Способ антикоррозионной обработки чистых непокрытых металлических поверхностей (варианты) и кислый, не содержащий хром водный раствор для обработки упомянутых поверхностей - RU2439197C9
Код документа: RU2439197C9
Описание
Настоящее изобретение относится к средствам защиты от коррозии, более конкретно к способу антикоррозионной обработки чистых непокрытых металлических поверхностей (его вариантам) и к кислому, не содержащему хром водному раствору для обработки упомянутых поверхностей.
Средства защиты от коррозии, представляющие собой водный раствор фторидных комплексов, известны давно. Их все больше применяют в качестве замены методам, основанным на хромировании, которые из-за токсичности соединений хрома используют все реже. Как правило, такие растворы фторидных комплексов содержат и другие антикоррозионные действующие вещества, дополнительно усиливающие антикоррозионный эффект и адгезию лака.
Например, в одном из примеров исполнения в германской заявке DE-A-1933013 описан состав для обработки, представляющий собой водный раствор гексафторцирконата аммония, нитрата натрия, нитрата кобальта и натрий-m-нитробензолсульфоната с величиной рН 5,2. Раствор можно использовать для обработки цинковых, стальных и алюминиевых поверхностей. В европейской заявке ЕР-А-1571237 описаны раствор и способ обработки поверхностей, содержащих железо, цинк, алюминий и магний. Этот раствор имеет рН в пределах от 2 до 6 и содержит 5-5.000 частей на миллион циркония и/или титана, а также от 0,1 до 100 частей на миллион свободного фторида. Кроме того, раствор может содержать другие компоненты, которые выбирают из группы, включающей хлорат, бромат, нитрит, нитрат, перманганат, ванадат, перекись водорода, вольфрамат, молибдат или соответствующую в каждом случае кислоту. Также могут присутствовать органические полимеры. После обработки таким раствором можно ополаскивать металлические поверхности еще одним пассивирующим раствором. В европейской заявке ЕР-А-1405933 опубликован состав для обработки поверхностей железа и/или цинка, который содержит по меньшей мере один металл из группы, включающей Ti (титан), Zr (цирконий), Hf (гафний) и Si (кремний), а также источник ионов фтора, причем относительно соотношения концентраций обоих этих компонентов поставлены определенные условия. Кроме того, в состав этого раствора могут входить те же другие действующие вещества, что и в европейском патенте ЕР 1571237. В качестве прочих компонентов могут присутствовать ионы металлов, принадлежащих к группе Ag (серебро), Al (алюминий), Cu (медь), Fe (железо), Mn (марганец), Mg (магний), Ni (никель), Со (кобальт) и Zn (цинк). В немецкой заявке DE-A-10010758 опубликован состав обрабатывающего раствора, в частности, для поверхностей из цинка, алюминия и/или магния, содержащий комплексные фториды Ti, Zr, Hf, Si и/или В (бора), а также органические полимеры. Дополнительно раствор может включать в себя ионы одного или нескольких металлов Mn, Се (церий), Li (литий), V (ванадий), W (вольфрам), Мо (молибден), Mg, Zn, Со и Ni. Потенциально прочими добавками могут быть соединения, известные как ускорители фосфатирования в процессе фосфатирования с образованием слоя. В международной заявке WO 95/14539 описаны растворы для обработки металлических поверхностей, в частности для алюминия, содержащие комплексные фториды Ti, Zr, Hf, Si, Ge (германия), Sn (олова) или В, а также органические гидроксикарбоновые кислоты по меньшей мере с 2 гидроксильными группами (причем гидроксильные группы групп карбоновых кислот не считаются) на группу карбоновых кислот. Особый пример такой кислоты - глюконовая кислота.
Во всех этих публикациях, либо в описании вообще, либо в примерах исполнения, в частности, упомянуто, что металлические поверхности, обработанные указанным раствором, подвергают сушке, прежде чем покрыть их еще каким-либо органическим слоем, например лаком. Однако в особенности при производстве, предварительной обработке или лакировке автомобильных кузовов в связи с коротким шагом потока и желательно малой длиной линии предварительной обработки, желательно, чтобы прошедшие предварительную обработку кузова можно было бы вводить в ванну для электрофоретического лакирования без промежуточной сушки, т.е. в мокром состоянии. Этап сушки, при котором слой предварительной обработки можно подвергнуть химической модификации, например, дегидрацией и/или закрепить, при этом не желателен. Следовательно, при предварительной обработке необходимо создать антикоррозионный слой, который без сушки перед нанесением первого органического слоя лака обладает необходимым эффектом защиты от коррозии и адгезии лака.
Способ покрытия, удовлетворяющий этим требованиям, описан в европейской заявке на патент ЕР-А-1433876. Обработку поверхностей, например, из стали, цинка и алюминия при этом осуществляют раствором, который содержит Zr, Ti и/или Hf, а также фторид-ионы, а дополнительно - водорастворимую смолу, которую можно рассматривать как поливиниламин или полиаллиламин. В единственном примере исполнения, где описана лакировка предварительно обработанной металлической поверхности, оставшейся в мокром состоянии, используют водный раствор фтороциркониевой кислоты, полиаллиламина, нитрата цинка, кремниевой кислоты и аскорбиновой кислоты. Следует полагать, что важным для антикоррозионного эффекта и адгезии лака компонентом является органический полимер. В растворах для предварительной обработки, однако, наличие органических полимеров часто нежелательно, поскольку они могут вызвать трудности при переработке сточных вод.
Поверхности цинка, алюминия и оцинкованной стали можно подвергать предварительной обработке водными растворами фторидных комплексов, имеющими очень разнообразный состав, причем можно соответствовать вышеупомянутым условиям. В случае стальных поверхностей, не прошедших предварительной обработки, упомянутые требования до сих пор удавалось выполнить в основном только используя цинковое фосфатирование с формированием слоя. По сравнению со стандартом цинкового фосфатирования предварительная обработка водными растворами с фторидными комплексами обладает существенными недостатками в отношении антикоррозионного действия и адгезии лака, если прошедшие предварительную обработку поверхности не сушить перед лакировкой.
Задачей изобретения является разработка водного раствора фторидного комплекса, который обеспечивает антикоррозионное действие и адгезию лака без предварительного цинкового фосфатирования.
