Способы нанесения защитных покрытий, уменьшающих появление царапин, на изделия с нанесенным многослойным покрытием - RU2503544C2
Код документа: RU2503544C2
Чертежи
Описание
Варианты настоящего изобретения относятся к способам нанесения защитных покрытий на изделия, на которых уже нанесено покрытие. Более конкретно, варианты настоящего изобретения относятся к способам нанесения защитного покрытия (которое, например, может содержать органический материал) на изделие, имеющее уже нанесенный на него пакет слоев, для снижения потенциала образования поверхностных царапин. Заранее нанесенный пакет слоев в иллюстративных вариантах настоящего изобретения может быть нанесен способом напыления в вакууме (например, для использования в задачах, связанных с низкой излучательной способностью или в солнечной энергетике), а защитное покрытие в вариантах настоящего изобретения может наноситься процессом, связанным с откачкой.
Предпосылки к созданию и краткое описание иллюстративных вариантов изобретения
Нанесение однослойных и многослойных покрытий, например напылением в вакууме и т.п., известно. Известные покрытия с низкой излучательной способностью, нанесенные напылением в вакууме, известны в отрасли как мягкие покрытия, поскольку при нормальном обращении они обычно очень легко повреждаются. Например, стандартные покрытия с низкой излучательной способностью, нанесенные напылением в вакууме, имеют недостаток, заключающийся в образовании царапин, и, по существу, считаются мягкими покрытиями.
Возможность повреждения покрытия на изделиях является недостатком, типичным для многих покрытий, нанесенных напылением в вакууме и/или нанесенных другим способом. Возможность повреждения часто заставляет производителей принимать особые меры предосторожности при нанесении покрытий, включая этапы этого процесса, при транспортировке промежуточных и/или готовых изделий, любые этапы финишной обработки, монтажа и пр. Эти особые меры повышают себестоимость и затраты времени, необходимые для изготовления изделия с нанесенным покрытием. Даже при применении разнообразных мер предосторожности возможность повреждения, например появления царапин, сохраняется и довольно часто приводит к уменьшению выхода годной продукции.
Таким образом, понятно, что существует потребность в способах защиты пакетов слоев, нанесенных на изделия.
Было обнаружено, что легкость, с которой на мягких покрытиях могут появляться царапины, по меньшей мере отчасти, можно объяснить шероховатостью поверхности покрытий и слабой связью между пакетом слоев и стеклом или между слоями в пакете слоев. Таким образом, было обнаружено, что поверхностную энергию можно модифицировать, чтобы уменьшить трение, вызываемое шероховатостью поверхности, что приведет к повышению сопротивления образованию царапин. Действительно, было обнаружено, что при нанесении "скользкого" защитного покрытия на заранее нанесенный пакет слоев предрасположенность к образованию царапин снижается. В некоторых иллюстративных вариантах защитное покрытие можно наносить процессом, связанным откачкой.
В некоторых вариантах настоящего изобретения предлагается способ изготовления изделия с покрытием путем нанесения защитного покрытия, уменьшающего появление царапин, на промежуточное изделие с уже нанесенным покрытием. Промежуточное изделие с уже нанесенным покрытием содержит подложку с нанесенным на него однослойным или многослойным пакетом. Защитное покрытие, уменьшающее появление царапин, наносят на промежуточное изделие с уже нанесенным покрытием с помощью процесса, связанного с откачкой так, что изделие с уже нанесенным покрытием и с защитным покрытием, уменьшающим появление царапин, имеет угол контакта больший, а поверхностное трение меньшее, чем угол контакта и поверхностное трение у промежуточного изделия с уже нанесенным покрытием.
Согласно вариантам настоящего изобретения процесс откачки может содержать следующие этапы. В нагревательную вакуумную камеру, соединенную с напыляющей установкой, подают в жидкой форме материал с низким давлением пара, при этом между нагревательной камерой и напыляющей установкой установлен вентиляционный буфер напыляющей установки. После создания разрежения в нагревательной камере образуется пар. Когда напыляющую установку необходимо продуть, вентиляционный буфер вентилируется и нагревательная камера продувается так, что по существу весь пар выходит в вентиляционный буфер напыляющей установки. Когда продувка завершается, буфер хранения пара частично откачивают.
Нагревательная камера может быть снабжена первым и вторым клапанами, при этом второй клапан расположен между нагревательной камерой и вентиляционным буфером напыляющей установки, а первый клапан расположен перед нагревательной камерой. На этапе откачки открывают второй клапан и закрывают первый клапан, на этапе накопления закрывают второй клапан, на этапе продувки открывают второй клапан, а затем открывают первый клапан, а на этапе частичной откачки закрывают первый клапан, выжидают заранее определенное время и закрывают второй клапан.
