Устройство и способ для нагревания металлических полос - RU2500487C2
Код документа: RU2500487C2
Чертежи
Описание
Изобретение относится к устройству для нагревания металлической полосы в конвекционной печи, в частности, с целью сушки нанесенного перед этим на металлическую полосу покрытия. Кроме того, изобретение относится к способу нагревания металлической полосы.
Для различных промышленных применений, в частности, в алюминиевой и черной металлургии, имеется потребность нанесения на металлический полосовой материал защитного или декоративного покрытия и сушки его при высокой пропускной способности установки и эффективном использовании энергии при одновременном выполнении соответствующих инструкций по защите окружающей среды. Для сушки используются в соответствии со стандартами различные альтернативные технологии, например, сушку в конвективных печах, сушку в потоке воздуха или сушку с помощью электромагнитной индукции. Описание сушки с помощью электромагнитной индукции приведено, например, в EP 0744222 B1 или FR 2832940.
Комплексные установки для нанесения покрытия и сушки для металлического полосового материала выполняются отдельно для заданной применяющей стороной максимальной пропускной способности, при этом ее нельзя произвольно повышать без ухудшения качества обработки. Если, тем не менее, желательно повышение пропускной способности, то необходимы значительные дополнительные инвестиции, в частности, в зоне сушильной печи (удлинение путей в конвекционной печи), для того чтобы при соответствующем повышении скорости полосы обеспечивать остающееся постоянным качество материала.
Исходя из этого, в основу изобретения положена задача создания устройства для нагревания металлической полосы в конвекционной печи, в частности, с целью сушки нанесенного перед этим на металлическую полосу покрытия, которое обеспечивает надежное нагревание материала и гибкое согласование с задаваемой пропускной способностью.
Задача решена, согласно изобретению, с помощью устройства в соответствии с родовым понятием пункта 1 формулы изобретения тем, что в направлении транспортировки металлической полосы перед конвекционной печью расположено устройство для индуктивного нагревания металлической полосы.
За счет использования дополнительного устройства для индуктивного предварительного нагревания металлической полосы можно при заданной производительности печи дополнительно увеличить пропускную способность, для которой выполнена конвекционная печь («бустерный» принцип), без необходимости больших дополнительных инвестиций. Индуктивное нагревательное устройство имеет относительно компактную конструкцию и тем самым может быть без проблем интегрировано в установку при существующих пространственных условиях. Например, устройство для индуктивного предварительного нагревания в случае применения конвекционной печи для сушки нанесенного на металлическую полосу покрытия может быть интегрировано без больших затрат на участке между наносящим покрытие устройством и корпусом печи.
Ориентация подлежащей нагреванию, соответственно, сушке металлической полосы внутри конвективной печи или устройства для индуктивного предварительного нагревания в принципе не ограничивается. Целесообразно, металлическая полоса пропускается как через устройство для индуктивного предварительного нагревания, так и через примыкающую конвекционную печь горизонтально. Однако возможно также отклонение полосы между устройством для индуктивного предварительного нагревания и конвекционной печью.
Устройство для индуктивного предварительного нагревания металлической полосы предпочтительно содержит по меньшей мере одну индукторную катушку, при этом индукторная катушка окружает сегмент туннеля, через который пропускается металлическая полоса. За счет этого обеспечивается пространственное разделение между подлежащей нагреванию, соответственно, сушке металлической полосой и индукторной катушкой, так что, с одной стороны, исключается опасность взаимных механических повреждений и, с другой стороны, в случае испарения с поверхности полосы растворяющих средств нанесенного перед этим покрытия предотвращается загрязнение индукторной катушки. Понятно, что туннельный сегмент, который окружает полосу в зоне по меньшей мере индукторной катушки, должен быть магнитно проницаемым. Для этого он предпочтительно выполнен из пластмассы. Индукторная катушка, в свою очередь, предпочтительно имеет водяное охлаждение.
