Способ и машина для декорирования поверхности керамического изделия - RU2741292C1
Код документа: RU2741292C1
Чертежи




Описание
ПРИТЯЗАНИЕ НА ПРИОРИТЕТ
В настоящей заявке испрашивается приоритет по заявке на патент Италии №102017000053047, поданной 16 мая 2017 года, которая приведена здесь в полном объеме в качестве ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу и машине для декорирования поверхности основного изделия, содержащего керамический материал. Кроме того, настоящее изобретение относится к способу и системе для изготовления керамических изделий.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Известны машины в области изготовления керамических изделий (в частности, плит; более конкретно, плиток) для декорирования поверхности основного изделия.
Более подробно, известна машина, которая включает печатный узел, выполненный с возможностью избирательного нанесения адгезивного материала на определенную область поверхности изделия для создания своего рода рисунка на самом изделии. Такая машина дополнительно снабжена устройством осаждения, которое осаждает порошковый материал по всей поверхности. Порошковый материал, осажденный в определенной области, остается прикрепленным к адгезивному материалу, при этом порошковый материал, расположенный в других областях указанной поверхности, удаляется.
Такой тип машины имеет несколько недостатков, в том числе следующие.
Порошковый материал используется в существенном избытке. Это может привести к значительному расходу материала или необходимости сложных и дорогостоящих технических мер по массовой рециркуляции материала. Системы рециркуляции легко изнашиваются.
Извлечение порошкового материала также вызывает изменения гранулометрии или, возможно, образование сгустков из-за следов клея.
Использование комбинаций из различных материалов возможно только при установке различных машин на линию.
Кроме того, с этими типами машин получение оттенков разных цветов (например, оттенков серого) практически невозможно или, тем не менее, чрезвычайно сложно и дорого.
Известна также машина для декорирования поверхности, включающая узел обработки, который осаждает порошковый материал непосредственно (без предварительного нанесения клея) на определенную область поверхности изделия, чтобы создать своего рода рисунок на поверхности самого изделия.
