Пре-хонингованный ракель, имеющий пластину с искривленным профилем, и способ изготовления указанного ракеля - RU2411130C2
Код документа: RU2411130C2
Чертежи








Описание
Изобретение относится пре-хонингованному ракелю, имеющему пластину с искривленным профилем, и способу изготовления указанного ракеля.
Ракели являются хорошо известными устройствами, которые обычно используются для отделения от цилиндрической поверхности, имеющей конечный (валик) и бесконечный радиус (плоская поверхность), продукта (в жидком виде, в виде пасты или порошка), прилипшего к этой поверхности. Следовательно, ракели могут использоваться во многих областях для очистки поверхности валиков, используемых (например) для печати, распределения или нанесения клеящих веществ, для шлифовки и т.д.
Во многих способах печати ракели используются для распределения печатных чернил на рамке (как, например, при трафаретной печати) или удаления избытка чернил с печатного валика (ротационная печать, флексографическая печать и т.д.) или с плоского клише (типографская печать, тампография).
Что касается печатных станков, ракель функционирует непосредственно в контакте с поверхностью печатного валика для удаления печатных чернил с невыгравированных частей указанной поверхности и для удаления избытка печатных чернил с выгравированных частей указанной поверхности; следовательно, обе поверхности печатного валика и ракель подвержены износу вследствие высокой скорости вращения. Следовательно, печатные валики часто покрывают слоем твердого материала (например, керамическим материалом или твердым хромовым покрытием), который может отличаться в зависимости от специфики применения.
Современные ракели для печатных машин состоят главным образом из металлической подложки, состоящей из лопасти, изготовленной из прецизионной стали, подвергнутой холодной прокатке и закаленной.
При наличии коррозии или, в общем случае, если требуется высокая устойчивость к трению и износу, металлическая подложка может состоять из лопасти, изготовленной из мартенситной нержавеющей стали или из лопасти, изготовленной из низколегированной стали с различными добавками.
Для увеличения износоустойчивости сборки ракель-валик в большинстве случаев металлическую подложку полностью или частично покрывают вдоль края(краев) покровными слоями различных типов: тонкими металлическими слоями (например, хромируют или никелируют), слоями из керамических материалов или полимером и т.д., нанесенных при помощи известных процессов.
В данной области техники также известны ракели, полностью состоящие из синтетических материалов, с целью повышения их адгезии к поверхности валика и снижения износа указанного валика.
Во всех вышеописанных случаях один или оба прямых края, предназначенных для контакта с печатным валиком, имеют профиль, который, как предполагается, в каждом конкретном случае наилучшим образом удовлетворят специфические потребности.
Известные на сегодняшний день ракели имеют следующие профили контактного края ракель-валик:
- прямоугольный профиль: ракель полной толщины, контактный край ракеля с валиком не пре-хонингован, имеет острые края под углом 90°, обрезанные, лишенные заусениц или отшлифованные (Фиг.1а);
- округлый профиль: ракель полной толщины, контактный край ракеля с валиком не пре-хонингован, и имеет округлые края (Фиг.1b);
- скошенный профиль: контактный край ракеля с валиком пре-хонингован под углом, при этом толщина скоса возрастает линейно от кончика указанного скоса до места его соединения с корпусом ракели; кончик скоса может быть или не быть округлым (Фиг.1е);
- профиль пластины: контактный край ракеля с валиком пре-хонингован с минимальным изменением толщины вдоль пластины от кончика указанной пластины до места ее соединения с корпусом ракеля; кончик пластины может быть или не быть округлым (Фиг.1с и 1d).
Что касается профиля пластины, то для получения тонкой пластины с постоянной или полупостоянной толщиной ее край утончают продольно способом тангенциальной шлифовки или с использованием чашеобразных шлифовальных кругов; поскольку в известных способах производства изготовления профиля пластины ось вращения шлифовального круга находится по существу под прямым углом к краю ракеля, изготовление желобков в основном производится в продольном направлении, которое по существу параллельно краю ракеля.