Поставленная задача решается согласно первому аспекту изобретения способом антикоррозионной обработки чистых непокрытых металлических поверхностей, представляющих собой, по меньшей мере, частично стальные поверхности, при котором металлические поверхности приводят в контакт с кислым водным раствором фторидного комплекса, по меньшей мере, одного элемента М, выбранного из группы, включающей в себя В, Si, Ti, Zr и Hf, промывают водой, а затем покрывают лаком, осаждаемым катодным электрофорезом, при этом
a) водный раствор содержит не более 1 мг/л органического полимера с аллиламиновыми или виниламиновыми мономерами,
b) водный раствор дополнительно содержит по меньшей мере еще один компонент, который выбирают из группы, включающей нитрат-ионы, ионы меди, серебра, ионы ванадия или ванадат-ионы, ионы висмута, магния, цинка, марганца, кобальта, ионы никеля, олова, буферные системы для диапазона рН от 2,5 до 5,5, ароматические карбоновые кислоты по меньшей мере с двумя группами, содержащими атомы-доноры, или производные таких карбоновых кислот, частицы кремниевой кислоты со средним размером частиц менее 1 мкм,
c) металлическую поверхность после контакта с водным раствором фторидного комплекса и перед покрытием лаком, осаждаемым катодным электрофорезом, не сушат.
Под «стальными поверхностями» здесь подразумевают поверхности сталей, не покрытых другим металлом, как, например, цинком или его сплавами с никелем или алюминием. Под «непокрытыми» металлическими поверхностями подразумевают поверхности металлов, не несущих пока никакого антикоррозионного покрытия. Способ согласно изобретению представляет собой таким образом первый или единственный этап обработки, создающий антикоррозионный слой, который, в свою очередь, может служить основой последующего покрытия лаком.
Соответственно, речь не идет о последующей обработке созданного ранее антикоррозионного слоя как, например, слоя фосфата.
В качестве одного из вышеупомянутых компонентов обрабатывающий раствор может содержать ароматические карбоновые кислоты, которые характеризуются тем, что содержат в молекуле по меньшей мере 2 группы, включающие в себя атомы-доноры. Атомы-доноры - это атомы, несущие свободные электронные пары, посредством которых они могут формировать координационную связь с переходными металлами. Типичные атомы-доноры - это атомы кислорода, азота и серы. Карбоксильная группа ароматических карбоновых кислот таким образом уже сама по себе является группой, содержащей атомы-доноры. Ароматическая карбоновая кислота, молекула которой содержит по меньшей мере две карбоксильные группы, следовательно, подпадает под указанное определение. Также под него подпадают такие ароматические карбоновые кислоты, которые, например, кроме карбоксильной группы, несут по меньшей мере одну гидроксильную группу, по меньшей мере одну аминогруппу или по меньшей мере одну нитрогруппу. Примеры таких карбоновых кислот - это различные изомеры положения бензодикарбоновой кислоты, в частности, фталевая кислота, или различные изомеры положения гидроксибензойной кислоты, аминобензойной или нитробензойной кислоты.
При этом в общем случае предпочтительны такие ароматические карбоновые кислоты, у которых по меньшей мере 2 группы, содержащие атомы-доноры, расположены так, что посредством атомов-доноров могут быть образованы 5-, 6- или 7-членные хелатные комплексы с ионами переходных металлов. Особо предпочтительные ароматические карбоновые кислоты, соответственно, это фталевая кислота, салициловая кислота, орто-аминобензойная кислота или орто-нитробензойная кислота. Вместо ароматических карбоновых кислот, имеющих только одно бензольное кольцо, можно также использовать соответствующие кислоты с конденсированными системами колец, например кислоты, являющиеся производными нафталина или антрацена.
При этом также можно применять производные указанных ароматических карбоновых кислот. Под этим понятием подразумевают молекулы, у которых один или несколько атомов водорода основной формы (например, атомы водорода ароматического ядра, атомы водорода гидроксильных групп или аминогрупп или атомы водорода групп карбоновой кислоты) заменены другими атомами или группами атомов.
Упомянутые частицы кремниевой кислоты со средним размером менее 1 мкм известны специалисту в этой области под различными генериковыми наименованиями. Например, их называют коллоидными кремниевыми кислотами, осажденными кремниевыми кислотами или пирогенными кремниевыми кислотами. Средний размер частиц, который предпочтительно располагается в пределах примерно от 0,01 мкм до 1 мкм, можно определить методами светорассеяния или посредством электронной микроскопии.
Из соображений токсичности в способе согласно изобретению используют водный раствор, в основном не содержащий соединений хрома (VI), а предпочтительно - вообще не содержащий никаких соединений хрома. При этом не учитывают следы соединений хрома, которые могут попасть в обрабатывающий раствор по причине вымывания из емкостей из нержавеющей стали. «Не содержащими хрома» в этом смысле считают растворы для обработки, которые содержат не более 1 части на миллион, в особенности - не более 0,1 части на миллион хрома. Растворы для обработки, подлежащие применению согласно изобретению, не представляют собой растворы для фосфатирования, т.е. они не вызывают формирования аморфного или кристаллического слоя фосфата. Этого добиваются посредством того, что растворы для обработки предпочтительно содержат не более 1 г/л неорганических фосфатов или фосфорной кислоты, рассчитанной как PO43-. Однако содержание фосфата, например, в диапазоне от 10 до 500 мг/л терпимо и может даже повысить эффективность обрабатывающего раствора.
Стабильность концентратов, из которых посредством разбавления водой изготавливают подлежащий применению в способе согласно изобретению обрабатывающий раствор, можно улучшить, добавляя загустители и/или диспергаторы. В этом случае таковые загустители и/или диспергаторы присутствуют также в соответственно разбавленном виде и в готовом к применению водном обрабатывающем растворе. Их присутствие в обрабатывающем растворе допустимо, так что такой обрабатывающий раствор можно использовать в способе согласно изобретению. Следовательно, водный обрабатывающий раствор может обладать теми свойствами, что он содержит не более 1 мг/л иного органического полимера, нежели тот, что не имеет аллиламиновые или виниламиновые мономерами, который в концентрации не более 50 г/л обладает свойствами загустителя или диспергатора. Примеры таких полимеров - это полимеры или сополимеры ненасыщенных карбоновых кислот, углеводы или белки.
