Способ получения многослойной красочной системы - RU2708852C1
Код документа: RU2708852C1
Чертежи
Описание
Настоящее изобретение относится к способу получения многослойной красочной системы посредством получения базового покрытия или нескольких нанесенных непосредственно друг на друга базовых покрытий, непосредственно на металлической основе, покрытой затвердевшей системой электроосажденного покрытия, получения покровного лака непосредственно на одном или на самом верхнем из нескольких базовых покрытий, и впоследствии совместного отверждения одного или нескольких базовых покрытий и покровного лака. Кроме того, настоящее изобретение относится к многослойной красочной системе, полученной посредством способа в соответствии с изобретением.
Предшествующий уровень техники
Многослойные красочные системы на металлических основах, примерами которых при этом являются многослойные красочные системы в автомобильной промышленности, известны. Такие многослойные красочные системы, по сути, начиная от металлической основы, как правило, содержат электроосажденное покрытие, покрытие, нанесенное непосредственно на электроосажденное покрытие, и которое обычно называют шпатлевочным покрытием, по меньшей мере одно покрытие, которое содержит цветные и/или эффектные пигменты, и которое, как правило, называют базовым покрытием, а также покровный лак.
При этом известны основные составы и функции указанных покрытий, а также составы покрытий, необходимые для формирования указанных покрытий, а именно материалы для электроосажденных покрытий, шпатлевки, составы для нанесения покрытия, которые содержат цветные и/или эффектные пигменты и известны как материалы базового покрытия, а также материалы покровного лака. Например, нанесенное методом электроосаждения покрытие служит, как правило, для защиты основы от коррозии. Шпатлевочное покрытие служит в основном для защиты от механических воздействий, таких как удары мелких камней, например, а также для выравнивания неровностей на основе. Следующее покрытие, которое называют базовым покрытием, в основном отвечает за получение эстетических качеств, таких как цвет и/или оптические эффекты, такие как флоп-эффект, в то время как покровный лак, который следует далее, служит, в частности, для придания стойкости к царапинам, а также для придания блеска со стороны многослойной красочной системы.
В предшествующем уровне техники, указанные многослойные красочные системы получают посредством начального электрофоретического нанесения или осаждения материала, предназначенного для электроосаждения, в частности, катодного материала для электроосаждения, методом электроосаждения на металлической основе, например на автомобильном кузове. Металлическая основа может подвергаться различным предварительным обработкам перед тем, как осаждают материал для электроосаждения: например, на нее могут быть нанесены известные покрытия, химически взаимодействующие с основой, такие как фосфатные покрытия, в частности, цинкофосфатные покрытия. Операция осаждения материала для электроосаждения, как правило, происходит в соответствующих резервуарах для электроосаждения. После нанесения, покрытую основу удаляют из резервуара, необязательно споласкивают и подвергают самоиспарению и/или подвергают промежуточной сушке, и в конце нанесенный материал для электроосаждения затвердевает. Целью в данном случае является толщина покрытия, которая составляет приблизительно 15-25 микрометров. Затем непосредственно на затвердевшее электроосажденное покрытие наносят шпатлевку, с необязательным самоиспарением и/или промежуточной сушкой, а также последующим отверждением. Для того чтобы позволить затвердевшему шпатлевочному покрытию выполнять функции, указанные выше, целью является, например, толщина покрытия, которая составляет 25-45 микрометров. Далее, непосредственно сверху затвердевшего шпатлевочного покрытия, наносят материал базового покрытия, содержащий цветные и/или эффектные пигменты, который необязательно подвергают самоиспарению и/или промежуточной сушке, и материал покровного лака наносят непосредственно на полученное таким образом базовое покрытие, без отдельного отверждения. Базовое покрытие и покровный лак, также необязательно предварительно подвергают самоиспарению и/или подвергают промежуточной сушке, и затем они совместно затвердевают (метод нанесения покрытия по влажному нижнему покрытию). При этом затвердевшее базовое покрытие, в принципе, имеет сравнительно низкую толщину покрытия, которая составляет, например, 10-20 микрометров, при этом для того чтобы достичь описанных технологических потребительских свойств, необходимо, чтобы затвердевший покровный лак имел толщину покрытия, которая составляет, например, 30-60 микрометров. Нанесение шпатлевки, базового покрытия, а также материалов покровного лака может осуществляться, например, с использованием методов нанесения, известных специалисту, таких как пневматическое нанесение и/или нанесение с помощью электростатического напыления. В настоящее время, только из экологических соображений, шпатлевку и материалы базового покрытия все чаще при этом применяют в виде водных покрывающих материалов.
Многослойные красочные системы указанных видов, а также способы их получения, описаны, например, в DE 19948004 А1, строка 37 страницы 17 - строка 22 страницы 19, или также в DE 10043405 С1, параграф [0018] колонки 3, и параграф [0052] колонки 8 - параграф [0057] колонки 9, совместно с параграфом [0039] колонки 6 параграфом [0050] колонки 8.
При том, что многослойные красочные системы, полученные соответствующим образом, могут, как правило, соответствовать требованиям, предъявляемым автомобильной промышленностью с точки зрения технологических потребительских свойств и эстетических качеств, внимание автопроизводителей в настоящее время все чаще, как результат влияния экологических и экономических факторов, фокусируется на упрощении описанной сравнительно сложной производственной операции.
Так, существуют подходы, где пытаются обойтись без отдельной стадии отверждения состава для нанесения покрытия, нанесенного непосредственно на затвердевшее электроосажденное покрытие (то есть, состава для нанесения покрытия, которое в стандартном способе, описанном выше, называют шпатлевкой), а также в это же время, возможно, уменьшить толщину покрывающей пленки, полученной из этого состава для нанесения покрытия. В уровне техники, указанную покрывающую пленку, которая по этой причине не затвердевает отдельно, затем часто называют пленкой базового покрытия (и больше не шпатлевочным покрытием) или, для того чтобы отличить ее от второй пленки базового покрытия, нанесенной сверху нее, ее называют первой пленкой базового покрытия. В некоторых случаях полностью обойтись без указанной покрывающей пленки (где затем, в указанном случае, просто так называемую пленку базового покрытия получают непосредственно на пленке электроосажденного покрытия, поверх которой, без отдельной стадии отверждения, наносят материал покровного лака; другими словами, в конце концов, отдельную стадию отверждения также пропускают). Вместо отдельной стадии отверждения и дополнительной стадии окончательного отверждения, затем, пытаются просто проводить одну, заключительную стадию отверждения вслед за нанесением всех покрывающих пленок, нанесенных на пленку электроосажденного покрытия.
Устранение отдельной стадии отверждения состава для нанесения покрытия, нанесенного непосредственно на электроосажденное покрытие, является очень преимущественным с точки зрения экологических и экономических аспектов. Причина состоит в том, что это сохраняет электроэнергию и, конечно, вся технологическая операция, как правило, может проводиться более точно.
Тогда, является преимущественным, когда вместо отдельной стадии отверждения, покрытие, полученное непосредственно на электроосажденном покрытии, должно просто подвергаться самоиспарению при комнатной температуре и/или подвергаться промежуточной сушке при повышенных температурах, без проведения отверждения, которое, как известно, постоянно требует повышенных температур отверждения и/или длительного времени отверждения.
Проблема, однако, состоит в том, что, применяя указанный способ получения, в настоящее время часто невозможно получить необходимые технологические потребительские и эстетических свойства.
Например, как результат отсутствия отдельного отверждения покрытия, нанесенного непосредственно на электроосажденное покрытие, первое базовое покрытие, например, до нанесения дополнительных составов для нанесения покрытия, например, такого как второй материал базового покрытия и материал покровного лака, могут быть нежелательными включения воздуха, растворителя и/или влаги, которые могут проявлять себя в виде пузырьков под поверхностью полученной красочной системы, и могут разрываться во время заключительного отверждения. В результате указанного в красочной системе образуются полости, при этом такие полости, которые также называют порами и пузырями, приводят к непривлекательному внешнему виду. Количество органического растворителя и/или воды, которое получают в результате полного формирования первого базового покрытия, второго базового покрытия, и материала покровного лака, а также количество воздуха, которое было введено в результате процедуры нанесения, является слишком большим с точки зрения всего количества, которое должно выделиться из многослойной красочной системы в ходе стадии заключительного отверждения без образования дефектов. В случае традиционной технологической операции, как описано выше, во время которой шпатлевочное покрытие сохнет отдельно, до получения обычно сравнительно тонкого базового покрытия (которое в результате имеет лишь сравнительно небольшое содержание воздуха, органических растворителей и/или воды), решение указанной проблемы, конечно, является гораздо менее сложным.
Однако даже при получении многослойных красочных систем, где применение покрывающего материала, упоминаемого в стандартном способе в качестве шпатлевки, полностью исключено, другими словами, систем, где непосредственно на затвердевшее электроосажденное покрытие наносят только материал базового покрытия, описанные проблемы в отношении пор и пузырей также часто встречаются. Причина состоит в том, что, в зависимости от нанесения и применения многослойной красочной системы, подлежащей получению, в случае полного отсутствия покрытия, которое называют шпатлевочным покрытием при стандартной операции, для того чтобы получить желательные свойства, требуемая толщина базового покрытия, как правило, должна быть больше, чем толщина базового покрытия в стандартных системах. Также, по этой причине, в указанном случае общая толщина покрывающих пленок, которые должны затвердевать на стадии заключительного отверждения, является значительно выше, чем при стандартной операции.
Другие соответствующие свойства также не всегда достигаются надлежащим образом, при формировании многослойных красочных систем с применением описанного способа. Например, достижение высококачественного общего внешнего вида, на который, в частности, влияет эффективное выравнивание применяемых составов для нанесения покрытий, или минимизация гелевых пятен, представляет собой проблему. В данном случае, реологические свойства составов для нанесения покрытия должны подбираться с учетом индивидуальных потребностей соответственно описанному рабочему режиму.
В принципе, для того чтобы отрегулировать реологические свойства, известно применение какого-либо из множества вспомогательных веществ для регулирования реологических свойств.
Например, ЕР 0877063 А2 раскрывает водные составы для нанесения покрытия, которые в качестве вспомогательного вещества для регулирования реологических свойств содержат полиамид, который обычно применяют в водных составах, и который на основе его предполагаемого применения в водных системах отличается сравнительно высоким кислотное число, которое обычно составляет больше, чем 30 мг KOH/г. Водные составы для нанесения покрытия, которые содержат такие полиамиды со сравнительно высоким кислотным числом, обычно применяемые в водных составах, также известны, например, из WO 2009/100938 А1 и ЕР 2457961 А1. Однако недостатком присутствия полиамида указанного вида в качестве вспомогательного вещества для регулирования реологических свойств в водном составе для нанесения покрытия является, в частности, частота появления гелевых пятен в процессе работы с водным покрывающим материалом указанного вида в способе, описанным выше.
Также известными являются водные составы для нанесения покрытия, которые содержат силикат металла, обычно применяемый в качестве вспомогательного вещества для регулирования реологических свойств в водных составах для нанесения покрытия, такой как имеющийся в продаже силикат металла, например, "Laponite® RD". Однако недостатками в указанном случае являются повышенная частота появления пор и/или плохое выравнивание в процессе работы при применении способа, описанного выше.
DE 4028386 А1 раскрывает водные составы для нанесения покрытия, которые содержат полиамид в качестве единственного вспомогательного вещества для регулирования реологических свойств. Полиамид добавляют во время изготовления составов, поскольку он представлен, другими словами, в частности, не находится в виде смеси с дополнительными компонентами. При этом ничего не раскрыто в отношении описанных выше конкретных способов получения многослойных красочных систем и соответствующих требований.
Применение как таковых полиамидов с более низкими кислотными числами в качестве вспомогательных веществ для регулирования реологических свойств, в принципе, известно, при том, что в предшествующем уровне техники такие полиамиды, как правило, применяют в составах для нанесения покрытия на основе растворителей (составы для нанесения покрытия, основанные на органических растворителях).
Проблема и техническое решение
Учитывая указанное выше, будет преимущественным обеспечить способ получения многослойных красочных систем, который устраняет необходимость в отдельной стадии отверждения, как описано выше, состава для нанесения покрытия, нанесенного непосредственно на электроосажденное покрытие, в случае многослойной красочной системы, полученной при этом, которая имеет отличные технологические потребительские свойства, в частности, эстетические свойства. Это является большой проблемой, которая решается посредством настоящего изобретения.
При этом было выявлено, что указанные выше проблемы могут быть решены посредством применения нового способа получения многослойной красочной системы (М) на металлической основе (S), который содержит:
(1) получение затвердевшего электроосажденного покрытия (Е.1) на металлической основе (S) посредством электрофоретического нанесения материала для электроосаждения (е.1) на основу (S), и последующего отверждения материала для электроосаждения (е.1),
(2) получение (2.1) базового покрытия (В.2.1) или (2.2) двух, или большего количества нанесенных непосредственно друг на друга базовых покрытий (В.2.2.x) непосредственно на затвердевшем электроосажденном покрытии (Е.1) посредством (2.1) нанесения водного материала базового покрытия (b.2.1) непосредственно на электроосажденное покрытие (Е.1) или посредством (2.2) непосредственного нанесения на электроосажденное покрытие (Е.1) двух или большего количества материалов базового покрытия (b.2.2.х) друг на друга,
(3) получение покровного лака (K) непосредственно на (3.1) базовом покрытии (В.2.1) или на (3.2) самом верхнем базовом покрытии (В.2.2.x) посредством нанесения материала покровного лака (k) непосредственно на (3.1) базовое покрытие (В.2.1) или на (3.2) самое верхнее базовое покрытие (В.2.2.x),
(4) совместное отверждение (4.1) базового покрытия (В.2.1) и покровного лака (K) или (4.2) базовых покрытий (В.2.2.x) и покровного лака (K), где
материал базового покрытия (b.2.1) или по меньшей мере один из материалов базового покрытия (b.2.2.х) содержит по меньшей мере одну предварительно диспергированную смесь (vdM), при этом смесь (vdM) содержит по меньшей мере один полиамид (Р), который имеет кислотное число, которое составляет менее 20 мг KOH/г, по меньшей мере одну полимерную смолу (Н), которая отличается от полиамида, а также воду и по меньшей мере один органический растворитель.
При этом указанный выше способ также ниже упоминается как способ в соответствии с изобретением, и соответственно является объектом настоящего изобретения. Предпочтительные варианты осуществления способа в соответствии с изобретением являются очевидными из описания, следующего далее, а также из зависимых пунктов формулы изобретения.
Дополнительным объектом настоящего изобретения является многослойная красочная система, полученная посредством применения способа в соответствии с изобретением.
Способ в соответствии с изобретением позволяет получать многослойные красочные системы без отдельной стадии отверждения покрытия, полученного непосредственно на электроосажденном покрытии. Для целей настоящего изобретения, для облегчения понимания, указанное покрытие называют базовым покрытием. Вместо отдельного отверждения, указанное базовое покрытие совместно затвердевает вместе с необязательными дополнительными базовыми покрытиями под покровным лаком, а также с покровным лаком. Несмотря на указанное, в результате способа нанесения в соответствии с изобретением, получают многослойные красочные системы, которые имеют отличные технологические потребительские свойства, в частности, эстетические свойства.
Особенно неожиданным было то, что является возможным, в частности, в результате применения в водном материале базового покрытия полиамида (Р), который имеет кислотное число, которое составляет менее 20 мг KOH/г, а также в результате его применения в способе, описанном выше, получить описанные эстетические свойства, другими словами, положительные эффекты в отношении, в частности, гелевых пятен, пор и дефектов выравнивание. По сути, указанные полиамиды, которые обычно применяют в покрывающих материалах на основе растворителей, применяются по причине их гидрофобного характера. Но указанные выше проблемы отсутствуют лишь тогда, когда полиамид применяют во время изготовления водного материала базового покрытия в виде предварительно диспергированной определенной смеси (vdM).
Подробное описание
Прежде всего будет объяснен ряд терминов, которые используются в контексте настоящего изобретения.
Нанесение покрывающего материала на основу, а также получение покрывающей пленки на основе, понимают следующим образом. Рассматриваемый покрывающий материал наносят таким образом, что полученная из него покрывающая пленка располагается на основе, но не должна при этом находиться в прямом контакте с основой. Например, между покрывающей пленкой и основой, могут располагаться другие покрытия. Например, на стадии (1) затвердевшее электроосажденное покрытие (E.1) получают на металлической основе (S), но между основой и электроосажденным покрытием также может находиться покрытие, химически взаимодействующее с основой, как описано далее ниже, такое как цинкофосфатное покрытие.
Тот же принцип применяется к нанесению покрывающего материала (b) на покрывающую пленку (А), полученную при нанесении другого покрывающего материала (а), а также к получению покрывающей пленки (В) на другой покрывающей пленке (А). Покрывающая пленка (В) не должна находиться в контакте с покрывающей пленкой (А), при этом просто требуется расположить ее выше, другими словами, на стороне покрывающей пленки (А), которая удалена от основы.
В отличие от указанного, нанесение покрывающего материала непосредственно на основу, или получение покрывающей пленки непосредственно на основе, понимают следующим образом. Рассматриваемый покрывающий материал наносят таким образом, что покрывающая пленка, полученная из него, располагается на основе и находится в прямом контакте с основой. В частности, следовательно, другое покрытие, расположенное между покрывающей пленкой и основой, отсутствует.
Конечно, то же применяется к нанесению покрывающего материала (b) непосредственно на покрывающую пленку (А), полученную при нанесении другого покрывающего материала (а), а также к получению покрывающей пленки (В) непосредственно на другой покрывающей пленке (А). В указанном случае две покрывающие пленки находятся в прямом контакте и, по этой причине при этом располагаются непосредственно друг на друге. В частности, отсутствует дополнительное покрытие между покрывающими пленками (А) и (В). Конечно, тот же принцип применяется к непосредственному нанесению друг на друга покрывающих материалов и к получению непосредственно нанесенных друг на друга покрывающих пленок.
В контексте настоящего изобретения самоиспарение, промежуточная сушка, а также отверждение понимаются как такие, которые имеют то же семантическое значение, которое известно специалисту в данной области в связи со способами получения многослойных красочных систем.
Соответственно, термин "самоиспарение", в принципе, понимается как обозначающий пассивное или активное испарение органических растворителей и/или воды из покрывающего материала, нанесенного в качестве части получения красочной системы, обычно при температуре окружающей среды (то есть, комнатной температуре), например, составляющей 15-35°С, на протяжении, например, 0,5-30 минут. Таким образом, самоиспарение сопровождается испарением органических растворителей и/или воды, которые присутствуют в нанесенным покрывающем материале. Так как покрывающий материал все еще является жидким, по меньшей мере, непосредственно после нанесения и на начало самоиспарения, то он может растекаться в ходе самоиспарения. Причина состоит в том, что по меньшей мере один покрывающий материал, нанесенный посредством распыления, как правило, наносят в виде капель, и при этом он не обладает однородной толщиной. При этом по причине содержания органических растворителей и/или воды, материал является жидким и, по этой причине может растекаться с формированием однородной, гладкой покрывающей пленки. В то же время, происходит последовательное испарение органических растворителей и/или воды, возникающее после фазы самоиспарения в сравнительно гладкой покрывающей пленке, которая уже содержит меньше воды и/или растворителя, по сравнению с нанесенным покрывающим материалом. Однако после самоиспарения, покрывающая пленка все еще не находится в готовом к эксплуатации состоянии. В то время как она не является больше текучей, она, например, все еще является мягкой и/или липкой, а также возможно является лишь частично высохшей. В частности, покрывающая пленка все еще не отверждена, как описано далее ниже.
Таким образом, промежуточная сушка также понимается как такая, которая относится к пассивному или активному испарению органических растворителей и/или воды из покрывающего материала, нанесенного в качестве части получения красочной системы, обычно при температуре, повышенной относительно температуры окружающей среды и составляющей, например, от 40 до 90°С, на протяжении, например, 1-60 минут. Также, в ходе промежуточной сушки, по этой причине, нанесенный покрывающий материал будет терять долю органических растворителей и/или воды. В зависимости от конкретного покрывающего материала, в общем, если сравнивать промежуточную сушку с самоиспарением, она происходит, например, при более высоких температурах и/или на протяжении более длительного периода времени, что означает то, что по сравнению с самоиспарением, из нанесенной покрывающей пленки выделяется более высокая доля органических растворителей и/или воды. Однако даже промежуточная сушка не приводит покрывающую пленку к готовому для эксплуатации состоянию, другими словами, не приводит к получению затвердевшей покрывающей пленки, как описано далее ниже. Обычная последовательность самоиспарения и промежуточной сушки будет, например, такой как самоиспарение нанесенной покрывающей пленки при температуре окружающей среды на протяжении 3 минут, а затем ее промежуточная сушка при температуре 60°С на протяжении 10 минут. Однако окончательное разграничение двух понятий друг от друга, не является ни необходимым, ни желательным. Для четкости понимания, указанные термины используют для того, чтобы было понятно, что до отверждения, описанного ниже, может происходить различное и последовательное кондиционирование покрывающей пленки. В данном случае, в зависимости от покрывающего материала, температура испарения и время испарения, могут испаряться большие или меньшие доли органических растворителей и/или воды, которые присутствуют в покрывающем материале. В данном случае, необязательно, даже является возможным, что доля полимеров, которые присутствуют в покрывающем материале в качестве связующих веществ, будет подвергаться сшиванию или переплетаться друг с другом, как описано ниже. При этом, однако, как во время самоиспарения, так и во время промежуточной сушки, не получают в готовой к эксплуатации покрывающей пленки, как это происходит в случае отверждения, описанного ниже. Соответственно, отверждение четко отличается от самоиспарения и промежуточной сушки.
Соответственно, отверждение покрывающей пленки понимается как превращение такой пленки в готовое к эксплуатации состояние, другими словами, в состояние, в котором основа, обладающая покрывающей пленкой, о которой идет речь, может перемещаться, храниться, а также применяться для своей предполагаемой цели. Тогда, затвердевшая покрывающая пленка, в частности, больше не является мягкой или липкой, а вместо этого имеет нужную физическую кондицию в качестве твердой покрывающей пленки, которая, даже после дополнительного подвержения условиям отверждения, как описано далее ниже, больше не демонстрирует какого-либо существенного изменения своих свойств, таких как твердость или адгезия к основе.
Как известно, покрывающие материалы, в принципе, могут затвердевать физически и/или химически, в зависимости от присутствующих компонентов, такие как связующие вещества и сшивающие агенты. В случае химического отверждения, имеется в виду термохимическое отверждение и актинично-химическое отверждение. В случае если, например, покрывающий материал является отверждаемым термохимически, то он может быть самосшивающимся и/или внешне сшивающимся. В контексте настоящего изобретения, указание на то, что покрывающий материал является самосшивающимся и/или внешне сшивающимся, означает, что указанный покрывающий материал содержит полимеры в качестве связующих веществ, и необязательно сшивающие агенты, которые способны сшиваться друг с другом, соответственно. Базовые механизмы, а также связующие вещества и сшивающие агенты (пленкообразующие компоненты), которые могут применяться, описаны далее ниже.
В контексте настоящего изобретения, "отверждаемый физически" или термин "физическое отверждение" означает образование затвердевшей покрывающей пленки в результате выделения растворителя из полимерных растворов или полимерных дисперсий, где при этом отверждение достигается посредством переплетения цепей полимера. Покрывающие материалы указанных видов, как правило, составляют в качестве однокомпонентных покрывающих материалов.
В контексте настоящего изобретения, "отверждаемый термохимически" или термин "термохимическое отверждение" означает перекрестное сшивание покрывающей пленки (образование затвердевшей покрывающей пленки), вызванное посредством химической реакции реакционноспособных функциональных групп, где энергетическая активация указанной химической реакции возможна в результате тепловой энергии. Различные функциональные группы, которое являются дополняющими друг для друга, в данном случае могут вступать в реакцию друг с другом (дополняющие функциональные группы), и/или образование затвердевшего покрытия основано на реакции автореакционноспособных групп, другими словами, функциональных групп, которые вступают в реакцию между собой с группами своего собственного вида. Примеры подходящих дополняющих реакционноспособных функциональных групп и автореакционноспособных функциональных групп известны из немецкой заявки на получение патента DE 19930665 А1, например, строка 28 страницы 7 - строка 24 страницы 9.
Указанное сшивание может быть самосшивающимся и/или внешнее сшивающимся. В случае, когда, например, дополняющие реакционноспособные функциональные группы уже присутствуют в органическом полимере, который применяют в качестве связующего вещества, например, в сложном полиэфире, полиуретане, или поли(мет)акрилате, происходит самосшивание. Внешнее сшивание происходит, например, тогда, когда (первый) органический полимер, который содержит определенные функциональные группы, например гидроксильные группы, вступает в реакцию с сшивающим агентом, известным как таковой, например, с полиизоцианатом и/или меламиновой смолой. Тогда, сшивающий агент содержит реакционноспособные функциональные группы, которые являются дополняющими для реакционноспособных функциональных групп, которые присутствуют в (первом) органическом полимере, который применяют в качестве связующего вещества.
В частности, в случае внешнего сшивания, предполагаются однокомпонентные и многокомпонентные системы, в частности, двухкомпонентные системы, которые известны как таковые.
В отверждаемых термохимически однокомпонентных системах, компоненты, подлежащие сшиванию, например, органические полимеры в качестве связующих веществ и сшивающие агенты, присутствуют одновременно друг с другом, другими словами, в виде одного компонента. Необходимость этого состоит в том, что компоненты, подлежащие сшиванию, эффективно вступают в реакцию друг с другом - то есть, вступают в реакцию отверждения - лишь при сравнительно высоких температурах, которые, например, составляют более чем 100°С. В ином случае, будет необходимо хранить компоненты, подлежащие сшиванию, отдельно друг от друга, и смешивать их друг с другом лишь непосредственно перед нанесением на основу, для того чтобы предотвратить преждевременное, по меньшей мере частичное, термохимическое отверждение (сравните с двухкомпонентными системами). В качестве примерной комбинации, можно упомянуть сложные полиэфиры с гидроксильными функциональными группами и/или полиуретаны с меламиновыми смолами и/или блокированными полиизоцианатами в качестве сшивающих агентов.