Однако эти машины также не лишены недостатков, в том числе следующих. К сожалению, узлы обработки, которые в настоящее время доступны, не способны создавать рисунки с особенно высоким разрешением. Кроме того, полученные рисунки являются неточными и содержат недостатки и несоответствия в отношении желаемых рисунков.
EP2892657 описывает способ и машину для цифрового декорирования изделий из гранулированных материалов.
Задачей настоящего изобретения является создание способа и машины для декорирования поверхности основного изделия, содержащего керамический материал, и способа и установки для изготовления керамических изделий, которые позволяют преодолеть недостатки известного уровня техники по меньшей мере частично и которые дешевы и просты в изготовлении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложены способ и машина для декорирования поверхности основного изделия, содержащего керамический материал, и установка для изготовления керамических изделий в соответствии с тем, что указано в следующих независимых пунктах формулы изобретения и, предпочтительно, в любом из пунктов формулы изобретения, прямо или косвенно зависящих от независимых пунктов формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение описано ниже со ссылкой на прилагаемые чертежи, которые иллюстрируют некоторые неограничительные варианты выполнения, в которых:
- Фигура 1 представляет собой схематический вид сбоку установки согласно настоящему изобретению;
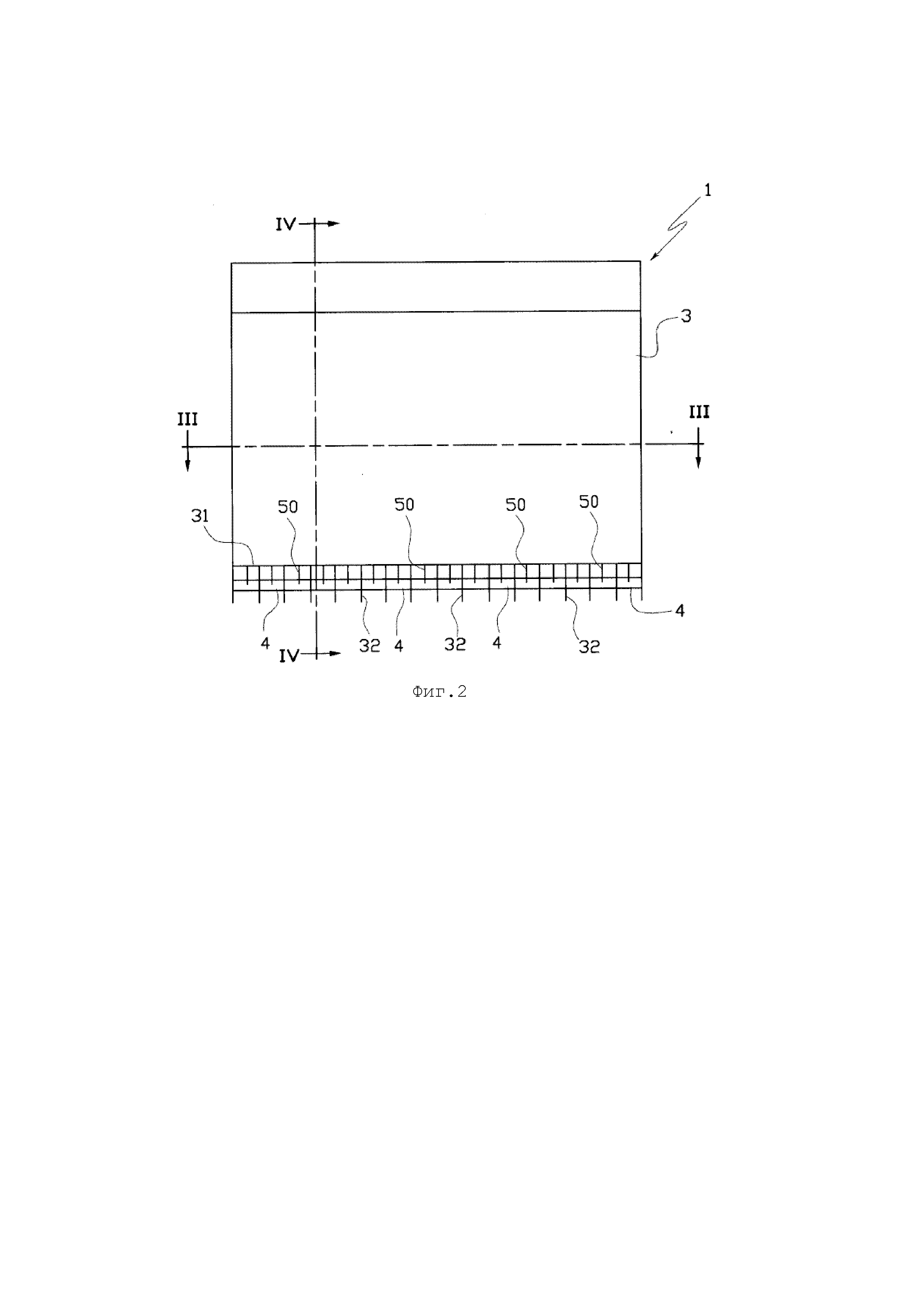
- Фигура 2 представляет собой схематический вид в перспективе детали установки, показанной на Фигуре 1;
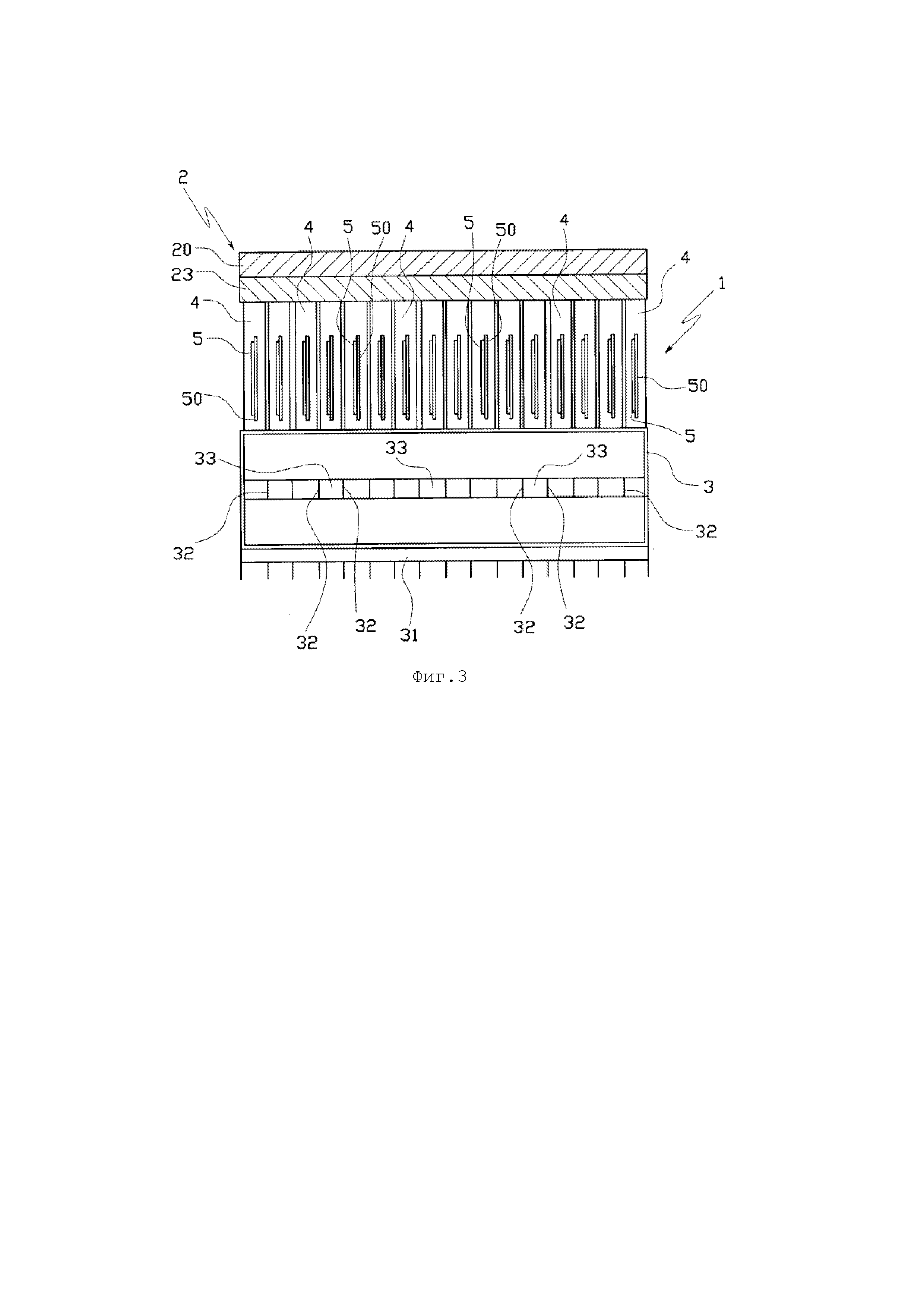
- Фигура 3 представляет собой боковой разрез детали, показанной на Фигуре 2;
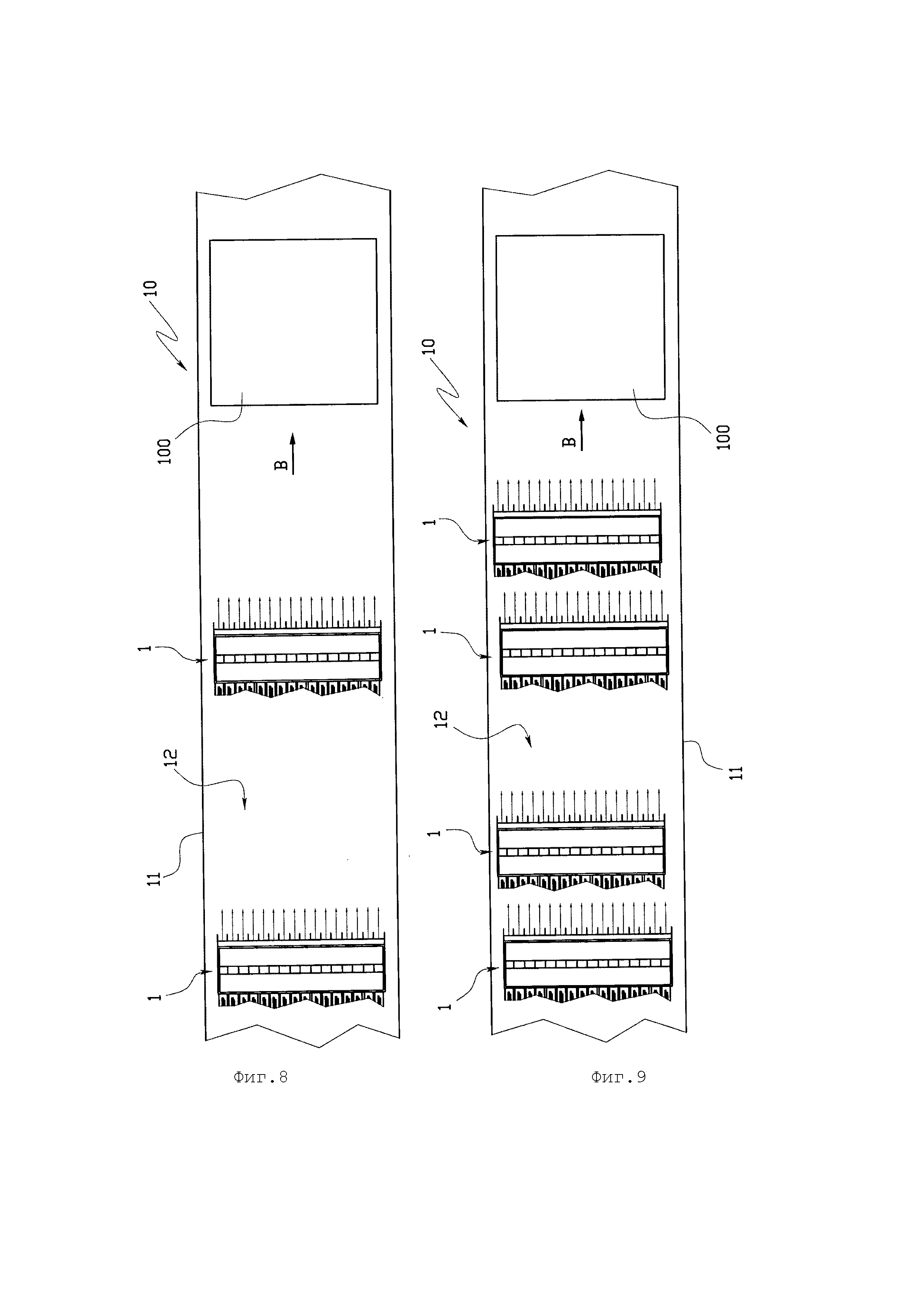
- Фигуры с 4 по 7 представляют собой схематические виды сбоку последовательных этапов работы части установки, показанной на Фигуре 1;
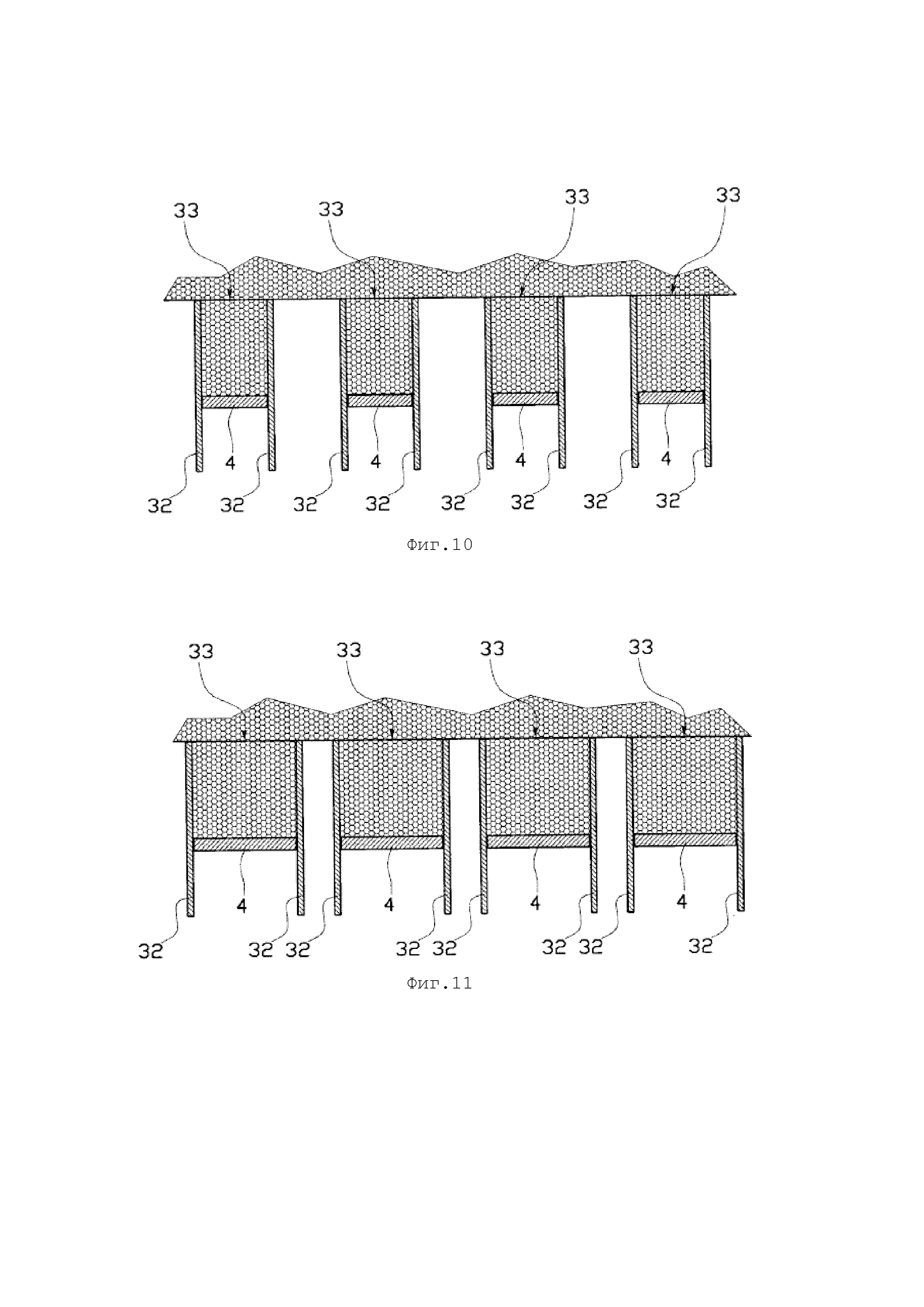
- Фигуры с 8 по 11 представляют собой схематические виды сбоку последовательных этапов работы другого варианта выполнения детали, показанной на Фигурах 4-7;
