Технологическая линия многоцелевой переработки для термической обработки и нанесения покрытия в результате погружения в расплав для стальной полосы - RU2692776C2
Код документа: RU2692776C2
Чертежи

Описание
Настоящее изобретение относится к технологической линии многоцелевой переработки для термической обработки и нанесения покрытия в результате погружения в расплав для стальной полосы.
При изготовлении различных типов конструктивных элементов и панелей кузова для автомобилей широко распространенной практикой является использование оцинкованных или отожженных оцинкованных листов, полученных из DP-(двухфазных)-сталей или TRIP-(c пластичностью, обусловленной мартенситным превращением)-сталей. Не так давно также было предложено использование Q&Р-(улучшение в результате закаливания и перераспределения)-сталей. Такие стали производят в форме полос при использовании технологических линий непрерывной переработки, таких как технологические линии непрерывного отжига, сочлененные с оборудованием для нанесения покрытий. Но вследствие термических обработок, требуемых для изготовления данных стальных листов, и при наличии различий данных обработок для DP-сталей, TRIP-сталей и Q&Р-сталей данные стальные листы производят при использовании специально разработанных технологических линий.
Таким образом, производство различных качеств таких стальных листов требует наличия множества технологических линий, которые являются очень дорогостоящими.
В целях уменьшения капиталовложений желательно иметь возможность производить DP-, TRIP- или Q&Р-стали при использовании одного и того же оборудования.
Для данной цели настоящее изобретение относится к технологической линии многоцелевой непрерывной переработки, способной обеспечивать проведение термической обработки и нанесение покрытия в результате погружения в расплав для стальной полосы, включающей:
- секцию отжига для нагревания стальной полосы до предварительно определенной температуры отжига и для выдерживания стальной полосы при упомянутой температуре отжига,
- первую секцию перемещения,
- секцию перестаривания, способную обеспечивать выдерживание температуры стальной полосы в диапазоне от 300°С до 700°С,
- вторую секцию перемещения, способную обеспечивать подстраивание температуры стальной полосы для достижения возможности нанесения покрытия в результате погружения в расплав для полосы, и
- секцию нанесения покрытия в результате погружения в расплав,
где первая секция перемещения включает в последовательности средства охлаждения и средства нагревания.
В соответствии с другими выгодными аспектами изобретения технологическая линия многоцелевой переработки включает один или несколько следующих далее признаков, рассматриваемых индивидуально или в соответствии с любой технически возможной комбинацией:
- средства охлаждения первой секции перемещения являются управляемыми таким образом, чтобы их охлаждающая способность была бы подстроена в диапазоне от отсутствия охлаждения до быстрого охлаждения до предварительно определенной температуры закаливания, а средства нагревания первой секции перемещения являются управляемыми таким образом, чтобы их нагревающая способность была бы подстроена в диапазоне от отсутствия нагревания до быстрого нагревания до предварительно определенной температуры перестаривания;
- средства охлаждения первой секции перемещения являются такими, чтобы скорость охлаждения могла бы быть подстроена в диапазоне от 0°С/сек до, по меньшей мере, 70°С/сек, а температура закаливания может быть выбрана в диапазоне от 100°С до 500°С;
- средства нагревания первой секции перемещения включают, по меньшей мере, один управляемый индукционный нагреватель;
- вторая секция перемещения включает в последовательности управляемые средства охлаждения и управляемые средства нагревания для подстраивания температуры полосы в результате охлаждения или в результате нагревания;
- вторая секция перемещения включает управляемые средства охлаждения, способные обеспечивать охлаждение листа, имеющего толщину, доходящую вплоть до 2 мм, от температуры в диапазоне от 550°С до 700°С до температуры нанесения покрытия в результате погружения в расплав при скорости охлаждения, которая предпочтительно составляет, по меньшей мере, 50°С/сек;
- секция перестаривания включает управляемые средства, способные обеспечивать выдерживание температуры полосы в области температуры перестаривания или достижение возможности медленного уменьшения температуры полосы в диапазоне от температуры на входе до температуры на выходе;
- секция отжига включает управляемые средства, такие, чтобы предварительно определенная температура отжига могла бы быть выбрана в диапазоне от 700°С до 1000°С;
- секция нанесения покрытия в результате погружения в расплав включает, по меньшей мере, одну ванну с жидким металлом;
- секция нанесения покрытия в результате погружения в расплав, кроме того, включает средства легирования для нанесения покрытия;
- секция нанесения покрытия в результате погружения в расплав является секцией цинкования или секцией отжига и цинкования.