Водный обрабатывающий раствор должен содержать не более 1 мг/л органического полимера с аллиламиновыми или виниламиновыми мономерами. Могут, однако, присутствовать другие полимеры. К ним относятся указанные ранее полимеры со свойствами загустителя и/или диспергатора. Кроме них обрабатывающий раствор может содержать другие полимеры, благоприятное действие которых при антикоррозионной обработке известно. Примеры этих полимеров (включая таковые со свойствами загустителя и/или диспергатора) следующие:
a) полимеры или сополимеры ненасыщенных спиртов или их простых или сложных эфиров,
b) полимеры или сополимеры ненасыщенных карбоновых кислот, органофосфорных кислот, органофосфиновых кислот или в каждом случае их солей, сложных эфиров или амидов,
c) полиаминокислоты или белки или в каждом случае их соли, сложные эфиры или амиды,
d) углеводы или их сложные или простые эфиры (включая эфир ксантогеновой кислоты),
e) полиамины, у которых атомы азота встроены в полимерную цепь,
f) полиэфиры,
r) поливинилфенолы и продукты их замещения,
h) эпоксидные смолы, аминопластовые смолы, таннины, фенол-формальдегидные смолы,
i) полимеры или сополимеры винилпирролидона.
Если такие полимеры в растворе присутствуют, целесообразно, чтобы их концентрация в водном обрабатывающем растворе не превышала 2000 мг/л. По второстепенным техническим причинам, например, ради упрощения переработки сточных вод, может быть целесообразно в основном или полностью обойтись без наличия в водном обрабатывающем растворе органических полимеров. Следовательно, предпочтительная форма исполнения настоящего изобретения отличается тем, что водный раствор содержит не более 1 мг/л органического полимера.
Целесообразно, чтобы величина рН кислого обрабатывающего раствора находилась в пределах от 2 до 5,5, в особенности от 3,5 до 5. Предпочтительно доводить величину рН до указанного кислого диапазона, добавляя фторидный комплекс по меньшей мере частично в форме кислоты. Ее, однако, можно доводить и другой кислотой, например азотной.
В смысле этого первого аспекта согласно изобретению не требуются какие-либо меры, благодаря которым металлическая поверхность после контакта с водным раствором фторидного комплекса и перед покрытием лаком, осаждаемым катодным электрофорезом, сохнет, таких мер целесообразно даже избегать. При остановке конвейера, однако, возможно непредвиденное высыхание, когда обработанная металлическая поверхность, например автомобильный кузов или его часть, находится на воздухе между ванной с водным раствором фторидного комплекса и ванной с лаком для электрофоретического окрашивания. Такое непреднамеренное высыхание, однако, безвредно.
Целесообразно, чтобы концентрации упомянутых в описании признака b) прочих компонентов находились в следующих пределах:
Нитрат-ионы: 0,1-5000 мг/л, предпочтительно 1-3000 мг/л, в особенности 10-1000 мг/л,
Ионы меди, серебра, кобальта или никеля: в каждом случае 0,1-300 мг/л, предпочтительно 1-30 мг/л,
Ионы ванадия или ванадат-ионы: 1-2000 мг/л, предпочтительно 5-500 мг/л (рассчитано по ванадию),
Ионы висмута, магния, цинка, марганца или олова: в каждом случае 1-2000 мг/л, предпочтительно 5-500 мг/л,
Буферные системы для диапазона рН от 2,5 до 5,5: в таком количестве, чтобы при добавлении одного грамм-эквивалента кислоты или щелочи на литр раствора величина рН изменялась не более чем на 0,2 единицы,
Ароматические карбоновые кислоты по меньшей мере с двумя группами, содержащими атомы-доноры, или производные таких карбоновых кислот: 0,01-1000 мг/л, предпочтительно 1-500 мг/л,
Кремний в форме частиц кремниевой кислоты со средним размером частиц менее 1 мкм: 10-1000 мг/л, предпочтительно 50-500 мг/л
Если в рамках настоящего изобретения речь идет о «кислоте», в особенности о «карбоновой кислоте», то подразумевают свободную кислоту и/или ее анионы. Специалисту известно, что вне зависимости от того, используют ли кислоту в свободной форме или в форме растворимых в указанном диапазоне концентраций солей, устанавливается равновесие между свободной кислотой и солевой формой, которое зависит от величины pKs этой кислоты и величины рН водного раствора. Величины концентраций рассчитаны как для свободных кислот. То же самое касается, например, H2ZrF6 (гексафторциркониевой кислоты) или других кислот, присутствующих в водном растворе.
В качестве буферной системы для указанного диапазона рН, в частности, можно использовать ацетатный буфер/уксусную кислоту. Еще одна надлежащая буферная система основана на гидрофталате калия.
Целесообразно, чтобы водный раствор содержал такое количество фторидного комплекса, чтобы концентрация металла М находилась в пределах от 1 до 5000 мг/л, предпочтительно в пределах от 5 до 1000 мг/л, а в особенности в пределах от 10 до 500 мг/л. В качестве металла М особо предпочтителен цирконий и/или титан.
Кроме того, предпочтительно, чтобы металл М во фторидном комплексе был выбран из группы, включающей в себя Si, Ti, Zr и Hf, и чтобы водный раствор в среднем содержал по меньшей мере 1, предпочтительно по меньшей мере 3, в особенности по меньшей мере 5 ионов фтора на ион элемента М. При этом под формулировкой «в среднем» подразумевают расчетное соотношение ионов фтора к ионам М в водном растворе. Поскольку фторидные комплексы указанных металлов М стабильны, можно ожидать, что в том случае, когда водный раствор содержит менее 6 ионов фтора на ион М, ионы фтора практически полностью связаны во фторидные комплексы. В этом случае, соответственно, фторид присутствует в основном в виде «комплексного фторида».
Водный раствор, однако, может также содержать больше фторид-ионов, чем требуется для формирования гексафторидных комплексов. В этом случае можно полагать, что 6 фторид-ионов на ион М присутствуют во фторидном комплексе, а избыточные фторид-ионы наличествуют в виде так называемого «свободного фторида». Последний может, например, быть в форме плавиковой кислоты HF и/или ее водорастворимых солей. Такая форма исполнения настоящего изобретения отличается тем, что во фторидном комплексе присутствуют 6 фторид-ионов на ион металла М (М выбран из группы, включающей Si, Ti, Zr, Hf), и что водный раствор сверх того содержит еще 1-1000 мг/л фторид-ионов, не связанных с цирконием.