В некоторых вариантах настоящего изобретения предлагается изделие с уже нанесенным покрытием. На подложку нанесен однослойный или многослойный пакет. На однослойном или многослойном пакете, напротив подложки, прямо или косвенно нанесено защитное покрытие, уменьшающее появление царапин, содержащее органический материал. Изделие с уже нанесенным покрытием, включая защитное покрытие, уменьшающее появление царапин, имеет угол контакта больший, а поверхностное трение меньшее, чем угол контакта и поверхностное трение однослойного или многослойного пакета, нанесенного на подложку.
В некоторых вариантах настоящего изобретения предлагается устройство. Камера соединена с напыляющей установкой, при этом между нагреваемой камерой и напыляющей установкой расположен вентиляционный буфер, при этом камера выполнена с возможностью содержать жидкую форму материала с низким давлением пара. [Вакуумный насос] выполнен с возможностью создавать в камере условия разрежения. Нагревательный механизм выполнен с возможностью селективно нагревать камеру и испарять жидкость из материала, находящегося в ней, для накопления пара в нагревательной камере в условиях разрежения. Имеется откачивающее средство для откачивания камеры, когда в напыляющей установке создастся такое же давление, что и в вентиляционном буфере. Имеется вентиляционное средство для вентиляции буфера и продувки нагревательной камеры для вытягивания по существу всего пара в вентиляционный буфер, когда напыляющая установка требует вентиляции, для частичной откачки камеры по завершении вентиляции.
Признаки, аспекты, преимущества и иллюстративные варианты, описанные в настоящему документе, можно комбинировать для создания дополнительных вариантов.
Эти и другие признаки и преимущества настоящего изобретения будут более понятны из нижеследующего подробного описания иллюстративных вариантов с приложенными чертежами, где:
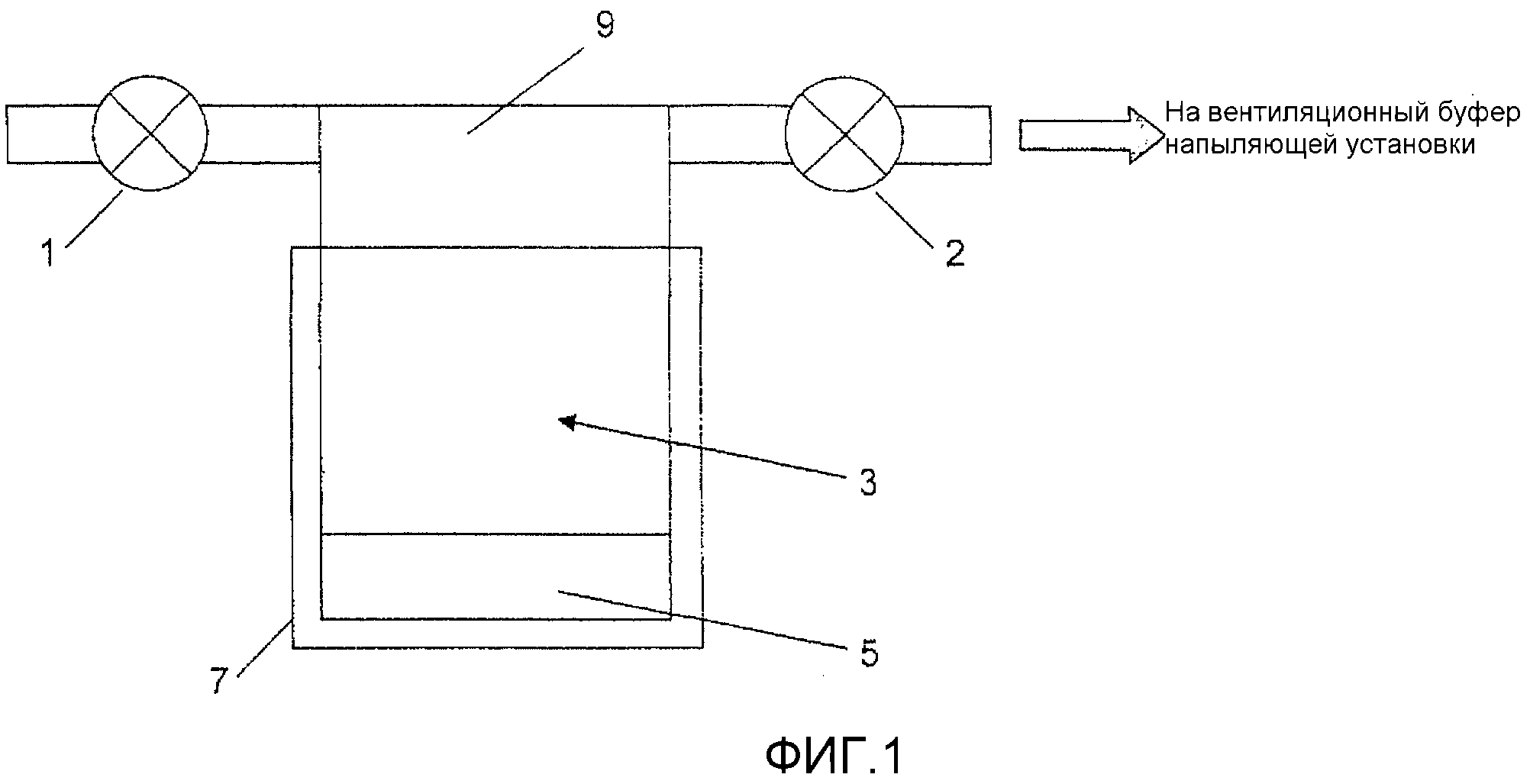
Фиг.1 - часть устройства для нанесения защитного покрытия, уменьшающего появление царапин, на подложку с предварительно нанесенным покрытием путем подачи паровой фазы материала в нормальный поток газа для напыляющей установки согласно иллюстративному варианту настоящего изобретения.
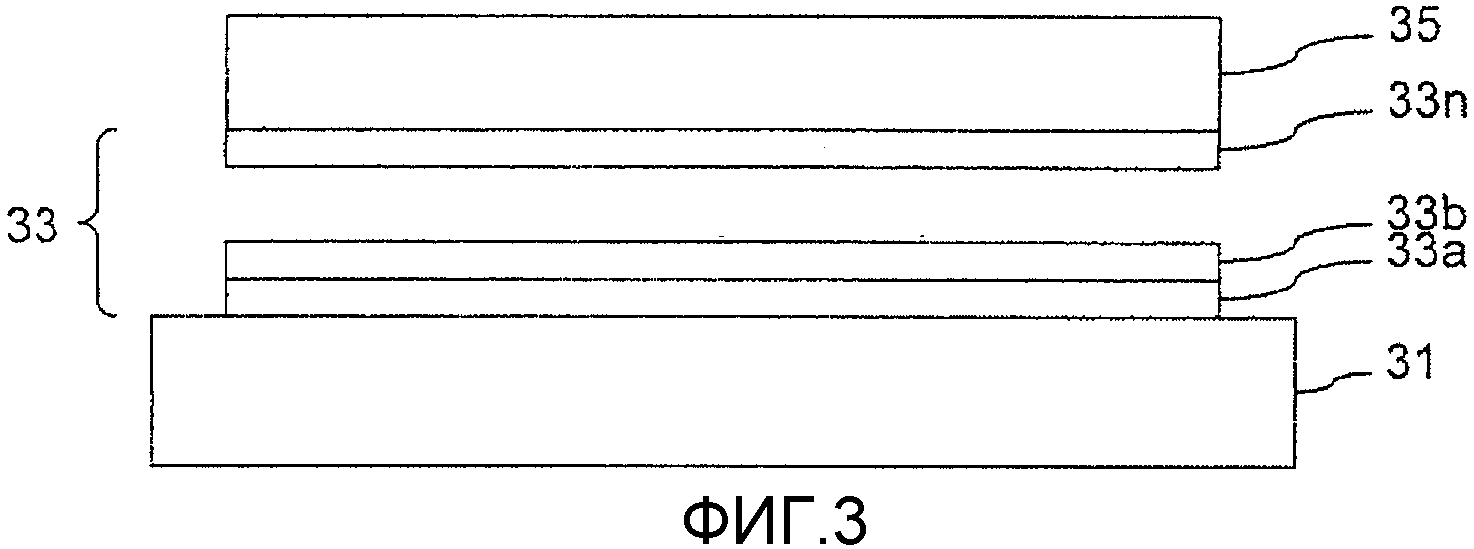
Фиг.2 - диаграмма последовательности процесса нанесения защитного покрытия, уменьшающего появление царапин, на изделие с предварительно нанесенным покрытием путем подачи паровой фазы материала в нормальный поток газа для напыляющей установки согласно иллюстративному варианту настоящего изобретения.
