Способ для нанесения покрытия, содержащего текучий покрывающий материал - RU2419495C2
Код документа: RU2419495C2
Чертежи
Описание
Область техники
Изобретение относится к способу покрытия плит, в особенности плит, изготовленных из древесных материалов и используемых для изготовления половых панелей, текучим покрывающим материалом.
Уровень техники
В настоящее время известно множество плит для половых панелей, изготовленных из древесного материала. Поверхность плит, изготовленных из массива древесины, имеют особенно привлекательный внешний вид, однако такие плиты очень дороги. По этой причине были разработаны плиты, изготовленные с применением деревянного шпона, содержащие базовую плиту из сравнительно недорогого древесного материала, например из недорогих пород дерева, на которую наносится тонкий слой шпона из более ценных пород дерева. Однако плиты, изготовленные с применением деревянного шпона, также сравнительно дороги, поэтому многие потребители предпочитают ламинатные панели. Ламинатные панели состоят, в основном, из базовой плиты толщиной приблизительно 6-8 мм, изготовленной из древесноволокнистых плит средней плотности (МДФ) или древесноволокнистых плит высокой плотности (ХДФ) материала, на которую наклеивается декоративная бумага. Слой декоративной бумаги пропитывают и обычно дополнительно снабжают износоустойчивыми частицами. В процессе изготовления ламинатных панелей смола отверждается под воздействием давления и тепла, и создается исключительно износостойкая и декоративная поверхность. В последнее время были разработаны новые способы нанесения печатных изображений на плиты, изготовленные из древесного материала, такого как МДФ и ХДФ, непосредственно при помощи пластикового материала, т.е. без использования декоративной бумаги. Для этой цели МДФ-плита шлифуется и покрывается грунтовым слоем. На втором этапе на указанном грунтовом слое печатается цветной декор, например, имитирующий структуру древесины.
Затем наносится несколько очень тонких слоев материала, причем каждый из слоев материала отверждается перед нанесением следующего слоя. Слои материала представляют собой, например, множество высокопрозрачных слоев краски из отверждаемого пластикового материала. Следовательно, полученный общий слой имеет слоистую структуру. Между отдельными слоями образуются граничные слои, в которых отсутствует удовлетворительное переплетение. Отдельные слои обычно имеют толщину 10-15 µм, и обычно 5-7 слоев наносится один на другой, так что общая толщина тонкослойной системы или стопки слоев составляет приблизительно 50-105 µм.
Из патентной публикации DE 202004018710 U1 известно устройство для непрерывного нанесения покрытия на плиты. На транспортер помещается множество плит, каждая из которых перемещается отдельно и последовательно в числе прочих к станциям нанесения покрытия. Такая станция нанесения покрытия содержит вал для нанесения покрытия, при помощи которого краска наносится на плиту. Вслед за ним установлено отделочное устройство, при помощи которого краска отверждается, например, посредством УФ-излучения. Вал для нанесения покрытия может содержать структурированную поверхность для структурного нанесения краски на поверхность плиты.
Из патентной публикации DE 202004018710 U1 известно также нанесение краски при помощи технологии струйной печати, в особенности известной из области струйных принтеров, структурированное на поверхности плиты. За нанесением краски снова может следовать отверждение покрытия при помощи отделочного устройства.
Из патентной публикации DE 202004018710 U1 известно также покрытие изделий, например плит, на которые наносят слой усилителя адгезии и грунтовый слой. Затем наносится печатный слой, составляющий декор. Поверх декора наносят слой краски. Для этого может использоваться так называемая краска с наполнителем. Такие краски представляют собой краски, содержащие чрезвычайно мелкие твердые частицы, например, корунда, имеющие поперечное сечение, измеряемое в нанометрах.
Из патентной публикации DE 10358190 А1 известен способ управления работой печатных машин. При помощи устройства, известного из этой публикации, наносится печатное изображение на мебельные плиты.
Раскрытие изобретения
Задачей настоящего изобретения является предложение нового устройства и нового способа, позволяющих осуществить высококачественное, быстрое и экономичное нанесение покрытия на плиты, используемые, в особенности, для изготовления половых панелей.
Эти и другие задачи, которые следуют из дальнейшего описания, решаются при помощи настоящего изобретения.