Теперь изобретение будет описано подробно, но без ограничений в связи с фигурами, в числе которых:
фиг. 1 представляет собой схематический вид технологической линии непрерывной переработки, соответствующей изобретению;
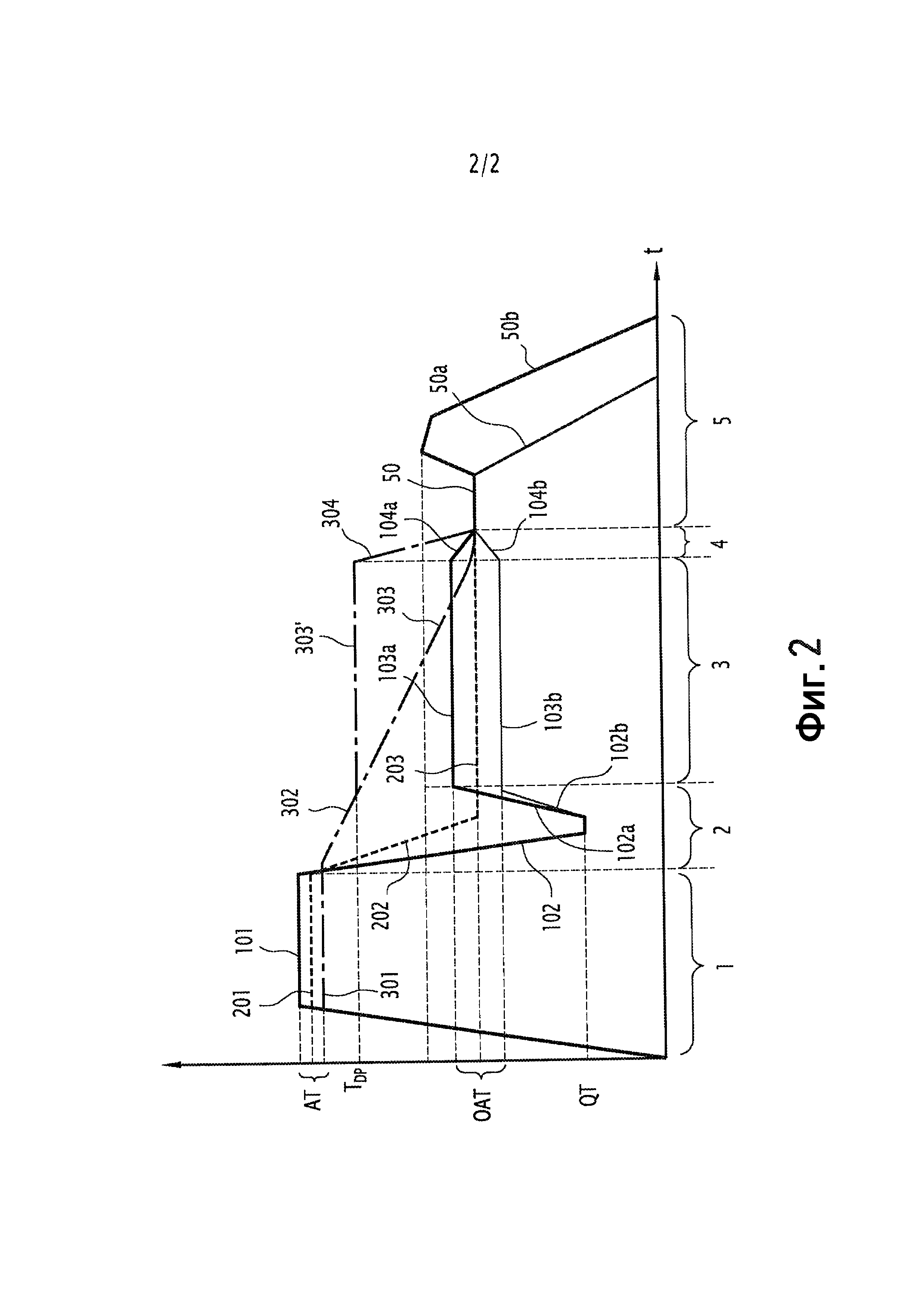
фиг. 2 схематически демонстрирует диаграммы зависимости температуры от времени, соответствующие различным термическим маршрутам при переработке, которая может быть проведена при использовании технологической линии, соответствующей изобретению.
Как это продемонстрировано на фиг. 1, технологическая линия многоцелевой непрерывной переработки включает секцию отжига 1, первую секцию перемещения 2, секцию перестаривания 3, вторую секцию перемещения 4 и секцию нанесения покрытия в результате погружения в расплав 5, по которым стальная полоса проходит в соответствии с указанием стрелками.