Если шлифовальный круг является тангенциальным, его ось вращения находится под прямыми углами к краю ракеля и параллельна пластине ракеля, и изготовление желобков происходит в направлении, параллельном краю ракеля (Фиг.1с); если шлифовальный круг представляет собой чашеобразный шлифовальный круг, его ось вращения по существу находится под прямыми углами к краю ракеля и пластине ракеля, и процесс изготовления желобков происходит в направлении почти параллельном краю ракеля (Фиг.1d).
В каждом конкретном случае геометрию каждого профиля, по сути, выбирают известным способом, согласно типу процесса (ротационная печать, флексографическая печать, тампография, нанесение и т.д.), а в пределах того же процесса, на основании параметров, которыми управляется указанный процесс, среди которых имеются: тип и твердость валика, тип клише, скорость вращения валика, тип и плотность чернил, прикладываемый нажим и т.д.
Задачей является гарантия удаления краски наилучшим возможным образом, т.е., в отношении процессов печати, регулирование наилучшим возможным образом количества чернил, которое заполняет ячейки клише валика. Это, в свою очередь, приводит к поиску наилучшего компромисса между длиной тиража, равномерностью тона на всем протяжении тиража и отсутствием дефектов печати, таких как полосы, смазывание и т.д.
Не пре-хонингованный контактный край, благодаря которому ракель можно использовать с обоих сторон, в основном применяется во флексографической печати, где относительно большая толщина лопасти в сочетании с характеристиками процесса печати предоставляет возможность для хорошей очистки анилоксовых валиков от краски; не пре-хонингованный ракель также используется в качестве закрывающего ракеля в чернильной камере.
Пре-хонингованный контактный край с кончиком в виде пластины имеет следующие преимущества:
- адаптируемость к валику: он может хорошо очищать даже валики с высокой плотностью строк и слабым нажимом при печати;
- гибкость: уменьшенная толщина пластины относительно более жесткого корпуса лопасти позволяет ограничивать нажим при работе даже при больших скоростях и, следовательно, приводит к увеличению срока эксплуатации лопасти и, таким образом, тиража;
- равномерность износа пластины, результатом чего является хорошее постоянство тона для всего тиража;
и следующие недостатки:
- в результате процесса изготовления желобков в продольном направлении во время износа длинные бороздки материала, возникающие при изготовлении ракеля, имеют тенденцию образовывать на лопасти более глубокие желобки и более высокие выступы; такие бороздки могут приводить к дефектам при печати или повреждению самого ракеля, печатных чернильных фильтров или другого вспомогательного оборудования, такого как насосы и т.д.;
- вследствие резкого изменения толщины из-за короткого соединения между пластиной и корпусом ракеля и особенности выполнения точки соединения, эластичность ракеля резко меняется в области соединения, это приводит к риску поломки и/или появлению постоянного сгиба ракеля в области соединения и т.д.;
- реальный угол работы сильно изменяется даже при минимальных изменениях в нажатии вследствие непрочности пластины в точке соединения.
С другой стороны, пре-хонингованный скошенный контактный край должен гарантировать более равномерную реакцию в отношении прикладываемого нажима. Наклонные скосы, получаемые с использованием чашеобразного шлифовального круга, имеют образующиеся при обработке наклонные желобки относительно края лопасти, но также имеют линейное увеличение толщины, что нарушает равномерность очистки от краски из-за износа края, что приводит к изменениям тона.
В случае округлого кончика пластины или скоса время приработки ракеля уменьшается до минимума.
Также возможна комбинация множества профилей: например, в данной области техники известны ракели, у которых контактный край с валиком имеет изменяемую толщину, с полной толщиной на краях и пре-хонингованной центральной частью пластины, основной целью чего является уменьшение износа ракеля на краях валика при вибрации лопасти.
Путем снижения риска поломки лопасти на краях валика, и вследствие этого утечки чернил, получают увеличение времени эксплуатации лопасти и, таким образом, тиража при прочих равных параметрах.
Ни один из используемых сегодня ракелей не может полностью удовлетворить требования пользователей. Фактически, часто преобладают следующие проблемы:
- ломкость пластины или скоса;
- быстрый износ сборки ракель-валик в случае сильного нажима при печати и/или высоких скоростях и/или длинных тиражей;
- неравномерный износ сборки ракель - печатный валик, что приводит к отсутствию постоянства тона, к потускнению, полосам и/или другим дефектам;
- образованию на ракеле бороздок вследствие износа материала, формирующего ракель.
