Узел прокладок со сдвоенным трафаретом совместно с устройством для распределения термоплавких адгезивов - RU2432213C2
Код документа: RU2432213C2
Чертежи




Описание
Настоящее изобретение, в целом, относится к устройствам для распределения или нанесения термоплавких адгезивов и, более конкретно, к новому и усовершенствованному узлу прокладок со сдвоенным трафаретом, применяемому совместно с контактным профилирующим аппликатором или головкой для термоплавкого адгезива, позволяющему выполнять многократное нанесение покрытия или трафарета распределением, выпуском, и наносить или накладывать на нижерасположенную подложку внахлестку или с перекрытием за однократный проход нижележащей подложки относительно контактного профилирующего аппликатора или головки для термоплавкого адгезива. Вследствие этого, такое устройство или узел прокладок разрешает многократно наносить, например, термоплавкий адгезионный материал на нижерасположенную подложку по заданным трафаретам заданное количество раз в процессе или операции нанесения, в зависимости от, например, конструктивных требований конкретной изготавливаемой или производимой продукции и для эффективного увеличения возможностей изготовления или производства всей сборочной линии продукции. Подобным образом устройство или узел прокладок разрешает эффективно выполнять одновременно различные или многократные операции нанесения или наложения адгезива, эффективно упрощая и сокращая всю производственную сборочную линию и производственное время, необходимое для изготовления или производства ряда различной конкретной продукции.
Очень часто в связи с нанесением на нижерасположенную подложку различных материалов или веществ, таких как, например, термоплавкий адгезионный материал, требуется нанести или наложить различные виды адгезионных материалов, составов и т.п., или адгезионные покрытия или материалы, с различными толщинами или трафаретами внахлестку или с перекрытием. Например, в зависимости от конкретных конструктивных требований конкретной изготавливаемой или производимой продукции, требуется нанести термоплавкий адгезионный материал на нижерасположенную подложку в соответствии с заданными трафаретами и заданное количество раз во время процедуры или процесса нанесения. Такой техпроцесс нанесения теоретически можно выполнить, например, с помощью устройств, использующих два различных контактных профилирующих аппликатора, однако, в действительности это практически невозможно, ввиду того, что при нанесении вторым контактным профилирующим аппликатором второго адгезива, материала или покрытия на нижерасположенную подложку, первый адгезив, материал, покрытие или вещество имеет свойство стираться с нижележащей подложки. Следовательно, можно предположить, что такую технологию нанесения можно выполнить другим способом, например, с помощью устройств, в которых первое адгезионное покрытие или вещество наносится контактным профилирующим аппликатором, при этом второе адгезионное покрытие или вещество наносится распылением. Однако это сложный способ, так как требует два аппликатора, при этом устройства такого вида сложны так как требуют применения двух аппликаторов, а также применения и пневматических и гидравлических устройств, а практическое управление или относительное перемещение подложки относительно аппликатора становится довольно сложным.
Следовательно, в данной области техники существует необходимость в новом и усовершенствованном устройстве для распределения, конкретно, в устройстве для распределения термоплавкого адгезива, с помощью которого за однократный проход нижележащей подложки относительно аппликатора или головки на нижерасположенную подложку можно многократно нанести или наложить внахлестку или с перекрытием множество различных видов материалов, веществ, адгезивов, покрытий или т.п. или множество различных материалов, адгезивов, покрытий или веществ, имеющих, например, различные толщины или трафареты. Также, в данной области техники существует необходимость в новом и усовершенствованном устройстве для распределения, конкретно, в устройстве для распределения термоплавкого адгезива, с помощью которого на нижерасположенную подложку по заданным трафаретам заданное количество раз в процессе или операции нанесения можно нанести множество различных термоплавких адгезионных материалов, в зависимости от конкретных конструктивных требований конкретной изготавливаемой или производимой продукции, таким образом эффективно увеличивая производственные или технологические возможности всей сборочной линии продукции. Кроме того, в данной области техники остается потребность в новом и усовершенствованном устройстве для распределения, конкретно, в устройстве для распределения термоплавкого адгезива, который разрешает одновременно эффективно выполнять различные или многократные операции нанесения или наложения адгезива, эффективно упрощая или сокращая всю сборочную линию и производственное время, необходимое для изготовления или производства ряда различной конкретной продукции.
Вышеуказанная и другие задачи достигаются за счет создания узла прокладок со сдвоенным трафаретом, применяемого совместно с устройствами для распределения термоплавкого адгезионного материала для нанесения термоплавкого адгезионного материала на нижерасположенную подложку по заданным трафаретам, содержащего:
профилирующий переходник, принимающий термоплавкий адгезионный материал, подаваемый из источника термоплавкого адгезионного материала;
первую прокладку с трафаретом для приема термоплавкого адгезионного материала из упомянутого профилирующего переходника и нанесения первого трафарета термоплавкого адгезионного материала на нижерасположенную подложку; и
вторую прокладку с трафаретом для приема термоплавкого адгезионного материала из упомянутого профилирующего переходника и нанесения второго трафарета термоплавкого адгезионного материала на нижерасположенную подложку;
отделительную прокладку, расположенную между первой и второй прокладками с трафаретами, разделяющую первую и вторую прокладки друг от друга и, тем не менее, позволяющую наносить первый и второй трафарет термоплавкого адгезионного материала на нижерасположенную подложку по перекрывающему трафарету, при этом участок первого из первого и второго трафаретов термоплавкого адгезионного материала перекрывает участок второго из первого и второго трафаретов термоплавкого адгезионного материала.
Предпочтительно профилирующий переходник образует участок режущей кромки для эффективного выполнения нанесения первого и второго трафаретов термоплавкого адгезионного материала на нижерасположенную подложку как ясных, четких и чистых трафаретов.
Предпочтительно также первая и вторая прокладки с трафаретами расположены близко к упомянутому участку режущей кромки профилирующего переходника эффективного нанесения трафаретов первого и второго термоплавкого адгезионного материала на нижерасположенную подложку как ясные, четкие и чистые трафареты.
Кроме того, первая и вторая прокладки с трафаретами могут быть расположены на одной и той же стороне участка режущей кромки профилирующего переходника.
