Прозрачный вулканизируемый пероксидом бутилкаучук - RU2654050C2
Код документа: RU2654050C2
Чертежи









Описание
Настоящее изобретение относится к бутилкаучуку, характеризующемуся оптической прозрачностью. Более конкретно, настоящее изобретение относится к вулканизируемым пероксидом, в частности вулканизируемым пероксидом, иономерам на основе бутилкаучука, характеризующимся оптической прозрачностью, в частности вулканизируемым пероксидом иономерам на основе бутилкаучука, содержащим боковую винильную группу, а также способам получения оптически прозрачных иономеров и вулканизированных изделий, полученных из иономеров.
Предшествующий уровень техники
Сополимер изобутилена и изопрена или IIR представляет собой синтетический эластомер, общеизвестный как бутилкаучук, который получали с 1940-х гг. посредством статистической катионной сополимеризации изобутилена с небольшими количествами изопрена (1-2 мольн. %). За счет своей молекулярной структуры IIR обладает превосходной воздухопроницаемостью, высоким модулем потерь, устойчивостью к окислению и длительным сопротивлением усталости.
Бутилкаучук следует понимать как сополимер изоолефина и одного или нескольких, предпочтительно сопряженных, полнолефинов в качестве сомономеров. Промышленный бутилкаучук содержит большую часть изоолефина и меньшее количество, обычно не более 2,5 мольн. %, сопряженного полиолефина. Бутилкаучук или бутилполимер обычно получают процессом суспензионной полимеризации, используя хлористый метил в качестве разбавителя и катализатор Фриделя-Крафта в качестве части инициатора полимеризации. Этот процесс дополнительно описан в патенте США №2356128 и Ullmann's Encyclopedia of Industrial Chemistry, том A 23, 1993, стр. 288-295.
Галогенирование этого бутилкаучука дает реакционноспособную аллилгалогенидную функциональную группу в эластомере. Обычные процессы галогенирования бутилкаучука описаны, например, в Ullmann's Encyclopedia of Industrial Chemistry (пятое, полностью исправленное издание, том А231, под ред. Elvers и др.) и/или «Rubber Technology» (третье издание) под ред. Maurice Morton, глава 10 (Van Nostrand Reinhold Company©, 1987), в частности на стр. 297-300.
Наличие аллилгалогенидных функциональных групп позволяет проводить реакции нуклеофильного алкилирования. Было показано, что обработка бромированного бутилкаучука (BIIR) нуклеофилами на основе азота и/или фосфора в твердом состоянии приводит к образованию иономеров на основе IIR с интересными физическими и химическими свойствами (смотри: Parent, J.S.; Liskova, Α.; Whitney, R.A; Resendes, R., Journal of Polymer Science, Part A: Polymer Chemistry 43, 5671-5679, 2005; Parent, J.S.; Liskova, Α.; Resendes, R., Polymer 45, 8091-8096, 2004; Parent, J.S.; Penciu, Α.; Guillen-Castellanos, S.Α.; Liskova, Α.; Whitney, R.Α., Macromolecules 37, 7477-7483, 2004). Функциональная группа иономера образуется в результате реакции нуклеофила на основе азота или фосфора и аллилгалогенидных фрагментов галогенированного бутилкаучука с получением аммонийной или фосфониевой ионной группы, соответственно. Физические свойства этих иономеров на основе галогенированного бутилкаучука, такие как когезионная прочность, модуль упругости, взаимодействие с наполнителями и пр., превосходят характеристики их неиономерного эквивалента.
Когда бутилкаучук вулканизируют пероксидом при обычных условиях вулканизации, он обычно имеет коричневый цвет и оптически непрозрачен. Существует ряд применений, в которых будет желательно иметь физические свойства вулканизированного пероксидом бутилкаучука (например, непроницаемость для газов, эластичность и прочность на разрыв) в сочетании с оптической прозрачностью. Таким образом, остается потребность в оптически прозрачном вулканизируемом пероксидом бутилкаучуке.
Сущность изобретения
Согласно аспекту настоящего изобретения обеспечивается вулканизированное пероксидом изделие, полученное из вулканизируемого пероксидом иономера на основе бутилкаучука, содержащего: повторяющиеся звенья, полученные из по меньшей мере одного изоолефинового мономера; и повторяющиеся звенья, полученные из продукта реакции, после галогенирования, одного или нескольких полиолефиновых мономеров и по меньшей мере одного нуклеофила на основе азота или фосфора, содержащего боковую винильную группу, причем по меньшей мере часть изделия, характеризующаяся толщиной меньшей или равной 0,51 мм, проявляет оптическую прозрачность по меньшей мере 75% при длине волны 630 нм.
Согласно другому аспекту настоящего изобретения обеспечивается способ получения вулканизированного пероксидом изделия, полученного из вулканизируемого пероксидом иономера на основе бутилкаучука, причем по меньшей мере часть изделия, характеризующаяся толщиной меньшей или равной 0,51 мм, проявляет оптическую прозрачность по меньшей мере 75% при длине волны 630 нм, при этом способ предусматривает: обеспечение галогенированного бутилкаучукового полимера, содержащего повторяющиеся звенья, полученные из по меньшей мере одного изоолефинового мономера, и повторяющиеся звенья, полученные из одного или нескольких полиолефиновых мономеров, присутствующих в общем количестве 0,5-2,5 мольн. %, причем полимер содержит, по меньшей мере, аллилгалогенидный фрагмент; смешивание нуклеофила на основе азота или фосфора, содержащего боковую винильную группу, с галогенированным бутилкаучуковым полимером; реакцию аллилгалогенидного фрагмента с нуклеофилом с образованием вулканизируемого пероксидом иономера на основе бутилкаучука; смешивания пероксидного вулканизирующего агента с вулканизируемым пероксидом иономером на основе бутилкаучука при температуре меньшей или равной 60°С в течение времени от 4 минут до 8 минут; формование вулканизируемого пероксидом иономера на основе бутилкаучука, смешанного с вулканизирующим агентом, в изделие между двумя нагретыми поверхностями, характеризующимися среднеквадратичной шероховатостью поверхности меньшей или равной 10 нм; вулканизацию изделия при подходящих условиях для пероксидного вулканизирующего агента и извлечение вулканизированного изделия из пространства между нагретыми поверхностями при температуре больше 30°С.