Целью настоящего изобретения является изготовление ракеля, подходящего для преодоления вышеуказанных недостатков, которыми обладают ракели предшествующего уровня техники; эта цель достигается посредством ракеля, который характеризуется признаками, приведенными в пункте 1 формулы изобретения, и который изготовлен способом, приведенным в пункте 10 формулы изобретения.
Дополнительные преимущественные характеристики изобретения представлены в зависимых пунктах формулы изобретения.
Ниже описаны не ограничивающие иллюстративные варианты осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
На Фиг.1а схематично показана перспектива терминальной области некоторых известных типов ракелей;
На Фиг.2 схематично показаны перспектива и вид сверху терминальной части ракеля, который является объектом настоящего изобретения;
На Фиг.3 схематично показан вид сбоку некоторых ракелей, которые являются объектами настоящего изобретения;
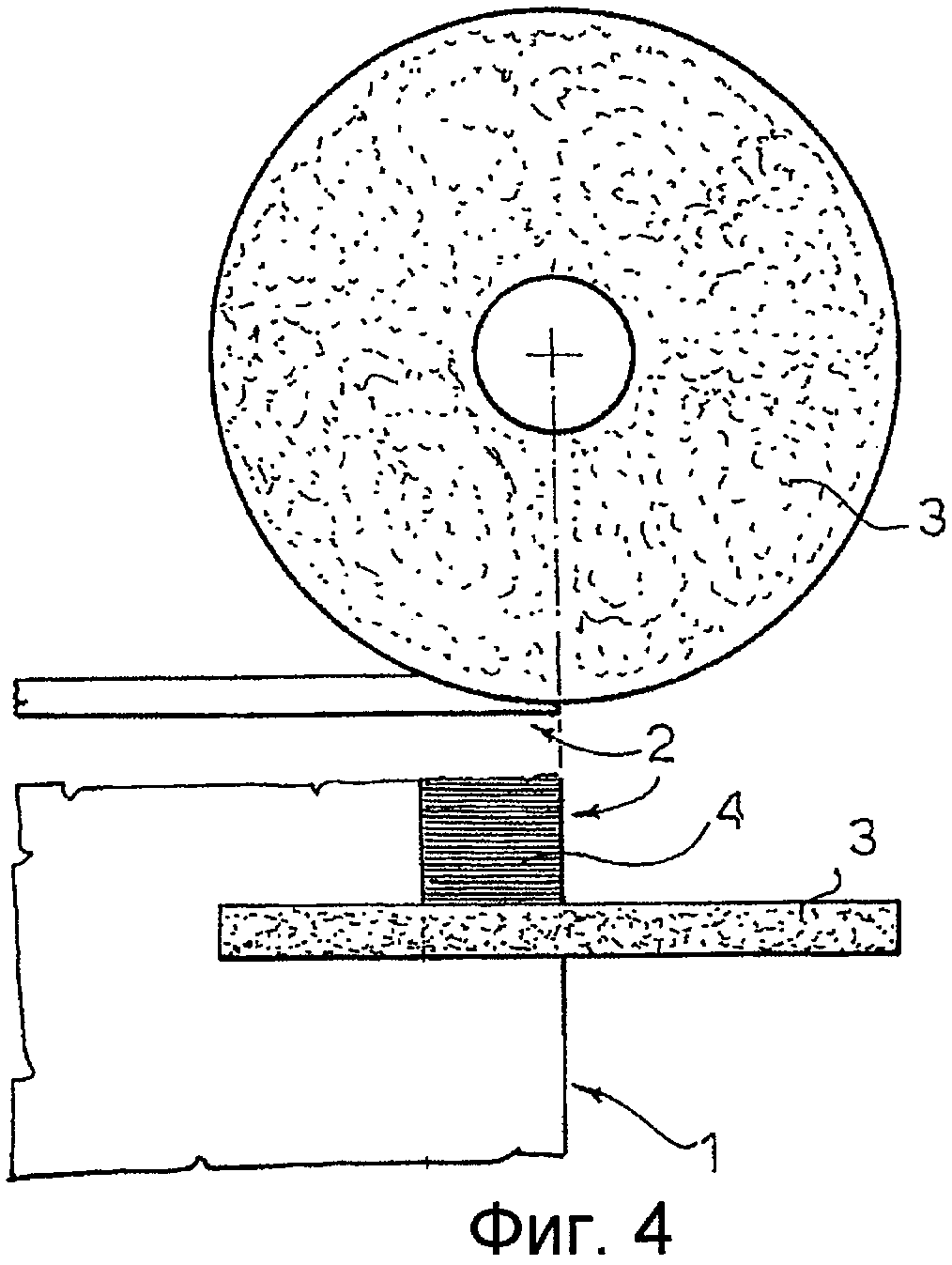
На Фиг.4 схематично показаны вид сбоку и вид сверху ракеля во время изготовления согласно первому варианту осуществления способа, который является объектом настоящего изобретения;
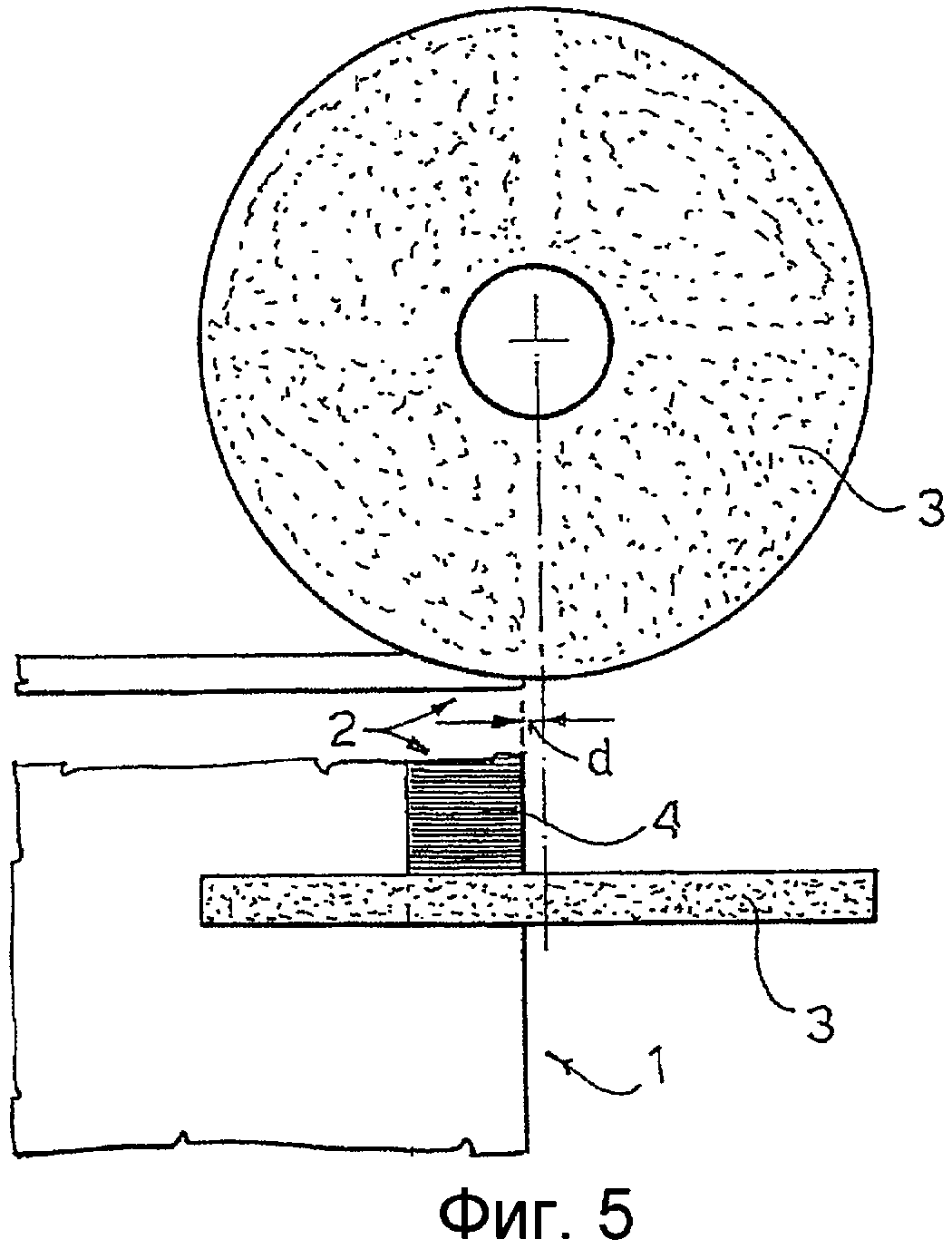
