Экструзионное покрытие из полиэтилена низкой плотности и изготовленное из него термосваркой изделие - RU2656028C1
Код документа: RU2656028C1
Чертежи


Описание
Настоящее изобретение относится к полученному термосваркой изделию, содержащему полимерный слой, нанесенный экструзией на основу, где полимерный слой содержит композицию, содержащую полиэтилен низкой плотности, при этом композиция не содержит каких-либо добавок; к способу получения такого изделия и применению полимерного слоя, содержащего такую композицию, в качестве слоя в термосваренных структурах.
Полиэтилен низкой плотности (LDPE) имеет множество применений, например, в экструзионном покрытии. Общеизвестно, что из-за высоких температур технологической обработки, используемых в процессе экструзионного нанесения, происходит деградация полиэтилена низкой плотности (LDPE). Основной реакцией деградации является укрупнение молекул, то есть при таких повышенных температурах происходит перекрестное сшивание полимера. Одним из недостатков такого перекрестного сшивания является то, что скорость течения расплава полиэтилена низкой плотности (LDPE) резко снижается. Эти изменения легко определяются при измерение нормальной скорости течения расплава. Однако такие низкие скорости течения расплава (MFR) нежелательны, поскольку это значительно ограничивает снижение скорости и проникновение полимера в основу в процессе экструзионного нанесения покрытия. Дополнительно, такое перекрестное сшивание также негативно влияет на характеристики сварного соединения. Для того чтобы избежать перекрестного сшивания, в WO 2013/124221 описывается применение антиоксидантов. Однако антиоксиданты, как правило, предотвращают окисление расплава полимера, выходящего из матрицы, что в свою очередь оказывает негативное воздействие на адгезионные характеристики покрытия. Сниженная адгезия между покрытием и основой не приемлема в процессе нанесения экструзией покрытия, поскольку она является одним из самых важных факторов в этой технологии. В WO 2013/124221 описывается попытка разрешения этого конфликта целей при использовании специфического антиоксиданта.
В процессе нанесения экструзией покрытия полимер наносят на основание. Как правило, основа представляет волокнистую основу, такую как бумага, картон или крафтбумага; металлическая фольга, такая как алюминиевая фольга; или пластиковая пленка, такая как двуосноориентированная полипропиленовая пленка, полиэтилентерефталатная пленка (PET), полиамидная пленка (PA) или целлофановая пленка. Полимер экструдируют на движущуюся основу через щелевую матрицу. Расплав полимера, как правило, выходит из матрицы при высокой температуре, как правило, от 275 до 330°C.
Когда расплав выходит из матрицы, расплавленная пленка вытягивается в захват, образованный двумя валами, прижимным валом и охлаждающим валом, расположенными ниже матрицы. Основа, движется со скоростью выше, чем таковая у расплавленной пленки, вытягивая пленку до заданной толщины. Давление между двумя валами выталкивает пленку на основу. Далее пленка охлаждается и отверждается за счет низкой температуры охлаждающего вала. Степень вытяжки, которая является одним из характерных параметров процесса нанесения покрытия экструзией, представляет соотношение щели матрицы к толщине полимерной пленки на основе.
При типичном процессе экструзии покрытия основа движется на более высокой скорости, как правило, более чем 100 м/минуту или более чем 300 м/минуту, и в подавляющем большинстве коммерческие устройства работают при более чем 400 м/минуту или более чем 500 м/минуту. Современные устройства выполнены с возможностью работать с линейной скоростью технологической линии вплоть до 1000 м/минуту. Используемые в описании настоящей патентной заявки термин «линейная скорость технологической линии» и «скорость вытяжки» являются синонимами, означающими скорость основы на линии нанесения покрытия.
Описание процесса нанесения экструзией покрытия приведено, например, в Crystalline Olefin Polymers, Part II, by R.A.V. Raff and K.W. Doak (Interscience Publishers, 1964), страницы 478-484, или Plastics Processing Data Handbook, by Dominick V. Rosato (Chapman & Hall, 1997), страницы 273-277.
Такие основы с нанесенным экструзией покрытием могут быть использованы в упаковке и других применениях, где термическую сварку используют для соединения термопластичной поверхности с основой. Это достигается приложением тепла к соединяемым поверхностям для размягчения или расплавления, прилагая некоторое давление к местам, которые необходимо соединить. В большинстве случаев нагревание проводят контактированием поверхностей, противоположных таковым, соединяемым с горячим объектом, таким как горячей пластиной или нагреванием поверхностей горячим воздухом, инфракрасным излучением, ультразвуком или индукционным нагреванием. Скорость, с которой соединяемые поверхности могут быть нагреты до соответствующей температуры для соединения, часто определяет скорость, с которой поверхности подвергаются термосварке. Высокоскоростная термосварка важна, поскольку множество таких операций представляют большой объем непрерывных операции, при этом термосварка с медленной скоростью значительно повышает расходы. Во многих случаях сварной шов, который образуется между свариваемыми поверхностями, подвергается нагрузке, когда он еще теплый. Это означает, что свойства горячего шва полиэтилена являются очень важными для обеспечения крепкого сварного шва, который образуется еще до охлаждения.
Но не только прочность горячего шва должна быть достаточно высокой, а также температура начала термосварки должна быть достаточно низкой. Технологическая обработка при более низкой температуре является преимуществом, поскольку свариваемое изделие не подвергается воздействию высокой температуры. Это также является экономическим преимуществом, поскольку более низкие температуры естественно дешевле генерировать и поддерживать.
Следовательно, продолжает существовать потребность в полиэтилене низкой плотности, который может быть экструдирован без добавок, сохраняя при этом оригинальный MFR полимера во время процесса нанесения экструзией покрытия, и который имеет высокую прочность горячего шва в комбинации с низкой температурой начала сваривания (SIT) на последующей стадии термосварки.
Соответственно, объект настоящего изобретения относится к полиэтилену низкой плотности (LDPE), который может быть использован в процессе нанесения экструзией покрытия без оказания воздействия на адгезионные свойства при высокой скорости процесса, и который может быть экструдирован без добавок, сохраняя при этом скорость течения расплава, и который имеет высокую прочность горячего шва и низкую температуру начала сваривания (SIT) на последующей стадии термосварки.
Следовательно, настоящее изобретение обеспечивает в первом варианте осуществления применение по меньшей мере части полимерного слоя, содержащего композицию (Со), где композиция, содержит полиэтилен низкой плотности (LDPE), предпочтительно гомополимер пропилена низкой плотности (LDPE гомополимер), полученный в трубчатом реакторе, где композиция, свободная от добавок, служит в качестве термопластичной поверхности структуры, наносимой экструзией, содержащей полимерный слой и первую основу, для получения изделия, полученного термосваркой указанной термопластичной поверхности со второй основой.
Настоящее изобретение обеспечивает во втором варианте осуществления применение по меньшей мере части полимерного слоя, содержащего композицию (Co), где композиция содержит полиэтилен низкой плотности (LDPE), предпочтительно гомополимер пропилена низкой плотности (указанный в описании настоящей патентной заявки как LDPE гомополимер):
со скоростью течения расплава (MFR) по ISO 1133 (190°C, 2,16 кг) более чем 3,0 г/10 минут;
с молекулярным распределением Mw/Mn, составляющим более чем 10; и
с содержанием винилдиена, составляющим по меньшей мере 15/100 кС;