В отверждаемых термохимически двухкомпонентных системах, компоненты, подлежащие сшиванию, например, органические полимеры в качестве связующих веществ и сшивающие агенты, присутствуют отдельно друг от друга, по меньшей мере в виде двух компонентов, которые не объединяют непосредственно перед нанесением. Этот вид выбирают тогда, когда компоненты, подлежащие сшиванию, эффективно вступают в реакцию друг с другом даже при температурах окружающей среды или немного повышенных температурах, составляющих, например, 40-90°С. В качестве примерной комбинации, можно упомянуть сложные полиэфиры с гидроксильными функциональными группами и/или полиуретаны и/или поли(мет)акрилаты со свободными полиизоцианатами в качестве сшивающего агента.
Также является возможным, когда органический полимер в качестве связующего вещества имеет как самосшивающиеся, так и внешне сшивающиеся функциональные группы, и затем объединяется со сшивающими агентами.
В контексте настоящего изобретения, "отверждаемый актинично-химически", или термин "актинично-химическое отверждение", относится к тому случаю, когда отверждение возможно при применении актиничного излучения, причем оно представляет собой электромагнитное излучение, такое как излучение ближней инфракрасной области спектра (БИК) и УФ-излучение, в частности, УФ-излучение, а также корпускулярное излучение, такое как пучки электронов, применяемые для отверждения. Отверждение посредством УФ-излучения обычно вызывается посредством радикальных или катионных фотоинициаторов. Типичные актинично отверждаемые функциональные группы представляют собой углерод-углерод двойные связи, где в этом случае, как правило, применяются радикальные фотоинициаторы. Актиничное отверждение также основано на химическом сшивании.
Конечно, во время отверждения покрывающего материала, указанного как химически отверждаемый, всегда будет иметь место также физическое отверждение, другими словами, переплетение цепей полимера. Физическое отверждение может даже быть преобладающим. При условии, что он включает по меньшей мере пропорцию пленкообразующих компонентов, которые являются химически отверждаемыми, тем не менее, покрывающий материал указанного вида указывается как химически отверждаемый.
Из приведенного выше следует, что в соответствии с природой покрывающего материала и компонентов, которые он содержит, отверждение происходит посредством разных механизмов, которые, конечно, также требуют разных условий на стадии отверждения, в частности, разных температур отверждения и времени отверждения.
В случае чисто физического отверждения покрывающего материала, отверждение происходит предпочтительно в диапазоне между 15 и 90°С на протяжении периода времени, который составляет 2-48 часов. Тогда, в указанном случае, отверждение отличается от самоиспарения и/или промежуточной сушки, если это является подходящим, исключительно продолжительностью кондиционирования покрывающей пленки. Более того, различие между самоиспарением и промежуточной сушкой, не является ощутимым. Например, может быть возможным, если покрывающую пленку, полученную посредством нанесения отверждаемого физически покрывающего материала, например, вначале подвергают самоиспарению или промежуточной сушке при температуре 15-35°С на протяжении 0,5-30 минут, а затем она затвердевает при температуре 50°С на протяжении 5 часов. Однако предпочтительно, по меньшей мере некоторые из покрывающих материалов, предназначенные для применения в способе в соответствии с изобретением, другими словами, материалы для электроосаждения, водные материалы базового покрытия, и материалы покровного лака, являются термохимически отверждаемыми, и особенно предпочтительно являются термохимически отверждаемыми и внешне сшивающимися.
В принципе, и в контексте настоящего изобретения, отверждение термохимически отверждаемых однокомпонентных систем предпочтительно может проводиться при температурах, которые составляют 100-250°С, предпочтительно 100-180°С, на протяжении 5-60 минут, предпочтительно 10-45 минут, так как указанные условия, как правило, необходимы для реакций химического сшивания, для превращения покрывающей пленки в затвердевшую покрывающую пленку. Соответственно, это происходит, когда при этом фаза самоиспарения и/или промежуточной сушки, которая осуществляется перед отверждением, происходит при более низких температурах и/или на протяжении более короткого периода времени. В таком случае, например, самоиспарение может происходить при 15-35°С на протяжении, например, 0,5-30 минут, и/или промежуточная сушка может происходить при температуре, составляющей, например, 40-90°С, на протяжении, например, 1-60 минут.
В принципе, и в контексте настоящего изобретения, отверждение отверждаемых термохимически двухкомпонентных систем проводят при температурах, которые составляют 15-90°С, например, в частности, при 40-90°С, на протяжении 5-80 минут, предпочтительно 10-50 минут. Соответственно это происходит, когда фаза самоиспарения и/или промежуточной сушки, которая происходит до отверждения, происходит при более низких температурах и/или на протяжении более короткого периода времени. В таком случае, например, уже больше нет смысла делать какие-либо различия между понятиями самоиспарения и промежуточной сушки. Фаза самоиспарения или промежуточной сушки, которая предшествует отверждению, может происходить, например, при 15-35°С на протяжении, например, 0,5-30 минут, но по меньшей мере при более низких температурах и/или на протяжении более короткого периода времени, чем отверждение, который следует далее.
Указанное, конечно, не исключает возможности того, что при этом термохимически отверждаемая двухкомпонентная система затвердевает при более высоких температурах. Например, на стадии (4) способа в соответствии с изобретением, как описано более подробно далее ниже, пленка базового покрытия или две или большее количество пленок базового покрытия затвердевают совместно с пленкой покровного лака. В случае, когда в пленках присутствуют как термохимически отверждаемые однокомпонентные системы, так и двухкомпонентные системы, например, однокомпонентный материал базового покрытия и двухкомпонентный материал покровного лака, то, например, совместное отверждение, конечно, будет зависеть от условий отверждения, необходимых для однокомпонентной системы.
Все температуры, указанные в контексте настоящего изобретения, должны пониматься как температура помещения, в котором находится покрываемая основа. Таким образом, указанное не означает, что необходимо, чтобы сама основа имела температуру, о которой идет речь.
Методы измерений, которые будут применяться в контексте настоящего изобретения для определения некоторых характерных переменных, являются очевидными из раздела примеров. Если при этом явно не указано иное, указанные методы измерений должны применяться для определения соответствующей характерной переменной.
Если в контексте настоящего изобретения делается ссылка на официальный стандарт, без указания официального срока действия, то ссылка, конечно, относится к версии стандарта, действующего на дату подачи заявки или, если отсутствует действующая версия на указанную дату, к наиболее поздней действующей версии.
Способ в соответствии с изобретением
В способе в соответствии с изобретением, многослойная красочная система создается на металлической основе (S).
Рассматриваемые металлические основы (S), по сути, включают основы, содержащие или состоящие, например, из железа, алюминия, меди, цинка, магния, и их сплавов, а также из стали, в любом из самых разнообразных форм и составов. Предпочтительные основы представляют собой основы из железа и стали, примеры при этом типичные железа и стали основы, примерами которых являются обычные железные и стальные основы, которые применяются в секторе автомобильной промышленности. Основы сами по себе могут быть любой формы - то есть, например, они могут быть простыми металлическими панелями, или же сложными элементами, в частности, такими как автомобильные кузова и их части.
До стадии (1) способа в соответствии с изобретением, металлические основы (S) могут подвергаться предварительной обработке традиционным способом - то есть, например, очищаться и/или обеспечиваться известными покрытиями, химически взаимодействующими с основой. Очищение может осуществляться механически, например, посредством применения зачистки, шлифовки и/или полировки, и/или химически посредством применения методов травления, посредством начального протравливания в кислотных или щелочных ваннах, например, применяя соляную или серную кислоту. Конечно, очищение органическими растворителями или водными растворами для очистки также является возможным. Предварительная обработка также может происходить посредством нанесения покрытий, химически взаимодействующих с основой, в частности, применяя фосфатирование и/или хромирование, предпочтительно фосфатирование. В любом случае, металлические основы предпочтительно покрывают химически взаимодействующими с основой покрытиями, в частности, фосфатируют, предпочтительно, обеспечивают цинкофосфатным покрытием.
На стадии (1) способа в соответствии с изобретением, для получения затвердевшего электроосажденного покрытия (Е.1) на металлической основе (S), применяют электрофоретическое нанесение материала для электроосаждения (е.1) на основу (S) и последующее отверждение материала для электроосаждения (е.1).
Материал для электроосаждения (е.1), который применяют на стадии (1) способа в соответствии с изобретением, может быть катодным или анодным материалом для электроосаждения. Предпочтительно, он является катодным материалом для электроосаждения. Материалы для электроосаждения были давно известны специалистам в данной области. Они представляют собой водные покрывающие материалы, которые должны быть подходящими для электрофоретического нанесения на металлическую основу. При этом они содержат по меньшей мере анионные или катионные полимеры в качестве связующих веществ. Указанные полимеры содержат функциональные группы, которые потенциально являются анионными, что означает то, что они могут превращаться в анионные группы, например, группы карбоновой кислоты, или содержат функциональные группы, которые потенциально являются катионными, что означает то, что они могут превращаться в катионные группы, например, аминогруппы. Как правило, превращение в заряженные группы достигается в результате применения соответствующих нейтрализующих агентов (органические амины (анионные), органические карбоновые кислоты, такие как муравьиная кислота (катионные)), где при этом в результате получают анионные или катионные полимеры. Материалы для электроосаждения, как правило, и, следовательно, предпочтительно, дополнительно содержат обычные противокоррозионные пигменты. Катодные материалы для электроосаждения, которые являются предпочтительными в соответствии с изобретением, предпочтительно содержат катионные полимеры в качестве связующих веществ, в частности, простые полиэфирамины с гидроксильными функциональными группами, которые предпочтительно имеют ароматические структурные звенья. Как правило, такие полимеры получают посредством реакции соответствующих эпоксидных смол на основе бисфенола с аминами, такими, например, как моно- и диалкиламины, алканоламины и/или диалкиламиноалкиламины. Указанные полимеры применяют, в частности, в комбинации с традиционными блокированными полиизоцианатами. В качестве примера можно сослаться на материалы для электроосаждения, описанные в WO 9833835 A1, WO 9316139 А1, WO 0102498 А1 и WO 2004018580 А1.
По этой причине, предпочтительно, материал для электроосаждения (е.1), по меньшей мере, представляет собой отверждаемый термохимически покрывающий материал и, в частности, он является внешне сшивающимся. Предпочтительно, материал для электроосаждения (е.1) представляет собой отверждаемый термохимически однокомпонентный покрывающий материал. Материал для электроосаждения (е.1) предпочтительно в качестве связующего вещества содержит эпоксидную смолу с гидроксильными функциональными группами, и полностью блокированный полиизоцианат в качестве сшивающего агента. Эпоксидная смола предпочтительно является катодной, в частности, содержащей аминогруппы.
Также известным является электрофоретическое нанесение материала для электроосаждения (е.1) указанного вида, которое происходит на стадии (1) способа в соответствии с изобретением. Нанесение осуществляют эектрофоретически. Указанное означает, что вначале, металлическую деталь, подлежащую покрытию, погружают в ванну для погружения, содержащую покрывающий материал, и между металлической деталью и противоэлектродом применяется электрическое поле постоянного тока. Таким образом, деталь служит в качестве электрода; вследствие заряда на полимерах, применяемых в качестве связующих веществ, в результате действия электрического поля, нелетучие составляющие компоненты материала для электроосаждения перемещаются к основе, и осаждаются на основе, в результате чего получают электроосажденную пленку. В случае катодного материала для электроосаждения, например, основа подсоединяется в качестве катода, а ионы гидроксида, которые образуются в результате электролиза воды, осуществляют нейтрализацию катионного связующего вещества, способствуя его осаждению на основе, и при этом формируется электроосажденная пленка. Таким образом указанный способ представляет один из способов нанесения материала посредством электрофоретического осаждения.
Вслед за нанесением материала для электроосаждения (е.1) покрытую основу (S) удаляют из резервуара, необязательно споласкивают, например, с применением растворов для ополаскивания на водной основе, затем необязательно подвергают самоиспарению и/или промежуточной сушке, и наконец, нанесенный материал для электроосаждения затвердевает.
Нанесенный материал для электроосаждения (е.1) (или нанесенную, но все еще незатвердевшую пленку электроосажденного покрытия) подвергают самоиспарению при температуре 15-35°С, например, на протяжении, например, 0,5-30 минут, и/или промежуточной сушке при температуре, предпочтительно составляющей 40-90°С, на протяжении, например, 1-60 минут.
Материал для электроосаждения (е.1), нанесенный на основу (или нанесенная, но все еще незатвердевшая пленка электроосажденного покрытия) предпочтительно затвердевает при температурах, которые составляют 100-250°С, предпочтительно 140-220°С, на протяжении 5-60 минут, предпочтительно 10-45 минут, в результате чего получают затвердевшее электроосажденное покрытие (Е.1).
Указанные условия самоиспарения, промежуточной сушки, и отверждения, в частности, применяют в предпочтительном случае, где материал для электроосаждения (е.1) содержит отверждаемый термохимически однокомпонентный покрывающий материал, как описано выше. Это, однако, не исключает применения материала для электроосаждения, который представляет собой иным образом затвердевающий покрывающий материал, и/или применение разных условий самоиспарения, промежуточной сушки, и отверждения.
Толщина пленки затвердевшего электроосажденного покрытия составляет, например, 10-40 микрометров, предпочтительно 15-25 микрометров. Все толщины пленок, указанные в контексте настоящего изобретения, должны пониматься как толщина сухой пленки. Такой является толщина затвердевшей пленки в каждом случае. Следовательно, если указано, что покрывающий материал наносят с определенной толщиной пленки, то указанное означает, что покрывающий материал наносят таким образом, чтобы получать указанную толщину пленки после отверждения.
На стадии (2) способа в соответствии с изобретением, получают (2.1) пленку базового покрытия (В.2.1), или получают (2.2) две или большее количество нанесенных непосредственно друг на друга пленок базового покрытия (В.2.2.x). Пленки получают посредством нанесения (2.1) водного материала базового покрытия (b.2.1) непосредственно на затвердевшее электроосажденное покрытие (Е.1), или посредством (2.2) нанесения на затвердевшее электроосажденное покрытие (Е.1) двух или большего количества материалов базового покрытия (b.2.2.х) непосредственно друг на друга.
Таким образом, непосредственное нанесение друг на друга двух или большего количества материалов базового покрытия (b.2.2.х) на затвердевшее электроосажденное покрытие (Е.1) означает, что вначале непосредственно на электроосажденное покрытие наносят первый материал базового покрытия, и после этого непосредственно на пленку первого материала базового покрытия наносят второй материал базового покрытия. Затем, необязательно, непосредственно на пленку второго материала базового покрытия наносят третий материал базового покрытия. Затем указанный процесс может повторяться аналогичным образом для дополнительных материалов базового покрытия (т.е. четвертого, пятого и т.д. материала базового покрытия).
Таким образом, после получения, пленка базового покрытия (В.2.1) или первая пленка базового покрытия (В.2.2.x) располагается непосредственно на затвердевшем электроосажденном покрытии (Е.1).
Термины материал базового покрытия и пленка базового покрытия, в отношении покрывающих материалов, нанесенных и покрывающих пленок, получены на стадии (2) способа в соответствии с изобретением, применяют для большей простоты понимания. Пленки базового покрытия (В.2.1) и (В.2.2.x) не затвердевают отдельно, а вместо этого, затвердевают совместно с материалом покровного лака. Отверждение, таким образом, происходит по аналогии с отверждением материалов базового покрытия, которое применяется в стандартном способе, описанном в вводной части. В частности, покрывающие материалы, которые применяют на стадии (2) способа в соответствии с изобретением, не затвердевают отдельно, подобно покрывающим материалам, указанным как шпатлевки в стандартном способ.
Водный материал базового покрытия (b.2.1), который применяют на стадии (2.1), описан подробно далее ниже. При этом, в первом предпочтительном варианте осуществления, он является, по меньшей мере отверждаемым термохимически, в частности, более предпочтительно, он является внешне сшивающимся. Материал базового покрытия (b.2.1) в данном случае предпочтительно представляет собой однокомпонентный покрывающий материал. Материал базового покрытия (b.2.1) в данном случае, в качестве связующего вещества предпочтительно содержит комбинацию по меньшей мере одного полимера с гидроксильными функциональными группами, выбранными из группы, состоящей из полиакрилатов, полиуретанов, сложных полиэфиров, а также сополимеров указанных полимеров, примеры при этом являются полиуретан-полиакрилаты, и по меньшей мере одной меламиновой смолы в качестве сшивающего агента.
Однако в зависимости от области применения, в равной степени возможным и, следовательно, вторым предпочтительным вариантом осуществления является применение материалов базового покрытия (b.2.1), которые содержат лишь небольшие количества, которые составляют менее 5 мас.%, предпочтительно менее 2,5 мас.%, из расчета общей массы материала базового покрытия, сшивающих агентов, таких как, в частности, меламиновые смолы. Дополнительно предпочтительным в указанном варианте осуществления является то, что сшивающие агенты не присутствуют вообще. Несмотря на это, во всей конструкции достигается отличное качество. Дополнительное преимущество того случая, когда сшивающие агенты не применяются и, следовательно, покрывающий материал является менее сложным по составу, заключается в увеличении свободы составления материала базового покрытия. Также может быть повышен срок годности, вследствие предотвращения возможных реакций части реакционноспособных компонентов.
Материал базового покрытия (b.2.1) может быть нанесен посредством способов нанесения жидких покрывающих материалов, известных специалисту, например, посредством погружения, нанесения ножевым устройством, распыления, нанесения с помощью роликов, или подобного. Предпочтение отдают применению нанесения посредством методов распыления, таких как, например, распыление с использованием сжатого воздуха (пневматическое нанесение), распыление без использования воздуха, нанесение с использованием высокоскоростного вращения, нанесение с помощью электростатического напыления (ESTA), например, необязательно совместно с распылением с подогревом, например, с применением горячего воздуха (горячее распыление). Особенно предпочтительно, материал базового покрытия (b.2.1) наносят посредством пневматическое распыления или нанесения с помощью электростатического напыления. Нанесение материала базового покрытия (b.2.1) соответственно приводит к получению пленки базового покрытия (В.2.1), другими словами, пленки материала базового покрытия (b.2.1), который наносят непосредственно на электроосажденное покрытие (Е.1).
После нанесения, нанесенный материал базового покрытия (b.2.1) или соответствующую пленку базового покрытия (В.2.1) подвергают самоиспарению, например, при температуре 15-35°С, например, на протяжении 0,5-30 минут, и/или промежуточной сушке при температуре, составляющей предпочтительно 40-90°С, например, на протяжении 1-60 минут. Предпочтение отдают вначале самоиспарению при температуре 15-35°С на протяжении 0,5-30 минут, за чем следует промежуточная сушка при температуре 40-90°С, например, на протяжении 1-60 минут. Описанные условия самоиспарения и промежуточной сушки, в частности могут применяться к предпочтительному случаю, где материал базового покрытия (b.2.1) является термохимически отверждаемым однокомпонентным покрывающим материалом. Указанное, однако, не исключает возможности того, что материал базового покрытия (b.2.1) может отверждаться по другому, и/или возможности применения других условий самоиспарения и/или промежуточной сушки.
Во время стадии (2) способа в соответствии с изобретением, пленка базового покрытия (В.2.1) не затвердевает, т.е. предпочтительно не подвергается действию температур, составляющих более 100°С, на протяжении более длительного периода, чем 1 минута, и более предпочтительно вообще не подвергается действию температур, составляющих более 100°С. Указанное является прямым и понятным следствием стадии (4) способа в соответствии с изобретением, которая описана далее ниже. Поскольку пленка базового покрытия затвердевает лишь на стадии (4), то она не может уже затвердевать на стадии (2), так как в этом случае отверждение на стадии (4) больше не будет возможным.
Водные материалы базового покрытия (b.2.2.х), которые применяют на стадии (2.2) способа в соответствии с изобретением, также подробно описаны далее ниже. В первом предпочтительном варианте осуществления, по меньшей мере один из материалов базового покрытия, которые применяют на стадии (2.2), является по меньшей мере отверждаемым термохимически, и особенно предпочтительно, является внешне сшивающимся. Более предпочтительно, указанная является верным для всех материалов базового покрытия (b.2.2.х). Предпочтение в данном случае отдают по меньшей мере одному материалу базового покрытия (b.2.2.х), который при этом является однокомпонентным, и даже более предпочтительно, указанное верно для всех материалов базового покрытия (b.2.2.х). В данном случае, предпочтительно по меньшей мере один из материалов базового покрытия (b.2.2.х) в качестве связующего вещества содержит комбинацию по меньшей мере одного полимера с гидроксильными функциональными группами, выбранного из группы, состоящей из полиакрилатов, полиуретанов, сложных полиэфиров и сополимеров указанных полимеров, например, полиуретан-полиакрилатов, и по меньшей мере одной меламиновой смолы в качестве сшивающего агента. Более предпочтительно, указанное верно для всех материалов базового покрытия (b.2.2.х).
Тем не менее, также возможным и, следовательно, также предпочтительным вариантом осуществления, в зависимости от области применения, является применение по меньшей мере одного материала базового покрытия (b.2.2.х), который содержит лишь небольшое количество, составляющее менее 5 мас.%, предпочтительно менее 2,5 мас.%, сшивающих агентов, таких как меламиновые смолы, в частности, из расчета общей массы материала базового покрытия. Даже более предпочтительным в указанном варианте осуществления является, когда сшивающие агенты не содержатся вообще. Указанное выше предпочтительно применяют ко всем применяемым материалам базового покрытия (b.2.2.х). Несмотря на это, в общей системе достигается отличное качество. Другими преимуществами являются отсутствие ограничений при составлении и устойчивость при хранении.
Материалы базового покрытия (b.2.2.х) могут наноситься посредством способов нанесения жидких покрывающих материалов, известных специалисту в данной области, например, посредством погружения, нанесения ножевым устройством, распыления, нанесения с помощью роликов или, например, подобного. Предпочтение отдают применению нанесения посредством методов распыления, например, таких как распыление с использованием сжатого воздуха (пневматическое нанесение), распыление без использования воздуха, нанесение с использованием высокоскоростного вращения, нанесение с помощью электростатического напыления (ESTA), необязательно совместно с распылением с подогревом, например, с использованием горячего воздуха (горячее распыление). Особенно предпочтительно, материалы базового покрытия (b.2.2.х) наносят посредством пневматического распыления и/или нанесения с помощью электростатического напыления.
На стадии (2.2) способа в соответствии с изобретением, приняты следующие обозначения. Материалы базового покрытия и пленки базового покрытия, как правило, обозначаются как (b.2.2.х) и (В.2.2.x), причем х может заменяться другими буквами, которые соответственно подходят при обозначении определенных отдельных материалов базового покрытия и пленок базового покрытия.
Первый материал базового покрытия и первая пленка базового покрытия могут обозначаться как а; самый верхний материал базового покрытия и самая верхняя пленка базового покрытия могут обозначаться как z. Эти два материала базового покрытия и пленки базового покрытия в любом случае присутствуют на стадии (2.2). Любым пленкам между ними может предоставляться последовательное обозначение, такое как b, с, d и так далее.
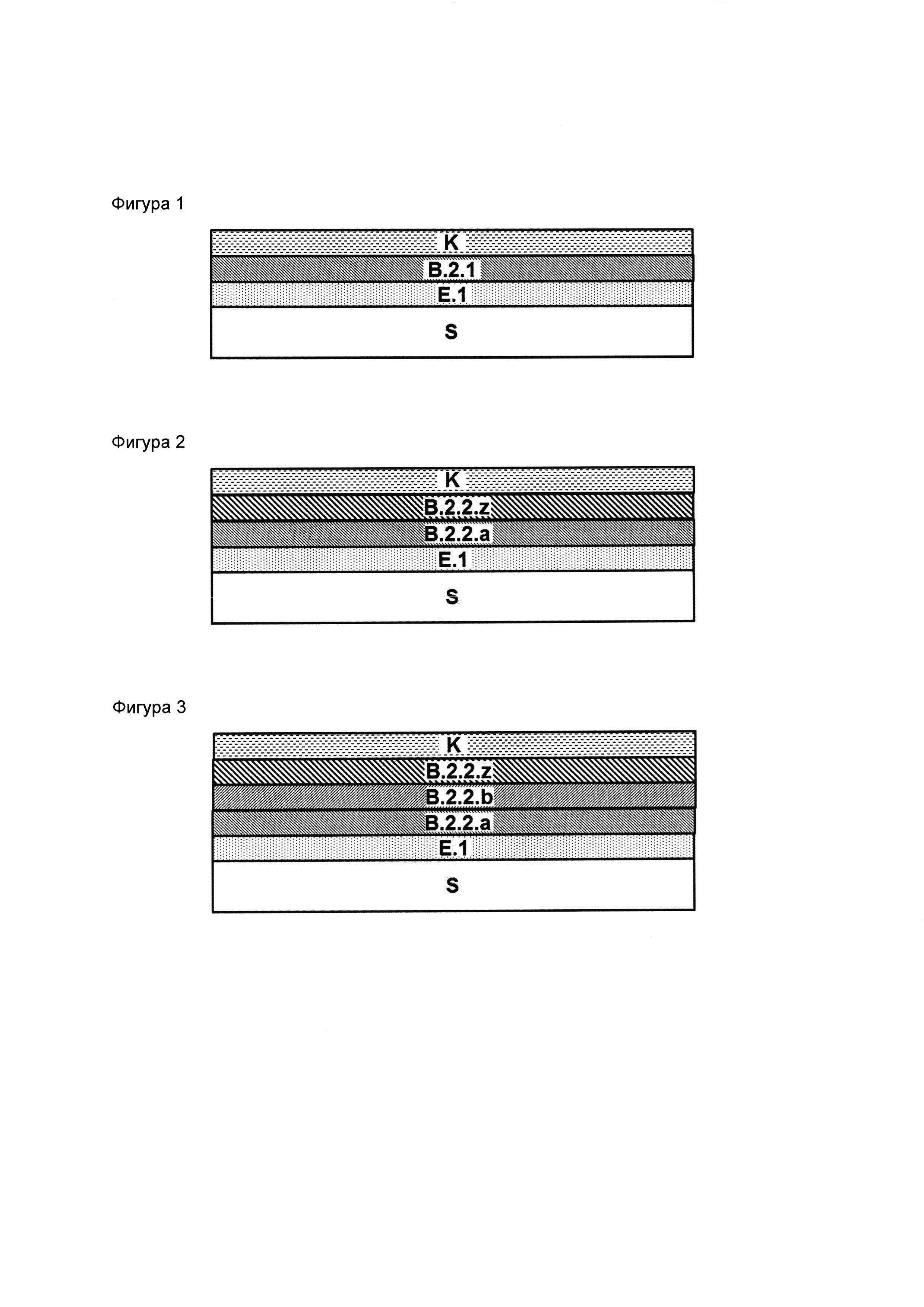
В результате нанесения первого материала базового покрытия (b.2.2.а), соответственно, непосредственно на затвердевшем электроосажденном покрытии (Е.1) получают пленку базового покрытия (В.2.2.а). По меньшей мере одну дополнительную пленку базового покрытия (В.2.2.x) затем получают непосредственно на пленке базового покрытия (В.2.2.а). В случае, если получают две или большее количество дополнительных пленок базового покрытия (В.2.2.x), их получают в прямой последовательности. Например, можно получать только одну дополнительную пленку базового покрытия (В.2.2.x), в случае чего, указанная пленка располагается в многослойной красочной системе непосредственно под пленкой покровного лака (K), по сути, которая получена и, таким образом, может называться пленкой базового покрытия (B.2.2.z) (смотри также Фигуру 2). Также возможным, например, является получение двух дополнительных пленок базового покрытия (В.2.2.x), в случае чего, пленка, полученная непосредственно на базовом покрытии (В.2.2.а), может обозначаться как (В.2.2.b), и при этом пленка, расположенная непосредственно под пленкой покровного лака (K), в свою очередь, может обозначаться как (B.2.2.z) (смотри также Фигуру 3).