- Фигуры 12 а)-d) представляют собой виды сбоку основного изделия во время различных этапов, показанных на Фигурах 4-7;
- Фигуры 13 а)-d) представляют собой виды сверху основного изделия, показанного на Фигурах 12 а)-d), соответственно; а также
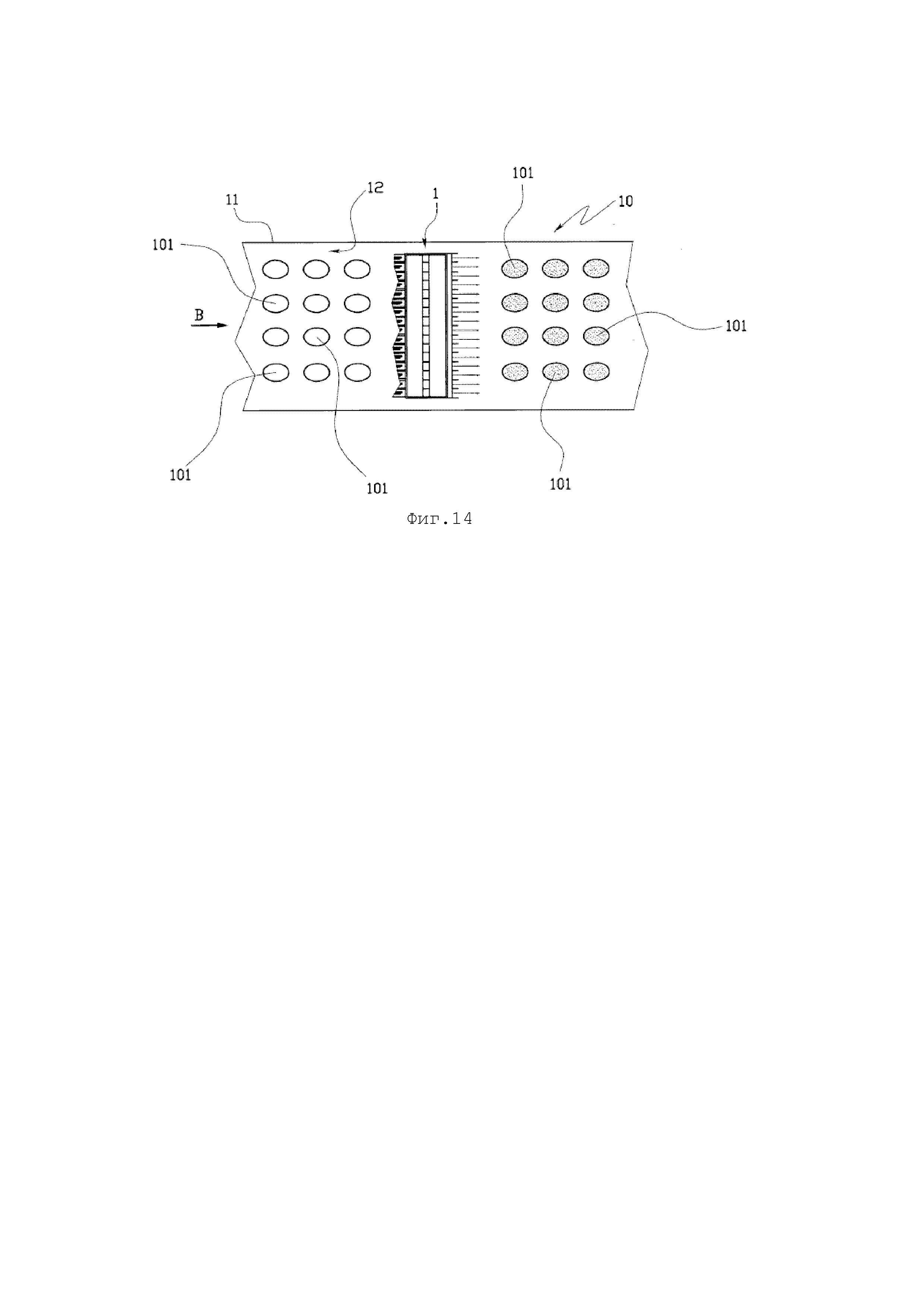
- Фигура 14 представляет собой схематический вид сбоку другого варианта выполнения части установки, показанной на Фигурах с 4 по 7.
ПОДРОБНОЕ ОПИСАНИЕ
Установка для изготовления керамического изделия T в целом обозначена ссылочной позицией 1 на Фигуре 1. В частности, керамическое изделие Т представляет собой плиту (более точно, плитку).
Установка 1 включает машину 2 для декорирования поверхности основного изделия 3, содержащего керамический материал и имеющего по меньшей мере поверхность 4; уплотнительную машину 5 для уплотнения порошкового материала CP, содержащего керамический порошок, для получения слоя уплотненного порошка KP; и транспортировочный узел 6, который выполнен с возможностью подачи (по существу непрерывным образом) порошкового материала CP по заданному пути P от входной станции 7 к уплатнительной машине 5 и слоя уплотненного порошка KP из уплотнительной машины 5 в машину для декорирования 2 (и до выходной станции 8). В частности, машина для уплотнения 5 и машина 2 расположены вдоль пути P между входной станцией 7 и выходной станцией 8. Более конкретно, машина 2 расположена ниже по потоку от уплотнительной машины 5.
В частности, основное изделие 3 содержит (по меньшей мере) участок слоя уплотненного порошка KP.
В соответствии с некоторыми неограничительными вариантами выполнения установка 1 включает по меньшей мере режущий узел 9 для поперечной резки слоя уплотненного порошка KP для получения основного изделия 3, которое имеет участок слоя уплотненного порошка KP. В частности, режущий узел 9 расположен вдоль пути Р (более конкретно, ниже по потоку от уплотнительной машины 5 и выше по потоку от машины 2). Предпочтительно, но не обязательно, транспортировочный узел 6 выполнен с возможностью подачи слоя уплотненного порошка KP в режущий узел 9 и транспортировки основного изделия 3 ниже по потоку от режущего узла 9 (через машину 2).
