Промазочное устройство - RU2720779C2
Код документа: RU2720779C2
Чертежи





Описание
Изобретение касается промазочного устройства для промазывания вязким материалом согласно ограничительной части пункта 1 формулы изобретения, а также способа промазывания вязким материалом согласно ограничительной части пункта 12 формулы изобретения.
Для нанесения вязкого материала, в частности, уплотнительного материала, как например, авиационных герметизирующих масс или силиконоподобных уплотнительных материалов, известны различные наносящие устройства. Например, в ЕР 2896463 А1 описана формирующее сопло для нанесения и формования герметичного шва на конструктивном элементе. С помощью указанного сопла здесь может формоваться соответственно только один шов с характерной для сопла формой.
Кроме того, в JP 2014-057638 А описано промазочное устройство для нанесения и промазывания уплотнительного материала. Это промазочное устройство имеет два кистевых участка, которые могут переставляться относительно друг друга вручную для перекрытия уступов в конструктивном элементе. Тем самым могут поверхностно обрабатываться два различных по высоте участка через выступ. Для перестановки процесс промазывания должен приостанавливаться. Кроме того, также оказывается невозможной непрерывная подгонка (адаптация) промазочного устройства к изменяющимся поверхностям конструктивного элемента.
В основе изобретения лежит проблема усовершенствования и развития известного промазочного устройства таким образом, что вязкий материал может просто и гибко промазываться по конструктивному элементу.
Эта задача решается посредством промазочного устройства с признаками пункта 1 формулы изобретения.
В частности, для этого предлагается промазочное устройство с формирователем для промазывания конструктивного элемента вязким материалом. Формирователь имеет формирующий контур для формования вязкого материала при промазывании. Вследствие того, что формирующий контур формирователя для формования вязкого материала выполнен с возможностью перестановки на основе исполнительного элемента, формирующий контур может гибко и просто подгоняться к конструктивному элементу. Предпочтительным образом является возможной перестановка формирующего контура при промазывании, чтобы подгонять созданный таким образом шов к требованиям к конструктивному элементу. Вследствие этого становится возможным простое гибкое и экономичное промазывание вязким материалом.
В случае вязкого материала речь может идти, в частности, об уплотнительном материале, в частности, об авиационной герметизирующей массе или силиконоподобном уплотнительном материале. Конструктивный элемент - предпочтительно, сборка из частей и вязкий материал - промазывается предпочтительно вдоль стыка частей сборки.
Промазывание вязким материалом может осуществляться за счет перемещения конструктивного элемента и/или перемещения промазочного устройства. В смысле гибкого и, по меньшей мере, частично автоматизированного изготовления оказывается предпочтительным, если промазочное устройство выполнено в виде концевого эффектора для манипулятора, как например, портального станка и/или промышленного робота.
Для нанесения вязкого материала на конструктивный элемент согласно одному усовершенствованию изобретения предлагается то, что промазочное устройство имеет сопло. Предпочтительно, сопло и формирователь имеют жесткий интервал. Таким образом, например, при протягивании швов с помощью вязкого материала может достигаться равномерное высушивание и/или отверждение вязкого материала с момента выхода из сопла до формования посредством формирующего контура. Вследствие этого, простым образом может повыситься качество шва.
Согласно одному другому выполнению изобретения промазочное устройство имеет датчик для распознавания подлежащей замазыванию области конструктивного элемента. С помощью датчика может детектироваться, например, стык, который должен замазываться вязким материалом. Кроме того, имеется возможность определения объемного потока и/или массового потока, который является необходимым, например, для заполнения стыка.
Здесь и предпочтительно формирователь имеет переставляемый на основе исполнительного элемента, в частности, линейно переставляемые, стержни для перестановки формирующего контура. Таким образом, могут очень просто и очень гибко настраиваться различные формовочные контуры.
В одном усовершенствовании изобретения предусмотрено то, что формирователь имеет оболочку, которая предоставляет формирующий контур. Таким образом, может просто реализовываться непрерывный формирующий контур.
Кроме того, вышеуказанная задача решается посредством системы с признаками пункта 10 формулы изобретения. Эта система имеет самостоятельное изобретательское значение. При этом получаются те же самые преимущества, которые ранее были описаны в связи с промазочным устройством.
Согласно другому аспекту изобретения, которому придается самостоятельное значение, указанная выше задача решается согласно способу посредством признаков пункта 12 формулы изобретения.