где композиция, свободная от добавок, служит в качестве термопластичной поверхности структуры, наносимой экструзией, содержащей полимерный слой и первую основу, для получения изделия, полученного термосваркой указанной термопластичной поверхности со второй основой.
Предпочтительно в настоящей патентной заявке полиэтилен низкой плотности (LDPE) представляет гомополимер пропилена низкой плотности (LDPE гомополимер).
Предпочтительно в первом варианте осуществления настоящего изобретения полиэтилен низкой плотности (LDPE), полученный в трубчатом реакторе:
со скоростью течения расплава (MFR) по ISO 1133 (190°C, 2,16 кг) более чем 3,0 г/10 минут;
с молекулярным распределением Mw/Mn, составляющим более чем 10; и
с содержанием винилдиена, составляющим по меньшей мере 15/100 kC.
Предпочтительно во втором варианте осуществления настоящего изобретения полиэтилен низкой плотности (LDPE) был получен в трубчатом реакторе.
Если ясно не указано иное, то далее описываются следующие предпочтительные признаки обоих указанных выше вариантов воплощения настоящего изобретения.
В основе с нанесенным экструзией покрытием полимерный слой представляет нанесенное на основу экструзией покрытие.
Предпочтительно полимерный слой свободен от добавок.
Дополнительно, настоящее изобретение относится к способу, включающему следующие стадии в указанном порядке:
a) получение полиэтилена низкой плотности (LDPE) по любому из вариантов осуществления настоящего изобретения;
b) получение композиции (Co), содержащей полиэтилен низкой плотности (LDPE), полученный на стадии a); и
c) нанесение экструзией покрытия из полимерного слоя, содержащего композицию (Co), полученную на стадии b), на первую основу;
при этом
в композиции отсутствуют добавки или в композицию не добавлены какие-либо из таких ингредиентов перед или во время стадий a)-b)
d) термосварка первой термопластичной поверхности, составляющей по меньшей мере часть полимерного слоя, полученного на стадии c), со второй основой.
Полиэтилен низкой плотности (LDPE), предпочтительно имеющий:
скорость течения расплава (MFR) по ISO 1133 (190°C, 2,16 кг) более чем 3,0 г/10 минут;
молекулярное распределение Mw/Mn, составляющее более чем 10; и
содержание винилдиена, составляющее по меньшей мере 15/100 кС
и/или, предпочтительно и
предпочтительно получен в трубчатом реакторе.
Предпочтительно в композиции отсутствуют добавки или в композицию не добавлены какие-либо из таких ингредиентов перед или во время стадий a)-c).
Дополнительно, настоящее изобретение относится к изделию, где термопластичная поверхность была подвергнута термосварке со второй основой, где указанная термопластичная поверхность представляет по меньшей мере часть полимерного слоя, содержащего композицию (Co), содержащую полиэтилен низкой плотности (LDPE) по любому из вариантов осуществления настоящего изобретения,
где
композиция (Co) не содержит каких-либо добавок,
при этом полимерный слой представляет один из слоев структуры, нанесенный покрытием, дополнительно содержащей первую основу, при этом полимерный слой представляет покрытие, нанесенное перед термосваркой экструзией на первую основу. Полиэтилен низкой плотности (LDPE), предпочтительно имеющий: скорость течения расплава (MFR) по ISO 1133 (190°C, 2,16 кг) более чем 3,0 г/10 минут;
молекулярное распределение Mw/Mn, составляющее более чем 10; и
содержание винилдиена, составляющее по меньшей мере 15/100 kC
и/или, предпочтительно и
предпочтительно получен в трубчатом реакторе.
Далее будут приведены варианты осуществления настоящего изобретения или технические детали настоящего изобретения, следует понимать, что эти варианты осуществления настоящего изобретения или технические детали настоящего изобретения также относятся к способам наряду с изделиями по настоящему изобретению, если ясно не указано иное.
Покрываемая покрытием основа, то есть первая основа, может представлять любую основу, известную из предшествующего уровня техники. Предпочтительно основу выбирают из группы, состоящей из волокнистой основы, такой как бумага, картон или крафтбумага; металлической фольги, такой как алюминиевая фольга; или пластиковой пленки, такой как двуосноориентированная полипропиленовая пленка, полиэтилентерефталатная пленка (PET), полиамидная пленка (PA) или целлофановая пленка.
Вторая основа также может представлять любую основу, известную из предшествующего уровня техники, включая полимерный слой по настоящему изобретению, или основу, покрытую полимерным слоем по настоящему изобретению. Она может быть идентична или может отличаться от первой основы. Предпочтительно вторую основу выбирают из группы, состоящей из полимерного слоя по настоящему изобретению, волокнистой основы, такой как бумага, картон или крафтбумага; металлической фольги, такой как алюминиевая фольга; или пластиковой пленки, такой как двуосноориентированная полипропиленовая пленка, полиэтилентерефталатная пленка (PET), полиамидная пленка (PA) или целлофановая пленка, или одна из указанных выше основ за исключением полимерного слоя по настоящему изобретению, покрытого покрытием из полимерного слоя по настоящему изобретению.
Следовательно, из двух поверхностей, подвергаемых термосварке, только одна поверхность может быть термопластичной поверхностью, являющейся по меньшей мере частью полимерного слоя, содержащего композицию (Co) по настоящему изобретению. Другими словами, покрытая покрытием основа может быть непосредственно термосварена со второй основой по любой из указанных выше вариантов осуществления настоящего изобретения.
Вторая основа может быть и предпочтительно получена из материала, идентичного первой основе.
Вторая основа и первая основа также могут быть идентичными, такими как различные области одной и той же основы.
Это может быть достигнуто образованием складки покрывающей структуры, содержащей полимерный слой, таким образом, что полимерный слой вступает в контакт с отличающейся областью идентичного полимерного слоя. Таким образом, в описании настоящей патентной заявки используют термин «по меньшей мере часть».
В качестве альтернативы вторая основа может быть идентична первой основе, и основа только частично покрыта покрытием из полимерного слоя по настоящему изобретению. Следовательно, полимерный слой по настоящему изобретению может быть сварен с непокрытой областью той же основы.
Основа может содержать шов. Такой шов является по существу преимущественным в случае когда основа должна быть сложена, например, как в случае указанных выше вариантов осуществления настоящего изобретения.
Предпочтительно первая основа содержит полимерный слой по настоящему изобретению и вторая основа представляет полимерный слой по настоящему изобретению или основа покрыта покрытием из полимерного слоя по настоящему изобретению, предпочтительно основа покрыта покрытием из полимерного слоя.
Вторая основа и первая основа также могут быть идентичными, такими как различные области одной и той же основы.
Это может быть достигнуто образованием складки покрывающей структуры, содержащей полимерный слой, таким образом, что полимерный слой вступает в контакт с отличающейся областью идентичного полимерного слоя. Таким образом, в описании настоящей патентной заявки используют термин «по меньшей мере часть».
Предпочтительно из двух подвергнутых термосварке термопластичных поверхностей, каждая представляет по меньшей мере часть одного или двух полимерных слоя(ев) по настоящему изобретению, более предпочтительно каждый полимерный слой представляет слой покрывающей структуры, содержащий полимерный слой и основу, при этом полимерный слой нанесен экструзией на соответствующую основу перед термосваркой.
Предпочтительно при использовании способа и/или изделия по настоящему изобретению полимерный слой и/или композиция (Co) имеет скорость течения расплава MFR.2 (190°C, 2,16 кг, ISO 1133) по меньшей мере 2,0 г/10 минут,
И при этом дополнительно скорость течения расплава MFR2 (190°C, 2,16 кг, ISO 1133) композиции (Co) перед и после экструзии по существу идентичны, то есть