Согласно некоторым неограничительным вариантам выполнения установка 1 дополнительно включает сушилку 10, расположенную вдоль пути P ниже по потоку от уплотнительной машины 5 (более конкретно, ниже по потоку от режущего узла 9) и выше по потоку от машины 2.
В соответствии с некоторыми неограничительными вариантами выполнения установка 1 также включает обжиговую печь 11 для спекания (слоя уплотненного порошка KP) основного изделия 3 для получения керамического изделия Т. В частности, обжиговая печь 11 установлена вдоль заданного пути P ниже по потоку от машины 2 (и ниже по потоку от станции 15 удаления, более подробно описанной ниже).
В соответствии с некоторыми неограничительными и не проиллюстрированными вариантами выполнения, установка 1 не включает уплотнительную машину 5 и режущий узел 9, но она включает традиционную прессовочную машину (известного типа) для плиток. Как правило, такая прессовочная машина снабжена гидравлическим прессовочным устройством с вертикальной осью, выполненным с возможностью прессования керамического материала в порошок для получения отдельных плит (не требующих резки) из прессованного материала напрямую.
Машина 2 включает транспортировочное устройство 12 (которое является, в частности, частью транспортировочного узла 6) для транспортировки (с практически непрерывным движением) основного изделия 3 по заданному пути P через станцию нанесения 13 и рабочую станцию 14 (расположены ниже по потоку от станции 13). Согласно некоторым вариантам выполнения транспортировочное устройство 12 также выполнено с возможностью перемещения основного изделия 3 через станцию удаления 15 (в частности, расположенную вдоль пути P ниже по потоку от рабочей станции 14).
Машина 2 дополнительно включает печатный узел 16, который расположен на станции нанесения 13 и выполнен с возможностью нанесения (цифровым образом) адгезивного материала 17 (например, см. Фигуры 5, 9, 12 и 13) на поверхность 4. В частности, печатный узел 16 выполнен с возможностью избирательного нанесения адгезивного материала 17 по меньшей мере на определенную область 18 поверхности 4, так что по меньшей мере дополнительная область 19 (в частности, отличающаяся от определенной области 18) поверхности 4 остается без адгезивного материала 17.
