Обрабатывающий узел, установка и способ обработки поверхности предметов - RU2607204C2
Код документа: RU2607204C2
Чертежи


Описание
Изобретение касается обрабатывающего узла для обработки поверхности предметов с:
а) по меньшей мере одной обрабатывающей камерой,
б) транспортной системой, посредством которой подлежащие обработке предметы являются транспортируемыми в обрабатывающую камеру, вдоль транспортного пути насквозь через обрабатывающую камеру и снова из обрабатывающей камеры наружу, причем каждым предметом в каждой позиции на транспортном пути задается касательное к транспортному пути направление транспортировки,
в) окрасочной системой, которая включает в себя по меньшей мере один многоосный окрасочный робот, который перемещает с собой окрасочное устройство и выполнен с возможностью перемещения вдоль траектории движения робота.
Кроме того, изобретение относится к установке для обработки поверхности предметов, а также способа обработки поверхности предметов в обрабатывающей камере, в котором:
а) предметы транспортируют в обрабатывающую камеру, вдоль транспортного пути насквозь через обрабатывающую камеру и снова из обрабатывающей камеры наружу, и при этом в каждой позиции на транспортном пути предметы задают касательное к транспортному пути направление транспортировки,
б) по меньшей мере один многоосный окрасочный робот, который несет на себе окрасочное устройство, перемещают вдоль траектории движения робота.
Обработка поверхности происходит, прежде всего, в форме окрашивания, причем обрабатываются или же окрашиваются, прежде всего, кузовные детали.
В известных на рынке окрасочных установках кузовные детали на держателях заготовок транспортируются через обрабатывающую камеру обрабатывающего узла названного в начале типа и покрываются краской с помощью одного или нескольких многоосных окрасочных роботов, как они известны сами по себе. При этом кузовные детали могут транспортироваться через обрабатывающую камеру непрерывно или прерывисто. Это имеет место в предложенном изобретении.
Некоторые кузовные детали могут эффективно обрабатываться или же окрашиваться в различных ориентациях в камере, то есть в различных окрасочных установках, из-за чего для определенных кузовных деталей на рынке представлены установки в различном выполнении, которые адаптированы под одно или другое прикладное положение подлежащих обработке предметов.
Например, для окрашивания бамперов хорошо зарекомендовали себя две альтернативные окрасочные установки, которые ведут к различным процессам окрашивания. С одной стороны, бамперы могут быть закреплены в так называемом монтажном положении на держателе заготовок. В этом монтажном положении они ориентированы примерно так же, как и смонтированный на транспортном средстве бампер, из-за чего передняя сторона бампера в основном направлена в горизонтальном направлении перпендикулярно направлению транспортировки. Бамперы в монтажном положении расположены друг над другом в вертикальном направлении и, как правило, таким образом, что их протяженность в длину между противолежащими боковыми концами проходит параллельно направлению транспортировки. С другой стороны, бамперы могут быть закреплены в так называемой "спящей" позиции, в которой их передняя сторона ориентирована вверх. В этом случае бамперы, как правило, в отличие от монтажного положения повернуты на 90° вокруг вертикальной оси и простираются перпендикулярно направлению транспортировки. В "спящей" позиции бамперы, как правило, расположены на держателе заготовок в горизонтальной плоскости друг за другом.
Если должны быть обработаны бамперы, которые транспортируются через обрабатывающую камеру в монтажном положении, то обработка должна производиться сбоку. При этом окрасочные роботы перемещаются параллельно направлению транспортировки бамперов. Для этого при окрашивании ведомое окрасочным роботом окрасочное устройство, например краскораспылитель или дисковый распылитель, перемещается сбоку рядом с держателем заготовок. Для бамперов в "спящей" позиции обработка должна производиться, напротив, сверху, для чего окрасочное устройство проводится окрасочным роботом соответственно над бамперами.
В известных на рынке установках бамперы зачастую могут быть окрашены только в одном из обоих положений окрашивания.
