Способ нанесения покрытия роликовым ножом и устройство для нанесения покрытия роликовым ножом - RU2507012C1
Код документа: RU2507012C1
Чертежи











Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу нанесения покрытия роликовым ножом и устройству для нанесения покрытия роликовым ножом, которые могут устранить колебания количества для прилипания покрывающей жидкости, постоянно возникающие на полотне (основном материале, выполненном из тканного материала или нетканого материала) в направлении ширины при нанесении покрытия роликовым ножом, и получить равномерное количество для сцепления покрывающей жидкости с рулоном в направлении ширины.
Предпосылки изобретения
В качестве способа нанесения покрытия, в котором избыточное количество покрывающей жидкости передается на непрерывно движущееся полотно (основной материал, выполненный из тканного материала или нетканого материала) и затем распределяется с заданным количеством для прилипания, известен, например, способ нанесения покрытия Мейера с удалением излишков с помощью планки, способ нанесения покрытия роликовым ножом, способ нанесения покрытия воздушным ножом и им подобное.
Из них широко используется способ нанесения покрытия роликовым ножом для покрытия различных изделий, поскольку жидкость, имеющая высокую плотность, может наноситься для образования тонкой пленки.
Как показано на фиг.1, способ нанесения покрытия роликовым ножом является способом, в котором роликовый нож 31 приводится в прижимной контакт с полотном 33, задняя поверхность которого поддерживается опорным валком 32, чтобы удалить избыточное количество покрывающей жидкости 34, переданной на полотно 33. Кроме того, как показано на фиг.2, роликовый нож 31 удерживается удерживающим элементом 35. Трубчатый элемент 36, содержащий воздух, выполнен с возможностью прижима удерживающего элемента 35, и расположен на стороне удерживающего элемента 35, и противоположной стороне, на которой удерживается роликовый нож 31. Это вызывает усилие, которое может приводить роликовый нож 31 в прижимной контакт с полотном 33.
Фиг.3 изображает концептуальную схему поперечного сечения по линии A-A на фиг.1 и контактное давление между роликовым ножом 31 и опорным валком 32, соответствующее положению в направлении ширины поперечного сечения.
Трубчатый элемент 36, содержащий воздух, также прикладывает усилие к части роликового ножа 31, и эта часть не находится в контакте с полотном 33 в направлении ширины. Таким образом, контактное давление между роликовым ножом 31 и опорным валком 32 вблизи обоих концов полотна 33 может быть выше контактного давления между ними в центральной части полотна 33 из-за неровности, обусловленной толщиной полотна 33. По этой причине при известном нанесении покрытия роликовым ножом количество для прилипания покрывающей жидкости вблизи обоих концов полотна 33 становится меньше ее количества для сцепления в центральной части полотна 33, и толщина пленки становится неравномерной в направлении ширины.
Для решения этих проблем, например, в PTL 1 предложено устройство для нанесения покрытия роликовым ножом, которое может равномерно наносить покрывающую жидкость на рулон в направлении ширины посредством обеспечения датчика давления, который преобразует давление ножа в каждом положении в направлении ширины в электрический сигнал.
Однако в устройстве для нанесения покрытия роликовым ножом, описанном в PTL 1, прижимающее усилие полотна к роликовому ножу в направлении ширины не может регулироваться за счет уменьшения механической прочности, и так как сам роликовый нож не может быть прижат, количество для прилипания к полотну в направлении ширины трудно эффективно регулировать.
Кроме того, для решения вышеописанных проблем, в PTL 2 предложен способ нанесения покрытия роликовым ножом, в котором избыточное количество покрывающей жидкости передается на непрерывно движущееся полотно, и затем заданное количество для прилипания регулируется роликовым ножом, чтобы покрыть рулон покрывающей жидкостью, и способ включает в себя, по меньшей мере, этап прижима роликового ножа для прижима роликового ножа при помощи держателя к полотну, задняя поверхность которого поддерживается опорным валком, причем роликовый нож прижат с наклоном под углом 15-45º в направлении перемещения полотна относительно перпендикулярного направления опорного валка, и трубчатая камера, содержащая воздух, выполненная с возможностью прижима роликового ножа, разделена на множество камер по направлению ширины роликового ножа, и давление воздуха в каждой из множества трубчатых камер, содержащих воздух, регулируется отдельно для получения равномерно распределенного прижимающего усилия роликового ножа.
Однако с помощью способа, описанного в PTL 2, трубка не может расширяться относительно широко на обеих сторонах разделенных участков трубки, и некоторые части трубки не могут создавать усилие для прижима роликового ножа. Таким образом, трубка не может быть точно разделена, и устройство, использующее способ, не может в достаточной мере функционировать для решения проблем.
Список противопоставленных материалов
Патентная литература
PTL 1 японская выложенная патентная заявка (JP-A) №. 05-015833.
PTL 2 японская выложенная патентная заявка (JP-A) №. 2005-279627.
Краткое описание изобретения
Техническая проблема
Целью настоящего изобретения является создание способа нанесения покрытия роликовым ножом и устройства для нанесения покрытия роликовым ножом, которые могут устранить колебания количества для прилипания покрывающей жидкости, постоянно возникающие на полотне в направлении ширины, конкретно, уменьшения количества для прилипания покрывающей жидкости вблизи обоих концов полотна в направлении ширины при нанесении покрытия роликовым ножом и получения равномерного количества для прилипания покрывающей жидкости с рулоном в направлении ширины.
