными чернилами фирмы Arcotest GmbH, выше 40 мН/м. В частности, согласно изобретению предотвращается образование кратеров в покрытии.
Преимущественное воплощение изобретения
В одном преимущественном усовершенствовании изобретения деталь перед очисткой нагревают, а именно предпочтительно до температуры в диапазоне от 30°C до 80°C, причем в одном полезном усовершенствовании изобретения деталь нагревают путем облучения инфракрасным излучением.
Покрываемые лаком детали, как правило, содержат добавки и вспомогательные вещества, которые при температуре выше 30°C склонны мигрировать к поверхности, где они вызывают по большей части отрицательные проблемы с прилипанием лака.
Так как при очистке полимерной поверхности, как правило, не происходит никакого повышения температуры, то мешающие вещества могут возникнуть в виде добавок или вспомогательных веществ только в процессе огневой обработки, или при обработке полимерной поверхности окислительным пламенем, причем тогда они мешают окислению поверхности при огневой обработке, что сопровождается отрицательным влиянием на адгезию лака. Чтобы спровоцировать этот эффект уже перед очисткой полимерной поверхности, деталь или поверхность детали нагревают, предпочтительно путем облучения инфракрасным излучением, а именно предпочтительно до температуры в диапазоне от 30°C до 80°C, чтобы таким образом стимулировать выход или выпот находящихся внутри вспомогательных веществ. Далее, диапазон температуры может предпочтительно подгоняться к типу и количеству вспомогательных веществ или выбираться в зависимости от типа и количества вспомогательных веществ. Вышедшие или выступившие вспомогательные вещества можно счистить по время следующей за нагреванием очистки полимерной поверхности.
Таким образом, рассматривая в целом, можно сделать вывод, что благодаря предусмотренному согласно изобретению нагреванию детали, предшествующему очистке, можно заметно улучшить эффект огневой обработки, то есть эффект обработки полимерной поверхности окислительным пламенем, так как во время или после огневой обработки никаких других достойных упоминания количеств находящихся внутри веществ или вспомогательных веществ не выходит из детали на ее поверхность.
В следующем предпочтительном усовершенствовании изобретения полимерную поверхность очищают способом углекислотной очистки, который в одном полезном усовершенствование является способом струйной очистки углекислотным снегом, а в следующем полезном усовершенствовании - способом очистки гранулами углекислоты.
В частности, применением способа струйной очистки углекислотным снегом можно достичь очень эффективной очистки полимерной поверхности или удаления загрязнений. Твердая углекислота (снег CO2) очищает щадяще, сухо, без остатков и подходит для множества материалов и смесей материалов. Близкие положительные свойства связаны с очисткой гранулами углекислоты.
Однако из-за углекислотной очистки посредством снега или гранул полимерная поверхность детали или деталей охлаждается, так что влага воздуха конденсируется у поверхности, что, в свою очередь, мешает последующей обработке пламенем полимерной поверхности. Но благодаря изложенному выше нагреванию детали, проводимому согласно изобретению перед очисткой, предпочтительно до температуры в диапазоне от 30°C до 80°C, после очистки устанавливается очень маленькая разница температур между окружающим воздухом и деталью (которая при этом может иметь температуру в интервале от 10°C до 50°C), так что высокая влажность окружающего воздуха может быть приемлема для камеры предварительной обработки, а именно, при этом влага воздуха не конденсируется на поверхности детали. Согласно изобретению, таким образом заметно снижается требуемое осушение вводимого воздуха, что сопровождается соответствующей экономией энергии.
Кроме того, такой приемлемый повышенный уровень влажности вызывает быстрое уменьшение статического заряда на поверхности детали, что вызывается, в частности, высоким воздушным течением по время CO2-процессов, или CO2-очистки. Таким образом, согласно изобретению можно снизить дополнительное загрязнение.