Секция отжига 1 включает зону предварительного нагревания 10, зону нагревания 11 и зону томления 12, которые способны обеспечивать нагревание полосы от температуры окружающей среды до предварительно определенной температуры отжига AT. которая находится в диапазоне от 700°С до 1000°С.
Температура отжига должна быть выбрана в соответствии с типом листов, которые производят, то есть, в диапазоне приблизительно от 750°С до 840°С для DP-сталей, в диапазоне приблизительно от 830°С до 860°С для TRIP-сталей и в диапазоне приблизительно от 790°С до 950°С для Q&P-сталей.
Для данной цели зоны предварительного нагревания и нагревания включают управляемые средства нагревания, известные для специалистов в соответствующей области техники.
В зоне томления полоса должна быть выдержана при температуре отжига или приблизительно при данной температуре, то есть, предпочтительно в диапазоне от температуры отжига - 10°С до температуры отжига +10°С, в течение времени, предпочтительно составляющего, по меньшей мере, 45 сек, предпочтительно в защитной атмосфере. Для данной цели зона томления состоит из печи томления, самой по себе известной, длину которой адаптируют для выдерживания температуры, по меньшей мере, в течение минимального требуемого времени при заданной скорости движения полосы.
Первая секция перемещения 2 включает, по меньшей мере, в последовательности сначала средства охлаждения 21, после этого средства нагревания 22.
Средства охлаждения 21, которые могут состоять из множества коробчатых холодильников 211, самих по себе известных, являются управляемыми в диапазоне от отсутствия охлаждения до максимальной эффективности охлаждения в целях достижения возможности охлаждения полосы при подстраиваемой скорости охлаждения до предварительно определенной температуры закаливания или неохлаждения полосы. Скорость охлаждения и температура закаливания должны быть выбраны в соответствии с типом стального листа, который производят. Например, для листов, полученных из DP-сталей, полосу не должны охлаждать в первой секции перемещения, она должна быть способной охлаждаться только естественным путем до температуры на входе в секцию перестаривания. Для листов, полученных из TRIP-сталей, полоса должна быть охлаждена при скорости охлаждения, составляющей приблизительно 25°С/сек, например, до температуры перестаривания ОАТ составляющей, например, приблизительно 450°С. Для листов, полученных из Q&Р-сталей, полоса должна быть закалена при скорости охлаждения, составляющей, по меньшей мере, 40°С/сек, предпочтительно, по меньшей мере, 50°С/сек, до температуры закаливания QT, подстраиваемой, например, в диапазоне от 100°С до 370°С, предпочтительно от 140°С до 355°С. Максимальная разница между температурой отжига и температурой закаливания предпочтительно является меньшей, чем 650°С.
Для данной цели средства охлаждения 21 должны быть такими, чтобы скорость охлаждения полосы могла бы быть подстроена в диапазоне от 0°С/сек до приблизительно 70°С/сек, и такими, чтобы температура закаливания могла бы быть подстроена в диапазоне от 100°С до 500°С.
Предпочтительно полосу выдерживают при температуре закаливания в течение приблизительно от 1 до 2 секунд до проведения повторного нагревания, хотя и вплоть до 10 сек не оказывают неблагоприятного воздействия.
В случае средств охлаждения 21, состоящих из множества коробчатых холодильников 211, данные коробчатые холодильники предпочтительно будут независимо управляемыми.
Коробчатые холодильники 211, например, представляют собой обдувочные короба, сами по себе известные и способные обеспечивать обдувание полосы воздухом, газом или смесью из воздуха или газа и воды.
Средства нагревания 22, которые могут состоять, например, из одной индукционной катушки, способной запитываться мощностью 4,0 МВт, или двух индукционных катушек, каждая из которых способна запитываться мощностью 4,0 МВт, для более высокопроизводительной технологической линии, должны быть управляемыми в целях быстрого нагревания полос до предварительно определенной температуры перестаривания в случае получения листов из Q&Р-сталей или ненагревания полосы в случае получения листов из DP- или TRIP-сталей.
Для Q&Р-сталей температура перестаривания в общем случае находится в диапазоне от 340°С до 490°С, предпочтительно от 350°С до 480°С.