В другом предпочтительном варианте выполнения изобретения предусмотрено, что в направлении транспортировки металлической полосы перед устройством для индуктивного предварительного нагревания расположены средства для впуска воздуха. С помощью впускающих воздух средств полоса обдувается потоком воздуха, который после попадания на поверхность полосы предпочтительно проходит параллельно полосе через устройство для индуктивного предварительного нагревания металлической полосы. Это имеет то преимущество, что за счет потока воздуха обеспечивается возможность дополнительного охлаждения компонентов устройства для предпочтительного нагревания. Одновременно, ориентированный параллельно направлению прохождения полосы воздушный поток имеет заградительную функцию, так что воздух не может выходить из конвекционной печи противоположно направлению прохождения полосы и тем самым нагревать устройство для индуктивного предварительного нагревания, соответственно, входить в расположенный перед ним блок для нанесения покрытия. В качестве воздушного потока предпочтительно выбирается поток наружного воздуха с комнатной температурой 20-40°C.
Понятно, что вместо воздуха можно использовать также другие подходящие газы, например, азот.
Впускающие воздух средства могут быть выполнены различно. Предпочтительно, они выполнены в виде расположенных по обе стороны поверхности металлической полосы сопловых коробок и изготовлены, например, из нержавеющей стали. В соответствии с другой идеей изобретения, сопловые коробки включают клиновидно сужающееся в направлении транспортировки металлической полосы обдувочное пространство, которое переходит в туннельный сегмент устройства для индуктивного предварительного нагревания металлической полосы. За счет этой клиновидной формы обдувочного пространства, охлаждающий воздушный поток вводится с относительной высокой скоростью в туннельный сегмент.
Согласно другому предпочтительному варианту выполнения изобретения, туннельный сегмент переходит в соединяющий туннельный сегмент с конвекционной печью туннельный участок. На этом туннельном участке предпочтительно предусмотрен вытяжной блок.
Он служит для отсасывания проходящего через туннельный сегмент параллельно направлению прохождения полосы газового потока, так что он не может входить в конвекционную печь и понижать в ней уровень температуры.
Кроме того, в основу изобретения положена задача создания способа нагревания металлической полосы, в частности, с целью сушки нанесенного перед этим на металлическую полосу покрытия, который отличается высокой степенью гибкости и эффективности использования энергии.
Задача решена, согласно изобретению, с помощью способа в соответствии с ограничительной частью пункта 13 формулы изобретения тем, что металлическую полосу сначала предварительно нагревают в устройстве для индуктивного предварительного нагревания металлической полосы, а затем нагревают далее в конвекционной печи.
Способ, согласно изобретению, имеет, соответственно, указанные выше преимущества. В частности, способ используется для сушки нанесенного перед этим в блоке для нанесения покрытия на металлическую полосу защитного или декоративного покрытия. За счет того, что металлическая полоса предпочтительно перед входом в устройство для индуктивного предварительного нагревания обдувается воздухом, в частности, наружным воздухом, который затем проходит параллельно металлической полосе через устройство для индуктивного предварительного нагревания, используется, с одной стороны, охлаждающее действие воздушного потока для устройства для индуктивного предварительного нагревания металлической полосы, в частности, для предусмотренной в нем индукторной катушки, с другой стороны, предотвращается выход горячих газов из конвективной печи противоположно направлению прохождения полосы.
В случае сушки нанесенного на металлическую полосу покрытия, ее предпочтительно транспортируют от устройства для нанесения покрытия до конвекционной печи в закрытой туннельной системе. За счет этого обеспечивается предотвращение свободного выхода содержащихся в покрытии долей растворителя в окружение и подача их для устранения без ущерба для окружающей среды, соответственно, для последующего сжигания.
Ниже приводится более подробное пояснение изобретения на основании примера выполнения со ссылками на прилагаемый чертеж. На единственной фигуре изображено устройство, согласно изобретению, для сушки нанесенного на стальную полосу покрытия.