Для решения задачи настоящего изобретения предлагается устройство, содержащее транспортировочное средство для транспортировки плит. Устройство содержит механизм подачи, при помощи которого покрывающий материал может наноситься на поверхность плит. За механизмом подачи над плитой установлены средства для сушки и/или отверждения материала. В отличие от устройства в соответствии с указанной публикацией DE 202004018710 U1, устройство в соответствии с настоящим изобретением содержит средства для пропускания рулонного материала между транспортировочными средствами для транспортировки плит и средствами для сушки и/или отверждения.
При применении рулонного материала со структурированной поверхностью поверхность покрывающих материалов может быть снабжена структурой без необходимости приложения какого-либо значительного давления. После высушивания и/или отверждения покрывающего материала в этом состоянии достигается покрытие плиты со структурной поверхностью без необходимости использования пресса, как в способе, раскрытом в публикации DE 202004018710 U1, или, в качестве альтернативы, сложного печатного устройства. Кроме того, покрытие, нанесенное за несколько этапов, может быть равномерно высушено и/или отверждено за один технологический этап. В особенности, можно обеспечить химическую цепочку, проходящую через всю структуру слоя, которая позволяет получить особенно устойчивое покрытие.
Если используется рулонный материал с гладкой поверхностью, возможно осуществление сушки и/или отверждения при исключении доступа воздуха. Сушка и/или отверждение при исключении доступа воздуха часто желательны, например, для получения особенно большого количества переплетений, что означает особенно большое количество двойных связей в краске в случае отверждения краски при помощи УФ-излучения. В случае отверждения при помощи электронных лучей обычно требуется исключение воздуха.
Настоящее изобретение также относится к новому способу нанесения покрытия из текучего пластикового материала на плиту из древесного материала, в особенности плиту из прессованной древесины, МДФ- или ХДФ-плиту. Способ в особенности относится к изготовлению панелей, таких как, например, половые панели. В соответствии с этим способом толстый слой, предпочтительно, по меньшей мере, 30 µм пластикового материала, наносится за один технологический этап на плиту из древесного материала. Пластиковый материал, по меньшей мере, после сушки или отверждения предпочтительно является прозрачным. Предпочтительно слой толщиной 30-150 µм, особенно предпочтительно 80-110 µм, и наиболее предпочтительно приблизительно 95 µм наносится за один технологический этап. На следующем этапе слой пластикового материала отверждается. Использование единственного толстого слоя вместо последовательности множества тонких слоев обеспечивает несколько преимуществ. Во-первых, по сравнению с тонкослойной системой можно использовать износостойкие частицы, такие как частицы корунда, большего размера. При тонкослойной системе, в которой толщина каждого из отдельных тонких слоев составляет только 10-15 µм и каждый из отдельных тонких слоев отдельно и последовательно отверждается, могут использоваться только сравнительно маленькие частицы, поскольку частицы предпочтительно должны связываться как можно глубже в слоях.
Текучий пластиковый материал предпочтительно является акрилатной системой. Здесь под акрилатной системой следует понимать, например, способную к полимеризации смесь моно-, ди- и многофункциональных двойных связей, содержащих соединения на основе акриловой кислоты. Типичными примерами являются дипропиленгликоль диакрилат, 1,6-гександиолдиакрилат, полиуретанакриловый эфир или полиэфиракриловый эфир, коммерчески производимые компанией BASF под товарным знаком LaromerTM.
На плите из древесного материала предпочтительно печатается цветной декор, например, имитирующий натуральную древесину, перед нанесением покрытия из текучего пластикового материала. Пластиковый материал наносится на отпечатанный декор и предпочтительно является как можно более прозрачным. Способ может включать в себя, например, следующие этапы.