Решение проблемы
Средством для решения проблем является следующее.
Способ нанесения покрытия роликовым ножом, включающий в себя передачу избыточного количества покрывающей жидкости на непрерывно движущееся полотно и регулировку избыточного количества покрывающей жидкости до заданного количества для прилипания роликовым ножом, причем роликовый нож удерживается удерживающим элементом для удержания роликового ножа, удерживающий элемент прижат множеством пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента, причем пневматические цилиндры расположены на стороне удерживающего элемента, противоположной стороне, на которой удерживающий элемент удерживает роликовый нож и, пневматические цилиндры могут отдельно регулироваться по давлению воздуха.
Согласно способу давление воздуха в каждом из пневматических цилиндров, расположенных вблизи обоих концов полотна в направлении ширины, регулируется до давления воздуха, более низкого, чем среднее давление воздуха в остальных рабочих пневматических цилиндрах.
Согласно способу роликовый нож имеет диаметр 8-15 мм.
Согласно способу пневматический цилиндр имеет наружный диаметр 10-50 мм.
Согласно способу расстояние между пневматическими цилиндрами установлено для удовлетворения соотношения: наружный диаметр D пневматического цилиндра ≤ расстояния между пневматическими цилиндрами < суммы 20 мм и наружного диаметра D пневматического цилиндра.
Согласно способу плоский пластинчатый элемент расположен между удерживающим элементом и пневматическим цилиндром, так что центр тяжести плоского пластинчатого элемента расположен на штоке пневматического цилиндра.
Согласно способу плоский пластинчатый элемент имеет форму диска и диаметр, меньший расстояния между пневматическими цилиндрами.
Согласно способу часть дискообразного плоского пластинчатого элемента, которая приведена в контакт со штоком пневматического цилиндра, выполнена в виде вогнутой сферической поверхности, и головка штока пневматического цилиндра выполнена в виде выпуклой сферической поверхности.
Средством также является устройство для нанесения покрытия роликовым ножом, содержащее
роликовый нож, выполненный с возможностью регулирования избыточного количества покрывающей жидкости на непрерывно движущемся полотне до заданного количества для прилипания;
удерживающий элемент для удержания роликового ножа; и
множество пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента,
причем пневматические цилиндры расположены на стороне удерживающего элемента, противоположной стороне, на которой удерживающий элемент удерживает роликовый нож, и
пневматические цилиндры могут отдельно регулироваться по давлению воздуха.
В устройстве давление воздуха в каждом из пневматических цилиндров, расположенных вблизи обоих концов полотна в направлении ширины, отрегулировано до давления воздуха, более низкого, чем среднее давление воздуха в остальных рабочих пневматических цилиндрах.
