Промазочное устройство - RU2745220C2
Код документа: RU2745220C2
Чертежи





Описание
Изобретение касается промазочного устройства для промазывания вязким материалом согласно ограничительной части п. 1 формулы изобретения, системы для промазывания вязким материалом по п. 11 формулы изобретения, а также способа промазывания вязким материалом согласно ограничительной части п. 13 формулы изобретения.
Для нанесения вязкого материала, в частности уплотняющего материала, такого как, например, авиационные уплотнительные массы или подобный силикону уплотняющий материал, известны разные наносящие устройства. Например, в EP 2 896 463 A1 описана формирующая форсунка для нанесения и формирования уплотняющего шва на конструктивном элементе. С помощью каждой форсунки здесь может формироваться только один шов, имеющий специфическую для форсунки форму.
Помимо этого в японской публикации JP 2014-057638 A описано промазочное устройство для нанесения и промазывания уплотняющим материалом. Это промазочное устройство имеет два участка кисточек, которые для перекрытия уступов в конструктивном элементе могут вручную переставляться друг относительно друга. При этом могут обрабатываться по поверхности два участка различной высоты с переходом через выступ. Для перестановки процесс промазывания должен прерываться. Помимо этого, невозможна также непрерывная адаптация промазочного устройства к изменяющимся поверхностям конструктивного элемента.
В основе изобретения лежит проблема, выполнить и усовершенствовать известное промазочное устройство таким образом, чтобы вязкий материал мог намазываться на деталь простым и изменяемым образом.
Решается эта задача с помощью промазочного устройства с признаками п. 1 формулы изобретения.
Благодаря наличию второго формирующего контура может создаваться переставляемая в целом форма или, соответственно, контур, для удовлетворения измененным требованиям по длине нанесения материала. Так, например, могут контролируемым образом формироваться начало и/или конец нанесенной дорожки из уплотняющего материала. При этом может достигаться чистая и повторяемая форма в начале и конце дорожки. Именно в конце дорожки при неизменной форме формирователя часто возникает затяжка нити уплотняющего материала и/или поднутрения после уменьшения потока материала.
При этом формирующий контур включает в себя в общем случае целенаправленно сформированное обрамление, которое частично или полностью приходит в контакт с нанесенным материалом и производит дополнительное формирование или, соответственно, формирующее намазывание материала.
Форма формирователя в случае настоящего изобретения получается, в частности, за счет перекрытия двух формирующих контуров. Это соответствует геометрическому наложению формирующих контуров в направлении нанесения или, соответственно, направлении промазывания.
Поэтому в обычном случае свободное поперечное сечение первого формирующего контура сокращается или, соответственно, результирующая переставляемая форма получается из степени пересечения свободных поперечных сечений двух формирующих контуров в их данном положении.
Под актуатором в общем случае понимается любой двигательный элемент для автоматической перестановки по меньшей мере второго формирующего контура. Примерами являются пьезоактуаторы, электрические линейные приводы, пневматические линейные приводы или тому подобное. Предпочтительно второй формирующий контур может по меньшей мере в одном направлении контролируемым образом и плавно переставляться по своему положению относительно первого формирующего контура.
В общем случае предпочтительно предусмотрено, чтобы второй формирующий контур имел очертание, которое по существу соответствует поперечному сечению конструктивного элемента в области намазывания. Благодаря этому нанесенный материал вследствие контакта второго формирующего контура с конструктивным элементом может в значительной степени или полностью соскребаться, благодаря чему образуются особенно хорошо сформированные начальные области и концевые области. При необходимости таким образом могут также чисто пропускаться при нанесении материала участки сплошной в остальных местах дорожки материала.
В одном из предпочтительных вариантов осуществления изобретения предусмотрено, что второй формирующий контур включает в себя по меньшей мере два подвижных отдельно друг от друга сегмента контура, причем эти сегменты контура, в частности, расположены рядом друг с другом поперек направления намазывания. Это позволяет получить лучшее ведение, в частности, по ступенчатым кромкам изменяющейся высоты. При этом в интересах простой и эффективной реализации конструкции может быть предусмотрено, чтобы один из отдельно подвижных сегментов контура мог двигаться, упруго пружиня, относительно другого сегмента контура.