Дополнительные аспекты настоящего изобретения станут очевидными для специалистов в данной области техники на основании следующего описания.
Краткое описание фигур
Для того, чтобы настоящее изобретение можно было лучше понять, его предпочтительные варианты осуществления будут теперь описаны со ссылкой на сопутствующие фигуры, на которых:
на фигуре 1 представлен механизм реакции образования ВВ2030™-ДФФС бутилкаучука;
на фигуре 2 представлен механизм реакции пероксидной вулканизации ВВ2030™-ДФФС бутилкаучука;
на фигуре 3 представлена схема получения образца для вулканизации листов из ВВ2030™-ДФФС бутилкаучука на покрытой ПДМС пластине между листами из Teflon® при 175°С в течение 8 минут;
на фигуре 4а представлена Si-пластина без покрытия и покрытая ПДМС Si-пластина (справа);
на фигуре 4b представлена схема, показывающая получение образца для вулканизации листов из ВВ2030™-ДФФС иономера на основе бутилкаучука на покрытой ПДМС пластине между листами из Teflon® при 175°С в течение 8 минут;
на фигуре 5 представлен ВВ2030™-ДФФС бутилкаучук после смешивания в Brabender при 60°С (слева) и после смешивания в Brabender с последующим измельчением (справа);
на фигуре 6 представлен график MDR (используя частоту колебаний 1,7 Гц и амплитуду 1°) для ВВ2030™-ДФФС иономера на основе бутилкаучука при 175°С в течение 30 минут после перемешивания в Brabender при 60°С (черный) и после перемешивания в Brabender с последующим измельчением (серая; штриховая линия);
на фигуре 7 представлен31Р-ЯМР для состава ВВ2030™-ДФФС, перемешанного в Brabender при 60°С в течение 6 минут;
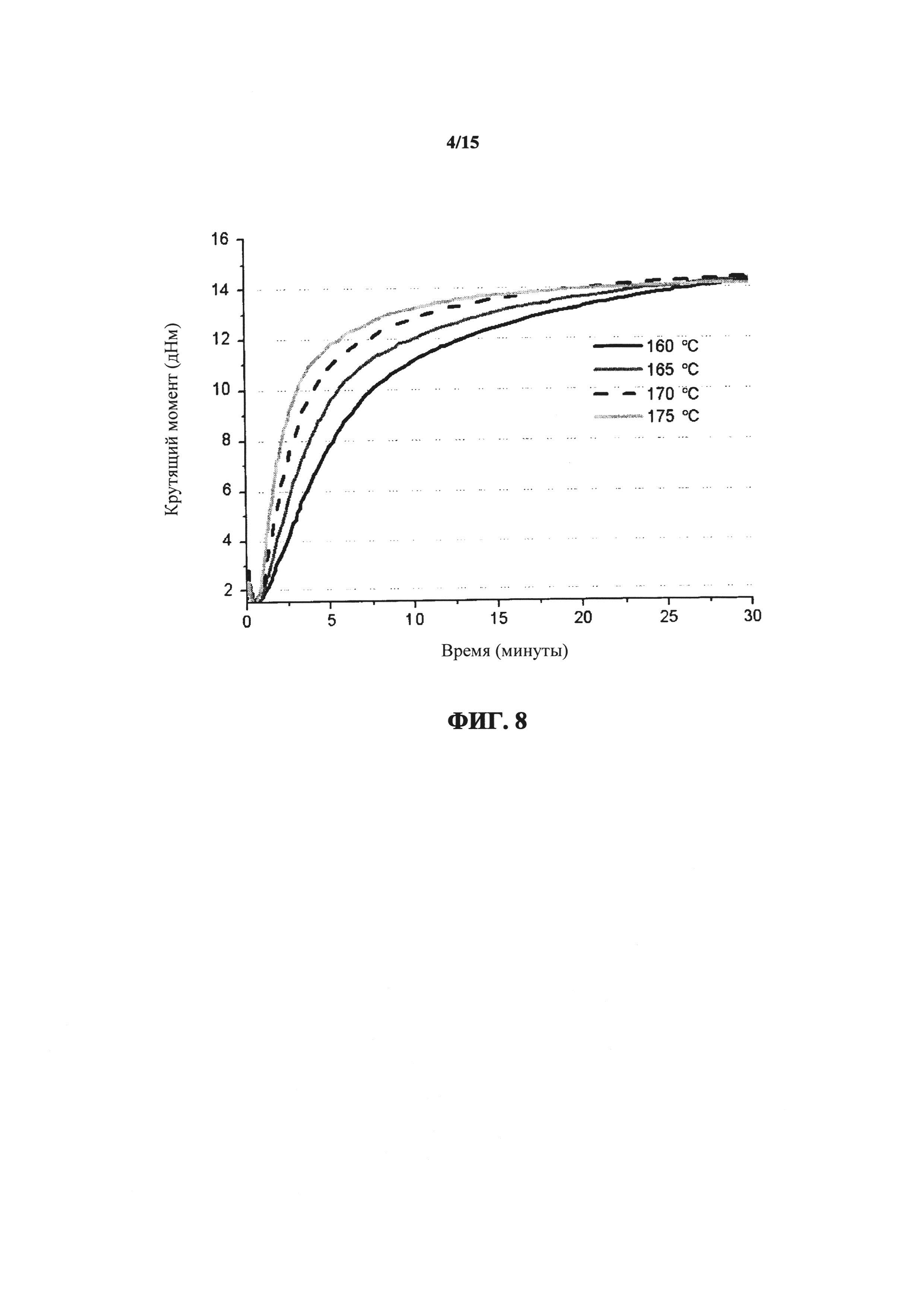
на фигуре 8 представлен график MDR (используя частоту колебаний 1,7 Гц и амплитуду 1°) для ВВ2030™-ДФФС иономера на основе бутилкаучука при различных температурах в течение 30 минут;
на фигуре 9а представлены АСМ-изображения для ВВ2030™-ДФФС иономера на основе бутилкаучука, вулканизированного между Teflon®;
на фигуре 9b представлены АСМ-изображения для ВВ2030™-ДФФС иономера на основе бутилкаучука, вулканизированного между покрытыми ПДМС Si-пластинами;
на фигуре 10 представлены спектры пропускания для листов из ПДМС и ВВ2030™-ДФФС иономера на основе бутилкаучука толщиной 0,2-0,5 мм;
на фигуре 11 представлены изображения ПДМС толщиной 1 мм (слева) и ВВ2030™-ДФФС иономера на основе бутилкаучука толщиной 0,5 мм (справа), показывающие оптическую прозрачность материалов;
на фигуре 12 представлены АСМ-изображения для листов из ДФФС-ВВ2030™, вулканизированных на а) листах из Teflon®, (b) полированных алюминиевых листах и (с) стеклянной пластинке, причем среднеквадратичная шероховатость для каждого листа указана под АСМ-изображением;
на фигуре 13 представлены АСМ-изображения для ДФФС-ВВ2030™, вулканизированного на а) покрытых ПДМС 3-дюймовых Si-пластинах, (b) покрытых ПДМС полированных алюминиевых листах и (с) покрытой ПДМС стеклянной пластинке, причем среднеквадратичная шероховатость для каждого листа указана под АСМ-изображением;
на фигуре 14 представлена среднеквадратичная шероховатость, измеренная посредством получения изображений при помощи АСМ, для ДФФС-ВВ2030™ IIR, вулканизированного на различных покрытых ПДМС подложках и подложках без покрытия;
на фигуре 15 представлены спектры пропускания для ДФФС-ВВ2030™ толщиной ~0,5 мм, вулканизированного на различных подложках, с вулканизированным ПДМС в качестве контроля (100% оптически прозрачный);
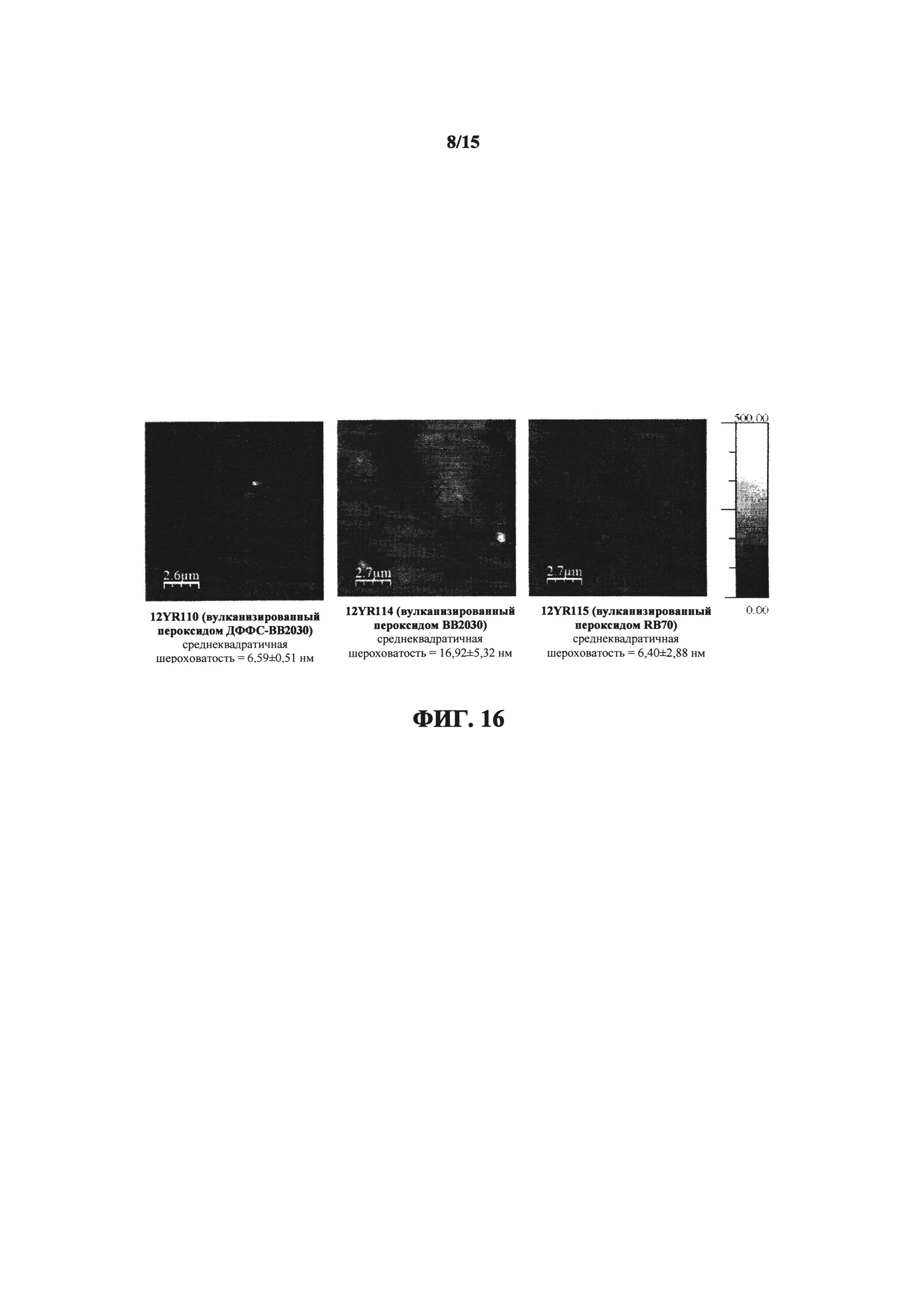
на фигуре 16 представлены АСМ-изображения для IIR без наполнителя, вулканизированного на покрытых ПДМС 3-дюймовых Si-пластинах при 175°С в течение 9 мин: (а) ДФФС-ВВ2030™, (b) вулканизированный пероксидом ВВ2030™ и (с) вулканизированный пероксидом бутилкаучук, содержащий 6,9 мольн. % изопрена (RB70);
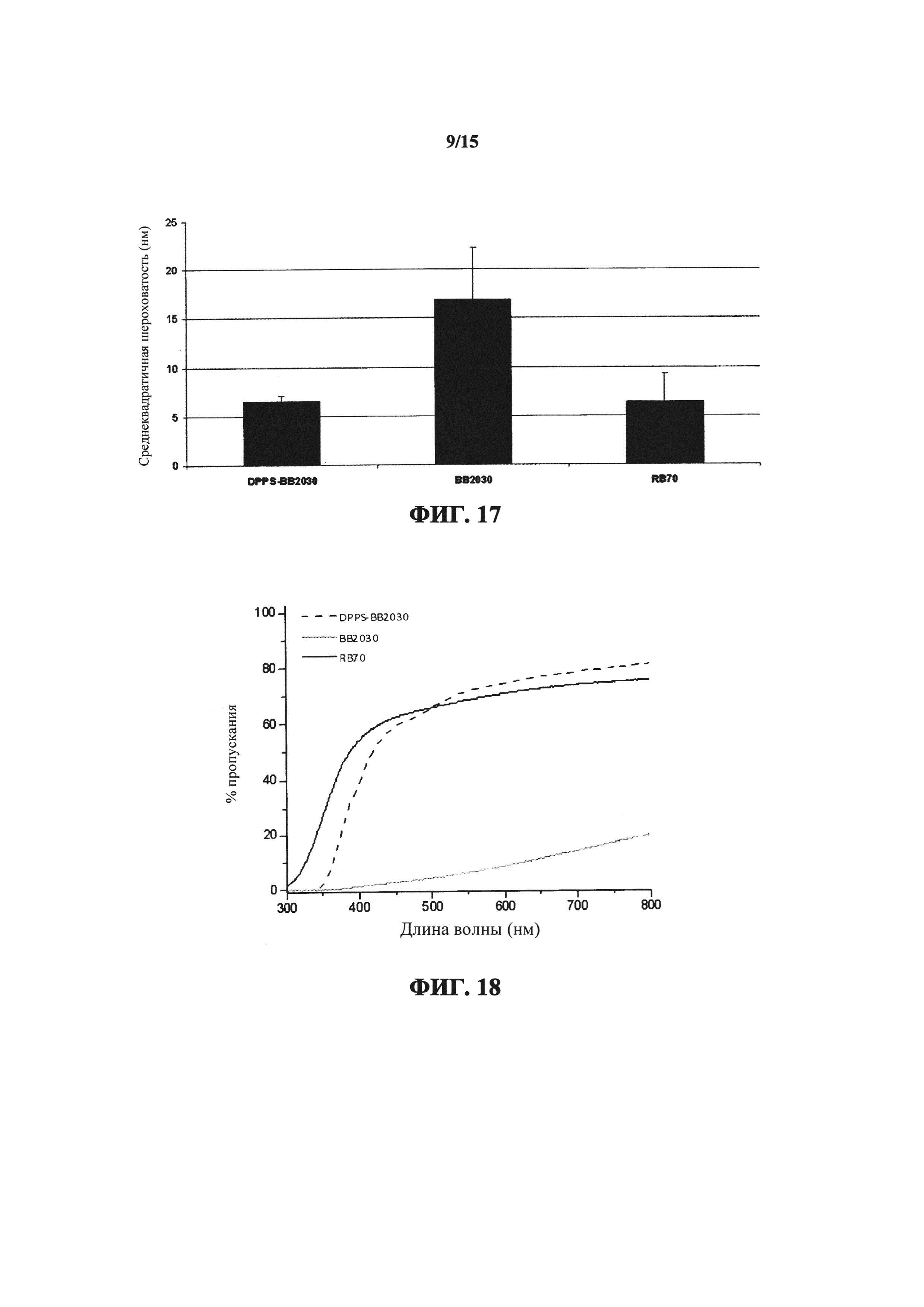
на фигуре 17 представлена среднеквадратичная шероховатость, измеренная посредством получения изображений при помощи АСМ, для листов из IIR без наполнителя, вулканизированных на покрытых ПДМС Si-пластинах; и
на фигуре 18 представлены спектры пропускания для различных листов из IIR без наполнителя (толщиной ~1,0 мм), вулканизированных на покрытых ПДМС 3-дюймовых Si-пластинах при 175°С в течение 9 мин;
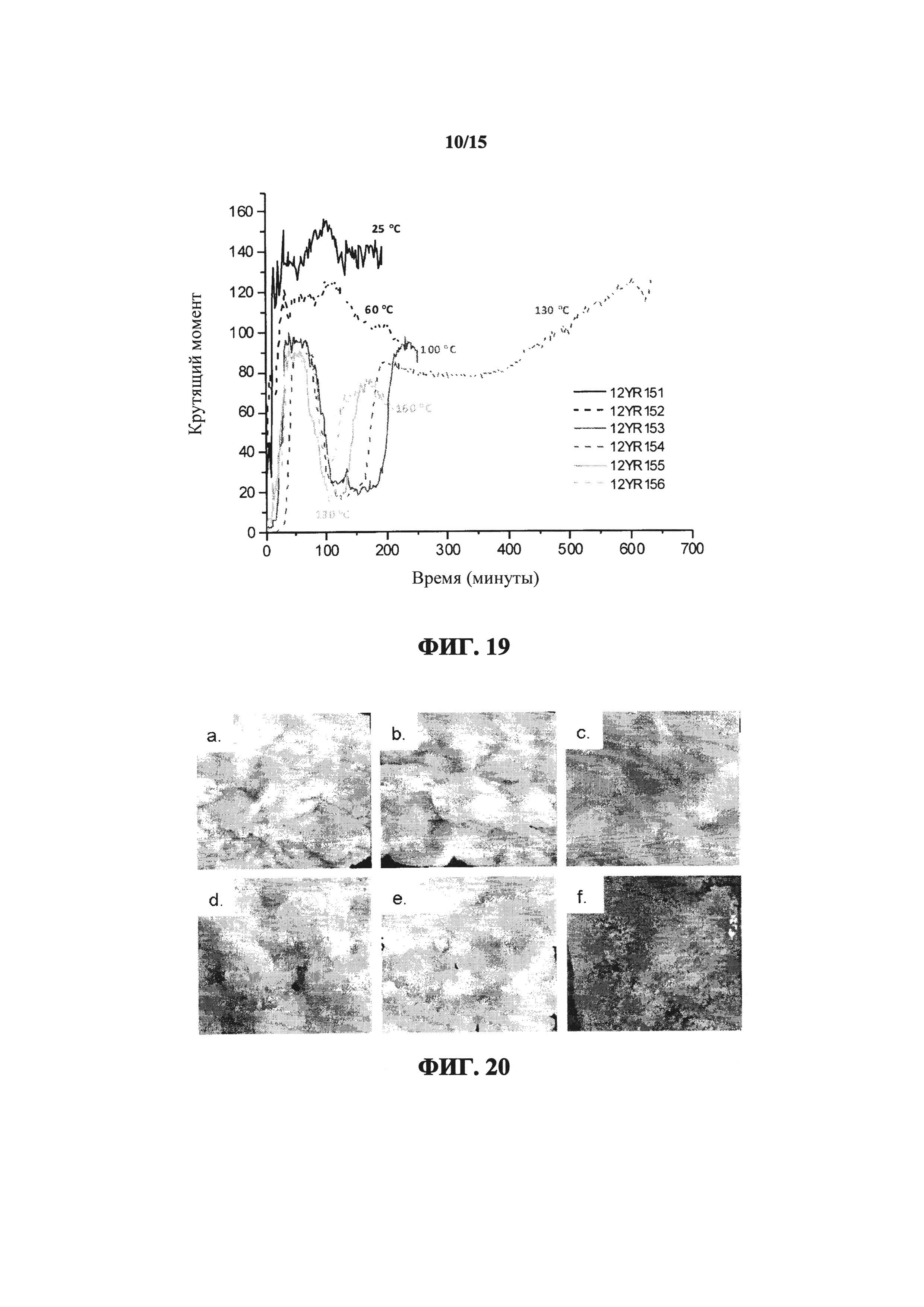
на фигуре 19 показано изменение крутящего момента при различных температурах перемешивания, когда ДФФС смешивали с ВВ2030™ в закрытом смесителе Brabender с лопастями типа Бенбери;
на фигуре 20 представлены изображения, взятые для ДФФС-ВВ2030™ после измельчения в мельнице для составов, перемешанных при (а) 25°С (12YR151), (b) 60°С (12YR152), (с) 100°С (12YR153), (d) 130°С (12YR154), (е) 130°С (12YR155; in situ образование иономера) и (f) 160°С (12YR156);
на фигуре 21 представлен график степени превращения иономера в зависимости от температуры перемешивания ДФФС-ВВ2030™ (12YR151-153) от 25 до 100°С. Степень превращения иономера нельзя было определить при 130°С или выше вследствие высокой степени превращения иономера и преждевременного сшивания, что делало образцы нерастворимыми;
на фигуре 22 представлен график MDR (используя частоту колебаний 1,7 Гц и амплитуду 1°) для ВВ2030™-ДФФС бутилкаучука при 175°С в течение 20-30 минут для различных температур перемешивания от 25 до 130°С. На вставленной картинке каучук, вулканизированный посредством MDR, показывает однородную структуру при 25°С и морщинистую структуру при 130°С;
на фигуре 23 представлено изображение 12YR154 и 12YR155, взятое после того, как образцы встряхивали в толуоле в течение двух дней;
на фигуре 24 представлены АСМ-изображения для ДФФС-ВВ2030™, вулканизированного на покрытых ПДМС 3-дюймовых Si-пластинах при 175°С в течение 9 минут, который был изначально перемешан в Brabender при (а) 25°С (12YR151), (b) 60°С (12YR152) и (с) 100°С (12YR153). Среднеквадратичная шероховатость для каждого указана под изображением. Среднеквадратичную шероховатость образцов 12YR154 (130°С) и 12YR155 (130°С; in situ образование иономера) нельзя измерить из-за высокой степени шероховатости и неоднородности поверхности;