Материалы базового покрытия (b.2.2.х) могут быть одинаковыми или разными. Также возможно при этом получать две или большее количество пленок базового покрытия (В.2.2.x) с применением одинакового материала базового покрытия, и одну или большее количество дополнительных пленок базового покрытия (В.2.2.x) получать с применением одного или большего количества разных материалов базового покрытия.
Нанесенные материалы базового покрытия (b.2.2.х), как правило, отдельно и/или совместно друг с другом, подвергают самоиспарению и/или промежуточной сушке. Предпочтительно, на стадии (2.2) самоиспарение происходит при температуре 15-35°С на протяжении 0,5-30 мин, и промежуточная сушка происходит при температуре 40-90°С на протяжении, например, 1-60 мин. Последовательность самоиспарения и/или промежуточной сушки отдельной или двух или большего количества пленок базового покрытия (В.2.2.x) может быть подобрана в соответстветствии с требованиям конкретного случая. Описанные выше предпочтительные условия самоиспарения и промежуточной сушки, в частности, применяются в предпочтительном случае, где по меньшей мере один материал базового покрытия (b.2.2.х), предпочтительно все материалы базового покрытия (b.2.2.х), содержат термохимически отверждаемые однокомпонентные покрывающие материалы. Указанное не исключает, однако, что материалы базового покрытия (b.2.2.х) при этом представляют собой покрывающие материалы, которые могут затвердевать разными способами, и/или не исключает применение разных условий самоиспарения и/или промежуточной сушки.
Если первую пленку базового покрытия получают посредством нанесения первого материала базового покрытия, и при этом дополнительную пленку базового покрытия получают посредством нанесения того же материала базового покрытия, то очевидно, что обе пленки основываются на одинаковом материале базового покрытия. Но при этом очевидно, что нанесение происходит в две стадии, что означает то, что материал базового покрытия, о котором идет речь, в смысле способа в соответствии с изобретением, соответствует первому материалу базового покрытия (b.2.2.а) и дополнительному материалу базового покрытия (b.2.2.z). Описанная система также часто упоминается как однослойная система пленки базового покрытия, полученная в два нанесения. Однако поскольку во время фактического лакокрасочного покрытия на поточной линии (ППО), технические условия в случае автоматической линии для окраски всегда предписывают наличие определенного промежутка времени между первым нанесением и вторым нанесением, во время которого основу, например автомобильной кузов, доводят до нужной физической кондиции, например, при температуре 15-35°С, то есть при этом происходит самоиспарение, то формально будет более понятным охарактеризовать указанную систему как систему двухслойного базового покрытия. Таким образом, описанный рабочий режим должен быть отнесен ко второму варианту осуществления способа в соответствии с изобретением.
Ряд предпочтительных вариантов последовательностей пленок базового покрытия для материалов базового покрытия (b.2.2.х) может быть описан следующим образом.
Является возможным получить первую пленку базового покрытия, например, посредством нанесения с помощью электростатического напыления (ESTA) или посредством пневматического нанесения первого материала базового покрытия непосредственно на затвердевшее электроосажденное покрытие, осуществить самоиспарение и/или промежуточную сушку, как описано выше, и затем получить вторую пленку базового покрытия посредством непосредственного нанесения второго материала базового покрытия, который отличается от первого материала базового покрытия. Второй материал базового покрытия также может наноситься посредством нанесения с помощью электростатического напыления или посредством пневматического нанесения, в результате чего получают вторую пленку базового покрытия непосредственно на первой пленке базового покрытия. Конечно, между нанесениями и/или после нанесений возможно снова осуществлять самоиспарение и/или промежуточную сушку. Предпочтительно, указанный вариант осуществления стадии (2.2) выбирают, когда вначале непосредственно на электроосажденном покрытии должна быть получена подготовительная для нанесения цвета пленка базового покрытия, как описано более подробно далее ниже, а затем непосредственно на первой пленке базового покрытия должна быть получена придающая цвет- и/или визуальный эффект пленка базового покрытия, как описано более подробно далее ниже. В этом случае первая пленка базового покрытия получена на основе подготовительного для нанесения цвета материала базового покрытия, вторая пленка базового покрытия получена на основе придающего цвет- и/или визуальный эффект материала базового покрытия. Является также возможным, например, применять указанный второй материал базового покрытия в две стадии, как описано выше, тем самым получая две дополнительные, нанесенные непосредственно друг на друга пленки базового покрытия, непосредственно на первой пленке базового покрытия.
Является также возможным получать три пленки базового покрытия, в прямой последовательности, непосредственно на затвердевшем электроосажденном покрытии, причем пленки базового покрытия представляют собой пленки на основе трех разных материалов базового покрытия. Например, могут быть получены подготовительная для нанесения цвета пленка базового покрытия, дополнительная пленка на основе придающего цвет- и/или визуальный эффект материала базового покрытия, и дополнительная пленка на основе второго придающего цвет- и/или визуальный эффект материала базового покрытия. Между и/или после отдельных нанесений и/или после всех трех нанесений, в свою очередь, возможно осуществлять самоиспарение и/или промежуточную сушку.
Таким образом, варианты осуществления, предпочтительные в контексте настоящего изобретения, содержат получение на стадии (2.2) способа в соответствии с изобретением двух или трех пленок базового покрытия. В этом случае является предпочтительным, если пленка базового покрытия, полученная непосредственно на затвердевшем электроосажденном покрытии, основана на подготовительном для нанесения цвета материале базового покрытия. Вторая и любая третья пленка основаны либо на одном и том же придающем цвет- и/или визуальный эффект материале базового покрытия, или на первом придающем цвет- и/или визуальный эффект материале базового покрытия и на отличающемся втором придающем цвет- и/или визуальный эффект материале базового покрытия.
Во время стадии (2) способа в соответствии с изобретением, пленки базового покрытия (В.2.2.x) не затвердевают - то есть, они предпочтительно не подвергаются действию температур, составляющих более 100°С, на протяжении более длительного периода времени, чем 1 минута, и предпочтительно вообще не подвергаются действию температур, составляющих более 100°С. Это ясно и непосредственно видно из стадии (4) способа в соответствии с изобретением, описанной далее ниже. По той причине, что пленки базового покрытия затвердевают только на стадии (4), они не могут быть уже затвердевшими на стадии (2), поскольку в этом случае отверждение на стадии (4) будет больше невозможным.
Материалы базового покрытия (b.2.1) и (b.2.2.x) наносят таким образом, что пленка базового покрытия (В.2.1), а также отдельные пленки базового покрытия (В.2.2.x), после отверждения, которое происходило на стадии (4), имеют толщина пленки, которая составляет, например, 5-50 микрометров, предпочтительно 6-40 микрометров, особенно предпочтительно 7-35 микрометров. На стадии (2.1), предпочтение отдают получению пленок более высокой толщины, составляющей 15-50 микрометров, предпочтительно 20-45 микрометров. На стадии (2.2), отдельные пленки базового покрытия имеют тенденцию к более низкой толщине пленок, в то время как вся система при этом снова в результате имеет толщину пленок, которые находятся в пределах величины одной пленки базового покрытия (В.2.1). В случае двух пленок базового покрытия, например, первая пленка базового покрытия (В.2.2.а) предпочтительно имеет толщину пленки, составляющую 5-35, в частности 10-30 микрометров, и вторая пленка базового покрытия (B.2.2.z) предпочтительно имеет толщину пленки, составляющую 5-35 микрометров, в частности 10-30 микрометров, при этом общая толщина пленок не превышает 50 микрометров.
На стадии (3) способа в соответствии с изобретением, пленку покровного лака (K) получают непосредственно (3.1) на пленке базового покрытия (В.2.1) или (3.2) на самой верхней пленке базового покрытия (B.2.2.z). Указанное осуществляют посредством соответствующего нанесения материала покровного лака (k).
Материал покровного лака (k) может быть любым желательным прозрачным покрывающим материалом, известным в указанном смысле специалисту в данной области. "Прозрачный" означает, что полученная пленка, образованная таким покрывающим материалом, не является непрозрачно окрашенной, а вместо этого имеет такую структуру, что цветная располагающаяся под ней система базового покрытия является видимой. Однако как известно, указанное не исключает возможности включения в материал покровного лака, в незначительных количествах, пигментов, при этом указанные пигменты, например, могут поддерживать интенсивность цвета всей системы.
Покрывающие материалы, о которых идет речь, представляют собой водные, или содержащие растворитель, прозрачные покрывающие материалы, которые могут быть составлены не только в качестве однокомпонентных, а также в качестве двухкомпонентных или многокомпонентных покрывающих материалов. Кроме того, также подходящими являются материалы покровного лака в виде суспензии порошка. При этом материалы покровного лака на основе растворителя являются предпочтительными.
Применяемые материалы покровного лака (k), в частности, могут быть термохимически отверждаемыми и/или актинично-химически отверждаемыми. В частности, они являются термохимически отверждаемыми и внешне сшивающимися.
По этой причине, обычно и предпочтительно, материалы покровного лака в качестве связующего вещества содержат по меньшей мере один (первый) полимер, имеющий функциональные группы, и по меньшей мере один сшивающий агент, который имеет функциональную группу, дополняющую функциональные группы связующего вещества. Предпочтительно, в качестве связующего вещества применяют по меньшей мере один поли(мет)акрилатный полимер с гидроксильными функциональными группами, и свободный полиизоцианат в качестве сшивающего агента.
Подходящие материалы покровного лака описаны, например, в WO 2006042585 A1, WO 2009077182 А1, или также WO 2008074490 А1.
Материал покровного лака (k) наносят посредством способов нанесения жидких покрывающих материалов, известных специалисту в данной области, например, посредством погружения, нанесения ножевым устройством, распыления, нанесения с помощью роликов, или подобного. Предпочтение отдают применению нанесения посредством методов распыления, например, такие как распыление с использованием сжатого воздуха (пневматическое нанесение), и нанесение с помощью электростатического напыления (ESTA).
После нанесения, материал покровного лака (k) или соответствующую пленку покровного лака (K) подвергают самоиспарению и/или промежуточной сушке, предпочтительно при температуре 15-35°С на протяжении 0,5-30 минут. Указанные условия самоиспарения и промежуточной сушки, в частности, применяют в предпочтительном случае, где материал покровного лака (k) является термохимически отверждаемым двухкомпонентным покрывающим материалом. При этом указанное не исключает возможности того, что материал покровного лака (k) будет иным образом отверждаемый покрывающим материалом, и/или при этом будут применяться другие условия самоиспарения и/или промежуточной сушки.
Материал покровного лака (k) наносят таким образом, что пленка покровного лака после отверждения, которое происходило на стадии (4), имеет толщину пленки, составляющую, например, 15-80 микрометров, предпочтительно 20-65 микрометров, особенно предпочтительно 25-60 микрометров.
Конечно, в способе в соответствии с изобретением не исключены дополнительные покрывающие материалы, например, дополнительные материалы покровного лака, которые при этом наносятся после нанесения материала покровного лака (k), и дополнительные покрывающие пленки, например, дополнительные пленки покровного лака, которые при этом получают таким образом. Такие дополнительные покрывающие пленки затем также затвердевают на стадии (4), описанной ниже. Однако предпочтительно, наносят лишь один материал покровного лака (k), и затем он затвердевает на стадии (4), как описано.
На стадии (4) способа в соответствии с изобретением происходит совместное отверждение (4.1) пленки базового покрытия (В.2.1) и пленки покровного лака (K), или (4.2) пленок базового покрытия (В.2.2.x) и пленки покровного лака (K).
Совместное отверждение предпочтительно происходит при температурах, составляющих 100-250°С, предпочтительно 100-180°С, на протяжении 5-60 минут, предпочтительно 10-45 минут. Указанные условия отверждения применяют, в частности, в предпочтительном случае, где пленка базового покрытия (В.2.1) или по меньшей мере одна из пленок базового покрытия (В.2.2.x), предпочтительно все пленки базового покрытия (В.2.2.x), основаны на термохимически отверждаемом однокомпонентном покрывающем материале. Причина состоит в том, что, как описано выше, такие условия, как правило, требуются для достижения отверждения однокомпонентного покрывающего материала указанного вида, как описано выше. Если материал покровного лака (k), например, также является термохимически отверждаемым однокомпонентным покрывающим материалом, то соответствующая пленка покровного лака (K) тоже, конечно, затвердевает в соответствии с указанными условиями. То же очевидно является верным в предпочтительном случае, где материал покровного лака (k) является термохимически отверждаемым двухкомпонентным покрывающим материалом.
Однако сделанные выше указания не исключают применения материалов базового покрытия (b.2.1) и (b.2.2.х), а также материалов покровного лака (k), которые представляют собой иным образом затвердевающие покрывающие материалы, и/или применения других условий отверждения.
Результатом после завершения стадии (4) способа в соответствии с изобретением является многослойная красочная система в соответствии с изобретением (смотри также Фигуры 1-3).
Материалы базового покрытия, предназначенные для применения в соответствии с изобретением
Материал базового покрытия (b.2.1) содержит определенную предварительно диспергированную смесь (vdM). Указанная смесь содержит по меньшей мере один полиамид (Р), который имеет кислотное число, которое составляет менее 20 мг KOH/г, по меньшей мере одну полимерную смолу (Н), которая отличается от полиамида, а также воду и по меньшей мере один органический растворитель. Указанные компоненты описаны далее ниже.
Смесь (vdM) предварительно диспергируют. Более того, материал базового покрытия (b.2.1) содержит указанную предварительно диспергированную смесь. Таким образом, указанное означает, что компоненты, которые смесь (vdM) должна содержать после ее формирования, диспергируют в виде этой же смеси, перед тем, как смесь, как таковую, добавляют как часть процесса изготовления материала базового покрытия. Таким образом, для изобретения важным, чтобы смесь (vdM) добавляли, как таковую. Таким образом, выражение "материал базового покрытия содержит предварительно диспергированную смесь" является синонимичным с выражением "предварительно диспергированную смесь применяют как таковую во время изготовления материала базового покрытия".
Соответственно, изготовление материала базового покрытия (b.2.1) содержит следующие стадии: (I) диспергирование компонентов, которые должна содержать смесь (vdM), перед тем, как указанные компоненты приводятся в контакт с другими составляющими компонентами материала базового покрытия (другими словами, предварительная дисперсия). (II) Добавление предварительно диспергированной смеси (vdM) к иным образом подготовленному материалу базового покрытия (b.2.1), или введение смеси (vdM) и добавление дополнительных составляющих компонентов материала базового покрытия (b.2.1), или добавление смеси (vdM) к части дополнительных составляющих компонентов материала базового покрытия (b.2.1) и добавление оставшейся части дополнительных составляющих компонентов материала базового покрытия (b.2.1).
Выражение "диспергирование" (или "предварительное диспергирование") необходимо понимать следующим образом, используя общие знания, доступные специалисту в данной области. Оно относится к превращению смеси разных компонентов, где по меньшей мере некоторые из них не полностью смешиваются друг с другом, и которые в результате образуют разные фазы, просто объединяясь при этом, в макроскопически гомогенизированную форму. Термин "диспергирование" в данном случае понимается как общая форма гомогенизации по сути несмешивающихся фаз, включая, таким образом, например, системы твердое вещество/жидкость и жидкость/жидкость.
Конечно, является возможным или необходимым, в зависимости от присутствующих компонентов, чтобы в смеси после диспергирования присутствовало определенное микроскопическое фазовое разделение. Причина состоит в том, что, имея при этом принципиально возможный молекулярно растворенный характер, смесь также, например, может иметь эмульсионный характер.
Термины "макроскопическое" и "микроскопическое" в данном случае, очевидно, представляют собой фазовое разделение или гомогенизацию, которые видны глазу или не видны.
Способ проведения диспергирования в отдельном случае известен, и может необязательно определяться посредством простых целевых тестов (смотри также Примеры). Как правило, диспергирование осуществляют посредством введения в смешанную систему энергии, тем самым последовательно уменьшая размер капель различных фаз, и таким образом последовательно увеличивая границу разделения двух фаз. Когда преодолевается межфазное поверхностное натяжение или увеличивается граница разделения фаз, необходима энергия. Указанную энергию, как правило, вводят механическим путем, в частности, с помощью усилий сдвига. Усилия сдвига, как правило, вводят с помощью перемешивания смеси, в обычных приспособлениях для перемешивания, например, таких как устройство для растворения.
Обычно диспергирование является эффективным, когда скорость перемешивания и скорость добавления, а также последовательность добавления компонентов гармонизированы друг с другом таким образом, что даже временное макроскопическое фазовое разделение не происходит, а вместо этого в смеси на протяжении всего времени изготовления присутствует макроскопически гомогенизированная форма. В результате, указанное является предпочтительным для предварительного диспергирования смеси (vdM). При том, что некоторое фазовое разделение может происходить во время хранения после диспергирования, смесь может легко повторно перемешиваться снова в однородную форму. Предпочтительно, диспергирование происходит таким образом, что при этом устанавливается тороидальный характер движения потока, другими словами, называемый тороидальным эффектом (тороидным эффектом). Указанный термин известен специалисту в данной области.
Предварительное диспергирование или получение предварительно диспергированной смеси также может происходить, например, при добавлении традиционных вспомогательных веществ (добавок). Указанные вещества включают, в частности, традиционные поверхностно-активные добавки (эмульгирующие вещества), которые описаны более подробно далее ниже. Применение таких добавок является предпочтительным в контексте настоящего изобретения. Также возможным является применение препятствующих вспениванию веществ, которые известны как таковые, и которое способны подавлять вспенивание, которое является возможным в результате введения энергии.
Двумя компонентами смеси (vdM), в любом случае, являются полиамид (Р) и вода. В частности, по причине своего низкого кислотного числа, полиамид не является растворимым в воде. Ввиду указанного, он не может превращаться в макроскопически однородную смесь (vdM) с водой без предварительного диспергирования, описанного выше. Соответственно, полиамид (Р) как таковой также не может эффективно объединяться с водным материалом базового покрытия (b.2.1). Непосредственное добавление во время изготовления материала базового покрытия приводит к несмешиваемости, что приводит к гелевым пятнам, например, в полученном в конце покрытии. Тем более неожиданно, что добавление в виде предварительно диспергированной смеси приводит к таким отличным эстетическим характеристикам со стороны полученной многослойной красочной системы. Поэтому, в системах в соответствии с изобретением, основанных на покрывающих материалах на основе воды, полиамид, предназначенный как таковой для покрывающих материалов на основе органических растворителей, демонстрирует отличное действие в качестве вспомогательного вещества для регулирования реологических свойств.
Предполагается, что полимерная смола (Н) и органические растворители, в качестве компонентов смеси, имеют диспергирующее действие и, таким образом, поддерживают или даже фактически обеспечивают возможность проведения предварительного диспергирования. Указанное действие, конечно, может поддерживаться дополнительно с помощью эмульгирующих веществ, уже описанных выше.
Предпочтительно, смесь (vdM) предварительно диспергируют при температуре в диапазоне от 15 до 30°С на протяжении времени, которое составляет 5-60 минут, предпочтительно на протяжении времени, которое составляет 5-30 минут. Диспергирование может происходить с использованием стандартных устройств, в частности, устройство для растворения, например, используя устройство "Dispermat® LC30" от компании VWA-Getzmann, Германия. Такие устройств обычно имеют перемешивающий диск (зубчатый диск), расположенный в сосуде для перемешивания. Относительное соотношение величины диаметра перемешивающего диска к диаметру сосуда для перемешивания предпочтительно находится в диапазоне от 1:1.1 до 1:2,5. Окружная скорость перемешивающего диска во время проведения предварительного диспергирования предпочтительно находится в диапазоне от 15 до 25 м/с, более предпочтительно от 15 до 20 м/с. Уровень заполнения сосуда для перемешивания предпочтительно находится в диапазоне от 60% до 90%, из расчета общей высоты сосуда для перемешивания. Диаметр перемешивающего диска предпочтительно является больше, чем расстояние перемешивающего диска от дна сосуда для перемешивания.
Смесь (vdM) может содержать разные количества и типы полиамида (Р), полимерных смол (Н), и органических растворителей, а также разные количества воды. Компоненты могут легко подбираться друг с другом специалистом в данной области, с тем, чтобы в результате получить макроскопически однородную (то есть, предварительно диспергированную) смесь. Что касается полимерной смолы (Н), то является преимущественным, например, применять смолу, которая, в любом случае, будет добавляться в водный материал базового покрытия в качестве связующего вещества или сшивающего агента. Таким образом, получают больше свободы при составлении материала базового покрытия.
Полиамид (Р) имеет кислотное число, которое составляет менее 20 мг KOH/г. Полиамид (Р) предпочтительно имеет кислотное число, которое составляет менее 15 мг KOH/г, более предпочтительно, которое составляет менее 10 мг KOH/г, очень предпочтительно, которое составляет менее 8 мг KOH/г, а также даже более предпочтительно которое составляет ≤7 мг KOH/г.
Полиамид (Р) предпочтительно имеет кислотное число в диапазоне от 0 до менее 20,0 мг KOH/г, более предпочтительно в диапазоне от 0,1 до менее 15,0 мг KOH/г, очень предпочтительно в диапазоне от 0,1 до менее 10,0 мг KOH/г, а также более предпочтительно в диапазоне от 0,1 до менее 8,0 мг KOH/г. В дополнительном предпочтительном варианте осуществления полиамид (Р) имеет кислотное число в диапазоне от 0,1 до менее 10 мг KOH/г, более предпочтительно в диапазоне от 0,1 до 9 мг или от 0,5 до 9 мг KOH/г, очень предпочтительно в диапазоне от 0,1 до 8 мг или от 0,5 до 8 мг KOH/г, в частности, предпочтительно в диапазоне от 0,1 до ≤7 мг или от 0,5 до ≤7 мг KOH/г. Кислотное число определяют в соответствии с методом, описанным далее ниже.
При этом может применяться любой обычный полиамид, известный специалисту в данной области, при условии, что он имеет кислотное число, которое составляет менее 20 мг KOH/г. Полиамид, о котором идет речь, может быть гомополимером или сополимером полиамида. Также может применяться смесь двух или большего количества разных полиамидов (Р).
Полиамид (Р) предпочтительно имеет аминовое число, которое составляет менее 9 мг KOH/г, более предпочтительно, которое составляет менее 8 мг KOH/г, очень предпочтительно, которое составляет ≤7 мг KOH/г. Полиамид, который применяют в качестве полимерной смолы (Р1), предпочтительно имеет аминовое число в диапазоне от 0,1 до менее 10 мг KOH/г, более предпочтительно в диапазоне от 0,1 до 9 мг или от 0,5 до 9 мг KOH/г, очень предпочтительно в диапазоне от 0,1 до 8 мг или от 0,5 до 8 мг KOH/г, в частности, предпочтительно в диапазоне от 0,1 до ≤7 мг, или от 0,5 до ≤7 мг KOH/г. Специалисту в данной области известны методы определения аминового числа. Аминовое число предпочтительно определяют в соответствии со стандартом DIN 16945 (дата: март 1989 г.).
Полиамид (Р) предпочтительно имеет среднечисловую молекулярную массу в диапазоне от 100 г/моль до 5000 г/моль, более предпочтительно в диапазоне от 150 г/моль до 4000 г/моль, очень предпочтительно в диапазоне от 200 г/моль до 3000 г/моль, в частности, предпочтительно в диапазоне от 250 г/моль до 2000 г/моль, наиболее предпочтительно в диапазоне от 400 г/моль до 1500 г/моль. Специалисту в данной области известны методы определения среднечисловой молекулярной массы. Среднечисловую молекулярную массу определяют посредством способа, описанного далее ниже.
Полиамид (Р) предпочтительно могут получать посредством реакции по меньшей мере одной многоосновной карбоновой кислоты (С1а) с по меньшей мере одним полиамином (C1b), необязательно в присутствии по меньшей мере одной одноосновной карбоновой кислоты, в частности, по меньшей мере одной С12-С24 одноосновной карбоновой кислоты, и/или по меньшей мере одного моноамина, такого как, например, С2-С12 моноамин.
Полиамид (Р) предпочтительно могут получать посредством реакции по меньшей мере одной многоосновной карбоновой кислоты (С1а), выбранной из группы, состоящей из алифатических С3-С22 двухосновных карбоновых кислот, полимеров, таких как домерю и тримеры алифатических С12-С24 монокарбоновых кислот, а также их смесей, с по меньшей мере одним алифатическим С2-С12 диамином (C1b).
Реакцию по меньшей мере одной многоосновной карбоновой кислоты (С1а) и по меньшей мере одного полиамина (C1b) предпочтительно проводят в предпочтительном органическом растворителе.
Полиамид (Р) предпочтительно могут получать посредством реакции по меньшей мере одной многоосновной карбоновой кислоты (С1а), предпочтительно по меньшей мере одной многоосновной карбоновой кислоты, выбранной из группы, состоящей из алифатических С3-С22 двухосновных карбоновых кислот, полимеров, таких как димеры и тримеры алифатических С2-С24 одноосновных карбоновых кислот, а также их смесей, с по меньшей мере одним полиамином (C1b), предпочтительно по меньшей мере одним алифатическим С2-С12 диамином (C1b), в случае чего полученный в результате продукт реакции после этого необязательно вступает в реакцию с по меньшей мере одним моноамином и/или одной одноосновной карбоновой кислотой, с тем, чтобы таким образом отрегулировать кислотное число и, необязательно, аминовое число.