при этом
MFR (после) - скорость течения расплава MFR2 (190°C, 2,16 кг, ISO 1133) композиции (Со) после нанесения экструзией покрытия;
MFR (перед) - скорость течения расплава MFR2 (190°C, 2,16 кг, ISO 1133) композиции (Со) перед нанесением экструзией покрытия.
Как указано выше, используемый в описании настоящей патентной заявки термин «по меньшей мере часть» указывает на то, что различные области поверхности одного и того же полимерного слоя могут быть термосварены, и что не весь слой подвергается термосварке. Различные области одного и того же полимерного слоя имеют идентичные физические свойства.
При использовании такого LDPE неожиданно было обнаружено, что не наблюдается вообще или наблюдается незначительное снижение скорости течения расплава, хотя при этом отсутствуют какие-либо добавки. Дополнительно, адгезивные свойства, прочность горячего шва и температура начала сваривания дополнительно улучшены по сравнению с подвергшимися автоклавированию полимерами с аналогичной точкой плавления.
Следовательно, перед термосваркой полимерный слой представляет один из внешних слоев покрывающей структуры. В описании настоящей патентной заявки внешний слой определяется, как не имеющий дополнительного слоя между внешним слоем и окружающей средой. Оба внешних слоя также могут представлять полимерный слой по настоящему изобретению.
Используемый в описании настоящей патентной заявки термин «добавки» включает в объем понятия все органические и неорганические соединения, отличающиеся от полимерного материала, за исключением инициаторов радикалоцепной полимеризации, используемых для получения полиэтилена низкой плотности (LDPE) в реакторе, предпочтительно, трубчатом реакторе. В частности, используемый в описании настоящей патентной заявки термин «добавки» включает в объем понятия соединения, которые оказывают воздействие на цикл окисления полимера и включающий соединения, которые, как правило, указываются как антиоксиданты и акцепторы радикалов. Антиоксиданты представляют соединения, предотвращающие полимер от окисления, и включают стерически затрудненные фенолы, антиоксиданты, содержащие серу, ароматические амины и затрудненные амины. Акцепторы радикалов представляют соединения, которые могут реагировать с радикалами в полимере. Примерами являются фосфиты и фосфониты, и гидроксиламины, и оксиды аминов.
Предпочтительно полимерный слой не содержит каких-либо добавок. В случае когда присутствует более чем один полимерный слой по настоящему изобретению, предпочтительно все полимерные слои не содержат каких-либо добавок.
Используемые в описании настоящей патентной заявки термины «полимерный слой» и «слой нанесенного экструзией покрытия» определяют один и тот же субъект, а именно полимерный слой, которой нанесен экструзией в качестве покрытия на основу и, следовательно, они взаимозаменяемы.
Как указано выше, основу покрывают нанесением экструзией покрытия, следовательно, по меньшей мере одну поверхность основы покрывают. Однако в объем настоящего изобретения входит вариант осуществления, когда обе стороны основы, то есть внешняя и внутренняя поверхность (сторона) основы покрыта покрытием, нанесенным экструзией. Соответственно, полимерный слой по настоящему изобретению находится в прямом контакте с основой. Используемый в описании настоящей патентной заявки термин «прямой контакт» также включает варианты осуществления настоящего изобретения, в которых полимерный слой подвергся обработке озоном, и основа обработана коронным разрядом или обработана пламенем, соответственно, для улучшения адгезии между полимерным слоем и основой.
Изделие по настоящему изобретению должно по меньшей мере содержать покрытую покрытием основу и может состоять из одного или более, как правило, не более чем трех покрытых покрытием оснований в зависимости от конечного применения. Как правило, изделия представляют картонные коробки для сока, картонные коробки для молока и аналогичное им. Однако изделия по настоящему изобретению также могут представлять гибкую упаковку и промышленную упаковку для изделий, наряду с одноразовыми стаканами, тарелками и аналогичным им. Соответственно, в своем широком значении приведенное в качестве примера изделие представляет изделие, где две термопластичные поверхности термосварены как таковые.
Полимерный слой, нанесенный в качестве покрытия экструзией на основу, предпочтительно имеет толщину в пределах от 2 до 1,000 μм, более предпочтительно в пределах от 5 до 100 μм. Конкретная толщина может быть выбрана исходя из природы основы, предполагаемой последующей транспортной обработки и, наиболее важно, последующего применения конечного продукта. В частности, при использовании LDPE по настоящему изобретению можно получить более тонкие покрытия. Например, как правило, невозможно достичь 2 μм толщины при использовании автоклавируемых LDPE, в то время как LDPE по настоящему изобретению позволяет получить без проблем 2 μм покрытие. Толщину a основы, как правило, может быть свободно выбрана и не оказывает влияния на процесс нанесения покрытия. Она, как правило, может составлять от 1 до 1,000 μм, например от 5 до 300 μм.
Процесс нанесения экструзией покрытия предпочтительно проводят при использовании традиционных технологий нанесения экструзией покрытия. Следовательно, композицию полимера (Co) подают в экструдирующее устройство. Из экструдера расплав полимера проходит через щелевую матрицу на покрываемую им основу. За счет расстояния между щекой матрицы и захватом расплавленный пластик окисляется на воздухе в течение короткого периода времени, как правило, приводя к улучшенной адгезии между нанесенным экструзией слоем и основой. Покрытая покрытием основа охлаждается на охлаждающем валу, после чего проходит устройство для обрезки края и наматывается.
Ширина матрицы, как правило, зависит от размера используемого экструдера. Следовательно, при ширине экструдеров 90 мм подходящая ширина может составлять в пределах от 600 до 1,200 мм, при ширине экструдеров 115 мм ширина будет составлять от 900 до 2,500 мм, при ширине экструдеров 150 мм ширина будет составлять от 1,000 до 4,000 мм и при ширине экструдеров 200 мм ширина будет составлять от 3,000 до 5,000 мм.
Предпочтительно линейная скорость (скорость вытягивания) составляет 75 м/минуту или более, более предпочтительно более чем 100 м/минуту, более предпочтительно более чем 300 м/минуту, и в подавляющем большинстве коммерческие устройства работают при более чем 400 м/минуту или более чем 500 м/минуту. Современные устройства выполнены с возможностью работать с линейной скоростью технологической линии вплоть до 1000 м/минуту. Соответственно, в одном предпочтительном варианте осуществления настоящего изобретения линейная скорость (скорость вытягивания) составляет вплоть до 1,500 м/минуту и предпочтительно вплоть до 1,200 м/минуту, и, следовательно, линейная скорость (скорость вытягивания) предпочтительно составляет в пределах от равного или более чем 300 до 1,500 м/минуту, более предпочтительно в пределах от 300 до 1,400 м/минуту или в пределах от 500 до 1,400 м/минуту, такую как в пределах от 300 до 800 м/минуту или в пределах от 500 до 1,200 м/минуту.
Температура расплава полимера, то есть расплава композиции (Co), как правило, составляет от 270 до 330°C, такую как в пределах от 275 до 330°C.
Также возможно использование линии нанесения покрытия по меньшей мере с двумя экструдерами для возможности получения многослойных покрытий различными полимерами. Также возможно иметь приспособления для обработки расплава полимера, выходящего из матрицы, для улучшения адгезии, например, обработка озоном, и/или обработка основы коронным разрядом или обработка пламенем. Для обработки коронным разрядом, например, основу пропускают между двумя проводящими элементами, служащими электродами, с таким высоким напряжением, как правило, переменным напряжением (около 10000 Вольт и 10000 Гц), прилагаемым между электродами, где происходит кистевой или коронный разряд. Из-за кистевого или коронного разряда воздух выше поверхности основы ионизируется и реагирует с молекулами поверхности основы. Обзор различных технологий приведен, например, в David A Markgraf of Enercon Industries Corporation in http://www.enerconind.com/files/7f/7fb3c045-dee6-461c-b508-259b816d0bf4.pdf (смотрите, страницы 2-8 для обработки пламенем, 9-20 для обработки коронным разрядом и 20-21 для обработки озоном).
Полимерный слой по настоящему изобретению должен содержать композицию (Co). Предпочтительно композиция (Co) является основной частью полимерного слоя. Соответственно, полимерный слой предпочтительно содержит по меньшей мере 50 масс. %, более предпочтительно по меньшей мере 70 масс. %, еще более предпочтительно по меньшей мере 85 масс. %, еще более предпочтительно 95 масс. % или более и еще более предпочтительно состоит из композиции (Со). Соответственно, следует понимать, что полимерный слой содержит от 70 до 100 масс. %, такое как от 70 до 90 масс. %, более предпочтительно от 85 до 100 масс. %, такое как от 85 до 90 масс. %, еще более предпочтительно от 95 до 100 масс. %, такое как от 95 до 99 масс. % композиции (Co).
Предпочтительно полимерный слой имеет скорость течения расплава MFR2 (190°C) по меньшей мере 2,0 г/10 минут, более предпочтительно имеет скорость течения расплава MFR2 (190°C) в пределах от 2,0 до 15,0 г/10 минут, еще более предпочтительно имеет скорость течения расплава MFR2 (190°C) в пределах от 2,5 до 15,0 г/10 минут, еще более предпочтительно в пределах от 3,5 до 10,0 г/10 минут, и еще более предпочтительно в пределах от 4,5 до 9,0 г/10 минут. Специалисту в области техники, к которой относится настоящее изобретение, легко понятно, что скорость течения расплава полимерного слоя относится к слою после экструзии. Те же показатели и пределы применимы к скорости течения расплава MFR2 (190°C) композиции (Co), являющейся частью полимерного слоя после нанесения экструзии покрытия.
С другой стороны, скорость течения расплава MFR2 (190°C) композиции полимера (Co) перед нанесением экструзией покрытия может быть выше. Соответственно скорость течения расплава MFR2 (190°C) композиции полимера (Co) перед нанесением экструзией покрытия составляет по меньшей мере 2,5 г/10 минут, более предпочтительно имеет скорость течения расплава MFR2 (190°C) в пределах от 3,5 до 20,0 г/10 минут, еще более предпочтительно в пределах от 5,0 до 15,0 г/10 минут.
Одним из преимуществ настоящего изобретения является то, что на скорость течения расплава MFR2 (190°C) полиэтилена низкой плотности (LDPE) и, следовательно, композиции полимера (Co) только незначительно, если вообще влияет нанесение экструзией покрытия. Предпочтительно, скорость течения расплава MFR2 (190°C) композиции (Co) перед и после экструзии представляет по существу одну и тоже, то есть