При этом получаются те же преимущества, что и описанные ранее в связи с промазочным устройством и системой для промазывания вязким материалом. Предпочтительно, вязкий материал намазывается автоматизировано.
В дальнейшем изобретение более подробно поясняется на основании изображающих лишь пример осуществления изобретения чертежей, на которых показано:
Фиг.1 - схематичное изображение промазочного устройства для промазывания вязким материалом,
Фиг.2 - схематичное изображение первого варианта осуществления формирователя в двух видах,
Фиг.3 - вариант осуществления с фиг.2 с по-разному переставленным формирующим контуром,
Фиг.4 - схематичное изображение второго варианта осуществления формирователя в двух видах,
Фиг.5 - различные формирующие контуры для заполнения стыка,
Фиг.6 - различные возможные другие формирующие контуры для создания различных форм вязкого материала.
Фиг.1 показывает промазочное устройство 1 с формирователем 2 для промазывания конструктивного элемента 4 вязким материалом 3.
Формирователь 2 имеет, как показано на фиг.2, формирующий контур 5 для формования вязкого материала 3 при промазывании. Здесь и предпочтительно, в случае вязкого материала 3 речь идет об уплотнительном материале, в частности, об авиационной герметизирующей массе или силиконоподобном уплотнительном материале. Конструктивный элемент 4 может быть, в частности, сборкой, предпочтительно, конструктивным элементом самолета и/или конструктивным элементом транспортного средства, в частности, конструктивной частью кузовной конструкции.
Изобретение показало, что если формирующий контур 5 формирователя 2 для формования вязкого материала 3 выполнен с возможностью перестановки (регулирования) на основе исполнительного элемента, то промазочное устройство 1 может использоваться очень многосторонне. С помощью него могут создаваться различные формы вязкого материала 3. Предпочтительно, является возможным изменение формования вязкого материала 3 во время промазывания.
Здесь и предпочтительно, посредством промазывания вязким материалом 3 создается шов 6. Вязким материалом 3 может заполняться и/или уплотняться, например, стык 7 в конструктивном элементе 4. Стык 7 может представлять собой, например, зазор или кромку.
Поскольку предпочтительно с помощью промазочного устройства 1 может переставляться формирующий контур 5 формирователя 2 для формования вязкого материала 3 даже во время промазывания, то является возможным непрерывное осуществление изменения поперечного сечения шва 6 посредством изменения формирующего контура 5. Это может быть предпочтительно с точки зрения техники обтекания, в частности, если в отношении конструктивного элемента 4 речь идет о конструктивной части самолетной структуры и/или конструктивной части транспортного средства. Таким образом, аэродинамическое сопротивление из-за формы шва при полете и/или езде может уменьшаться.
Как можно видеть на фиг.1, промазочное устройство 1 - предпочтительно для нанесения вязкого материала 3 на конструктивный элемент - имеет сопло 8. Сопло 8 предпочтительно в направлении относительного перемещения промазочного устройства 1 относительно конструктивного элемента 4 расположено перед формирователем 2.
Предпочтительно, сопло 8 расположено на предопределенном фиксированном расстоянии от формирователя 2. Вследствие этого может гарантироваться надежный промазочный процесс, так как вязкий материал 3 на участке пути от сопла 8 до формирователя 2 может предварительно упрочняться и/или частично отверждаться предварительно заданным образом. В случае сжимаемого вязкого материала 3 этот вязкий материал 3 - вследствие этого своего свойства - может расширяться и/или разжиматься перед формованием. Расстояние между соплом 8 и формирователем 2 составляет предпочтительно максимум 5 см, более предпочтительно максимум 3 см, еще предпочтительнее максимум 1 см.
Далее, промазочное устройство 1 - здесь и предпочтительно - имеет датчик 9 для распознавания подлежащей замазыванию области, предпочтительно стыка 7, конструктивного элемента 4. Датчик 9 - здесь и предпочтительно - расположен в направлении относительно движения перед соплом 8 и/или формирователем 2. При промазывании он - здесь и предпочтительно - идет впереди сопла 8 и/или формирователя 2. Предпочтительным образом датчик 9 выполнен в виде оптического датчика, в частности, лазерного уровня. Посредством лазерного уровня обеспечивается надежное детектирование.