Полиамиды (Р) имеются в продаже. Примеры включают имеющиеся в продаже продукты Thixatrol® P220X-MF, Disparlon® А6900-20Х, Disparlon® А650-20Х, Disparlon® A670-20M, Disparlon F-9030, Luvotix® AB, Luvotix® PA 20 XA, Luvotix® R-RF, Luvotix® HT-SF, Luvotix® HAT 400, Luvotix® HT, Troythix® 250 XF, Byk-430, а также Byk-431.
Рассматриваемые полимерные смолы (H) представляют собой смолы, известные в указанном контексте специалисту в данной области. В зависимости от конкретного случая, подходящие смолы могут быть соответствующими (со)полимерами этиленненасыщенных мономеров, смолы полиприсоединения и/или смолы поликонденсации. Примерами подходящих (со)полимеров являются (мет)акрилате (со)полимеры или частично гидролизованные сложные поливиниловые эфиры, в частности, (мет)агрегатные сополимеры. Примерами подходящих смол полиприсоединения и/или смол поликонденсации являются сложные полиэфиры, алкиды, полиуретаны, полилактоны, поликарбонаты, простые эфиры, эпоксидные смолы, аддукты эпоксидной смолы и амина, аминосмолы, такие как меламиновые смолы, полимочевины, полиамиды, полиимиды, полиуретаны на основе сложного полиэфира, полиуретаны на основе простого полиэфир или полиуретаны на основе сложного полиэфира и простого полиэфира. Компонент смолы и его доля в смеси (vdM) может быть приведен в соответствие с дополнительными компонентами и их долями специалистом в данной области, в соответствии с конкретным случаем, с тем, чтобы в результате получить макроскопически гомогенную (т.е. предварительно диспергированную) смесь.
Предпочтительные полимерные смолы (Н) являются сложными полиэфирами, в частности, которые имеют кислотное число в диапазоне от 20 до 50 мг KOH/г и гидроксильное число в диапазоне от 20 до 300 мг KOH/г.
Более предпочтительно, сложные полиэфиры имеют кислотное число в диапазоне от 20 до 45 мг KOH/г, очень предпочтительно в диапазоне от 25 до 40 мг KOH/г, в частности, предпочтительно в диапазоне от 30 до 38 мг KOH/г.
Более предпочтительно, сложные полиэфиры имеют гидроксильное число в диапазоне от 25 до 250 мг KOH/г, очень предпочтительно в диапазоне от 25 до 200 мг KOH/г, в частности, предпочтительно в диапазоне от 25 до 150 мг KOH/г, или в диапазоне от 30 до 120 мг KOH/г. Гидроксильное число определяют посредством способа, описанного далее ниже.
Сложные полиэфиры предпочтительно имеют среднечисловую молекулярную массу в диапазоне от 500 г/моль до 100000 г/моль, более предпочтительно в диапазоне от 700 г/моль до 90000 г/моль, очень предпочтительно в диапазоне от 1000 г/моль до 80000 г/моль, в частности, предпочтительно в диапазоне от 1000 г/моль до 60000 г/моль или в диапазоне от 2000 г/моль до 60000 г/моль или в диапазоне от 2000 г/моль до 50000 г/моль, наиболее предпочтительно в диапазоне от 2000 г/моль до 10000 г/моль или в диапазоне от 2000 г/моль до 6000 г/моль.
В одном предпочтительном варианте осуществления сложный полиэфир по меньшей мере можно получить посредством реакции по меньшей мере одной полимеризованной алифатической С12-С24 одноосновной карбоновой кислоты с по меньшей мере одним диолом и/или полиолом. Сложный полиэфир, о котором идет речь, может быть гомополимером или сополимером сложного полиэфира. Термин "по меньшей мере можно получить" понимают в указанном контексте в смысле настоящего изобретения как означающий то, что кроме по меньшей мере одной полимеризованной алифатической С12-С24 одноосновной карбоновой кислоты и по меньшей мере одного диола и/или полиола, необязательно, также могут быть дополнительные исходные компоненты, которые применяются для получения сложного полиэфира (Р2), такие как, например, по меньшей мере одна алифатическая С12-С24 одноосновная карбоновая кислота и/или, такие как по меньшей мере одна двухосновная карбоновая кислота и/или по меньшей мере одна трехосновная карбоновая кислота, выбранные из группы, состоящей из алифатических С3-С12 двухосновных карбоновых кислот, циклоалифатических С5-С12 двухосновных карбоновых кислот, ароматических С8-С12 двухосновных карбоновых кислот, алифатических С5-С12 трехосновных карбоновых кислот, циклоалифатических С6-С12 трехосновных карбоновых кислот, и ароматических С9-С12 трехосновных карбоновых кислот. При этом необходимо также указать дактоны или гидроксикарбоновые кислоты.
Термин "полимеризованная алифатическая С12-С24 одноосновная карбоновая кислота" в смысле настоящего изобретения предпочтительно относится к полимеру, в частности димеру и/или тримеру, алифатической С12-С24 одноосновной карбоновой кислоты. Указанный термин известен специалисту в данной области.
Специалисту в данной области также известны способы получения полимеров, в частности, димеров и тримеров, алифатических С12-С24 одноосновных карбоновых кислот, другими словами, способы предоставления полимеризованных алифатических С12-С24 одноосновных карбоновых кислот, таких как, например, димеризованных, тримеризованных и/или полимеризованных в более высокой степени, в частности, димеризованных и/или тримеризованных, алифатических С12-С24 одноосновных карбоновых кислот, например, из DE 2506211 A1, US 2793219 А и US 2955121 А. Полимеризованные алифатические С14-С22 одноосновные карбоновые кислоты необязательно могут быть замещены один или большее количество раз, например, два, три, четыре или пять раз, предпочтительно по меньшей мере одним заместителем, выбранным из группы, состоящей из ОН, О-С1-4-алифатических радикалов, =O, NH2, NH(С1-4-алифатических радикалов), N(C1-4-алифатических радикалов), при этом замещение имеет место на тех же или на разных атомах углерода. Исходные материалы, которые применяют для получения таких полимеризованных алифатических С12-С24 одноосновных карбоновых кислот, содержат по меньшей мере мононенасыщенные алифатические С12-С24 одноосновные карбоновые кислоты. При этом полученные полимеризованные, такие как димеризованные и тримеризованные, алифатические С12-С24 одноосновные карбоновые кислоты могут, в каждом случае, отделяться друг от друга посредством дистилляции, а также, в каждом случае, от продуктов полимеризации более высокой степени, а также необязательно могут подвергаться дополнительным реакциям превращения, таким как, например, гидрогенизации.
По меньшей мере одна полимеризованная алифатическая С12-С24 одноосновная карбоновая кислота, которую применяют во время получения сложного полиэфира, предпочтительно является димеризованной и/или тримеризованной, в частности, по меньшей мере один раз димеризованной, С12-С24 одноосновной карбоновой кислотой, таким образом, в частности, димеризованная одноосновная карбоновая кислота представляет собой двухосновную карбоновую кислоту.
Полимеризованные, в частности, димеризованные и тримеризованные С12-С24 одноосновные карбоновые кислоты имеются в продаже. Примеры имеющихся в продаже димеризованных жирных кислот представляют собой продукты Empol 1003, Empol 1005, Empol 1008, Empol 1012, Empol 1016, Empol 1026, Empol 1028, Empol 1061, Empol 1062, Pripol 1006, Pripol 1009, Pripol 1012, Pripol 1013, Pripol 1017, Pripol 1022, Pripol 1025, Pripol 1027 от компании Croda, и примеры имеющихся в продаже тримеризованных жирных кислот представляют собой продукты Empol 1043 от компании BASF и Pripol 1040 от компании Croda.
Сложный полиэфир предпочтительно по меньшей мере может быть получен посредством реакции по меньшей мере одной алифатической полимеризованной, предпочтительно по меньшей мере одной димеризованной и/или тримеризованной, алифатической С12-С24 одноосновной карбоновой кислоты, и необязательно по меньшей мере одной алифатической С12-С24 одноосновной карбоновой кислоты, с по меньшей мере одним С2-С20 полиолом и/или С2-С20 диолом.
Структурные звенья, которые могут быть получены из по меньшей мере одной полимеризованной алифатической С12-С24 одноосновной карбоновой кислоты, которую применяют во время получения сложного полиэфира, применяемого в качестве полимерной смолы (Р2), предпочтительно присутствуют в сложном полиэфире в количестве, находящемся в диапазоне, который составляет 10-80 мол.%, предпочтительно 10-60 мол.%, более предпочтительно 10-40 мол.%, из расчета общей массы сложного полиэфира. В данном случае, специалисту в данной области является понятным, что применяемая полимеризованная алифатическая С12-С24 одноосновная карбоновая кислота не полностью интегрируется в сложный полиэфир, а, что в реакции по меньшей мере одного полиола и/или диола с по меньшей мере одной полимеризованной алифатической С12-С24 одноосновной карбоновой кислотой, структурные звенья, которые присутствуют в сложном полиэфире, строятся только на удалении воды в результате образования сложноэфирных связей. Особенно предпочтительно, по меньшей мере одна полимеризованная алифатическая С12-С24 одноосновная карбоновая кислота, которую применяют во время получения сложного полиэфира, применяемого в качестве полимерной смолы (Р2), представляет собой димеризованную и/или тримеризованную С12-С24 одноосновную карбоновую кислоту, и структурное звено, получаемое из нее, присутствует в сложном полиэфире в количестве, находящемся в диапазоне от 12 до 38 мол.%, очень предпочтительно в диапазоне от 14 до 36 мол.% или в диапазоне от 16 до 34 мол.%, или в диапазоне от 18 до 32 мол.%, или в диапазоне от 20 до 30 мол.%, или в диапазоне от 22 до 28 мол.%, в частности, предпочтительно в диапазоне от 23 до 26 мол.%, в каждом случае, из расчета общей массы сложного полиэфира.
Дополнительные исходные соединения, которые могут быть использованы для получения сложных полиэфиров, например, такие как полиолы, такие как диолы, или дополнительные двухосновные карбоновые кислоты, или одноосновные карбоновые кислоты, или также лактоны и гидроксикарбоновые кислоты, известны специалисту в данной области, и не нуждаются в дальнейшем упоминании.
Специалисту в данной области известны подходящие сложные полиэфиры, которые могут применяться в качестве полимерной смолы (Н), а также их изготовление, например, из DE 4009858 А1.
В качестве органических растворителей, которые, в любом случае присутствуют в смеси (vdM) одновременно с водой, предполагаются компоненты, которые известны в указанном контексте специалисту в данной области. Примеры таких органических растворителей включают (гетеро)циклические, (гетеро)алифатические или (гетеро)ароматические углеводороды, моно- или полифункциональные спирты, простые эфиры, сложные эфиры, кетоны, а также амиды, такие как, например, N-метилпирролидон, N-этилпирролидон, диметилформамид, толуол, ксилол, бутанол, этилгликоль и бутилгликоль и их ацетаты, бутилдигликоль, простой диметиловый эфир диэтиленгликоля, циклогексанон, метилэтилкетон, метилизобутилкетон, ацетон, изофорон или их смеси.
Эмульгирующие вещества, уже упомянутые выше, и которые предпочтительно присутствуют в смеси (vdM), которые также ниже упоминаются как эмульгирующие вещества (Е), могут представлять собой компоненты, известные в указанном контексте специалисту в данной области. Эмульгирующие вещества предпочтительно выбирают из группы, состоящей из лецитинов и простых полигликолевых эфиров С12-С24 жирного спирта. В указанном случае, применяемые простые полигликолевые эфиры могут быть этерифицированы полностью или частично С12-С24 жирными спиртами. Примером подходящего лецитина, т.е. подходящего фосфолипида, является Lipotin® А, который имеется в продаже. Также подходящим является соевый лецитин. Примерами подходящих простых полигликолевых эфиров С12-С24 жирного спирта являются имеющиеся в продаже продукты Lutensol® ON 60 и Lutensol® ХР 70,
Ниже указаны предпочтительные пропорции и соотношения компонентов, обязательно или предпочтительно присутствующих в смеси (vdM).
В случае, если смесь (vdM) изготавливают с применением по меньшей мере одного эмульгирующего вещества (Е), относительное соотношение массы полимерных смол (Н) к массе компонента (Е) предпочтительно находится в диапазоне от 50:1 до 1.5:1, более предпочтительно в диапазоне от 35:1 до 1,75:1, очень предпочтительно в диапазоне от 30:1 до 1,5:1, в частности, предпочтительно в диапазоне от 10:1 до 2:1,
По меньшей мере одно эмульгирующее вещество (Е) предпочтительно присутствует в смеси (vdM) в количестве, составляющем 0,1-10 мас.%, более предпочтительно 0,1-7,5 мас.%, очень предпочтительно в количестве, составляющем 1,5-5 мас.%, в каждом случае, из расчета общей массы смеси (vdM).
Относительное соотношение массы полимерных смол (Н) и полиамидов (Р) в смеси (vdM) друг в отношении друга предпочтительно находится в диапазоне, который составляет 20:1-1:1, более предпочтительно в диапазоне от 17,5 до 1,2:1, очень предпочтительно в диапазоне от 15:1 до 2:1.
Предпочтительно, полиамид (Р) присутствует в смеси (vdM) в количестве, находящемся в диапазоне от 0,1 до 15 мас.%, более предпочтительно от 0,2 до 12,5 мас.%, очень предпочтительно от 0,5 до 10 мас.%, еще более предпочтительно от 0,75 до 9 мас.%, наиболее предпочтительно от 1 до 8 мас.%, или от 1 до 7 мас.%, в каждом случае, из расчета общей массы смеси.
По меньшей мере одна полимерная смолу (Н) предпочтительно присутствует в смеси (vdM) в количестве, находящемся в диапазоне от 5,0 до 40 мас.%, более предпочтительно от 7,5 до 35,0 мас.%, в каждом случае, из расчета общей массы смеси.
Определение или установление доли различных компонентов, таких как полимерная смола или полиамид, в смеси (vdM) или также в материале базового покрытия, выполняют с помощью определения содержания твердых частиц (которые также называют нелетучей фракцией или фракцией твердых частиц) дисперсии, раствора или разбавленного раствора компонента, о котором идет речь, который добавляют к смеси или к материалу базового покрытия.
Под содержанием твердых частиц (нелетучей фракции) понимают, что массовая доля, которая остается как остаток после испарения в указанных условиях (в отношении метода измерения, смотри Раздел примеров).
Доля органических растворителей в смеси (vdM) составляет, например, от 5 до 60 мас.%, предпочтительно 10-55 мас.%, в каждом случае, из расчета общей массы смеси.
Доля воды в смеси (vdM) может варьироваться в широком диапазоне, и, например, составляет от 2 до 70 мас.%, в каждом случае, из расчета общей массы смеси.
Компоненты, описанные выше, а именно полиамид (P), смолы (H), эмульгирующие вещества (E), а также вода и органические растворители, предпочтительно составляют по меньшей мере 90 мас.%, более предпочтительно по меньшей мере 95 мас.%, смеси (vdM).
Доля смеси (vdM), из расчета общего количества материала базового покрытия (b.2.1) или по меньшей мере одного материала базового покрытия (b.2.2.x), предпочтительно составляет от 5 до 30 мас.%, более предпочтительно 7,5-25 мас.%.
Предпочтительным в данном случае является то, что по меньшей мере один полиамид (P) присутствует в материале базового покрытия в количестве, составляющем 0,05-5 мас.%, более предпочтительно в количестве, находящемся в диапазоне от 0,1 до 4,0 мас.%, очень предпочтительно в количестве, находящемся в диапазоне от 0,15 до 3,0 мас.%, еще более предпочтительно в количестве, находящемся в диапазоне от 0,2 до 2,0 мас.%, в каждом случае, из расчета общей массы материала базового покрытия (b.2.1).
В случае возможной детализации материалов базового покрытия, содержащих предпочтительные смеси (vdM), в указанном диапазоне пропорций, применяется следующее. Смеси (vdM), которые не подпадают в предпочтительную группу, конечно, все же могут присутствовать в материале базового покрытия. В этом случае указанный диапазон пропорций применяется лишь к предпочтительной группе смесей (vdM). Тем не менее, является предпочтительным для общей пропорции смесей, состоящей из смесей (vdM) из предпочтительной группы и смесей (vdM), не являющихся частью предпочтительной группы, также подпадать под указанный диапазон пропорций.
Таким образом, в случае ограничения диапазоном пропорций, составляющим 5-35 мас.%, и предпочтительной группой смесей (vdM), очевидно, что указанный диапазон пропорций применяется в первую очередь лишь к предпочтительной группе смесей (vdM). Однако в этом случае, будет предпочтительным также, если общая пропорция будет составлять от 5 до 35 мас.% всех первоначально включенных смесей (vdM). Таким образом, если применяют 25 мас.% смесей (vdM) предпочтительной группы, то при этом может применяться не более чем 10 мас.% смесей (vdM) непредпочтительной группы.
Для целей настоящего изобретения, указанный принцип является действительным для всех указанных компонентов материала базового покрытия и для их диапазонов пропорций - например, для пигментов, указанных далее ниже, или также для сшивающих агентов, указанных далее ниже, таких как меламиновые смолы.
Материал базового покрытия (b.2.1), предназначенный для применения в соответствии с изобретением, предпочтительно содержит по меньшей мере один пигмент. В данном случае ссылаются на традиционные пигменты, придающие цвет и/или оптический эффект.
Такие цветные пигменты и эффектные пигменты известны специалистам в данной области техники и описаны, например, в

Предпочтительными эффектными пигментами, например, являются пластинчатые металлизированные эффектные пигменты, такие как пластинчатые алюминиевые пигменты, золотистые бронзы, оксидированные бронзы и/или пигменты на основе оксида железа и алюминия, перламутровые пигменты, такие как жемчужная эссенция, основный карбонат свинца, оксихлорид висмута и/или пигменты на основе оксида металла и слюды и/или другие эффектные пигменты, такие как пластинчатый графит, пластинчатый оксид железа, многослойные эффектные пигменты, состоящие из ПВД пленок и/или жидкокристаллические полимерные пигменты. В частности, предпочтительными являются пластинчатые металлизированные эффектные пигменты, в частности, пластинчатые алюминиевые пигменты.
Традиционные цветные пигменты, в частности, включают неорганические красящие пигменты, такие как белые пигменты, такие как диоксид титана, цинковые белила, сульфид цинка или литопон; черные пигменты, такие как углеродная сажа, железо-марганец черный, или черная шпинель; хроматические пигменты, такие как оксид хрома, оксигидрат хрома зеленый, кобальт зеленый или ультрамарин зеленый, кобальт синий, ультрамарин синий или марганец синий, ультрамарин фиолетовый или кобальт фиолетовый и марганец фиолетовый, оксид железа красный, сульфоселенид кадмия, молибдат красный или ультрамарин красный; оксид железа коричневый, смешанный коричневый, фазы шпинели и фазы корунда или хром оранжевый; или оксид железа желтый, титаноникель желтый, титанохром желтый, сульфид кадмия, сульфид цинка и кадмия, хром желтый или ванадат висмута.
Доля пигментов предпочтительно находится в диапазоне от 1,0 до 40,0 мас.%, предпочтительно 2,0-35,0 мас.%, более предпочтительно 5,0-30,0 мас.%, из расчета общей массы водного материала базового покрытия (b.2.1) в каждом случае.
Водный материал базового покрытия (b.2.1) содержит по меньшей мере один полимер в качестве связующего вещества, в частности, по меньшей мере один полимер, выбранный из группы, состоящей из полиуретанов, сложных полиэфиров, поли(мет)акрилатов и/или сополимеров указанных полимеров, в частности, сложных полиэфиров, поли(мет)акрилатов и/или полиуретанполи(мет)акрилатов. По меньшей мере один полимер в качестве связующего вещества всегда присутствует частично или полностью в результате добавления смеси (vdM). Однако предпочтительно, в качестве связующего вещества применяют по меньшей мере один дополнительный полимер, который не добавляют в виде смеси (vdM). Материал базового покрытия (b.2.1) предпочтительно содержит по меньшей мере один полимер, выбранный из группы, состоящей из полиуретанов, сложных полиэфиров, поли(мет)акрилатов и/или сополимеров указанных полимеров, и который не присутствует в виде смеси (vdM).
Предпочтительные сложные полиэфиры описаны, например, в DE 4009858 А1, строка 53 колонки 6 - строка 61 колонки 7 и строка 24 колонки 10 - строка 3 колонки 13, или в WO 2014/033135 А2, строка 24 страницы 2 - строка 10 страницы 7 и строка 13 страницы 28 - строка 13 страницы 29. Предпочтительные полиуретан-поли(мет)акрилатные сополимеры ((мет)акрилированные полиуретаны) и их изготовление описаны, например, в WO 91/15528 А1, строка 21 страницы 3 - строка 33 страницы 20, а также в DE 4437535 А1, строка 27 страницы 2 - строка 22 страницы 6. Описанные в качестве связующих веществ полимеры предпочтительно представляют собой полимеры с гидроксильными функциональными группами и, в частности, предпочтительно обладают гидроксильным числом в диапазоне от 15 до 200 мг KOH/г, более предпочтительно от 20 до 150 мг KOH/г. Более предпочтительно, материалы базового покрытия содержат по меньшей мере один полиуретан-полиакрилатный сополимер с гидроксильными функциональными группами, еще более предпочтительно, по меньшей мере один полиуретан-поли(мет)акрилатный сополимер с гидроксильными функциональными группами, а также по меньшей мере один сложный полиэфир с гидроксильными функциональными группами.
Также предпочтительно применяемыми являются поли(мет)акрилаты, в частности, те, которые можно получить посредством многостадийной радикальной эмульсионной полимеризации олефинненасыщенных мономеров в воде. В частности, предпочтительными являются полимерные смолы на основе поли(мет)акрилата, которое можно получить в результате:
I. полимеризации смеси олефинненасыщенных мономеров А посредством эмульсионной полимеризации в воде, применяя эмульгирующее вещество и растворимый в воде инициатор,
II. полимеризации смеси олефинненасыщенных мономеров Б посредством эмульсионной полимеризации в воде, применяя эмульгирующее вещество и растворимый в воде инициатор, в присутствии полимера, полученного на стадии I., при этом указанная смесь олефинненасыщенного мономера Б предпочтительно содержит по меньшей мере один полиолефинненасыщенный мономер,
III. полимеризации смеси олефинненасыщенных мономеров В посредством эмульсионной полимеризации в воде, применяя эмульгирующее вещество и растворимый в воде инициатор, в присутствии полимера, полученного на стадии II.
Пропорция полимеров в качестве связующих веществ, которые при этом не добавляют к материалу базового покрытия в виде смеси (vdM), может варьироваться в широком диапазоне, и предпочтительно находится в диапазоне от 1,0 до 25,0 мас.%, более предпочтительно в диапазоне 3,0-20,0 мас.%, очень предпочтительно в диапазоне 5,0-15,0 мас.%, в каждом случае, из расчета общей массы материала базового покрытия (b.2.1).
Материал базового покрытия (b.2.1) может дополнительно содержать по меньшей мере один традиционный сшивающий агент, известный как таковой. Если материал содержит сшивающий агент, то указанный агент предпочтительно содержит по меньшей мере одну аминопластовую смолу и/или по меньшей мере один блокированный полиизоцианат, предпочтительно аминопластовую смолу. Среди аминопластовых смол, меламиновые смолы, в частности, являются предпочтительными.
Если материал базового покрытия (b.2.1) содержит сшивающие агенты, то пропорция указанных сшивающих агентов, в частности, аминопластовых смол и/или блокированных полиизоцианатов, очень предпочтительно аминопластовых смол и, из них, предпочтительно меламиновых смол, предпочтительно находится в диапазоне от 0,5 до 20,0 мас.%, более предпочтительно от 1,0 до 15,0 мас.%, очень предпочтительно от 1,5 до 10,0 мас.%, в каждом случае, из расчета общей массы материала базового покрытия (b.2.1).
Также, материал базового покрытия (b.2.1) может дополнительно содержать по меньшей мере одно дополнительное вспомогательное вещество (добавку). Примерами таких вспомогательных веществ являются соли, которые термически разлагаются без остатка или, в основном, без остатка, полимеры в качестве связующих веществ, которые являются отверждаемыми физически, термически и/или с использованием актиничного излучения, и которые отличаются от полимеров, уже указанных в качестве связующих веществ, дополнительные сшивающие агенты, органические растворители, реакционноспособные разбавители, прозрачные пигменты, наполнители, растворимые в молекулярной дисперсии красящие вещества, наночастицы, стабилизаторы света, вещества против окисления, деаэрирующие вещества, эмульгирующие вещества добавки скольжения, ингибиторы полимеризации, инициаторы радикальной полимеризации, усилители адгезии, вещества, регулирующие текучесть, пленкообразующие вспомогательные вещества, контролирующие образование натеков вещества (SCA), замедлители горения, ингибиторы коррозии, воски, сиккативы, биоциды, и матирующие агенты. Такие вспомогательные вещества применяют в традиционных и известных количествах.
Содержание твердых частиц материала базового покрытия (b.2.1) может варьироваться в соответствии с требованиями конкретного случая. Содержание твердых частиц зависит в основном от вязкости, необходимой для нанесения, в частности, нанесения посредством распыления. Особенное преимущество состоит в том, что материал базового покрытия для в соответствии с изобретением, при сравнительно высоком содержании твердых частиц способен тем не менее иметь вязкость, позволяющую осуществлять подходящее нанесение.
Содержание твердых частиц материала базового покрытия предпочтительно составляет по меньшей мере 16,5%, более предпочтительно по меньшей мере 18,0%, даже более предпочтительно по меньшей мере 20,0%.
В указанных условиях, другими словами, с указанным содержанием твердых частиц, предпочтительные материалы базового покрытия (b.2.1) имеют вязкость, которая составляет 40-150 мПа⋅с, в частности, 70-120 мПа⋅с, при температуре 23°С в условиях усилий сдвига, составляющих 1000 1/с (для дополнительных подробностей в отношении метода измерения, смотри Раздел примеров). Для целей настоящего изобретения, вязкость в указанном диапазоне в указанных усилиях сдвига называют вязкостью распыления (рабочей вязкостью). Как известно, покрывающие материалы наносят при вязкости распыления, что означает то, что в указанных имеющихся условиях (большие усилия сдвига), они имеют вязкость, которая, в частности, не слишком высокая, с тем, чтобы получить эффективное нанесение. Указанное означает, что установление вязкости распыления является важным, для того, чтобы позволить краске, в принципе, наноситься посредством методов распыления, и обеспечивать возможность получения на основе, которая подлежит покрытию, цельной, однородной покрывающей пленки.