Дополнительно отделяющая прокладка имеет толщину, достаточную большую для того, чтобы первая и вторая прокладки с трафаретами располагались на достаточном друг от друга расстоянии, в соответствии с чем второй трафарет термоплавкого адгезионного материала наносят на нижерасположенную подложку без деформации и при этом отделяющая прокладка имеет достаточно малую толщину, в соответствии с чем первый трафарет термоплавкого адгезионного материала наносят на нижерасположенную подложку без деформации.
Предпочтительно узел прокладок со сдвоенным трафаретом дополнительно содержит:
профилирующую планку, расположенную рядом со второй прокладкой с трафаретом.
Более предпочтительно, профилирующая планка расположена на первой стороне второй прокладки с трафаретом, при этом отделяющая прокладка расположена на противоположной стороне второй прокладки с трафаретом.
Предпочтительно также первая дорожка, по которой подают первый участок термоплавкого адгезионного материала, наносимого на нижерасположенную подложку как первый трафарет термоплавкого адгезионного материала первой прокладкой с трафаретом, образована от профилирующего переходника до первой прокладки с трафаретами.
Предпочтительно также вторая дорожка, по которой подают второй участок термоплавкого адгезионного материала, наносимого на нижерасположенную подложку как второй трафарет термоплавкого адгезионного материала второй прокладкой с трафаретом, образована от профилирующего переходника до первой прокладки с трафаретами через первую прокладку с трафаретом, через отделительную прокладку, через вторую прокладку с трафаретом до профилирующей планки и назад до второй прокладки с трафаретом.
Дополнительно, участок переднего края второго трафарета термоплавкого адгезионного материала перекрывает участок заднего края первого трафарета термоплавкого адгезионного материала.
Кроме того, участок переднего края первого трафарета термоплавкого адгезионного материала может перекрывать участок заднего края второго трафарета термоплавкого адгезионного материала.
Более предпочтительно профилирующий переходник принимает два различных вида термоплавкого адгезионного материала из двух различных источников термоплавких адгезионных материалов.
Кроме того, устройство для распределения термоплавкого адгезива может содержать:
узел прокладок со сдвоенным трафаретом, содержащий первую и вторую прокладки со сдвоенным трафаретом, для нанесения термоплавкого адгезионного материала на нижерасположенную подложку по двум заранее заданным перекрывающим трафаретам.
Дополнительно в устройстве для распределения термоплавкого адгезионного материала узел прокладок со сдвоенным трафаретом может содержать:
профилирующий переходник, принимающий термоплавкий адгезионный материал, подаваемый из источника термоплавкого адгезионного материала;
первую прокладку с трафаретом для приема термоплавкого адгезионного материала из профилирующего переходника и для нанесения первого трафарета термоплавкого адгезионного материала на нижерасположенную подложку;
вторую прокладку с трафаретом для приема термоплавкого адгезионного материала из профилирующего переходника и для нанесения второго трафарета термоплавкого адгезионного материала на нижерасположенную подложку; и
отделительную прокладку, расположенную между первой и второй прокладками с трафаретом, разделяющую первую и вторую прокладки друг от друга и, тем не менее, разрешающую наносить первый и второй трафарет термоплавкого адгезионного материала на нижерасположенную подложку по перекрывающему трафарету, при этом участок первого из первого и второго трафаретов термоплавкого адгезионного материала перекрывает участок второго из первого и второго трафаретов термоплавкого адгезионного материала.
Предпочтительно, профилирующий переходник образует участок режущей кромки для эффективного выполнения нанесения первого и второго трафаретов термоплавкого адгезионного материала на нижерасположенную подложку как ясных, четких чистых трафаретов.
Предпочтительно также первая и вторая прокладки с трафаретом расположены близко к участку режущей кромки упомянутого профилирующего переходника для эффективного нанесения трафаретов первого и второго термоплавкого адгезионного материала на нижерасположенную подложку как ясные, четкие и чистые трафареты.
Более предпочтительно, первая и вторая прокладки с трафаретом расположены на одной и той же стороне участка режущей кромки профилирующего переходника.
Кроме того, отделяющая прокладка может иметь толщину, достаточную большую для того, чтобы первая и вторая прокладки с трафаретами располагались на достаточном друг от друга расстоянии, в соответствии с чем второй трафарет термоплавкого адгезионного материала наносят на нижерасположенную подложку без деформации и при этом упомянутая отделяющая прокладка имеет достаточно малую толщину, в соответствии с чем первый трафарет термоплавкого адгезионного материала наносят на нижерасположенную подложку без деформации.
Устройство для распределения термоплавкого адгезионного материала может дополнительно содержать профилирующую планку, расположенную рядом с упомянутой второй прокладкой с трафаретом.
Предпочтительно, профилирующая планка расположена на первой стороне второй прокладки с трафаретом, при этом отделяющая прокладка расположена на противоположной стороне второй прокладки с трафаретом.
Предпочтительно также первая дорожка, по которой подают первый участок термоплавкого адгезионного материала, наносимого на нижерасположенную подложку как первый трафарет термоплавкого адгезионного материала первой прокладкой с трафаретом, образована от профилирующего переходника до первой прокладки с трафаретом.
Более предпочтительно, вторая дорожка, по которой подают второй участок термоплавкого адгезионного материала, наносимого на нижерасположенную подложку как второй трафарет термоплавкого адгезионного материала второй прокладкой с трафаретом, образована от профилирующего переходника до первой прокладки с трафаретами через первую прокладку с трафаретом, через отделительную прокладку, через вторую прокладку с трафаретом до профилирующей планки и назад до второй прокладки с трафаретами.
Кроме того, участок переднего края второго трафарета термоплавкого адгезионного материала может перекрывать участок заднего края первого трафарета термоплавкого адгезионного материала.
Дополнительно, участок переднего края первого трафарета термоплавкого адгезионного материала может перекрывать участок заднего края второго трафарета термоплавкого адгезионного материала.
Предпочтительно профилирующий переходник принимает два различных вида термоплавкого адгезионного материала из двух различных источников термоплавких адгезионных материалов.