Однако может случиться так, что бамперы или в общем случае подлежащие обработке предметы, в фазах обработки до окрашивания на держателе заготовок должны принимать одно положение, которое не соответствует требуемому для обрабатывающего узла положению окрашивания. В этом случае бамперы или другие предметы перед окрашиванием должны быть переведены на другой держатель заготовок и при этом приведены в требуемое положение окрашивания. Это требует времени и соответственно уменьшает совокупный возможный оборот установки.
Поэтому задачей изобретения является создание обрабатывающего узла, установки и способа названного вначале типа, которые ведут к увеличенной гибкости с точки зрения положения окрашивания подлежащих обработке предметов, в котором они транспортируются через обрабатывающую камеру.
Данная задача в обрабатывающем узле названного вначале типа решена посредством того, что:
г) транспортная система и окрасочная система выполнены так, что по меньшей мере один окрасочный робот выполнен с возможностью перемещения относительно направления транспортировки предмета по выбору с компонентой перемещения параллельно направлению транспортировки предмета и/или компонентой перемещения перпендикулярно направлению транспортировки предмета,
д) транспортная система включает в себя систему транспортных направляющих, по которым являются перемещаемыми держатели заготовок, которые несут на себе подлежащие обработке предметы,
е) система транспортных направляющих включает в себя стрелочный узел, посредством которого являются соединяемыми друг с другом участки системы транспортных направляющих, которые проходят в одном и том же направлении или под углом друг к другу, так что являются выборочно задаваемыми различные транспортные пути для предметов.
В частности, благодаря тому что система транспортных направляющих включает в себя описанный выше стрелочный узел, имеется возможность выборочного определения различных путей транспортировки для предметов даже во время их транспортировки через обрабатывающую камеру. В этом случае предметы также могут быть расположены на единственном держателе заготовок в различных ориентациях. После того как будут окрашены, например, бамперы в монтажном положении, направление транспортировки относительно окрасочного робота может быть изменено, и бамперы могут окрашиваться в "спящей" позиции.
Технический результат, достигаемый при осуществлении изобретения, заключается в повышении уровня гибкости в отношении положения обрабатываемых предметов, в котором предметы транспортируются через обрабатывающую камеру, обеспечиваемом возможностью выбора транспортных путей для перемещения предметов через обрабатывающую камеру мимо многоосных окрасочных роботов. Это решение реализовать технически проще по сравнению с соответствующим размещением и организацией перемещения роботов, так как обрабатываемые предметы, в отличие от роботов, не тянут за собой мешающие движению линии питания и управления.
В известных установках предметы в неизменном направлении транспортировки и окрасочный робот или роботы на неизменной прямолинейной траектории перемещаются или только в параллельных друг другу направлениях, или только в перпендикулярных друг другу направлениях. На примере упомянутых бамперов они могут обрабатываться либо только в монтажном положении, либо только в "спящей" позиции.
В отличие от этого согласно изобретению относительное перемещение между окрасочным роботом и подлежащими обработке предметами может быть изменено и для бамперов может быть задано, например, в зависимости от того, в каком положении окрашивания они транспортируются через обрабатывающую камеру. Относительное перемещение означает, что либо предмет или предметы могут быть перемещены относительно неподвижного окрасочного робота, либо окрасочный робот может быть перемещен относительно предмета или же предметов.
Если, например, бамперы попадают в обрабатывающую камеру в монтажном положении, то окрасочный робот перемещается параллельно направлению транспортировки бамперов. По выбору окрасочный робот может быть перемещен перпендикулярно направлению транспортировки бамперов, если бамперы транспортируются через обрабатывающую камеру в "спящей" позиции. Это в разумной мере действительно и для отличных от бамперов предметов.
Особо благоприятно, если по меньшей мере один окрасочный робот установлен с возможностью перемещения на направляющей, которая задает траекторию движения робота и расположена на уровне высоты над подлежащими обработке предметами, которые транспортируются через обрабатывающую камеру. Затем предметы могут двигаться под окрасочным роботом, из-за чего траектории окрасочного робота и транспортировки предметом могут пересекаться без опасности столкновения. Говоря общими словами, окрасочный робот должен быть направлен таким образом, чтобы предметы были доступны ему для окрашивания как сверху, так и сбоку. Это также возможно, если окрасочный робот направлен другим образом.