Материал базового покрытия (b.2.1), предназначенный для применения в соответствии с изобретением, является водным, что означает систему, которая содержит в основном воду в качестве растворителя, и которая содержит органические растворители лишь в незначительном количестве.
Доля воды в материале базового покрытия (b.2.1) предпочтительно составляет от 35 до 75 мас.%, и более предпочтительно 45-70 мас.%, в каждом случае, из расчета общей массы материала базового покрытия.
Даже более предпочтительным является, когда сумма процентов содержания твердых частиц материала базового покрытия и доли воды в материале базового покрытия составляет по меньшей мере 70 мас.%, предпочтительно по меньшей мере 75 мас.%. Среди указанных количественных параметров, предпочтение отдают диапазонам, которое составляют 75-95 мас.%, в частности, 80-90 мас.%.
В частности, это означает, что предпочтительные материалы базового покрытия, в принципе, включают только небольшие пропорции вредных в экологическом отношении компонентов, в частности, органические растворители, относительно содержания твердых частиц материала базового покрытия. Соотношение летучей органической фракции материала базового покрытия (в мас.%) к содержанию твердых частиц материала базового покрытия (по аналогии с указанным выше, здесь в мас.%) предпочтительно составляет от 0,1 до 1,5, более предпочтительно от 0,2 до 1,0, Летучую органическую фракцию для целей настоящего изобретения рассматривают как фракцию материала базового покрытия, которая не считается ни частью воды, ни частью содержания твердых частиц.
Другое преимущество материала базового покрытия (b.2.1) состоит в том, что он может быть изготовлен без применения неблагоприятных для окружающей среды и вредных для здоровья органических растворителей, таких как N-метил-2-пирролидон, диметилформамид, диоксан, тетрагидрофуран, а также N-этил-2-пирролидон. Соответственно, материал базового покрытия предпочтительно содержит менее 10 мас.%, более предпочтительно менее 5 мас.%, еще более предпочтительно менее 2,5 мас.% органических растворителей, выбранных из группы, состоящей из N-метил-2-пирролидона, диметилформамида, диоксана, тетрагидрофурана, а также N-этил-2-пирролидона. Материал базового покрытия предпочтительно является полностью свободным от указанных органических растворителей.
Материалы базового покрытия могут быть изготовлены с применением смесительных аппаратов и способов смешивания, которые являются традиционными и известными при изготовлении материалов базового покрытия.
По меньшей мере один из материалов базового покрытия (b.2.2.х), который применяют в способе в соответствии с изобретением, имеет признаки, имеющие значение для изобретения, как описано в случае материала базового покрытия (b.2.1). Указанное в частности, означает, что по меньшей мере один из материалов базового покрытия (b.2.2.х) содержит по меньшей мере одну смесь (vdM). Предпочтительные признаки и варианты осуществления, описанные как часть описания материала базового покрытия (b.2.1), также предпочтительно применяются по меньшей мере для одного из материалов базового покрытия (b.2.2.x). Указанное выше предпочтительно применяется ко всем применяемым материалам базового покрытия (b.2.2.х).
В предпочтительных вариантах стадии (2.2) способа в соответствии с изобретением, описанной ранее выше, прежде всего наносят первый материал базового покрытия (b.2.2.а), и при этом он также может называться подготовительным для нанесения цвета материалом базового покрытия. Таким образом, он служит в качестве основы для цветной и/или эффектной пленки базового покрытия, которая затем следует, причем в результате она представляет собой пленку, которая способна оптимально исполнять свою функцию в отношении придания цвета и/или визуального эффекта.
В одном особом варианте осуществления, подготовительный для нанесения цвета материал базового покрытия в основном не содержит хроматических пигментов и эффектных пигментов. В частности, предпочтительно, материал базового покрытия указанного вида содержит менее 2 мас.%, предпочтительно менее 1 мас.%, хроматических пигментов и эффектных пигментов, в каждом случае, из расчета общей массы водного материала базового покрытия. В указанном варианте осуществления, подготовительный для нанесения цвета материал базового покрытия предпочтительно содержит черные и/или белые пигменты, в частности, предпочтительно оба вида указанных пигментов. Предпочтительно, он содержит 5-30 мас.%, предпочтительно 10-25 мас.%, белых пигментов, а также 0,01-1,00 мас.%, предпочтительно 0,1-0,5 мас.%, черных пигментов, в каждом случае, из расчета общей массы материала базового покрытия. Полученный белый, черный, и в частности, серый цвет, который может регулироваться на разных этапах яркости в результате соотношения белых пигментов и черных пигментов, представляет собой отдельно регулируемую основу для системы пленки базового покрытия, которая следует далее, позволяя оптимально выражать цвет и/или эффект, обеспеченный посредством последующей системы базового покрытия. Пигменты известны специалисту в данной области, и также были описаны выше. В данном случае, предпочтительный белый пигмент представляет собой диоксид титана, предпочтительный черный пигмент представляет собой углеродную сажу. Однако, как уже описано, указанный материал базового покрытия может, конечно, также содержать хроматические и/или эффектные пигменты. Указанный вариант является подходящим, в частности, когда полученная многослойная красочная система должна иметь высокохроматический цвет, например, интенсивно глубокий красный или желтый цвет. В случае, когда пигменты с соответственно хроматическим цветом также добавляют к подготовительному для нанесения цвета материалу базового покрытия, то при этом можно достичь дополнительно улучшенного окрашивания.
Цветной и/или эффектный материал базового покрытия (материалы базового покрытия) для второй и третьей пленки базового покрытия в указанном варианте осуществления подбирают в соответствии с желательным окрашиванием всей системы. В случае, если при этом желательным является белый, черный, или серый цвет, то по меньшей мере один дополнительный материал базового покрытия содержит соответствующие пигменты, и относительно состав пигментов, по сути, он мало чем отличается от подготовительного для нанесения цвета материала базового покрытия. В случае, когда желательна хроматическая и/или эффектная красочная система, такая, как например, хроматическая красочная система ровного цвета или красочная система с металлическим эффектом, то соответствующие хроматические и/или эффектные пигменты применяют в количествах, составляющих, например, 1-15 мас.%, предпочтительно 3-10 мас.%, в каждом случае, из расчета общей массы материала базового покрытия. Хроматические пигменты относятся к группе цветных пигментов, при этом последние также включают ахроматические цветные пигменты, такие как черные или белые пигменты. Материалы базового покрытия указанного вида могут, конечно, также включать черные и/или белые пигменты, которые также подходят для регулирования яркости.
Способ в соответствии с изобретением позволяет получать на металлических основах многослойные красочные системы, без отдельной стадии отверждения. При этом, применение способа в соответствии с изобретением приводит к получению многослойных красочных систем, которые демонстрируют отличную устойчивость в отношении образования пор, что означает то, что можно получать даже относительно большую толщину соответствующих пленок базового покрытия, без утраты эстетических качеств.
Примеры
Содержание твердых частиц (нелетучей фракции)
Нелетучую фракцию определяют в соответствии со стандартом DIN EN ISO 3251 (дата: июнь 2008 г.). Определение включает отвешивание 1 г образца в алюминиевый лоток, который предварительно высушивали, его сушку в сушильной камере при температуре 125°С на протяжении 60 минут, его охлаждение в десикаторе, и затем его повторное взвешивание. Остаток по отношению к общему количеству применяемого образца соответствует нелетучей фракции. Необязательно может определяться объем нелетучей фракции, если это необходимо, в соответствии со стандартом DIN 53219 (дата: август 2009 г.).
Толщина пленок
Толщину пленок определяют в соответствии со стандартом DIN EN ISO 2808 (дата: май 2007 г.), метод 12А, с использованием устройства MiniTest® 3100-4100 от компании ElektroPhysik.
Кислотное число
Кислотное число определяют в соответствии со стандартом DIN EN ISO 2114 (дата: июнь 2002 г.), как правило, производя действия в соответствии с "методом А". Кислотное число соответствует массе гидрида калия в мг, которая необходима для нейтрализации 1 г образца в условиях, указанных в DIN EN ISO 2114. Кислотное число компонента, имеющего карбоксильные функциональные группы в, с другой стороны, не содержащем карбоксильных групп образце, например, полиамида в разбавленном растворе полиамида, который можно приобрести в качестве имеющегося в продаже продукта, может быть получено посредством соответствующего превращения (принимая во внимание содержание твердых частиц, другими словами, фактическое активное вещество образца или количество полиамида в разбавленном растворе). При этом также является возможным, когда компонент, такой как полиамид, вначале выделяется, а затем на полиамиде как таковом определяют кислотное число, другими словами, в конечном счете, на твердом веществе разбавленного раствора, имеющегося, например, в продаже продукта.
Более того, указание о том, что процедура была, в принципе, адаптирована (другими словами, в основном) в соответствии с "методом А" указанного стандарта, должно пониматься следующим образом: если образец или компонент, выделенный предварительно, не растворяется в смеси растворителей, указанной в стандарте, полностью, то для того, чтобы растворить образец или компонент полностью, применяли альтернативную смесь растворителей. Если это является подходящим, процедуру также проводили при немного повышенных температурах, например 30°С, с тем, чтобы обеспечить полное растворение до титрования. Обычно, например, полное растворение различных имеющихся в продаже продуктов полиамида, таких как Disparlon AQ600, может достигаться в соотношении 2:1 об/об ксилола:пропанола.
Хотя, конечно, в принципе, возможно определять кислотное число с использованием смеси растворителей, указанной в стандарте, в случае чего, возможно, выявляются не все присутствующие карбоксильные функциональные группы, воспроизводимый и репрезентативный результат, тем не менее, всегда получают посредством измерения полностью растворенного образца или компонента в контексте настоящего изобретения.
Гидроксильное число
Гидроксильное число определяют в соответствии со стандартом DIN 53240-2 (дата: ноябрь 2007 г.). ОН-группы вступают в реакцию посредством ацетилирования с избытком уксусного ангидрид. Избыток уксусного ангидрида затем убирают посредством добавления воды, с тем, чтобы получить уксусную кислоту, и всю уксусную кислота подвергают обратному титрованию с использованием этанольного KOH. Гидроксильное число указывает количество KOH в мг, которое является эквивалентным количеству уксусной кислоты, которая связывает во время ацетилирования 1 г образца.
Определение среднечисловой и среднемассовой молекулярной массы
Среднечисловую молекулярную массу (Mn) определяют посредством гель-проникающей хроматографии (ГПХ). Указанный метод определения основан на стандарте DIN 55672-1 (дата: август 2007 г.). Также посредством указанного метода могут определяться среднечисловая молекулярная масса, среднемассовая молекулярная масса (Mw) и полидисперсность (соотношение среднемассовой молекулярной массы (Mw) и среднечисловой молекулярной массы (Mn)). Применяемый элюент представляет собой тетрагидрофуран. Определение осуществляют относительно стандартов полистирола. Материал колонки состоит из сополимеров стирола и дивинилбензола.
Определение устойчивости свойств при хранении
Для определения устойчивости свойств материалов базового покрытия при хранении, их исследуют до и после хранения при температуре 40°С на протяжении 2 недель с использованием ротационного вискозиметра, другими словами, в соответствии со стандартом DIN 53019-1 (дата: сентябрь 2008 г.), и который калибровали в соответствии со стандартом DIN 53019-2 (дата: февраль 2001), в условиях контролируемой температуры (23,0°С±2,0°С). Во время указанного исследования, образцы вначале подвергаются усилиям сдвига на протяжении 5 минут при скорости, которая составляет 1000 с-1 (фаза нагрузки), и затем на протяжении 8 минут при скорости, которая составляет 1 с-1 (фаза разгрузки). На основании данных измерений определяют средний уровень вязкости во время фазы нагрузки (вязкость при высокой скорости сдвига) и уровень после 8 минут фазы разгрузки (вязкость при низкой скорости сдвига), и значения до и после хранения сравнивают друг с другом, посредством вычисления соответствующих процентных изменений.
Нанесение клиновидной конструкции водного материала базового покрытия
Для оценки частоты появления пор, а также растекаемости, как зависимой от толщины пленки, получают многослойные красочные системы в формате клина в соответствии с следующими общими протоколами:
Вариант А: Первый водный материал базового покрытия в виде клина, второй водный материал базового покрытия в виде непрерывного покрытия
Стальную панель с размерами 30×50 см, покрытую затвердевшим стандартным КЭП (CathoGuard® 800 от компании BASF Coatings), обеспечивают двумя липкими полосками (липкая лента Tesaband, 19 мм) на одном продольном крае, для того чтобы можно было определить разницу в толщине пленки после покрытия.
Первый водный материал базового покрытия наносят с помощью электростатического напыления в виде клина с заданной толщиной пленки (толщина пленки высушенного материала), составляющей 0-30 мкм. После самоиспарения при комнатной температуре на протяжении 3 минут, одну из двух липких полосок удаляют, и затем также с помощью электростатического напыления наносят второй водный материал базового покрытия, в одно нанесение. Заданная толщина пленки (толщина пленки высушенного материала) составляет 13-16 мкм. После дополнительного времени самоиспарения, составляющего 4 минуты, при комнатной температуре, систему подвергают промежуточной сушке в камере с принудительной подачей воздуха при температуре 60°С на протяжении 10 минут.
Вслед за удалением второй липкой полоски, на высушенную посредством промежуточной сушки систему посредством ручного распылителя с подачей самотеком наносят имеющийся в продаже двухкомпонентный материал покровного лака (ProGloss® от компании BASF Coatings GmbH), с заданной толщиной пленки (толщина пленки высушенного материала), составляющей 40-45 мкм. Полученную пленку покровного лака подвергают самоиспарению при комнатной температуре (18-23°С) на протяжении 10 минут; впоследствии, в камере с принудительной подачей воздуха при температуре 140°С на протяжении дополнительных 20 минут происходит отверждение.
Вариант Б: Первый водный материал базового покрытия в виде непрерывного покрытия, второй водный материал базового покрытия в виде клина
Стальную панель с размерами 30×50 см, покрытую затвердевшим стандартным КЭП (CathoGuard® 800 от компании BASF Coatings), обеспечивают двумя липкими полосками (липкая лента Tesaband, 19 мм) на одном продольном крае, для того чтобы можно было определить разницу в толщине пленки после покрытия.
Первый водный материал базового покрытия наносят с помощью электростатического напыления с заданной толщиной пленки (толщина пленки высушенного материала), составляющей 18-22 мкм. После самоиспарения при комнатной температуре на протяжении 3 минут, одну из двух липких полосок удаляют, и затем также с помощью электростатического напыления наносят второй водный материал базового покрытия, в одно нанесение, в виде клина. Заданная толщина пленки (толщина пленки высушенного материала) составляет 0-30 мкм. После дополнительного времени самоиспарения, составляющего 4 минуты при комнатной температуре, систему подвергают промежуточной сушке в камере с принудительной подачей воздуха при температуре 60°С на протяжении 10 минут.
Вслед за удалением второй липкой полоски, на высушенную посредством промежуточной сушки систему посредством ручного распылителя с подачей самотеком наносят имеющийся в продаже двухкомпонентный материал покровного лака (ProGloss® от компании BASF Coatings GmbH), с заданной толщиной пленки (толщина пленки высушенного материала), составляющей 40-45 мкм. Полученную пленку покровного лака подвергают самоиспарению при комнатной температуре (18-23°С) на протяжении 10 минут; впоследствии, в камере с принудительной подачей воздуха при температуре 140°С на протяжении дополнительных 20 минут происходит отверждение.
Оценка частоты появления пор
Для оценки частоты появления пор, многослойные красочные системы получают в соответствии со способами нанесения клиновидных систем водного базового покрытия (вариант А и Б, соответственно), и затем оценивают визуально в соответствии со следующим общим протоколом:
Измеряют толщину сухой пленки всей системы водного материала базового покрытия, состоящей из первого и второго водных материалов базовых покрытий и, для толщины клина пленки базового покрытия, на стальной панели отмечают участок 0-20 мкм и участок от 20 мкм до конца клина.
Поры оценивают визуально на двух отдельных участках клина водного материала базового покрытия. Количество пор на участок подсчитывают. Все результаты стандартизируют до площади, составляющей 200 см2. Кроме того, необязательно, фиксируют толщину сухой пленки клина водного материала базового покрытия, начиная от которой, поры больше не возникают.
Оценка зависимого от толщины пленки выравнивания
Для оценки зависимого от толщины пленки выравнивания, многослойные красочные системы получают в соответствии со способами нанесения клиновидных систем водного базового покрытие (вариант А, Б, или В соответственно), а затем их оценивают визуально в соответствии со следующим общим протоколом:
Измеряют толщину сухой пленки всей системы водного материала базового покрытия, состоящей из водного материала базового покрытия или из первого и второго водных материалов базовых покрытий, и для клина толщины пленки базового покрытия, участки 15-20 мкм, а также 20-25 мкм, или участки 10-15 мкм, 15-20 мкм, 20-25 мкм, 25-30 мкм, и необязательно, 30-35 мкм отмечают на стальной панели.
Определение или оценка зависимого от толщины пленки выравнивания происходит посредством измерительного прибора WaveScan от компании Byk/Gardner в четырех участках толщины пленки базового покрытия, которые определяли предварительно. Для указанной цели, лазерный луч направляли под углом 60° на исследуемую поверхность, и флуктуации отраженного света в так называемом коротковолновом диапазоне (0,3-1,2 мм), и в так называемом длинноволновом диапазон (1,2-12 мм) фиксируют посредством прибора над измеряемым расстоянием в 10 см (длинные волны = ДВ; короткие волны = KB; при этом чем ниже значения, тем лучше внешний вид). Более того, в качестве меры резкости изображения, отраженного на поверхности многослойной системы, прибор определяет характерную особенность "четкость отражаемого изображения" (DOI) (чем выше значение, тем лучше внешний вид).
Оценка частоты появления гелевых пятен
Для оценки частоты появления гелевых пятен, материалы базового покрытия исследуют в соответствии со следующими общими протоколами:
а) Покрытие стеклянной панели
Водный материал базового покрытия воды, о которой идет речь, наносят на стеклянную панель размером 9×15 см с использованием четырехпланочного аппликатора с охватом 150 мкм. Во влажном состоянии, а также после 60-минутного времени выдержки при комнатной температуре, пленку проверяют на наличие гелевых пятен, посредством удерживания панели напротив источника света, таким образом, чтобы какие-либо включения воздуха не воспринимались ошибочно как гелевые пятна. При этом применяется оценка состояния со шкалой 1-5 (1 = нет пятен/5 = очень много пятен), или же производится оценка относительно стандарта (стандарт = 0; ++ = намного лучше; + = лучше; - = хуже; -- = намного хуже).
б) Покрытие стальной панели
Водный материал базового покрытия наносят посредством двойного нанесение на стальную панель размером 32×60 см, покрытую затвердевшим стандартным КЭП (CathoGuard® 800 от компании BASF Coatings); нанесение на первой стадия производится электростатическим напылением, с заданной толщиной пленки, составляющей 8-9 мкм, и на второй стадия, после 2-минутного времени выдержки при комнатной температуре, нанесение осуществляют пневматическим, с заданной толщиной пленки, составляющей 4-5 мкм. Впоследствии, после дополнительного времени выдержки при комнатной температуре, составляющего 5 минут, полученную пленку водного базового покрытия сушат в камере с принудительной подачей воздуха при 80°С на протяжении 5 минут. На высушенную пленку водного базового покрытия наносят имеющийся в продаже двухкомпонентный материал покровного лака (ProGloss от компании BASF Coatings GmbH), с заданной толщиной пленки, составляющей 40-45 мкм. Полученную пленку покровного лака подвергают самоиспарению при комнатной температуре на протяжении 10 минут; и затем она затвердевает в камере с принудительной подачей воздуха при температуре 140°С на протяжении дополнительных 20 минут. Пятна оценивают визуально; при этом применяется оценка состояния со шкалой 1-5 (1 = нет пятен/5 = очень много пятен).
Визуальная оценка разделения фаз
Материалы базового покрытия оценивают визуально в отношении устойчивости, посредством их хранения, в каждом случае, в закрытом стеклянном сосуде при комнатной температуре и/или при 40°С на протяжении периода времени, который составляет по меньшей мере четыре недели. За этим следует проверка для определения, произошло ли разделение фаз или материал поменял свою однородность. При этом применяется оценка состояния со шкалой 1-5 (1 = очень устойчивый; нет разделения фаз и/или нет образования нескольких фаз /5 = очень неустойчивый; сильное разделение фаз или очень выраженное образование нескольких фаз).
1. Изготовление смесей, содержащих полиамиды, и изготовление водных материалов базового покрытия.
В отношении составления компонентов и их количества, указанных в таблицах, следующих далее, должно приниматься во внимание следующее. Когда ссылаются на имеющийся в продаже продукт или на протокол изготовления, описанный где-либо, то ссылка, независимо от принципиального обозначения, выбранного для составляющего компонента, о котором идет речь, относится именно к указанному имеющемуся в продаже продукту или именно к продукту, изготовленному в соответствии со стандартным протоколом.
Соответственно, если составляющий компонент имеет принципиальное обозначение "меламин-формальдегидная смола", и если имеющийся в продаже продукт указан в отношении этого составляющего компонента, то меламин-формальдегидную смолу применяют в виде именно указанного имеющегося в продаже продукта. Любые дополнительные составляющие компоненты, которые присутствуют в имеющемся в продаже продукте, такие как растворители, должны, таким образом, приниматься во внимание, если должно приниматься решение о количестве активного вещества (меламин-формальдегидной смолы).
Таким образом, если ссылаются на протокол изготовления при составлении компонентов, и если такое изготовление осуществляют, например, в полимерной дисперсии, которая имеет определенное содержание твердых частиц, то именно указанную дисперсию применяют. При этом не является ключевым фактором, представляет ли выбранное принципиальное обозначение собой термин "полимерная дисперсия" или просто активное вещество, например, "полимер", "сложный полиэфир", или " модифицированный полиуретаном полиакрилат". Указанное должно приниматься во внимание, если должно приниматься решение о количестве активного вещества (полимера).
Все пропорции, указанные в таблицах, представляют собой части по массе.
1.1 Изготовление предварительно диспергированных смесей (vdM) и других смесей, содержащих полиамиды
Компоненты, перечисленные в таблицах 1.1 и 1.2, перемешивают вместе в указанном порядке, где перемешивание при температуре, составляющей 15-25°С, приводит к получению смесей (vdM) 1-6, предназначенных для применения в соответствии с изобретением. Указанную смесь затем гомогенизируют с перемешиванием на протяжении дополнительных 10 минут. Перемешивание проводили с использованием устройства "Dispermat® LC30" от компании VWA-Getzmann, Германия, с окружной скоростью перемешивающего диска, составляющей 15-20 м/с.


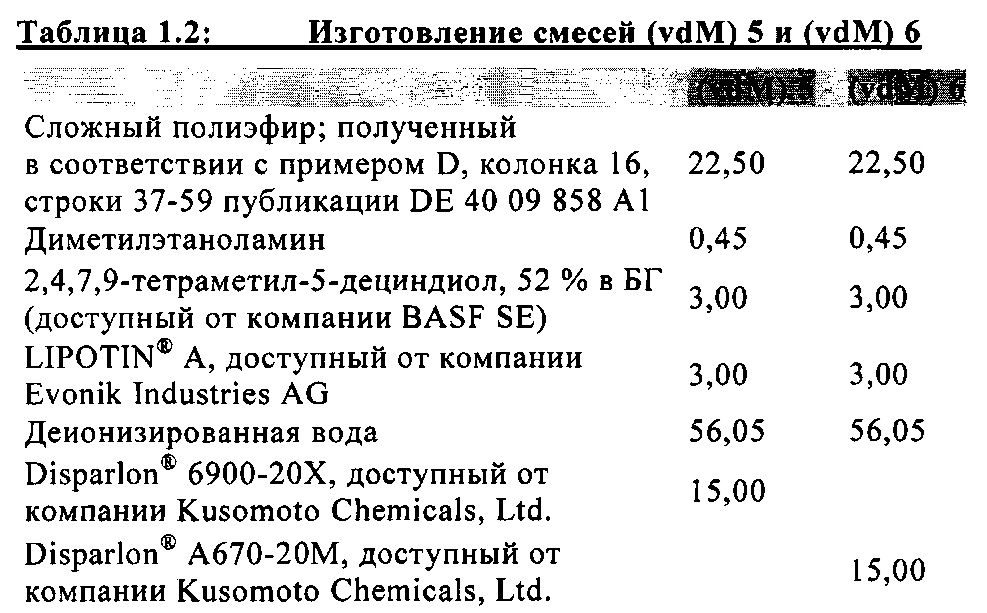
Компоненты, перечисленные в таблице 1,3, перемешивают вместе в указанном порядке, где перемешивание приводит к получению содержащих полиамид смесей РМ 1 и 2, которые будут применяться для сравнения. Указанную смесь впоследствии интенсивно перемешивают на протяжении 10 минут.
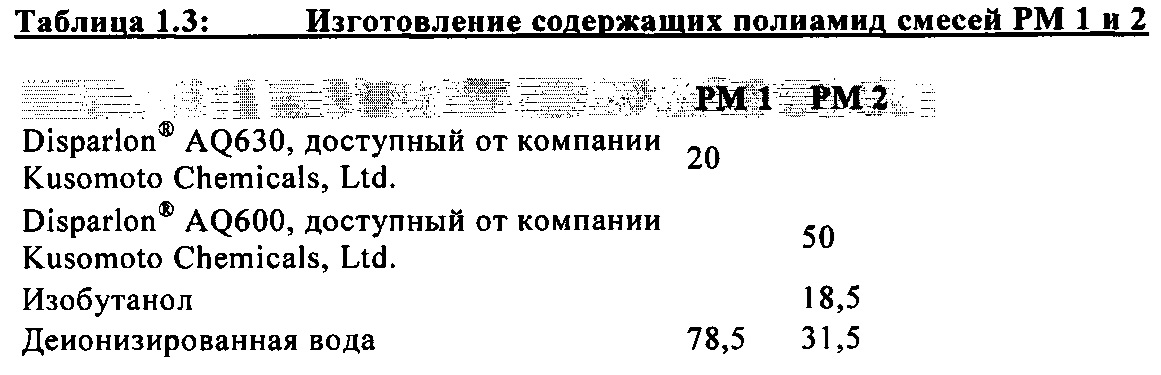
Полиамид в имеющемся в продаже продукте Disparlon® AQ600 от компании Kusomoto Chemicals, Ltd (нелетучая фракция имеющегося в продаже продукта: 20 мас.%) имеет кислотное число, которое составляет 66 мг KOH/г.