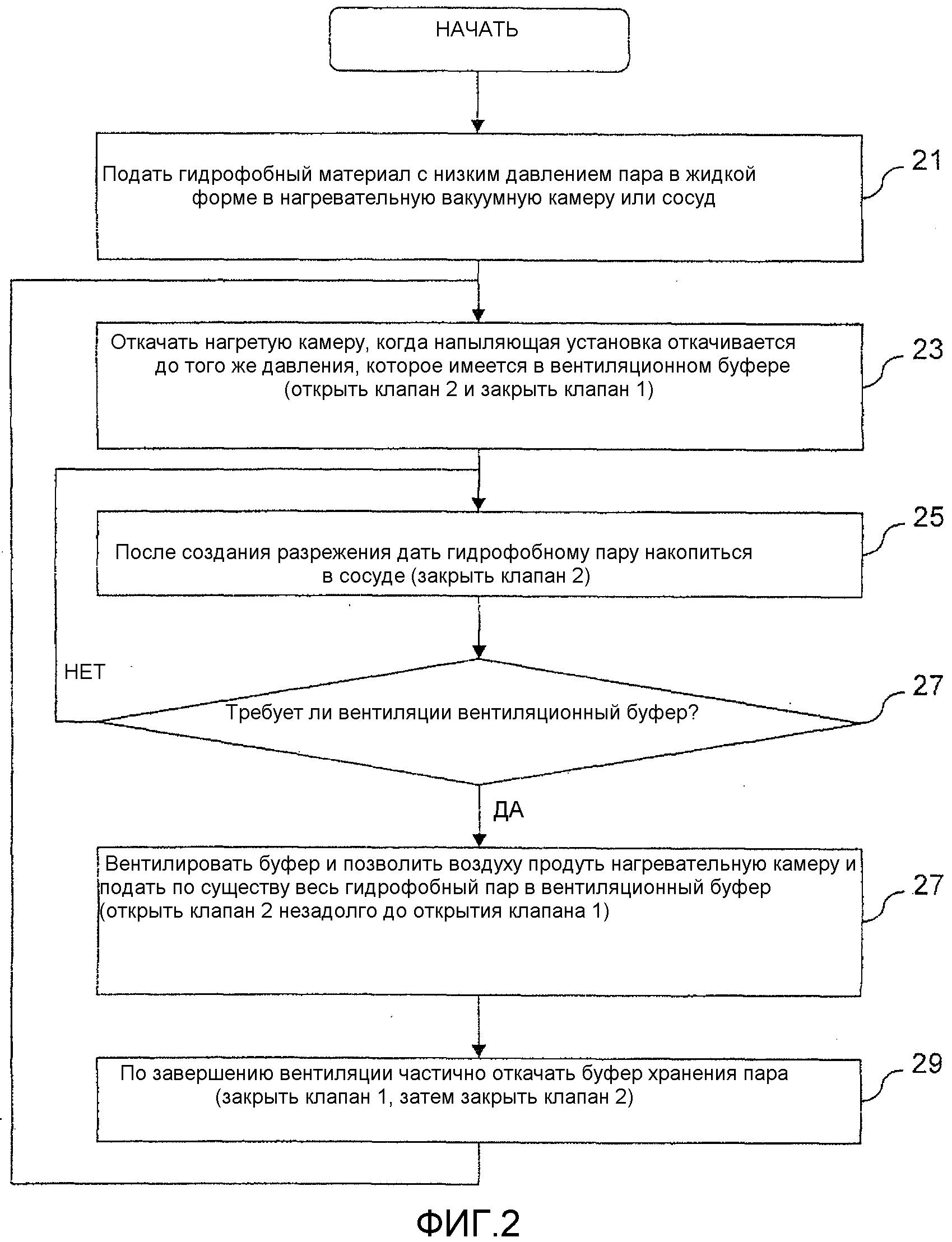
Фиг.3 - сечение иллюстративного изделия с покрытием, нанесенным способом по вариантам настоящего изобретения.