Преимущества изобретения могут особенно эффективно использоваться, когда конструктивный элемент является структурным конструктивным элементом самолета. Предпочтительно этот конструктивный элемент включает в себя один или несколько материалов из группы, включающей алюминиевый сплав, композитный волокнистый материал и/или титан.
В общем случае предпочтительно вязкий материал наносится на соединительный шов конструктивного элемента, причем этот соединительный шов выполнен, в частности, в виде ступенчатого шва или углового шва.
Для контролируемого создания чисто сформированной начальной области вязкого материала предпочтительно предусмотрено, что второй формирующий контур по меньшей мере частично перекрывает первый формирующий контур по меньшей мере вначале нанесения материала, при этом второй формирующий контур во время нанесения начальной области убирается.
Для контролируемого создания чисто сформированной концевой области вязкого материала предпочтительно предусмотрено, что второй формирующий контур по меньшей мере преобладающим образом высвобождает первый формирующий контур во время непрерывного нанесения материала, при этом второй формирующий контур во время нанесения концевой области перекрывается с первым формирующим контуром.
В общем случае предпочтительно промазочное устройство имеет форсунку для нанесения вязкого материала, предпочтительно уплотняющего материала, на конструктивный элемент. Форсунка может быть, в частности, конструктивно объединена с формирующими контурами и двигаться одновременно с формирующими контурами. Предпочтительно форсунка и формирователь находятся на фиксированном расстоянии друг от друга. Таким образом, например, при затягивании швов вязким материалом может достигаться равномерное высыхание и/или затвердевание вязкого материала от момента времени выхода из форсунки до формирования формирующими контурами. Благодаря этому может простым образом повышаться качество шва.
Для точного контроля положения промазочного устройства относительно конструктивного элемента промазочное устройство может иметь сенсор, предпочтительно линейный лазер, для распознавания намазываемой области конструктивного элемента. С помощью сенсора может, например, обнаруживаться стык, который должен замазываться вязким материалом. Помимо этого, может определяться расход и/или массовый поток, который, например, нужен для заполнения стыка.
Вязкий материал может, в частности, представлять собой уплотняющий материал, в частности авиационную уплотнительную массу или подобный силикону уплотняющий материал. Конструктивный элемент предпочтительно представляет собой сборный узел из деталей, а вязкий материал предпочтительно намазывается по стыку деталей сборного узла.
Промазывание вязкого материала может осуществляться путем движения конструктивного элемента и/или путем движения промазочного устройства в направлении промазывания. В смысле гибкого и по меньшей мере частично автоматизированного производства оказалось предпочтительно, когда промазочное устройство выполнено в виде концевого эффектора для манипулятора, такого как, например, портальная машина и/или промышленный робот.
Помимо этого, вышеназванная задача решается с помощью системы с признаками п. 11 формулы изобретения. Эта система имеет самостоятельное изобретательское значение. Получаются те же преимущества, которые описаны ранее в связи с промазочным устройством.
По другой теории изобретения, которая имеет самостоятельное значение, вышеназванная задача решается в отношении способа с помощью признаков п. 13 формулы изобретения.
Получаются те же преимущества, которые описаны ранее в связи с промазочным устройством и системой для намазывания вязкого материала. Предпочтительно вязкий материал намазывается автоматизированным образом.
При первом способе нанесения предусмотрено, что в шаге a или в шаге b наносится соответственно начальная область или концевая область вязкого материала. При этом изменяемая форма формирователя используется для контролируемого формирования начальной и концевой областей при избегании затяжки нити или образования поднутрений.
В альтернативном или дополняющем способе предусмотрено, что вязкий материал в шаге a и в шаге b наносится, наслаиваясь, на одну и ту же область конструктивного элемента. Это позволяет совершать два шага нанесения посредством одной и той же форсунки. При этом, например, сначала может наноситься первый, меньший шов посредством второго формирующего контура, чтобы гарантировать заполнение угла конструктивного элемента. При этом целесообразным образом форма первого шва сформирована во втором формирующем контуре. Вслед за этим посредством первого формирующего контура наносится больший второй шов. Этот второй шов может, в частности полностью, перекрывать первый шов. Целесообразным образом он наносится своевременно перед схватыванием первого шва. И при таком многоступенчатом нанесении материала может быть также предусмотрено контролируемое формирование начальной и концевой областей путем относительного движения формирующих контуров.