Сначала базовая плита, например МДФ-плита, тонко шлифуется и выравнивается, соответственно калибруется. После этого наносится первый грунтовочный слой и предпочтительно грунтовочный слой под краску. Затем осуществляется печать декора на грунтовочный слой, соответственно на грунтовочный слой под краску. На следующем этапе наносится дополнительный грунтовочный слой, предпочтительно являющийся подходящим грунтовочным слоем для последующего нанесения пластикового материала. Этот слой предпочтительно наносится в количестве до 10 г/м2, и особенно предпочтительно приблизительно 5 г/м2. После этого на грунтовочный слой наносится, например, при помощи валика для нанесения покрытия один толстый слой акрилатной системы. Этот слой предпочтительно наносится в количестве до 100 г/м2, особенно предпочтительно до 65 г/м2. Предпочтительно измельченные частицы рассеиваются на еще не отвержденную акрилатную систему и в зависимости от желаемого класса износостойкости в количестве до 70 г/м2, предпочтительно 45 г/м2. На этот слой при помощи листового материала для нанесения структуры предпочтительно наносится слой отделочной краски в количестве предпочтительно 2-100 г/м2, особенно предпочтительно 30 г/м2. Наконец, все слои предпочтительно отверждаются за один технологический этап при помощи УФ-излучения. Отвержденная акрилатная система предпочтительно является как можно более прозрачной, позволяя видеть расположенный ниже декоративный рисунок.
Отверждение пластикового материала осуществляется предпочтительно при помощи полимеризации пластикового материала, а не при помощи поликонденсации. Таким образом, пластиковый материал предпочтительно является акрилатной системой, способной к полимеризации. Пластиковый материал, такой как, например, способная к полимеризации акрилатная система, особенно предпочтителен в качестве пластикового материала, отверждаемого при помощи УФ-излучения. В этом случае УФ-излучение служит для запуска процесса полимеризации. Поскольку полимеризация может быть остановлена в любое время, это позволяет обеспечить ступенчатое переплетение в единственном толстом слое, толщина которого может составлять, например, 95 µм, и, следовательно, обеспечить ступенчатое отверждение. Ступенчатое отверждение осуществляется посредством единственной полимеризации, осуществляемой по всей толщине слоя, предпочтительно с полным преобразованием. Это является отличием от красочного покрытия с множеством тонких слоев, в котором слои наносятся друг за другом и затем предварительно отверждаются при помощи излучения, другими словами, реакция преждевременно заканчивается. Следовательно, непрерывная полимеризация по всему поперечному сечению всех слоев невозможна, и образуются граничные слои.
В соответствии с предпочтительным вариантом осуществления способа множество слоев наносится способом «мокрый по мокрому» (как, например, грунтовочный слой, акрилат (при помощи валика для нанесения покрытия), корунд, отделочный слой), и полимеризуется за один этап предпочтительно посредством активизации ультрафиолетом. Акрилатный слой в соответствии с настоящим изобретением отверждается в единственном толстом слое. Отдельные слои различаются по своим функциям и, следовательно, также по своей химической структуре. Функцией грунтовочного слоя является обеспечение хорошей адгезии между печатным и пластиковым слоем. Средний слой делается гибким для уменьшения внутренних напряжений и предотвращения ломкости, а также для поглощения энергетики удара, создаваемой ходьбой, когда плита с покрытием используется, например, в качестве половой панели. Однако отделочная краска модифицируется таким образом, что имеет высокую твердость и сопротивление растяжению. Поскольку при использовании способа «мокрый по мокрому» происходит смешение слоев, граничные слои не образуются, но имеется ступенчатая твердость от верхней части к нижней. Говоря химическим языком, полимеризация, на самом деле, такова, что почти полное преобразование двойной связи достигается во всем слое. Грунтовочный слой предпочтительно выполнен так, что посредством высокой функционализации акрилатной смеси достигается лучшая адгезия. Средний слой в особенности обеспечивается с наращиванием цепи и только с незначительным переплетением. Отделочная краска содержит акрилатную систему, обладающую высокой способностью к переплетению.