Кроме того, в результате предусмотренной согласно изобретению CO2-очистки температуру детали после обработки пламенем можно заметно снизить. Известно, что огневой обработкой можно повысить температуру покрываемых лаком поверхностей детали на уровень более 30°C. Однако для следующего за предобработкой процесса лакировки высокие температуры деталей являются вредными, так как они приводят к плохим характеристикам лака (волны). Поэтому требуется установить температуру поверхности ниже 30°C, что в известных решениях достигается промежуточными зонами для охлаждения окружающим воздухом или приточно-вытяжными процессами. Однако так как согласно изобретению обработке пламенем непосредственно предшествует CO2-очистка, то на огневую обработку, или обработку пламенем, детали подаются с пониженной температурой поверхности. Таком образом, уровень температуры после обработки пламенем лежит ниже, чем в известных решениях, включающих раздельные технологические этапы и более высокие температуры детали в начале обработки пламенем. Таким образом, рассматривая в целом, можно сделать вывод, что согласно изобретению заметно снижается расход энергии, требуемой для охлаждения перед лакированием или после обработки пламенем, что сопровождается заметным снижением производственных расходов.
В одном преимущественном усовершенствовании изобретения для распыления углекислотного снега или гранул углекислоты воздух ионизируют устройством ионизации, чтобы уменьшить статический заряд полимерной поверхности, в частности, вследствие высокого потока воздуха при использовании CO2-очистки. Благодаря проводимой согласно изобретению ионизации предусмотренного для распыления воздуха или технологического воздуха, при применении, согласно изобретению, способа струйной очистки снегом CO2 можно получить эффективное стекание заряда со статически заряженной полимерной поверхности детали. Таким образом, согласно изобретению можно заметно снизить дополнительное загрязнение пылью.
В следующем преимущественном усовершенствовании изобретения после очистки полимерной поверхности ее обследуют для определения степени загрязнения остаточными загрязнениями, и обработка поверхности окислительным пламенем предпринимается только в том случае, если установленная степень лежит ниже максимальной заданной степени загрязнения.
При превышении максимальной заданной степени загрязнения согласно изобретению проводится прерывание идущей за очисткой обработки пламенем. Соответствующие обсуждаемые, слишком сильно загрязненные детали блокируются для следующего за предварительной обработкой лакирования или для соответствующего нанесения лака. Таким образом, согласно изобретению можно избежать нарушений адгезии лака вследствие загрязнений.
В одном преимущественном усовершенствовании изобретения загрязнения, удаленные очисткой полимерной поверхности, выводятся образованным в секции предобработки потоком воздуха. Согласно изобретению, этим можно избежать дополнительного загрязнения уже очищенных поверхностей перед обработкой пламенем. При этом проведение воздуха предпочтительно выбирается так, что загрязнения, в частности, в виде счищенной пыли, переносятся потоком воздуха по существу вертикально вниз или к стенке и там предпочтительно отделяются на фильтрах. При этом предпочтительно воздух в секции предобработки рассчитывается, кроме того, для приточно-вытяжного режима и/или для режима циркуляции воздуха. Таким образом, согласно изобретению можно, в частности, избежать загрязнения летающей вокруг пылью, которая, например, вздымается при применении углекислотной очистки.
В одном преимущественном усовершенствовании изобретение может оказаться благоприятным, если зоны предварительной обработки для очистки и обработки пламенем внутри секции предобработки будут воздухотехнически отделены друг от друга простыми контурами. Таким образом, разные воздушные потоки могут быть просто разделены и повернуты, в частности, таким способом возможно осуществлять особую настройку и регулирование скорости опускания воздуха в зоне очистки и огневой обработки.
Это можно с выгодой использовать, чтобы полимерные поверхности, которые подверглись обработке пламенем, затем охладить, что в известных случаях обусловливает другую скорость осаждения воздуха, чем при очистке. При этом воздушное течение в зоне обработки пламенем может также дополнительно выводить неплотные загрязнения, как, например, взлетающую пыль.