В устройстве давления воздуха в пневматических цилиндрахпостепенно и одновременно увеличиваются до необходимых давлений воздуха от давлений, более низких, чем необходимые давления воздуха.
В устройстве давления воздуха в пневматических цилиндрах отображены в соответствии с расположением пневматических цилиндров.
Полезные эффекты изобретения
Настоящее изобретение может решать обычные различные проблемы и достичь целей и может обеспечить способ нанесения покрытия роликовым ножом и устройство для нанесения покрытия роликовым ножом, которые могут устранять колебания количества покрывающей жидкости для прилипания, постоянно возникающие на полотне в направлении ширины, конкретно, уменьшение количества покрывающей жидкости для прилипания вблизи обоих концов полотна в направлении ширины при нанесении покрытия роликовым ножом и получить равномерное количество для прилипания покрывающей жидкости к полотну в направлении ширины.
Краткое описание чертежей
Фиг.1 - схематичный вид для объяснения известного способа нанесения покрытия роликовым ножом;
фиг.2 - примерный схематичный вид известного устройства для нанесения покрытия роликовым ножом на фиг.1;
фиг.3 - концептуальная схема поперечного сечения по линии A-A на фиг.1 и контактное давление между роликовым ножом и опорным валком, соответствующее положению в направлении ширины поперечного сечения;
фиг.4 - схематичный вид примера устройства для нанесения покрытия роликовым ножом согласно настоящему изобретению;
фиг.5 - схематичный вид примера устройства для нанесения покрытия роликовым ножом, использующего способ нанесения покрытия роликовым ножом согласно настоящему изобретению;
фиг.6 - схематичный вид, изображающий состояние пневматических цилиндров и их расположение в устройстве для нанесения покрытия роликовым ножом согласно настоящему изобретению;
фиг.7 - схематичный вид, изображающий состояние плоского пластинчатого элемента в устройстве для нанесения покрытия роликовым ножом согласно настоящему изобретению;
фиг.8 - схематичный вид, изображающий состояние плоского пластинчатого элемента и штока пневматического цилиндра;
фиг.9 - схематичный вид, изображающий способ регулировки давления воздуха;
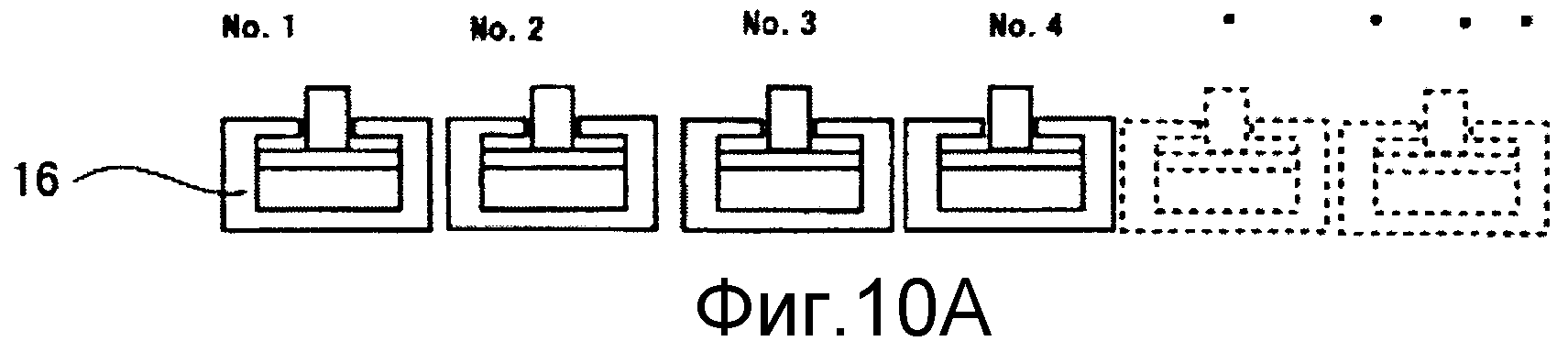
фиг.10A - схематичный вид, изображающий расположение пневматических цилиндров устройства для нанесения покрытия роликовым ножом настоящего изобретения; и фиг.10B - схематичный вид, изображающий отображение давления каждого из цилиндров;
фиг.11 - схематичный вид, изображающий способ регулировки давлений воздуха в четырех пневматических цилиндрах, которые расположены в окрестности каждого из обоих концов полотна в направлении ширины в примерах 1 и 2;
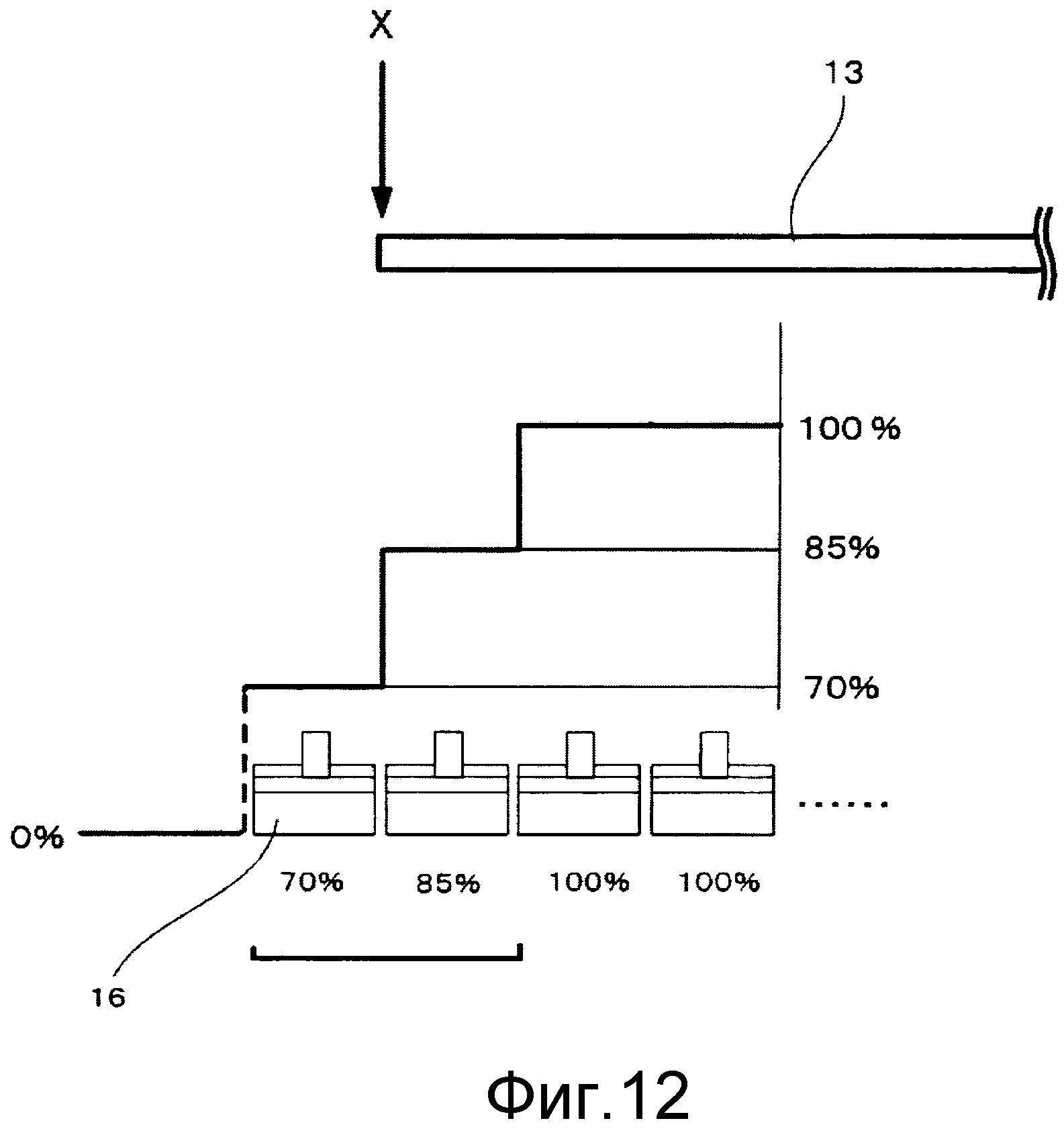
фиг.12 - схематичный вид, изображающий способ регулировки давлений воздуха двух пневматических цилиндров, которые расположены в окрестности каждого из обоих концов полотна в направлении ширины в примере 3.