Для повышения износостойкости в слой внедряются предпочтительно износостойкие частицы, в особенности частицы корунда. Поскольку слой очень толстый, имеется возможность внедрения сравнительно толстых частиц, имеющих лучшие характеристики износостойкости по сравнению с частицами меньшего размера. В зависимости от толщины слоя используются, например, частицы корунда в диапазоне DF220-DF280, в соответствии со спецификацией FEPA (Федерации европейских производителей абразивов). Они имеют средний размер зерна D50 63,0-36,5 µм. Особенно предпочтительно использование частиц в диапазоне DF240-DF280, т.е. с размером зерна D50 44,5-36,5 µм. В описанной выше слоистой системе с множеством тонких слоев (так называемой тонкослойной системе), наносимых друг на друга, должны использоваться частицы (например, корундовые) сравнительно маленького размера, поскольку в противном случае они слишком сильно выступают из отдельных слоев. В этом случае размер частиц находится в диапазоне DF320-DF550, в соответствии со спецификацией FEPA. Другими словами, используемый размер зерна износостойких частиц до настоящего времени был ограничен средним размером D50 29,2-12,8 µм. Использование этих сравнительно маленьких частиц в том же количестве приводит к меньшим значениям износостойкости, т.е. для того же класса износостойкости необходимо использовать большее количество по весу мелких частиц, чем более крупных.
Кроме того, мелкие частицы приводят к ухудшению прозрачности поверхности и к ее посерению. Внедрение частиц в слой может осуществляться после нанесения слоя посредством рассеивания частиц, например, на еще не затвердевший слой. После того как частицы погрузились в слой или были в него впрессованы, материал отверждается, так что частицы прочно заключаются в слое. Другой возможностью является внедрение частиц до нанесения слоя в текучий пластиковый материал, например, в виде дисперсии.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, рулонный материал со структурированной поверхностью помещается без приложения давления на слой пластикового материала до этапа отверждения, т.е. после нанесения слоя на плиту. Таким образом, структура отпечатывается или вытисняется в слое пластикового материала. Поскольку в это время слой является еще жидким, приложения давления фактически не требуется. На следующем этапе слой пластикового материала высушивается и/или отверждается, в результате чего структура, отпечатанная в слое пластикового материала, фиксируется. Затем рулонный материал со структурированной поверхностью может быть удален на следующем технологическом этапе. В соответствии с альтернативным способом используется структурный валик для печати структуры в слое пластикового материала. Это также производят после нанесения пластикового материала на плиту, но до его отверждения. Предпочтительно непосредственно после печати структуры слой пластикового материала высушивается и/или отверждается на следующем технологическом этапе, в результате чего структура, напечатанная в слое пластикового материала, фиксируется. Благодаря большому размеру слоя в соответствии с изобретением, глубина структуры может составлять 0-80 µм. Особенно предпочтительна глубина структуры от 20 до 80 µм и даже более предпочтительно до 35 µм. До настоящего времени при использовании слоистой системы из множества тонких слоев достичь глубины структуры более 5-10 µм не представлялось возможным.
Эти сравнительно малые глубины структур недостаточны для многих случаев применения. Например, для создания правдоподобной имитации натуральной древесины в слое должны быть отпечатаны более глубокие структуры. При очень глубоких структурах в соответствии с настоящим способом рисунки и структуры могут быть внедрены в слой, что дает особенно эстетичный внешний вид и не являлось возможным до настоящего времени. Структура глубиной 35 µм отчетливо прощупывается и видна невооруженным глазом и особенно подходит для имитации структуры полов из натурального дерева.
В соответствии с альтернативным вариантом осуществления настоящего изобретения, рулонный материал с гладкой поверхностью помещается без приложения значительного давления на слой пластикового материала. Таким образом, предотвращается доступ воздуха к пластиковому материалу. На следующем этапе слой пластикового материала высушивается и/или отверждается при исключении воздуха. На следующем этапе рулонный материал с гладкой поверхностью удаляется.
Используемые рулонные материалы с гладкой или структурированной поверхностью предпочтительно проницаемы для УФ-излучения. Если используется пластиковый материал, отверждаемый посредством УФ-излучения, можно отверждать пластиковый материал, даже если он покрыт рулонным материалом.
В соответствии с одним из вариантов осуществления настоящего изобретения механизм подачи содержит накопительный механизм для покрывающего материала, установленный рядом с транспортировочными средствами для транспортировки плит. Кроме того, накопительный механизм расположен рядом с валом для транспортировки рулонного материала. Накопительный механизм изготовлен таким образом, что находящийся в нем жидкий покрывающий материал течет к валу. Таким образом, в том случае, если накопительный механизм в достаточной степени заполнен материалом, жидкий покрывающий материал может полностью покрывать рулонный материал жидкой пленкой, когда рулонный материал транспортируется через вал. Достаточная подача жидкого покрывающего материала позволяет также полностью заполнить жидким покрывающим материалом пространство между поверхностью плиты и рулонным материалом, расположенным над плитой. Таким образом, доступ воздуха в эту зону предотвращается особенно надежно. Следовательно, отверждение может особенно надежно осуществляться при исключении воздуха.