Здесь и предпочтительно датчик 9 регистрирует подлежащую замазыванию область конструктивной части 4, а управляющее устройство 10 оценивает данные датчика. Предпочтительным образом посредством управляющего устройства 10 формирующий контур 5 формирователя 2 управляется и/или регулируется в зависимости от данных датчика. Дополнительно или альтернативно управляющее устройство 10 может осуществлять регулирование и/или управление относительным движением между конструктивным элементом 4 и промазочным устройством 1 в зависимости от данных сенсора. Посредством комбинации управления относительного движения и формирующего контура может увеличиваться качество шва. Например, отклонения движения несущего промазочное устройство манипулятора могут таким образом компенсироваться посредством перестановки формирующего контура.
Предпочтительным образом, подлежащая замазыванию область конструктивного элемента 4 имеет стык 7, в частности, зазор и/или кромку, а формирующий контур 5 подгоняется к этому стыку 7, в частности, зазору и/или кромке. Это можно видеть, например, на фиг.5.
Шов 6 предпочтительно изготавливается таким образом, что поперечное сечение в начале 6а и/или конце 6b шва 6 уменьшается за счет изменения формирующего контура 5. Это имеет место также для начала и/или конца шва 6, если он в области начала и/или конца перекрывается со швом.
Дополнительно или альтернативно при промазывании непрерывно осуществляются изменения поперечного сечения шва 6 предпочтительно посредством изменения формирующего контура 5. Вследствие этого получается лучший внешний вид шва.
Дополнительно или альтернативно управляющее устройство 10 в зависимости от данных датчика может осуществлять управление и/или регулирование относительным движением между конструктивным элементом 4 и промазочным устройством 1. При этом, необходимое для промазывания относительное движение между конструктивным элементом 4 и формирователем 2 может создаваться различными методами. Например, промазочное устройство 1 может быть выполнено в виде концевого эффектора и может перемещаться относительно конструктивного элемента 4. Дополнительно или альтернативно конструктивный элемент 4 может перемещаться относительно формирователя 2. Например, конструктивный элемент 4 может устанавливаться в приемном элементе 11 для конструктивного элемента и этот приемный элемент 11 может перемещаться относительно формирователя 2. Вследствие этого соответственно образуются соответствующие предложению системы.
Согласно одному другому выполнению может быть предусмотрено, что управляющее устройство 10 в зависимости от данных датчика осуществляет регулирование и/или управление объемным потоком и/или массовым потоком вязкого материала посредством сопла 8 на подлежащую замазыванию область.
Если расширяется, например, стык 7, то объемный поток, соответственно, массовый поток может увеличиться и/или формирующий контур 5 может переставляться и стык 7 заполняться без необходимости адаптировать скорость относительного движения.
Дополнительно или альтернативно объемный поток, соответственно, массовый поток вязкого материала может регулироваться и/или управляться в зависимости от формы формирующего контура 5 и/или в зависимости от скорости продвижения (подачи).
Здесь и предпочтительно формирующий контур 5 может переставляться таким образом, что шов 6 при промазывании образуется выпукло и/или вогнуто. Предпочтительным образом, формирующий контур 5 может переставляться с адаптацией (подгонкой) к конструктивному элементу 4 таким образом, что формирующий контур 5 образует отверстие (проем) в виде подлежащего образованию шва 6 с конструктивным элементом 4 и на обеих сторонах, в частности, на концах формирующего контура 5, прилегает к конструктивному элементу 4.
Как показано на фиг.2-6, формирователь 2 - здесь и предпочтительно - для перестановки формирующего контура 5 имеет переставляемые на основе исполнительного элемента стержни 12, в частности, линейно переставляемые стержни 12. За счет перестановки стержней 12 могут совершенно простым образом переставляться различные формирующие контуры 5. Предпочтительным образом стержни 12 являются переставляемыми, в частности, непрерывно, между введенным и выдвинутым положением.
Здесь и предпочтительно стержни 12 основываясь на исполнительном элементе могут переставляться в направлении движения и в направлении, противоположном направлению движения, и/или могут переставляться в направлении движения и предварительно напрягаться в направлении, противоположном направлению движения. Таким образом, может особенно простым образом обеспечиваться линейная перестановка.
Формирователь 2 - здесь и предпочтительно - имеет оболочку 13, которая предоставляет формирующий контур 5. Здесь и предпочтительно оболочка 13 натянута на несколько стержней 12, в частности, на все стержни 12. Оболочка 13 состоит предпочтительно из эластомерного материала, в частности, резины, и/или имеет эластомерный материал, в частности, резину. Образующая формирующий контур 5 область оболочки 13 предпочтительно усилена, в частности, выполнена более толстой. Предпочтительным образом оболочка в остальном разъемно расположена на формирователе 2. Вследствие этого она может просто заменяться, например, если должен использовать другой вязкий материал.