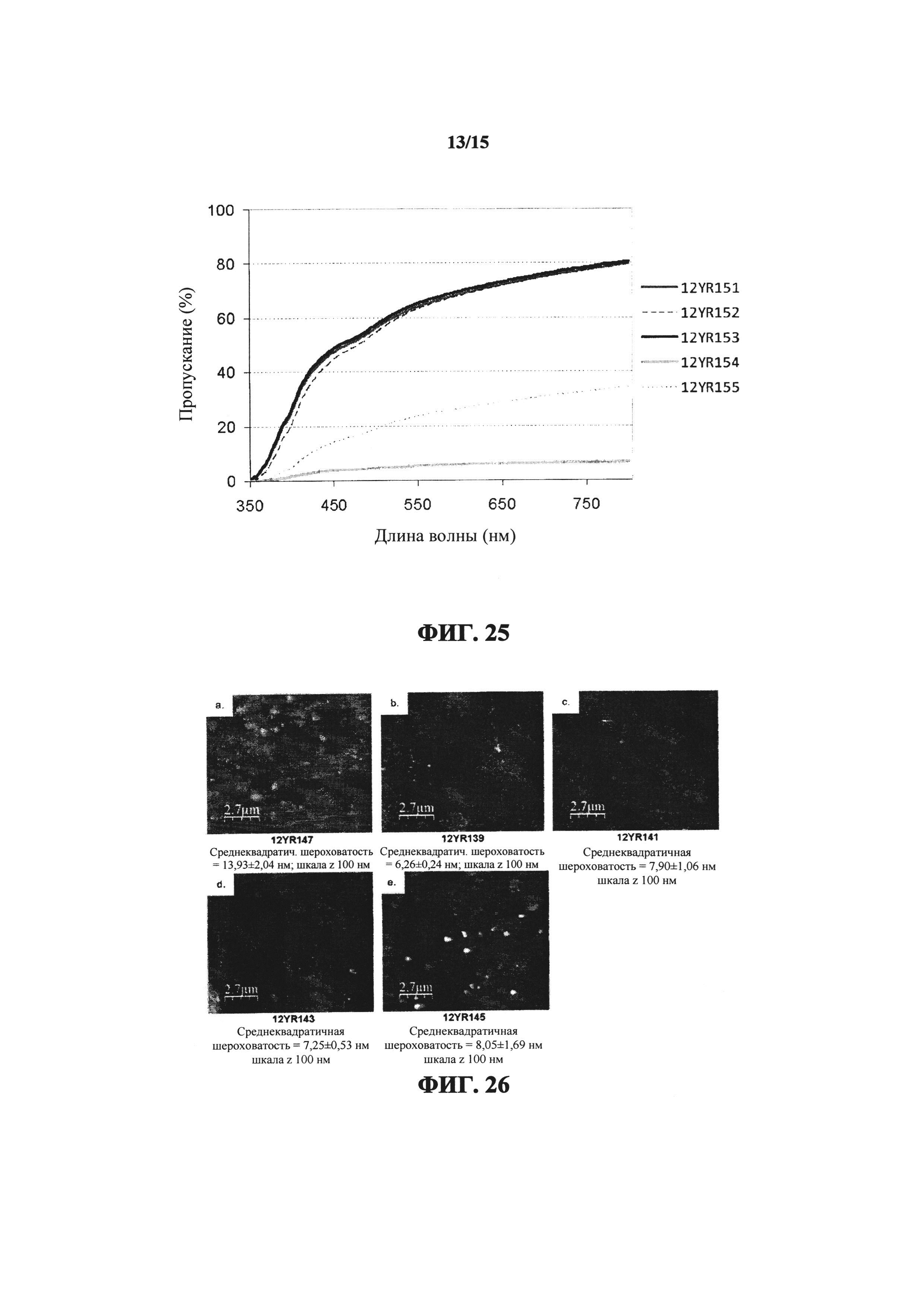
на фигуре 25 представлены спектры пропускания для вулканизированных листов из ДФФС-ВВ2030™ (толщиной ~1 мм), которые перемешивали в Brabender при различных температурах: 25°С; 12YR151 (темно-серая), 60°С; 12YR152 (черная; штриховая линия), 100°С; 12YR153 (черная), 130°С; 12YR154 (светло-серая) и 130°С; 12YR155 (in situ образование иономера) (темно-серая; пунктирная линия);
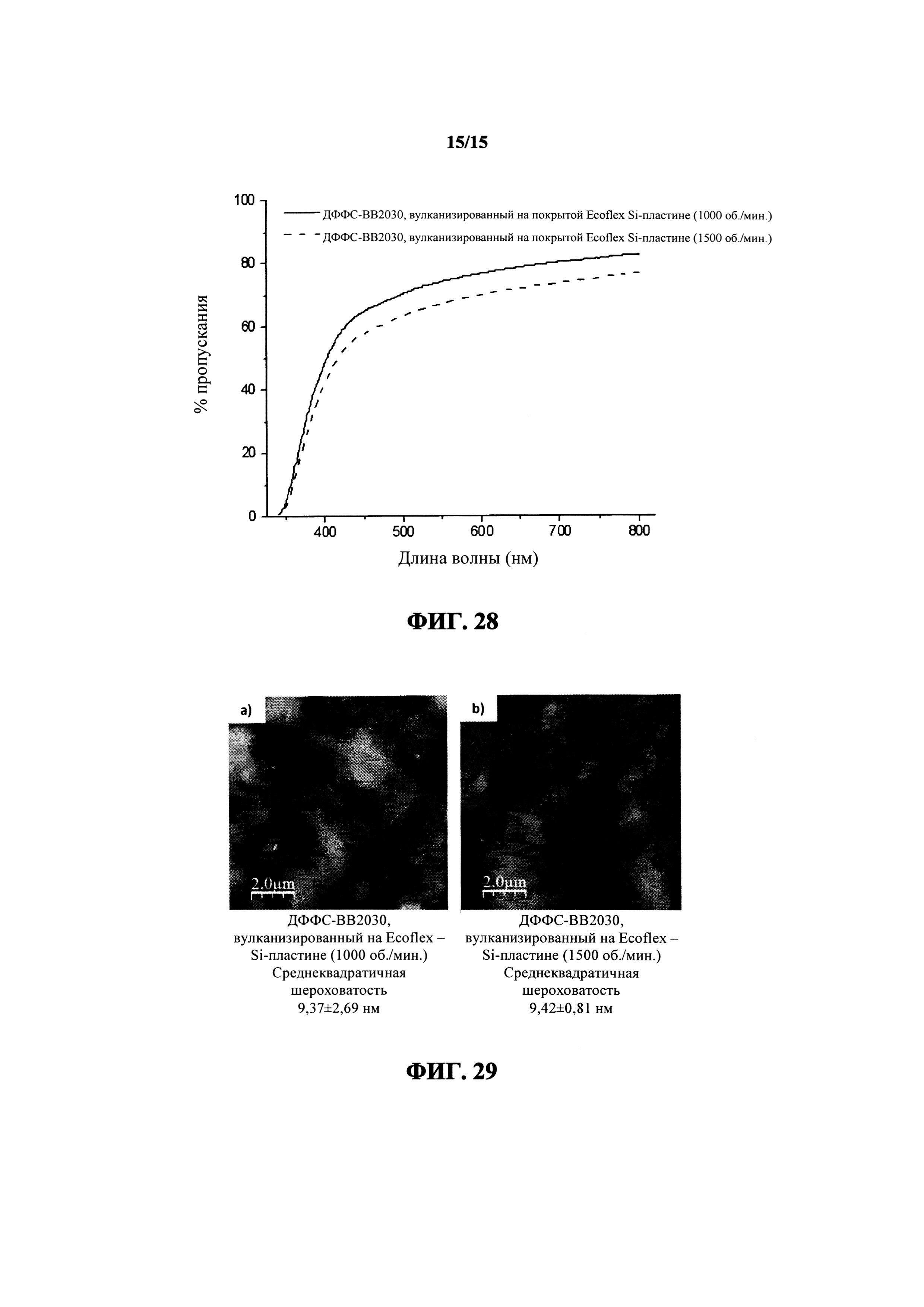
на фигуре 26 представлены АСМ-изображения для составов ДФФС-ВВ2030™ с жидким пероксидом и увеличивающимися количествами наполнителя-диоксида кремния: (а) без наполнителя (12YR147), (b) 5 чек (12YR139), (с) 10 чек (12YR141), (d)20 чек (12YR143) и (е) 30 чек Aerosil 8200 (12YR145). Среднеквадратичная шероховатость для каждого состава указана под каждым изображением;
на фигуре 27 представлены спектры пропускания для составов ДФФС-ВВ2030™ с жидким пероксидом и увеличивающимися количествами наполнителя-диоксида кремния: (а) без наполнителя; 12YR147 (светло-серая), (b) 5 чек; 12YR139 (черная; штриховая линия), (с) 10 чек; 12YR141 (черная), (d) 20 чек; 12YR143 (темно-серая; штриховая линия) и (е) 30 чек Aerosil 8200; 12YR145 (темно-серая);
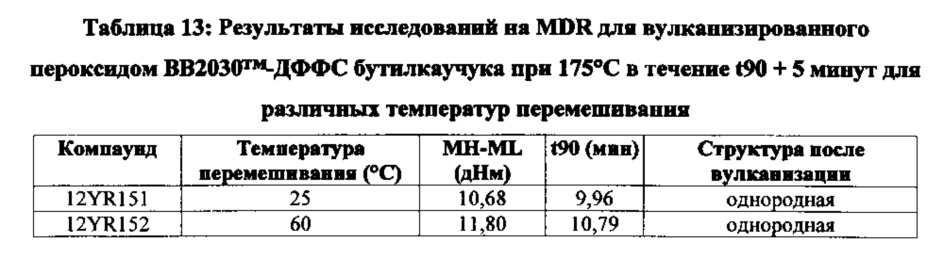
на фигуре 28 представлены спектры пропускания для состава ДФФС-ВВ2030™ (12YR110), вулканизированного на покрытых нанесенным центрифугированием Ecoflex™ кремниевых пластинах, который наносили центрифугированием при 1000 об/мин (показано черной) и 1500 об/мин (показано черной; штриховой линией);
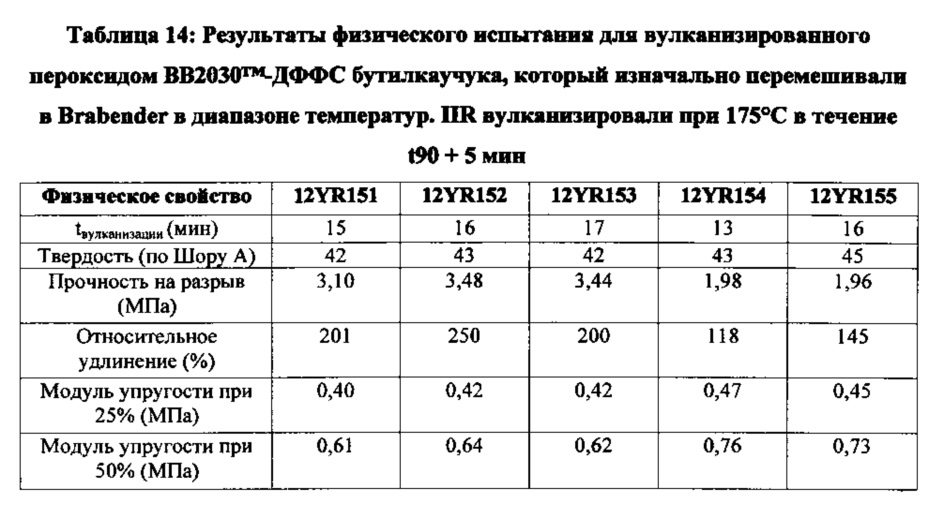
на фигуре 29 представлены АСМ-изображения для состава ДФФС-ВВ2030™, вулканизированного на Ecoflex, нанесенном центрифугированием на Si-пластины при 1000 об/мин (а) и 1500 об/мин (b). Среднеквадратичная шероховатость для каждого состава указана под каждым изображением. Шкала z составляет 75 нм.
Подробное раскрытие настоящего изобретения
Иономер на основе бутилкаучука получают из галогенированного бутилкаучукового полимера. Бутилкаучуковые полимеры обычно получают из по меньшей мере одного изоолефинового мономера, по меньшей мере одного полиолефинового мономера и необязательно дополнительных сополимеризуемых мономеров.
Согласно одному варианту осуществления иономер может содержать повторяющиеся звенья, полученные из изоолефинового мономера и сопряженного диенового мономера. Согласно другому варианту осуществления иономер на основе бутилкаучука может содержать повторяющиеся звенья, полученные из изоолефинового мономера, сопряженного диенового мономера и стирольного мономера.
Бутилкаучуковый полимер не ограничен конкретным изоолефином. Любой изоолефин, известный специалистам в данной области техники, рассматривается в настоящем изобретении, включая изоолефины, имеющие, например, в диапазоне от 4 до 16 атомов углерода. Согласно одному варианту осуществления настоящего изобретения рассматривают изоолефины с 4-7 атомами углерода. Примеры изоолефинов для использования в настоящем изобретении включают изобутен, 2-метил-1-бутен, 3-метил-1-бутен, 2-метил-2-бутен, 4-метил-1-пентен и смеси. Предпочтительным изоолефином является изобутен (изобутилен).
Аналогично, бутилкаучуковый полимер не ограничен конкретным полиолефином. Полиолефины, сополимеризуемые с изоолефинами, как известно специалисту в данной области техники, можно использовать для осуществления на практике настоящего изобретения. Мономеры сопряженных диеновых полиолефинов предпочтительны. Примеры таких полиолефинов включают, например, имеющие в диапазоне от 4 до 14 атомов углерода. Примеры подходящих полиолефинов включают изопрен, бутадиен, 2-метилбутадиен, 2,4-диметилбутадиен, пиперилен, 3-метил-1,3-пентадиен, 2,4-гексадиен, 2-неопентилбутадиен, 2-метил-1,5-гексадиен, 2,5-диметил-2,4-гексадиен, 2-метил-1,4-пентадиен, 2-метил-1,6-гептадиен, циклопентадиен, метилциклопентадиен, циклогексадиен, 1-винилциклогексадиен и их смеси. Предпочтительный полиолефин содержит изопрен.
Бутилкаучук, пригодный для настоящего изобретения, может содержать сомономер, отличный от вышеуказанных полиолефинов, такой как алкилзамещенный винильный ароматический сомономер, включая, помимо прочего, С1-С4-алкилзамещенный стирол. Конкретные примеры таких сомономеров включают, например, α-метилстирол, п-метилстирол, хлорстирол, циклопентадиен и метилциклопентадиен. Согласно данному варианту осуществления настоящего изобретения бутилкаучуковый полимер может содержать, например, статистические сополимеры изобутилена, изопрена и пара-метилстирола.
Как только бутилкаучуковый полимер образуется из мономерной смеси, бутилкаучуковый полимер можно подвергать процессу галогенирования для образования галогенированного бутилкаучукового полимера или галогенбутилового полимера. Бромирование или хлорирование можно проводить согласно процессу, известному специалистам в данной области, например, процедурам, описанным в Rubber Technology, 3ье изд., под ред. Maurice Morton, Kluwer Academic Publishers, стр. 297-300, и другим документам, цитируемым в данном документе.
Согласно одному варианту осуществления галогенированный бутилкаучук для использования в настоящем изобретении содержит галогенированный бутилкаучук, содержащий изобутилен и менее 2,2 мольн. % изопрена, который коммерчески доступен от LANXESS Deutschland GmbH и продается под названием ВВ2030™.
При галогенировании некоторая часть или весь полиолефин бутилкаучукового полимера превращается в аллильные галогениды. Аллильные галогениды в галогенбутиловом полимере, таким образом, представляют собой повторяющиеся звенья, полученные из полиолефиновых мономеров, изначально присутствующих в бутилкаучуковом полимере. Общее содержание аллильньгх галогенидов в галогенбутиловом полимере не может превышать исходное содержание полиолефинов исходного бутилкаучукового полимера.
Аллилгалогенидные фрагменты в галогенбутиловом полимере могут затем реагировать с по меньшей мере одним азот- или фосфорсодержащим нуклеофилом следующей формулы,