Кроме того, использование этого варианта осуществления настоящего изобретения позволяет наносить сравнительно толстые слои краски общей толщиной, например, 80-100 µм и равномерно высушивать и отверждать их. Это, в свою очередь, позволяет внедрять в краску сравнительно толстые износостойкие частицы, например, корундовые, с поперечным сечением до 100 µм. Поскольку износостойкость повышается с увеличением диаметра износостойких частиц, достигается сравнительно хорошая износостойкость. В то же время, с увеличением диаметра износостойких частиц может быть уменьшено количество абразивного материала. Таким образом, достигается повышение значений износостойкости, а также улучшение прозрачности износостойкого покрытия.
Особенно предпочтительными являются частицы с размером зерна DF220-DF280 FEPA. Толщина слоя предпочтительно составляет 30-150 µм и особенно предпочтительно 80-110 µм.
В соответствии с одним из вариантов осуществления настоящего изобретения, средства для транспортировки плит содержат обращающийся конвейер, на который устанавливают плиты для транспортировки.
В соответствии с предпочтительным вариантом осуществления способа, после нанесения слоя пластикового материала, но до его отверждения или сушки, в слой внедряются, например, посредством рассеивания другие материалы для получения эстетичного внешнего вида. Другие материалы предпочтительно являются природными или биологическими материалами, такими как, например, пробка или пенька, но также могут подойти частицы пластика или металла. Другие материалы могут внедряться таким образом, чтобы они рельефно выступали из слоя или чтобы они полностью были утоплены в слое. Слой предпочтительно является прозрачным, так что другие материалы, заключенные в нем, видны. Например, в материал слоя могут быть внедрены листья или иглы деревьев, предпочтительно полностью утопленные в слой и полностью заключенные в нем. После этого прозрачный слой отверждается. Поскольку природные материалы полностью заключены в слое, который может являться акрилатовой смолой, и, таким образом, защищены от воздуха и окружающей среды, гниения природных материалов не происходит. Плита, обработанная таким образом, с прозрачным твердым пластиковым слоем, в который внедрены другие материалы, может иметь исключительно эстетичный внешний вид. Другими возможными материалами являются, например, листья, прутики, ветки или шерсть. Внедрение других материалов возможно благодаря сравнительно большой толщине слоя.
В соответствии с одним из вариантов осуществления настоящего изобретения, рулонный материал разматывается с вала, протягивается при помощи дополнительных валов параллельно поверхности транспортируемых плит и затем снова наматывается на другой вал. В отличие от описанного выше известного способа достаточно заменить рулонный материал при необходимости изменения поверхностной структуры или при повреждении структуры рулонного материала, например, вследствие износа. Посредством применения рулонного материала также может быть гарантировано постоянное качество созданной поверхностной структуры, поскольку в отличие от валика со структурированной поверхностью качество поверхности рулонного материала не изменяется из-за разматывания рулонного материала, создающего структуру. Кроме того, структура на поверхности покрытия создается в основном без приложения давления, так что по этой причине поверхность рулонного материала не изнашивается.
В соответствии с одним из вариантов осуществления настоящего изобретения, валы для транспортировки рулонного материала установлены таким образом, что они образуют воронку или бункер в поперечном сечении с накопительным механизмом. Подача покрывающего материала к поверхности плиты осуществляется, таким образом, при помощи зазора. Таким образом, соответствующая подача покрывающего материала между рулонным материалом и поверхностью покрываемой плиты дополнительно улучшается.
В соответствии с одним из вариантов осуществления настоящего изобретения, ширина указанного зазора может варьироваться. Это позволяет регулировать количество покрывающего материала, подаваемого к поверхности плиты. В соответствии с одним из вариантов осуществления настоящего изобретения зазор может закрываться, чтобы регулировать уровень подачи.
Краткое описание чертежей
На фиг.1 представлен вариант устройства для нанесения покрытия согласно изобретению.