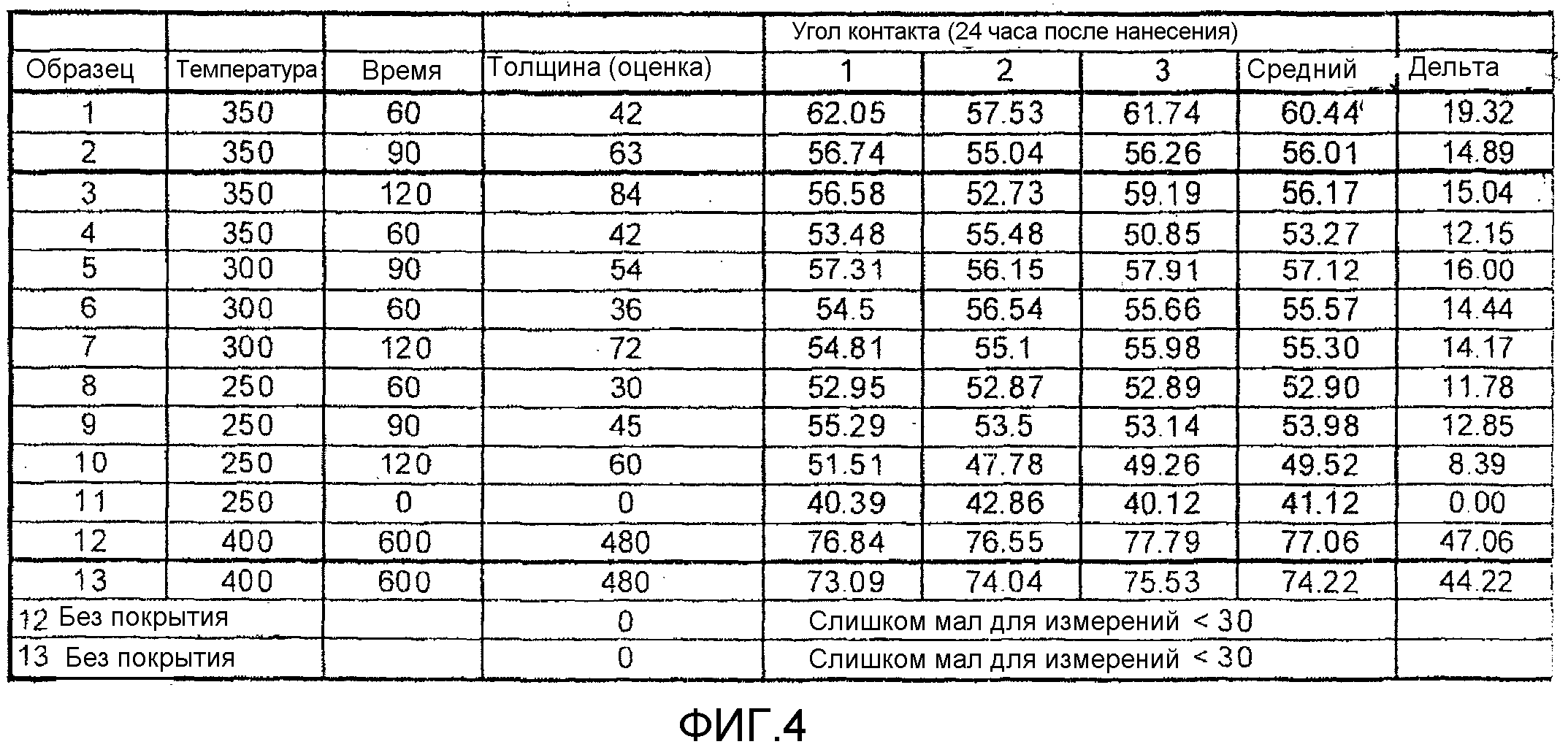
Фиг.4 - таблица, иллюстрирующая данные об угле контакта, измеренные на множестве образцов, изготовленных в соответствии с вариантами настоящего изобретения.
Некоторые иллюстративные варианты настоящего изобретения относятся к нанесению защитных покрытий на заранее нанесенные пакеты слоев. В некоторых вариантах изобретения защитное покрытие может содержать органический материал. Органический материал покрытия предпочтительно является гидрофобным (т.е., например, отталкивающим воду), хотя настоящее изобретение этим не ограничено. В некоторых вариантах изобретения органический материал покрытия может быть олеофобным (т.е., например, отталкивающим масла), а также содержать кремний и/или быть фторированным. Нанесение покрытия может осуществляться различными способами, ниже приводится несколько вариантов, при этом в некоторых вариантах покрытие может наноситься с помощью процесса откачки. Изделие с заранее нанесенным покрытием, содержащее защитное покрытие, уменьшающее появление царапин, имеет угол контакта больший, а поверхностное трение меньшее, чем угол контакта и поверхностное трение однослойного или многослойного пакета, нанесенного на подложку. После нанесения защитного покрытия, уменьшающего появление царапин, любые царапины, нанесенные острыми предметами, например кошачьими когтями и т.п., предпочтительно не видны при 4-кратном увеличении.