Здесь и предпочтительно предварительное напряжение в направлении, противоположном направлению движения, может предоставляться оболочкой 13.
Согласно одному варианту осуществления, как это схематично показано на фиг.2, промазочное устройство 1 имеет контурный вал 14 с сервоприводом 15 для перестановки стержней 12. Контурный вал 14 имеет перестановочный участок 16. Перестановочный участок, в частности, контурный вал 14, может быть выполнен цельно или из нескольких частей. Предпочтительным образом перестановочный участок образован отдельными дисками. Вследствие этого различные перестановочные участки могут просто и экономично предоставляться посредством смены дисков.
Перестановочный участок 16 - здесь и предпочтительно - находится в сквозном взаимодействии со стержнями 12. Предпочтительным образом радиус перестановочного участка 16 варьируется по периметру и/или по ширине. Изменение радиуса по периметру и/или по ширине предпочтительно выполнено непрерывным. Дополнительно или альтернативно перестановочный участок, в частности, по своей ширине, может быть образован ступенчато. При этом, ступень предпочтительно имеет по существу по меньшей мере ширину одного стержня 12. Предпочтительным образом ступень образуется посредством диска.
Изменение формирующего контура 5 во время промазывания будет поясняться более подробно на основе фиг.3 следуя за промазочным устройством 1 согласно примеру выполнения с фиг.2.
На фиг.3 на верхнем изображении показан вид сверху на конструктивный элемент 4. Как можно позаимствовать из разрезов А, В и С, конструктивный элемент 4 имеет две части 4а, 4b, которые соединены друг с другом в форме соединения внахлест. Вязкий материал 3 должен наносится в стык 7 в виде шва 6. Также на верхнем изображении фиг.3 можно хорошо видеть шов 6, а также положение формирователя 2 в трех позициях в промазывании вязкого материала 3.
В разрезе А можно видеть положение, в котором вязкий материал 3 не нанесен. Здесь формирователь 2 находится немного выше конструктивной части 4.
На конструктивный элемент 4 наезжает формирователь 2 и/или формирующий контур 5 подгоняется к подлежащему образованию шву 6.
Формирующий контур 5 - в примере выполнения по фиг.2 и предпочтительно - образуется посредством вращения контурного вала 14. При промазывании за счет вращения контурного вала 14 подгоняется (адаптируется) форма шва 6. Шов 6 - здесь и предпочтительно - непрерывно образуется. Разрез В показывает форму формирующего контура 5 во время непрерывного образования шва 6. Когда шов 6 создан в своей форме, то - как можно видеть на разрезе С - шов 6 непрерывно продолжается. В этой области - здесь и предпочтительно - формирующий контур 5 не подгоняется. Однако, если стык 7 изменяется, то формирующий контур 5 может подгоняться (адаптироваться).
Альтернативный пример выполнения формирователя 2 показан на фиг.4. Здесь перестановка формирующего контура 5 осуществляется не посредством контурного вала 14 с сервоприводом 15. Здесь и предпочтительно перестановка формирующего контура 5 осуществляется посредством нескольких отдельно приводимых стержней 12. Далее, предпочтительным образом каждый стержень 12 приводиться в отдельности.
Здесь и предпочтительно стержни 12 приводятся, соответственно, переставляются посредством пьезоэлектрических исполнительных элементов 17. Перестановка пьезоэлектрических исполнительных элементов 17 имеет то преимущество, что реализация отдельного привода одного стержня 12 возможна в особенно простом и компактном виде.
Пьезоэлектрические исполнительные элементы 17 могут непосредственно приводить стержни 12. В примере выполнения с фиг.4 пьезоэлектрические исполнительные элементы расположены не непосредственно на стержнях 12. Здесь и предпочтительно пьезоэлектрические исполнительные элементы 17 приводят стержни 12 через рычажную передачу 18.