Кроме того, изобретение относится к устройству предварительной обработки покрываемых лаком полимерных поверхностей деталей, которое подходит, в частности, для осуществления способа по изобретению, с секцией предобработки, внутри которой расположены как по меньшей мере одно устройство очистки, так и по меньшей мере одно устройство обработки пламенем, причем устройство очистки предусмотрено для очистки по меньшей мере одной полимерной поверхности по меньшей мере одной детали внутри секции предобработки, и причем устройство обработки пламенем после очистки полимерной поверхности предусмотрено для ее обработки окислительным пламенем внутри секции предобработки. Благодаря предусмотренному согласно изобретению расположению устройства очистки и устройства обработки пламенем внутри одной и той же секции предобработки можно достичь вышеописанных выгодных результатов предварительной обработки полимерной поверхности детали или деталей в секции предобработки.
Предпочтительно, устройство очистки является устройством струйной очистки углекислотным снегом, с которым может осуществляться вышеописанный предпочтительный способ струйной очистки углекислотным снегом для очистки полимерной поверхности детали. Кроме того, устройство очистки может также быть устройством очистки гранулами углекислоты.
Предпочтительно, устройство содержит нагревательное устройство для нагрева детали, чтобы нагреть деталь перед очисткой полимерной поверхности.
Как изложено выше, нагреванием детали или полимерной поверхности детали, осуществляемым с помощью нагревательного устройства, можно значительно улучшить результат огневой обработки, то есть эффект обработки полимерной поверхности окислительным пламенем, так как во время или после обработки пламенем никаких достойных упоминания количеств находящихся внутри веществ или вспомогательных веществ не выходит из детали на ее поверхность. Кроме того, нагреванием детали, как указано выше, после очистки можно получить очень маленькую разницу температур между окружающим воздухом и деталью, так что повышенная влажность окружающего воздуха может быть приемлема для камеры предобработки, а именно, без того, чтобы влага воздуха конденсировалась на поверхности детали.
В одном конкретном усовершенствовании устройства согласно изобретению нагревательное устройство является устройством инфракрасного излучения, которое предпочтительно имеет по меньшей мере один инфракрасный излучатель. Применение метода инфракрасного излучения дает возможность практического нагревания деталей, что, в частности, выгодно для предварительной обработки и последующего лакирования крупной партии деталей. Интенсивность нагрева также можно подгонять, с помощью регулирования, к деталям, благодаря чему происходит равномерный нагрев.
В преимущественном усовершенствовании устройства согласно изобретению внутри секции предобработки расположено по меньшей мере одно позиционирующее устройство, к которому прикреплено устройство очистки или устройство обработки пламенем, и которое предназначено для того, чтобы располагать устройство очистки или устройство обработки пламенем в заданной позиции вблизи полимерной поверхности детали. При этом в одном конкретном усовершенствовании позиционирующее устройство является подъемным механизмом или роботом, который предпочтительно может быть выполнен в форме промышленного робота.
Применением позиционирующих устройств по изобретению, которые предпочтительно могут быть выполнены в форме подъемного механизма или робота, соответственно промышленного робота, можно осуществить автоматическую или регулируемую очистку и обработку пламенем соответствующих полимерных поверхностей деталей. Согласно изобретению, для этого обрабатываемые детали следует позиционировать так, чтобы обеспечивалась достижимость всех зон детали для устройства очистки, соответственно чистящей среды, и кроме того, для устройства обработки пламенем, соответственно для окислительного пламени.