Первый иллюстративный способ нанесения защитного покрытия, уменьшающего появление царапин, заключается в нанесении водорастворимого материала с использованием выходного промывочного устройства напыляющей установки. Как известно, промежуточные или готовые изделия на выходе из напыляющей установки обычно промываются. В некоторых вариантах настоящего изобретения в поток воды можно добавить водорастворимый материал, тем самым эффективно "промывая" изделие на выходе из напыляющей установки и давая защитному покрытию прямо или косвенно сформироваться на предварительно нанесенном пакете слоев. Преимущество такого способа заключается в том, что с технической точки зрения он прост в реализации. Он также экономически эффективен, поскольку в уже существующих процессах можно использовать большое разнообразие широко доступных материалов.
Второй иллюстративный пример нанесения защитного покрытия, уменьшающего появление царапин, связан с плазмохимическим осаждением из паровой фазы с помощью локального пучка ионов. В некоторых иллюстративных вариантах для нанесения защитного покрытия на пакет, используя осаждение из пучка ионов, можно использовать органические предшественники, такие как гексаметилдисилоксан (HMDSO) или фторированные материалы. Поскольку участок зоны осаждения напыляющей установки типично является весьма дорогостоящим, в некоторых вариантах настоящего изобретения этот процесс можно проводить в выходном шлюзе. Разумеется, в некоторых других вариантах настоящего изобретения можно использовать и другие зоны напыляющей установки. Следует понимать, что когда этот процесс выполняется в выходном шлюзе, могут возникнуть проблемы с надежностью, обусловленные цикличностью операций включения/выключения при работе, когда давление разрежения поднимается с базового до атмосферного. Соответственно, в некоторых вариантах настоящего изобретения может возникнуть необходимость в управлении условиями процесса, чтобы повысить надежность.
Третий иллюстративный вариант способа нанесения защитного покрытия, уменьшающего появление царапин, связан с нанесением путем подачи паровой фазы материала в нормальный поток продувочного газа напыляющей установки, например, как показано на фиг.1, который по существу является буфером хранения гидрофобного пара, как будет ясно из нижеследующего описания. Описанные ниже этапы процесса визуально показаны на фиг.2. В некоторых вариантах настоящего изобретения гидрофобный материал с низким давлением пара, по меньшей мере первоначально в жидкой форме 5, содержится в вакуумной камере 3 или сосуде, выполненном с возможностью подогрева (например, с помощью нагреваемого кожуха 7 или другого подходящего нагревательного элемента, например, горячей плиты, одного или боле проволочного нагревателя и т.п.), при этом камера 3 имеет регулируемые клапаны 1 и 2 на выпускной и вакуумной сторонах (этап 21). Боковой клапан 2 соединен (и поэтому расположен рядом) с вентиляционным буфером напыляющей установки, а боковой клапан 1 удален от напыляющей установки и поэтому расположен перед нагревательной камерой.
В некоторых иллюстративных операциях нагревательная камера 3 откачивается, когда напыляющая установка откачивается до того же давления, что и вентиляционный буфер (этап 23). Как показано на фиг.1, вакуумный клапан 2 нагревательной камеры открыт, а клапан 2 закрыт. Когда будет достигнуто необходимое разрежение, клапан 2 закрывают и накапливают гидрофобный пар 9 в сосуде 3 (этап 25).
Затем определяют, требует ли продувки вентиляционный буфер напыляющей установки (этап 27). Когда вентиляционный буфер требует продувки, клапан 2 открывают незадолго перед открытием клапана 1, чтобы воздух мог продуть нагревательную камеру 3 и, таким образом, подать по существу весь гидрофобный пар в вентиляционный буфер напыляющей установки. Когда вентиляция будет закончена, клапан 1 закрывают и спустя определенный период времени также закрывают клапан 2. Спустя заранее определенный период времени разрешается частично откачать буфер хранения пара (этап 29). Откачка буфера напыляющей установки продолжается, как обычно, пока в нагревательной камере 3 накапливается гидрофобный пар 9 (т.е. при частичном разрежении), до тех пор пока он не потребуется для ввода в вентиляционный буфер напыляющей установки, как описано выше.
По существу пар низкого давления гидрофобного материала подается на изделие с заранее нанесенным покрытием, конденсируется на нем и образует на нем защитное покрытие.
По условиям техники безопасности в системе, частично показанной на фиг.1, факультативно может быть установлен монитор давления. Если давление превышает заранее определенный порог (например, при избыточном накоплении пара), давление автоматически можно сбрасывать.