где:
А представляет собой азот или фосфор; и
R1, R2 и R3 независимо выбраны и содержат: линейные или разветвленные C1-С18-алкильные заместители; арильный заместитель, который является моноциклическим или состоит из сконденсированных С4-С8-колец, или их комбинацию, причем по меньшей мере один из R1, R2 или R3 содержит боковую винильную группу.
В общем, подходящий нуклеофил будет содержать по меньшей мере один нейтральный фосфорный или азотный центр, который обладает неподеленной парой электронов, которая как электронно, так и стерически доступна для участия в реакциях нуклеофильного замещения. Подходящие нуклеофилы включают, помимо прочего, дифенилфосфиностирол (ДФФС), аллилдифенилфосфин, диаллилфенилфосфин, дифенилвинилфосфин, триаллилфенилфосфин, N-винилкапролактам, N-винилфталимид, 9-винилкарбазол, N-[3-(диметиламино)пропил]метакриламид, дифенилвинилфосфинметил-N-винилацетамид, N-аллил-N-бутил-2-пропен-1-амин, 1-винил-2-пирролидон, 2-изопропенил-2-оксазолин, 2-винилпирид-4-винилпиридин, N-этил-2-винилкарбазол или их смеси.
Предпочтительный нуклеофил для использования в настоящем изобретении представляет собой дифенилфосфиностирол (ДФФС), показанный ниже.