В особо предпочтительной форме исполнения водный раствор содержит по меньшей мере 0,1 мг/л, предпочтительно по меньшей мере 1 мг/л, а в особенности по меньшей мере 10 мг/л нитрат-ионов. Верхнюю границу концентрации нитрат-ионов выбирают по экономическим или техническим соображениям, причем к экономическим соображениям также относят расходы на переработку сточных вод. Например, в качестве верхней границы концентрации нитрат-ионов можно выбрать 5000 мг/л, предпочтительно 3000 мг/л, а в особенности 1000 мг/л. В качестве еще одного предпочтительного компонента согласно признаку b) водный раствор может содержать ионы меди и/или серебра. Они могут присутствовать вместо нитрат-ионов или вместе с ними. В этой форме исполнения водный раствор содержит предпочтительно 0,1-300 мг/л, в особенности 1-30 мг/л ионов меди и/или серебра.
Еще в одной предпочтительной форме исполнения водный раствор содержит по меньшей мере одну ароматическую карбоновую кислоту, как указано выше, или ее производные. Особо предпочтительна салициловая кислота. Ароматическая карбоновая кислота может присутствовать вместо нитрат-ионов и/или ионов меди и/или серебра или вместе с ними. Целесообразно ее наличие в концентрации по меньшей мере 0,1 мг/л, предпочтительно по меньшей мере 1 мг/л, а в особенности по меньшей мере 10 мг/л. Верхняя граница концентрации также обусловлена скорее экономическими соображениями, чем техническими. Например, в качестве верхней границы концентрации ароматической карбоновой кислоты можно выбрать 1000 мг/л, предпочтительно 500 мг/л, а в особенности 400 мг/л.
Еще в одной предпочтительной форме исполнения водный обрабатывающий раствор содержит буферную систему для диапазона рН от 2,5 до 5,5, как это было описано ранее.
Следовательно, предпочтительно подлежащие применению водные обрабатывающие растворы содержат по меньшей мере один из компонентов, описанных выше в подробностях: нитрат-ионы, ионы меди и/или серебра, ароматические карбоновые кислоты, частицы кремниевой кислоты со средним размером частиц менее 1 мкм и/или буферную систему для диапазона рН от 2,5 до 5,5. При этом 2 или более из этих компонентов могут присутствовать вместе. Наличие, в дополнение к 5 указанным предпочтительным, прочих компонентов может положительно сказаться на защите от коррозии и на адгезии лака. Например, в дополнение к одному или нескольким из 5 указанных выше компонентов (нитрат-ионам, ионам меди и/или серебра, ароматическим карбоновым кислотам, частицам кремниевой кислоты и/или буферной системе), могут присутствовать еще один или несколько из следующих компонентов: ионы ванадия или ванадат-ионы, ионы кобальта, никеля, марганца, олова, висмута, магния и цинка. Предпочтительные диапазоны их концентраций были уже указаны выше. При этом особо предпочтителен обрабатывающий раствор, который в дополнение к по меньшей мере одному из указанных 5 предпочтительных компонентов (нитрат-ионам, ионам меди и/или серебра, ароматическим гидроксикарбоновым кислотам, частицам кремниевой кислоты и/или буферной системе) содержит как ионы цинка, так и ионы магния.
Кроме того, водный обрабатывающий раствор может дополнительно содержать ионы алюминия. Их можно вводить в форме растворимых солей, например в форме нитратов. В этом случае водный обрабатывающий раствор предпочтительно содержит 1-1000 мг/л, в особенности 10-500 мг/л ионов алюминия. Ионы алюминия могут служить «ловушками» для избыточных свободных фторид-ионов, поскольку они образуют с последними стабильные фторидные комплексы. Появление свободных фторид-ионов в водном обрабатывающем растворе обусловлено тем, что металл М, например цирконий, выпадает в осадок на обработанных металлических поверхностях, предположительно, в форме оксидов. При этом фторид-ионы, исходно связанные с металлом М, высвобождаются. Эффект травления водного раствора, повышенный из-за свободных фторид-ионов, можно снизить вследствие комплексообразования, обусловленного присутствием ионов алюминия.
В дополнение к указанным компонентам водный обрабатывающий раствор может содержать соединения, используемые при фосфатировании с образованием слоя в качестве так называемых «ускорителей». Такие ускорители обладают способностью захватывать атомы водорода, которые появляются при травящем воздействии кислоты на поверхность металла. Эта реакция, которую также называют «деполяризацией», облегчает атаку кислого обрабатывающего раствора на металлическую поверхность и благодаря этому ускоряет формирование антикоррозионного слоя. Можно, например, применять ускорители, которые указаны в упомянутой выше публикации DE-A-19933189:
0,05-2 г/л ионов мета-нитробензолсульфоната,
0,1-10 г/л гидроксиламина в свободной или связанной форме,
0,05-2 г/л ионов мета-нитробензоата,
0,05-2 г/л паранитрофенола,
1-70 мг/л пероксида водорода в свободной или связанной форме,
0,05-10 г/л органических оксидов азота,
0,01-3 г/л, предпочтительно до 0,5 г/л нитрогуанидина,
1-500 мг/л нитрит-ионов,
0,5-5 г/л хлорат-ионов.
Из упомянутого выше документа ЕР-А-1571237 известно, что после обработки металлических поверхностей водным раствором фторидного комплекса эти поверхности промывают водным раствором, который содержит один или несколько компонентов, выбранных из группы, включающей соединения или соли элементов: кобальта, никеля, олова, меди, титана и циркония и/или водорастворимые или диспергируемые в воде органические полимеры. Этим промыванием добиваются дополнительного улучшения защиты от коррозии и адгезии лака. Подобное промывание (ополаскивание) оказывает благоприятное воздействие также и при реализации способа согласно изобретению. Следовательно, предлагаемое изобретение включает в себя также вариант способа, при котором металлическую поверхность после контакта с водным раствором фторидного комплекса и перед покрытием лаком, осаждаемым катодным электрофорезом, промывают водным раствором, который содержит один или несколько компонентов, выбранных из группы, включающей соединения или соли элементов: кобальта, никеля, олова, меди, титана и циркония и/или водорастворимые или диспергируемые в воде органические полимеры.
В рамках исследований, которые привели к описанной выше прописи способа согласно изобретению, стало ясно, что добавление одного или нескольких компонентов, выбранных из группы, включающей в себя ионы олова, висмута, буферную систему для диапазона рН от 2,5 до 5,5, ароматических карбоновых кислот или их производных, вообще улучшает антикоррозионное воздействие водных растворов фторидных комплексов на поверхности из стали, алюминия, цинка или оцинкованной стали. Это верно вне зависимости от того, сушат ли поверхности между контактом с этим раствором и последующей лакировкой или нет. Подобные обрабатывающие растворы, следовательно, не только целесообразно применять в рамках описанной выше для способа согласно изобретению последовательности, но они вообще оказывают положительное воздействие на адгезию лака на металлических поверхностях и защиту их от коррозии.