Полиамид в имеющемся в продаже продукте Disparlon® AQ630 от компании Kusomoto Chemicals, Ltd (нелетучая фракция имеющегося в продаже продукта: 18 мас.%) имеет кислотное число, которое составляет 75 мг KOH/г.
Полиамид в имеющемся в продаже продукте Disparlon® А670-20М от компании Kusomoto Chemicals, Ltd (нелетучая фракция имеющегося в продаже продукта: 20 мас.%) имеет кислотное число, которое составляет 9 мг KOH/г.
Полиамид в имеющемся в продаже продукте Disparlon® 6900-20Х от компании Kusomoto Chemicals, Ltd (нелетучая фракция имеющегося в продаже продукта: 20 мас.%) имеет кислотное число, которое составляет 9 мг KOH/г.
1.2 Изготовление водных материалов базового покрытия
1.2А Изготовление водных материалов базового покрытия WBM А1 (сравнительный) и WBM А2 (сравнительный)
Компоненты, перечисленные в "Водная фаза" в таблице, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. Указанную смесь затем перемешивают на протяжении 10 минут и доводят значение рН до 8 и вязкость распыления до 90 мПа⋅с, применяя деионизированную воду и диметилэтаноламин, в условиях усилий сдвига, составляющих 1291 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°С.
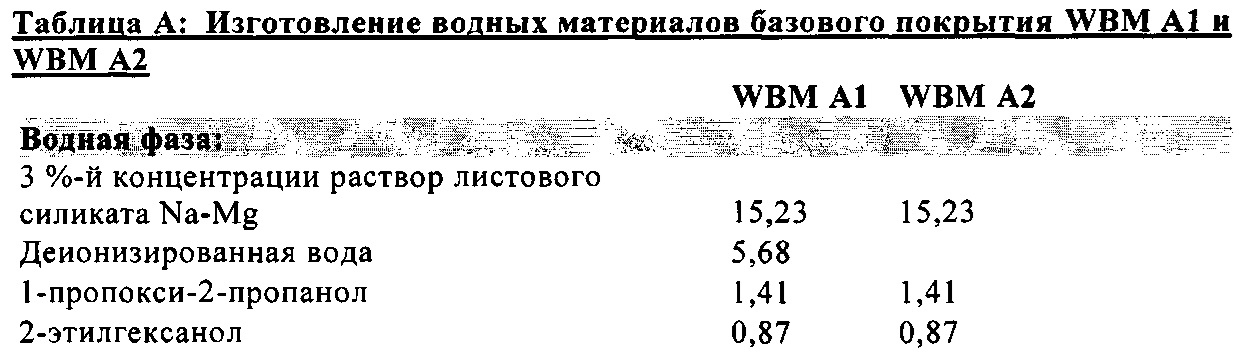
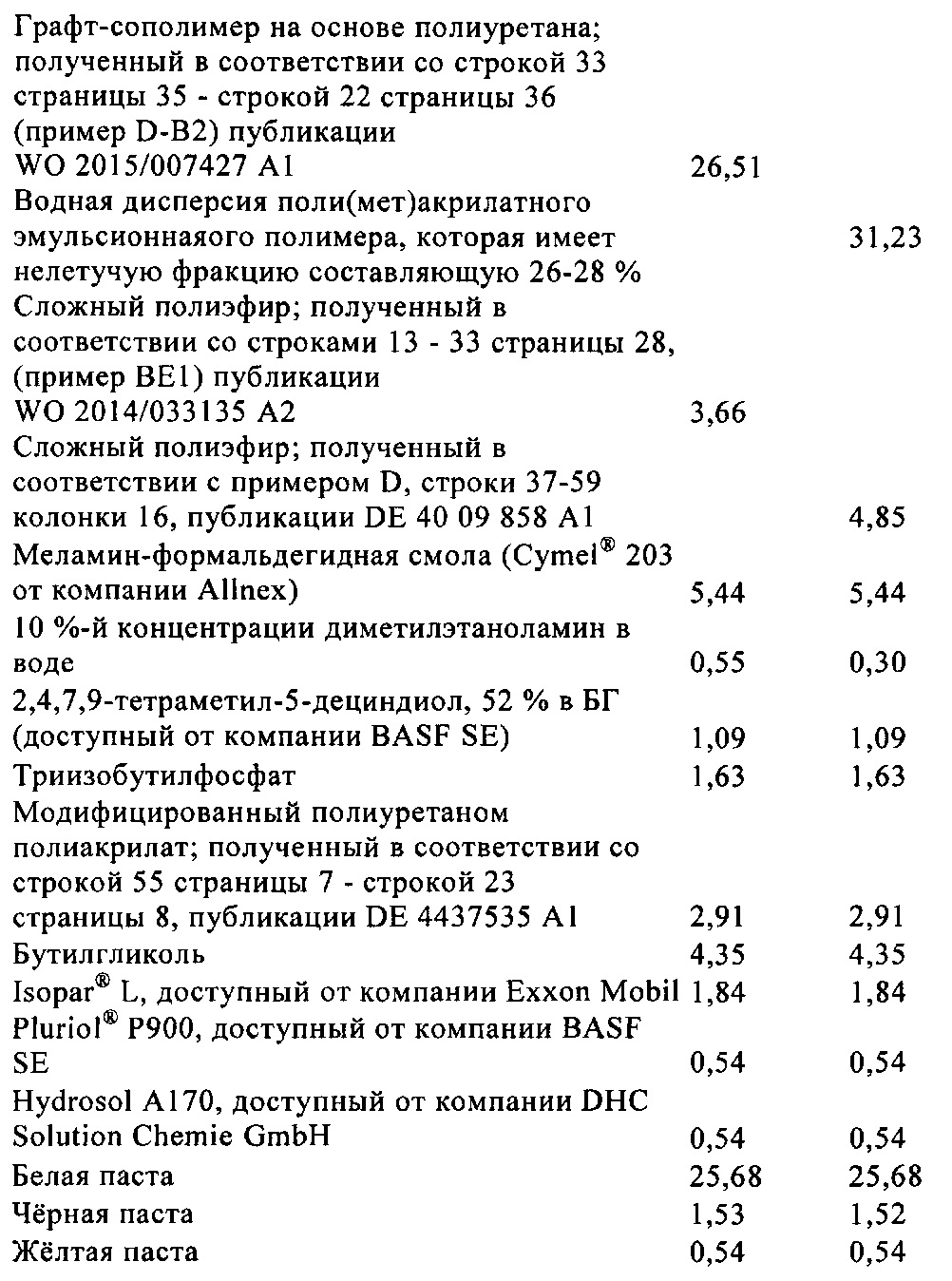
Изготовление белой пасты
Белую пасту изготавливают из 50 частей по массе титана рутильной формы 2310, 6 частей по массе сложного полиэфира, полученного в соответствии с примером D, строки 37-59 колонки 16, публикации DE 4009858 А1, 24,7 частей по массе дисперсии связующего вещества, полученной в соответствии с заявкой на получение патента ЕР 0228003 В2, строки 6-18 страницы 8, 10,5 части по массе деионизированной воды, 4 частей по массе 2,4,7,9-тетраметил-5-дециндиола, 52% в БГ (доступный от компании BASF SE), 4,1 части по массе бутилгликоля, 0,4 части по массе 10%-й концентрации диметилэтаноламина в воде, и 0,3 части по массе Acrysol RM-8 (доступный от компании the Dow Chemical Company).
Изготовление черной пасты
Черную пасту изготавливают из 57 частей по массе дисперсии полиуретана, полученной в соответствии с WO 92/15405, строка 13 страницы 13 - строка 13 страницы 15, 10 частей по массе углеродной сажи (углеродная сажа Monarch® 1400 от компании Cabot Corporation), 5 частей по массе сложного полиэфира, полученного в соответствии с примером D, строки 37-59 колонки 16, публикации DE 4009858 A1, 6,5 части по массе водного раствора диметилэтаноламина 10%-й концентрации, 2,5 части по массе имеющегося в продаже простого эфира (Pluriol® P900, доступного от компании BASF SE), 7 частей по массе бутилдигликоля, и 12 частей по массе деионизированной воды.
Изготовление желтой пасты
Желтую пасту изготавливают из 37 частей по массе Bayferrox 3910 (доступный от компании Lanxess), 49,5 части по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 7,5 части по массе Disperbyk®-184 (доступный от компании BYK-Chemie GmbH), и 6 частей по массе деионизированной воды.
1.2Б Изготовление водных материалов базового покрытия WBM B1 (сравнительный), WBM B2 (в соответствии с изобретением) и WBM B3-6 (сравнительный)
Компоненты, перечисленные в "Водная фаза" в таблице Б, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. Указанную смесь затем перемешивают на протяжении 10 минут, и доводят значение pH до 8 и вязкость распыления до 110±10 мПа⋅с, применяя деионизированную воду и диметилэтаноламин, в условиях усилий сдвига, составляющих 1000 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°C.
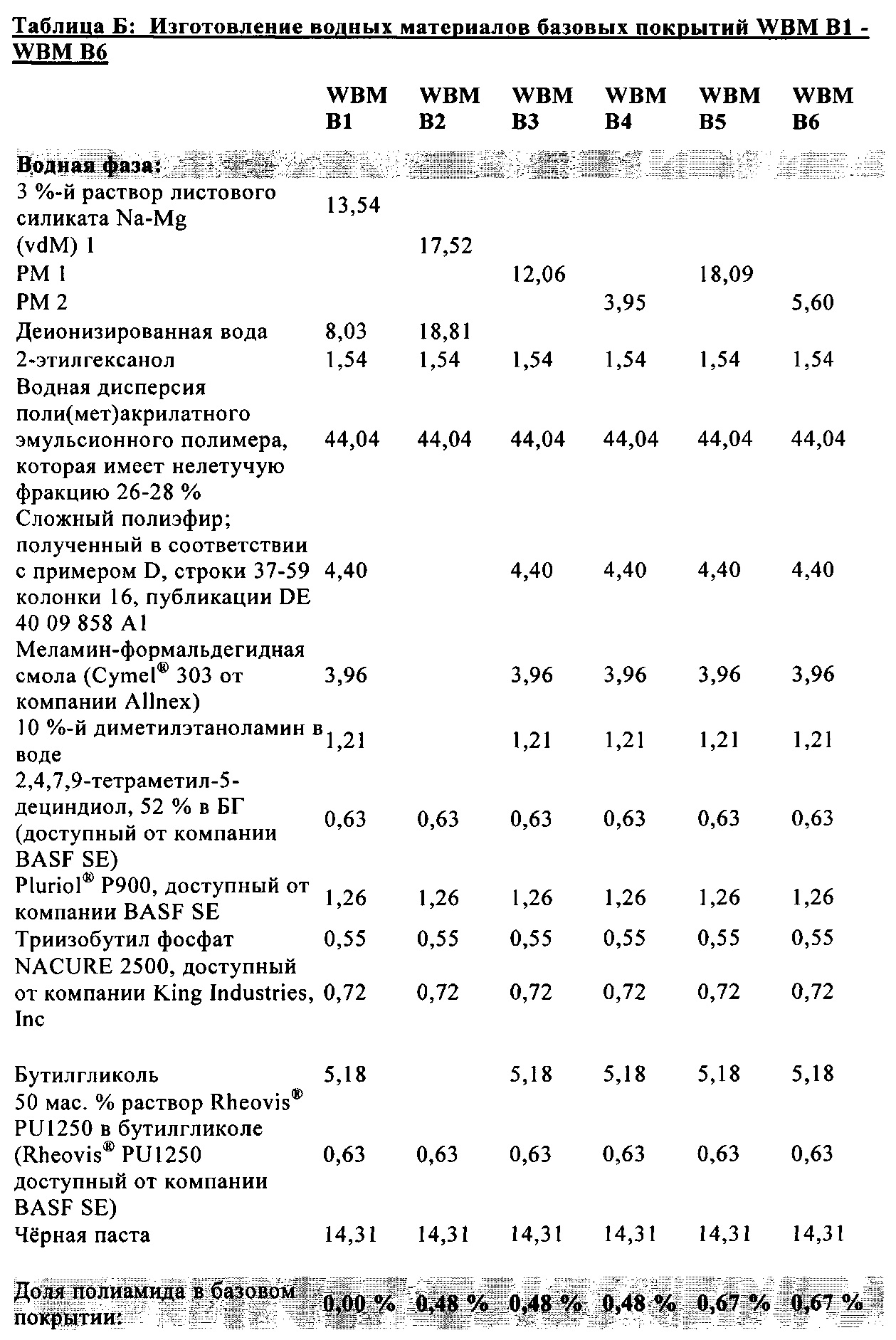
Изготовление черной пасты
Черную пасту изготавливают из 57 частей по массе дисперсии полиуретана, полученной в соответствии с WO 92/15405, строка 13 страницы 13 - строка 13 страницы 15, 10 частей по массе углеродной сажи (углеродная сажа Monarch® 1400 от компании Cabot Corporation), 5 частей по массе сложного полиэфира, полученного в соответствии с примером D, строки 37-59 колонки 16, публикации DE 4009858 А1, 6,5 части по массе водного раствора диметилэтаноламина 10%-й концентрации, 2,5 части по массе имеющегося в продаже простого эфира (Pluriol® Р900, доступный от компании BASF SE), 7 частей по массе бутилдигликоля, и 12 частей по массе деионизированной воды.
1.2В Изготовление водных материалов базового покрытия WBM В7 и В9 (сравнительный) и WBM В8 и WBM 10 (в соответствии с изобретением)
Компоненты, перечисленные в "Водная фаза" в таблице В, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. Указанную смесь затем перемешивают на протяжении 10 минут, и доводят значение рН до 8 и вязкость распыления до 60±5 мПа⋅с, применяя деионизированную воду и диметилэтаноламин (WBM В7, WBM В9) или до 80±5 мПа⋅с (WBM В8, WBM В10), в условиях усилий сдвига, составляющих 1000 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°С.

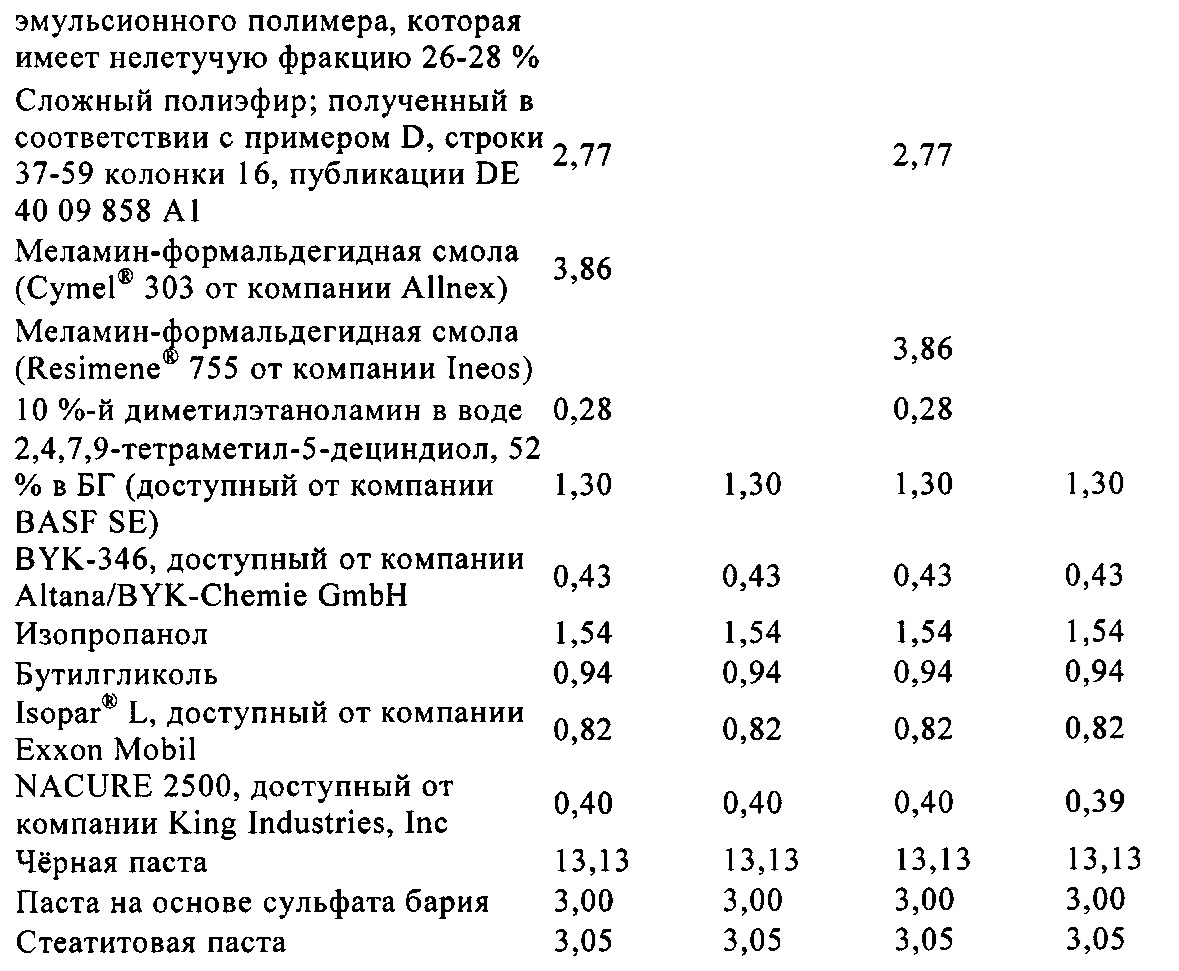
Изготовление черной пасты
Черную пасту изготавливают из 57 частей по массе дисперсии полиуретана, полученной в соответствии с WO 92/15405, строка 13 страницы 13 - строка 13 страницы 15, 10 частей по массе углеродной сажи (углеродная сажа Monarch® 1400 от компании Cabot Corporation), 5 частей по массе сложного полиэфира, полученного в соответствии с примером D, строки 37-59 колонки 16, публикации DE 4009858 А1, 6,5 части по массе водного раствора диметилэтаноламина 10%-й концентрации, 2,5 части по массе имеющегося в продаже простого эфира (Pluriol® Р900, доступный от компании BASF SE), 7 частей по массе бутилдигликоля, 12 частей по массе деионизированной воды.
Изготовление пасты на основе сульфата бария
Пасту на основе сульфата бария изготавливают из 39 частей по массе дисперсии полиуретана, полученной в соответствии с ЕР 0228003 В2, строки 6-18 страницы 8, 54 частей по массе сульфата бария (Blanc fixe micro от компании Sachtleben Chemie GmbH), 3,7 части по массе бутилгликоля, и 0,3 части по массе Agitan 282 (доступный от компании

Изготовление стеатитовой пасты
Стеатитовую пасту изготавливают из 49,7 части по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 28,9 частей по массе стеатита (Microtalc IT extra от компании Mondo Minerals B.V.), 0,4 части по массе Agitan 282 (доступный от компании
1.2Г Изготовление водных материалы базового покрытия WBM В11 (сравнительный) и WBM В12(в соответствии с изобретением)
Компоненты, перечисленные в "Водная фаза" в таблице Г, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. Указанную смесь затем перемешивают на протяжении 10 минут, и доводят значение рН до 8 и вязкость распыления до 90±5 мПа⋅с, применяя деионизированную воду и диметилэтаноламин, в условиях усилий сдвига, составляющих 1000 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°С.
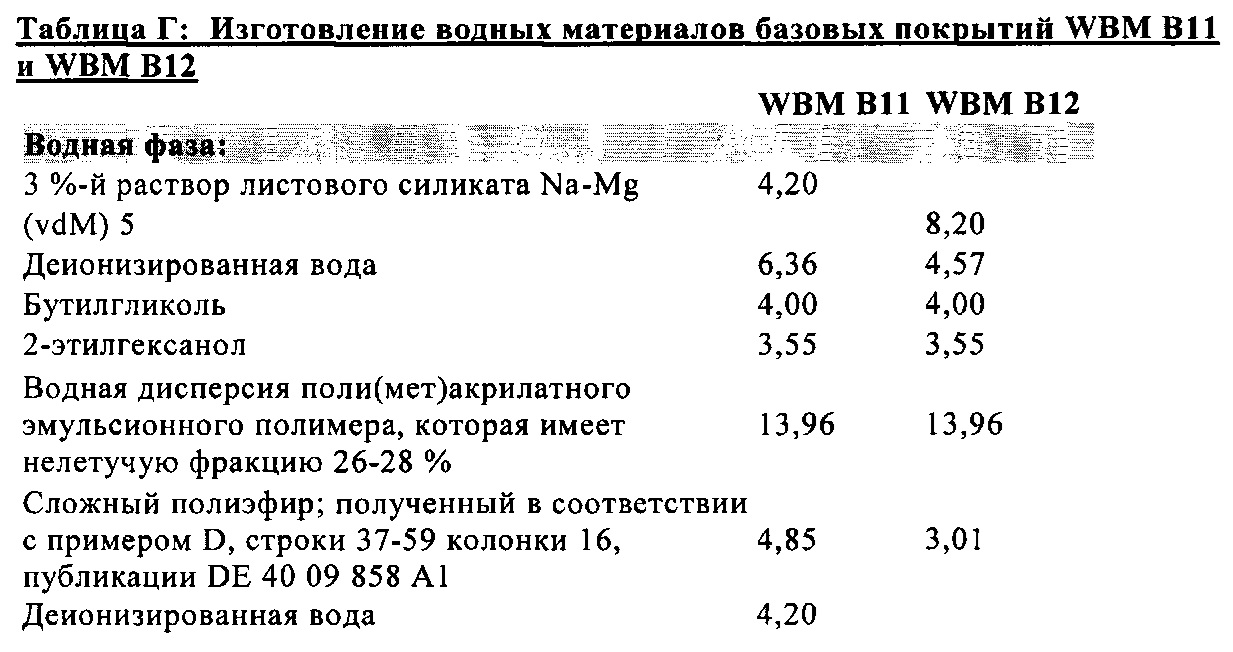

Изготовление белой пасты
Белую пасту изготавливают из 34 частей по массе титана рутильной формы R 2310, 43,3 частей по массе водной дисперсии поли(мет)акрилатного эмульсионного полимера, которая имеет нелетучую фракцию, составляющую 26-28%, 3,9 процентов по массе бутилгликоля, 16,7 части по массе деионизированной воды и 2,1 части по массе Disperbyk®-184 (доступный от компании BYK-Chemie GmbH).
Изготовление желтой пасты
Желтую пасту изготавливают из 47 частей по массе Sicotan Yellow L 1912, 45 частей по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 2,7 процентов по массе 1-пропокси-2-пропанола, 2,8 частей по массе деионизированной воды, 1,5 части по массе Disperbyk®-184 (доступный от компании BYK-Chemie GmbH), и 1 части по массе Aerosil R 972 (доступный от компании Evonik Industries).
Изготовление черной пасты
Черную пасту изготавливают из 40 частей по массе Bayferrox 318 М (доступный от компании Lanxess), 39 частей по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 2,0 процентов по массе 1-пропокси-2-пропанола, 11,1 части по массе деионизированной воды, 0,5 части по массе Agitan 282 (доступный от компании
Изготовление стеатитовой пасты
Стеатитовую пасту изготавливают из 49,7 частей по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 28,9 частей по массе стеатита (Microtalc IT extra от компании Mondo Minerals B.V.), 0,4 части по массе Agitan 282 (доступный от компании
1.2Д Изготовление водных материалов базовых покрытий WBM В13 (сравнительный) и WBM В14 (в соответствии с изобретением)
Компоненты, перечисленные в "Водная фаза" в таблице Д, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. Указанную смесь затем перемешивают на протяжении 10 минут, и доводят значение рН до 8 и вязкость распыления до 85±5 мПа⋅с, применяя деионизированную воду и диметилэтаноламин, в условиях усилий сдвига, составляющих 1000 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°С.