При реакции с галогенированным бутилкаучуком, содержащим аллильные галогениды, полученные на полиолефиновых фрагментах исходного полимера, продукт реакции дает иономер на основе бутилкаучука, имеющий ненасыщенность на боковых винильных фрагментах. Эта ненасыщенность существует в дополнение к любой остаточной ненасыщенности, остающейся в исходном галогенированном бутилкаучуковом материале. Ненасыщенность делает возможной пероксидную вулканизацию иономера без снижения молекулярной массы и разрыва цепей, что обычно происходит, когда присутствует недостаточное количество двойных связей. Процесс реакции показан на фигуре 1.
Количество нуклеофила, реагирующего с бутилкаучуком, может находиться в диапазоне от 0,05 до 5 мольных эквивалентов, более предпочтительно от 0,5 до 4 мольных эквивалентов и еще более предпочтительно от 1 до 3 мольных эквивалентов на основе общего мольного количества аллильного галогенида, находящегося в галогенбутиловом полимере.
Галогенбутиловый полимер и нуклеофил могут реагировать в течение приблизительно 0,25-90 минут при подходящей температуре, например, при температуре от 80°С до 100°С. Когда реакция происходит в закрытом смесителе, реакция предпочтительно занимает от 1 до 90 минут, более предпочтительно от 1 до 60 минут.
Поскольку нуклеофил реагирует с аллилгалогенидной функциональной группой галогенбутилового полимера, получающийся иономерный фрагмент представляет собой повторяющееся звено, полученное из аллильного галогенида. Общее содержание иономерного фрагмента в иономере на основе бутилкаучука, таким образом, не может превышать исходное количество аллильного галогенида в галогенбутиловом полимере; однако, остаточные аллильные галогениды и/или остаточные полиолефины могут присутствовать. Полученный иономер на основе галогенбутилового каучука предпочтительно имеет от по меньшей мере 0,05 мольн. %, предпочтительно по меньшей мере 0,75 мольн. %, более предпочтительно по меньшей мере 1,0 мольн. %, иономерного фрагмента до количества, не превышающего исходное содержание аллильного галогенида в галогенбутиловом полимере, используемом для получения иономера на основе бутилкаучука. Остаточные аллильные галогениды могут присутствовать в количестве от ненулевого до количества, не превышающего исходное содержание аллильного галогенида в галогенбутиловом полимере, используемом для получения иономера на основе бутилкаучука. Остаточный полиолефин может находиться в количестве от ненулевого до количества, не превышающего исходное содержание полиолефина в бутилкаучуковом полимере, используемом для получения галогенбутилового полимера.
Наличие боковой винильной группы делает компаунды согласно настоящему изобретению подходящими для пероксидной вулканизации, несмотря на отсутствие высоких уровней остаточного содержания полиолефина, ранее считающихся необходимыми для обеспечения пероксидной вулканизации без нежелательного разрыва цепи и снижения молекулярной массы. Схема пероксидной вулканизации составов настоящего изобретения представлена на фигуре 2.
Вулканизирующие системы на основе пероксида, подходящие для использования в настоящем изобретении, могут содержать пероксидный вулканизирующий агент, например, пероксид дикумила, ди-трет-бутилпероксид, бензоилпероксид, 2,2'-бис(трет-бутилперокси)диизопропилбензол (Vulcup® 40КЕ), бензоилпероксид, 2,5-диметил-2,5-ди(трет-бутилперокси)-гексин-3, 2,5-диметил-2,5-ди(бензоилперокси)гексан, (2,5-бис(трет-бутилперокси)-2,5-диметилгексан и подобное. Один такой пероксидный вулканизирующий агент содержит пероксид дикумила и коммерчески доступен под названием DiCup 40С™. Другой пероксидный вулканизирующий агент представляет собой 2,5-бис(трет-бутилперокси)-2,5-диметилгексан, коммерчески доступный под названием Trigonox 101-45B-PD-AM. Согласно одному варианту осуществления пероксидный вулканизирующий агент используют в количестве от 0,1 до 7 частей на сто частей каучука (чек). Согласно другому варианту осуществления пероксидный вулканизирующий агент используют в количестве от 0,3 до 6 чек. Согласно еще одному варианту осуществления пероксидный вулканизирующий агент используют в количестве приблизительно 4 чек.
Соагенты пероксидной вулканизации можно также использовать в настоящем изобретении. Подходящие соагенты пероксидной вулканизации включают, например, триаллилизоцианурат (ТАИЦ), коммерчески доступный под названием DIAK 7™ от DuPont, Ν,Ν'-м-фенилендималеимид, известный как HVA-2™ (DuPont Dow), триаллилцианурат (ТАЦ) или жидкий полибутадиен, известный как Ricon D 153™ (поставляемый Ricon Resins). Соагенты пероксидной вулканизации можно использовать в количествах, эквивалентных количествам пероксидного вулканизирующего агента или меньших.
Вулканизацию изделия можно выполнять путем обеспечения условий, подходящих для вулканизации пероксидного вулканизирующего агента, например, повышенной температуры в диапазоне от 80 до 250°С, предпочтительно 100-200°С, более предпочтительно 120-170°С.
Согласно некоторым вариантам осуществления для сохранения оптической прозрачности желательно, чтобы наполнители не использовались в составах настоящего изобретения. Эти составы без наполнителей должны, таким образом, обладать необходимыми физическими свойствами после вулканизации без использования усиления наполнителем. Однако, согласно другим вариантам осуществления можно использовать некоторые оптически прозрачные наполнители для улучшения физических свойств готовых вулканизированных составов. Примеры подходящих оптически прозрачных наполнителей, которые можно использовать, включают прозрачный коллоидный диоксид кремния Aerosil® и подобные продукты, доступные под другими торговыми наименованиями.
Степень вулканизации пероксидом изделий увеличивают посредством бутилполимеров, содержащих повышенные уровни ненасыщенности. Этого можно достичь при помощи полимеров, имеющих увеличенные уровни содержания полиолефина в полимерном скелете или посредством добавления дополнительной ненасыщенности, свойственной боковым винильным группам нуклеофила на основе фосфора или азота. Уровни общей ненасыщенности, превышающие 0,5 мольн. %, предпочтительно больше 1,0 мольн. %, дают требуемые увеличенные степени вулканизации. При использовании в качестве исходных материалов бутилкаучуковых полимеров с повышенным содержанием изопрена, например, свыше 3,5 мольн. %, в полимерном скелете, можно достигать увеличенных степеней вулканизации. Предпочтительный вулканизированный пероксидом бутилкаучуковый состав имеет степень вулканизации Мн больше 4,5 дНм, больше 7,5 дНм, больше 10 дНм, больше 12 дНм или больше 12,5 дНм.
Составы без наполнителя согласно настоящему изобретению предпочтительно проявляют увеличенную физическую прочность. Согласно одному варианту осуществления составы настоящего изобретения характеризуются модулем упругости при 200% удлинении большим 0,52 МПа, большим 1,3 МПа, большим 2 МПа или большим или равным 2,9 МПа.
Желательно, чтобы вулканизированные изделия согласно настоящему изобретению сохраняли желательную непроницаемость для газов, проявляемую бутилкаучуком. Вулканизированные изделия согласно настоящему изобретению желательно проявляют непроницаемость для кислорода в диапазоне 170-325 см3⋅мм/(м2⋅день), 170-240 см3⋅мм/(м2⋅день), 200-240 см3⋅мм/(м2⋅день) или 212-220 см3⋅мм/(м2⋅день).
Желательно, чтобы вулканизированные изделия согласно настоящему изобретению были оптически прозрачными. Это можно охарактеризовать посредством коэффициента пропускания большего или равного 75% видимого света с длиной волны, выбранной из 350-750 нм, при толщине 0,51 мм или меньше. Например, вулканизированные изделия настоящего изобретения могут проявлять оптическую прозрачность большую или равную 75% при толщине 0,51 мм для длины волны 630 нм, предпочтительно большую или равную 80%, более предпочтительно большую или равную 83% или в диапазоне от 83% до 99,9%, от 83% до 99%, от 83 до 95% или от 83 до 92%. Специалисты в данной области могут легко превратить эти диапазоны значений коэффициента пропускания в коэффициенты поглощения, используя закон Бера и толщину 0,51 мм.
Также желательно, чтобы изделия согласно настоящему изобретению проявляли низкую липкость поверхности, чтобы облегчать их обработку, переработку и, в конечном итоге, использование в различных применениях.
Комбинация некоторых или всех вышеуказанных физических свойств, реологических свойств, проницаемости, прозрачности и липкости желательна для формирования вулканизированного изделия, пригодного для различных применений.
Согласно некоторым вариантам осуществления настоящего изобретения можно также добавлять стабилизаторы, антиоксиданты, усилители клейкости и/или другие добавки, известные специалистам в данной области. Однако, важно, чтобы эти добавки выбирали и/или добавляли в количестве, подходящем для сохранения оптической прозрачности материала.
Согласно вариантам осуществления, где композиция содержит иономер, вулканизирующие агенты и/или другие добавки, ингредиенты можно смешивать вместе путем перемешивания вместе ингредиентов состава, используя, например, закрытый смеситель, такой как смеситель типа Бенбери, малогабаритный закрытый смеситель, такой как смеситель Haake или Brabender, или двухвальцовую дробилку-смеситель. Экструдер также дает возможность хорошего перемешивания и обеспечивает более короткое время перемешивания. Можно выполнять перемешивание в две или более стадий, и перемешивание можно проводить в разных аппаратах, например, одну стадию в закрытом смесителе, а другую стадию - в экструдере.
Хотя можно использовать различные температуры перемешивания (или за счет приложенного тепла, или созданные сдвигом во время процесса перемешивания), согласно одному варианту осуществления температуру перемешивания регулируют для поддержания ее ниже температуры, при которой происходит значительное образование иономера. Образование иономера, как было показано, неблагоприятно для общей оптической прозрачности полимера. Подходящие температуры перемешивания составляют менее 100°С, например, от 25 до 100°С, от 25 до 80°С или от 25 до 60°С. Температуру можно контролировать путем регулирования скорости перемешивания, тем самым создавая меньший индуцируемый теплом сдвиг, выбора подходящей вязкости по Муни полимера (например, от 20000 до 65000 единиц Муни), применения охлаждения полимера при перемешивании или другими подходящими техниками.
Дополнительную информацию по техникам составления смотри в Encyclopedia of Polymer Science and Engineering, том 4, стр. 66 и далее (Compounding). Другие техники, известные специалистам в данной области, также подходят для составления.
Кроме того, наполнители, вулканизирующие агенты и/или другие добавки можно добавлять к иономеру. Для сохранения оптической прозрачности часто используют белые или прозрачные наполнители. Пример подходящего белого наполнителя представляет собой Aerosil™, наполнитель на основе диоксида кремния. Количество используемого наполнителя и тип используемого наполнителя можно выбирать в зависимости от желаемой оптической прозрачности.
Вулканизированные пероксидом изделия можно получать из составов настоящего изобретения в виде покрытий или оболочек для оптоэлектронных устройств, таких как LED (СИД), волоконной оптики, оптоэлектронных соединителей и пр.
Желательно, чтобы полимер проявлял общую ненасыщенность бутилкаучука и боковой винильной группы в общем большую или равную 1,0 мольн. % перед вулканизацией, чтобы обеспечить наличие достаточной ненасыщенности для обеспечения возможности прохождения пероксидной вулканизации. Согласно одному варианту осуществления способа получения вулканизированных пероксидом изделий желательно сначала смешивать нуклеофил, содержащий боковую винильную группу, с галогенированным бутилкаучуком с образованием иономера, а затем вулканизировать пероксидом иономер путем смешивания его с пероксидным вулканизирующим агентом. Этот способ часто дает каучук с повышенной степенью вулканизации, но за счет снижения оптической прозрачности из-за структуры «с хорошей эластической восстанавливаемостью», вызванной образованием иономера. Согласно другим вариантам осуществления желательно формировать вулканизированные пероксидом составы путем смешивания галогенированного бутилкаучука как с нуклеофилом, содержащим боковую винильную группу, так и пероксидным вулканизирующим агентом для образования таким образом иономера непосредственно при вулканизации состава. Этот способ проще с технологической точки зрения, поскольку он требует только одну стадию для обеспечения повышенных степеней пероксидной вулканизации для марок галогенированного бутилкаучука с недостаточными уровнями диенов в скелете, чтобы без этого обеспечить возможность пероксидной вулканизации. Однако, in-situ процесс можно также использовать с марками галогенированного бутилкаучука, характеризующимися повышенными уровнями изопрена в скелете (например, больше 2,5 мольн. % изопрена, больше 3,5 мольн. % изопрена, от 2,5 до 7,0 мольн. % изопрена или от 3,5 до 7,5 мольн. % изопрена), для получения вулканизированных составов с желательными увеличенными степенями вулканизации и коротким временем вулканизации. Вулканизированные составы, полученные in-situ, предпочтительно характеризуются, по меньшей мере, сравнимыми степенями вулканизации и могут характеризоваться повышенными степенями вулканизации по сравнению с составами, полученными многостадийным способом. Они также проявляют сниженную оптическую прозрачность из-за полученной структуры «с хорошей эластической восстанавливаемостью».
Желательно, чтобы вулканизированные изделия согласно настоящему изобретению имели низкую шероховатость поверхности, чтобы повысить оптическую прозрачность. Среднеквадратичное значение (среднеквадратичное) шероховатости поверхности вулканизированных изделий настоящего изобретения может находиться в диапазоне 0,1-100 нм, предпочтительно 0,1-50 нм, более предпочтительно 0,1-10 нм. Среднеквадратичную шероховатость поверхности в диапазоне 0,1-10 нм можно охарактеризовать как ультрагладкую поверхность.
Для получения ультрагладкой поверхности формующие поверхности настоящего изобретения можно покрывать разделительным слоем, содержащим, например: поли(диметил)силоксан (ПДМС); силикон-каучуковый полимер, такой как Ecofiex™; фторполимер, такой как политетрафторэтилен (ПТФЭ, общедоступный под торговым наименованием Teflon®), или другие подходящие полимеры, проявляющие термостойкость относительно температуры формования и/или вулканизации и разделяющие свойства после вулканизации. ПДМС является электрически непроводящим и оптически прозрачным, хотя он проявляет слабую непроницаемость для газов, что может приводить к окислению покрытых оболочкой электронных устройств или электродов с покрытием. Покрытие можно наносить на поверхность формы рядом известных техник, таких как нанесение покрытия центрифугированием. Поверхности можно также покрывать Teflon® для получения менее гладкой поверхности, что, тем не менее, подходит для некоторых вариантов осуществления настоящего изобретения. Комбинацию Teflon® и ПДМС можно также наносить так, чтобы слой ПДМС можно было легко удалять с поверхности формы. Это можно предпочтительно предусматривать для повторного использования ПДМС в некоторых применениях. Согласно одному варианту осуществления поверхности формы также содержат кремниевые пластины в качестве подложки для покрытий. Согласно некоторым вариантам осуществления поверхности формы нагревают или охлаждают до температуры менее 100°С, более 30°С, от 30 до 100°С или от 30 до 60°С перед извлечением изделия из формы для облегчения извлечения.
Форму можно нагревать для выполнения вулканизации перемешанного состава. Например, форму можно нагревать до температуры от 100 до 200°С, от 130 до 200°С, от 130 до 180°С, от 160 до 175°С или до приблизительно 175°С. Процесс формования может занимать от 1 до 30 минут, от 4 до 30 минут или от 4 до 8 минут. Желательно, чтобы процесс формования не проводили в течение чрезмерно длительного периода времени, чтобы избежать пригорания иономера, снижая его оптическую прозрачность.
Очень прозрачные вулканизированные изделия из бутилкаучука пригодны в ряде областей применения, таких как растягивающиеся/эластичные электронные устройства, солнечные элементы, инкапсулированные материалы и тонкие пленки.
Примеры
Материалы
Bromobutyl 2030 (галогенированный бутилкаучуковый полимер с 0,8-1,5 мольн. % изопрена) представляет собой продукт LANXESS Inc. Остальные материалы использовали в том виде, в котором получали: п-стирилдифенилфосфин (ДФФС) (Hokko Chemical Industry), Trigonox 101-45B-PD-AM (пероксид) (Akzo Nobel); поли(диметилсилоксан) Sylgard-184 (ПДМС) (Aldrich) и 3-дюймовые кремниевые пластины (University Wafer).
Процедура перемешивания
Полимер добавляли в закрытый смеситель Brabender, оборудованный лезвиями (вальцом) с большим усилием сдвига при 60°С и 60 об/мин Каучук перетирали отдельно в течение 60 секунд с последующим добавлением ДФФС. Пероксид добавляли после 4 минут перемешивания и смесь сливали через 6 минут. Как только вводили все ингредиенты, состав утончали 6 × ¾-дюймовыми разрезами и 6 проходами по длине. Данный состав использовали для всех дальнейших экспериментов, и он описан в таблице 1.