более предпочтительно

еще более предпочтительно

где
MFR (после) - скорость течения расплава MFR2 (190°C) композиции (Co) после нанесения экструзией покрытия;
MFR (перед) - скорость течения расплава MFR2 (190°C) композиции (Co) перед нанесения экструзией покрытия.
Композиция полимера (Co) по настоящему изобретению должна содержать полиэтилен низкой плотности (LDPE). Соответственно, композиция полимера (Co) может содержать дополнительные полимеры, не указанные в описании настоящей патентной заявки. Следовательно, композиция полимера содержит по меньшей мере 50 масс. %, более предпочтительно по меньшей мере 70 масс. %, еще более предпочтительно по меньшей мере 80 масс. %, такое как от 80 до 100 масс. % или от 80 до 90 масс. %, еще более предпочтительно по меньшей мере 90 масс. %, такое как от 90 до 99 масс. % или от 90 до 100 масс. % полиэтилена низкой плотности (LDPE), где процент по массе приведен от общей массы композиции полимера. В предпочтительном варианте воплощения настоящего изобретения полиэтилен низкой плотности (LDPE) представляет только полимер в композиции (Co).
В по существу предпочтительном варианте воплощения настоящего изобретения полимерный слой состоит из полиэтилена низкой плотности (LDPE).
Полиэтилен низкой плотности (LDPE) предпочтительно представляет гомополимер пропилена низкой плотности (указанный в описании настоящей патентной заявки, как LDPE гомополимер).
Как правило, полимеризацию полиэтилена низкой плотности (LDPE) проводят реагированием мономеров под воздействием одного или более инициатора радикалоцепной полимеризации, такого как перекись, кислород, азосоединения или их комбинации, при температуре от около 150 до 350°C и давлении от около 100 до 400 мПа, как правило, и предпочтительно в трубчатом реакторе. В норме давление, прилагаемое к мономерам, снижают в несколько стадий вплоть до заданного давления перед введением в реактор. Используемый LDPE по настоящему изобретению предпочтительно получен в трубчатом реакторе. Трубчатый реактор, как правило, состоит из нескольких сотен метров труб - рубашек высокого давления, расположенных в виде серий прямых секций, соединенных под углом 180°. Трубчатые реакторы представляют однопоточные или многопоточные реакторы, включая подачу с разделением. В однопоточном трубчатом реакторе (также указанном в описании настоящей патентной заявки, как реактор с фронтальной подачей), весь поток мономеров подают во впускной патрубок первой реакционной зоны. В многопоточном трубчатом реакторе мономеры подают в реактор в нескольких местах реактора. В реакторе с подачей с разделением мономерную смесь под давлением разделяют на несколько потоков и подают в реактор в различных местах. Реакцию начинают инжектированием инициаторов радикалоцепной полимеризации. Реакционную смесь охлаждают после первого реакционного пика и добавляют дополнительный инициатор радикалоцепной полимеризации во вторую реакционную зону. Число точек инжекции инициаторов радикалоцепной полимеризации определяет число реакционных зон. Трубчатый реактор для получения этиленовых полимеров радикальной полимеризацией под высоким давлением, как правило, включает в общем от двух до пяти реакционных зон. По окончанию реакции температуру и давление снижают, как правило, в две стадии при использовании сепаратора высокого давления и сепаратора низкого давления. Полученный в результате полимер извлекают, не прореагировавший мономер либо извлекают, либо возвращают обратно в реактор. В качестве инициаторов радикалоцепной полимеризации могут быть использованы инициаторы радикалоцепной полимеризации, общеизвестные в области техники, к которой относится настоящая патентная заявка. Дополнительные детали получения этиленовых полимеров радикальной полимеризацией под высоким давлением могут быть найдены, например, в the Encyclopedia of Polymer Science and Engineering, Vol. 6 (1986), pp 383-410.
Подходящие трубчатые технологии/процессы хорошо известны из предшествующего уровня техники. Примерами являются LyondellBasell Lupotech(R) Т, SABTEC CTR(R) tubular LDPE technology, ExxonMobil Chemical's high pressure tubular process or DSM's 'Clean Tubular Reactor Technology'.
Смысловое содержание полиэтилена низкой плотности (LDPE) хорошо известно. Хотя используемый в описании настоящей патентной заявки термин LDPE является сокращением для полиэтилена низкой плотности, используемый в описании настоящей патентной заявки термин не следует понимать, как ограничение по плотности, в объем понятия также входит LDPE-подобные HP полиэтилены, которые получают при использовании свободнорадикальной полимеризации высокого давления, с низкой, средней и высокой плотностью. Используемый в описании настоящей патентной заявки термин LDPE описывает и различает только природу HP полиэтилена с типичными признаками, такими как отличающаяся архитектура разветвления по сравнению с полиэтиленом, полученным в присутствии катализатора полимеризации олефинов. Дополнительно, указанный полиэтилен низкой плотности (LDPE), предпочтительно полиэтилен низкой плотности (LDPE) гомополимер, может быть ненасыщенным.
В случае когда полиэтилен низкой плотности (LDPE) представляет сополимер, он содержит типичные сомономеры, такие как акрилаты, метакрилаты, несопряженные диены, винилсиланы и ацетаты.
Как указано выше, полиэтилен низкой плотности по настоящему изобретению предпочтительно получен в трубчатом реакторе при использовании инициированной радикалоцепной полимеризации, где полимеризацию проводят реагированием этиленовых мономеров под воздействием одного или более инициатора радикалоцепной полимеризации, такого как перекиси, кислород или их комбинаций.
Полиэтилены по настоящему изобретению предпочтительно получены способами, описанными в WO-A-2013/083285 и WO-A-2103178242. При использовании указанных выше способов авторы настоящего изобретения неожиданно смогли получить полиэтилен низкой плотности, демонстрирующий подходящие свойства. Следовательно, например, динамический модуль упругости G' при модуле механических потерь G''=5 кПа, как правило выше у полиэтилена низкой плотности по настоящему изобретению по сравнению со стандартными материалами, полученными в трубчатом реакторе (полиэтилены низкой плотности) при использовании традиционных технологий. Новый полиэтилен низкой плотности по настоящему изобретению демонстрирует преимущественные технологические характеристики, например, улучшенные свойства нанесения экструзией в качестве покрытия по сравнению с обычными пустотелыми материалами, полученными в трубчатом реакторе.
Полиэтилен низкой плотности, полученный в трубчатом реакторе, будет иметь молекулярное распределение без ярко выраженной высокой молекулярной массы остатка присутствующего в автоклаве материала. Эта разница, проявляемая в распределении молекулярной массы, ожидается и определяется специалистом в области техники, к которой относится настоящее изобретение.
Полиэтилен низкой плотности по настоящему изобретению представляет полиэтилен, предпочтительно имеющий плотность в интервале от 910 до 940 кг/м3, более предпочтительно в интервале от 910 до 935 кг/м3.