В одном конкретном усовершенствовании устройства согласно изобретению предусмотрено заходящее в секцию предобработки транспортирующее устройство, на котором установлен по меньшей мере один поддон для транспортировки деталей, причем транспортирующее устройство предназначено для того, чтобы перемещать поддон непрерывно или пошагово. Благодаря транспортирующему устройству, которое, предпочтительно вне секции предобработки, может заходить, в том числе, в лакировальную установку, предусмотренную для идущих за предварительной обработкой и последующим охлаждением детали лакированием детали, устройство согласно изобретению может быть включено в указанный процесс лакировки, который разработан, в частности, для лакирования большой партии деталей. При этом поддон задает положение или позицию детали, которая обеспечивает достижимость всех зон детали для устройства очистки, соответственно чистящей среды и, кроме того, для устройства обработки пламенем, соответственно для окислительного пламени.
В альтернативном предпочтительном усовершенствовании внутри секции предобработки расположено по меньшей мере одно позиционирующее устройство, к которому прикреплены как устройство очистки, так и устройство обработки пламенем, и которое предназначено для того, чтобы расположить устройство очистки и устройство обработки пламенем в заданной позиции вблизи полимерной поверхности детали. Это альтернативное усовершенствование, в частности, в отношении снижения потребности в площадях и тем самым расхода энергии, является выгодным, а именно меньшей мощностью на единицу поверхности, когда отдельное позиционирующее устройство, предпочтительно в форме подъемного механизма или робота, загружено менее чем на 50%, причем при этом очистительная насадка устройства очистки, как и насадка устройства обработки пламенем предпочтительно может быть встроена в механическую руку или в подъемное устройство. Таким образом, рассматривая в целом, можно сделать вывод, что согласно изобретению можно заметно снизить потребность в позиционирующих устройствах.
В одном конкретном усовершенствовании изобретения предусмотрено устройство управления, которое предназначено для того, чтобы управлять позиционирующим устройством или позиционирующими устройствами в соответствии с заданной программой движения при очистке для очистки полимерной поверхности детали, и которое, кроме того, предназначено для того, чтобы управлять позиционирующим устройством или позиционирующими устройствами согласно заданной программе движения при огневой обработке для обработки полимерной поверхности окислительным пламенем.
Основой для программы движения при обработке пламенем или программы движения при очистке может быть, согласно изобретению, предписанное положение или предписанная позиция детали, причем информация о предписанном положении, или предписанной позиции может предоставляться оптическим устройством сбора информации для регистрации номинального режима, которое может быть выполнено в виде видеокамеры или содержащей камеру системы, регистрирующей заданное предписанное положение, или предписанную позицию, детали. Благодаря устройству обработки изображений, сопряженному с оптическим устройством сбора информации, можно предоставленную информацию о предписанном положении, или предписанной позиции, детали преобразовать в данные, необходимые для разработки программы движения при обработке пламенем или программы движения при очистке.
В следующем конкретном усовершенствовании устройства согласно изобретению предусмотрено устройство распознавания положения детали, которое предназначено для того, чтобы регистрировать положение детали, чтобы подогнать программу движения при очистке и/или программу движения при обработке пламенем к установленному положению, причем устройство предпочтительно является оптическим устройством сбора информации, которое может быть выполнено в форме видеокамеры или содержащей камеру системы.
Устройство распознавания положения детали предусмотрено, согласно изобретению, в частности, для того, чтобы регистрировать фактическое положение, или фактическую позицию детали, чтобы подстраивать программу движения при очистке или программу движения при обработке пламенем к установленному фактическому положению путем сравнения с вышеуказанным предписанным положением, или предписанной позицией. Благодаря устройству обработки изображений, сопряженным с оптическим устройством сбора информации, можно предоставленную информацию о предписанном положении, или предписанной позиции детали преобразовать в данные, требующиеся для настройки программы движения при обработке пламенем или программы движения при очистке.
Наряду с регистрацией фактического положения, или фактической позиции, устройство распознавания положения может быть дополнительно разработано для регистрации номинального режима, как изложено выше, чтобы устройство распознавания положения согласно изобретению, как и описанное выше оптическое устройство сбора информации, могло использоваться для регистрации номинального режима.