Секция перестаривания 3 представляет собой печь томления, включающую известные управляемые средства, способные обеспечивать выдерживание температуры полосы на уровне предварительно определенной температуры перестаривания в диапазоне от 300°С до 700°С, предпочтительно от 340°С до 480°С, которая является приблизительно температурой, при которой полосу вводят в секцию перестаривания на выходе из первой секции перемещения. Но данная секция также способна не обеспечивать выдерживание температуры, а способна обеспечивать достижение возможности ее неуклонного уменьшения вплоть до температуры на выходе, предпочтительно равной или приблизительно равной температуре нанесения покрытия, то есть, температуре, при которой полоса должна быть введена в секцию нанесения покрытия в результате погружения в расплав 5, осуществляющую нанесение покрытия, которое должно быть произведено. В общем случае температура составляет приблизительно 460°С.
В случае получения листов из DP-стали полосу будут вводить в секцию перестаривания при температуре в общем случае в диапазоне от 650°С до 700°С, но которая может находиться в диапазоне от 550°С до 700°С, и ее планомерно охлаждают вплоть до температуры на выходе, предпочтительно равной температуре нанесения покрытия. Она также может быть охлаждена при умеренной скорости охлаждения до температуры введения в секцию перестаривания, после этого выдержана при данной температуре во всей секции перестаривания, затем охлаждена до температуры нанесения покрытия при скорости охлаждения, которая предпочтительно составляет, по меньшей мере, 50°С/сек для листов, имеющих толщину, доходящую вплоть до, по меньшей мере, 2 мм.
В случае получения листов из TPIP-стали полосу будут вводить в секцию перестаривания при температуре перестаривания, в общем случае составляющей приблизительно 450°С или 460°С или находящейся в диапазоне от 400°С до 460°С, а на выходе с перестаривания предпочтительно равной температуре нанесения покрытия, и выдерживают при данной температуре или в области нее, то есть, в диапазоне от температуры перестаривания - 10°С до температуры перестаривания +10°С, в течение времени в общем случае в диапазоне от 20 сек до 60 сек.
В случае получения листов из Q&P-стали полосу будут вводить в секцию перестаривания при температуре перестаривания, полученной при использовании средств нагревания из первой секции перемещения, и выдерживают при или приблизительно при данной температуре, то есть, в диапазоне от температуры перестаривания - 10°С до температуры перестаривания +10°С, в течение времени в общем случае в диапазоне от 20 сек до 60 сек.
Как это прежде упоминалось, температура перестаривания в общем случае находится в диапазоне от 340°С до 480°С, а предпочтительно от 350°С до 480°С. Кроме того, разница между температурой перестаривания и температурой закаливания должна оставаться меньшей, чем 330°С.
В общем случае при последующем цинковании стали время выдерживания при температуре перестаривания составляет, по меньшей мере, 30 сек. При отжиге и цинковании полосы время выдерживания предпочтительно составляет, по меньшей мере, 45 сек.
Длину печи томления адаптируют таким образом, чтобы время выдерживания могло бы быть оговоренным временем при заданной скорости движения полосы в технологической линии.
Вторая секция перемещения 4 включает управляемые средства охлаждения 41, состоящие, например, из обдувочных коробов 411, способных обеспечивать охлаждение полосы от температуры перестаривания, большей, чем температура нанесения покрытия, вплоть до температуры нанесения покрытия, то есть, например, от температуры, большей, чем 460°С, но меньшей, чем 490°С, до температуры в диапазоне от 450°С до 460°С. Для некоторых сталей, таких как DP-стали, средства охлаждения 41 должны быть способны обеспечивать охлаждение листов, имеющих толщину доходящую вплоть до, по меньшей мере, 2 мм, от температуры в диапазоне от 550°С до 700°С при скорости охлаждения, которая предпочтительно составляет, по меньшей мере, 50°С/сек. В данном случае при средствах охлаждения, представляющих собой обдувочные короба 411, данные обдувочные короба должны быть способны обеспечивать получение такого охлаждения. Данные средства не могут быть использованы в случае отсутствия потребности в охлаждении.
Вторая секция перемещения 4 включает также управляемые средства быстрого нагревания 42, такие как индукционный нагреватель, способный обеспечивать нагревание полосы от температуры перестаривания, меньшей, чем температура нанесения покрытия, до температуры нанесения покрытия, то есть, например, от температуры, меньшей, чем 460°С, но большей, чем 340°С, до температуры в диапазоне от 450°С до 460°С или от 400°С до 460°С. Данные средства нагревания не должны быть использованы в случае отсутствия потребности в нагревании.
Секция нанесения покрытия в результате погружения в расплав 5 включает, по меньшей мере, одну ванну с жидким металлом 51, средства легирования 52 и средства охлаждения 53, которые известны для специалистов в соответствующей области техники. Она, кроме того, включает секции охлаждения после ванны (или АРС) 54, 55, также известные для специалистов в соответствующей области техники.