Следовательно, вторым аспектом настоящего изобретения является кислый, не содержащий хрома водный раствор для обработки чистых непокрытых металлических поверхностей, представляющий собой раствор фторидного комплекса, по меньшей мере, одного элемента М, выбранного из группы, включающей В, Si, Ti, Zr и Hf, с величиной pH-Wert в пределах от 2 до 5,5, который содержит буферную систему для интервала рН от 2,5 до 5,5 и дополнительно один или несколько компонентов, выбранных из группы, включающей ионы меди, олова, висмута, ароматические карбоновые кислоты, по меньшей мере, с двумя группами, содержащими атомы-доноры, или производные таких карбоновых кислот и кремний в форме частиц кремниевой кислоты со средним размером частиц менее 1 мкм, при этом в случае кремния содержание органических полимеров составляет не более 1 мг/л.
Атомы-доноры - это атомы, несущие свободные электронные пары, посредством которых они могут формировать координационную связь с переходными металлами. Типичные атомы-доноры - это атомы кислорода, азота и серы. Карбоксильная группа ароматических карбоновых кислот таким образом уже сама по себе является группой, содержащей атомы-доноры. Ароматическая карбоновая кислота, молекула которой содержит, по меньшей мере, две карбоксильные группы, следовательно, подпадает под указанное определение. Также под него подпадают такие ароматические карбоновые кислоты, которые, например, кроме карбоксильной группы, несут по меньшей мере одну гидроксильную группу, по меньшей мере, одну аминогруппу или, по меньшей мере, одну нитрогруппу. Примеры таких карбоновых кислот - это различные изомеры положения бензодикарбоновой кислоты, в частности фталевая кислота, или различные изомеры положения гидроксибензойной кислоты, аминобензойной или нитробензойной кислоты.
При этом в общем случае предпочтительны такие ароматические карбоновые кислоты, у которых по меньшей мере 2 группы, содержащие атомы-доноры, расположены так, что посредством атомов-доноров могут быть образованы 5-, 6- или 7-членные хелатные комплексы с ионами переходных металлов. Особо предпочтительные ароматические карбоновые кислоты, соответственно, это фталевая кислота, салициловая кислота, орто-аминобензойная кислота или орто-нитробензойная кислота. Вместо ароматических карбоновых кислот, имеющих только одно бензольное кольцо, можно также использовать соответствующие кислоты с конденсированными системами колец, например кислоты, являющиеся производными нафталина или антрацена.
При этом также можно применять производные указанных ароматических карбоновых кислот. Под этим понятием подразумевают молекулы, у которых один или несколько атомов водорода основной формы (например, атомы водорода ароматического ядра, атомы водорода гидроксильных групп или аминогрупп или атомы водорода групп карбоновой кислоты) заменены другими атомами или группами атомов.
Соответственно, для второго аспекта предлагаемого изобретения действительны данные выше пояснения относительно важнейших или прочих дополнительных компонентов.
Из соображений токсичности используют водный раствор, в основном не содержащий соединений хрома (VI), а предпочтительно вообще не содержащий никаких соединений хрома. При этом не учитывают следы соединений хрома, которые могут попасть в обрабатывающий раствор по причине вымывания из емкостей из нержавеющей стали. «Не содержащими хрома» в этом смысле считают растворы для обработки, которые содержат не более 1 части на миллион, в особенности - не более 0,1 части на миллион хрома. Растворы для обработки согласно изобретению не представляют собой растворы для фосфатирования, т.е. они не вызывают формирования аморфного или кристаллического слоя фосфата. Этого добиваются посредством того, что растворы для обработки предпочтительно содержат не более 1 г/л неорганических фосфатов или фосфорной кислоты, рассчитанной как PO43-. Однако содержание фосфата, например, в диапазоне от 10 до 500 мг/л терпимо и может даже повысить эффективность обрабатывающего раствора.
Величина рН кислого обрабатывающего раствора находится в пределах от 2 до 5,5, в особенности от 3,5 до 5. Предпочтительно доводить величину рН до указанного кислого диапазона, добавляя фторидный комплекс по меньшей мере частично в форме кислоты. Ее, однако, можно доводить и другой кислотой, например азотной.
Один или несколько важнейших компонентов наличествуют предпочтительно в концентрациях, лежащих в следующих пределах:
ионы олова: 1-2000 мг/л, предпочтительно 5-500 мг/л,
ионы висмута: 1-2000, предпочтительно 5-500 мг/л,
буферная система для диапазона рН от 2,5 до 5,5: в таком количестве, чтобы при добавлении одного грамм-эквивалента кислоты или щелочи на литр раствора величина рН изменялась не более чем на 0,2 единицы,
ароматические карбоновые кислоты: 0,1-1000, предпочтительно 1-500 мг/л.
Кроме того, этот водный раствор может содержать один или несколько из следующих компонентов:
нитрат-ионы: 0,1-5000 мг/л, предпочтительно 1-1000 мг/л,
ионы меди, кобальта, никеля и/или серебра: в каждом случае 0,1-300 мг/л, предпочтительно 1-30 мг/л,
ионы ванадия или ванадат-ионы: 1-2000 мг/л, предпочтительно 5-500 мг/л (рассчитано по ванадию),
ионы магния: 1-2000, предпочтительно 5-500 мг/л,
ионы марганца: 1-2000 мг/л, предпочтительно 5-500 мг/л,
ионы цинка: 1-2000, предпочтительно 5-500 мг/л,
При этом может быть целесообразно, чтобы водный раствор в дополнение к по меньшей мере одному из указанных существенных компонентов (ионам цинка, висмута, буферной системе для диапазона рН от 2,5 до 5,5, ароматическим карбоновым кислотам или их производным) содержал как ионы цинка, так и ионы магния. Также предпочтительно присутствие ионов меди и/или серебра.
В качестве буферной системы для указанного диапазона рН, в частности, можно использовать ацетатный буфер/уксусную кислоту. Еще одна надлежащая буферная система основана на гидрофталате калия.
Целесообразно, чтобы водный раствор содержал такое количество фторидного комплекса, чтобы концентрация металла М находилась в пределах от 1 до 5000 мг/л, предпочтительно в пределах от 5 до 1000 мг/л, а в особенности в пределах от 10 до 500 мг/л. В качестве металла М особо предпочтителен цирконий и/или титан.