Описание вариантов осуществления
(Способ нанесения покрытия роликовым ножом и устройство для нанесения покрытия роликовым ножом)
Способ нанесения покрытия роликовым ножом согласно настоящему изобретению включает в себя передачу избыточного количества покрывающей жидкости на непрерывно движущееся полотно и регулировку роликовым ножом избыточного количества покрывающей жидкости до количества, необходимого для прилипания, причем роликовый нож удерживается удерживающим элементом для удержания роликового ножа, удерживающий элемент прижат множеством пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента, причем пневматические цилиндры расположены на стороне удерживающего элемента, противоположной стороне, на которой удерживающий элемент удерживает роликовый нож, и, пневматические цилиндры могут отдельно регулироваться по давлению воздуха.
Устройство для нанесения покрытия роликовым ножом включает в себя роликовый нож, выполненный с возможностью регулирования избыточного количества покрывающей жидкости на непрерывно движущемся полотне до заданного количества для прилипания, удерживающий элемент для удержания роликового ножа и множество пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента, причем пневматические цилиндры расположены на стороне удерживающего элемента, противоположной стороне, где удерживающий элемент удерживает роликовый нож, и причем пневматические цилиндры могут отдельно регулироваться по давлению воздуха.
В настоящем изобретении предпочтительно, чтобы давление воздуха в каждом из пневматических цилиндров, расположенных вблизи обоих концов полотна в направлении ширины, регулировалось до давления воздуха, более низкого, чем среднее давление воздуха остальных рабочих пневматических цилиндров с точки зрения достижения равномерного количества для прилипания покрывающей жидкости на полотно в направлении ширины.
В описании близость к обоим концам полотна в направлении ширины означает области, каждая из которых проходит от каждого конца на расстояние 100 мм в обоих направлениях в направлении ширины. Другими словами, близость начинается от положения на рулоне на расстоянии 100 мм от конца и до положения за полотном на расстоянии 100 мм от конца (последнее положение не находится на полотне).
В качестве способа регулирования давления воздуха в каждом из пневматических цилиндров, расположенных вблизи обоих концов полотна в направлении ширины, до давления воздуха, более низкого, чем среднее давление воздуха в остальных рабочих пневматических цилиндрах, используется способ регулирования давления воздуха с использованием регулятора.
Степень регулирования давления воздуха в каждом из пневматических цилиндров, расположенных вблизи обоих концов полотна в направлении ширины, до давления воздуха, более низкого, чем среднее давление воздуха в остальных рабочих пневматических цилиндрах, в частности, не ограничивается и может соответственно выбираться в зависимости от заданной цели.
Среднее давление воздуха в пневматических цилиндрах в отличие от пневматических цилиндров, расположенных вблизи обоих концов полотна в направлении ширины, в частности, не ограничивается и может соответственно регулироваться в зависимости от заданной цели. Оно предпочтительно составляет 0,13-0,28 МПа.
Конструкция, размер (ширина, длина) и материал и т.д., роликового ножа, в частности, не ограничиваются и могут соответственно выбираться в зависимости от поставленной цели.
Форма, конструкция, размер (ширина, длина) и материал и т.д., опорного валка, в частности, не ограничиваются и могут соответственно выбираться в зависимости от поставленной цели. Например, что касается формы, цилиндрическая форма является предпочтительной. Наружная периферия опорного валка предпочтительно покрыта упругим материалом. Примеры упругого материала включают в себя натуральный каучук, синтетический каучук, смолу и термопластичный эластомер.
Форма, конструкция, размер (ширина, длина) и материал и т.д., полотна, в частности, не ограничиваются и могут соответственно выбираться в зависимости от поставленной цели. Примеры рулона включают в себя различные основные материалы. Примеры материала полотна включают в себя бумагу, пластмассу, металлы и лесоматериалы. Примеры формы полотна включают в себя форму листа, форму полосы и форму рулона.
Форма, конструкция, размер (ширина, длина) и материал и т.д., держателя, в частности, не ограничиваются и могут соответственно выбираться в зависимости от поставленной цели. Примеры материала держателя включают в себя каучуки, пластмассу и металлы.
На фиг.4 представлен схематичный вид примера устройства для нанесения покрытия роликовым ножом согласно настоящему изобретению.
Устройством для нанесения покрытия роликовым ножом согласно настоящему изобретению является устройство для нанесения покрытия роликовым ножом, использующее способ, включающий в себя передачу избыточного количества покрывающей жидкости на непрерывно движущееся полотно (исходный материал, выполненный из тканного материала или нетканого материала), и регулирование роликовым ножом избыточного количества покрывающей жидкости до необходимого количества для прилипания. Полотно движется с высокой скоростью для повышения производительности. Таким образом, устройство 1 для нанесения покрытия роликовым ножом согласно настоящему изобретению включает в себя роликовый нож 11, чтобы отмерять покрывающую жидкость, удерживающий элемент 14 для удержания роликового ножа 11, на задней поверхности которого имеется множество пневматических цилиндров 16 для равномерного прижима удерживающего элемента 14 к полотну 13 и держатель 23 для удержания пневматических цилиндров 16.
Кроме того, трубка 17 для подачи давления воздуха соединена с пневматическим цилиндром 16, в трубке 17 установлен регулятор 19 давления для уменьшения давления в общей трубке 18 до определенного давления.