Ванна с жидким металлом, например, является ванной с жидким цинком или жидким сплавом цинка для цинкования или отжига и цинкования.
Средства легирования представляют собой печь, способную обеспечивать выдерживание полосы при температуре легирования зачастую в диапазоне от 480°С до 570°С, и их используют при отжиге и цинковании полосы.
При использовании данной технологической линии возможным является достижение термических циклов, соответствующих тому, что необходимо для производства листов DP-, TRIP- или Q&Р-стали. Диаграммы зависимостей температуры от времени для данных циклов продемонстрированы на фиг. 2.
Для Q&P-стали полосу нагревают в секции отжига 1 до температуры отжига АИ в диапазоне от 795°С до 910°С и выдерживают 101 при данной температуре. После этого в первой секции перемещения полосу быстро охлаждают 102 вплоть до температуры закаливания QT в диапазоне от 140°С до 355°С, затем повторно нагревают 102а или 102b до температуры перестаривания в диапазоне от 340°С до 490°С. После этого в секции перестаривания полосу выдерживают 103а или 103b при температуре перестаривания, которая может быть большей, меньшей или равной в сопоставлении с температурой нанесения покрытия.
После этого в случае неравенства температуры перестаривания температуре нанесения покрытия полосу охлаждают 104а или нагревают 104b до температуры нанесения покрытия.
На полосу наносят покрытие в результате цинкования 50, 50а или отжига и цинкования 50, 50b.
Для TRIP-стали полосу нагревают до температуры отжига в диапазоне от 830 до 870°С и выдерживают при данной температуре 201 в секции отжига 1, после этого ее охлаждают 202 в первой секции перемещения 2 до температуры перестаривания, составляющей приблизительно 450°С, которая соответствует приблизительно температуре нанесения покрытия. После этого полосу выдерживают 203 при данной температуре в секции перестаривания 3 и перепускают через вторую секцию перемещения 4 без изменения ее температуры или в результате ее подстраивания по мере надобности. Затем на полосу наносят покрытие в результате, например, цинкования или отжига и цинкования.
Для DP-стали в секции отжига 1 полосу нагревают до температуры отжига, например, в диапазоне от 770 до 840°С и выдерживают 301 при данной температуре. После этого полосу перепускают через первую секцию перемещения 2 без нагревания и без принудительного охлаждения 302 в целях введения в секцию перестаривания 3 при температуре TDP в диапазоне от 650°С или даже 550°С до 700°С. В одном варианте осуществления в секции перестаривания температура полосы планомерно уменьшается 303 вплоть до температуры нанесения покрытия. Во второй секции перемещения температуру полосы по мере надобности подстраивают. После этого на полосу наносят покрытие, например, в результате цинкования или отжига и цинкования. В еще одном варианте осуществления в секции перестаривания температуру полосы выдерживают 303' при температуре TDP или приблизительно при данной температуре. Во второй секции перемещения 4 лист охлаждают 304 при скорости охлаждения, которая предпочтительно составляет, по меньшей мере, 50°С/сек для всех сортаментов, доходящих вплоть до, по меньшей мере, 2 мм. После этого на полосу наносят покрытие в результате, например, цинкования или отжига и цинкования.
Можно было бы отметить то, что нанесение покрытия в результате погружения в расплав необязательно является нанесением цинкового покрытия, но может относиться ко всем типам нанесения металлического покрытия в результате погружения в расплав.
Вследствие независимой управляемости всеми секциями технологической линии возможным является успешное производство при использовании одной и той же технологической линии различных листов, полученных из TRIP-сталей, DP-сталей и Q&Р-сталей.
Реферат
Технологическая линия многоцелевой непрерывной переработки, способная обеспечивать проведение термической обработки и нанесение покрытия в результате погружения в расплав для стальной полосы, включающая: секцию отжига (1) для нагревания стальной полосы до предварительно определенной температуры отжига и для выдерживания стальной полосы при упомянутой температуре отжига, первую секцию перемещения (2), секцию перестаривания (3), способную обеспечивать выдерживание температуры стальной полосы в диапазоне от 300°С до 700°С, вторую секцию перемещения (4), способную обеспечивать подстраивание температуры стальной полосы для достижения возможности нанесения покрытия в результате погружения в расплав для полосы, и секцию нанесения покрытия в результате погружения в расплав (5), где первая секция перемещения (2) включает в последовательности средства охлаждения (21) и средства нагревания (22). 9 з.п. ф-лы, 2 ил.
Комментарии