Устройство распознавания положения согласно изобретению является выгодным, в частности, потому, что в результате CO2-очистки, в частности, из-за высоких давлений CO2-струй и из-за обусловленных процессом давлений может произойти изменение положения детали, то есть, в частности, отклонение от предписанного положения.
При применении позиционирующих устройств по изобретению, предпочтительно в виде роботов и подъемных механизмов, это отражается в том, что участки детали или поверхности детали остаются необработанными. В результате применения устройства распознавания положения согласно изобретению можно избежать появления необработанных зон путем настройки программ движения. В частности, можно определить положение или позицию детали перед очисткой, в частности, перед струйной очисткой снегом CO2, чтобы оптимально согласовать очистку с положением детали, или позицией детали.
Изменение положения детали, которое было вызвано очисткой, также можно установить устройством распознавания положения и соответствующим образом скорректировать программу движения при обработке пламенем. В этой связи обнаружилось также, что положение детали после огневой обработки детали можно установить с помощью устройства распознавания положения, и передать положение или координату на другие станции обработки, как, например, на устройство лакирования.
Краткое описание чертежей
Далее примеры осуществления изобретения поясняются более подробно посредством приложенных чертежей. Показано:
фиг.1: блок-схема одного примера осуществления способа согласно изобретению,
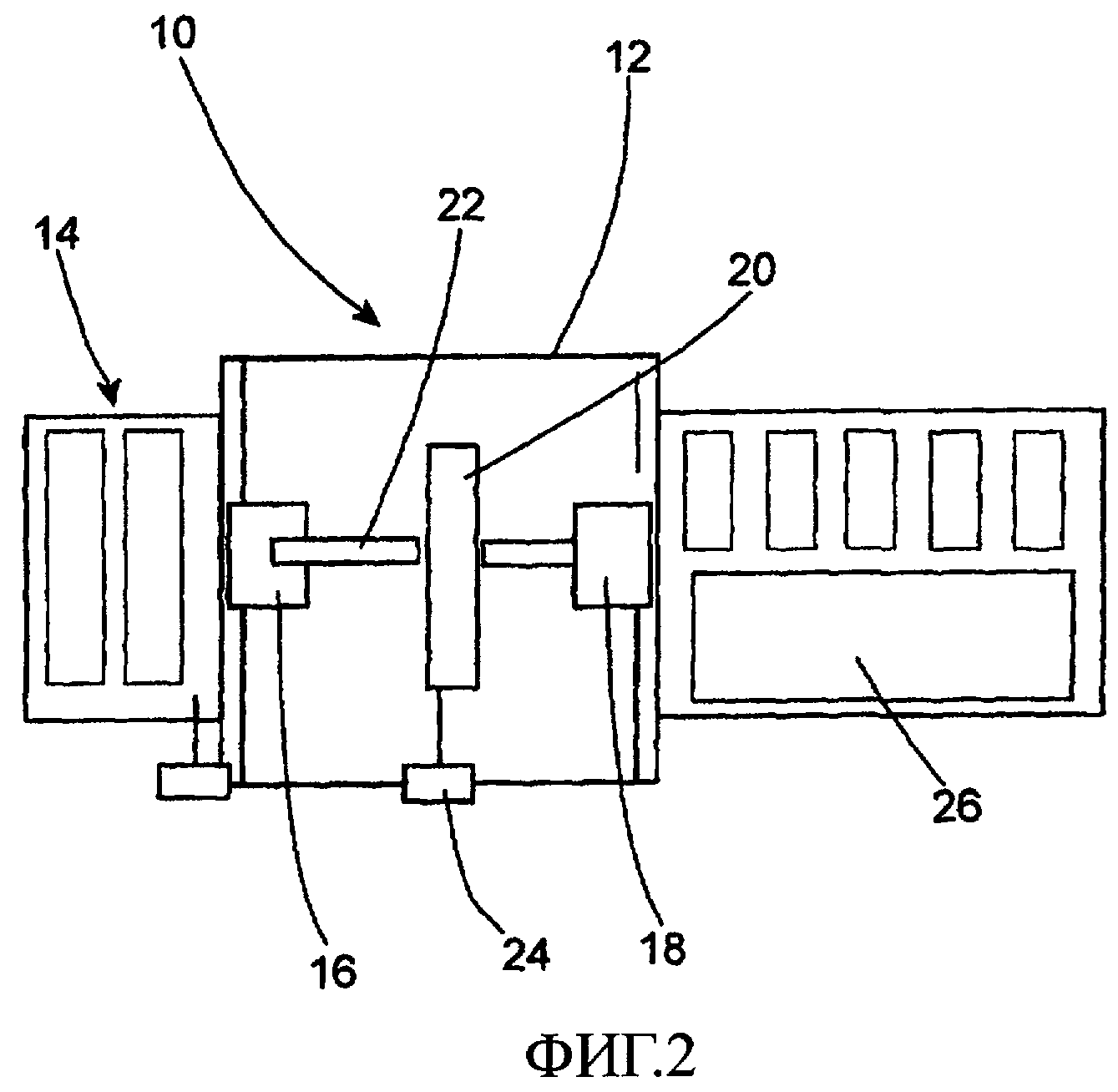
фиг.2: схематическое изображение одного примера осуществления устройства согласно изобретению.
Фиг.1 показывает блок-схему одного примера осуществления способа согласно изобретению, содержащего этапы S1-S12 во временной последовательности.
Детали, полученные отливкой под давлением (S1), например, автомобильные бамперы из PP EPDM, полимерные поверхности которых должны лакироваться заданной автомобильной краской, после процесса литья под давлением сначала охлаждают до температуры примерно 30°C-60°C и затем проводят на процесс лакировки (S2), который помимо собственно лакирования включает предшествующий ему процесс предварительной обработки согласно изобретению.