Способ может включать в себя регистрацию сенсором, предпочтительно линейным сенсором намазываемой области конструктивного элемента, и аналитическую обработку сенсорных данных управлением. Предпочтительно посредством управления осуществляется управление и/или регулирование формы формирователя в зависимости от сенсорных данных.
При этом может быть предусмотрено, чтобы управление управляло и/или регулировало относительное движение между конструктивным элементом и промазочным устройством в зависимости от сенсорных данных.
Альтернативно или дополнительно может быть предусмотрено, чтобы управлением осуществлялось управление и/или регулирование расхода и/или массового потока вязкого материла через форсунку на намазываемую область в зависимости от сенсорных данных.
Альтернативно или дополнительно может быть предусмотрено, чтобы при намазывании вязкого материала создавался шов. Предпочтительно поперечное сечение в начале и/или конце сокращается путем изменения положения второго формирующего контура. Особенно предпочтительно при намазывании непрерывно выполняется изменение поперечного сечения шва путем изменения положения.
Другие преимущества и признаки следуют из описанных ниже примеров осуществления, а также из зависимых пунктов формулы изобретения.
Ниже несколько примеров осуществления изобретения описываются и поясняются подробнее с помощью прилагаемых чертежей. При этом показано:
фиг.1: предлагаемое изобретением промазочное устройство первого варианта осуществления изобретения на виде сбоку и спереди;
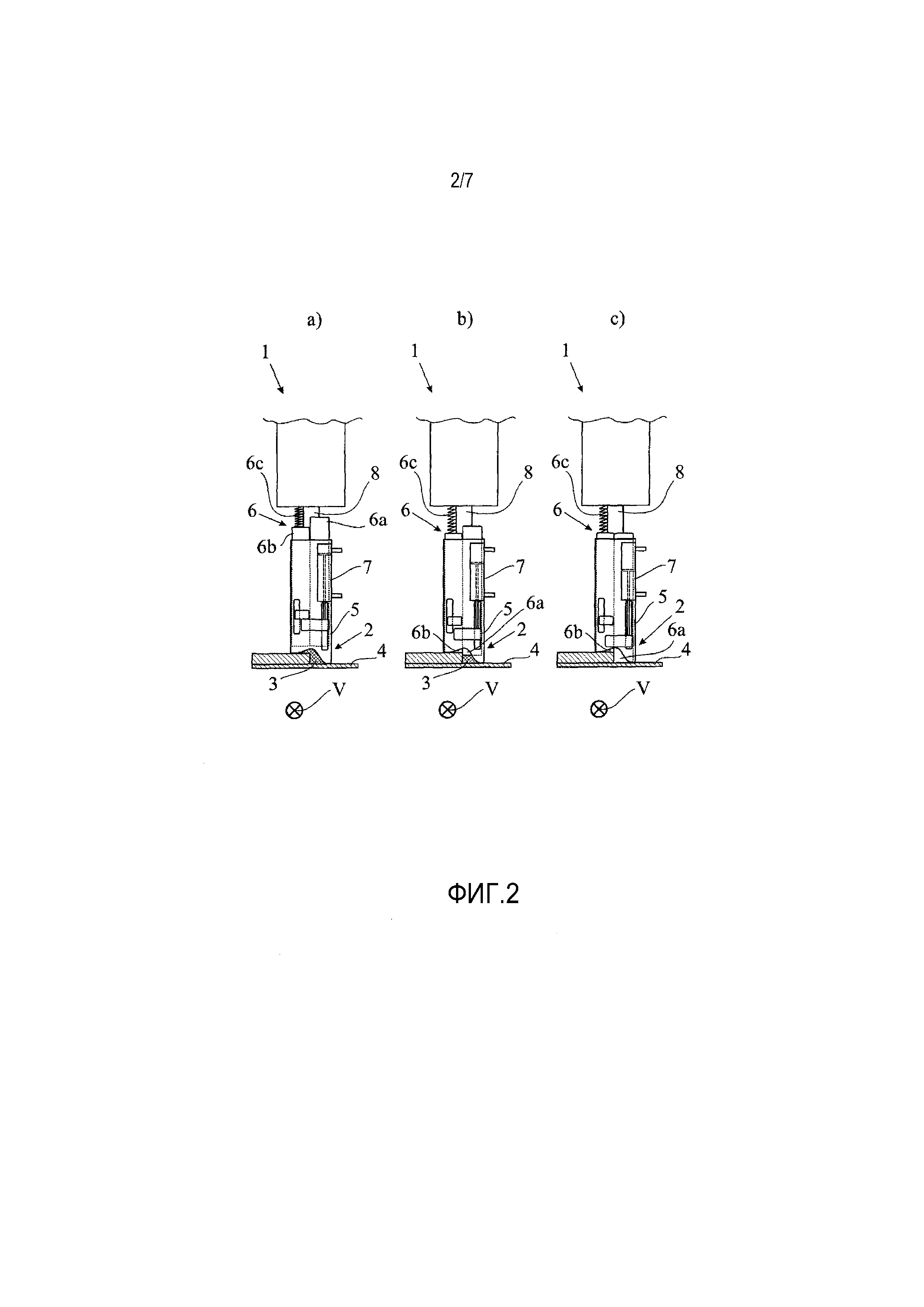
фиг.2: промазочное устройство с фиг.1 в трех разных положениях формирующих контуров;
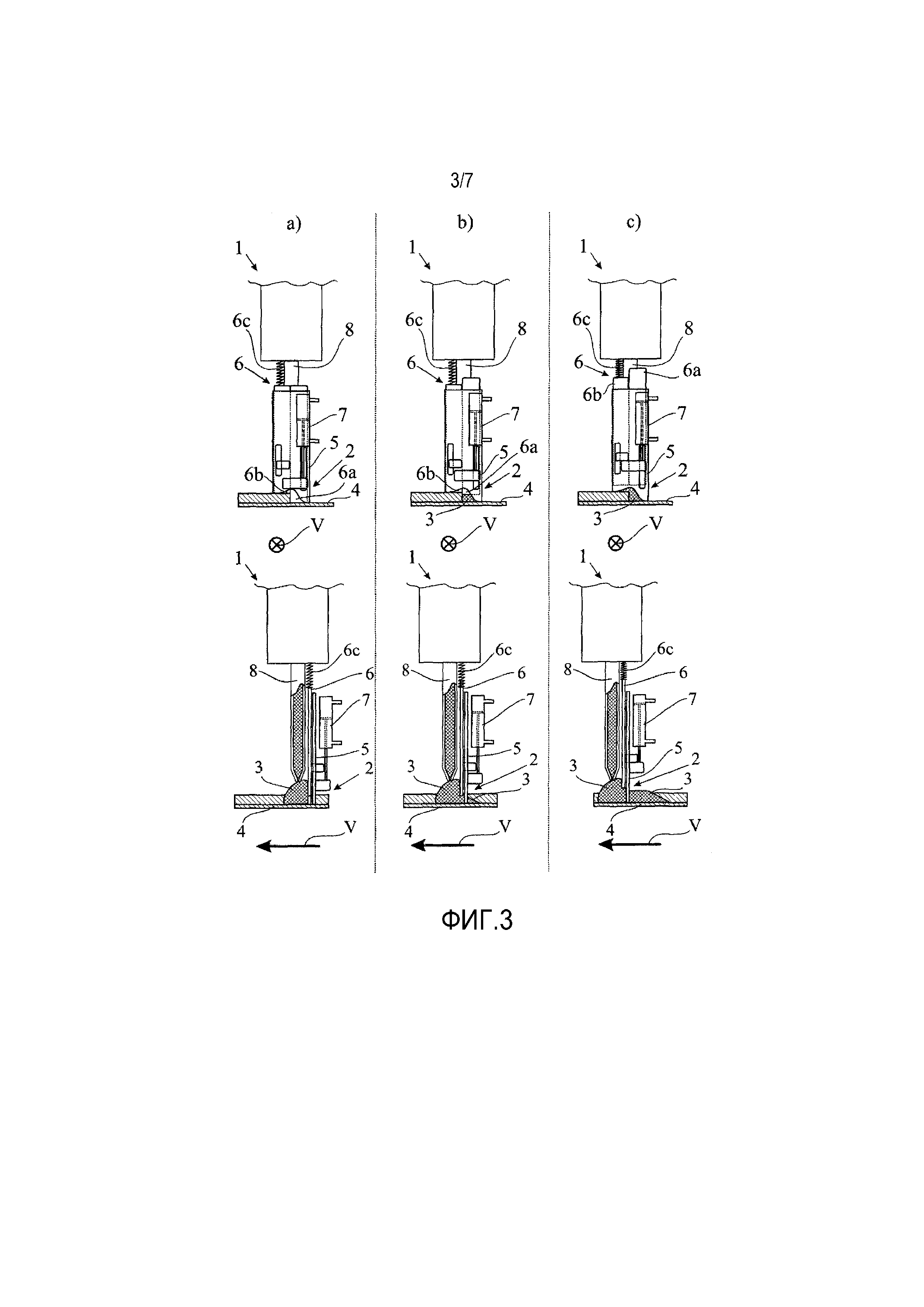