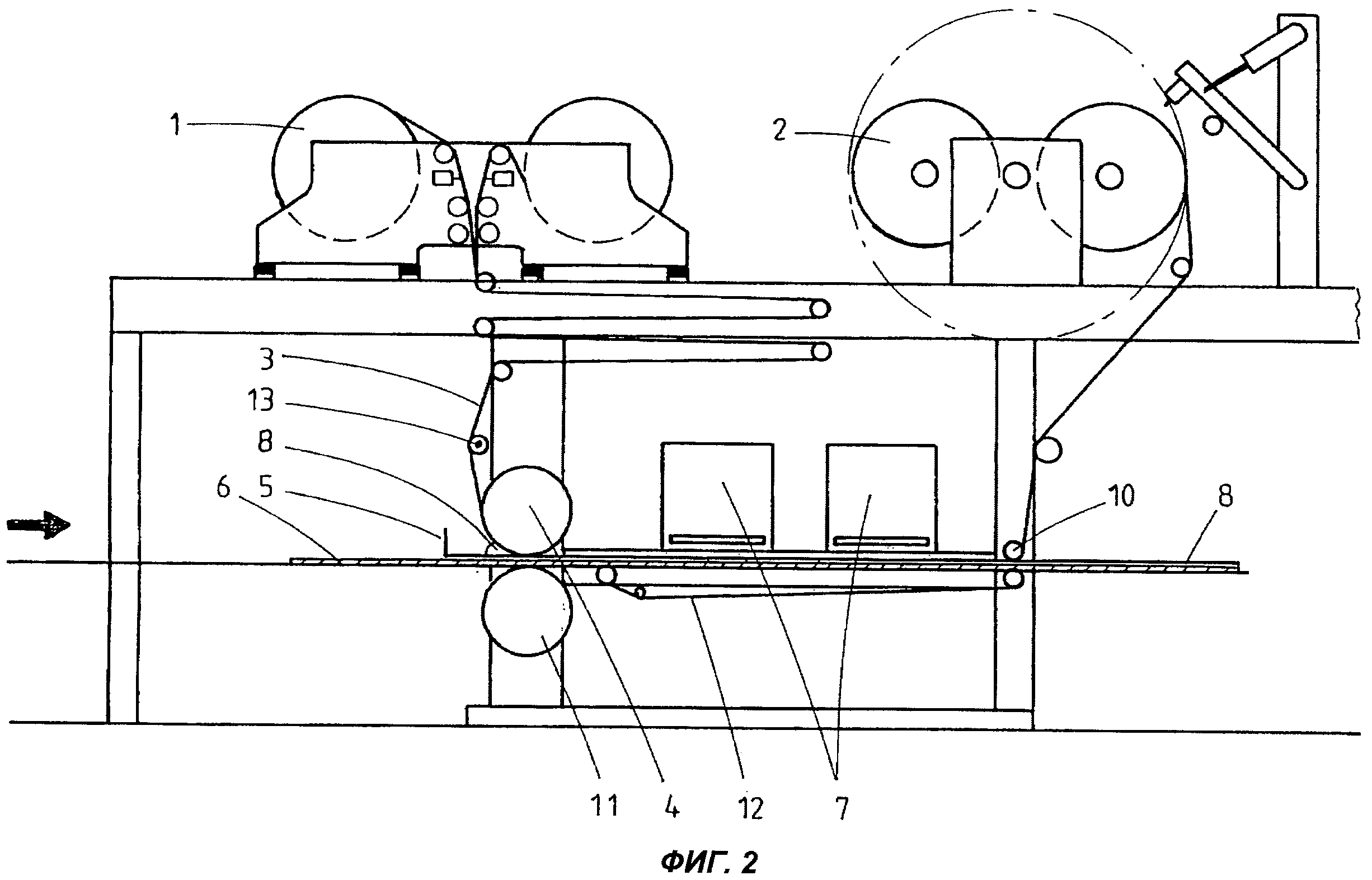
На фиг.2 представлен еще один вариант устройства согласно изобретению.
Осуществление изобретения
Далее изобретение поясняется с помощью прилагаемой фиг.1.