На Фиг.5 схематично показаны вид сбоку и вид сверху варианта способа по Фиг.4;
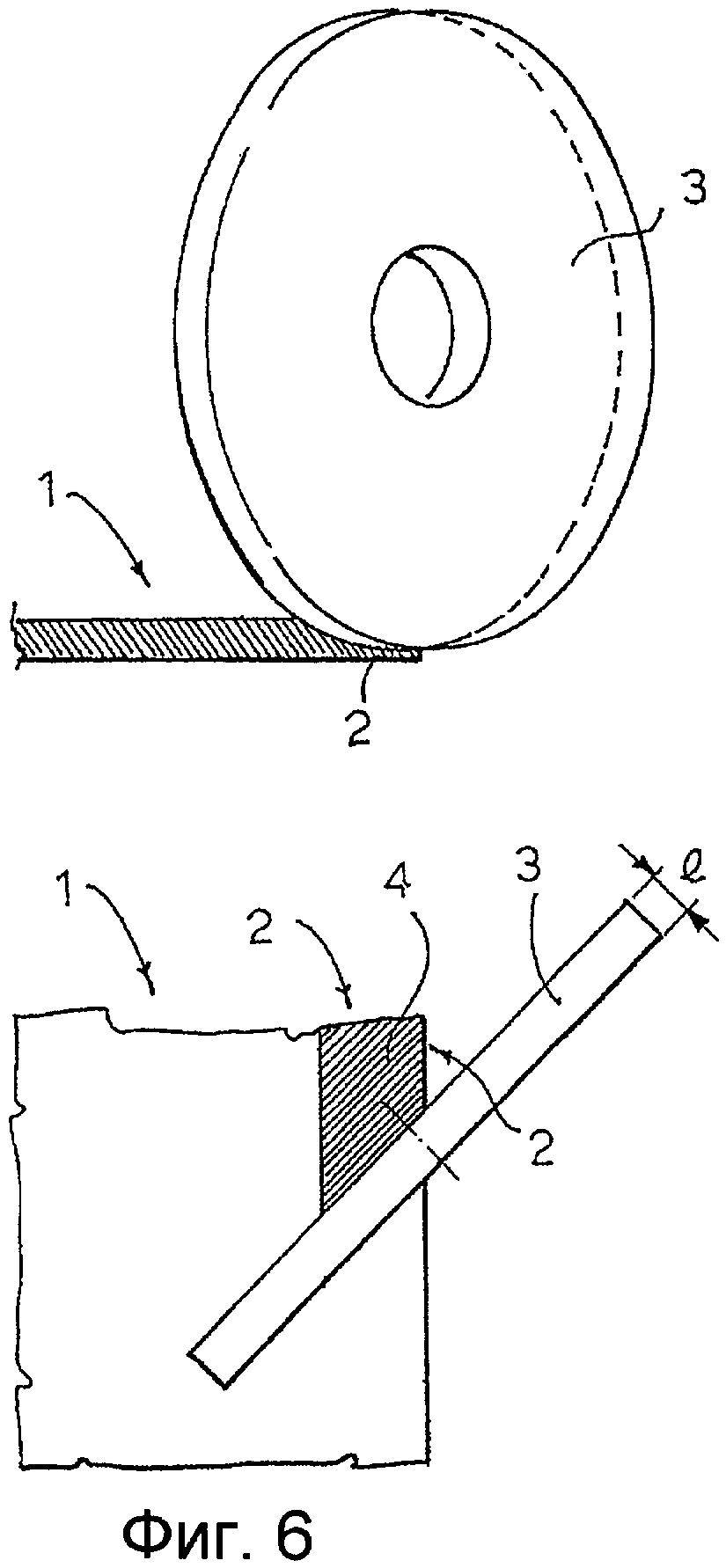
На Фиг.6 схематично показаны вид сбоку и вид сверху ракеля во время изготовления согласно второму варианту осуществления способа, который является объектом настоящего изобретения;
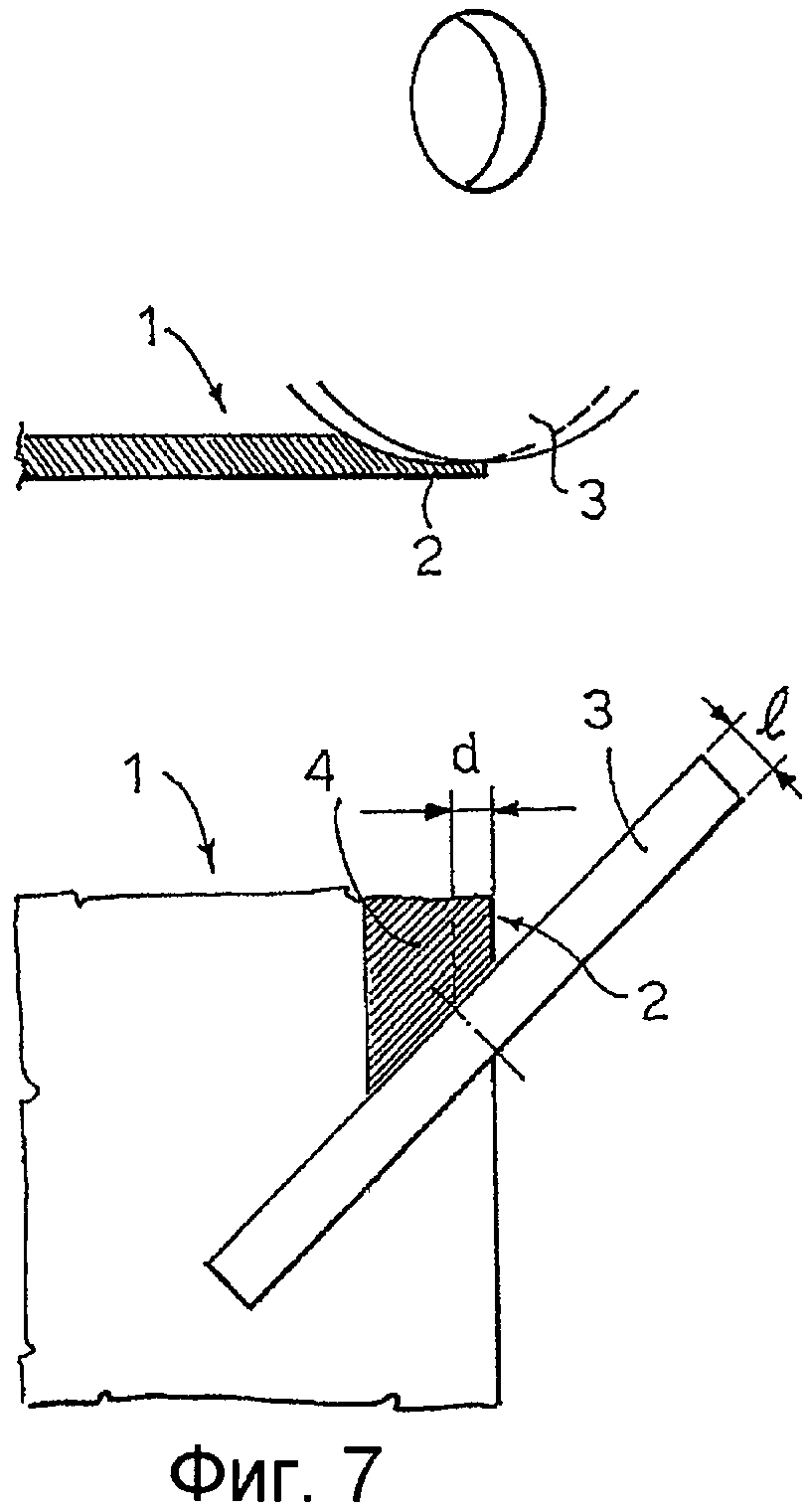
На Фиг.7 и 8 схематично показаны вид сбоку и вид сверху некоторых вариантов способа по Фиг.6.