Дополнительно, полиэтилен низкой плотности по настоящему изобретению предпочтительно имеет молекулярное распределение Mw/Mn, составляющее более чем 11 и наиболее предпочтительно более чем 12. Как правило, Mw/Mn будет составлять менее чем 28, предпочтительно менее чем 26.
Мп - среднечисловая молекулярная масса, и Mw - среднемассовая молекулярная масса. Mw и Mn определяют при использовании способов, известных из предшествующего уровня техники, таких как гельпроникающая хроматография (GPC). Для разветвленных материалов среднемассовую молекулярную массу определяют при использовании светорассеяния, поскольку разветвленные структуры не элюируются по молекулярной массе, как линейные материалы. Молекулярно-массовое распределение Mw/Mn, которое также указывается, как MWD или PDI (индекс полидисперности), является ключевым параметром для свойств нанесения покрытия экструзией.
Дополнительно, полиэтилен низкой плотности по настоящему изобретению предпочтительно имеет динамический модуль упругости G' (5 кПа), измеренный при модуле механических потерь G'', 5 кПа, который составляет выше 3000 Па и более предпочтительно выше 3250 Па. Как правило, указанный выше динамический модуль упругости будет составлять менее чем 3900 Па.
Вязкость при нулевом сдвиге η0, как правило, составляет от 3000 до 6000 Па⋅с, предпочтительно от 4000 до 6000 Па⋅с, более предпочтительно от 4500 до 6000 Па⋅с.
Дополнительно, полиэтилен низкой плотности по настоящему изобретению предпочтительно имеет содержание винилдиена, составляющее по меньшей мере 20/100 kC, еще более предпочтительно по меньшей мере 25/100 kC и наиболее предпочтительно по меньшей мере 28/100 kC.
Дополнительно, подходящий верхний предел содержания винилдиена в интервалах содержания винилдиена может составлять 38, 36 или в качестве альтернативы 34, и каждый из этих верхних пределов содержания винилдиена может быть использован в любом интервале содержания винилдиена, открытом или закрытом, как указано в описании настоящей патентной заявки, то есть использован в комбинации с приведенными нижними пределами содержания винилдиена любого интервала содержания винилдиена, как приведено в описании настоящей патентной заявки.
Винилдиен получают бета-расщеплением третичных углеродных радикалов. Повышение разветвленности происходит за счет использования более высокого количества инициаторов радикалоцепной полимеризации, число третичных углеводородных радикалов будет увеличиваться, а также вероятность бета-расщепления и получения винилдиена. Далее проводят косвенное измерение содержания винилдиена по количеству введенных разветвлений в полиэтилен низкой плотности по настоящему изобретению.
Разветвление возникает из-за перехода радикала в скелет полимера. Эти реакции перехода необходимы для дифференцирования молекулярных масс между цепями, рост приводит к разветвлению с образованием боковых цепей или обрыву цепи через комбинирование, приводя к тому, что две цепи объединяются в одну. Введение разветвления с образованием боковых цепей и материала с высокой молекулярной массой делает материал - полиэтилен низкой плотности по настоящему изобретению, демонстрирующим сцепленность в расплаве, что приводит к более высокой прочности расплава (суженная шейка).
Предпочтительно полиэтилен низкой плотности по настоящему изобретению имеет скорость течения расплава (MFR) по ISO 1133 (190°C, 2,16 кг) от 3,5 до 15 г/10 минут и наиболее предпочтительно от 4,0 до 7,0 г/10 минут.
Предпочтительно этиленовый полимер низкой плотности имеет среднемассовую молекулярную массу, Mw, от 40000 до 250000 г/моль, более предпочтительно от 47000 до 240000 г/моль.
Композиция (Co) по настоящее изобретение может быть получена компаундированием компонентов в подходящем устройстве для смешивания расплавов для получения полимерных соединений, включая в частности экструдеры, такие как одношнековые экструдеры, наряду с двухшнековыми экструдерами. Другие подходящие устройства для смешивания расплава включают планетарные экструдеры и одношнековые месильные устройства.
Вместе могут быть сварены более чем две поверхности, например, покрывающая структура может быть сварена вместе с двумя или более основами, такими как вторая основа по настоящему изобретению.
Предпочтительно все свариваемые поверхности представляют полимерный слой по настоящему изобретению. Предпочтительно нагревание свариваемых областей проводят при использовании теплопроводности от нагретого материала (например, сварочной платин(ы) или вал(а)ов), при использовании микроволнового нагревания, нагревания токами высокой частоты, ультразвуком и аналогичное им).
Величина прилагаемого давления может варьировать в зависимости от контакта двух (или более) свариваемых поверхностей, например, давление прижимной планки, прилагаемое прессами или валами к сваривающей пластине, например, составляет вплоть до около 3 мПа. Нагревание может быть проведено перед или одновременно с приложением давления. Хотя давление может быть приложено перед нагреванием, как правило, это не эффективно пока не будет нагревания.
Как правило, температура термосварки свариваемой полиэтиленовой поверхности, которая будет подвергнута сварке, выше температуры стеклования Tg. Поскольку большая часть термосварки осуществляется на коммерческих линиях с высокой скоростью, то для достижения сваривания достаточной прочности требуется более низкая температура, соответственно, линия может работать быстрее и чаще, поскольку нагревание свариваемой поверхности до требуемой температуры будет занимать меньше времени.
Как правило, термосварку проводят при температуре от 90 до 200°C, предпочтительно, от 105 до 150°C и более предпочтительно от 105 до 130°C.
Как правило, термосварку проводят при давлении от 0,5 до 3 мПа.
Дополнительно, предпочтительно полимерный слой в любом из указанных выше вариантов осуществления настоящего изобретения имеет температуру начала сваривания (SIT) не более чем 125°C, более предпочтительно в пределах от 100 до 120°C, еще более предпочтительно в пределах от 102 до 118°C.
ПРИМЕРЫ
1. Методы измерения
Для приведенного выше описания настоящего изобретения, включая формулу изобретения, если ясно не указанно иное, наряду с приведенными ниже Примерами применяют следующие определения терминов и методы определения.
Молекулярные массы, распределение молекулярной массы (Mn, Mw, MWD) - ГПХ
Использовали устройство Waters Alliance GPCV 2000 с рефрактометрическим детектором (RI) и он-лайн капиллярным вискозиметром с четырьмя мостами (PL-BV 400-HT), и детектором двухуглового светорассеяния (PL-LS 15/90 детектор светорассеяния) с углами 15° и 90°. В качестве неподвижной фазы использовали 3xOlexis и 1x Olexis с предохранительными колонками от Agilent и 1,2,4-трихлорбензол (ТХБ, стабилизированным 250 мг/л 2,6-дитретбутил-4-метилфенола) в качестве подвижной фазы при температуре 160°C и постоянной скоростью потока, равной 1 мл/мин. Для анализа ввели 200 ил раствора образца. Все образцы получили растворением 8,0-12,0 мг полимера в 10 мл (при 160°C) стабилизированного ТХБ (идентичный подвижной фазе) и выдерживанием в течение для PP 2,5 часов или для PE 3 часов максимально. Образцы подвергали непрерывному легкому встряхиванию при температуре 160°C при непрерывном осторожном перемешивании. Провели определение инжектированных концентраций раствора полимера при температуре 160°C (с160°C), как следующее.