Здесь и предпочтительно выход пьезоэлектрического исполнительного элемента 17 через шарнир 19 соединен с рычагом 20 рычажной передачи 18. Таким образом, пьезоэлектрический исполнительный элемент 17 через рычаг 20 воздействует на стержень 12. Также стержень 12 - здесь и предпочтительно - через шарнир 21 соединен с рычагом 20. Шарниры 19, 21, посредством которых пьезоэлектрические исполнительные элементы 17 и стержни 12 соединены с рычагом 20, - здесь и предпочтительно - расположены на концах рычага 20. Для обеспечения передачи - здесь и предпочтительно - рычаг поворотно установлен в опоре 22. Предпочтительным образом посредством этой опоры незначительное движение пьезоэлектрического исполнительного элемента 17 преобразуется в большое перемещение стержня 12. Здесь и предпочтительно пьезоэлектрический элемент 17 перемещается по параллельно смещенной линии относительно стержня 12 в процессе перестановки. Однако, также возможны другие расположения.
Принципиально с помощью пьезоэлектрических исполнительных элементов 17 точно также могут создаваться формирующие контуры 5, как и в случае примера осуществления с контурным валом 14 и сервоприводом 15. Относительно этого следует сослаться на предшествующие рассуждения. Однако, следует констатировать, что формирователь 2 с пьезоэлектрическими исполнительными элементами 17 могут предоставляться значительно более гибкие формирующие контуры 5, чем это возможно в случае контурного вала 14 и сервопривода 15.
Согласно одному другому не показанному на фигурах примеру выполнения перестановка формирующего контура 5 может осуществляться посредством сжатого воздуха. При этом несколько стержней 12 могут приводиться, соответственно, переставляться по отдельности с помощью сжатого воздуха, предпочтительно каждый стержень 12 может приводиться, соответственно, переставляться посредством сжатого воздуха.
Прежде, чем теперь остановиться на различных возможных контурах, в которые может переставляться формирующий контур 5, еще должен быть описан стык 7 с варьирующейся шириной.
Это показано на фиг.5. Как можно понять из верхнего изображения, стык 7 расширяется в две ступени. Посредством переставляемого формирующего контура 5 формирователя 2 этот формирующий контур 5 может подгоняться к большей ширине стыка, как это можно видеть в сравнении обоих разрезов А и В. Подгонка может осуществляться, в частности, также непрерывно, чтобы обеспечить хорошее на всем протяжении качество шва. Здесь и предпочтительно датчик 9 регистрирует стык 7, в частности, зазор и/или кромку, на который должен наноситься подлежащий промазыванию вязкий материал 3, и подгоняет формирующий контур 5 к стыку 7, в частности, зазору и/или кромке.
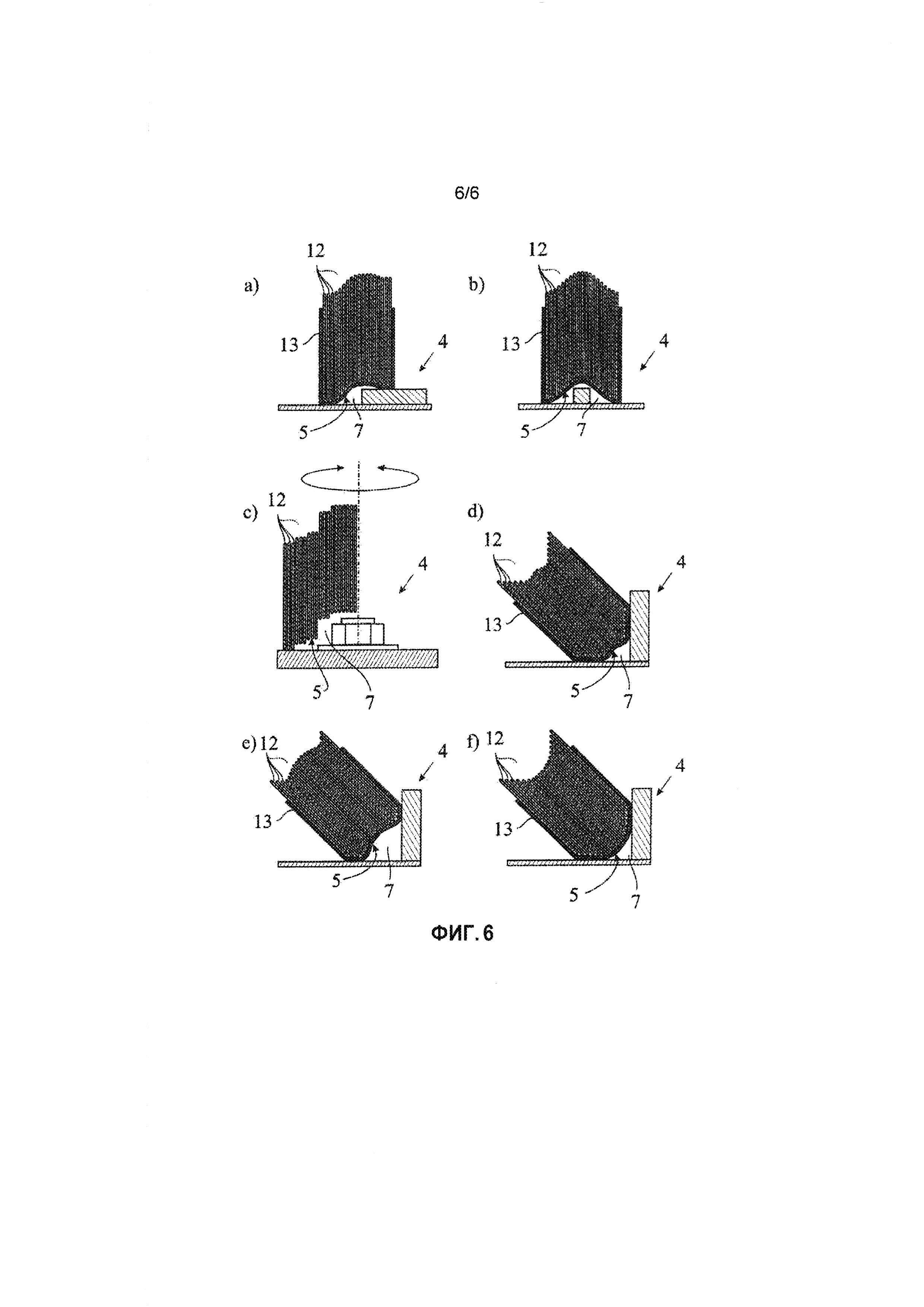
На фиг.6 показаны формирующие контуры 5 для различных случаев применения.