Независимо от конкретного способа вакуумирования, используемого для нанесения "скользкого" защитного покрытия на предварительно нанесенный пакет слоев, полученное изделие в сечении будет аналогично показанному на фиг.3 (предполагая, что предварительно нанесенный пакет является многослойным, а не однослойным). Другими словами, на фиг.3 показано сечение иллюстративного изделия с нанесенным защитным покрытием, изготовленного с использованием способов по некоторым вариантам изобретения. Имеется подложка (например, стеклянная подложка) 31. На подложку 31 заранее нанесен пакет 33 слоев, который может состоять из одного или более слоев 33а-n. Защитный слой 35 нанесен прямо или косвенно на верхний слой 33n пакета 33. Защитный слой 35 предпочтительно имеет поверхностное трение и угол контакта меньше, чем предварительно нанесенный пакет 33. Как известно, термин "угол контакта" указывает на угол, под которым интерфейс жидкости или пара находится с твердой поверхностью, в данном случае с защитным слоем 35. В некоторых иллюстративных вариантах настоящего изобретения жидкостью или паром является вода, и поэтому термин "угол контакта" относится к углу, под которым вода или пар образует интерфейс с защитным слоем 35. Разумеется, следует понимать, что в способах по другим вариантам настоящего изобретения можно использовать другие жидкости или пары.
ПРИМЕР
Одним примером материала, который можно использовать в некоторых вариантах настоящего изобретения и который коммерчески выпускается компанией Umicore под торговым наименованием, является SuperHydrophobic TopCoat. Этот материал является гранулированным материалом, содержащим пористый глинозем, пропитанный гидрофобной жидкостью. Понятно, что в некоторых иллюстративных вариантах можно использовать гранулы, лишенные жидкости.
Используя вышеописанный иллюстративный материал в показанных и описанных со ссылками на фиг.1 вариантах настоящего изобретения, было получено защитное покрытие, не имевшее видимого цветового сдвига. Однако поверхностный угол контакта увеличился с приблизительно 10-25 градусов для первоначально покрытого стекла до приблизительно 75 градусов после нанесения покрытия. Для имитации появления царапин был проведен тест путем повреждения и спекания изделия с нанесенным покрытием, имевшего защитное покрытие, сформированное с использованием вышеописанного иллюстративного материала в вариантах изобретения, показанных и описанных со ссылками на фиг.1. В нормальных условиях без обработки были видны сильные повреждения. Наоборот, когда испытывался обработанный образец, повреждений, нанесенных симуляцией появления царапин, было значительно меньше (а иногда они были невидимы). Когда испытывался образец, повреждения были видны только под микроскопом с увеличением значительно больше порогового 4-кратного, которое часто используется как стандарт для приемки изделий.
Учитывая вышеизложенное, понятно, что способы по некоторым вариантам изобретения применяются для нанесения покрытий на заранее сформированные пакеты слоев. Такие покрытия предпочтительно не дают видимого цветового сдвига, например, так, что дельта Е* предпочтительно составляет менее приблизительно 10, более предпочтительно менее 5, еще более предпочтительно менее 3 и еще более предпочтительно менее 2. По существу в некоторых вариантах изобретения дельта Е* можно получить в пределах 3-5 (или даже меньше) без существенного влияния на надежность покрытия, и этого можно достичь, например, меняя толщину покрытия. Такие покрытия также дают повышение поверхностного угла контакта по сравнению с предварительно нанесенным пакетом слоев, предпочтительно, до более 50 градусов, более предпочтительно до более 60 градусов и еще более предпочтительно до более 70 градусов. Такие покрытия предпочтительно имеют среднюю шероховатость поверхности менее приблизительно 0,1 мкм, более предпочтительно, менее 0,01 мкм. Такие покрытия также имеют такой уровень надежности, что наличие царапин не обнаруживается невооруженным глазом, более предпочтительно, при двукратном увеличении, еще более предпочтительно, при четырехкратном увеличении и еще более предпочтительно при десятикратном увеличении.
На фиг.4 приведена таблица, в которой сведены данные об угле контакта, собранные на множестве образцов, полученном в соответствии с некоторыми вариантами настоящего изобретения. Измерения контактного угла, приведенные на фиг.4, были сделаны спустя 24 часа после нанесения гидрофобного материала. Указаны условия процесса, температура приведена в градусах Цельсия, время - в секундах, а оценка толщины является просто произведением температуры и времени. Образец 11 является эталонным образцом, поскольку на его стекло не наносилось гидрофобное покрытие, а величины в колонке "Дельта" представляют разницу между средним контактным углом и этой эталонной величиной. Как видно на фиг.4, на первых 10 образцах угол контакта увеличился в среднем на 15 градусов, пока не произошло существенное увеличение температуры и времени. Для 400 градусов Цельсия в течение 10 минут рост угла контакта составил 45 градусов. Однако толщина для этих образцов толщина слоя может быть существенно выше, как следует из оптических данных.