Машина 2 также содержит узел обработки 20, который расположен на рабочей станции 14 и выполнен с возможностью осаждения (цифровым образом) порошкового материала 21 (в частности, на адгезивный материал 17) выборочно в определенной области 18 поверхности 4, так, чтобы не покрывать по меньшей мере участок дополнительной области 19 поверхности 4.
Тот факт, что адгезивный материал 17 (который, в частности, не обязательно является липким и служит для удержания по меньшей мере части порошкового материала 21 на основном изделии 3) и порошковый материал 21 присутствуют на поверхности 4 в одно и то же время, позволяет снизить риски, связанные с тем, что порошковый материал 21 будет двигаться по основному изделию 3. Это преимущество особенно очевидно, когда порошковый материал 21 наносится на адгезивный материал 17, который уже присутствует на поверхности 4.
В соответствии с некоторыми неограничительными вариантами выполнения (см. Фигуры 1-11), машина 2 содержит устройство 22 удаления, которое расположено на станции 15 удаления и выполнено с возможностью удаления избытка порошкового материала 21 (другими словами, не связанного с адгезивным материалом), присутствующего на основном изделии 3.
В частности, порошковый материал содержит (более точно, состоит из) керамический материал.
Согласно некоторым неограничительным вариантам выполнения, порошковый материал содержит (более конкретно, состоит из) частицы с размерами в диапазоне от 50 до 500 мкм (более точно, от 100 до 500 мкм).
Размеры частиц получают путем последовательного просеивания с использованием сит с отверстиями уменьшающихся размеров (диаметров). Диаметр отверстий первого сита, которое не позволяет проходить частицам, обозначает размеры (точнее, диаметр) частиц.
Измерения путем последовательного просеивания выполняются до тех пор, пока размеры (точнее, диаметры) частиц позволяют проходить частицам через отверстия сит (в частности, до минимум 0,05 мм).
Предпочтительно, но не обязательно, печатный узел 16 включает по меньшей мере струйную головку (струйная печать известна сама по себе и не проиллюстрирована), которая выполнена с возможностью испускания одной или нескольких струй адгезивного материала на поверхность 4. Например, печатный узел 16 является таким, как описано в заявке на патент EP703863. В частности, головка является, в некоторых конкретных случаях, пьезоэлектрической струйной головкой; например, Dimatix StarFireTM SG1024 (от Fujifilm®) или Xaar® 1003 GS40.
Предпочтительно, но не обязательно, устройство 22 удаления содержит всасывающий блок 22′ для всасывания избыточного порошкового материала 21 (другими словами, не связанного с поверхностью 4 посредством адгезивного материала 17). Более точно, всасывающий блок 22’ сконструирован таким образом, что при использовании порошковый материал 21 удаляется посредством всасывания вверх. В частности, всасывающий блок 22’ содержит обращенное вниз всасывающее отверстие.
Всасывание позволяет (например, в отношении выдувания) снизить риск того, что порошковый материал 21 достигнет нежелательных областей поверхности 4.
Согласно некоторым неограничительным вариантам выполнения (см. Фигуры с 8 по 11), узел обработки 20 содержит устройство осаждения 23 и по меньшей мере устройство осаждения 24. В частности, устройство осаждения 23 выполнено с возможностью нанесения первого типа порошкового материала 21 (такой тип представлен на Фигурах 8-11 точками уменьшенных размеров) (выборочно) в первой части определенной области 18; устройство осаждения 24 выполнено с возможностью осаждения порошкового материала второго типа (отличающегося от порошкового материала первого типа и представленного на Фигурах 8-11 с более крупными точками, чем точки первого типа) (выборочно) во второй части определенной области 18, отличающейся от первой части определенной области 18.
Более точно, в некоторых случаях устройство 23 осаждения выполнено с возможностью осаждения первого типа порошкового материала 21 выборочно в первой части определенной области 18, а не во второй части определенной области 18; второе устройство 24 осаждения выполнено с возможностью осаждения второго типа порошкового материала 21 выборочно во второй части определенной области 18, а не во второй части.
В частности, первый и второй типы порошкового материала 21 отличаются друг от друга своими механическими/физическими характеристиками и/или цветом.
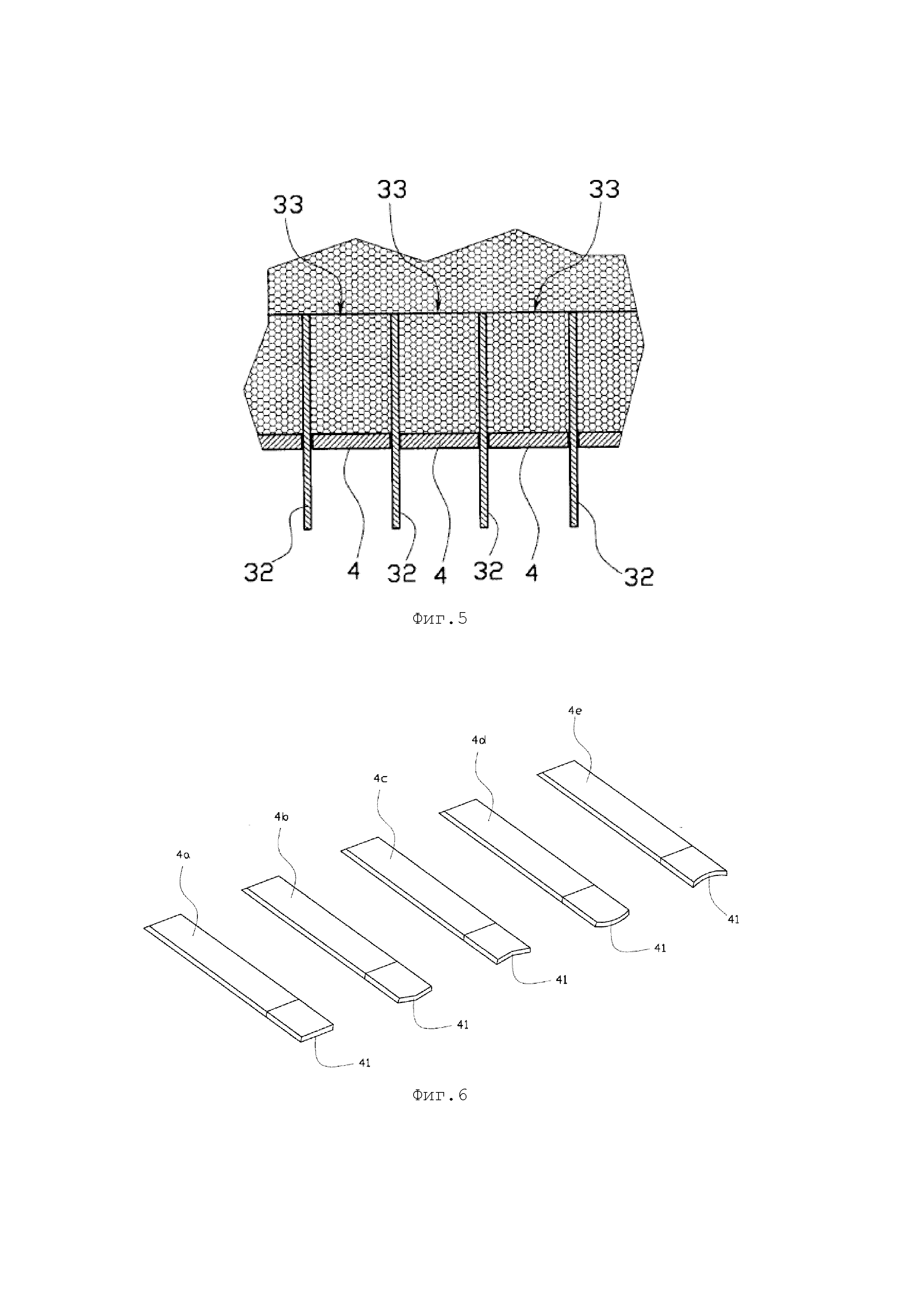
В соответствии с конкретными неограничительными вариантами выполнения (показанными на Фигурах 2 и 3), узел обработки 20 (более точно, каждое устройство осаждения 23 и 24) имеет переднюю поверхность 33, на которую выгружается порошковый материал 21.