Таким образом задачи достигаются согласно идеям и принципам настоящего изобретения, предлагающего новый и усовершенствованный узел прокладок со сдвоенным трафаретом, применяемый совместно с контактным профилирующим аппликатором для термоплавкого адгезива, который содержит пару прокладок с трафаретами, каждая из которых имеет множество выпускных отверстий для нанесения или наложения (термоплавкого адгезива), установленных на или между профилирующим переходником и профилирующей планкой, и в котором между парой прокладок с трафаретами дополнительно вставлена отделяющая прокладка. В узле прокладок образован, по меньшей мере, первый комплект подающих дорожек для термоплавкого адгезива, содержащий, по меньшей мере, первый комплект проходных каналов для термоплавкого адгезива, выполненных в профилирующем переходнике, по которому эффективно подают, по меньшей мере, первый термоплавкий адгезионный материал к отверстиям для нанесения трафарета по первой из пары прокладок с трафаретами, при этом в узле прокладок образован, по меньшей мере, второй комплект подающих дорожек для термоплавкого адгезива, содержащий первый комплект сквозных или рассверленных отверстий, выполненных в профилирующем переходнике, при этом второй комплект сквозных или просверленных отверстий выполнен на участках первой прокладки с трафаретами, на которых не происходит нанесение (покрытия и т.п.), третий комплект сквозных или просверленных отверстий выполнен в отделяющей прокладке, четвертый комплект сквозных или просверленных отверстий образован на участках второй прокладки с трафаретами, на которых не происходит нанесение (покрытия и т.п.) и, по меньшей мере, второй комплект проходных каналов образован в профилирующей планке и соединен по текучей среде с участками, на которых происходит нанесение трафарета по второй трафаретной прокладке.
Вследствие этого, такое устройство позволяет выполнять нанесение сдвоенного покрытия или трафарета распределением, выпуском и наносить или налагать его на нижерасположенную подложку внахлестку или с перекрытием за однократный проход нижележащей подложки относительно контактного профилирующего аппликатора. Кроме того, дополнительно, как результат вышеупомянутой конструкции узла прокладок, на нижерасположенную подложку по заданным трафаретам можно нанести множество различных [1] термоплавких адгезионных материалов заданное количество раз в процессе или операции нанесения, в зависимости от конкретных конструктивных требований конкретной изготавливаемой или производимой продукции, эффективно увеличивая возможности производства или изготовления всей производственной сборочной линии. Кроме того, различные или многократные операции нанесения или наложения адгезива можно эффективно выполнять одновременно, при этом эффективно упрощая или сокращая всю производственную сборочную линию и производственное время, необходимое для изготовления или производства иной различной конкретной продукции.
Различные другие свойства и дополнительные преимущества настоящего изобретения будут полнее оценены из последующего подробного описания, рассмотренного вместе с прилагаемыми чертежами, в которых одинаковые номера позиций обозначают одинаковые или соответствующие части в некоторых видах, и где:
Фиг.1 представляет собой изображение с пространственным разделением деталей нового и усовершенствованного узла прокладок со сдвоенным трафаретом, применяемого с контактным профилирующим аппликатором для термоплавкого адгезива, созданного согласно принципам и идеям настоящего изобретения, и показывает его работающие вместе части.
Фиг.2 представляет собой вид спереди с частичными разрезами узла прокладок со сдвоенным трафаретом, как представлено на Фиг.1.
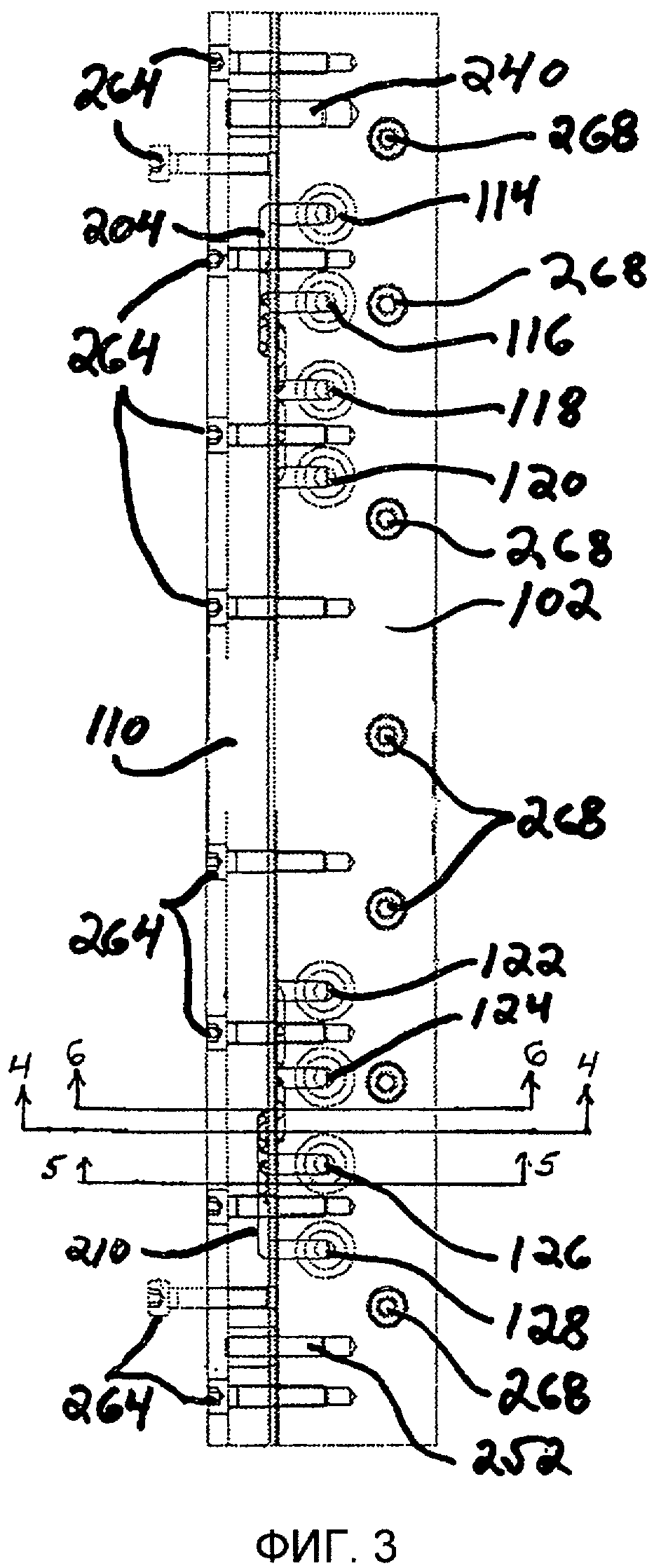
Фиг.3 представляет собой вид сверху с частичными разрезами узла прокладок со сдвоенным трафаретом, как представлено на Фиг.1 или 2.