t90 и изменения крутящих моментов определяли согласно ASTM D-5289 при помощи вискозиметра с пуансоном (MDR 2000Е), используя частоту колебаний 1,7 Гц и амплитуду 1°, при 175°С в течение общего рабочего времени 30 минут. Результаты реологических исследований сведены в таблице 2.

Пример 1: Получение ультрагладких прозрачных листов из ВВ2030™-ДФФС иономера на основе бутилкаучука
Ультрагладкие подложки из ВВ2030™-ДФФС иономера на основе бутилкаучука получали путем формования свежеизмельченного иономера между двумя кремниевыми пластинами, покрытыми поли(диметилсилоксаном) (ПДМС), который выступал в качестве легкоотделяемого слоя.
Кремниевые пластины (3-дюйма в диаметре) сначала очищали в растворе «Пираньи» (смесь 7:3 (об./об.) 98% H2SO4 и 30% Н2О2) в течение 5 минут с последующей промывкой в деионизированной воде и сушкой на плитке при 120°С. Преполимер ПДМС Sylgard-184 затем наносили центрифугированием на поверхность пластины при 3000 об/мин в течение 50 с. Покрытие из ПДМС отверждали в печи при 60°С в течение ночи.
Ультрагладкие подложки из ВВ2030™-ДФФС иономера получали формованием состава ВВ2030™-ДФФС иономера между двумя покрытыми ПДМС кремниевыми пластинами: 10 г свежесоставленного ВВ2030™-ДФФС помещали в ½ макроформы с расстоянием 2 мм между двумя покрытыми ПДМС кремниевыми пластинами и по одному листу из Teflon® (толщиной 0,26 мм) с обеих внешних сторон пластин. Форму помещали в ручной пресс Carver (модель 3853-0), оборудованный регулировкой температуры, при температуре плит, установленной на 175°С при давлении 20 тонн. Ее выдерживали при 175°С в течение 8 минут (фигура 3). Пластины отделяли от листов каучука, когда они были еще горячими, обеспечивая ультрагладкие листы каучука (толщиной ~0,4 мм).
Пример 2: Измерения шероховатости поверхности при помощи атомно-силовой микроскопии (АСМ)
АСМ-изображения использовали для определения среднеквадратичной шероховатости поверхности (таблица 3). Среднеквадратичное (среднеквадратичное значение) представляет собой выражение, используемое для измерения шероховатости поверхности. Брали АСМ-изображения листов из ВВ2030™-ДФФС бутилкаучука, вулканизированных посредством двух способов: первый представлял собой вулканизацию свежеизмельченного ВВ2030™-ДФФС бутилкаучука между листами из Teflon® с обеих сторон; а второй представлял собой вулканизацию непосредственно между покрытыми ПДМС Si-пластинами с обеих сторон.

Пример 3: Спектроскопия в УФ и видимой области спектра для определения коэффициента оптического пропускания
Спектры пропускания для листов тонкой пленки из ПДМС и ВВ2030™-ДФФС иономера на основе бутилкаучука получали при помощи спектрометра для УФ и видимой области спектра Varian Сагу 50, сосканированные при 200-800 нм. Каждый образец помещали на стеклянную пластинку и получали спектры пропускания. Стеклянную пластинку считали за исходную линию. Результаты представлены на фигуре 10.
Пример 4: Физическое испытание
Образцы для определения деформационно-прочностных свойств вулканизировали при 175°С в течение t90+5 минут. Деформационно-прочностные свойства анализировали при помощи прибора для испытания на растяжение Т2000. Следовали процедуре ASTM D412 для тестирования невыдержанных образцов и среднее 3 значений брали в качестве результата. Твердость измеряли, используя прибор для определения твердости по Шору А, согласно ASTM D2240. Три вулканизированных образца (которые будут использовать для испытания на растяжение) складывали один на другой для получения образца соответствующей высоты. Среднее 5 значений брали в качестве результата. Результаты представлены в таблице 4.

Пример 5: Измерения проницаемости
Проницаемость поверхностно-модифицированных бутилкаучуковых образцов для кислорода определяли при помощи системы для испытания на газопроницаемость Mocon Ох-Tran модели 2/61. Толщину образцов сначала измеряли в пяти точках. Образцы исключали, если разности толщин между любыми из этих пяти точек отличались на >25%. Образцы предварительно обрабатывали кислородом в течение 10 часов в устройстве перед измерениями проницаемости. Проницаемость для кислорода измеряли при 40°С и 0% относительной влажности в течение 3-5 двадцатиминутных циклов для определения скорости переноса кислорода (в см3/[м2⋅день]) через образец и скорости проникания (в см3⋅мм/[м2⋅день]). Измеряли минимум по три образца каждого типа. Результаты представлены в таблице 5. ПДМС также тестировали, но скорости проникания были слишком высокими для обеспечения измеримых результатов.

Пример 6: Вулканизация на других подложках
Для подтверждения того, что вулканизация бутилкаучука на ПДМС дает IIR с низкой шероховатостью поверхности и повышенной оптической прозрачностью, ДФФС-ВВ2030™ вулканизировали на других подложках с и без покрытия из ПДМС. Другие выбранные подложки представляли собой листы из Teflon®, полированные алюминиевые листы и стеклянные пластинки. На фигуре 12 представлены АСМ-изображения, полученные для листов из ДФФС-ВВ2030™, вулканизированных на листах из Teflon (фигура 12а), полированных алюминиевых листах (фигура 12b) и стеклянных пластинках (фигура 12с). Среднеквадратичная шероховатость поверхности, измеренная посредством получения изображений при помощи АСМ, показана на фигуре 14. Шероховатость поверхности была наибольшей при вулканизации на листах из Teflon со среднеквадратичной шероховатостью 167,47 нм. Шероховатость поверхности была ниже при вулканизации на полированных алюминиевых листах со среднеквадратичной шероховатостью 41,89 нм, однако не настолько гладкой, как вулканизация на покрытых ПДМС Si-пластинах со среднеквадратичной шероховатостью 6,59 нм. Шероховатость поверхности 44,36 нм получали при вулканизации на стеклянных пластинках, но поверхность проявляла пористую морфологию поверхности. Различные подложки (Si-пластина, алюминий, стекло) затем покрывали ПДМС и ДФФС-ВВ2030™ вулканизировали на этих подложках с покрытием. Все три подложки с покрытием давали вулканизированный ДФФС-ВВ2030™ каучук с низкой шероховатостью поверхности; 6,59 нм - при вулканизации на ПДМС-Si-пластине, 3,85 нм - при вулканизации на ПДМС-алюминиевом листе, и 4,90 нм - при вулканизации на ПДМС-стеклянной пластинке (фигура 13). Эти результаты подтверждают то, что ПДМС выступает в качестве гладкого разделительного слоя, дающего вулканизированые каучуковые листы с низкой шероховатостью поверхности.
Пример 7: Измерения коэффициента пропускания
Спектры пропускания получали для ДФФС-ВВ2030™, вулканизированного на различных подложках без покрытия и покрытых ПДМС подложках, чтобы соотнести повышенную оптическую прозрачность с низкой шероховатостью поверхности (фигура 15). Оптическая прозрачность (при 630 нм) для ДФФС-ВВ2030™, вулканизированном на всех подложках без покрытия и покрытых ПДМС подложках, приводится в таблице 7. Оптическая прозрачность была самой низкой для ДФФС-ВВ2030™, вулканизированного на листах из Teflon®, имеющих самую высокую шероховатостью поверхности, с 17% прозрачностью при 630 нм. Шероховатость поверхности была несколько ниже при вулканизации ДФФС-ВВ2030™ на полированных алюминиевых листах, давая 53% прозрачность при 630 нм. Все подложки, покрытые ПДМС, имеющие наименьшую шероховатость поверхности, давали высокую оптическую прозрачность в диапазоне от 84 до 87% прозрачности при 630 нм. Это изменение подтверждает то, что сильная шероховатость поверхности дает низкую оптическую прозрачность, и, когда шероховатость поверхности уменьшается, оптическая прозрачность увеличивается.

Пример 8: Дополнительные марки каучука
Исследовали другие составы бутилкаучука без наполнителя, такие как вулканизированный пероксидом ВВ2030™ (без ДФФС-иономера) и вулканизированный пероксидом бутилкаучук, содержащий 6,9 мольн. % изопрена (обозначенный в настоящем документе как RB70, но не продаваемый коммерчески). Различные вулканизированные пероксидом составы бутилкаучука без наполнителя перечислены в таблице 8. Результаты реологического исследования приведены в таблице 9, а результаты физического испытания приведены в таблице 10. Скорости проникания кислорода приведены в таблице 11.


Пример 9: Дополнительные марки каучука - прозрачность
Как вулканизированный пероксидом ВВ2030™, так и вулканизированный пероксидом бутилкаучук, содержащий 6,9 мольн. % изопрена, (RB70) вулканизировали на покрытых ПДМС Si-пластинах; шероховатость поверхности измеряли посредством получения изображений при помощи АСМ, а оптическую прозрачность измеряли при помощи спектроскопии в УФ и видимой области спектра. Вулканизированный пероксидом ВВ2030™ был непрозрачным, а вулканизированный пероксидом RB70 был оптически прозрачным. Шероховатость поверхности вулканизированного пероксидом ВВ2030™ составляла 16,93 нм, а вулканизированного пероксидом RB70 - 6,4 нм. АСМ-изображения для всех трех составов без наполнителя показаны на фигуре 16, а среднеквадратичная шероховатость поверхности, измеренная посредством получения изображений при помощи АСМ, показана на фигуре 17. Эти результаты подтверждают то, что ПДМС выступает в качестве гладкого легкоотделяемого слоя, давая вулканизированные бутилкаучуковые листы с высокой оптической прозрачностью и низкой шероховатостью поверхности для, по меньшей мере, составов на основе бутилкаучука без наполнителя RB70 и ВВ2030™-ДФФС.
Спектры пропускания для всех трех бутилкаучуков без наполнителя, вулканизированных на покрытых ПДМС Si-пластинах, показаны на фигуре 18. ДФФС-ВВ2030™ характеризовался наивысшей оптической прозрачностью с 75% оптической прозрачностью, за которым следует RB70 с 72% оптической прозрачностью и ВВ2030™, характеризующийся самой низкой оптической прозрачностью 10% при 630 нм (таблица 12). Оптическая прозрачность зависит от толщины, и эти процентные отношения на ~10% ниже, чем ранее указанные, из-за увеличения толщины бутилкаучукового листа (от 0,5 мм до 1,0 мм).