В вариантах выполнения, показанных на Фигурах 8-11, передние поверхности 33 устройств осаждения 23 и 24 обращены друг к другу (в противоположных направлениях). Таким образом, время между двумя нанесениями порошкового материала 21 сокращается.
Согласно варианту выполнения, показанному на Фигуре 14, передние поверхности 33 устройств осаждения 23 и 24 обращены в одном направлении (в частности, в направлении продвижения А).
Имея два (или более) устройства осаждения 23 и 24, можно получить комбинации двух (или более) типов порошкового материала 21 на поверхности 4 относительно простым образом. Таким образом, можно создавать специальные эстетические эффекты, такие как, например, комбинации разных цветов и/или разных оттенков (например, разных оттенков серого).
В связи с этим отметим, что в качестве альтернативы или в дополнение к вышесказанному первый и второй типы порошкового материала 21 могут быть нанесены в одной и той же части определенной области 18 (в различных количествах). Таким образом, например, можно получить оттенки разных цветов.
В соответствии с некоторыми неограничительными и не проиллюстрированными вариантами выполнения устройство удаления 22 содержит дополнительный всасывающий блок, расположенный между устройствами осаждения 23 и 24.
В соответствии с некоторыми неограничительными и не проиллюстрированными вариантами выполнения, машина 2 содержит последовательно, в направлении продвижения A и вдоль пути P, печатный узел 16 (снабженный устройством нанесения 30), узел обработки 20 (снабженный устройством осаждения 23), устройство удаления 22, дополнительный печатный узел (по существу, такой же, как печатный узел 16), дополнительный узел обработки (по существу, такой же, как узел обработки 20) и дополнительное устройство удаления (по существу, такое же как устройство удаления 22).
Предпочтительно, но не обязательно, машина 2 также содержит блок управления 25 (показанный на Фигуре 4), который выполнен с возможностью управления печатным узлом 16 (цифровым образом), так что сам печатный узел 16 наносит адгезивный материал 17 для воспроизведения рисунка, определенного на поверхности 4. Блок управления 25 выполнен с возможностью управления узлом обработки 20 (цифровым образом), так что узел обработки 20 сам осаждает порошковый материал 21 для воспроизведения дополнительного рисунка, определенного на самой поверхности 4.
В частности, рисунок и дополнительный рисунок запоминаются в блоке управления.
Предпочтительно, но не обязательно (как показано, например, на Фигурах 13в) и 12в)), рисунок и дополнительный рисунок совпадают. В этих случаях распределение порошкового материала 21 на поверхности 4 может казаться больше, чем распределение адгезивного материала 17, поскольку узел обработки 20 является более неточным, чем печатный узел 16, и при использовании, некоторое количество порошкового материала 21 предпочтительно осаждается немного в избытке относительно того, что требуется (чтобы уменьшить риск появления областей, в которых порошковый материал 21 имеет существенное значение и остается без требуемого количества).
В частности, транспортировочное устройство 12 выполнено с возможностью транспортировать основное изделие 3 через рабочую станцию 14 в направлении продвижения А.
В соответствии с некоторыми неограничительными вариантами выполнения (Фигуры 2 и 3), узел обработки 20 (более точно, каждое устройство осаждения 23 и 24) содержит по меньшей мере контейнер 26 (в частности, бункер), который выполнен с возможностью содержания порошкового материала 21 и имеет выходное отверстие 27, продольное расширение которого является поперечным (в частности, перпендикулярным) к направлению продвижения A; группа распределительных элементов 28 (пальцы) (только один из которых показан на Фигурах 2 и 3), которые расположены последовательно вдоль выходного отверстия 27 (чтобы закрывать выходное отверстие 27 непосредственно); и группа исполнительных механизмов 29, каждый из которых выполнен с возможностью перемещения соответствующего распределительного элемента 28 (независимо от других распределительных элементов 13) между закрытым положением, при этом в котором соответствующий распределительный элемент 28 блокирует прохождение порошкового материала 21 через область выпускного отверстия 27, в которой он расположен, и открытым положением, в котором соответствующий распределительный элемент 28 позволяет проходить порошковому материалу 21 через область выпускного отверстия 27, в которой он расположен.
В соответствии с некоторыми неограничительными вариантами выполнения, узел обработки 20 является таким, как описано в заявке на патент WO2009118611 (того же Заявителя) и/или в патенте IT1314623.
В соответствии с некоторыми неограничительными вариантами выполнения (Фигуры 8-11), печатный узел 16 содержит по меньшей мере два устройства нанесения 30, которые не зависят друг от друга, и каждое из которых выполнено с возможностью испускать одну или несколько струй адгезивного материала 17 на указанную поверхность 4. В частности, каждое устройство нанесения 30 включает по меньшей мере соответствующую струйную головку.
Наличие двух устройств нанесения позволяет ускорить движение основного изделия 3 по пути P и, таким образом, повысить производительность/эффективность машины 2 (и/или установки 1).
В варианте выполнения, показанном на Фигурах 8-11, устройства для нанесения 30 расположены перед устройствами осаждения 23 и 24. В соответствии с некоторыми неограничительными и не проиллюстрированными вариантами выполнения одно из двух устройств нанесения 30 расположено между устройствами осаждения 23 и 24 и наносит на поверхность 4 адгезивный материал 17, на которую осажден второй тип порошкового материала 21.