Фиг.4 представляет собой разрез по линии 4-4 на Фиг.3 узла прокладок со сдвоенным трафаретом, как показано на Фиг.3.
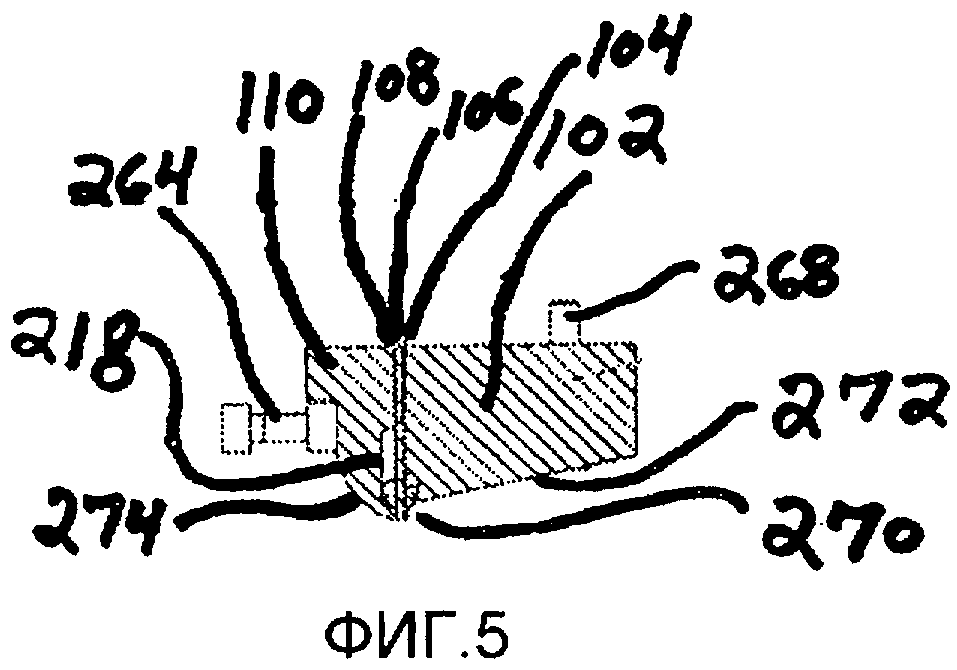
Фиг.5 представляет собой разрез по линии 5-5 на Фиг.3 узла прокладок со сдвоенным трафаретом, как показано на Фиг.3.
Фиг.6 представляет собой разрез по линии 6-6 на Фиг.3 узла прокладок со сдвоенным трафаретом, как показано на Фиг.3.
Фиг.7 представляет собой вид спереди узла прокладок со сдвоенным трафаретом, подобный показанному на Фиг.2, показывающий при этом создание различных трафаретов, в результате конкретной операции узла прокладок со сдвоенным трафаретом настоящего изобретения.
Со ссылкой на чертежи и более конкретно на Фиг.1-6 новый и усовершенствованный узел прокладок со сдвоенным трафаретом, применяемый, например, совместно с аппликатором или головкой для термоплавкого адгезива, созданный согласно принципам и идеям настоящего изобретения, показан и обозначен в целом позицией 100. Более конкретно как, вероятно, лучше всего видно из фигуры 1, новый и усовершенствованный узел прокладок со сдвоенным трафаретом, применяемый, например, совместно с аппликатором или головкой для термоплавкого адгезива, для нанесения или наложения многократных нанесений или трафарета на нижерасположенную подложку, содержит профилирующий переходник 102, первую прокладку 104 с трафаретом, отделительную прокладку 106, вторую прокладку 108 с трафаретом и профилирующую планку 110, в котором нижележащая подложка имеет возможность перемещаться относительно нового и усовершенствованного узла 100 прокладок со сдвоенным трафаретом, по потоку FP. Для облегчения понимания настоящего изобретения и его работы новый и усовершенствованный узел 100 прокладок со сдвоенным трафаретом будет описан как если бы два различных вида адгезива, покрытия, вещества или материала пропускались бы через и выпускались бы из нового и усовершенствованного узла 100 прокладок со сдвоенным трафаретом, при этом они наносились бы или налагались на нижерасположенную подложку, при этом следует понимать, что два различных вида адгезива, покрытия, вещества или материала в действительности могут содержать многочисленные различные виды адгезива, покрытия, вещества или материала или один и тот же адгезив, покрытие, вещество или материал, отличающиеся друг от друга размерами по толщине или трафаретами, все как будет разъяснено более подробно ниже.
Со ссылкой на Фиг.1-6, а для ясности, конкретно на Фиг.1, видно, что профилирующий переходник 102 в поперечном сечении имеет, по существу, трапециевидную форму и что на верхнем участке 112 поверхности профилирующего переходника 102 выполнено, например, восемь впускных отверстий 114, 116, 118, 120, 122, 124, 126, 128 для текучей среды, обеспечивающих отдельно подачу в профилирующий переходник 102, например, восемь термоплавких адгезионных материалов, которые подают туда, например, с помощью соответствующего числа насосов (не показаны, хотя потоки текучей среды, проходящие через насосы, схематически показаны входящими стрелками на фигуре 2). В соответствии с одним конкретным примером конструкции узла 100 настоящего изобретения, на который направлено это раскрытие, восемь впускных отверстий 114, 116, 118, 120, 122, 124, 126, 128 для текучей среды расположены в двух боковых или перпендикулярно разнесенных комплектах впускных отверстий для текучей среды, причем каждый комплект впускных отверстий для текучей среды содержит четыре отверстия для текучей среды и четыре насоса (не показаны), применяемых соответственно для подачи двух различных текучих сред таких как, например, два различных термоплавких адгезионных материала в восемь впускных отверстий 114, 116, 118, 120, 122, 124, 126, 128 для текучей среды, хотя нужно отметить, что согласно другим возможным конструкциям или вариантам осуществления, которые можно создать в соответствии с обшими принципами и идеями настоящего изобретения, по существу, вместе с узлом 100 может быть обеспечено большее или меньшее количество насосов.