Транспортировка на процесс предобработки проводится на поддоне, который установлен на транспортирующем устройстве, причем для этого детали позиционируют на поддонах (S3). Следующая за этим первая обработка детали включает в себя предварительный нагрев детали или полимерной поверхности детали путем облучения инфракрасным излучением (S4). Это нагревание служит для выхода на поверхность находящихся внутри добавок и вспомогательных веществ. Затем детали по транспортирующему устройству проводятся на CO2-очистку внутри однокорпусной, принудительно вентилируемой и кондиционированной секции предобработки, где проводится очистка покрываемой лаком поверхности детали предпочтительно путем струйной обработки снегом CO2 (S5).
Очистка осуществляется роботом, к механической руке которого прикреплено устройство распыления снега CO2, причем движение механической руки управляется заданной программой движения при очистке посредством устройства управления. При этом все обрабатываемые зоны детали очищаются контролировано. При этом при очистке поверхности детали счищаются, в частности, выделившиеся (ср. S4), вышедшие к поверхности детали добавки и вспомогательные вещества, которые иначе могли бы привести к нарушению адгезии лака. CO2-очистка проводится с введением ионизированного воздуха, который создается в устройстве ионизации, чтобы уменьшить статический заряд на поверхности детали. Образованным в секции предобработки потоком воздуха (или воздушным течением), который обеспечивается подходящим воздуховодом в сочетании с создающими поток воздуха средствами (такими, например, как устройства всасывания воздуха), можно отвести растворенные загрязнения и предпочтительно отделить на подготовленных фильтрах (S6).
После очистки проводится проверка эффективности очистки (S7). Только если не будет превышена максимальная заданная степень загрязнения, проводится дальнейшая операция процесса предобработки в форме деблокировки, в противном случае производится блокировка соответствующей рассматриваемой детали от дальнейших операций или процессов.