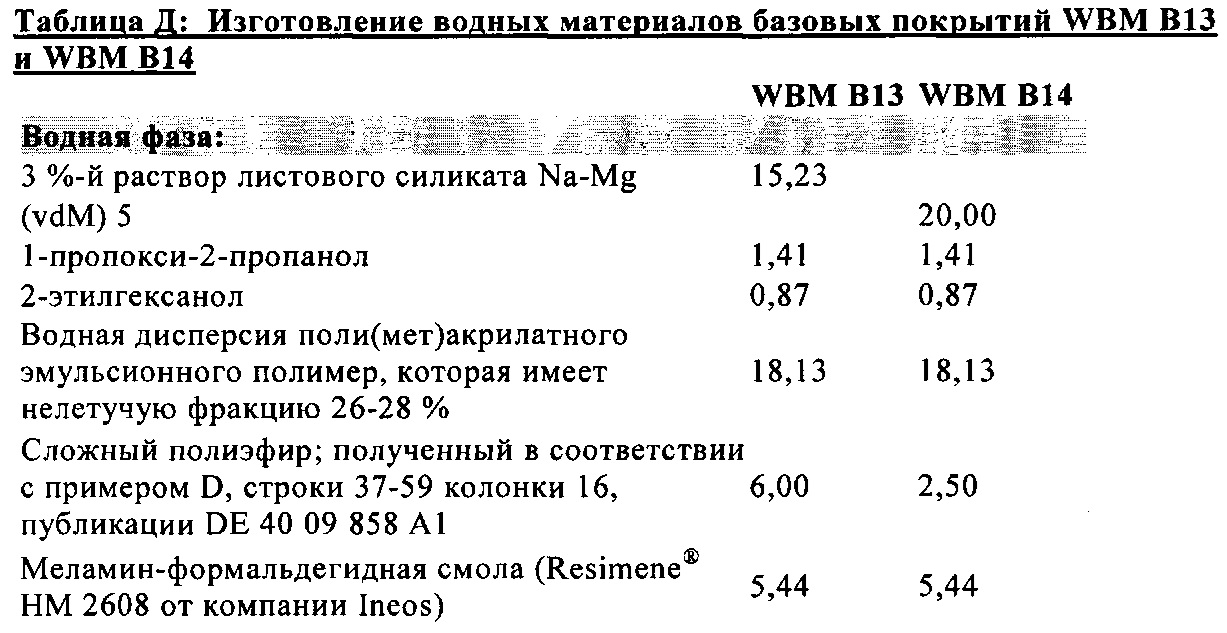
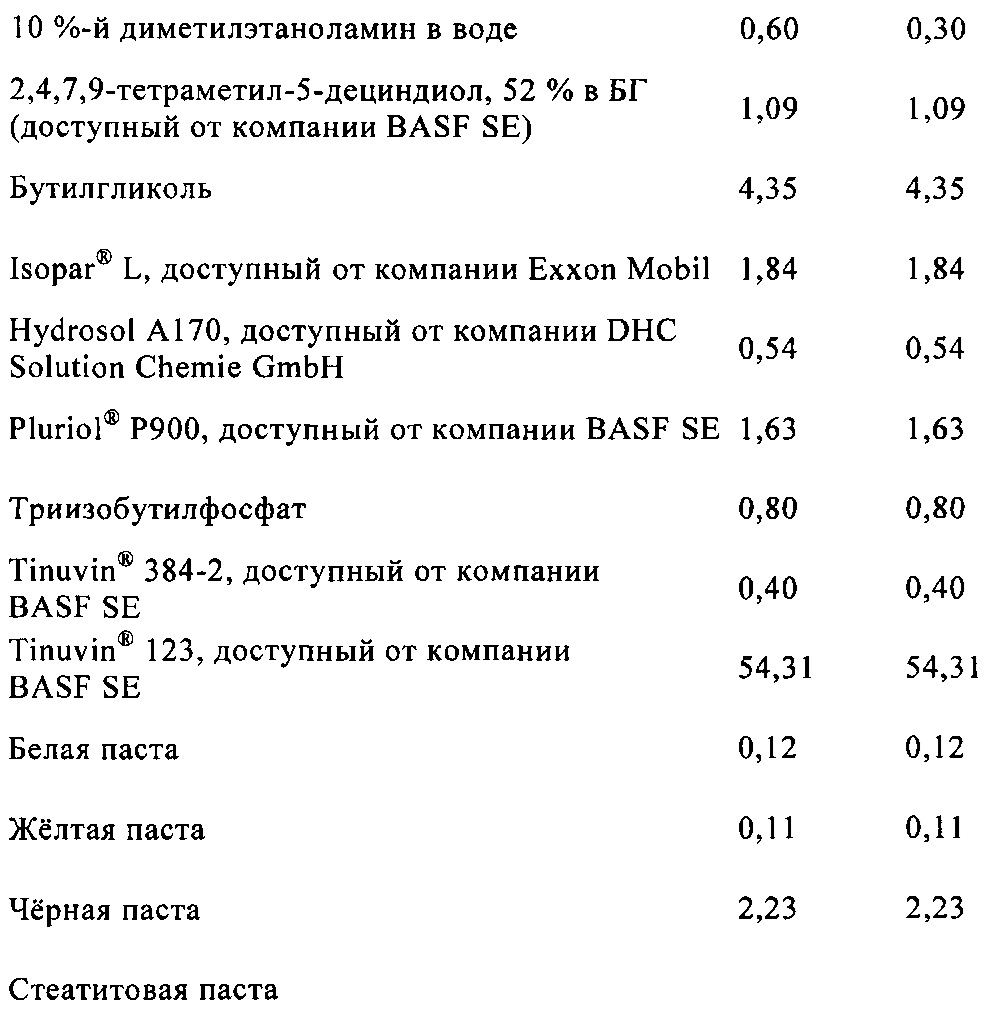
Изготовление белой пасты
Белую пасту изготавливают из 34 частей по массе титана рутильной формы R 2310, 43,3 части по массе водной дисперсии поли(мет)акрилатного эмульсионного полимера, которая имеет нелетучую фракцию, составляющую 26-28%, 3,9 процентов по массе бутилгликоля, 16,7 части по массе деионизированной воды и 2,1 части по массе Disperbyk®-184 (доступный от компании BYK-Chemie GmbH).
Изготовление желтой пасты
Желтую пасту изготавливают из 47 частей по массе Sicotan Yellow L 1912, 45 частей по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 2,7 процентов по массе 1-пропокси-2-пропанола, 2,8 части по массе деионизированной воды, 1,5 части по массе Disperbyk®-184 (доступный от компании BYK-Chemie GmbH), и 1 части по массе Aerosil R 972 (доступный от компании Evonik Industries).
Изготовление черной пасты
Черную пасту изготавливают из 57 частей по массе дисперсии полиуретана, полученной в соответствии с WO 92/15405, строка 13 страницы 13 - строка13 страницы 15, 10 частей по массе углеродной сажи (углеродная сажа Monarch® 1400 от компании Cabot Corporation), 5 частей по массе сложного полиэфира, полученного в соответствии с примером D, строки 37-59 колонки 16, публикации DE 4009858 А1, 6,5 части по массе водного раствора диметилэтаноламина 10%-й концентрации, 2,5 части по массе имеющегося в продаже простого эфира (Pluriol® Р900, доступный от компании BASF SE), 7 частей по массе бутилдигликоля, и 12 частей по массе деионизированной воды.
Изготовление стеатитовой пасты
Стеатитовую пасту изготавливают из 49,7 части по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 28,9 части по массе стеатита (Microtalc IT extra от компании Mondo Minerals B.V.), 0,4 части по массе Agitan 282 (доступный от компании
1.2Е Изготовление водных материалов базовых покрытий WBM В15 (сравнительный) и WBM В16 (в соответствии с изобретением)
Компоненты, перечисленные в "Водная фаза" в таблице Е, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. Указанную смесь затем перемешивают на протяжении 10 минут, и доводят значение рН до 8 и вязкость распыления до 110±10 мПа⋅с (WBM 15) или 140±10 мПа⋅с (WBM В16), применяя деионизированную воду и диметилэтаноламин, в условиях усилий сдвига, составляющих 1000 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°С.

Изготовление черной пасты
Черную пасту изготавливают из 57 частей по массе дисперсии полиуретана, полученной в соответствии с WO 92/15405, строка 13 страницы 13 - строка 13 страницы 15, 10 частей по массе углеродной сажи (углеродная сажа Monarch® 1400 от компании Cabot Corporation), 5 частей по массе сложного полиэфира, полученного в соответствии с примером D, строки 37-59 колонки 16, публикации DE 4009858 А1, 6,5 части по массе водного раствора диметилэтаноламина 10%-й концентрации, 2,5 части по массе имеющегося в продаже простого эфира (Pluriol® Р900, доступный от компании BASF SE), 7 частей по массе бутилдигликоля, и 12 частей по массе деионизированной воды.
Изготовление синей пасты
Синюю пасту изготавливали из 69,8 части по массе дисперсии полиуретана, полученной в соответствии с WO 92/15405, строка 13 страницы 13 - строка 13 страницы 15, 12,5 части по массе Paliogen® Blue L 6482 (доступный от компании BASF SE), 1,5 части по массе водного раствора диметилэтаноламина 10%-й концентрации, 1,2 части по массе имеющегося в продаже простого эфира (Pluriol® Р900, доступный от компании BASF SE), и 15 частей по массе деионизированной воды.
Изготовление пасты на основе сульфата бария
Паста на основе сульфата бария изготавливают из 39 частей по массе дисперсии полиуретана, полученной в соответствии с ЕР 0228003 В2, строки 6-18 страницы 8, 54 частей по массе сульфата бария (Blanc fixe micro от компании Sachtleben Chemie GmbH), 3,7 части по массе бутилгликоля, и 0,3 части по массе Agitan 282 (доступный от компании
Изготовление стеатитовой пасты
Стеатитовую пасту изготавливают из 49,7 части по массе водной дисперсии связующего вещества, полученной в соответствии с WO 91/15528, строка 26 страницы 23 - строка 24 страницы 25, 28,9 части по массе стеатита (Microtalc IT extra от компании Mondo Minerals B.V.), 0,4 части по массе Agitan 282 (доступный от компании
1.2Ё Изготовление водных материалов базовых покрытий WBM В17 (сравнительный) и WBM В18 (в соответствии с изобретением)
Компоненты, перечисленные в "Водная фаза", в таблице Е, объединяют с перемешиванием в указанном порядке, с тем, чтобы получить водную смесь. На следующей стадии, из компонентов, перечисленных в "Органическая фаза" в таблица Ё, изготавливают органическую смесь, а также из компонентов, перечисленных в "Лак для смешивания" изготавливают лак для смешивания. Органическую смесь и лак для смешивания смешивают на протяжении 10 минут, и затем указанную смесь добавляют к водной смеси. Полученную смесь затем перемешивают на протяжении 10 минут, и доводят значение рН до 8 и вязкость распыления до 85±5 мПа⋅с, применяя деионизированную воду и диметилэтаноламин, в условиях усилий сдвига, составляющих 1000 с-1, как было установлено с использованием ротационного вискозиметра (прибор Rheolab QC с нагревательным устройством C-LTD80/QC от компании Anton Paar) при температуре 23°С.


2. Исследование материалов базового покрытия и многослойных красочных систем, полученных с применением материалов базового покрытия.
Сравнение водного материала базового покрытия WBM В2 и водных материалов базового покрытия WBM В1 а также WBM В3-WBM В6
Исследование проводили относительно частоты появления гелевых пятен, тенденции к разделению фаз и зависимого от толщины пленки выравнивания. Результаты подытожены в таблицах 2.1 и 2.2.
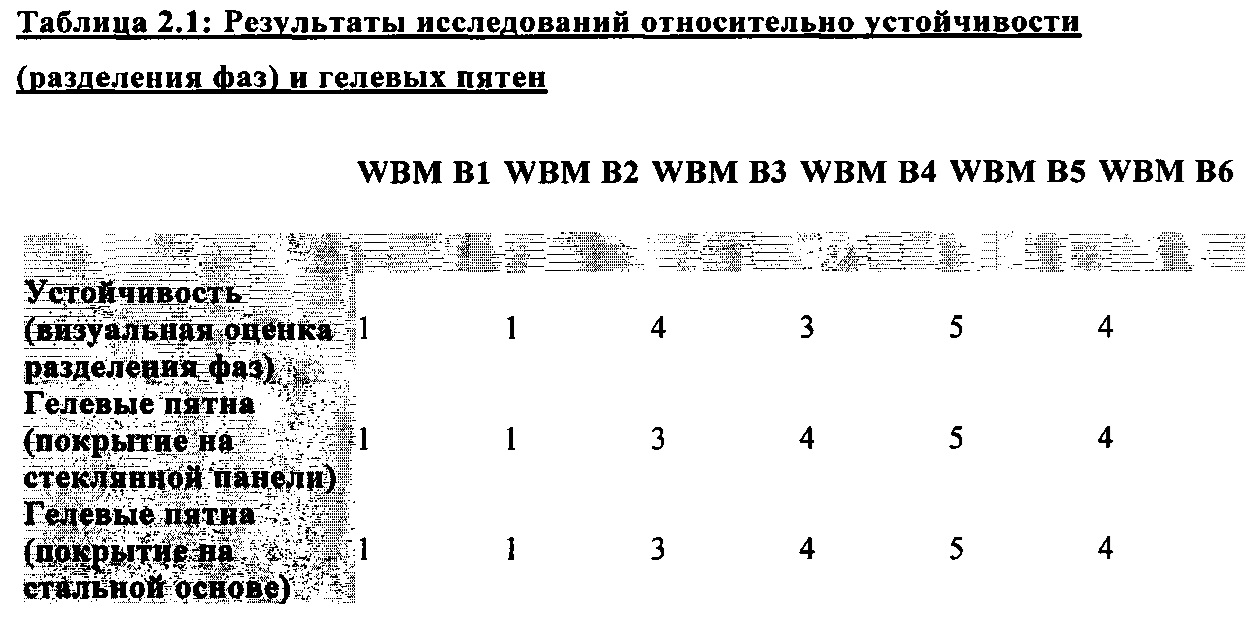
WBM В1 (содержащий листовой силикат) и WBM В2 (для применения в соответствии с изобретением) не имеют гелевых пятен, и также не показывают тенденции к фазовому или другому разделению. Материалы базового покрытия, содержащие полиамиды, имеющие высокое кислотное число (WBM В3-WBM В6), неожиданно демонстрируют значительные недостатки в отношении гелевых пятен и устойчивости покрытий; при этом увеличение количества полиамида не приводит к какому-либо улучшению. Таким образом, указанные полиамиды являются намного хуже в случае их применения в качестве вспомогательных веществ для регулирования реологических свойств в водных материалах базового покрытия. Таким образом, стандартом, применяемым для дальнейших исследований, была система, содержащая листовой силикат.
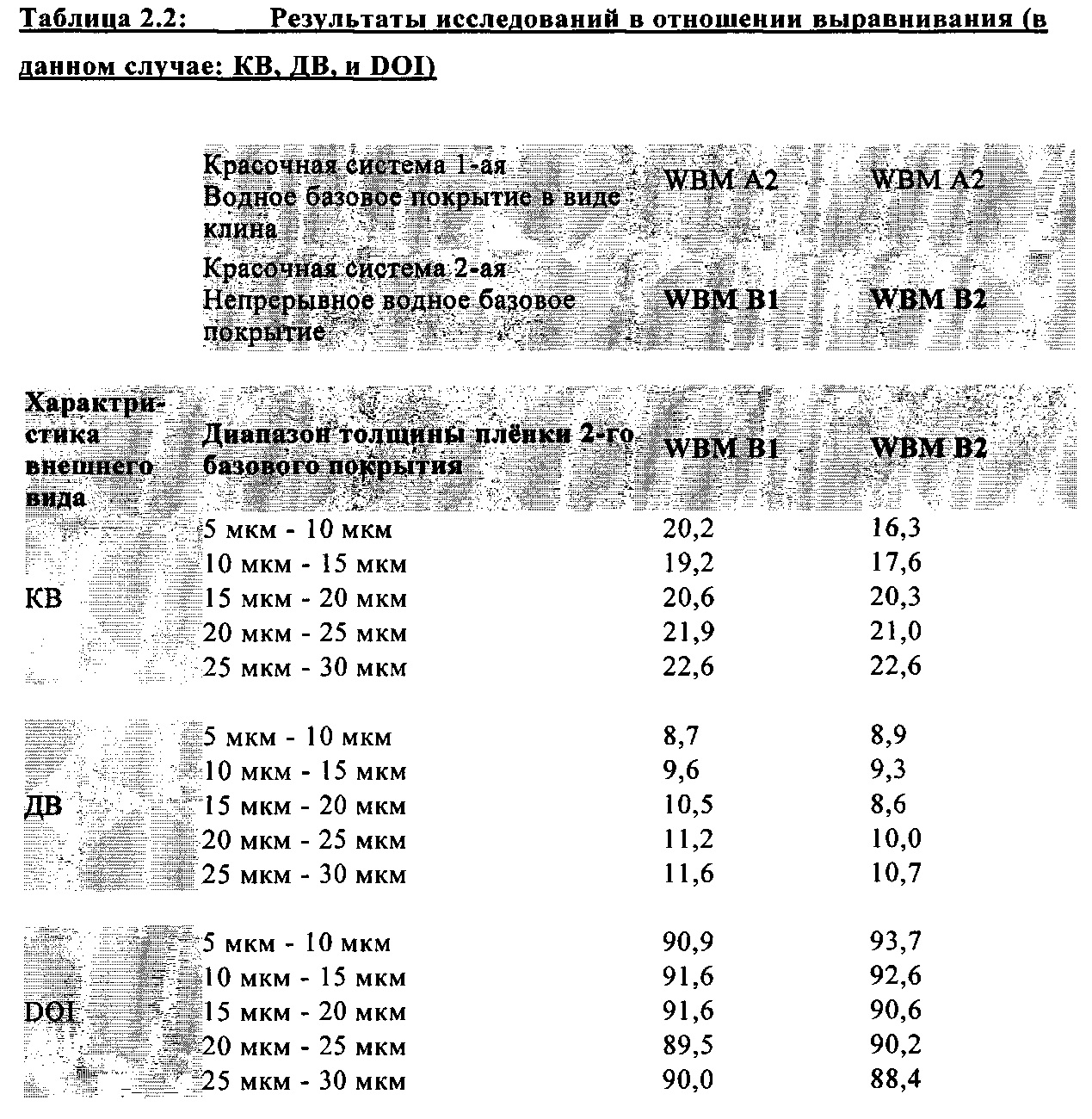
Результаты демонстрируют, что посредством применения материала базового покрытия, предназначенного для применения в соответствии с изобретением, можно оказывать положительное влияние на выравнивание, в частности, при толщине пленок от сравнительно низкой до средней.
Сравнение водных материалов базовых покрытий WBM В7 и WBM В9, а также водных материалов базовых покрытий WBM В8 и WBM В10
Исследование проводили в отношении частоты появления пор и зависимого от толщины пленки выравнивания. Результаты подытожены в таблицах 2.3-2.5.
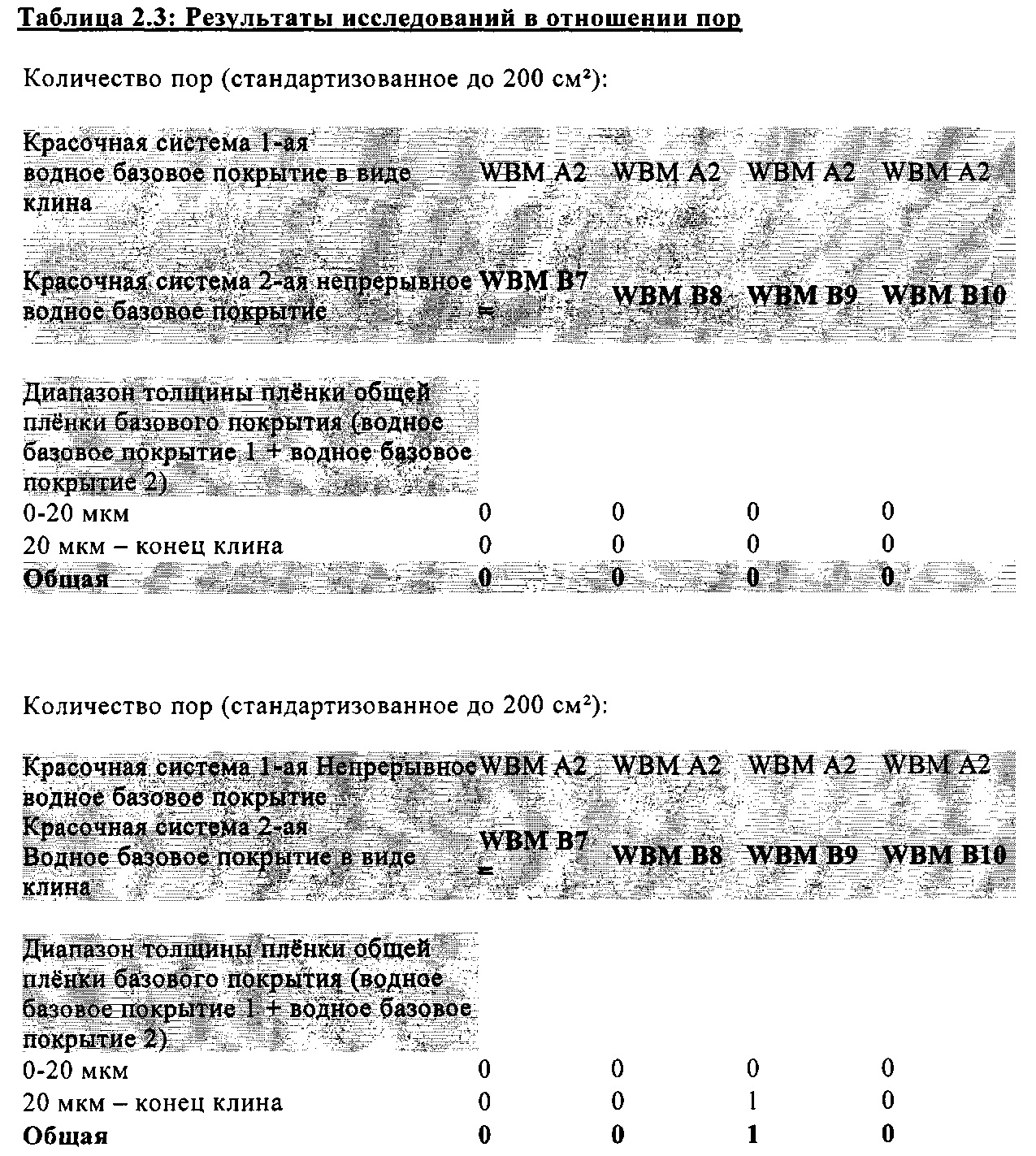
Водные материалы базового покрытия WBM В7-WBM В10 последовательно показывают очень хорошую устойчивость к образованию пор.
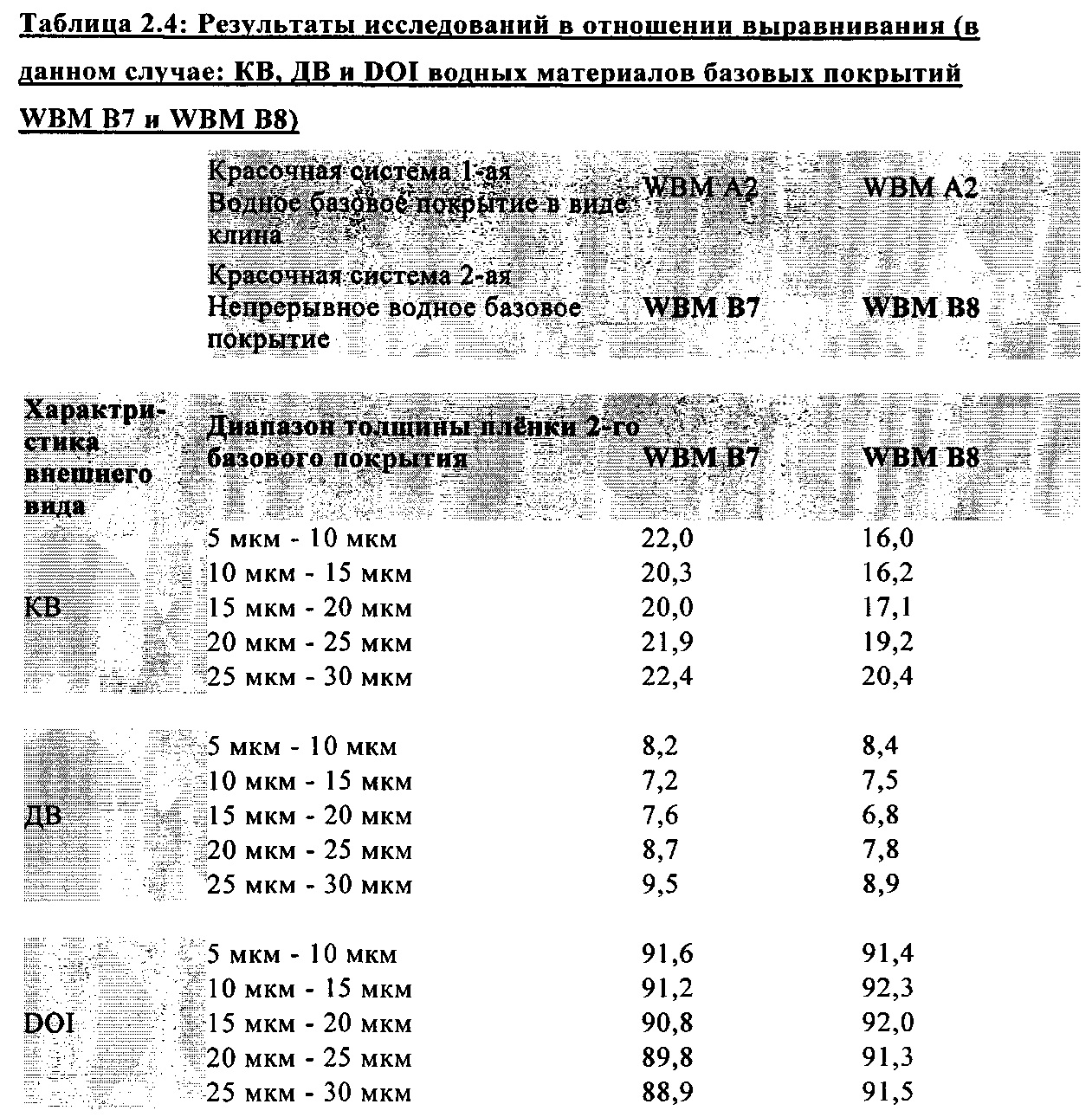
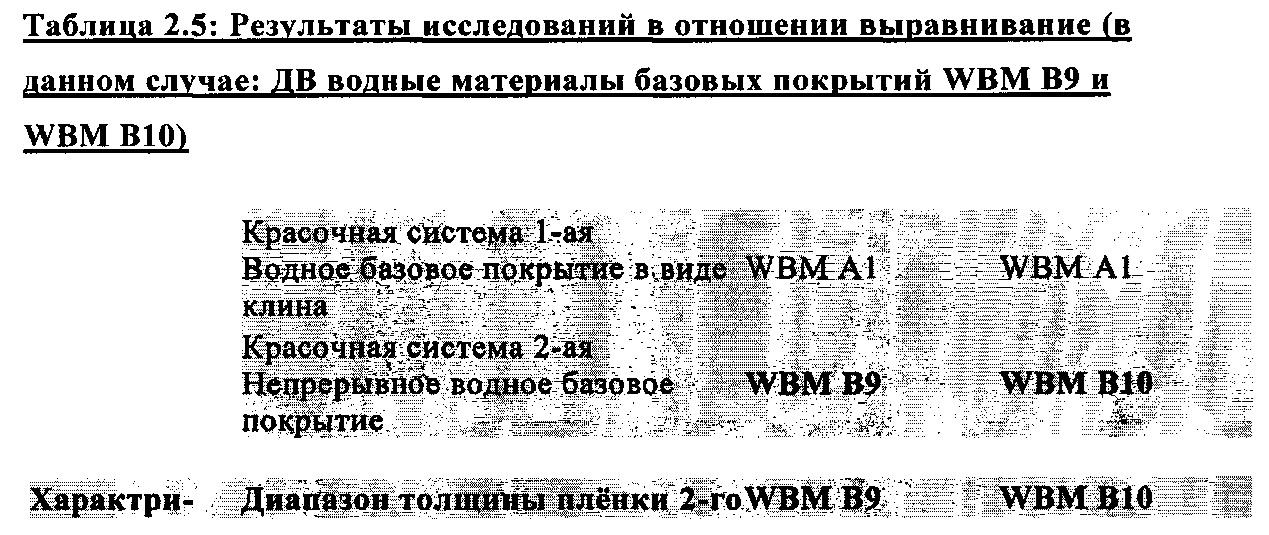

Результаты демонстрируют, что посредством применения водных материалов базовых покрытий в соответствии с изобретением WBM В8 и WBM В10 можно оптимизировать выравнивание.