Фиг.5 - схематический вид примера способа нанесения покрытия роликовым ножом с использованием устройства для нанесения покрытия роликовым ножом согласно настоящему изобретению.
Роликовый нож 11 устройства 1 для нанесения покрытия роликовым ножом согласно настоящему изобретению удерживается удерживающим элементом 14, и пневматический цилиндр 16, прижимающий удерживающий элемент 14, расположен на стороне удерживающего элемента 14, противоположной стороне, на которой удерживается роликовый нож 11.
Роликовый нож 11, поддерживаемый пневматическим цилиндром 16, приведен в контакт с полотном 13, которое движется, опираясь на опорный валик 12, и пневматический цилиндр 16 соответственно установлен для удаления избыточного количества покрывающей жидкости, чтобы, таким образом, получить количество, необходимое для прилипания покрывающей жидкостик полотну 13.
Как показано на фиг.4, в устройстве 1 для нанесения покрытия роликовым ножом согласно настоящему изобретению множество пневматических цилиндров 16, выполненных с возможностью прижима удерживающего элемента 14, расположено на стороне удерживающего элемента 14, противоположной стороне, на которой удерживается роликовый нож 11. С помощью множества пневматических цилиндров 16, соответственно установлено прижимающее усилие к полотну 13, и прижимающее усилие в направлении ширины регулируется для устранения деформации роликового ножа 11 в направлении ширины. Следовательно, покрывающая жидкость может наноситься в заданном равномерном количестве для прилипания в направлении ширины к полотну 13 для образования пленки с равномерной толщиной.
Кроме того, в устройстве для нанесения покрытия роликовым ножом согласно настоящему изобретению диаметр роликового ножа выбран в диапазоне 8-15 мм.
Даже если используется устройство 1 для нанесения покрытия роликовым ножом на фиг.4, как показано на фиг.3, контактное давление вблизи обоих концов полотна в направлении ширины увеличивается.
Однако при увеличении прижимающего усилия роликового ножа 11 к полотну 13 на обоих концах давление воздуха в пневматическом цилиндре 16 относительно части, где прижимающее усилие увеличивается, может регулироваться за счет соответствующего уменьшения давления при помощи регулятора 19 давления, чтобы, таким образом, регулировать прижимающее усилие. Таким образом, может быть получено равномерное количество жидкости для прилипания в направлении ширины.
При этом диаметр роликового ножа 11 выбран в пределах 8-15 мм. Когда диаметр роликового ножа 11 меньше 8 мм, усилие удерживающего элемента 14 для удержания роликового ножа 11 является недостаточным, и может легко произойти выпадение роликового ножа 11 во время нанесения покрытия. С другой стороны, когда диаметр роликового ножа 11 больше 15 мм, повышается вероятность образования так называемых наплавленных полосок, которые являются небольшими смоляными пятнами, по всей поверхности, и жесткость роликового ножа 11 повышается. Таким образом, даже если давление воздуха в пневматическом цилиндре 16 ежеминутно регулируется в направлении ширины, прижимающее усилие роликового ножа 11 к полотну 13 в направлении ширины становится менее эффективным, и становится трудно точно регулировать количество покрывающей жидкости для прилипания.
На Фиг.6 показан схематичный вид, показывающий состояние пневматических цилиндров и их расположение в устройстве для нанесения покрытия роликовым ножом согласно настоящему изобретению.
В устройстве 1 для нанесения покрытия роликовым ножом настоящего изобретения наружный диаметр D пневматического цилиндра 16 выбран из диапазона 10-50 мм, предпочтительно 20-30 мм.
Когда наружный диаметр D пневматического цилиндра 16 меньше 10 мм, даже если расположено большое количество пневматических цилиндров 16, необходимо установить давление воздуха, подаваемое в пневматический цилиндр 16, относительно высоким.
Таким образом, когда пневматический цилиндр 16 работает при высоком давлении, легко возникают неполадки в различных частях. Это вызывает ту проблему, что в случае, когда необходимо большое количество пневматических цилиндров 16, увеличивается стоимость устройства, включающего в себя регуляторы 19 давления.
Когда наружный диаметр D пневматического цилиндра 16 больше 50 мм, участок, прижимаемый одним из пневматических цилиндров 16, увеличивается, и прижимающее усилие в направлении ширины не может точно регулироваться.
В устройстве 1 для нанесения покрытия роликовым ножом настоящего изобретения, как показано на фиг.6, расстояние Y между пневматическими цилиндрами 16 представлено следующим отношением: наружный диаметр D пневматического цилиндра 16 ≤ расстояния между пневматическими цилиндрами < суммы 20 мм и наружного диаметра D пневматического цилиндра 16. Кроме того, расстояние Y между пневматическими цилиндрами предпочтительно представлено следующим отношением: наружный диаметр D пневматического цилиндра 16 ≤ расстояния между пневматическими цилиндрами < суммы 10 мм и наружного диаметра D пневматического цилиндра 16.
Когда расстояние Y между пневматическими цилиндрами 16 равно или больше суммы 20 мм и наружного диаметра D пневматического цилиндра 16, необходимо установить давление воздуха, подаваемого в пневматический цилиндр 16, более высоким, чем давление воздуха, когда пневматические цилиндры 16 расположены плотно. Когда пневматический цилиндр 16 работает при высоком давлении воздуха, неполадки легко возникают в различных частях, и, кроме того, участок, прижимаемый одним из пневматических цилиндров 16, увеличивается, и прижимающее усилие в направлении ширины не может точно регулироваться.