фиг.3: промазочное устройство с фиг.1 в нескольких шагах способа для образования начальной области шва;
фиг.4: промазочное устройство с фиг.1 в нескольких шагах способа для образования концевой области шва;
фиг.5: промазочное устройство с фиг.1 в нескольких шагах способа для образования шва из двух нанесенных друг на друга слоев;
фиг.6: предлагаемое изобретением промазочное устройство второго варианта осуществления изобретения;
фиг.7: предлагаемое изобретением промазочное устройство третьего варианта осуществления изобретения в нескольких шагах способа для нанесения углового шва.
На фиг.1 показано промазочное устройство 1, имеющее формирователь 2 для промазывания вязким материалои 3 на конструктивном элементе 4.
Формирователь 2 имеет первый формирующий контур 5, а также второй формирующий контур 6 для формирования вязкого материала 3 при промазывании. Вязкий материал 3 представляет собой здесь предпочтительно уплотняющий материал, в частности авиационную уплотнительную массу или подобный силикону уплотняющий материал. Конструктивный элемент 4 может, в частности, представлять собой сборный узел, предпочтительно структурный конструктивный элемент самолета и/или деталь автомобиля, в частности структурный конструктивный элемент кузова.
Как можно видеть на фиг.1, промазочное устройство 1 для нанесения вязкого материала 3 на конструктивный элемент предпочтительно имеет форсунку 8. Форсунка 8 в направлении относительного движения промазочного устройства 1 относительно конструктивного элемента 4 расположена предпочтительно перед формирователем 2.