Например, можно использовать только два насоса (не показаны), вследствие чего каждый насос будет подавать конкретно одну из двух текучих сред или термоплавкий адгезионный материал в четыре из восьми впускных отверстий 114, 116, 118, 120, 122, 124, 126, 128 для текучей среды или наоборот можно использовать восемь различных насосов (не показаны), вследствие чего каждый насос будет прямо подавать соответственно одну из восьми различных текучих сред или термоплавкий адгезионный материал в восемь впускных отверстий 114, 116, 118, 120, 122, 124, 126, 128 для текучей среды. Другие комбинации или перестановки, содержащие множество насосов, множество различных текучих сред, материалов, веществ или т.п., подаваемых в конкретное количество впускных отверстий 114, 116, 118, 120, 122, 124, 126, 128 для текучей среды, тоже, конечно, возможны для того, чтобы получить нанесение или наложение различных текучих сред, различных трафаретов, различную толщину покрытия и т.п. на нижерасположенную подложку по конкретному или заранее определенному требуемому трафарету, что необходимо для конкретной или различной изготавливаемой или производимой продукции.
Более конкретно, по-прежнему со ссылкой преимущественно на фигуру 1, первый из вышеупомянутых двух насосов (не показан) подает первый из двух различных термоплавких адгезионных материалов в впускные отверстия 118, 120, 122, 124 для текучей среды, образованные в участке 112 верхней поверхности профилирующего переходника 102 и видно, что направленный вперед участок 130 поверхности профилирующего переходника 102 снабжен множеством проходных каналов 132, 134, 136, 138, выполненных с возможностью соответственно соединяться по текучей среде на своих передних по ходу участках с впускными отверстиями 118, 120, 122, 124 для текучей среды. В свою очередь задние по ходу участки множества проходных каналов 132, 134, 136, 138 соответственно соединены по текучей среде с множеством выпускных отверстий 140, 142, 144, 146, также образованных в направленном вперед участке 130 поверхности профилирующего переходника 102 и, кроме того, множество выпускных отверстий 140, 142, 144, 146 для текучей среды выполнены с возможностью соответственно соединяться по текучей среде с множеством первых отверстий 148, 150, 152, 154 для нанесения или наложения текучей среды, образованных в участке нижнего края первой прокладки 104 с трафаретом и по которым, вследствие этого, наносят или налагают первую текучую среду или первый из двух различных адгезионных материалов на нижерасположенную подложку по заданному трафарету с заданной толщиной покрытия или т.п. Также заметно, что множество уплотнительных элементов 156, 158, 160, 162, 164, 168, 170 выполнены с возможностью соответственно функционально соединяться с множеством впускных отверстий 114, 116, 118, 120,124, 126, 128 для текучей среды, обеспечивая требуемую герметизацию текучей среды в их соединениях.
Кроме того, также видно, что направленный вперед участок 130 поверхности профилирующего переходника 102 также снабжен множеством проходных каналов 172, 174, 176, 178, выполненных с возможностью соответственно соединяться по текучей среде на своих передних по ходу участках с впускными отверстиями 114, 116, 126, 128 для текучей среды и, в свою очередь, задние по ходу участки множества проходных каналов 172, 174, 176, 178 выполнены с возможностью соответственно соединяться по текучей среде с первым комплектом сквозных отверстий [2] или пробоин 180, 182, 184, 186, образованных в первой прокладке 104 с трафаретом. Точно так же видно, что отделяющая прокладка 106 тоже снабжена вторым комплектом пробоин или сквозных отверстий 188, 190, 192, 194, выполненных с возможностью соответственно соединяться по текучей среде с первым комплектом сквозных отверстий или пробоин, образованным в первой прокладке 104 с трафаретом.
Кроме того, третий комплект сквозных отверстий или пробоин 196, 198, 200, 202, образованных во второй прокладке 108 с трафаретом, выполнен с возможностью соответственно соединяться по текучей среде со вторым комплектом сквозных отверстий или пробоин 188, 190, 192, 194, образованных во второй прокладке 108 с трафаретом. И в заключение видно, что множество проходных каналов 204, 206, 208, 210 образованы в направленном назад участке 212 поверхности профилирующей планки 110, что лучше всего видно на фигуре 2 и, что множество проходных каналов 204, 206, 208, 210 выполнены с возможностью соединяться по текучей среде на своих передних по ходу участках соответственно с третьим комплектом сквозных отверстий или пробоин 196, 198, 200, 202, образованных во второй прокладке 108 с трафаретом, принимая оттуда вторую текучую среду, в то время как задние по ходу участки проходных каналов 204, 206, 208, 210 выполнены с возможностью соответственно соединяться по текучей среде с множеством выпускных отверстий 214, 216, 218, 220 для текучей среды, также образованных в направленном назад участке 212 лицевой поверхности профилирующей планки 110, для подачи туда второй текучей среды. Кроме того, множество выпускных отверстий 214, 216, 218, 220 для текучей среды выполнены с возможностью соответственно соединяться по текучей среде с множеством вторых отверстий 222, 224, 226, 228 для нанесения или наложения текучей среды, образованных в участке нижнего края второй прокладки 108 с трафаретам, которая вследствие этого служит для нанесения или наложения второй текучей среды или второго из двух термоплавких адгезионных материалов на нижерасположенную подложку по заданному трафарету, с заданной толщиной покрытия и т.п.
Далее, со специальными ссылками на Фиг.3-6 дополнительно к Фиг.1-2, описана процедура сборки нового и усовершенствованного узла 100 прокладок со сдвоенным трафаретом и его установка на аппликатор или головку для термоплавкого адгезива. Более конкретно, видно, что для сборки различных компонентов, содержащих новый и усовершенствованный узел 100 прокладок со сдвоенным трафаретом, по настоящему изобретению, участки левой стороны профилирующего переходника 102, первая прокладка 104 с трафаретом, отделяющая прокладка 106, вторая прокладка 108 с трафаретом и профилирующая планка 110 соответственно снабжены первыми отверстиями или проемами 230, 232, 234, 236, 238 для установки первого установочного штифта 240, выполненного с возможностью вставки в вышеупомянутые отверстия или проемы 230, 232, 234, 236, 238 для эффективного совмещения участков левой стороны профилирующего переходника 102, первой прокладки 104 с трафаретом, отделительной прокладки 106, второй прокладки 108 с трафаретом и профилирующей планки 110. Точно так же участки правой стороны профилирующего переходника 102, первая прокладка 104 с трафаретом, отделяющая пластина 106, вторая прокладка 108 с трафаретом и профилирующая планка 110 соответственно снабжены вторыми отверстиями или проемами 242, 244, 246, 248, 250 для установки в них второго установочного штифта 252, выполненного с возможностью вставки в упомянутые выше отверстия или проемы 242, 244, 246, 248, 250, для эффективного совмещения участков правой стороны профилирующего переходника 102, первой прокладки 104 с трафаретом, отделительной прокладки 106, второй трафаретной 108 прокладки и профилирующей планки 110.