Следовательно, за счет установки расстояния Y между пневматическими цилиндрами на величину, меньшую суммы 20 мм и наружного диаметра D пневматического цилиндра 16, предпочтительно величину, меньшую суммы 10 мм и наружного диаметра D пневматического цилиндра 16, ширина части, прижимаемой одним из пневматических цилиндров 16, становится подходящей, и прижимающее усилие в направлении ширины может точно регулироваться.
Следует отметить, что каждый пневматический цилиндр 16 в основном состоит из цилиндра и поршня, и предпочтительно, чтобы диаметр поршня был как можно больше, и внутренний диаметр пневматического цилиндра, т.е., диаметр цилиндра, был как можно больше. Таким образом, толщина пневматического цилиндра выполнена как можно тоньше с учетом давления, приложенного к поршню, цилиндру и им подобным.
На Фиг.7 показан схематический вид, показывающий состояние плоского пластинчатого элемента в устройстве для нанесения покрытия роликовым ножом настоящего изобретения.
В устройстве 1 для нанесения покрытия роликовым ножом согласно настоящему изобретению плоский пластинчатый элемент 20 расположен между удерживающим элементом 14 для удержания роликового ножа 11 и пневматическим цилиндром 16, так что центр тяжести плоского пластинчатого элемента 20 размещен на штоке пневматического цилиндра 16. Этот плоский пластинчатый элемент 20 обеспечивает равномерное приложение давления воздуха, приложенного штоком 21 пневматического цилиндра 16, при помощи удерживающего элемента 14 в направлении ширины.
Удерживающий элемент 14 несколько изменяет свою форму за счет приложения прижимающего усилия. Даже если удерживающий элемент 14 деформируется, плоский пластинчатый элемент 20 закреплен на штоке 21 с допуском, так что плоский пластинчатый элемент 20 входит в плотный контакт с удерживающим элементом 14. Следовательно, давление воздуха может равномерно прикладываться при помощи удерживающего элемента 14 в направлении ширины, чтобы устранить деформацию удерживающего элемента 14.
Кроме того, так как плоский пластинчатый элемент 20 выполнен в форме диска, даже если плоский пластинчатый элемент 20 повернут или наклонен относительно штока 21, можно предотвратить контакт и столкновение плоского пластинчатого элемента 20 с соседним плоским пластинчатым элементом 20. В результате, не нужно образовывать большое расстояние между плоскими пластинчатыми элементами 20, и диаметр плоского пластинчатого элемента 20 может быть установлен немного меньшим, чем расстояние Y между пневматическими цилиндрами 16.
Кроме того, плоские пластинчатые элементы 20 могут минимизировать площадь удерживающего элемента 14 для роликового ножа 11, и к этой площади давление воздуха не может быть приложено пневматическим цилиндром 16, таким образом, прижимающее усилие в направлении ширины может прикладываться более равномерно.
На Фиг.8 представлен схематичный вид, показывающий состояние плоского пластинчатого элемента и штока пневматического цилиндра.
Часть плоского пластинчатого элемента 20, которая приводится в контакт со штоком 21 пневматического цилиндра 16, выполнена в виде обращенной вниз вогнутой сферической поверхности на фиг.8, и головка штока 21 пневматического цилиндра 16 выполнена в виде выпуклой сферической поверхности на фиг.8, чтобы сделать устойчивым контакт между плоским пластинчатым элементом 20 и штоком 21. Это увеличивает гибкость контакта между плоским пластинчатым элементом 20 и штоком 21. Следовательно, плотный контакт между плоским пластинчатым элементом 20 и удерживающим элементом 14 для роликового ножа 11 обеспечен более надежно, и равномерность прижимающего усилия в направлении ширины может быть повышена.
На Фиг.9 представлен схематический вид, показывающий способ регулировки давления воздуха.
В то время как устройство 1 для нанесения покрытия роликовым ножом настоящего изобретения осуществляет нанесение покрытия с использованием основного регулятора 22 давления, давление PO воздуха в общей трубке 18 установлено более высоким, чем конкретные давления P1, P2 и P3 воздуха и т.д., регулируемые и передаваемые при помощи регуляторов 19 давления.
В начале нанесения покрытия при помощи устройства 1 для нанесения покрытия роликовым ножом настоящего изобретения для предотвращения образования разрывов в рулоне 13, необходимо постепенно увеличивать прижимающее усилие роликового ножа 11 на рулон 13 до определенной величины. Таким образом, в устройстве 1 для нанесения покрытия роликовым ножом настоящего изобретения нанесение покрытия начинается с установки давлений P1, P2 и P3 воздуха и т.д., до давлений, более низких, чем конкретные значения, с последующим одновременным увеличением давлений воздуха до соответствующих конкретных давлений P1, P2 и P3 воздуха и т.д.
Давление PO воздуха в общей трубке 18 установлено для давления воздуха для осуществления непрерывного нанесения покрытия при помощи основного регулятора 22 давления.
Затем, используя регуляторы 19 давления, давления P1, P2 и P3 воздуха и т.д., регулируются до конкретных значений.
Кроме того, используя основной регулятор 12, за счет уменьшения давления PO воздуха до давления воздуха, более низкого, чем давление воздуха для осуществления непрерывного нанесения покрытия при поддержании установки регулятора 19 давления, P1, P2 и P3 воздуха и т.д., также могут быть уменьшены, и устройство 1 для нанесения покрытия роликовым ножом готово для начала нанесения покрытия.