После осуществленной очистки проводится проверка положения детали устройством распознавания положения в форме содержащей видеокамеру системы, которая оптически регистрирует положение детали (S8). В устройстве обработки изображений, сопряженном с содержащей видеокамеру системой, предоставленная информация о фактическом положении, или фактической позиции, детали преобразуется в данные, требующиеся для подстройки или коррекции программы движения при огневой обработке. Отклонение от заранее заданного предписанного положение может при этом получаться, в частности, из-за CO2-очистки и из-за обусловленных процессом давлений.
Затем проводится обработка пламенем поверхности детали внутри той же секции предобработки с помощью робота, на механической руке которого закреплено устройство обработки пламенем, причем движение механической руки регулируется устройство управления (S9) согласно программе движения при огневой обработке, при необходимости подстроенной или скорректированной. При этом все требующие обработки зоны детали обрабатываются окислительным пламенем контролировано. После осуществленной обработки пламенем проводится охлаждение деталей (S10) и следующая за ним ионизация поверхности детали ионизированным воздушным потоком (S11). За этим идет транспортировка деталей на поддоне на процесс лакировки (S12).
Фиг.2 показывает схематическое изображение одного примера осуществления устройства 10 согласно изобретению для предварительной обработки покрываемых лаком полимерных поверхностей деталей. Устройство 10 согласно изобретению содержит секцию предобработки в форме камеры 12 предобработки и расположенного вне камеры 12 предобработки устройства инфракрасного излучения 14. Внутри камеры 12 предобработки расположено устройство очистки 16 в форме устройства распыления снега CO2, которое закреплено на механической руке первого робота (в деталях не показано). Далее, в камере 12 предобработки находится устройство обработки пламенем 18, которое прикреплено к механической руке второго робота (в деталях не показано).
Требующая очистки и обработки деталь 20 проводится на поддоне (в деталях не показано) по транспортирующему устройству 22 сначала в устройство инфракрасного излучения 14, чтобы осуществить, согласно изобретению, предшествующее очистке нагревание поверхности детали. Затем проводится транспортировка детали 20 на поддоне в камеру 12 предобработки и к устройству очистки 16, чтобы провести вышеописанную струйную очистку снегом CO2 покрываемой лаком поверхности детали. За этим идет распознавание положения детали устройством распознавания положения 24, которое выполнено в форме содержащей видеокамеру системы, чтобы при необходимости установить отклонения от заданного предписанного положения, которые применяются для коррекции заданной программы движения при обработке пламенем, предусмотренной для наведения механической руки. После распознавания положения проводится осуществляемая на поддоне транспортировка детали 20 к устройству обработки пламенем 18. После обработки пламенем деталь 20 на поддоне проводится на процесс лакировки, причем фиг.2 схематически показывает, кроме того, зону испарения 26 лакировальной установки, в которой проводится лакирование поверхности детали.
Реферат
Изобретение относится к способу предварительной обработки полимерных поверхностей деталей, которые должны покрываться лаком. В способе по меньшей мере одну полимерную поверхность по меньшей мере одной детали очищают в секции предобработки. Затем полимерную поверхность обрабатывают окислительным пламенем. Очистка полимерной поверхности и обработка полимерной поверхности окислительным пламенем проводятся внутри одной и той же секции предобработки. Устройство предварительной обработки покрываемых лаком полимерных поверхностей деталей выполнено с секцией предобработки, внутри которой находится меньшей мере одно устройство очистки и по меньшей мере одно устройство обработки пламенем. Устройство очистки предусмотрено для очистки по меньшей мере одной полимерной поверхности по меньшей мере одной детали в секции предобработки. Устройство обработки пламенем после очистки полимерной поверхности предусмотрено для ее обработки окислительным пламенем в секции предобработки. Техническим результатом изобретения является уменьшение издержек способа обработки, повышение практичности предварительной обработки лакируемых полимерных поверхностей, а также улучшение качества лакировки. 2 н. и 13 з.п. ф-лы, 2 ил.
Комментарии