На фиг.1 представлено устройство, при помощи которого на несущий материал 6, такой как, например, плиты из прессованной древесины, МДФ- или ХДФ-плиты, непрерывно наносится покрытие. В качестве покрывающих материалов предпочтительно используются текучие системы, сшиваемые при помощи УФ-излучения или электронного луча, обладающие соответствующей вязкостью.
На вход устройства для нанесения покрытия подается несущий материал 6 и покрывается текучим материалом или покрытием 8. Нанесение покрытия осуществляется при помощи накопительного механизма 5, установленного рядом с валом 4. Рулонный материал, именно устойчивая к облучению ультрафиолетом и/или электронным лучом прозрачная пленка 3, проходит по валу 4. Пленка имеет гладкую поверхность, ориентированную к покрывающему материалу 8, если покрытие 8 должно иметь гладкую поверхность. Соответствующая поверхность пленки 3 содержит структуру, если покрытие 8 должно иметь структурированную поверхность.
Рулонный материал, пленка 3, сматывается с подающего барабана или подающего вала 1 и в конце наматывается на вал 2. Между валом 1 и валом 4 вдоль траектории рулонного материала в виде пленки 3 установлено три дополнительных вала меньшего диаметра, предназначенных для направления рулонного материала. Подающий вал 13 меньшего диаметра, установленный рядом с валом 4, действует совместно с валом 4 таким образом, что рулонный материал образует вместе с накопительным механизмом 5 воронковидный вход для покрывающего материала 8. Покрывающий материал 8 является, например, краской и соответствующим образом подается при помощи этой воронковидной конструкции между несущим материалом 6 и рулонным материалом 3.
Вход с воронковидным поперечным сечением ведет в зазор. Ширина зазора может регулироваться для регулирования подачи покрывающего материала.
Между валом 4 и валом 2 установлены четыре дополнительных направляющих вала меньшего диаметра, предназначенных для направления рулонного материала от вала 4 к валу 2. Направляющий вал 10, как видно на чертеже, первый после вала 4 в направлении транспортировки рулонного материала, действует совместно с валом 4, так что рулонный материал направляется параллельно поверхности несущего материала 6.
Между валом 4 и валом 10 над пленкой 3 установлены устройства 7, при помощи которых нижележащий покрывающий материал может высушиваться и/или отверждаться. Эти устройства являются в особенности устройствами для отверждения УФ-излучением или электронным лучом.
В устройстве рулонный гладкий или структурированный материал 3 выравнивается в процессе нанесения покрытия от подающего вала 1 как в продольном, так и в поперечном направлении и одновременно накладывается при помощи вала 4 и накопительного механизма 5 на несущий материал 6, именно на еще жидкий покрывающий материал. Целью выравнивания рулонного материала является синхронизация определенных положений несущего материала 6 и определенных положений рулонного материала относительно друг друга. В этом отношении, в соответствии с одним из вариантом осуществления настоящего изобретения скорость несущего материала 6, например плиты, измеряется при помощи измерительных систем. Предпочтительно для определения скорости несущего материала применяются оптические измерительные системы. Частота вращения, по меньшей мере, одного из валов, используемого для транспортировки рулонных материалов, измеряется, например, при помощи электронного или автоматического сенсорного устройства. Данные скорости транспортировки каждой из плит 6 и скорости транспортировки рулонного материала, полученные таким образом, используются для регулирования. Обе скорости регулируются так, что плита может соединиться с рулонным материалом определенным образом для управляемого структурирования поверхности.
В соответствии с одним из вариантов осуществления настоящего изобретения, рулонный материал содержит, например, оптическую разметку, которая может определяться оптическими датчиками. Транспортировка рулонных материалов и/или транспортировка плит 6 регулируется таким образом, что покрытие наносится на плиту в зависимости от такой оптической разметки, и покрытие структурируется в зависимости от этой оптической разметки. Несущий материал с жидким покрывающим материалом и рулонным материалом сверху проходит затем через устройство или станцию 7 отверждения. На этой станции жидкий покрывающий материал 8 сшивается и переходит в твердое состояние. При этом поверхностная структура рулонного материала фиксируется с отвержденным слоем в процессе отверждения и отпечатывается в нем.
На выходе из покрывающего устройства рулонный материал стягивается с отвержденного твердого покрывающего материала и снова наматывается на вал.