Кроме того, предпочтительно, чтобы металл М во фторидном комплексе был выбран из группы, включающей в себя Si, Ti, Zr и Hf, и чтобы водный раствор в среднем содержал по меньшей мере 1, предпочтительно по меньшей мере 3, в особенности по меньшей мере 5 ионов фтора на ион элемента М. При этом под формулировкой «в среднем» подразумевают расчетное соотношение ионов фтора к ионам М в водном растворе. Поскольку фторидные комплексы указанных металлов М стабильны, можно ожидать, что в том случае, когда водный раствор содержит менее 6 ионов фтора на ион М, ионы фтора практически полностью связаны во фторидные комплексы. В этом случае, соответственно, фторид присутствует в основном в виде «комплексного фторида».
Водный раствор, однако, может также содержать больше фторид-ионов, чем требуется для формирования гексафторидных комплексов. В этом случае можно полагать, что 6 фторид-ионов на ион М присутствуют во фторидном комплексе, а избыточные фторид-ионы наличествуют в виде так называемого «свободного фторида». Последний может, например, быть в форме плавиковой кислоты HF и/или ее водорастворимых солей. Такая форма исполнения настоящего изобретения отличается тем, что во фторидном комплексе присутствуют 6 фторид-ионов на ион металла М (М выбран из группы, включающей Si, Ti, Zr, Hf), и что водный раствор сверх того содержит еще 1-1000 мг/л фторид-ионов, не связанных с цирконием.
Если в рамках второго аспекта настоящего изобретения речь идет о «кислоте», в особенности о «карбоновой кислоте», то подразумевают свободную кислоту и/или ее анионы. Специалисту известно, что вне зависимости от того, используют ли кислоту в свободной форме или в форме растворимых в указанном диапазоне концентраций солей, устанавливается равновесие между свободной кислотой и солевой формой, которое зависит от величины pKs этой кислоты и величины рН водного раствора. Величины концентраций рассчитаны как для свободных кислот, то же самое касается, например, H2ZrF6 (гексафторциркониевой кислоты) или других кислот, присутствующих в водном растворе.
В форме исполнения, предпочтительной для второго аспекта настоящего изобретения, по меньшей мере является одна ароматическая карбоновая кислота, предпочтительно, салициловая кислота, или ее производные. Она может присутствовать вместе с ионами висмута и/или буферной системой. Целесообразно ее наличие в концентрации по меньшей мере 0,1 мг/л, предпочтительно по меньшей мере 1 мг/л, а в особенности, по меньшей мере 10 мг/л. Верхняя граница концентрации также обусловлена скорее экономическими соображениями, чем техническими. Например, в качестве верхней границы концентрации ароматической гидроксикарбоновой кислоты можно выбрать 1000 мг/л, предпочтительно 500 мг/л, а в особенности 400 мг/л.
Еще в одной предпочтительной форме исполнения в рамках второго аспекта изобретения водный обрабатывающий раствор содержит буферную систему для диапазона рН от 2,5 до 5,5, как описано выше.
Кроме того, водный обрабатывающий раствор может дополнительно содержать ионы алюминия. Их можно вводить в форме растворимых солей, например в форме нитратов. В этом случае водный обрабатывающий раствор предпочтительно содержит 1-1000 мг/л, в особенности 10-500 мг/л ионов алюминия. Ионы алюминия могут служить «ловушками» для избыточных свободных фторид-ионов, поскольку они образуют с последними стабильные фторидные комплексы. Появление свободных фторид-ионов в водном обрабатывающем растворе обусловлено тем, что металл М, например цирконий, выпадает в осадок на обработанных металлических поверхностях, предположительно в форме оксидов. При этом фторид-ионы, исходно связанные с металлом М, высвобождаются. Эффект травления водного раствора, повышенный из-за свободных фторид-ионов, можно снизить вследствие комплексообразования, обусловленного присутствием ионов алюминия.
В дополнение к указанным компонентам водный обрабатывающий раствор может согласно второму аспекту изобретения содержать соединения, используемые при фосфатировании с образованием слоя в качестве так называемых «ускорителей». Такие ускорители обладают способностью захватывать атомы водорода, которые появляются при травящем воздействии кислоты на поверхность металла. Эта реакция, которую также называют «деполяризацией», облегчает атаку кислого обрабатывающего раствора на металлическую поверхность и благодаря этому ускоряет формирование антикоррозионного слоя. Можно, например, применять ускорители, которые указаны в упомянутой выше публикации DE-A-19933189:
0,05-2 г/л ионов мета-нитробензолсульфоната,
0,1-10 г/л гидроксиламина в свободной или связанной форме,
0,05-2 г/л ионов мета-нитробензоата,
0,05-2 г/л пара-нитрофенола,
1-70 мг/л пероксида водорода в свободной или связанной форме,
0,05-10 г/л органических оксидов азота,
0,01-3 г/л, предпочтительно - до 0,5 г/л нитрогуанидина,
1-500 мг/л нитрит-ионов,
0,5-5 г/л хлорат-ионов.
Кроме того, обрабатывающий раствор может содержать органические полимеры, благоприятное действие которых при антикоррозионной обработке известно. Примеры таких полимеров следующие:
a) полимеры или сополимеры ненасыщенных спиртов или их простых или сложных эфиров,
b) полимеры или сополимеры ненасыщенных карбоновых кислот, органофосфорных кислот, органофосфиновых кислот или в каждом случае их солей, сложных эфиров или амидов,
c) полиаминокислоты или белки или в каждом случае их соли, сложные эфиры или амиды,
d) углеводы или их сложные или простые эфиры (включая эфир ксантогеновой кислоты),
e) полиамины, у которых атомы азота встроены в полимерную цепь,
f) полиэфиры,
r) поливинилфенолы и продукты их замещения,
h) эпоксидные смолы, аминопластовые смолы, таннины, фенолформальдегидные смолы,
i) полимеры или сополимеры винилпирролидона.