Таким образом, в результате установки первого и второго установочных штифтов 240, 252 в соответствующие проемы или отверстия 230, 232, 234, 236, 238 и 242, 244, 246, 248, 250 все элементы конструкции, содержащиеся в новом и усовершенствованном узле 100 прокладок со сдвоенным трафаретом то есть: профилирующий переходник 102, первая прокладка 104 с трафаретом, отделяющая прокладка 106, вторая прокладка 108 с трафаретом и профилирующая планка 110, правильно выравнены друг относительно друга и подготовлены для неподвижной сборки вместе. Вследствие этого видно, что каждый элемент: первая прокладка 104 с трафаретом; отделительная прокладка 106; вторая прокладка 108 с трафаретом; и профилирующая планка 110, также снабжены множеством соответственно проемов или отверстий, таких как, например, десять проемов или отверстий 254, 256, 258, 260, 262, расположенных горизонтально в ряд и выполненных с возможностью установки в них, соответственно, множества подходящих крепежных болтов, то есть десяти крепежных болтов 264, надежно закрепляющих профилирующий переходник 102, первую прокладку 104 с трафаретом, отделительную прокладку 106, вторую прокладку 108 с трафаретом и профилирующую планку 110 вместе, образуя новый и усовершенствованный узел 100 прокладок со сдвоенным трафаретом. И наконец, дополнительно видно, что профилирующий переходник 102 снабжен множеством вертикально ориентированных отверстий, таких как, например, семь отверстий 266, в которые множество крепежных болтов, таких как, например, семь крепежных болтов 268, выполненных с возможностью вставки для выполнения резьбового соединения на направленном вниз участке поверхности аппликатора или головки для термоплавкого адгезива (не показано), чтобы установить на него неподвижно новый и усовершенствованный узел 100 прокладок со сдвоенным трафаретом.
Описав по существу все из конструкционных элементов, составляющих новый и усовершенствованный узел 100 прокладок со сдвоенным трафаретом настоящего изобретения, коротко опишем его работу вместе с некоторыми его особенностями. Как лучше всего можно понять из любой Фиг.4-6, заметно, что участок 270 нижнего края направленный вперед участок 130 поверхности профилирующего переходника 102 трапециевидной формы выступает вниз ниже, например, участка 272 нижней или наклонной нижней поверхности профилирующего переходника 102, образуя при этом так называемую режущую кромку. Кроме того, также видно, что обращенный назад или выступающий участок нижнего края профилирующей планки 110 заканчивается участком 274 изогнутой формы, называемой «орлиный клюв», и что первая прокладка 104 с трафаретом, отделяющая прокладка 106 и вторая прокладка 108 с трафаретом по существу вставлены между профилирующим переходником 102 и профилирующей планкой 110 таким образом, что соответствующие участки 276, 278, 280 нижнего края первой прокладки 104 с трафаретом, отделительной прокладки 106 и второй прокладки 108 с трафаретам по существу выравнены с, или расположены на одном и том же вертикальном уровне, что и режущая кромка 270 профилирующего переходника 102 и участок заднего края «орлиного клюва» 274. Кроме того, отделяющая прокладка 106 выполнена относительно тонкой, что не только разрешает участкам 276, 280 нижнего края первой и второй прокладкам 104, 108 с трафаретами располагаться физически близко друг относительно друга, но и, кроме того, разрешает и участкам 276, 280 нижнего края первой и второй прокладок 104, 108 с трафаретами также располагаться физически близко относительно режущей кромки 270 профилирующего переходника 102. Таким образом, как будет подробнее описано ниже, такой составной узел образует конструкцию с острыми кромками, которая в действительности разрешает наносить или налагать требуемые трафареты на нижерасположенную подложку как желательные резкие, четкие и чистые изображения, когда в действительности, например, термоплавкий адгезионный материал распределяют или выпускают из, и наносят или налагают на нижерасположенную подложку, с помощью любой из прокладок 104, 108 с трафаретом.
Дополнительно и как видно из сравнения фигур 2 и 7, понятно, что в результате вышеупомянутого нового и усовершенствованного узла 100 прокладок со сдвоенным трафаретом, созданного согласно принципам и идеям настоящего изобретения, можно получить различные нанесенные или наложенные трафареты, имеющие различные размеры по ширине и различные нанесенные или наложенные трафареты, имеющие зоны или участки с перекрытием или внахлестку. Например, как лучше всего видно или понятно из фигур 1 и 2, первый нанесенный или наложенный трафарет 282, содержащий, например, первый термоплавкий адгезионный материал, наносят или налагают на нижерасположенную подложку через отверстие 148 для нанесения текучей среды, образованное в участке 276 нижнего края первой прокладки 104 с трафаретами и видно, что такой первый нанесенный или наложенный трафарет 282 имеет заданные размеры по длине и ширине. Кроме того, этот первый нанесенный или наложенный трафарет 282 предпочтительно имеет первый заданный размер по толщине.
Точно так же второй нанесенный или наложенный трафарет 284, содержащий, например, такой же термоплавкий адгезионный материал, как и используемый при выполнении первого нанесенного или наложенного трафарета 282, наносят или налагают на нижерасположенную подложку через отверстие 150 для нанесения текучей среды, которое также образовано в участке 276 нижнего края первой прокладки 104 с трафаретом, и видно, что такой второй нанесенный или наложенный трафарет 284 имеет заданную длину, по существу совпадающую с длиной первого нанесенного или наложенного трафарета 282, при этом также понятно, что второй, нанесенный или наложенный трафарет 284, фактически, сдвинут относительно первого нанесенного или наложенного трафарета 282 в продольном направлении, например, в результате соответствующего расчета времени работы распределительного клапанного устройства (не показано), расположенного в аппликаторе или головке (также не показаны). Кроме того, видно, что ширина второго нанесенного или наложенного трафарета 284 несколько меньше или уже первого нанесенного или наложенного трафарета 282, как, например, установлено относительными размерами по ширине выпускных отверстий 148, 150 для нанесения текучей среды. Кроме того, этот второй нанесенный или наложенный трафарет 284 предпочтительно имеет заданный размер по толщине, по существу соответствующий размеру по толщине первого нанесенного или наложенного трафарета 282. Кроме того, дополнительно, третий и четвертый, нанесенные или наложенные трафареты 286, 288, соответственно подобные первому и второму нанесенным или наложенным трафаретам 282, 284, выполнены соответствующими отверстиями 154, 152 для нанесения текучей среды, которые также образованы в участке 276 нижнего края первой прокладки 104 с трафаретом.