На фиг.6а, например, соединение внахлест посредством вогнутого формирующего контура 5 намазывается вязким материалом.
На фиг.6b вогнутый формирующий контур 5 используется для замазывания локального усиления. Здесь также формирующий контур образован непрерывным.
Фиг.6с, в свою очередь, показывает случай применения промазывания винтового соединения и/или заклепочного соединения. Здесь и предпочтительно формирующий контур 5 выполнен прерывистым. В этом примере выполнении формирователь 2 не имеет оболочки. В зависимости от гибкости оболочки 13 возможны прерывистые формирующие переходы с оболочкой 13. Чтобы позволить запечатывание (герметизация) винтового соединения, промазочное устройство 1 - здесь и предпочтительно - вращательно подвижно, в частности, вокруг параллельной стержням 12 оси вращения. Альтернативно винтовые соединения и/или заклепочные соединения также могут запечатываться посредством линейного движения. Предпочтительным образом запечатывание здесь осуществляется посредством одного, в частности, центрального замазывания промазочного устройства 1 по винтовому соединению или по заклепке, предпочтительно, с - в частности непрерывной -подгонкой формирующего контура к заклепочному или винтовому соединению.
На фиг.6d и 6е показаны два в области нанесения вязкого материала - по существу вогнутых - формирующих контура для промазывания вязкого материала 3 в области углового стыка. Они создают выпуклый шов. Они отличаются по существу тем, что прилегания в боковых областях формирователя выполнены различного размера и соответственно создаются швы различной толщины.
На фиг.6f показан в области нанесения вязкого материала по существу выпуклый формирующий контур для промазывания вязкого материала 3 в области углового стыка. На фиг.6f создается вогнутый шов.
Все описанные в связи с промазочным устройством признаки могут также использоваться соответственно способу в соответствующем предложению способе. Также описанные согласно способу признаки могут быть предусмотрены в случае промазочного устройства. То же самое относится к соответствующей предложению системе. В этом отношении взаимно обращается внимание на рассуждения для промазочного устройства, рассуждения относительно системы и рассуждения относительно способа.
Реферат
Изобретение касается промазочного устройства (1) с формирователем (2) для промазывания конструктивного элемента (4) вязким материалом (3), в частности уплотняющим материалом, причем формирователь (2) имеет формирующий контур (5) для формования вязкого материала (3) при промазывании. Предлагается, чтобы формирующий контур (5) формирователя (5) для формования вязкого материала (3) являлся переставляемым на основе исполнительного элемента. Изобретение позволяет упростить процесс промазывания и улучшить его эффективность 3 н. и 15 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для нанесения клея
Комментарии