Все образцы из таблицы 1 подверглись испытанию щеткой. Испытание щеткой включало приблизительно 2000 движений. Наблюдалось более выраженное улучшение образцов с только что нанесенным покрытием и с более толстыми гидрофобными слоями (например, с очень большими углами контакта). Кроме того, после термообработки все образцы показали очень хорошие результаты. Все образцы, показанные на фиг.4, подверглись также испытанию на растрескивание. Это испытание не показало каких-либо повреждений образцов с нанесенным покрытием, но эталонный образец без покрытия показал легкие и средние повреждения с величинами от 50 до 100 соответственно.
Следует понимать, что описанные выше иллюстративные варианты могут использоваться для нанесения покрытия, уменьшающего появление царапин, прямо или косвенно, на однослойное или многослойное покрытие. Такие однослойные или многослойные покрытия могут наноситься любым подходящим способом, включая напыление, химическое осаждение из паровой или газовой фазы, химическое осаждение сжиганием, пламенным или струйным пиролизом, центрифугированием, золь-гелевой технологией и т.д.
Кроме того, хотя некоторые иллюстративные варианты были описаны в связи с низкой излучательной способностью и/или с применением в солнечной энергетике, настоящее изобретение этим не ограничено. Другими словами, описанные иллюстративные варианты могут использоваться и в других областях, где требуется уменьшить вероятность появления царапин, например, при воздействии острых предметов, и т.п. Следует понимать, что защитные покрытия по описанным иллюстративным вариантам могут применяться для разнообразных изделий, таких как фотоэлектрические элементы, теплицы, спортивный инвентарь, приборы дорожного освещения, камины и дверцы духовок, стекла рам для картин и т.п.
Хотя можно сказать, что конкретный слой или покрытие находится "на" поверхности или на другом покрытии или нанесено на него (прямо или косвенно), между ними могут быть нанесены другие слои и/или покрытия. Так, например, покрытие может считаться нанесенным "на" поверхность и поддерживаться ею, даже если между этим покрытием и подложкой имеются другие слои. Кроме того, некоторые слои или покрытия в некоторых вариантах могут быть удалены, а в других вариантах некоторые слои могут быть добавлены без выхода за пределы объема настоящего изобретения. Так, например, инкапсулирующее покрытие, нанесенное в жидкой золь-гелевой форме по вариантам настоящего изобретения, считается нанесенным "на" напыленный целевой материал или "поддерживается" им, даже если между покрытием, сформированным таким золь-гелевым способом и целевым материалом, имеются другие покрытия и/или слои.
Хотя выше были описаны варианты настоящего изобретения, считающиеся в настоящее время наиболее практичными и предпочтительными, следует понимать, что изобретение не ограничено раскрытыми вариантами и охватывает различные модификации и эквивалентные конструкции, входящие в объем изобретательской идеи и приложенной формулы изобретения.
Реферат
Изобретение относится к способам нанесения защитного покрытия, которое может содержать органический материал, на изделие, имеющее уже нанесенный на него пакет слоев, для снижения потенциала образования поверхностных царапин. В способе изготовления изделия с заранее нанесенным покрытием путем нанесения защитного покрытия, уменьшающего появление царапин, обеспечивают промежуточное изделие с заранее нанесенным покрытием, содержащее подложку с нанесенным на нее однослойным или многослойным пакетом. Затем наносят защитное покрытие, уменьшающее появление царапин, процессом, связанным с откачкой, так, что изделие с заранее нанесенным покрытием и нанесенным на него защитным покрытием имеет угол контакта больший, а поверхностное трение меньшее, чем угол контакта и поверхностное трение промежуточного изделия с заранее нанесенным покрытием. Этап нанесения содержит этапы, на которых загружают в жидкой форме материал с низким давлением пара в нагревательную вакуумную камеру, соединенную с напыляющей установкой. Между нагревательной вакуумной камерой и напыляющей установкой имеется вентиляционный буфер. Затем откачивают нагревательную камеру, когда напыляющая установка откачивается до того же давления, что и вентиляционный буфер. После создания разрежения накапливают пар в вакуумной камере. Когда напыляющую установку необходимо продуть, вентилируют вентиляционный буфер и продувают вакуумную камеру для подачи по существу всего пара в вентиляционный буфер напыляющей установки. По завершении вентиляции частично откачивают камеру. Кроме того, описано изделие с нанесенным покрытием и устройство для изготов
Формула
Документы, цитированные в отчёте о поиске
Упаковочная пленка и способ ее изготовления
Способ нанесения покрытия и изделие
Комментарии