В соответствии с некоторыми неограничительными вариантами выполнения (например, показанным на Фигуре 1) режущий узел 9 содержит режущее лезвие 31, которое выполнено с возможностью контакта со слоем уплотненного керамического порошка KP для его резания, и устройство обработки (известное само по себе и не показанное) для перемещения режущего лезвия 31 по поперечной траектории (точнее, по диагонали) в направлении А. Таким образом, можно снабдить основное изделие 3 концевыми кромками, которые по существу располагаются перпендикулярно направлению А, в то время как слой уплотненного керамического порошка KP продвигается непрерывным движением.
Предпочтительно, но не обязательно, режущий узел 9 также содержит два дополнительных лезвия 32, которые расположены на противоположных сторонах пути P и выполнены с возможностью резания слоя уплотненного керамического порошка KP и определения боковых краев основного изделия 3, которые расположены по существу перпендикулярно концевым кромкам (и по существу параллельно направлению А). В некоторых конкретных случаях режущий узел 9 подобен узлу, описанному в заявке на патент с номером публикации EP1415780.
В соответствии с дополнительным аспектом настоящего изобретения также предложен способ для декорирования поверхности основного изделия 3, содержащего керамический материал и имеющего по меньшей мере поверхность 4.
Предпочтительно, но не обязательно, такой способ осуществляется машиной 2, описанной выше.
Данный способ включает этап транспортировки, на котором основное изделие 3 транспортируют по заданному пути P через станцию нанесения 13 и рабочую станцию 14 (расположенную ниже по потоку от станции нанесения); этап нанесения, на котором печатный узел 16, расположенный на станции нанесения 13, наносит (цифровым образом) адгезивный материал 17 на поверхность 4; этап осаждения (который следует по меньшей мере частично за этапом нанесения), на котором узел обработки 20 (в частности, как определено выше), расположенный на рабочей станции 14, осаждает (цифровым образом) порошковый материал 21 (на адгезивный материал 17) выборочно в определенной области 18 поверхности 4, чтобы не покрывать по меньшей мере часть дополнительной области 19 (отличной от определенной области 18) самой поверхности 4.
В частности, на этапе транспортировки транспортировочное устройство 12 (в частности, как определено выше) транспортирует основное изделие 3 по заданному пути P через станцию нанесения 13, рабочую станцию 14 и станцию удаления 15.
Предпочтительно, но не обязательно, на этапе осаждения узел обработки 20 осаждает порошковый материал 21 с небольшим избытком по отношению к фактически необходимому количеству.
Согласно некоторым неограничительным вариантам выполнения адгезивный материал (который, в частности, не обязательно является липким и служит для удержания по меньшей мере части порошкового материала 21 на основном изделии 3), содержит (точнее, состоит из) смеси, содержащей гликоли (такие как DEG или PEG), сложные эфиры (например, сложные эфиры жирных кислот), ацетаты (например, метилацетат или этилацетат), винилацетаты, полиспирты (такие как поливиниловый спирт) и т.д.
Дополнительно или в качестве альтернативы, согласно некоторым неограничительным вариантам выполнения, адгезивный материал выбирают из группы, состоящей из: по существу стабильного материала (в частности, композиции), который существенно не изменяет свои характеристики при контакте с воздухом и при температурах по меньшей мере от 15°С до 60°С, термопластичный материал (в частности, композиция), который затвердевает при комнатной температуре, композиция с по меньшей мере компонентом, поглощаемым основным изделием 3, отверждаемый материал (композиция), который выполнен с возможностью отверждения при контакте с отвердителем (присутствующим в порошковом материале 21) и их комбинацией. В частности, адгезивный материал выбирают из группы, состоящей из: термопластичного материала (в частности, композиции), отверждаемого материала и их комбинации.
В частности, адгезивный материал (более точно, по существу стабильный материал) таков, что не испаряется значительно (после нанесения на основное изделие 3 - между этапом нанесения и этапом осаждения).
Если адгезивный материал содержит, в частности, является отверждаемой композицией, порошковый материал 21 содержит отвердитель (например, пероксид) для отверждаемой композиции.
Предпочтительно, но не обязательно, адгезивный материал выполнен с возможностью нанесения с помощью струйной головки (пьезоэлектрической).
Предпочтительно, но не обязательно, адгезивный материал содержит, в частности, является, по существу, стабильным материалом (в частности, композицией).
В соответствии с некоторым предпочтительными неограничительными вариантами выполнения адгезивный материал (более точно, по существу стабильный материал) частично поглощается основным изделием 3 (между этапом нанесения и этапом осаждения).
В соответствии с некоторыми неограничительными вариантами выполнения адгезивный материал содержит, в частности, термопластичный материал (в частности, композицию).
В соответствии с некоторыми неограничительными вариантами выполнения адгезивный материал содержит, в частности, композицию, содержащую по меньшей мере компонент, поглощаемый основным изделием 3.
В соответствии с некоторыми неограничительными вариантами выполнения адгезивный материал содержит, в частности, отверждаемый материал (композицию).
В соответствии с конкретными неограничительными вариантами выполнения, по существу стабильный материал содержит (в частности, состоит из) парафиновые или этерифицированные масла и по меньшей мере размолотую неорганическую эмаль и диспергирован в таких маслах. Например, по существу стабильным материалом является SDS VIK M6 от Ferro®.
В соответствии с конкретными неограничительными вариантами выполнения термопластичный материал представляет собой материал типа Hot-Melt и, в частности, включает (в частности, представляет собой) смесь EVA (этиленвинилацетат), парафиновые воска и олигомеры стирола (Бергерон, В., Бонн, Д., Мартин, Д.Ю. и Вовель, Л., Контроль осаждения капель с помощью полимерных добавок, Nature, 405, 772-775 (2000); Le, HP, Прогресс и тенденции в технологии струйной печати, J. Image Sci. Tech., 42, 49-62 (1998); Вершуерен, М., Модель диффузного интерфейса для разработки структуры в потоке, к.т.н. дипломная работа, Эйндховенский технологический университет, Нидерланды (1999).
В соответствии с конкретными неограничительными вариантами выполнения композиция с по меньшей мере абсорбируемым компонентом включает (в частности, представляет собой) водный или спиртовой раствор поливинилового спирта (например, Mowiol® от kuraray®) и/или поливинилацетатов (например, ® Mowital LP BX 860 от kuraray®).
В соответствии с конкретными неограничительными вариантами выполнения отверждаемая композиция содержит (в частности, представляет собой) по меньшей мере ненасыщенную смолу (точнее, смесь ненасыщенных смол). В частности, ненасыщенная смола представляет собой полиэфирную смолу (с акриловыми группами). В некоторых неограничительных случаях ненасыщенная смола содержит стирольные группы. В качестве отверждаемой композиции может использоваться литьевая полиэфирная смола Water Clear от Easy CompositesTM (Easy Composites Ltd, подразделение 39 Park Hall Business Village, Лонгтон, Сток-он-Трент. ST3 5XA; Web. www.easycomposites.co.uk.).