Дополнительно, точно так же видно, что пятый нанесенный или наложенный трафарет 290, содержащий, например, второй термоплавкий адгезионный материал, наносят или налагают на нижерасположенную подложку через отверстие 222 для нанесения текучей среды, образованное в участке 280 нижнего края второй прокладки 108 с трафаретам и видно, что пятый нанесенный или наложенный трафарет 290 также имеет заданные размеры по длине и ширине. Кроме того, этот пятый нанесенный или наложенный трафарет 290 предпочтительно имеет второй заданный размер по толщине, который может быть, например, больше или меньше размера любого из нанесенных или наложенных трафаретов 282, 284, 286, 288. Подобным образом шестой нанесенный или наложенный трафарет 292, содержащий, например, такой же второй термоплавкий адгезионный материал, как и используемый при выполнении пятого нанесенного или наложенного трафарета 290, наносят или налагают на нижерасположенную подложку через отверстие 224 для нанесения текучей среды, также образованное в участке 280 нижнего края второй прокладки 108 с трафаретом, и видно, что такой второй нанесенный или наложенный трафарет 282 имеет заданные размеры по ширине и длине по существу такие же как и у пятого нанесенного или наложенного трафарета 290, однако понятно так же, что шестой нанесенный или наложенный трафарет 292 по существу сдвинут относительно пятого нанесенного или наложенного трафарета 290 в продольном направлении, например, в результате соответствующего расчета времени работы распределительного клапанного устройства (не показано), расположенного в аппликаторе или головке (также не показаны), на основании чего конкретно первый и второй термоплавкий адгезионный материал наносят заданное количество раз относительно перемещения нижележащей подложки по потоку FP.
Кроме того, этот шестой нанесенный или наложенный трафарет 292 предпочтительно имеет заданную толщину, по существу такую же, как и у пятого нанесенного или наложенного трафарета 290. Кроме того, седьмой и восьмой нанесенный или наложенный трафареты 294, 296 подобны соответственно пятому и шестому нанесенным или наложенным трафаретам 290, 292, выполненными соответствующими отверстиями 228, 226 для нанесения текучей среды, так же образованными в участке 280 нижнего края второй прокладки 108 с трафаретом. Кроме того, дополнительно, также видно, например, что участок заднего края первого нанесенного или наложенного трафарета 282 перекрыт участком переднего края шестого нанесенного или наложенного трафарета 292 и точно так же участок задней кромки третьего нанесенного или наложенного трафарета 286 перекрыт участком переднего края восьмого нанесенного или наложенного трафарета 296. Еще раз, так получается в результате, например, конкретного расчета времени распределительного клапанного устройства (не показано), расположенного в аппликаторе или головке (также не показаны), посредством чего конкретно первый и второй термоплавкие адгезионные материалы наносят заданное количество раз относительно перемещения нижележащей подложки по потоку FP.
Кроме того, понятно, что нанесение или наложение двух различных термоплавких адгезионных материалов один поверх другого также получают в результате однозначного касания или контактирования всего упомянутого нового и усовершенствованного узла 100 прокладок настоящего изобретения, содержащего, например, узел 270 режущей кромки профилирующего переходника 102, участок 276 нижнего края первой прокладки 104 с трафаретом, участок 278 нижнего края отделяющей прокладки 106, участок 280 нижнего края второй прокладки 108 с трафаретом и зону заднего края участка 274 «орлиного клюва» профилирующей планки 110 с нижележащей подложкой. В частности, когда такой узел 100 касается или контактирует с нижележащей подложкой и, если, например, первый нанесенный или наложенный трафарет 282 представляет собой, фактически, первый нанесенный или наложенный трафарет, фактически нанесенный или наложенный на нижерасположенную подложку по первой прокладке 104 с трафаретом, при этом нижележащая подложка будет, в действительности, слегка вдавлена или вмята, не только в результате касания или контактирования с нижележащей подложкой с помощью узла 100 прокладок, но, кроме того, в результате давления термоплавкого адгезионного материала, распределяемого или выпускаемого из, например, первой прокладки 104 с трафаретом. Далее аналогично, когда шестой нанесенный или наложенный трафарет 292 термоплавкого адгезионного материала наносят или налагают на нижерасположенную подложку так, что участок переднего края шестого нанесенного или наложенного трафарета 292 наложен поверх участка заднего края первого нанесенного или наложенного трафарета 282 внахлестку и с перекрытием с помощью второй прокладки 108 с трафаретом, затем снова, когда узел 100, состоящий из прокладок, касается или контактирует с нижерасположенной подложкой, нижележащая подложка, в действительности, снова будет слегка вдавлена или вмята, не только в результате касания или контактирования нижележащей подложки с помощью узла 100 прокладок, но и в результате давления термоплавкого адгезионного материала, распределяемого или выпускаемого из, например, второй прокладки 108 с трафаретом. Следовательно, термоплавкий адгезионный материал, распределяемый или выпускаемый из второй прокладки 108 с трафаретом, можно будет фактически нанести или наложить на нижерасположенную подложку в такую дополнительно вдавленную или вмятую область с помощью второй прокладки 108 с трафаретами и поверх нанесенного или наложенного трафарета 282 внахлестку или с перекрытием, при этом не нарушая или как-то иначе не повреждая ранее нанесенный или наложенный трафарет 282.