где: W25 (масса полимера) и V25 (объем TCB при 25°C).
Соответствующие константы детектора, наряду с объемами задержки между детекторами определяли узким стандартом PS (MWD = 1,01) с молярной массой 132900 г/моль и вязкостью 0,4789 дл/г. Соответствующее dn/dc для используемого стандарта PS в ТХВ составило 0,053 см3/г. Расчет провели при использовании программного обеспечения Cirrus Multi-Offline SEC-Software Version 3.2 (Agilent).
Молярную массу каждого профиля элюирования рассчитали при использовании угла рассеяния света 15°. Сбор данных, обработку данных и расчет провели при использовании программного обеспечения Cirrus Multi SECSoftware Version 3.2. Молекулярную массу рассчитали при использовании опции «use LS 15 angle» в поле «sample calculation options subfield slice MW data from» в программном обеспечении Cirrus software. Измерение dn/dc использовали для определения молекулярной массы, рассчитанной по константе детектора RI, концентрации с образца и площади показаний детектора анализируемого.
Молекулярную массу каждого профиля рассчитали способом, описанным С. Jackson and Н.G. Barth (С. Jackson and Н.G. Barth, "Molecular Weight Sensitive Detectors" in: Handbook of Size Exclusion Chromatography and related techniques, C.-S. Wu, 2nd ed., Marcel Dekker, New York, 2004, страница 103) под малым углом. Для низкой и высокой молекулярной области, в которой сигнал LS детектора или RI детектора, соответственно, менее интенсивный, было достигнуто линейное приближение, используемое для корреляции элюирующего объема к соответствующей молекулярной массе.
Средние молекулярные массы (Mz, Mw и Mn), распределение молекулярной массы (MWD) и ее ширину описывали при использовании индекса полидисперности, PDI=Mw/Mn (где Mn - среднечисловая молекулярная масса и Mw - среднемассовая молекулярная масса) определяли при использовании гель-проникающей хроматографии (ГПХ) согласно ISO 16014-4:2003 и ASTM D 6474-99 при использовании следующих формул:



При постоянном интервале элюирующего объема ΔVi, где Ai и Mi представляют площадь хроматографичесого пика профиля, молекулярную массу (MW) полиолефина определили при использовании ГПХ-СР (GPC-LS).
Измерения динамического сдвига (измерения качающейся частоты)
Получение характеристик расплавов полимеров при использовании измерений динамического сдвига провели согласно стандартам ISO 6721-1 и 6721-10. Измерения провели при использовании ротационного вискозиметра Anton Paar MCR501 с регулируемым напряжением сдвига, снабженным 25 мм параллельными плитами. Измерения были проведены на пластинах, полученных прессованием в форме в атмосфере азота и установлением параметра напряжения в режиме линейной вязкоэластичности. Тесты пульсирующего сдвига провели при 190°C с частотой в пределах от 0,01 до 600 рад/с и параметром зазора 1,3 мм.
В эксперименте динамического сдвига пробу подвергли равномерной деформации при синусоидальном изменении величины деформации сдвига или напряжения сдвига (управляемые деформация и напряжение, соответственно). В эксперименте с управляемой деформацией пробу подвергли синусоидальной деформации, которая может быть выражена, как:

В случае когда прилагаемая деформация находится в режиме линейной вязкоэластичности, полученный в Результате показатель синусоидального напряжения может быть описан, как

где
σ0 и γ0 - амплитуды напряжения и деформации, соответственно
ω - угловая частота
δ - фазовый сдвиг (угол потерь между показателем приложенной деформации и напряжения)
t - время
Результаты динамического теста как правило, выражаются через несколько различных реологических функций, а именно, динамический модуль упругости при сдвиге G', модуль механических потерь при сдвиге G", комплексный модуль при сдвиге G*, комплексная вязкость при сдвиге η*, динамическая вязкость при сдвиге η', противофазная составляющая комплексной вязкости при сдвиге η'' и тангенс угла потерь, tan δ, которые могут быть выражены, как следующее:






Помимо указанных выше реологических функций также могут быть определены другие реологические параметры, такие как так называемый индекс эластичности EI(x). Индекс эластичности EI(x) является показателем динамического модуля упругости G,' определенного через показатель модуля механических потерь, G'' x kPa и может быть описан уравнением (9).

Например, EI(5 kPa) определен показателем динамического модуля упругости G', определенного через показатель G'', равный 5 kPa.
Вязкость при нулевом сдвиге η0 рассчитывают, как следующее:
Функции f' и f'' определены, как следующее:

и

Построили график f' от f'' по точкам f', соответствующим пяти самым низким, измеренным частотам относительно соответствующих точек f'' (f' на оси y, f' на оси x). Затем вычертили наилучшую эмпирическую прямую по этим точкам и прямую экстраполировали на f'=0. Вязкость при нулевом сдвиге брали, как обратную величину отсекаемого отрезка то есть η0=1/f'(f''=0).
Ссылки:
[1] Rheological characterization of polyethylene fractions" Heino, E.L., Lehtinen, A., Tanner J., Seppala, J., Neste Oy, Porvoo, Finland, Theor. Appl. Rheol., Proc. Int. Congr. Rheol, 11th (1992), 1, 360-362
[2] The influence of molecular structure on some rheological properties of polyethylene", Heino, E.L., Borealis Polymers Oy, Porvoo, Finland, Annual Transactions of the Nordic Rheology Society, 1995.).
[3] Definition of terms relating to the non-ultimate mechanical properties of polymers, Pure & Appl. Chem., Vol. 70, No. 3, pp. 701-754, 1998.
Количественный анализ микроструктуры при использовании ЯМР спектроскопии
Количественную спектроскопию ядерно-магнитного резонанса (ЯМР) используют для оценки содержания сомономера в полимерах и распределения последовательности сомономера в полимерах. Количественный анализ13C{1H}ЯМР спектра записывают в состоянии раствора при использовании ЯМР спектрометра Bruker Advance III 400, работающего на частотах 400,15 МГц.
Весь спектр записывают при использовании13C оптимизированного 10 мм датчика измерения линейных величин при расширенном диапазоне температур при 125°C при использовании во всей пневматике газообразного азота.
Около 200 мг материала растворили в 1,2-тетрахлорэтана-d2 (TCE-d2) при использовании около 3 мг Hostanox в качестве стабилизатора. Создали стандартное одноимпульсное возбуждение при 30 градусном импульсе с задержкой релаксации 10 c и 10 Гц вращения образца. На спектр приходилось 128 релаксаций (transients) при 4 холостых сканах. Такая схема была выбрана в первую очередь в виду необходимости высокого разрешения количественного анализа для точного количественного определения ненасыщенности и стабильности винилдиеновых групп, {he 10а, busico05a} Все химические сдвиги были внутренними к сигналу, исходящему от остаточного протонированного растворителя при 5,95 частей на миллион.
Наблюдали сигналы, характерные для присутствия виниловых конечных групп (R-СН=CH2), и количественные значения для винилдиеновых групп определили при использовании интеграла спаренных терминальных Va и Vb протонов при 4,95, 4,98 и 5,00, и 5,05 частей на миллион соответственно,
с учетом числа указанных сайтов для функциональной группы:_Nvinyl = (IVa+IVb)/2
Содержание виниловых групп рассчитали, как фракцию виниловой группы в полимере относительно общего числа присутствующих атомов углерода:
Uvinyl = Nvinyl/Ctotal
Наблюдали сигналы, характерные для присутствия виниловых конечных групп (R-СН=CH2) и количественные значения для винилдиеновых групп определили при использовании интеграла двух D терминальных протонов при 4,74 частей на миллион с учетом числа указанных сайтов для функциональной группы:
Nvinylidene = ID/2
Содержание винилдиеновых групп рассчитали, как фракцию винилдиеновой группы в полимере относительно общего числа присутствующий атомов углерода:
Uvinylidene = Nvinylidene/Ctotal
Наблюдали сигналы, характерные для присутствия внутренних цис-виниленовых групп (ERCH=CHR') и количественные значения для цис-виниленовых групп определили при использовании интеграла двух C протонов при 5,39 частей на миллион ppm с учетом числа указанных сайтов для функциональной группы:
Ncis=IC/2
Содержание цис-виниленовых групп рассчитали, как фракцию цис-виниленовой группы в полимере относительно общего числа присутствующих атомов углерода:
Uci s =Ncis/Ctotal
Наблюдали сигналы, характерные для присутствия внутренних транс-виниленовых групп (Z-RCH=CHR') и количественные значения для транс-виниленовых групп определили при использовании интеграла T протонов при 5,45 частей на миллион ppm с учетом числа указанных сайтов для функциональной группы:
Ntrans = IT/2
Содержание транс-виниленовых групп рассчитали как фракцию транс-виниленовой группы в полимере относительно общего числа присутствующих атомов углерода:
Utrans = Ntrans/Ctotal
Общее количество атомов углерода рассчитали по интегралу величины алифатических углеводородов в пределах от 2,85 до -1,00, учитывая число указанных ядер и поправку на сайты, относящиеся к ненасыщенным группам, не включаемым в эту область:
Ctotal = (1/2)*(Ialiphatic + Nvinyl + Nvinylidene + Ncis + Ntrans)
Общее количество ненасыщенных групп рассчитали, как сумму отдельных зафиксированных ненасыщенных групп и таким образом, также определили общее количество присутствующих атомов углерода:
Utotal = Uvinyl + Uvinylidene + Ucis + Utrans
Содержание ненасыщенных групп приведено, как количество ненасыщенных групп / 100kC, где 100kC означает 100000 атомов углерода.
Относительное количество специфической ненасыщенной группы (x) приведено, как фракция или процент приведенных ненасыщенных групп относительно общего количества ненасыщенных групп:
[Ux] = Ux/Utotal
Ссылки:
he 10а
He, Y., Qiu, X, and Zhou, Z., Mag. Res. Chem. 2010, 48, 537-542.
busico05a
Busico, V. et. al. Macromolecules, 2005, 38 (16), 6988-6996
Скорость течения расплава (MFR)
Скорость течения расплава измерили при нагрузке 2,16 кг (MFR2) при 230°C. Скорость течения расплава представляет то количество полимера в граммах, которое устройство, стандартизованное для тестирования согласно ISO 1133, экструдирует в течение 10 минут при температуре 230°C при нагрузке 2,16.
MFR покрывающего слоя определяли, как следующее:
От основы оторвали и собрали покрывающий слой. Затем покрытие нарезали на мелкие кусочки и поместили в автоматический пресс. Автоматический пресс использовали для удаления воздуха из образцов. В автоматическом прессе кусочки полимерной пленки расплавили и получили образец в виде пластины. Затем пластину (без пузырьков) нарезали на маленькие кусочки и эти кусочки использовали для измерения MFR, как указано выше. Получение образцов в виде пластин провели при использовании автоматического пресса согласно ISO 293.
Плотность
Полиэтилен низкой плотности (LDPE): Плотность измеряли согласно ISO 1183-2. Образец получили согласно ISO 1872-2 Таблица 3 Q (прессование в форме).
Снижение скорости DD (10 г/м2) определяли поддержанием постоянной массы покрытия (10 г/м2) во время тестирования. Скорость на линии старта составила 100 м/минуту, ее постепенно увеличивали с шагом 100 м/минуту в течение пяти секунд до момента разрушения пленки или до 600 м/минуту.
Шею определили, как разницу между шириной канала матрицы и шириной покрытия, покрывающего основу.
Тест на адгезию провели для оценки адгезии между основой и покрытием. Покрытие и основу вручную оторвали друг от друга. Тот же оператор провел тестирование образцов сравнительного примера и примера. Для оценки использовали следующую шкалу с оценочными параметрами от 1 до 5:
1 - Покрытие отделяется от основы очень легко. Покрытие вообще не отрывает основу и целиком отделяется от нее.
2 - Покрытие легко отделяется от основы, но части основы могут быть отделены вместе с покрытием.
3 - Покрытие практически полностью сцепилось с основой, но все еще могут быть отделены отдельные маленькие участки.
4 - Покрытие хорошо сцепилось с основой. Удаление покрытия возможно медленным его отрыванием с удаления покрытия маленькими участками.
5 - Невозможно отделить покрытие от основы. Попытки отделения приводят к разрыву основы.
Прочность горячего шва:
Определили и указали максимальную прочность горячего шва, то есть, максимум диаграммы прочность/температура.
Измерения горячего шва провели при использовании J&B устройства для тестирования горячего шва по следующему методу ASTM F 1921. Согласно стандартным требованиям образец был нарезан на кусочки 15 мм шириной. Образцы вертикально поместили в устройство для тестирования горячего шва, оба конца закрепили механическими замками. Далее устройство для тестирования провело сварку и начало растягивать горячий шов, измеряя силу сопротивления.
Давления сваривания, Н/мм2 1,5
Время сваривания, с 0,5
Время охлаждения, с 0,2
Скорость разрыва, мм/с 200
Горячий шов каждого образца тестировали на прочность при температурах в пределах от 90°C до температуры, когда измеренная прочность горячего шва составляет менее 1 Н. Согласно стандартным требованиям провели по меньшей мере 3 параллельных измерения. Шаг повышения температуры составлял 10°C.
Примеры
PE1 - коммерческий полиэтилен низкой плотности (LDPE) СА7230 от Borealis AG с плотностью 923 кг/м3 и скоростью течения расплава MFR2 (190°C) 4,5 г/10 минут. Дополнительно, он имел η0 4600 Па⋅с.
PE2 - коммерческий полиэтилен низкой плотности (LDPE) СА8200 от Borealis AG с плотностью 920 кг/м3 и скоростью течения расплава MFR2 (190°C) 7,5 г/10 минут. Дополнительно, он имел η0 2600 Па⋅с.
PE1 и PE2 получили при использовании автоклавного реактора.
PE3 представляет LDPE, полученный в трубчатом реакторе с плотностью 918 кг/м3 и скоростью течения расплава MFR2 (190°C, 2,16 кг, ISO 1133) 5,7 г/10 минут. Дополнительно, он имел η0 Mw 203000 г/моль, с содержанием винилдиена 32 /100 kC, Mw/Mn 14,5, G'(G''=5kPa) 3500 Па и η0 5200 Па⋅с. Был получен, как описано в Material A WO-A-2013178242.
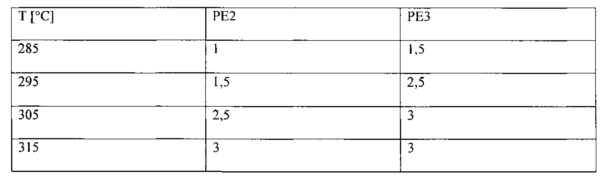
СНИЖЕНИЕ MFR
Указанные выше полимеры PE1-PE3 нанесли экструзией в качестве покрытия при линейной скорости 100 м/минуту и массе покрытия 20 г/м2 при температурах, приведенных ниже в Таблице и провели определение MFR2 (190°C, нагрузка 2,16 кг) [г/10 минут]. результаты приведены в следующей Таблице.