Предпочтительно форсунка 8 расположена на предопределенном фиксированном расстоянии от формирователя 2. Тем самым может обеспечиваться помехоустойчивый процесс промазывания, потому что вязкий материал 3 может предопределенным образом предварительно упрочняться и/или частично затвердевать на участке пути от форсунки 8 к формирователю 2. В случае сжимаемого вязкого материала 3 вязкий материал может благодаря этому расширяться и/или расслабляться перед формированием. Расстояние между форсункой 8 и формирователем 2 составляет предпочтительно максимум 5 см, более предпочтительно максимум 3 см, более предпочтительно максимум 1 см.
Формирующие контуры 5, 6 расположены в направлении V нанесения или, соответственно, промазывания непосредственно друг за другом. При этом первый формирующий контур 5 лежит в направлении V нанесения за вторым формирующим контуром 6 и расположен на фиксированном расстоянии относительно форсунки 8.
Второй формирующий контур 6 посредством актуатора 7 в виде пневматического цилиндра или серводвигателя может двигаться относительно первого формирующего контура 5. Движение осуществляется перпендикулярно направлению V нанесения к конструктивному элементу 4 или от конструктивного элемента 4.
В случае первого примера осуществления второй формирующий контур 6 включает в себя также два подвижных отдельно друг от друга сегмента 6a, 6b контура, которые расположены рядом друг с другом поперек направления V нанесения. При этом один из сегментов 6a контура соединен непосредственно с актутором 7, причем другой сегмент 6b контура установлен с возможностью отдельного движения на первом сегменте 6a контура. Посредством пружины 6c второй сегмент 6b контура поджат, так что он в любое время сдвинут вперед до упора в первый сегмент 6a контура, когда он не прилегает к конструктивному элементу 4 и не сдвигается за счет этого из положения упора относительно первого сегмента 6a контура.