В соответствии с некоторыми неограничительными и не проиллюстрированными вариантами выполнения, на этапе нанесения печатный узел 16 наносит адгезивный материал 17 по всей поверхности 4.
Предпочтительно, но не обязательно, на этапе нанесения печатный узел 16 наносит адгезивный материал 17 выборочно на определенную область 18 поверхности 4, так что по меньшей мере дополнительная область 19 поверхности 4 остается без адгезивного материала 17.
В частности, на этапе транспортировки основное изделие 3 транспортируют по заданному пути P через станцию удаления 15 (расположенную ниже по потоку от рабочей станции). Более конкретно, данный способ также включает этап удаления (который следует по меньшей мере частично после этапа осаждения), на котором избыток порошкового материала 21 (другими словами, не связанный с адгезивным материалом), расположенный на основном изделии 3, удаляют в станции удаления 15.
Предпочтительно, но не обязательно, на этапе осаждения узел обработки 20 осаждает первый тип порошкового материала 21 (выборочно) в первой части определенной области 18, и второй тип порошкового материала 21 (выборочно) во второй части определенной области 18 (по меньшей мере, частично) отличающейся от первой части определенной области 18.
В соответствии с некоторыми неограничительными вариантами выполнения, узел обработки 20 осаждает первый тип порошкового материала 21 (выборочно) в первой части определенной области 18, а не во второй части определенной области 18; узел обработки 20 осаждает второй тип порошкового материала 21 (выборочно) во второй части определенной области 21, а не в первой части.
В соответствии с некоторыми неограничительными вариантами выполнения, узел обработки 20 осаждает первый тип порошкового материала 21 (выборочно) по меньшей мере в первой части определенной области 18; узел обработки 20 осаждает второй тип порошкового материала 21 (выборочно) по меньшей мере в первой части определенной области 18. В этих случаях, в частности, для осаждения имеется некоторое количество порошкового материала 21 первого типа, которое недостаточно для покрытия всей первой части определенной области 18. Более точно, второй тип порошкового материала 21 прилипает к адгезивному материалу 17, когда не хватает достаточного количества первого типа порошкового материала 21. Таким образом, например, можно получить разные оттенки цвета и/или особые эстетические эффекты.
В частности, порошковый материал содержит (состоит из) керамический материал.
В некоторых случаях порошковый материал содержит (в частности, состоит из) частицы с размерами от 50 до 500 мкм.
В соответствии с некоторыми неограничительными вариантами выполнения, на этапе нанесения печатный узел 16 наносит адгезивный материал 17 посредством испускания по меньшей мере одной струи самого адгезивного материала 17. В частности, печатный узел 16 содержит струйную головку, которая испускает одну или несколько струй адгезивного материала 17 по направлению к поверхности 4.
Предпочтительно, но не обязательно, на этапе удаления избыточный порошковый материал 21 (не связанный с адгезивным материалом) удаляют посредством всасывания.
В соответствии с некоторыми неограничительными вариантами выполнения на этапе нанесения печатный узел 16 наносит адгезивный материал 17 на поверхность цифровым образом (в частности, он управляется цифровым образом), чтобы воспроизвести на поверхности 4 определенный рисунок (посредством блока управления 25); на этапе осаждения узел обработки 20 наносит порошковый материал 21 цифровым образом(в частности, он управляется цифровым образом), чтобы воспроизвести на поверхности еще один определенный рисунок (посредством блока управления 25).
В некоторых случаях рисунок и дополнительный рисунок совпадают.
Описанный выше способ иллюстрируется, в частности, со ссылкой на обработки, выполняемые на основном изделии 3, в качестве примера на Фигурах 12 и 13. Более точно, Фигуры 12a) и 13a) иллюстрируют основное изделие 3, которое еще предстоит обработать; фигуры 12b) и 13b) иллюстрируют основное изделие 3 (после этапа нанесения), на которое был нанесен адгезивный материал 17; Фигуры 12b) и 13b) иллюстрируют основное изделие 3 (после этапа осаждения), на которое был нанесен порошковый материал 21 (можно заметить, что порошковый материал 21 слегка перекрывается по отношению к адгезивному материалу 17); и Фигуры 12d) и 13d) иллюстрируют основное изделие 3 (после этапа удаления), из которого был удален избыток порошкового материала 21.
Объект настоящего изобретения предлагает несколько преимуществ по сравнению с известным уровнем техники. К ним относятся: уменьшение количества отходов и/или количеств, подлежащих переработке, из порошкового материала; снижение риска изменения гранулометрии; возможность получать рисунки разных цветов и/или оттенков простым образом; возможность получения качественных рисунков с хорошим разрешением относительно несложным образом.
Если явно не указано иное, содержание ссылок (статей, книг, патентных заявок и т.д.), цитируемых в этом документе, упоминается в целом. В частности, указанные ссылки включены в настоящее описание для ссылки.
Реферат
Группа изобретений относится к способу и машине для декорирования поверхности основного изделия, содержащего керамический материал, кроме того, настоящее изобретение относится к способу и системе для изготовления керамических изделий. Способ включает несколько этапов. На этапе транспортировки основное изделие транспортируют по заданному пути через станцию нанесения, рабочую станцию, расположенную после станции нанесения, и станцию удаления, расположенную ниже по потоку от рабочей станции. На этапе нанесения печатный узел, расположенный на станции нанесения, наносит адгезивный материал выборочно в по меньшей мере определенной области поверхности, так что по меньшей мере дополнительная область поверхности, отличная от определенной области, остается без адгезивного материала. На этапе осаждения узел обработки, расположенный на рабочей станции, наносит порошковый материал на адгезивный материал выборочно в определенной области поверхности так, чтобы не покрывать по меньшей мере часть дополнительной области самой поверхности. На этапе удаления избыток порошкового материала, в частности, не связанный с адгезивным материалом, размещенного на основном изделии, удаляют на станции удаления. Основное изделие транспортируют через рабочую станцию в направлении продвижения. При этом узел обработки содержит по меньшей мере контейнер, группу распределительных элементов, которые расположены последовательно вдоль выходного отверстия, группу исполнительных механизмов, каждый из которых перемещает соответствующий распределительный элемент между закрытым положением. Причем соответствующий распределительный элемент блокирует прохождение порошкового материала через область выходного отверстия, в которой он расположен, и открытым положением. Контейнер выполнен с возможностью содержания порошкового материала и имеющий выходное отверстие, продольное расширение которого является поперечным, в частности перпендикулярным, к направлению продвижения. При этом соответствующий распределительный элемент позволяет проходить порошковому материалу через область выпускного отверстия, в которой он расположен. Техническим результатом является повышение точности нанесения порошкового материала и снижение избытка порошкового материала. 3 н. и 17 з.п. ф-лы, 14 ил.
Комментарии