АДГЕЗИОННЫЕ СВОЙСТВА
Покрытия с массой покрытия 30 г/м2 нанесли при линейной скорости 100 м/минуту на крафтбумагу UG при температуре, указанной в таблице ниже, и провели оценку адгезивных свойств, как указано выше.
Во втором тесте покрытия с массой покрытия 30 г/м2 нанесли при линейной скорости 100 м/минуту при температуре 315°C на основы, указанные в Таблице ниже.

Видно, что изделие по настоящему изобретению показало улучшенные адгезионные свойства.
Температуру начала сваривания определи при тестировании горячего шва, результаты приведены на Фигуре 1. Линейная скорость составила 100 м/минуту, масса покрытия, нанесенного на крафтбумагу UG, составила 20 г/м2.
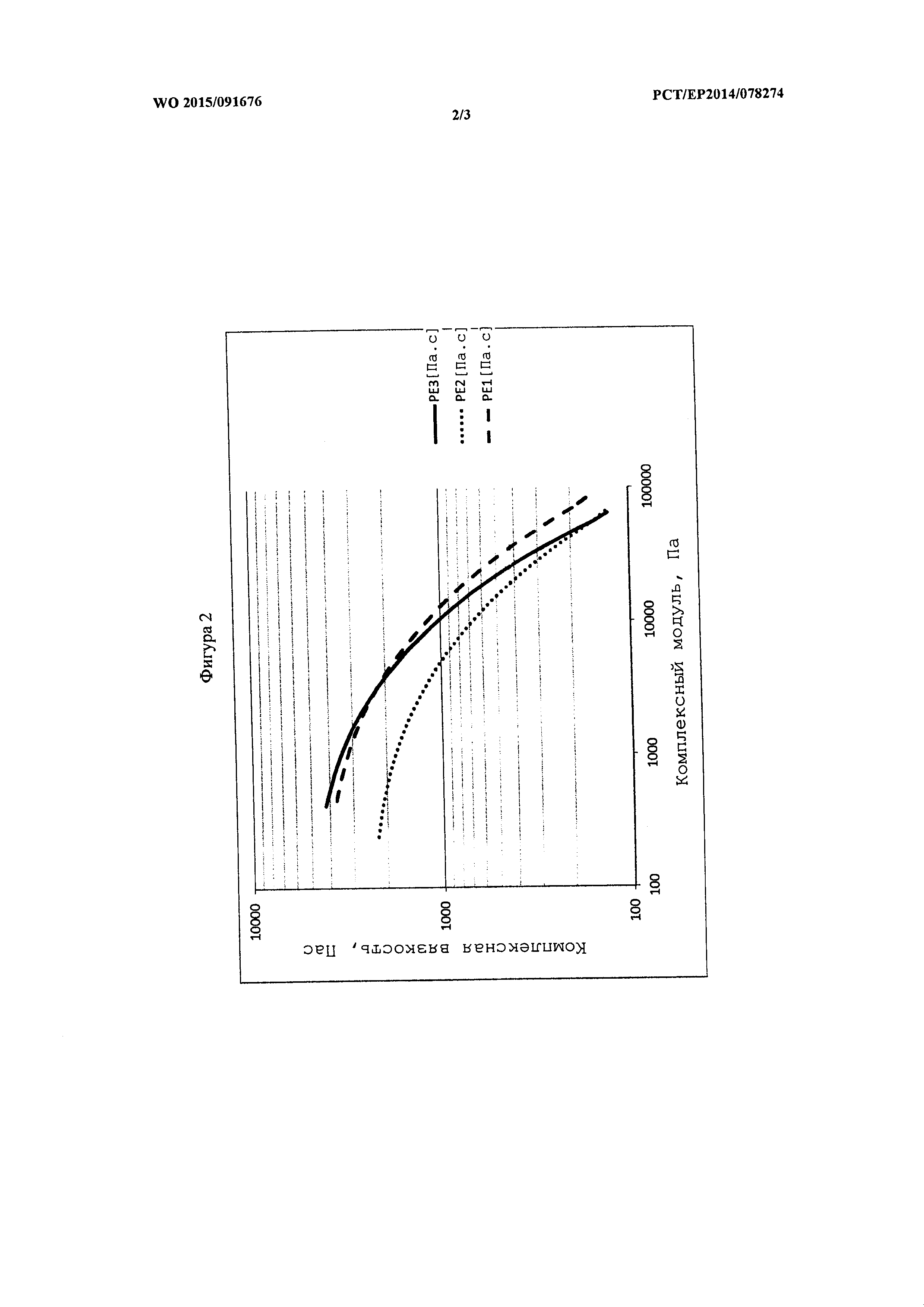
PE3 также показал более высокую вязкость при нулевом сдвиге, то есть уменьшение количества расплава, выходящего из под сваривающих пластин. результаты приведены на Фигуре 2 и 3.
PE3 имел точку плавления DSC идентичную PE1, то есть 110°C.
Как видно на Фигуре, температура начала сваривания при тестировании горячего шва PE3 значительно выше по сравнению с PE1, несмотря на идентичную точку плавления.
Дополнительно, температура начала сваривания PE3 аналогична таковой PE2 несмотря на более высокую точку плавления (110°C ⇔ 108°C). Кроме того, адгезивные свойства PE3 значительно улучшены по сравнению с PE2, несмотря на аналогичную температуру начала сваривания.
Фигура 1
Hot Tack Force [N/15,0 mm] - Прочность горячего шва [H/15,0 мм]
Sealing temp [°] - Температура сваривания [°]
Фигура 2
Complex viscosity, Pa⋅s - Комплексная вязкость, Па⋅с
Complex modulus, Pa - Комплексный модуль, Па
[Pa⋅s] - [Па⋅с]
Фигура 3
Complex viscosity [Pa⋅s] - Комплексная вязкость [Па⋅с]
Angular frequency ω [rad/s] - Угловая частота ω [рад/с]
Реферат
Группа изобретений относится к способу получения термосваренного изделия с экструзионным покрытием, изделию, полученному способом по изобретению, и к применению по меньшей мере части полимерного слоя, содержащего композицию (Co). Композиция содержит полиэтилен низкой плотности (LDPE), предпочтительно гомополимер пропилена низкой плотности (LDPE гомополимер), полученный в трубчатом реакторе, где композиция свободна от добавок и служит в качестве термопластичной поверхности структуры, наносимой экструзией, содержащей полимерный слой и первую основу, для получения изделия, термосваркой термопластичной поверхности со второй основой. Применению по меньшей мере части полимерного слоя, содержащего композицию (Со), где композиция содержит полиэтилен низкой плотности (LDPE), предпочтительно гомополимер пропилена низкой плотности (LDPE гомополимер): со скоростью течения расплава (MFR) по ISO 1133 (190°C, 2,16 кг) более чем 3,0 г/10 минут; с молекулярным распределением Mw/Mn, составляющим более чем 10; и с содержанием винилдиена, составляющим по меньшей мере 15/100 кС. Композиция, свободная от добавок, служит в качестве термопластичной поверхности структуры, наносимой экструзией, содержащей полимерный слой и первую основу, для изготовления изделия, полученного термосваркой термопластичной поверхности со второй основой. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить повышение качества полученного горячего сварного шва изделия при нагрузке. 4 н. и 11 з.п. ф-лы, 3 ил., 3 табл.
Формула
Комментарии