Такое расположение предпочтительно, в частности, у показанного в первом примере осуществления ступенчатого шва конструктивного элемента. При этом второй сегмент контура может опираться на верхнюю кромку ступени и там полностью соскребать вязкий материал, тогда как второй сегмент контура целенаправленно переставляется.
На фиг.2 показано промазочное устройство 1 в трех разных положениях второго формирующего контура 6. На левом рисунке второй формирующий контур 6 полностью убран, и форма поперечного сечения нанесенного вязкого материала полностью определяется первым формирующим контуром 5. На среднем рисунке второй формирующий контур 6 частично сдвинут вперед, так что второй участок 6b контура уже опирается на верхнюю кромку ступени конструктивного элемента и препятствует там нанесению материала. Первый участок 6a контура еще допускает в нижней области ступени конструктивного элемента уменьшенное по высоте нанесение материала. На правом рисунке второй формирующий контур 6 максимально сдвинут вперед и полностью перекрывает первый формирующий контур 5.
Кроме того, промазочное устройство 1 здесь предпочтительно имеет сенсор (не изображен) для распознавания промазываемой области, предпочтительно стыка конструктивного элемента 4. Сенсор здесь предпочтительно расположен в направлении относительного движения перед форсункой 8 и/или формирователем 2. При промазывании он здесь предпочтительно движется перед форсункой 8 и/или формирователем 2. Предпочтительно сенсор выполнен в виде оптического сенсора, в частности линейного лазера. Линейным лазером обеспечивается возможность надежного обнаружения упомянутого стыка.
Здесь предпочтительно сенсор регистрирует пррромазываемую область конструктивного элемента 4. Управление аналитически обрабатывает результирующие сенсорные данные. Предпочтительно посредством управления осуществляется управление и/или регулирование формирующими контурами формирователя 2 в зависимости от сенсорных данных. Дополнительно или альтернативно управление может управлять и/или регулировать относительное движение между конструктивным элементом 4 и промазочным устройством 1 в зависимости от сенсорных данных. Благодаря комбинации управления относительным движением и формирующими контурами может повышаться качество шва. Например, таким образом путем перестановки формирующего контура могут компенсироваться отклонения движения манипулятора, на котором установлено промазочное устройство.
Дополнительно или альтернативно управление может управлять и/или регулировать относительное движение между конструктивным элементом 4 и промазочным устройством 1 в зависимости от сенсорных данных. При этом необходимое для промазывания относительное движение между конструктивным элементом 4 и формирователем 2 может создаваться различными способами. Например, промазочное устройство 1 может быть выполнено в виде концевого эффектора, например, промышленного робота, и двигаться относительно конструктивного элемента 4. Дополнительно или альтернативно конструктивный элемент 4 может двигаться относительно формирователя 2. Например, конструктивный элемент 4 может помещаться в крепление для конструктивного элемента, которое, в свою очередь, может двигаться относительно формирователя 2.
По другому варианту осуществления может быть предусмотрено, чтобы управление регулировало и/или управляло расходом и/или массовым потоком вязкого материала через форсунку 8 на намазываемую область в зависимости от сенсорных данных.
Итак, по первому примеру осуществления изобретение работает следующим образом.
В соответствии с изображениями на фиг.3 начальная область шва может контролируемым образом формироваться таким образом, что сначала второй формирующий контур 6 максимально сдвигается вперед и полностью перекрывает первый формирующий контур 5 (фиг.3a). Затем начинается выпуск вязкого материала из форсунки 8, и промазочное устройство 1 движется в направлении V промазывания. Второй формирующий контур 6 непрерывно передвигается вверх, так что все больше материала с увеличивающейся толщиной наносится в нижней области ступени конструктивного элемента (фиг.3b). Наконец, в соответствии с фиг.3c второй формирующий контур полностью убирается, так что только первый формирующий контур определяет поперечное сечение нанесенного материала. Это является квазистационарным состоянием, в котором наносится сколь угодно длинная средняя область шва.