Результаты и обсуждение
Вулканизированные изделия, полученные из ВВ2030™-ДФФС иономера на основе бутилкаучука при помощи вышеуказанного способа смешивания и вулканизации, имели высокую прозрачность и были ультрагладкими с низкой шероховатостью поверхности. Сначала очень прозрачные ультрагладкие листы из ВВ2030™-ДФФС иономера можно было получать только путем измельчения всех ингредиентов в мельнице с большим усилием сдвига в течение очень длительных периодов времени. Небольшие морщинки по всей площади вулканизированных бутилкаучуковых листов наблюдали при менее чем 15 проходах через мельницу. Эти морщинки, наблюдаемые по всей площади вулканизированного листа, уменьшали прозрачность. Хотя эти образцы были достаточно прозрачными для некоторых применений, для увеличения прозрачности образцы из ВВ2030™-ДФФС дополнительно перетирали (более 15 проходов) перед вулканизацией листов.
Способ получения очень прозрачной и ультрагладкой поверхности включал вулканизацию свежеизмельченного ВВ2030™-ДФФС бутилкаучука на кремниевых (Si) пластинах, которые предварительно покрывали ПДМС. ПДМС наносили центрифугированием и отверждали на Si-пластине. ПДМС выступает в качестве ультрагладкого легкоотделяемого слоя, когда каучук вулканизируют непосредственно на нем. Изображение, сравнивающее Si-пластину без покрытия и с покрытием из ПДМС, показано на фигуре 4а. Схема получения образца для вулканизации бутилкаучуковых листов на покрытой ПДМС пластине также показана на фигуре 4b. Листы из Teflon вставляли в форму для получения желаемой толщины бутилкаучукового листа. Каждый бутилкаучуковый лист вулканизировали в течение 8 минут при 175°С на ручном Carver под давлением 35000 фунтов. Более низкое давление сначала использовали, чтобы избежать разрушения Si-пластин.
Способ производства очень прозрачных и ультрагладких листов из ВВ2030™-ДФФС бутилкаучука значительно упростили для соответствия промышленным стандартам. Предыдущие попытки перемешивания ДФФС в Brabender при повышенных температурах были неудачными из-за сшивания в смесителе. Однако, перемешивание всех ингредиентов в Brabender с лезвиями с большим усилием сдвига при низкой температуре 60°С в течение 6 минут давало материал белого цвета (смотри фигуру 5, слева). После утончения 6 × ¾-дюймовыми разрезами на мельнице и 3 проходами по длине материал становился полупрозрачным (смотри фигуру 5, справа). Кривые MDR получали для образца перед и после измельчения при 175°С в течение 30 минут для подтверждения того, что не было различий в скорости вулканизации между двумя материалами. Как наблюдали на графике MDR (фигура 6), не было видимого изменения в скорости вулканизации между только лишь перемешанными и перемешанными/измельченными образцами.
Вулканизированные листы как для чрезмерно измельченного ВВ2030™-ДФФС каучука, так и свежеперемешанных/измельченных образцов сравнивали для определения того, были ли какие-либо заметные изменения в прозрачности каучуковых листов. Оба образца вулканизировали при помощи одинакового способа, указанного выше, в течение 8 минут при 175°С. Оба образца давали очень прозрачные и ультрагладкие листы из ВВ2030™-ДФФС бутилкаучука без какой-либо заметной разницы между двумя листами.
Протонный и фосфорный ЯМР-анализ (1Н- и31Р-ЯМР) ВВ2030™-ДФФС иономера на основе бутилкаучука, перемешанного в Brabender, может подтвердить наличие или отсутствие образования иономера. Как протонный, так и фосфорный ЯМР показал, что ~4% свободного ДФФС превратилось в иономерную форму после перемешивания в Brabender при 60°С в течение 6 минут. Данные фосфорного ЯМР показаны на фигуре 7, указывая на небольшое количество иономера, не содержащего ДФФС, что является несущественным количеством.
ПДМС имеет известную температуру разложения 343°С. Однако, изменения морфологии поверхности из ПДМС, нанесенного на Si-пластину, наблюдали после каждой вулканизации в течение 8 минут при 175°С. Повторное использование этих пластин давало бутилкаучуковые листы с такими же изменениями морфологии поверхности по листу. Таким образом, покрытые ПДМС пластины были подходящими только для одноразового использования при 175°С. В целях обеспечения снижения стоимости производства исследовали различные температуры вулканизации для ВВ2030™-ДФФС бутилкаучука. Наблюдали, что покрытые ПДМС пластины, используемые для вулканизации бутилкаучука при 160°С, не показали изменения морфологии поверхности покрытия из ПДМС после повторного использования. Это указывает на то, что покрытые ПДМС пластины можно было неоднократно повторно использовать, если температура вулканизации составляла 160°С. Исследованные температуры вулканизации составляли 160, 165, 170 и 175°С (смотри фигуру 8). Наибольшая скорость вулканизации с наибольшим увеличением крутящего момента была получена при 175°С с t90 8,30 минут и значением крутящего момента 13,67 дНм. При снижении температуры скорость вулканизации и увеличение крутящего момента снижались. Таким образом, вулканизация при низких температурах в течение длительного периода времени делает возможным повторное использование покрытых ПДМС Si-пластин.
Изображения, полученные атомно-силовой микроскопией (АСМ), получали для изучения шероховатости поверхности листов из ВВ2030™-ДФФС бутилкаучука, полученных посредством двух способов вулканизации. Первый - путем сжатия ВВ2030™-ДФФС бутилкаучука между листами из Teflon®, а второй - путем вдавливания каучука в покрытые ПДМС кремниевые пластины. Шероховатость поверхности определяли, используя АСМ-изображения обоих вулканизированных листов из ВВ2030™-ДФФС бутилкаучука. Большую среднеквадратичную шероховатость 167,47±2,93 нм получали для образца, сжатого между листами из Teflon® (фигура 9а). Однако, когда ВВ2030™-ДФФС бутилкаучук сжимали с обеих сторон покрытыми ПДМС кремниевыми пластинами, намного более гладкую поверхность получали со среднеквадратичной шероховатостью 6,59±0,51 нм (фигура 9b). В применениях для гибкой электроники большая шероховатость поверхности является большой проблемой по причине плохого контакта, вызванного большими выступами и углублениями, образованными на поверхности. Низкая шероховатость поверхности обеспечивает воздухонепроницаемый сухой контакт при использовании в качестве оболочки, который не будет нарушать проводимость при использовании в электроде.
Оптическую прозрачность ВВ2030™-ДФФС бутилкаучука исследовали для определения его пригодности в качестве замены ПДМС в электронных приборах, таких как солнечные элементы и СИД. ПДМС является оптически прозрачным, но сильно проницаемым для влаги и газов. Бутилкаучук имеет преимущество, заключающееся как в непроницаемости для влаги и газа, так и высокой прозрачности в видимой области спектра. Листы из ВВ2030™-ДФФС бутилкаучука вулканизировали с изменением толщины от 0,2 мм до 0,5 мм для определения того, каково было пропускание листов (фигура 10). Листы имели 83-92% пропускание при 630 нм при снижении прозрачности только на 10% при более чем удвоенной толщине листов. Сравнительная фотография, показывающая листы как из ПДМС, так и ВВ2030™-ДФФС иономера на основе бутилкаучука, представлена на фигуре 11.
Дополнительные эксперименты подтвердили, что вулканизация на ПДМС дает бутилкаучук с низкой шероховатостью поверхности. Низкая шероховатость поверхности, как оказалось, важна для получения оптической прозрачности, как и низкая пористость. Вулканизация на различных подложках подтвердила, что покрытые ПДМС подложки давали самую низкую шероховатость поверхности и самую высокую оптическую прозрачность для вулканизированных бутилкаучуковых листов, хотя другие поверхности давали шероховатость поверхности и оптическую прозрачность, подходящие для некоторых применений. Сравнения с другими бутилкаучуковыми составами без наполнителя (вулканизированные пероксидом ВВ2030™ и RB70) показали, что, по меньшей мере, RB70 также давал оптически прозрачный лист, хотя свойства листа без наполнителя, даже при вулканизации пероксидом, были в целом хуже, чем у ВВ2030™-ДФФС бутилкаучука. В частности, реологические свойства, физическая прочность и скорость проникания кислорода для вулканизированных пероксидом образцов из RB70 были хуже, чем у образцов из ВВ2030™-ДФФС. Было отмечено, что с точки зрения качества даже при вулканизации пероксидом поверхности RB70 были очень липкими и не подходили для дальнейшей обработки и переработки.
Эксперименты с изменением температуры
ДФФС-ВВ2030™ перемешивали в смесителе Brabender при различных температурах для определения подходящих диапазонов температуры перемешивания для получения, в конце концов, оптически прозрачного IIR с низкой шероховатостью поверхности. ДФФС перемешивали в Brabender (лопасти типа Бенбери) с ВВ2030™ при следующих температурах: 25, 60, 100, 130 и 160°С. Эти температуры выбирали для определения того, имело ли образование иономера in-situ какое-либо влияние на формование и, в конечном итоге, прозрачность и шероховатость поверхности вулканизированных каучуковых листов. Составы оставались такими же, как 12YR110, и представлены в таблице 8. Кривые скорости перемешивания ДФФС-ВВ2030™ при исследуемых температурах представлены на фигуре 19. Как указано на графике, перемешивание ДФФС при 25 и 60°С показывает ожидаемое увеличение крутящего момента, когда ДФФС вводят в каучук, и никакого видимого изменения крутящего момента после этого. Однако, как только температура перемешивания увеличивается до 100°С, происходит плавление ДФФС на 90 секунде со следующим затем еще увеличением крутящего момента после дополнительных 70 секунд, что указывает на образование иономера. Было показано, что ДФФС-иономер образуется через 10 минут при 130°С. Перемешивание затем проводили при 130°С с прекращением перемешивания через 200 секунд, а затем через 700 секунд для определения, существовало ли какое-либо отличие в количестве образовавшегося иономера. Оба показали аналогичные кривые скорости перемешивания, как и перемешивание при 100°С, что указывало на образование иономера сразу после плавления ДФФС, за исключением более длительного времени перемешивания, при котором происходило другое небольшое постепенное увеличение крутящего момента в промежутке от 450 до 700 секунд. Это, вероятно, указывает на большую степень превращения иономера. Кривая скорости перемешивания, наблюдаемая при 160°С, показала образование иономера сразу после плавления ДФФС. Более высокие температуры перемешивания не исследовали, поскольку бутилкаучук разлагается при высоких температурах, поэтому, даже если образование иономера происходит, бутилкаучук будет по-прежнему разлагаться.
Пероксид добавляли в Brabender для перемешиваний, выполняемых при 25 и 60°С, за 30 секунд до выгрузки материала. Для перемешиваний при более высоких температурах пероксид добавляли в мельницу. Все составы измельчали в мельнице за исключением перемешивания, выполняемого при 160°С, поскольку ДФФС-ВВ2030™ было невозможно объединять из-за высокой степени превращения иономера. Изображения для каждого после измельчения показаны на фигуре 20. Образование иономера при температурах свыше 130°С приводило к морщинистому бутилкаучуку с шероховатой сшитой текстурой.
Протонный и фосфорный ЯМР-анализ (1H- и31Р-ЯМР) ВВ2030™-ДФФС бутилкаучука, перемешанного в Brabender, может подтвердить наличие или отсутствие образования иономера. Образцы смесей, полученных при температурах до 100°С, поддавались растворению в растворителе, однако смеси при 130°С или выше не растворялись, что указывает на слишком большое образование иономера, чтобы каучук растворялся. Исходя из31Р-ЯМР, показанного на фигуре 7, свободный ДФФС имеет смещение в 5,9 частей на миллион, иономерная форма имеет смещение в 18,7 частей на миллион, а окисленная форма свободного ДФФС имеет смещение в 28,9 частей на миллион. Как протонный, так и фосфорный ЯМР показывал увеличение превращения ДФФС в иономерную форму при увеличении температуры перемешивания (смотри фигуру 21). При перемешивании при 25°С (12YR151) 5,10% свободного ДФФС превращалось в иономерную форму. Это превращение увеличивалось до 7,98% при перемешивании при 60°С (12YR152) и до 15,03% при перемешивании при 100°С (12YR153). Более высокие температуры перемешивания приводят к увеличению степеней превращения иономера и преждевременному сшиванию, что давало нерастворимые образцы, поэтому превращения далее не измеряли количественно.
Кривые MDR, полученные для 12YR151-12YR155, представлены на фигуре 22. Изменения крутящих моментов для составов, перемешанных при низких температурах, показали небольшие различия между составами 12YR151-12YR153 (смотри таблицу 13). 12YR151 (перемешанный при 25°С) характеризовался изменением крутящего момента 10,68 дНм, 12YR152 (перемешанный при 60°С) имел 11,80 дНм, а 12YR153 (перемешанный при 100°С) имел 10,73 дНм. Однако, иономер, образовавшийся при перемешивании при температурах до 130°С, давал более низкие изменения крутящих моментов, исходя из кривых MDR, причем 12YR154 (перемешанный при 130°С) имел 9,95 дНм, a 12YR155 (перемешанный при 130°С; in-situ образование иономера) имел 8,97 дНм. Это уменьшение изменения крутящего момента происходит вследствие образования иономера, происходящего в смесителе Brabender, а не при вулканизации после введения вулканизирующих агентов. Этот эффект явно наблюдали на изображениях компаундов после работы MDR, при котором предварительно образовавшийся иономер и преждевременное сшивание в 12YR154 давали вулканизированный бутилкаучук «с хорошей эластической восстанавливаемостью», a 12YR151 показывал обычно однородную вулканизированную поверхность (смотри фигуру 22; вставка). Эта структура «с хорошей эластической восстанавливаемостью» получается в результате множества ионных связей, что, в конце концов, дает усадку и низкую текучесть, что подтверждается высоким значением ML как для 12YR154, так и 12YR155, показывая, что они уже сшиты. Для подтверждения того, что стирольная функциональная группа на ДФФС была сшита с ВВ2030™, невулканизированные образцы 12YR154 и 12YR155 встряхивали в толуоле в течение двух дней (смотри фигуру 23). Как образцы 12YR154, так и 12YR155 не растворялись, показывая, что кроме образования иономера происходило преждевременное сшивание.