В начале нанесения покрытия роликовый нож 11 прижат к рулону 13 за счет приложения давления PO воздуха, которое ниже давления воздуха для осуществления непрерывного нанесения покрытия, и давление PO воздуха увеличивается до давления воздуха для осуществления непрерывного нанесения покрытия, чтобы достичь начала нанесения покрытия при предотвращении образования разрывов рулона 13.
Фиг.10A - схематичный вид расположения пневматических цилиндров устройства для нанесения покрытия роликовым ножом настоящего изобретения, и фиг.10B - схематичный вид отображения давления каждого из цилиндров.
Множество пневматических цилиндров 16 расположено относительно направления ширины рулона 13 и роликового ножа 11.
Может быть необходимым точное регулирование давления воздуха в каждом из пневматических цилиндров 16 во время нанесения покрытия. Для облегчения регулировки давления воздуха в каждом из пневматических цилиндров 16 давление воздуха в каждом из пневматических цилиндров 16 отображается, чтобы, таким образом, обеспечить точную регулировку каждого давления воздуха.
Примеры
Ниже будут конкретно описаны примеры настоящего изобретения, однако, настоящее изобретения не ограничивается этими раскрытыми примерами.
Пример 1
Используя устройство для нанесения покрытия роликовым ножом настоящей заявки, изображенное на фиг.4, нанесение покрытия осуществлялось при нижеследующих условиях, и в то время как количество для сцепления покрывающей жидкости с рулоном в направлении ширины было подтверждено при помощи работающего в реальном времени измерительного устройства количества для сцепления, давление воздуха в каждом пневматическом цилиндре регулировалось для минимизации отклонения ее количества для сцепления с рулоном в направлении ширины.
Конкретно, как показано на фиг.11, давления в четырех пневматических цилиндрах 16 в окрестности каждого из обоих концов рулона были уменьшены за 4 этапа, чтобы уменьшить на каждом этапе на 15% относительно среднего давления воздуха (100%) в остальных 56 рабочих пневматических цилиндрах. Пневматические цилиндры были расположены таким образом, что кромка рулона 13 была расположена, по существу, в середине четырех пневматических цилиндров 16 в направлении ширины (X на фиг.11).
В конечном счете, минимальное отклонение, которое могло быть отрегулировано, составило 3,6%.
(1) Основа (рулон) для нанесения покрытия: бумага, не содержащая древесной массы, имеющая исходный вес 62 г/м2, толщину 70 мкм и ширину 1,560 мм
(2) Покрывающая жидкость: 10 масс.% от водного раствора поливинилового спирта
(3) Скорость нанесения покрытия: 400 м/мин
(4) Наружный диаметр роликового ножа: 12 мм
(5) Длина роликового ножа: 2,300 мм
(6) Наружный диаметр пневматического цилиндра: 20 мм
(7) Расстояние между пневматическими цилиндрами: 26 мм
(8) Количество расположенных цилиндров: 80
Количество рабочих цилиндров: 64
Отклонение количества для сцепления покрывающей жидкости с рулоном в направлении ширины было получено при помощи нижеследующего уравнения (1).
Отклонение количества для сцепления покрывающей жидкости в направлении ширины (%) = {(максимальное количество для сцепления (г/м2) - минимальное количество для сцепления (г/м2)/среднее количество для сцепления (г/м2)} × 100 Уравнение (1)
Пример 2
Используя устройство для нанесения покрытия роликовым ножом настоящего изобретения, в котором часть дискообразного плоского пластинчатого элемента 20, которая приводится в контакт со штоком 21 пневматического цилиндра 16, выполнена в виде обращенной вниз вогнутой сферической поверхности, и головка штока 21 пневматического цилиндра 16 выполнена в виде выпуклой сферической поверхности, изображенные на фиг.7 и 8, нанесение покрытия осуществлялось при нижеследующих условиях, и в то время как количество для сцепления покрывающей жидкости с рулоном в направлении ширины было подтверждено при помощи работающего в реальном времени измерительного устройства количества для сцепления, давление воздуха в каждом пневматическом цилиндре регулировалось для минимизации отклонения ее количества для сцепления с рулоном в направлении ширины.
Конкретно, как показано на фиг.11, давления в четырех пневматических цилиндрах 16 в окрестности каждого из обоих концов рулона были уменьшены за 4 этапов, чтобы уменьшить на каждом этапе на 15% относительно среднего давления воздуха (100%) в остальных 56 рабочих пневматических цилиндров. Пневматические цилиндры были расположены таким образом, что кромка рулона 13 была расположена, по существу, в середине четырех пневматических цилиндров 16 в направлении ширины (X на фиг.11).
В конечном счете, минимальное отклонение, которое могло быть отрегулировано, составило 3,1%.
(1) Основа (рулон) для нанесения покрытия: бумага, не содержащая древесной массы, имеющая исходный вес 62 г/м2, толщину 70 мкм и ширину 1, 560 мм
(2) Покрывающая жидкость: 10 масс.% от водного раствора поливинилового спирта
(3) Скорость нанесения покрытия: 400 м/мин
(4) Наружный диаметр роликового ножа: 12 мм
(5) Длина роликового ножа: 2,300 мм
(6) Наружный диаметр пневматического цилиндра: 20 мм
(7) Расстояние между пневматическими цилиндрами: 26 мм
(8) Количество расположенных цилиндров: 80
Количество рабочих цилиндров: 64
(9) Диаметр диска: 25 мм
Пример 3
Отклонение количества для сцепления покрывающей жидкости с рулоном в направлении ширины было минимизировано таким же способом, что и в примере 1 за исключением того, что, как показано на фиг.12, давления в двух пневматических цилиндрах 16 в окрестности каждого из обоих концов рулона были уменьшены за 2 этапа, чтобы уменьшить на каждом этапе на 15% относительно среднего давления воздуха (100%) в остальных 58 рабочих пневматических цилиндрах. Пневматические цилиндры 16 были расположены таким образом, что кромка рулона 13 была расположена, по существу, в середине двух пневматических цилиндров 16 в направлении ширины (X на фиг.12).