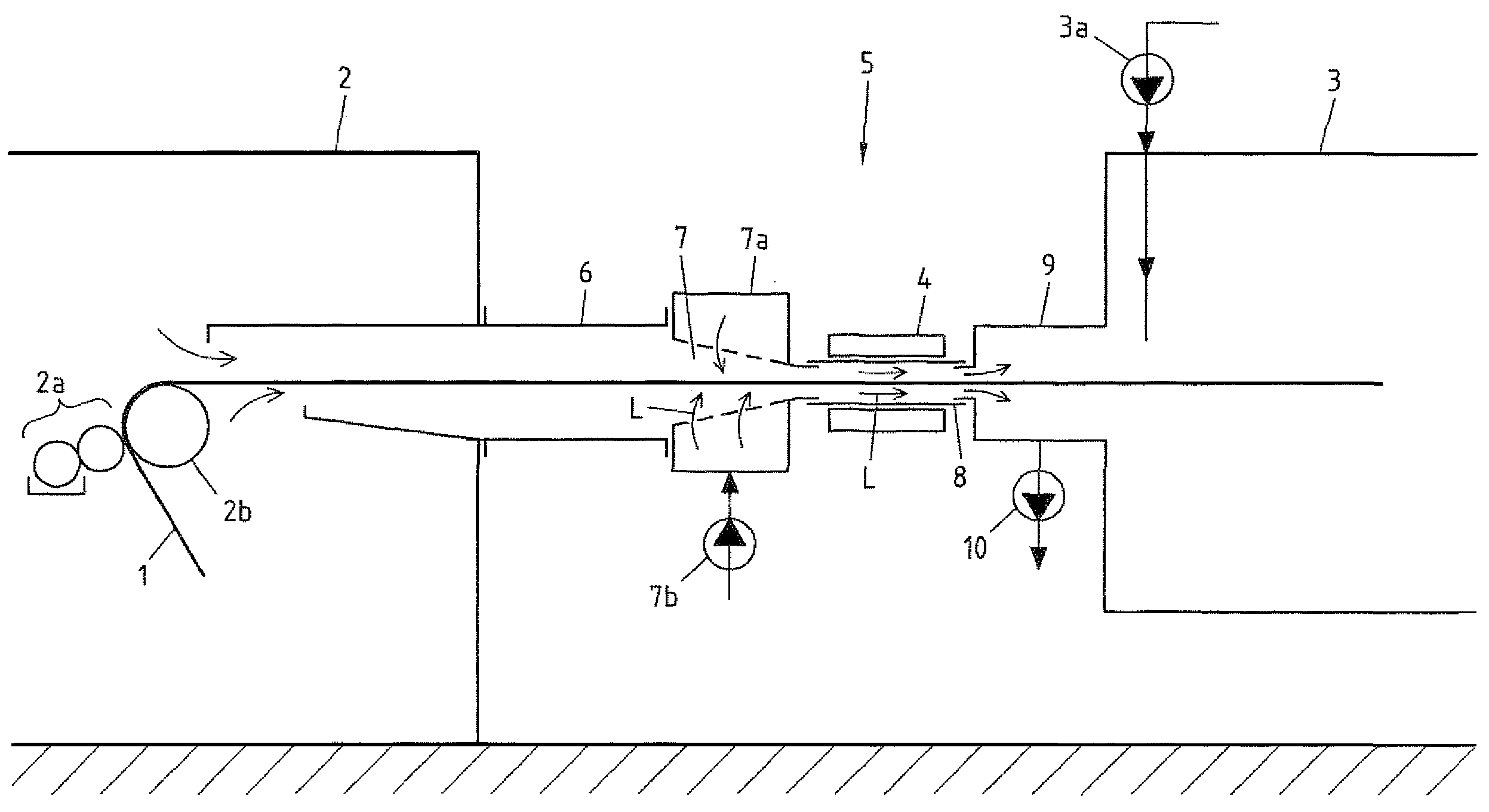
Устройство содержит при рассматривании в направлении транспортировки стальной полосы 1 блок 2 для нанесения на полосу покрытия с роликовым наносящим механизмом 2 для покрытия стальной полосы 1 содержащим растворитель покрытием. Кроме того, устройство содержит конвекционную печь 3 для сушки нанесенного в наносящем покрытие блоке покрытия. Согласно изобретению, в направлении транспортировки стальной полосы 1 перед конвекционной печью 3 расположено устройство 4 для индуктивного предварительного нагревания стальной полосы 1. Оно выполнено в данном случае в виде индукторной катушки 4, которая окружает туннельный сегмент 8, через который направляется стальная полоса 1. Туннельный сегмент изготовлен в данном случае из пластмассы, за счет чего отсутствуют помехи для проникновения магнитного поля в туннельный сегмент 8.