Если такие полимеры в растворе присутствуют, целесообразно, чтобы их концентрация в водном обрабатывающем растворе не превышала 2000 мг/л. По второстепенным техническим причинам, например ради упрощения переработки сточных вод, может быть целесообразно в основном или полностью обойтись без наличия в водном обрабатывающем растворе органических полимеров. Следовательно, предпочтительная форма исполнения настоящего изобретения отличается тем, что водный раствор содержит не более 1 мг/л органического полимера. С учетом этого условия также предпочтительно, чтобы водный раствор дополнительно содержал 10-1000 мг/л, предпочтительно 50-500 мг/л кремния в форме частиц кремниевой кислоты со средним размером частиц менее 1 мкм. Упомянутые частицы кремниевой кислоты со средним размером менее 1 мкм известны специалисту в этой области под различными генериковыми наименованиями. Например, их называют коллоидными кремниевыми кислотами, осажденными кремниевыми кислотами или пирогенными кремниевыми кислотами. Средний размер частиц, который предпочтительно располагается в пределах примерно от 0,01 мкм до 1 мкм, можно определить методами светорассеяния или посредством электронной микроскопии.
Обрабатывающий раствор согласно второму аспекту настоящего изобретения может быть изготовлен по месту применения путем растворения указанных компонентов в воде и доведения рН. Такой способ действий, однако, на практике обычно не применяют. Вместо этого на практике обычно готовят водные концентраты, из которых по месту применения путем разбавления водой и доведения рН в случае необходимости изготавливают готовый к применению водный обрабатывающий раствор. Соответственно, к предмету изобретения относится водный концентрат, который при разведении водой в примерно 10-100 раз, в особенности в число раз в пределах от примерно 20 до около 50 и, в случае потребности, при доведении рН, дает кислый, не содержащий хрома водный раствор фторидных комплексов согласно предшествующему описанию второго аспекта изобретения.
В целях стабилизации концентраты могут содержать полимеры, обладающие свойствами загустителя или диспергатора. Примеры таких полимеров - это полимеры или сополимеры ненасыщенных карбоновых кислот, углеводы или белки. Они могут присутствовать в концентрации до 50 г/л.
По соображениям стабильности такие концентраты часто обладают такими свойствами, что при разведении водой величина их рН не находится непосредственно в необходимом диапазоне. В этом случае после разведения водой необходимо откорректировать величину рН либо в сторону уменьшения, либо в сторону увеличения. Доведение понижением осуществляют добавлением кислоты, причем в имеющемся случае естественно использовать либо кислую форму фторидного комплекса металла М, либо азотную кислоту. Доведение рН повышением можно осуществлять любым щелочным веществом, например раствором гидроксидов или карбонатов щелочных металлов, аммиаком или органическими аминами. Для повышения величины рН можно, однако, применять соединения или соли с основным эффектом, как, например, оксиды, гидроксиды или карбонаты металлов, представляющие собой возможные действующие компоненты в обрабатывающем растворе. Например, для этого можно использовать оксиды, гидроксиды или карбонаты магния или цинка.
Ко второму аспекту настоящего изобретения также относится способ антикоррозионной обработки чистых непокрытых металлических поверхностей, при котором обеспечивают контакт металлических поверхностей с описанным выше водным раствором согласно второму аспекту изобретения.
При этом может оказаться целесообразно после контакта с водным раствором фторидного комплекса ополаскивать металлическую поверхность водным раствором, который содержит один или несколько компонентов, выбранных из группы, включающей соединения или соли элементов: кобальта, никеля, олова, меди, титана и циркония и/или водорастворимые или диспергируемые в воде органические полимеры.
Разъяснение понятия «чистая непокрытая металлическая поверхность» было дано выше в связи с первым аспектом настоящего изобретения. Это разъяснение действительно и для второго аспекта настоящего изобретения.
Вне зависимости от того, проводят ли обработку металлической поверхности водным раствором фторидного комплекса соответственно последовательности в способе согласно первому аспекту изобретения или водным раствором согласно второму аспекту изобретения, для этого этапа способа в общем случае действительно следующее.
Контакт чистой металлической поверхности с кислым водным раствором фторидного комплекса обеспечивают на время в пределах от 0,5 до 10 минут, предпочтительно в пределах от 1 до 5 минут. Это можно осуществлять, например, погружением в обрабатывающий раствор или опрыскиванием обрабатывающим раствором. Целесообразно, чтобы температура водного раствора фторидного комплекса при этом находилась в пределах от 15 до 60°С, в особенности в пределах от 25 до 50°С. После этого контакта предпочтительно ополаскивание (промывание) водой, в особенности полностью обессоленной водой. В качестве опции затем может последовать описанное выше дополнительное ополаскивание. В этом случае затем еще раз споласкивают водой.
В прописи способа согласно первому аспекту настоящего изобретения обработанные металлические поверхности без сушки перемещают в ванну для катодного электрофоретического окрашивания. При обработке раствором фторидных комплексов согласно второму аспекту настоящего изобретения можно действовать точно таким же образом. Можно, однако, также высушить обработанные металлические поверхности, прежде чем покрывать их лаком для катодного электрофоретического окрашивания или другим лаком, например порошковым.
Нижеследующие примеры исполнения демонстрируют технические преимущества способа согласно изобретению или водного обрабатывающего раствора согласно изобретению.
В качестве субстрата для нижеприведенных опытов использовали такие же образцы стальных листов из стали холодного проката, как и те, что применяют в автомобилестроении. Все этапы способа реализовывали погружением.
Сокращения:
ОВ - обессоленная вода, КТ - комнатная температура, мин. - минуты, КЭФО - катодное электрофоретическое окрашивание.