Количество расположенных цилиндров: 80
Количество рабочих цилиндров: 62
В конечном счете, минимальное отклонение, которое могло быть отрегулировано, составило 3,9%.
Сравнительный пример 1
Используя известное устройство для нанесения покрытия роликовым ножом, как показано на фиг.3, нанесение покрытия осуществлялось при нижеследующих условиях посредством равномерного прижимающего усилия с использованием трубчатого элемента 36, содержащего воздух, и в то время как количество для сцепления покрывающей жидкости с рулоном в направлении ширины было подтверждено при помощи работающего в реальном времени измерительного устройства количества для сцепления, давление воздуха внутри трубчатого элемента, содержащего воздух, регулировалось, чтобы получить такое же ее количество для сцепления с рулоном в направлении ширины, что и количество для сцепления в примерах 1-3.
Существует большая разность количеств для сцепления между центральной частью рулона в направлении ширины и концами рулона в направлении ширины, и, в конечном счете, минимальное отклонение, которое могло быть отрегулировано, составило 8,7%.
(1) Основа (рулон) для нанесения покрытия: бумага, не содержащая древесной массы, имеющая исходный вес 62 г/м2, и толщину 70 мкм
(2) Покрывающая жидкость: 10 масс.% от водного раствора поливинилового спирта
(3) Скорость нанесения покрытия: 400 м/мин
(4) Наружный диаметр роликового ножа: 12 мм
(5) Длина роликового ножа: 2,300 мм
(6) Ширина прижатия: 2,080 мм
В соответствии с настоящим изобретением покрывающая жидкость нанесена в равномерном количестве для сцепления с рулоном в направлении ширины, поскольку при нанесении покрытия роликовым ножом уменьшение количества для сцепления покрывающей жидкости с рулоном в направлении ширины в окрестности обоих концов рулона может корректироваться.
Список ссылочных позиций
1 - устройство для нанесения покрытия роликовым ножом
11 - роликовый нож
12 - опорный валок
13 - полотно
14 - удерживающий элемент
16 - пневматический цилиндр
17 - трубка
18 - общая трубка
19 - регулятор давления
20 - плоский пластинчатый элемент
21 - шток
22 - основной регулятор давления
23 - держатель
31 - роликовый нож
32 - опорный валок
33 - рулон
34 - покрывающая жидкость
35 - удерживающий элемент
36 - трубчатый элемент, содержащий воздух
44 - держатель
A - направление перемещения рулона
D - наружный диаметр пневматического цилиндра
Y - расстояние между пневматическими цилиндрами
PO - давление воздуха в общей трубке
P1, P2 и P3 - давление воздуха в пневматическом цилиндре.
Реферат
Изобретение относится к способу нанесения покрытия роликовым ножом и устройству для нанесения покрытия роликовым ножом. Способ включает передачу избыточного количества покрывающей жидкости на непрерывно движущийся рулон и регулировку избыточного количества в направлении ширины до необходимого количества для сцепления роликовым ножом, причем роликовый нож удерживается удерживающим элементом для удержания роликового ножа, удерживающий элемент прижат множеством пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента, пневматические цилиндры расположены на стороне удерживающего элемента, и эта сторона расположена напротив стороны, где удерживающий элемент удерживает роликовый нож, и, причем пневматические цилиндры могут отдельно регулироваться по давлению воздуха. Техническим результатом изобретения является создание способа нанесения покрытия роликовым ножом и устройства для нанесения покрытия роликовым ножом, которые могут устранить колебания количества прилипания покрывающей жидкости, постоянно возникающие на полотне, и получить равномерное количество для сцепления покрывающей жидкости с рулоном в направлении ширины. 2 н. и 10 з.п. ф-лы, 13 ил.
Формула
передают избыточное количество покрывающей жидкости на непрерывно движущееся полотно; и
регулируют избыточное количество покрывающей жидкости до заданного количества для прилипания роликовым ножом,
причем роликовый нож удерживают удерживающим элементом для удержания роликового ножа,
и удерживающий элемент прижимают множеством пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента,
при этом пневматические цилиндры расположены на боковой стороне удерживающего элемента, противоположной стороне, на которой удерживающий элемент удерживает роликовый нож, и
пневматические цилиндры могут отдельно регулироваться по давлению воздуха.
роликовый нож, выполненный с возможностью регулирования избыточного количества покрывающей жидкости на непрерывно движущемся полотне до заданного количества для прилипания;
удерживающий элемент для удержания роликового ножа; и
множество пневматических цилиндров, каждый из которых выполнен с возможностью прижима удерживающего элемента,
причем пневматические цилиндры расположены на стороне удерживающего элемента, противоположной стороне, на которой удерживающий элемент удерживает роликовый нож, и
пневматические цилиндры могут отдельно регулироваться по давлению воздуха.
Комментарии