Как показано на фигуре, стальная полоса 1 направляется между блоком 2 для нанесения на полосу покрытия и конвекционной печью 3 в закрытой туннельной системе 5. Она содержит при рассматривании в направлении транспортировки стальной полосы 1 примыкающий к выходу блока 2 для нанесения на полосу покрытия туннельный участок 6, который в свою очередь переходит в клиновидно сужающееся обдувочное пространство 7. Обдувочное пространство 7 ограничено с обеих сторон расположенными по обе стороны поверхностей стальной ленты 1 сопловыми коробками 7а, через которые поток наружного воздуха может входить в туннельную систему 5, как будет более подробно пояснено ниже. К обдувочному пространству 7 примыкает окруженный индукторной катушкой 4 туннельный сегмент 8, который, в свою очередь, переходит в расположенный непосредственно перед конвекционной печью 3 туннельный участок 9. На туннельном участке 9 предусмотрен вытяжной блок 10, который отсасывает снова вдуваемый через сопловые коробки 7а в туннельную систему 5 с помощью вентилятора 7b потока наружного воздуха.
Принцип действия указанного выше устройства состоит в следующем:
Подлежащая покрытию стальная полоса вводится не указанным подробно образом со скоростью полосы обычно 60-200 м/мин в блок 2 для нанесения на полосу покрытия и покрывается там с помощью роликового наносящего механизма 2а содержащим растворитель покрытием. После отклонения на направляющем ролике 2b, стальная полоса 1 направляется в горизонтальной плоскости и входит после выхода из блока 2 для нанесения на полосу покрытия в закрытую туннельную систему 5. После прохождения туннельного участка 6, стальная лента 1 транспортируется через клиновидно сужающееся обдувочное пространство 7. Там она обдувается выходящим из сопловых коробок 7а потоком наружного воздуха с комнатной температурой примерно 20-40°С.
Затем стальная полоса 1 входит в окруженный индукторной катушкой 4 туннельный сегмент 8, где она предварительно нагревается с окружающей температуры до температуры примерно 80-110°С. Поток L наружного воздуха проходит параллельно стальной ленте 1 через туннельный сегмент 8 и принимает с предпочтительно нагретой полосы имеющие низкую температуру кипения доли растворителя, такие как, например, кетоны или спирты, которые в ходе предварительного нагревания переходят в паровую фазу. Затем стальная лента 1 и поток L наружного воздуха выходят из туннельного сегмента 8 в соединяющий туннельный сегмент 8 с конвективной печью 3 туннельный участок 9, где поток L наружного воздуха снова отсасывается с помощью вытяжного блока 10 и подается для не наносящей вреда окружающей среде обработки, соответственно, последующего сжигания.
Затем стальная лента 1 входит в конвекционную печь 3, где она с помощью подаваемого с помощью вентилятора 3а горячего воздуха с температурой 400-750°C нагревается до температуры 120-240°C, при этом также имеющие высокую температуру кипения (примерно 150°C) доли растворителя переходят в паровую фазу, и нанесенное на стальную ленту 1 покрытие полностью высыхает. В конвекционной печи 3 поддерживается более низкое относительно туннельной системы 5 давление (разница давлений примерно - 20 Па), что дополнительно предотвращает выход воздуха из конвекционной печи.
Реферат
Изобретение относится к устройству и к способу для нагревания металлической полосы в конвекционной печи. В устройстве для нагревания металлической полосы в направлении транспортировки металлической полосы перед конвекционной печью расположено устройство для индуктивного предварительного нагревания металлической полосы. В направлении транспортировки металлической полосы перед устройством для индуктивного предварительного нагревания расположены средства впуска воздуха для обдува металлической полосы наружным воздухом. Изобретение повышает качество и выход готовой продукции. 2 н. и 17 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ нанесения покрытия и изделие
Комментарии