Сравнение водных материалов базовых покрытий WBM B11 и WBM В12
Исследование проводили в отношении устойчивости свойств при хранении и зависимого от толщины пленки выравнивания. Результаты подытожены в таблицах 2.6 и 2.7.
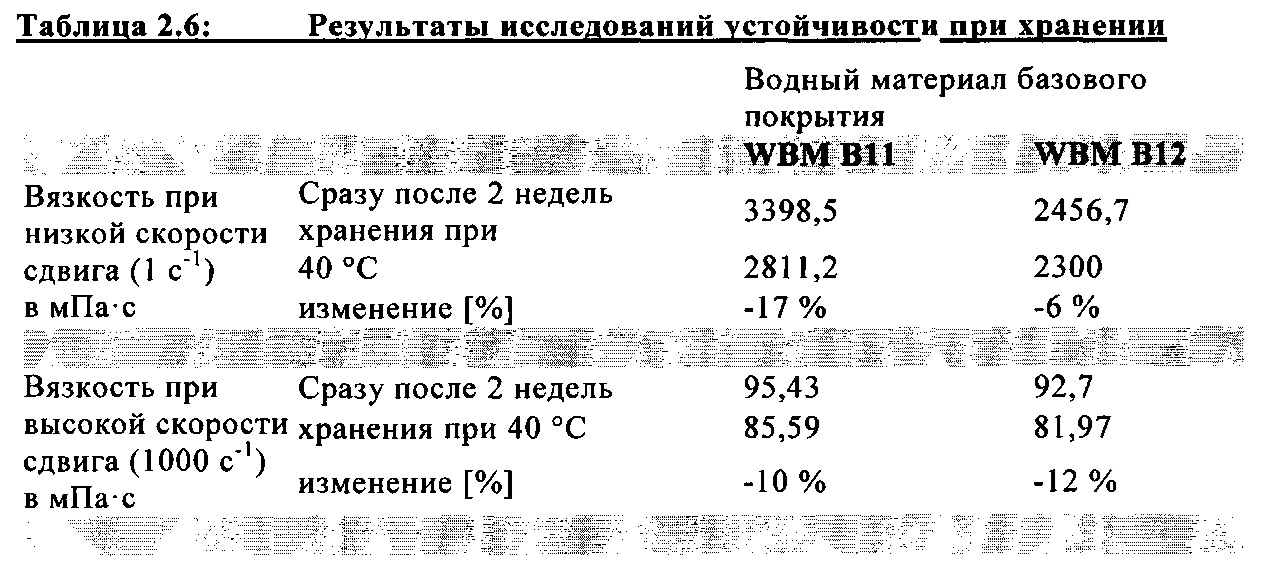
Поскольку учитывается изменение вязкости при высокой скорости сдвига, то характер изменений, демонстрируемый двумя материалами базового покрытия, является сравнимым. Когда применяют базовое покрытие, которое содержит смесь (vdM), содержащую полиамид с низким кислотным числом (WBM В12), предназначенное для применения в соответствии с изобретением, то с точки зрения изменения вязкости при низкой скорости сдвига очевидно значительное преимущество, по сравнению со стандартным образцом (WBM B11).
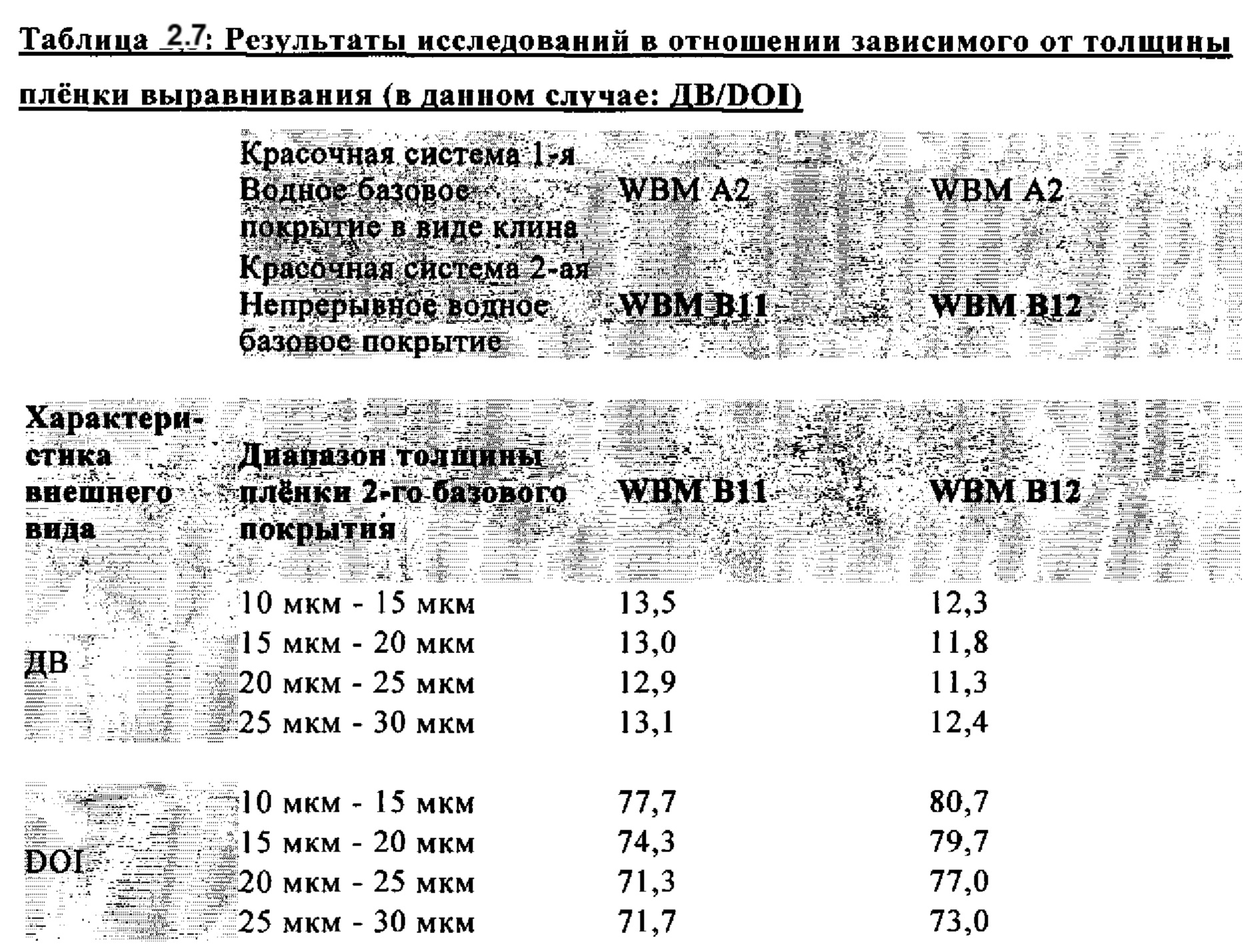
Результаты акцентируют, что когда применяют полиамид в соответствии с изобретением с низким кислотным число, то является возможным во всем диапазонах толщины пленок для достичь лучшего выравнивания (в указанном случае определяли лишь ДВ и DOI).
Сравнение между водных материалов базовых покрытий WBM В13 и WBM В14
Исследование проводили в отношении зависимое от толщины пленки выравнивание. Результаты подытожены в таблица 2.8.

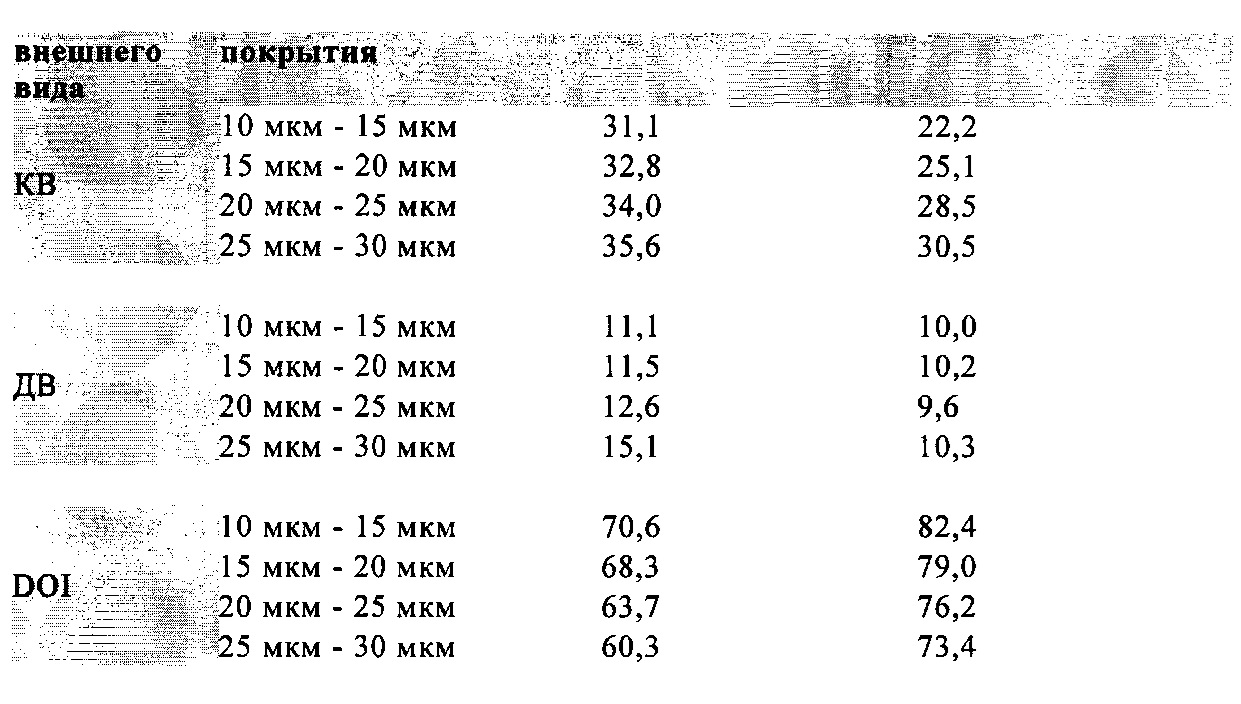
Применение базового покрытия, содержащего предварительно диспергированную смесь, включающую полиамид с низким кислотным числом (WBM В14), предназначенного для применения в соответствии с изобретением, по сравнению со стандартным образцом (WBM В13), содержащим листовой силикат, приводит к значительному улучшению выравнивания, в частности, в коротковолновом диапазоне, а также DOI.
Сравнение водных материалов базовых покрытий WBM В15 и WBM В16
Исследование проводили в отношении устойчивости к порам и зависимого от толщины пленки выравнивания. Результаты подытожены в таблицах 2.9-2.11.
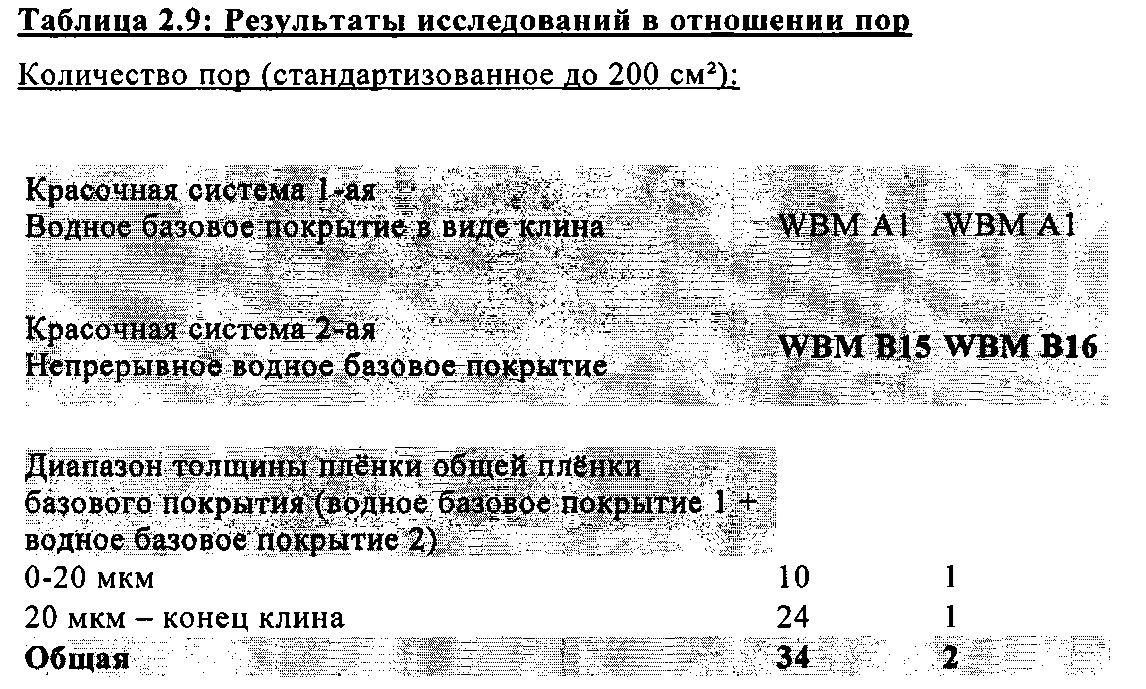
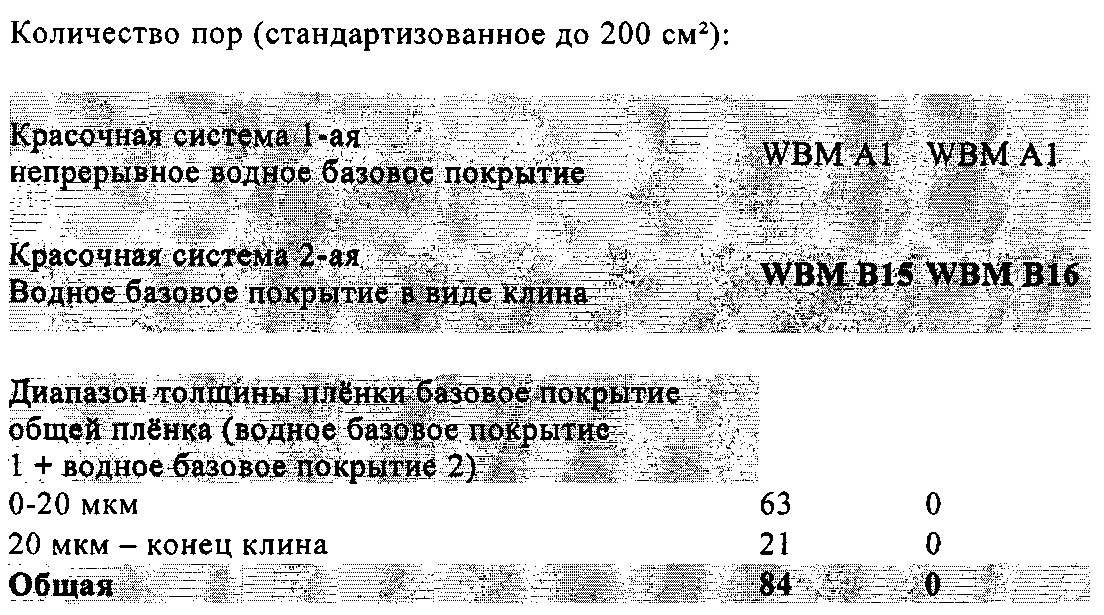
Водный материал базового покрытия WBM В16, предназначенный для применения в соответствии с изобретением, имеет значительно лучшую устойчивость к образованию пор, чем водный материал базового покрытия WBM В15 на основе листового силиката.
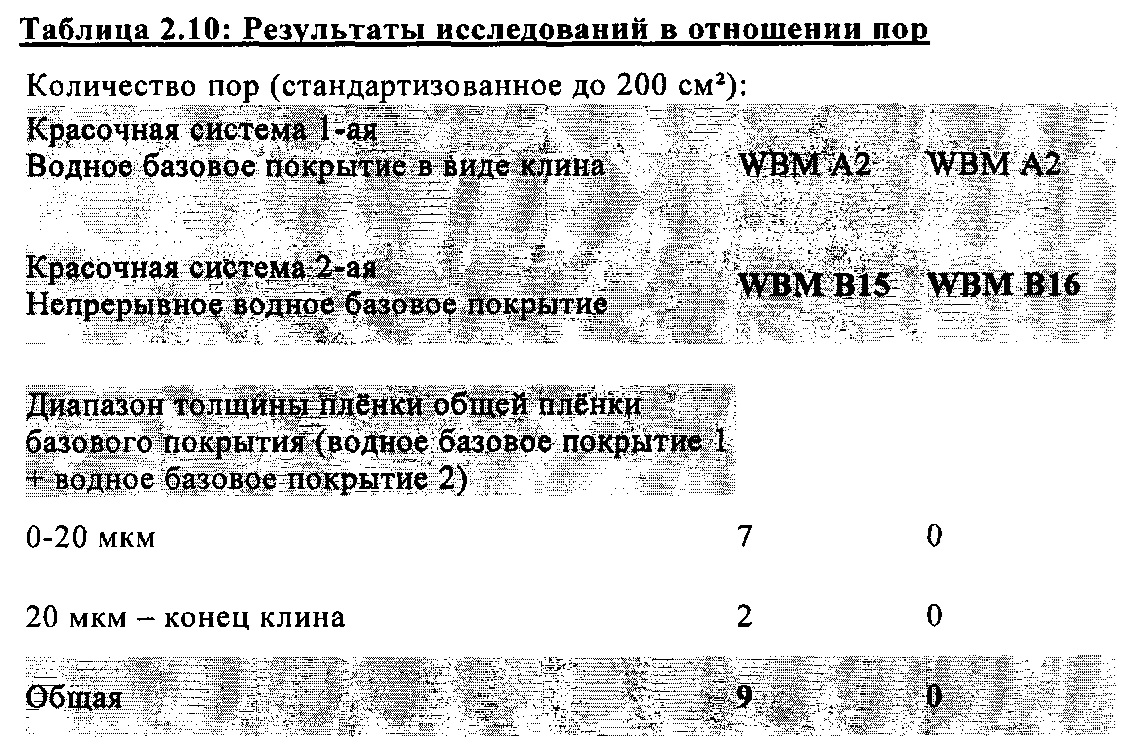

Когда WBM А2 применяют в качестве первого водного материала базового покрытия, был выявлен значительно меньший уровень пор для Стандартного образца (WBM В15,) содержащего листовой силикат; однако незначительные преимущества при этом все еще очевидны, когда применяют материал базового покрытия WBM В16, предназначенный для применения в соответствии с изобретением.
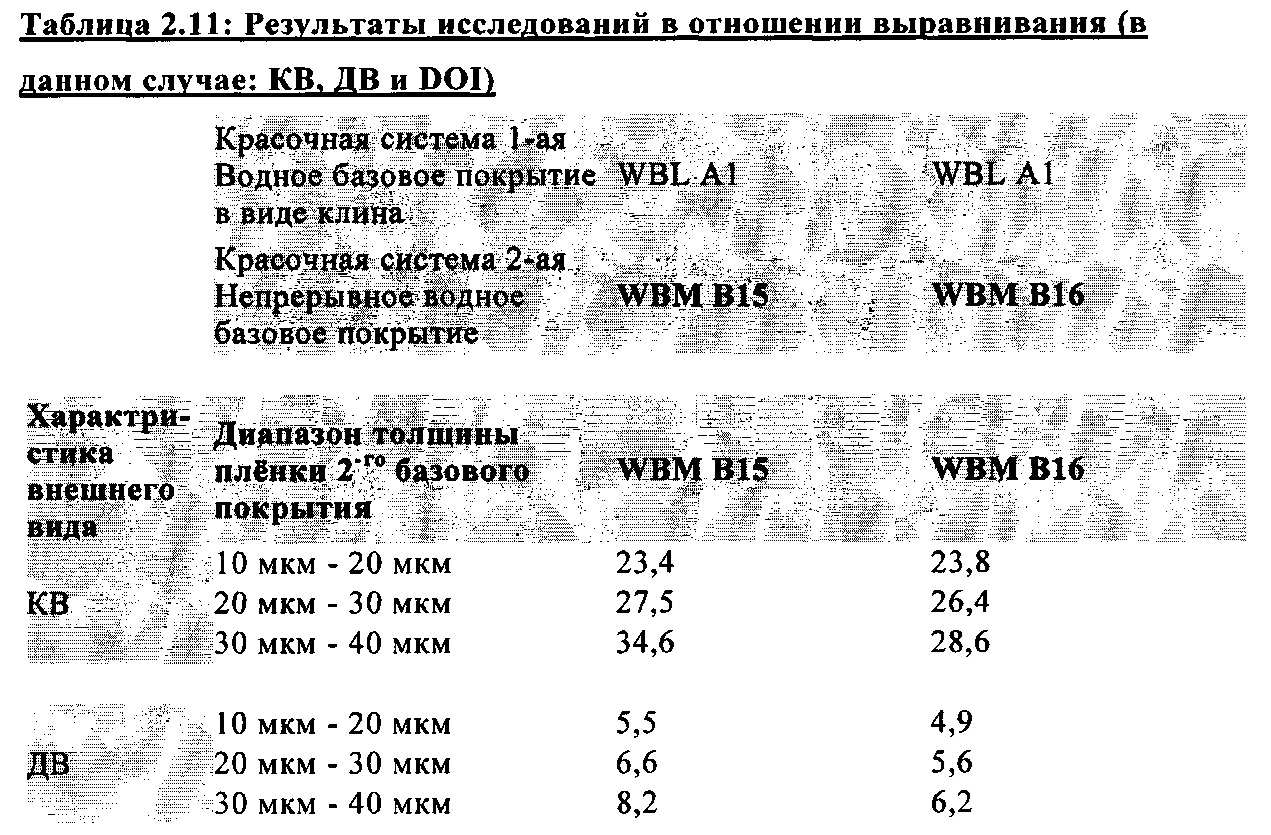

Результаты акцентируют, что в отношении выравнивания преимущества достигаются для систем в соответствии с изобретением также, в частности, посредством высокой толщины пленок.
Сравнение водных материалов базовых покрытий WBM В17 и WBM В18
Исследование проводили в отношении частоты появления гелевых пятен и устойчивости свойств при хранении. Результаты подытожены в таблицах 2.12 и 2.13.


Результаты показывают, что материал базового покрытия WBM В17, предназначенный для применения в соответствии с изобретением, имеет отличное качество относительно устойчивости свойств при хранении и образования гелевых пятен. В частности, является очевидным, что применение материала базового покрытия WBM В18, которые содержит тот же полиамид с низким кислотным числом, что и WBM В17, но в котором полиамид вводили непосредственно, и не в виде предварительно диспергированной смеси (vdM), приводит к получению намного худших свойств.
В общем, результаты показывают, что применение в водных материалах базового покрытия полиамида с низким кислотным числом, неожиданно, приводит к намного лучшим свойствам, чем s применение полиамидов с более высоким кислотным числом, которые фактически предназначены для систем покрытия на водной основе. Однако указанные преимущества получают лишь тогда, когда полиамид с низким кислотным числом вводят в водный материал базового покрытия в виде предварительно диспергированной смеси (vdM).
Краткое описание фигур
Фигура 1:
Схематическое строение многослойной красочной системы (М) в соответствии с изобретением, расположенной на металлической основе (S), и содержащей затвердевшее электроосажденное покрытие (Е.1) и базовое покрытие (В.2.1), а также покровный лак (K), которые затвердевают совместно.
Фигура 2:
Схематическое строение многослойной красочной системы (М) в соответствии с изобретением, расположенной на металлической основе (S), и содержащей затвердевшее электроосажденное покрытие (Е.1), два базовых покрытия (В.2.2.x), а именно первое базовое покрытие (В.2.2.а) и верхнее базовое покрытие (B.2.2.z), расположенное сверху него, а также покровный лак (K), которые затвердевают совместно.
Фигура 3:
Схематическое строение многослойной красочной системы (М) в соответствии с изобретением, расположенной на металлической основе (S), и содержащей затвердевшее электроосажденное покрытие (Е.1), три базовых покрытия (В.2.2.x), а именно первое базовое покрытие (В.2.2.а), второе базовое покрытие (В.2.2.b), и самое верхнее базовое покрытие (B.2.2.z), расположенное сверху него, а также покровный лак (K), которые затвердевает совместно.
Реферат
Изобретение относится к способу получения многослойной красочной системы на металлической основе. Описан способ получения многослойной красочной системы (М) на металлической основе (S), содержащий (1) предоставление металлической основы (S) с затвердевшим электроосажденным покрытием (Е.1), которое нанесено посредством электрофоретического нанесения материала для электроосаждения (е.1) на основу (S) и последующего отверждения материала для электроосаждения (е.1), (2) получение (2.1) базового покрытия (В.2.1) или (2.2) двух, или большего количества нанесенных непосредственно друг на друга базовых покрытий (В.2.2.x) непосредственно на затвердевшем электроосажденном покрытии (Е.1) посредством (2.1) нанесения водного материала базового покрытия (b.2.1) непосредственно на электроосажденное покрытие (Е.1) или посредством (2.2) нанесения друг на друга двух или большего количества материалов базового покрытия (b.2.2.х) непосредственного на электроосажденное покрытие (Е.1), (3) получение покровного лака (K) непосредственно на (3.1) базовом покрытии (В.2.1) или на (3.2) самом верхнем базовом покрытии (В.2.2.x) посредством нанесения материала покровного лака (k) непосредственно на (3.1) базовое покрытие (В.2.1) или на (3.2) самое верхнее базовое покрытие (В.2.2.x), (4) совместное отверждение (4.1) базового покрытия (В.2.1) и покровного лака (K) или (4.2) базовых покрытий (В.2.2.x) и покровного лака (K), где материал базового покрытия (b.2.1) или по меньшей мере один из материалов базового покрытия (b.2.2.х) включает по меньшей мере одну предварительно диспергированную смесь (vdM), при этом смесь (vdM) содержит по меньшей мере один полиамид (Р), который имеет кислотное число, составляющее менее 20 мг KOH/г, по меньшей мере одну полимерную смолу (Н), которая отличается от полиамида, а также воду и по меньшей мере один органический растворитель. Также описана многослойная красочная система. Технический результат: улучшенные реологические свойства многослойной красочной системы. 2 н. и 13 з.п. ф-лы, 22 табл., 3 ил.
Комментарии