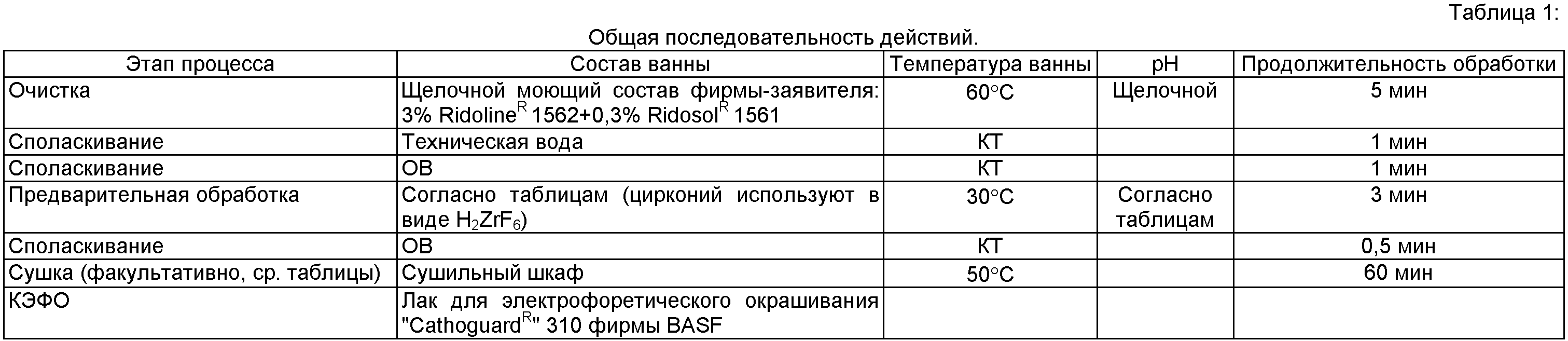
Состав ванны для предварительной обработки при реализации процесса согласно таблице 1 с сушкой после предварительной обработки и результаты теста на коррозию:
Тест с переменой климата согласно VDA 621-415: коррозия на разрезе по прошествии 70 суток, в мм, и повреждение камнями (гравием) через 70 суток, шкала 0,5-5 согласно DIN 55996-1 (чем меньше оценка, тем лучше результат)
Результат:
Примеры 1 и 2 согласно изобретению демонстрируют благоприятный эффект добавления салициловой кислоты, если слой предварительной обработки подвергают сушке (второй аспект изобретения). Добавление лимонной кислоты (контрольный пример 2) действует скорее неблагоприятно.
Состав ванны для предварительной обработки при реализации процесса согласно таблице 1 без сушки после предварительной обработки («мокрое по мокрому») и результаты теста на коррозию:
Тест с переменой климата согласно VDA 621-415: коррозия на разрезе по прошествии 35 суток, в мм:
Результат:
Пример 3 согласно изобретению демонстрирует благоприятный эффект добавления нитрата и кремниевой кислоты, если слой предварительной обработки не подвергают сушке (первый аспект изобретения).
При реализации способа согласно таблице 1 для предварительной обработки (длительность: 5 мин) использовали следующий обрабатывающий раствор, причем в одном случае (контрольный пример 4) после предварительной обработки проводили сушку, а в другом (пример 4) после предварительной обработки и перед электрофоретическим окрашиванием сушку не проводили: 150 мг/л Zr, 400 мг/л нитрата (примененного в виде азотной кислоты), 200 мг/л Si (примененного в виде коллоидной кремниевой кислоты), рН 3,8.
Тест с переменой климата согласно VDA 621-415: коррозия на разрезе по прошествии 70 суток, в мм:
Результат:
Пример 4 согласно изобретению показывает, что при наличии нитрата и кремниевой кислоты можно достичь лучших результатов, опуская этап сушки, чем при наличии сушки (первый аспект изобретения)
Состав ванны для предварительной обработки при реализации процесса согласно таблице 5 без сушки после предварительной обработки («мокрое по мокрому») и результаты теста на коррозию:
Тест с переменой климата согласно VDA 621-415:
коррозия на разрезе по прошествии 70 суток, в мм, и повреждение камнями (гравием) через 70 суток, шкала 0,5-5 согласно DIN 55996-1 (чем меньше оценка, тем лучше результат).
Результат:
Пример 5 согласно изобретению доказывает, что добавление меди в концентрации 20 мг/л (в виде Cu(NO)3) в ванну с преобразующим раствором при способе «мокрый по мокрому» дает значительно более благоприятные результаты преобразования в тесте с переменным климатом. Дополнительное введение кремния в форме коллоидной кремниевой кислоты в концентрации 200 мг/л (пример 6) ведет к существенному улучшению величины К в тесте с повреждением камнями.
Состав ванны для предварительной обработки при реализации процесса согласно таблице 1 без сушки после предварительной обработки («мокрое по мокрому») и результаты теста на коррозию:
Тест с переменой климата согласно VDA 621-415:
коррозия на разрезе по прошествии 70 суток, в мм, и повреждение камнями (гравием) через 70 суток, шкала 0,5-5 согласно DIN 55996-1 (чем меньше оценка, тем лучше результат).
Результат:
При сравнении примеры 7 и 8 согласно изобретению показывают, что добавление ускорителя нитрогуанидина (50 мг/л) в ванну с преобразующим раствором дополнительно улучшает результаты теста с переменным климатом с точки зрения коррозионного изменения под лаком, а также ведет к существенному улучшению величины К в тесте с повреждением камнями.
Реферат
Изобретение относится к обработке металлических поверхностей перед электрофоретическим окрашиванием. Способ включает обработку металлических поверхностей не содержащим хром кислым водным раствором фторидного комплекса, по меньшей мере, одного элемента М, выбранного из группы, включающей В, Si, Ti, Zr и Hf, содержащего не более 1 мг/л органического полимера с аллиламиновыми или виниламиновыми мономерами, буферную систему для диапазона рН от 2,5 до 5,5 и, по меньшей мере, еще один компонент, выбранный из группы, включающей нитрат-ионы, ионы меди, серебра, ионы ванадия или ванадат-ионы, ионы висмута, магния, цинка, марганца, кобальта, ионы никеля, олова, ароматические карбоновые кислоты, по меньшей мере, с двумя группами, содержащими атомы-доноры, или производные таких карбоновых кислот, частицы кремниевой кислоты со средним размером частиц менее 1 мкм, промывку водой, покрытие лаком, осаждаемым катодным электрофорезом, при этом поверхность после контакта с водным раствором фторидного комплекса и перед покрытием лаком не сушат. Изобретение позволяет без предварительного цинкового фосфатирования получить на чистых непокрытых металлических поверхностях антикоррозионный слой, который без сушки перед нанесением слоя лака обладает необходимым эффектом защиты от коррозии и адгезии лака. 4 н. и 13 з.п. ф-лы, 6 табл.
Формула
a) полимеры или сополимеры ненасыщенных спиртов или их простых или сложных эфиров,
b) полимеры или сополимеры ненасыщенных карбоновых кислот, органофосфоновых кислот, органофосфиновых кислот или соответственно их солей, сложных эфиров или амидов,
c) полиаминокислоты или белки или соответственно их соли, сложные эфиры или амиды,
d) углеводы или их сложные или простые эфиры,
e) полиамины, у которых атомы азота встроены в полимерную цепь,
f) полиэфиры,
r) поливинилфенолы и продукты их замещения,
h) эпоксидные смолы, аминопластовые смолы, таннины, фенолформальдегидные смолы,
i) полимеры или сополимеры винилпирролидона.
Комментарии