В прилагаемых чертежах одинаковые элементы обозначены одинаковыми ссылочными позициями.
Настоящее изобретение относится к пре-хонингованному ракелю с профилем пластины, изготовленному при помощи шлифовального круга, причем пластина имеет искривленный профиль, а образующиеся при обработке желобки на пластине, изготовленные при помощи шлифовального круга, не параллельны краю ракеля.
Способ изготовления вышеуказанного ракеля - начиная с лопасти - также является объектом настоящего изобретения и содержит, по меньшей мере, этапы, на которых:
- сверху над полосой располагают шлифовальный круг с осью вращения, находящейся не под прямым углом к краю ракеля;
- приводят шлифовальный круг во вращение;
- перемещают полосу под шлифовальным кругом параллельно ее краю.
Как показано на Фиг. 2-8, контактный край ракель/печатный валик ракеля 1 согласно настоящему изобретению состоит из пластины 2 с искривленным профилем, полученным при помощи шлифовального круга 3, имеющего ось вращения, расположенную не под прямым углом к краю ракеля 1 так, что пластина 2 с искривленным профилем получается путем удаления материала под прямым углом или наклонно относительно края ракеля 1.
Шлифовальный круг 3 может представлять собой диск или конический шлифовальный круг, а его ось вращения может быть параллельной краю ракеля 1 (Фиг. 4 и 5) для изготовления пластины 2, имеющей профиль в виде дуги окружности, или наклоненной относительно края ракеля 1 (Фиг. 6-8) для формирования пластины 2, имеющей профиль в виде дуги эллипса, начальная часть которой, для части, сходной с прямой линией, имеет профиль с углом наклона между 0° и 3°, предпочтительно между 1,2° и 2,2°.
Если ось вращения шлифовального круга 3 параллельна краю ракеля 1 (Фиг. 4 и 5), то ракель 1 имеет желобки 4, образующиеся в результате обработки пластины 2, расположенные под прямым углом относительно края ракеля 1 (Фиг. 2, 4 и 5), тогда как если ось вращения шлифовального круга 3 наклонена относительно края ракеля 1 (Фиг. 6-8), то образующиеся при обработке желобки 4 наклонены относительно края ракеля 1 под углом, равным углу наклона оси вращения шлифовального круга 3 относительно края указанного ракеля.
Ракель согласно настоящему изобретению, в котором образующиеся при обработке желобки 4, находятся под прямым углом или наклонены относительно края ракеля 1, преимущественно имеет большую прочность к изгибу и более ровный износ пластины: существенно уменьшается (или полностью исключается) вероятность того, что вдоль контактного края ракель/валик могут быть сформированы бороздки на материале, из которого изготовлен ракель и которые могут быть причиной дефектов при печати.
На Фиг.3 схематично показан вид сбоку четырех ракелей 1 согласно настоящему изобретению, искривленные пластины 2 которых различаются по длине (и, следовательно, имеют различную гибкость) с целью удовлетворения специфических требований при использовании. Различные профили ракелей 1 получают подбором подходящего диаметра, толщины и положения шлифовального круга 3, как будет показано ниже со ссылкой на Фиг. 4-8.
Толщина пластины 2 преимущественно является практически постоянной и составляет примерно 1 мм, начиная от хонингованного края, и затем квадратично увеличивается вдоль оставшейся части пластины 2 вплоть до области соединения с корпусом ракеля 1.
Такой профиль лопасти 2 был получен экспериментально и обеспечивал равномерный определенный нажим согласно износу лопасти. В результате было достигнуто хорошее постоянство тона в течение всего тиража при практически полном отсутствии потускнения.
Тщательно проведенные повторные тесты показали, что при одинаковых рабочих условиях износ ракеля, изготовленного согласно изобретению, примерно на 30% ниже затрат на ракель предшествующего уровня техники, имеющий самые высокие рабочие характеристики.
Способ, согласно настоящему изобретению, получения - начиная с лопасти - ракеля 1, имеющего искривленную пластину 2, описан ниже со ссылкой на Фиг. 4-8, на которых схематически показаны вид сбоку и вид сверху ракелей, изготовленных согласно некоторым вариантам осуществления вышеуказанного способа.