Физическое испытание (образцы для определения деформационно-прочностных свойств вулканизировали при 175°С в течение t90+5 минут): деформационно-прочностные свойства анализировали при помощи прибора для испытания на растяжение Т2000. Следовали процедуре ASTM D412 для тестирования невыдержанных образцов и среднее 3 значений брали в качестве результата. Твердость анализировали при помощи прибора для измерения твердости по Шору А согласно ASTM D2240. Три вулканизированных образца (которые будут использовать для испытания на растяжение) ставили друг на друга для получения образца соответствующей высоты. Среднее 5 значений брали в качестве результата. Физические свойства 12YR151, 12YR152 и 12YR153 были подобны результатам, полученным для 12YR053. Высокотемпературное перемешивание 12YR154 и 12YR155, давало каучук «с хорошей эластической восстанавливаемостью», который плохо тек, что приводило к дефектам вулканизированных листов. Из-за этих дефектов образцы быстро ломались, и данные для обоих следует игнорировать.

Все низкотемпературные перемешивания от 25 до 100°С давали оптически прозрачные вулканизированные каучуковые листы. Однако, образование иономера и преждевременное сшивание при перемешивании в Brabender при 130°С в конечном итоге снижали оптическую прозрачность вулканизированных листов как из 12YR154, так и 12YR155, что давало в результате плохую текучесть, поэтому каучук формовался неоднородно. АСМ-изображения для 12YR151-12YR153 показаны на фигуре 24 вместе с соответствующей среднеквадратичной шероховатостью. Получение АСМ-изображений не проводили для 12YR154 или 12YR155, поскольку поверхность была слишком шероховатой для измерения посредством данной техники. Все из 12YR151-12YR153 показали низкую шероховатость поверхности, что связано с вулканизацией на покрытых ПДМС пластинах.
Спектры пропускания для 12YR151-12YR155, показанные на фигуре 25, подтверждают, что перемешивание при повышенных температурах приводит к ощутимому снижению оптической прозрачности. ДФФС-ВВ2030™, перемешанные при 25-100°С, показывали незначительное различие в оптической прозрачности, все имели 72% пропускание при 630 нм. Однако, 12YR154 имел только 6% пропускание (при 630 нм), a 12YR155 имел 28% пропускание (при 630 нм). Это подтверждало, что образование иономера и любое преждевременное сшивание в Brabender при температурах 130°С или выше дает листы из бутилкаучука, которые оптически непрозрачны и будут непригодны для применений, требующих высокого пропускания.
Оптическую прозрачность ДФФС-ВВ2030™ исследовали с увеличенными количествами Aerosil 8200, прозрачного наполнителя, для определения того, какое влияние наполнитель имел на прозрачность, и того, как физические свойства можно было регулировать. ДФФС-ВВ2030™ смешивали и вулканизировали таким же образом, как ранее указывалось, за исключением того, что пероксидный вулканизирующий агент представлял собой жидкий пероксид, который добавляли в мельницу перед измельчением. Четыре исследуемых компаунда представляли собой ДФФС-ВВ2030™ с Aerosil 8200 в количестве 5, 10, 20 и 30 чек (таблица 15). Большую загрузку наполнителя не исследовали из-за сложности загрузки 30 чек в смеситель. Результаты реологического исследования, полученные при помощи MDR, сведены в таблице 16. Изменения крутящих моментов увеличивались с увеличением количеств наполнителя и находились в диапазоне от 9,59 дНм для 12YR147 (без наполнителя) до 16,42 дНм для 12YR145 (30 чек Aerosil). Увеличение количества наполнителя также соответствовало несколько более длительному времени вулканизации (t90). Увеличение количества наполнителя в ДФФС-ВВ2030™ давало увеличение твердости, модуля упругости и относительного удлинения (смотри таблицу 17). Таким образом, состав ДФФС-ВВ2030™ можно регулировать, чтобы получать желаемые физические свойства.


Все составы вулканизировали пероксидом на покрытых ПДМС Si-пластинах; шероховатость поверхности измеряли посредством получения изображений при помощи АСМ, а оптическую прозрачность измеряли посредством спектроскопии в УФ и видимой области спектра. Как оказалось, все обладают одинаковой оптической прозрачностью. Однако, каучуковые листы имели темно-желтый цвет, ранее не наблюдаемый у ДФФС-ВВ2030™, вулканизированного пероксидом на твердой подложке. АСМ-изображения составов ДФФС-ВВ2030™ с жидким пероксидом и увеличенными количествами наполнителя-диоксида кремния показаны на фигуре 26, причем их соответствующая среднеквадратичная шероховатость указана под каждым изображением. 12YR147 без наполнителя имел наибольшую шероховатость 13,93±2,04 нм, которая все еще достаточно низка. Все остальные составы с Aerosil имели низкую среднеквадратичную шероховатость в диапазоне от 6,26±0,24 нм для 12YR139 (5 чек наполнителя) до 8,05±1,69 нм для 12YR145(30 чек).
Спектры пропускания для 12YR139-12YR147 при увеличении количества наполнителя Aerosil от 0 до 30 чек показаны на фигуре 27. 12YR147 без наполнителя характеризовался 79% пропусканием (при 630 нм), что только на 5% меньше, чем у 12YR110. Оптическая прозрачность снижается до 71% при добавлении 5 чек наполнителя и даже больше до 64% с 10 чек наполнителя (таблица 18). Оптическая прозрачность, однако, повышается при увеличении количества наполнителя до 20 и 30 чек, составляя 68 и 70% пропускание, соответственно.

Альтернативные разделительные средства
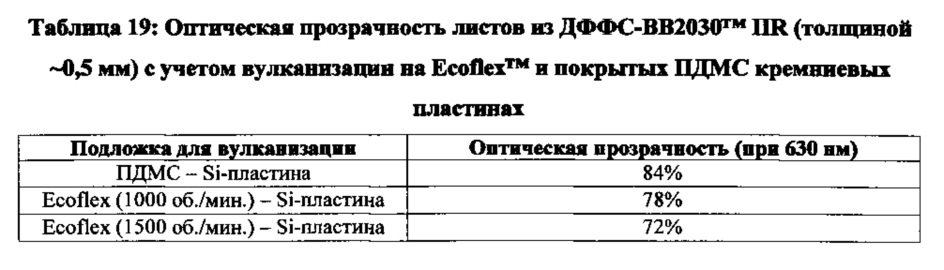
Нанесенный центрифугированием Ecoflex™ (силиконовый полимер) анализировали как альтернативу нанесенному центрифугированием ПДМС для обеспечения легкого извлечения при вулканизации листов из ДФФС-ВВ2030™, что давало в результате каучуковые листы с низкой шероховатостью поверхности и высокой оптической прозрачностью. Покрытые Ecoflex™ пластины также выступали в качестве легкоотделяемого слоя после вулканизации листов из IIR, и полученные листы из IIR были оптически прозрачными, смотри фигуру 28. Оптическая прозрачность составляла 78% (при 630 нм) для ДФФС-ВВ2030™, вулканизированного на Ecoflex™, нанесенном центрифугированием при 1000 об/мин, и 72% (при 630 нм) для ДФФС-ВВ2030™, вулканизированного на Ecoflex™, нанесенном центрифугированием при 1500 об/мин
Получали АСМ-изображения и измеряли среднеквадратичную шероховатость поверхности для состава ДФФС-ВВ2030™, вулканизированного на Ecoflex™, нанесенном центрифугированием на Si-пластины при 1000 об/мин и 1500 об/мин (смотри фигуру 29). Среднеквадратичная шероховатость была низкой и указана под каждым АСМ-изображением.
Исходя из вышесказанного, было показано, что составы ВВ2030™-ДФФС бутилкаучука, вулканизированные пероксидом на покрытых ПДМС подложках, обеспечивают требуемый баланс оптической прозрачности, низкой скорости проникания кислорода, физической прочности и стойкости и низкой липкости поверхности, что является подходящим для различных применений, где желательны эластичные, непроницаемые и оптически прозрачные покрытия. Такие применения могут включать, например, покрытия или оболочки для оптической электроники.
Хотя настоящее изобретение было описано подробно выше для пояснения, понятно, что такое подробное описание представлено только с этой целью, и что специалисты в данной области могут сделать изменения в нем без отклонения от сущности и объема настоящего изобретения за исключением случаев, ограниченных формулой изобретения.
Реферат
Настоящее изобретение относится к способу получения оптически прозрачного вулканизированного пероксидом изделия, сделанного из вулканизируемого пероксидом иономера на основе бутилкаучука, причем по меньшей мере часть оптически прозрачного вулканизированного пероксидом изделия имеет коэффициент пропускания большего или равного 75% видимого света с длиной волны, выбранной из 350-750 нм, при толщине 0,51 мм или меньше. Способ включает следующие стадии: (a) обеспечение галогенированного бутилкаучукового полимера, содержащего повторяющиеся звенья, полученные из по меньшей мере одного изоолефинового мономера, и повторяющиеся звенья, полученные из одного или нескольких полиолефиновых мономеров, причем полимер содержит, по меньшей мере, аллилгалогенидный фрагмент; (b) смешивание нуклеофила на основе азота или фосфора, содержащего боковую винильную группу, с галогенированным бутилкаучуковым полимером при температуре в интервале от 25°С до 100°С; (c) реакцию аллилгалогенидного фрагмента с нуклеофилом с образованием вулканизируемого пероксидом иономера на основе бутилкаучука; (d) смешивание пероксидного вулканизирующего агента с вулканизируемым пероксидом иономером на основе бутилкаучука; (е) формование вулканизируемого пероксидом иономера на основе бутилкаучука, смешанного с вулканизирующим агентом, в изделие между двумя нагретыми поверхностями, характеризующимися среднеквадратичной шероховатостью поверхности от 0,1 до 10 нм; (f) вулканизацию изделия при подходящих условиях для пероксидного вулканизирующего агента и (g) извлечение вулканизированного изделия из пространства между нагретыми поверхностями. Также раскрыто вулканизированное изделие, полученное таким способом. Технический результат – обеспечение получения вулканизированного пероксидом изделия, характеризующегося требуемым балансом оптической прозрачности, низкой скоростью проникновения кислорода, физической прочностью, стойкостью и низкой липкостью поверхности. 2 н. и 32 з.п. ф-лы, 29 ил., 18 табл., 9 пр.
Формула

Документы, цитированные в отчёте о поиске
Вулканизуемая пероксидами резиновая смесь, содержащая галобутиловые иономеры с высоким содержанием мультиолефина
Комментарии