В соответствии с вариантом осуществления настоящего изобретения, представленным на фиг.2, имеется несколько подающих валов 1 и наматывающих валов 2 для рулонного материала. Подающие и наматывающие валы могут быть связаны в процессе работы при помощи соответствующего механизма без какой-либо остановки.
Соединение осуществляется предпочтительно при скоростях, не превышающих 120 м/мин, из практических соображений. На соответствующую станцию приема пленки, работающую в холостом режиме, подается рулонный материал, и автоматическое соединение подготавливается путем приклеивания двусторонней клейкой ленты к началу подаваемого рулонного материала. Начало рулонного материала вводится в зазор, служащий для соединения. Рулонный материал разматывается и в то же время направляется через этот зазор. Осуществление соединения производится автоматически при помощи электронного контроля истраченного рулона, с которого разматывается рулонный материал, или при помощи сенсорного определения соответствующего конца рулонного материала. Перед соединением разматывающийся рулонный материал хранится в устройстве натяжного валика, работающем как подающий магазин. Приводной вал замедляется до скорости цепи приблизительно 15 м/мин. Недостающая длина рулонного материала относительно скорости устройства вытягивается из натяжного валика. После процесса соединения соответствующий рулон пленки вновь ускоряется до максимальной скорости, например 120 м/мин, пока натяжной валик снова занимает рабочую позицию.
Устройство для автоматического соединения содержит, по меньшей мере, две размоточные станции, имеющие шарнирные опоры, и пневматические натяжные валики. Каждый из приводов разматывания осуществляется при помощи серводвигателя, и имеется средство автоматического регулирования тележек с пленками, соответственно рулонными материалами. Указанный механизм соединения содержит четыре вала для правки материала с пневматическим приводом. Кроме того, имеется два режущих ножа для отрезания рулонного материала после соединения. Для разматывающих валов предусмотрено автоматическое регулирование тормозного усилия. Оно осуществляется за счет натяжных валиков, линейных цилиндров с пневматическим пропорциональным регулированием, имеющих направляющие и отклоняющие валики с автоматическим контролем торможения.
Несущий материал, плита 6, сначала проходит между двумя вращающимися валами 4 и 11, установленными непосредственно друг над другом. От этой точки несущий материал 6 переходит на транспортер, транспортирующий несущий материал дальше. Рулонный материал, пленка 3, и несущий материал 6 транспортируются с одинаковой скоростью.
Расстояние между валами 4 и 11 может регулироваться для изменения толщины покрытия. В соответствии с одним из вариантов осуществления настоящего изобретения, высота направляющего вала 10 также может изменяться, воздействуя на толщину покрытия.
Реферат
Изобретение относится к способу покрытия плит. В способе покрытия плиты из древесного материала, в особенности плиты из прессованной древесины, древесноволокнистых плит средней плотности (МДФ) или древесноволокнистых плит высокой плотности (ХДФ) применяется текучий пластиковый материал. Способ включает нанесение пластикового материала, такого как акрилатный слой, в виде одного толстого слоя на плиту. Далее наносят отделочную краску. На следующем этапе отверждают оба слоя вместе посредством полимеризации. Техническим результатом изобретения является обеспечение высококачественного, быстрого и экономичного нанесения слоев покрытия на плиты. 13 з.п. ф-лы, 2 ил.
Формула
- нанесение пластикового материала, такого как акрилатный слой, в виде одного толстого слоя на плиту;
- нанесение отделочной краски; и
- отверждение обоих слоев вместе на следующем этапе посредством полимеризации.
a) тонкое шлифование плиты из древесного материала,
b) нанесение первого грунтовочного слоя,
c) нанесение грунтовочного слоя под краску,
d) печать декора,
e) нанесение покрывающего материала в виде текучей отверждаемой посредством ультрафиолетового излучения акрилатной системы в количестве до 100 г/м2, предпочтительно 65 г/м2,
f) рассеивание корундовых частиц, предпочтительно в количестве до 70 г/м2, особенно предпочтительно до 45 г/м2,
g) нанесение отделочной краски, и
h) отверждение пластикового материала посредством ультрафиолетового излучения.
Документы, цитированные в отчёте о поиске
Способ и устройство для нанесения покрытия на движущуюся металлическую полосу
Комментарии