На Фиг. 4-8 шлифовальный круг 3 представляет собой дисковый шлифовальный круг (не описан в силу его известности), имеющий ось вращения, которая расположена не под прямым углом относительно края ракеля 1, но без отступления от объема изобретения шлифовальный круг 3 может представлять собой конический шлифовальный круг, ось вращения которого, не под прямым углом к краю ракеля 1, имеет угол наклона, равный углу конуса шлифовального круга 3; конический шлифовальный круг удаляет материал более равномерно, уменьшает нагревание, механическое усилие и относительную деформацию.
Профиль пластины 2, изготовленной согласно изобретению, может иметь форму дуги окружности или дуги эллипса, согласно тому, параллельна ли ось вращения шлифовального круга 3 краю ракеля 1 или наклонена относительно края ракеля 1 под углом от 0° до 85°, предпочтительно от 0° до 45°.
В первом случае желобки находятся под прямым углом относительно края ракеля 1, во втором случае желобки расположены относительно края ракеля 1 под углом, равным углу наклона оси вращения шлифовального круга 3 относительно края ракеля 1; в обоих случаях преимущество заключается в том, что не образуются бороздки вследствие износа при использовании.
Более того, профиль лопасти, имеющей форму в виде дуги окружности или в виде дуги эллипса, может быть получен путем обработки края полосы, расположенной на вертикали, проведенной из центра шлифовального круга 3 (Фиг. 4 и 6), или путем обработки края со сдвигом полосы относительно вертикали, проведенной из центра шлифовального круга 3 (Фиг.5, 7 и 8).
Преимущество такого сдвига d (Фиг.5, 7 и 8) заключается в изменении ширины пластины 2 и толщины

С шлифовальным кругом 3, имеющим толщину

Ширина р плоской части изменяется от минимальной, равной 0,5*
При использовании шлифовального круга 3 с радиусом r и осью, параллельной краю ракеля 1 (α=0), плоская часть имеет ширину р=0, независимо от смещения d, которое составляет от 0 до 0,05*r, предпочтительно 0,03*r.
При использовании шлифовального круга 3 с осью, наклоненной относительно края ракеля 1, при прочих других равных условиях,
- большее смещение d означает удлинение части профиля пластины 2, относящейся к прямолинейной части, что можно увидеть при сравнении с лопастями 2, показанными на Фиг.6 и 7;
- при использование шлифовального круга 3 с большей толщиной можно получить более широкую пластину 2, что можно увидеть при сравнении лопастей 2, показанных на Фиг. 7 и 8.
При использовании дискового шлифовального круга большего или меньшего диаметра можно получить профили, которые являются более близкими к теоретически желаемым профилям для каждого специфического применения, относящегося к большей или меньшей скоростям печати, плотности и/или типа чернил и клише с большей или меньшей плотностью.
Специалист в данной области техники может применить к описанным выше ракелю и способу изготовления все модификации и усовершенствования, очевидные для специалиста в данной области техники, без отступления от объема изобретения.
Реферат
Изобретение относится к области полиграфии. Пре-хонингованный ракель с профилем пластины изготовлен при помощи шлифовального круга. Пластина имеет искривленный профиль. А бороздки, образующиеся на пластине при обработке шлифовальным кругом, не параллельны краю ракеля. Способ изготовления пре-хонингованного ракеля из исходной полосы включает этапы, на которых сверху над полосой располагают шлифовальный круг с осью вращения, находящейся не под прямым углом к краю ракеля; приводят шлифовальный круг во вращение; и перемещают полосу под шлифовальным кругом параллельно ее краю. Заявленная группа изобретений позволяет наилучшим образом удалять краску. 2 н. и 18 з.п. ф-лы, 13 ил.
Формула
сверху над полосой располагают шлифовальный круг с осью вращения, находящейся не под прямым углом к краю ракеля;
приводят шлифовальный круг во вращение; и
перемещают полосу под шлифовальным кругом параллельно ее краю.
р=0,5·l·sin α, если d=0;
р=l·sin α, если d=0,5·l.
Комментарии