В соответствии с изображениями на фиг.4 концевая область шва может контролируемым образом формироваться таким образом, что сначала второй формирующий контур максимально убран, и наносится вышеупомянутая средняя область шва (фиг.4a). Затем второй формирующий контур 6 непрерывно передвигается вниз, так что поперечное сечение все больше ограничивается (фиг.4b). Наконец, в соответствии с правым рисунком второй формирующий контур полностью сдвигается к конструктивному элементу 4, так что весь материал соскребается (фиг.4c). Во время или незадолго до достижения этого состояния целесообразным образом поток материала из форсунки 8 останавливается.
В соответствии с изображениями на фиг.5 поясняется способ, при котором вязкий материал 3 за два шага наносится, наслаиваясь, на одну и ту же область конструктивного элемента 4.
При этом сначала посредством второго формирующего контура наносится первый, меньший шов 9, чтобы гарантировать заполнение угла ступени конструктивного элемента (фиг.5a). При этом целесообразным образом форма первого шва формуется во втором формирующем контуре 6, в настоящем случае на сегменте 6a контура. В зависимости от требований, форма сегмента 6a контура в этой области может быть выполнена, как в способах на фиг.3 или, соответственно, фиг.4, или может быть предусмотрен соответствующий пропуск.
Вслед за этим промазочное устройство движется назад в стартовое положение, и посредством первого формирующего контура 5 наносится больший, второй шов 10 (фиг.5b). Второй шов 10 может, в частности полностью, перекрывать первый шов. Целесообразным образом он наносится своевременно перед схватыванием первого шва.
И при таком многоступенчатом нанесении материала может быть тоже предусмотрено контролируемое формирование начальных и/или концевых областей путем относительного движения формирующих контуров 5, 6. Соответственно способы в соответствии с фиг.3/фиг.4, с одной стороны, и двойное нанесение в соответствии с фиг.5 могут осуществляться комбинированно.
На фиг.6 показан упрощенный вариант осуществления изобретения, в котором второй формирующий контур 6 выполнен цельно или, соответственно, не разделен на сегменты контура. Второй формирующий контур 6 посредством направляющей 11 соединен с первым формирующим контуром и может двигаться относительно него посредством (не изображенного) актуатора. С помощью такой упрощенной системы также могут аналогично выполняться все вышеописанные способы нанесения, а именно, выполнение начальной и концевой областей или, соответственно, двухслойное нанесение шва. Отсутствует только осуществляемое заранее прилегание одного сегмента контура к ступени конструктивного элемента.
На фиг.7 показан другой вариант осуществления изобретения, в котором формирующие контуры 5, 6 оптимизированы для нанесения углового шва. Соответственно второй формирующий контур имеет остроугольную форму, которая в сдвинутом вперед в угловой шов состоянии может полностью входить в угол конструктивного элемента 4.
Аналогично вышестоящим описаниям, на рисунках фиг.7a представлено изображение начальной области шва, тогда как на рисунках фиг.7b представлено изображение концевой области шва.
Следует еще указать, что здесь и предпочтительно первый формирующий контур 5 и второй формирующий контур 6 выполнены в стабильной форме, здесь и предпочтительно жестко, что касается соответствующих участков, приходящих в формирующее взаимодействие с вязким материалом. Эти участки могут состоять соответственно, например, из по меньшей мере одного листового элемента или по меньшей мере одного эластичного, однако имеющего стабильную форму формирующего элемента, в частности элемента стенки.
Реферат
Группа изобретений относится к промазочному устройству, системе для промазывания вязким материалом конструктивного элемента, способу промазывания вязким материалом конструктивного элемента. Промазочное устройство содержит формирователь для намазывания вязкого материала, в частности уплотняющего материала, на конструктивный элемент. Формирователь имеет первый формирующий контур для формирования вязкого материала при намазывании. По меньшей мере один второй формирующий контур формирователя для формирования вязкого материала посредством актуатора в направлении намазывания может перекрываться с первым формирующим контуром, так что форма формирователя может переставляться во время процесса нанесения. Заявленная группа обеспечивает повышение точности нанесения вязкого материала на конструкционный элемент. 3 н. и 12 з.п. ф-лы, 7 ил.
Комментарии