Как лучше всего показано на Фиг.7, также видно, что подобным образом можно получить обратные или противоположные нанесенным или наложенным трафаретам 282, 284, 286, 290, 292, 294, 296 по отношению к нанесенным или наложенным трафаретам 282, 284, 286, 290, 292, 294, 296 показанным, например, на фигуре 2. Например, более конкретно видно, что не только нанесенные или наложенные трафареты 282, 284, или 286, 288, или 290, 292, или 294, 296 больше не выступают друг относительно друга в продольном направлении, но согласно конкретному полному процессу или процедуре нанесения, содержащему нанесение или наложение нанесенных или наложенных трафаретов 282, 284, 286, 290, 292, 294, 296 на нижерасположенную подложку, видно, что согласно таким нанесенным или наложенным трафаретам, как показаны на Фиг.7, участок заднего края шестого нанесенного или наложенного трафарета 292 теперь эффективно перекрыт участком переднего края первого нанесенного или наложенного трафарета 282 и точно так же участок заднего края восьмого нанесенного или наложенного трафарета 296 перекрыт участком переднего края третьего нанесенного или наложенного трафарета 286. Принципы и идеи настоящего изобретения позволяют с помощью нового и усовершенствованного узла 100 прокладок получить ряд различных нанесенных или наложенных трафаретов с перекрытием или внахлестку, имеющих различные размеры по длине, ширине, толщине покрытия относительно продольной установки или расположения и т.п.
Кроме того, нужно отметить и подчеркнуть, что вне зависимости от того, какие трафареты 282, 284, 286, 290, 292, 294, 296 нанесены или наложены на нижерасположенную подложку, и вне зависимости от очередности нанесения или наложения различных трафаретов 282, 284, 286, 290, 292, 294, 296 на нижерасположенную подложку успешное нанесение или наложение трафаретов 282, 284, 286, 290, 292, 294, 296 на нижерасположенную подложку будет получено согласно, или в результате, вышеупомянутых принципов и идей настоящего изобретения. При этом дополнительно нужно отметить, что в действительности для получения вышеупомянутых многократно нанесенных или наложенных трафаретов 282, 284, 286, 290, 292, 294, 296 на нижерасположенную подложку при наложении или нанесении двух термоплавких адгезионных материалов нужно учитывать несколько других факторов. Например, подмечено, что очень важно иметь тонкую отделяющую прокладку 106, что не только разрешает располагать первую и вторую прокладки 104, 108 с трафаретом очень близко друг к другу, но и разрешает располагать прокладки 104, 108 с трафаретом очень близко к режущей кромке 270 профилирующего переходника 102.
Если же в действительности толщина отделяющей прокладки 106 будет слишком велика, то нанесение первого термоплавкого адгезионного материала по, например, первой прокладке 104 с трафаретом будет искажено и не будет образовано чисто и четко, потому что относительно широкая отделяющая прокладка 106 будет в действительности увеличивать время воздействия или время нанесения термоплавкого адгезионного материала, распределяемого по первой прокладке 104 с трафаретом, вследствие чего такой трафарет термоплавкого адгезионного материала будет по сути искажен. С другой стороны, если отделяющая прокладка 106 в действительности будет слишком тонкой, то наносимый трафарет термоплавкого адгезионного материала, распределяемый по второй прокладке 108 с трафаретом, в действительности будет искажен из-за недостатка времени для фактического осуществления вышеупомянутого вдавливания или вмятия второго нанесенного или наложенного термоплавкого адгезионного материала из, например, второй прокладки 108 с трафаретом. Следовательно, вместо термоплавкого адгезионного вещества, распределяемого по второй прокладке 108 с трафаретом, по-настоящему перекрывающего термоплавкий адгезионный материал, распределяемый из первой прокладки 104 с трафаретом, термоплавкий адгезионный материал, распределяемый по второй прокладке 108 с трафаретом, будет в действительности смешиваться с расплавом адгезионного материала, ранее нанесенного на нижерасположенную подложку из первой прокладки 104 с трафаретом. Следовательно, выполнение отделяющей прокладки 106 нужной толщины, вместе с другими рабочими или эксплуатационными факторами, такими как, например, конкретно наносимый термоплавкий адгезионный материал, его вязкостные свойства, давление распределяемого термоплавкого адгезионного материала, все оказывает влияние на успешное нанесение или наложение конкретных трафаретов на нижерасположенную подложку.
Таким образом, можно видеть, что в соответствии с принципа и идеями настоящего изобретения предложен новый и усовершенствованный узел 100, состоящий из прокладок, используемый совместно с устройствами для распределения термоплавкого адгезива, с помощью которых различные другие нанесения или наложения трафарета с перекрытием или внахлестку, имеющие различные размеры по длине, ширине, толщине покрытия, различную установку или расположение в продольном направлении друг относительно друга и т.п., можно получить с помощью нового и усовершенствованного узла прокладок со сдвоенным трафаретом настоящего изобретения за однократный проход нижележащей подложки относительно контактного профилирующего аппликатора или головки для термоплавкого адгезива. Таким образом, различные или многократные операции по помещению или нанесению адгезива можно эффективно выполнять одновременно с эффективным упрощением и сокращением в целом сборочных линий и времени изготовления, потребного для изготовления или производства различной другой конкретной продукции.
Очевидно, множество разновидностей и модификаций настоящего изобретения возможны в свете вышеупомянутых идей. Следовательно, следует понимать, что в объеме прилагаемой формулы изобретения, настоящее изобретение практически может быть осуществлено иначе, чем конкретно описано здесь.
Реферат
Изобретение относится к устройствам для распределения или нанесения термоплавких адгезивов. Узел прокладок содержит профилирующий переходник, первую и вторую прокладки с трафаретом, отделительную прокладку. Переходник принимает термоплавкий адгезионный материал, подаваемый из источника материала. Первая прокладка с трафаретом применяется для приема термоплавкого адгезионного материала из упомянутого профилирующего переходника и нанесения первого трафарета термоплавкого адгезионного материала на нижерасположенную подложку. Вторая прокладка с трафаретом используется для приема термоплавкого адгезионного материала из упомянутого профилирующего переходника и нанесения второго трафарета термоплавкого адгезионного материала на нижерасположенную подложку. Отделительная прокладка расположена между первой и второй прокладками с трафаретами. Она разделяет первую и вторую прокладки друг от друга. Позволяет наносить первый и второй трафарет термоплавкого адгезионного материала на нижерасположенную подложку по перекрывающему трафарету. Участок первого из первого и второго трафаретов термоплавкого адгезионного материала перекрывает участок второго из первого и второго трафаретов термоплавкого адгезионного материала. Техническим результатом изобретения является многократное нанесение термоплавкого адгезионного материала заданное количество раз, упрощение и сокращение производственной сборочной линии, сокращение производственного времени. 11 з.п. ф-лы, 7 ил.
Комментарии