При этом является преимуществом, если траектория робота проходит прямолинейно, так как в этом случае не обязательно наличие сложных направляющих для линий питания и подачи энергии для окрасочного робота.
Однако может быть благоприятным, если траектория робота имеет, по меньшей мере, участками криволинейное прохождение. В этом случае единственной прямолинейной траектории транспортировки может быть достаточно, так как желаемого и требуемого изменения относительного перемещения между предметами и окрасочным роботом может быть достигнуто путем движения окрасочного робота по кривой. Предпочтительно, траектория робота в этом случае включает в себя два прямолинейных, соединенных криволинейной областью участка, которые находятся под углом 90° друг к другу.
Предпочтительно, если обрабатывающая камера имеет по меньшей мере один вход и по меньшей мере один выход, которые соединены друг с другом посредством транспортного пути.
При этом, прежде всего, являются преимуществом варианты, в которых обрабатывающая камера имеет вход или один первый вход и один второй вход, причем каждый имеющийся вход посредством транспортного пути соединен с выходом или первым выходом и вторым выходом.
Таким образом, единственный вход может быть соединен с единственным выходом или с первым и вторым выходом. Альтернативно, первый вход и второй вход могут быть соединены с единственным выходом. Кроме того, первый вход может быть соединен с первым выходом и второй вход - со вторым выходом. Далее первый вход может быть соединен с первым выходом и второй вход может быть соединен с первым выходом и со вторым выходом. Кроме того, первый и второй входы могут быть соответственно соединены с первым и вторым выходом. Различные имеющиеся входы и выходы предоставляют пространство для соответствующим образом выполненной системы транспортных направляющих, которая обеспечивает самые различные транспортные пути между имеющимися входами и выходами, на которых предметы относительно окрасочного робота могут передвигаться так, чтобы было возможно желаемое относительное перемещение.
Относительно установки названного вначале типа сформулированная выше задача решается посредством того, что имеется по меньшей мере один обрабатывающий узел с одним или всеми приведенными выше признаками.
Что касается способа названного вначале типа, то указанная выше задача решена посредством того, что:
в) по меньшей мере один окрасочный робот перемещают относительно направления транспортировки предмета по выбору с компонентой перемещения параллельно направлению транспортировки предмета и/или компонентой перемещения перпендикулярно направлению транспортировки предмета,
г) держатели заготовок, которые удерживают подлежащие обработке предметы, перемещают по системе транспортных направляющих,
д) могут задаваться различные транспортные пути для предметов.
Наличие держателей заготовок, которые удерживают подлежащие обработке предметы и перемещаются по системе транспортных направляющих, обеспечивает надежность транспортировки предметов через обрабатывающую камеру. При этом желаемая гибкость достигается возможностью задания различных транспортных путей для предметов.
Технический результат, достигаемый при осуществлении изобретения предлагаемого в изобретении способа, указан выше в отношении обрабатывающего узла.
По меньшей мере один окрасочный робот может перемещаться по прямолинейной траектории движения робота.
Преимущества из этого и описанные далее меры в разумной степени соответствуют преимуществам корреспондирующих признаков соответствующего изобретению обрабатывающего узла.
Далее благоприятно, если по меньшей мере один окрасочный робот перемещается по направляющей, которая задает траекторию движения робота и расположена на уровне высоты над подлежащими обработке предметами, которые транспортируются через обрабатывающую камеру. Говоря общими словами, окрасочный робот должен направляться таким образом, чтобы предметы были доступны ему для окрашивания как сверху, так и сбоку. Это также возможно и при другом типе направляющих.
Альтернативно или, при необходимости, дополнительно, при одном дополнительном окрасочном роботе является преимуществом, если по меньшей мере один окрасочный робот перемещается по, по меньшей мере участками, криволинейной траектории движения робота.
Далее примеры выполнения изобретения подробнее разъясняются на основании чертежей. На них показано:
Фиг. 1 вертикальное сечение окрасочной кабины согласно первому примеру выполнения вдоль линии сечения I-I на фиг. 2, причем показаны окрасочный робот и транспортная система,
Фиг. 2 вертикальное сечение представленной на фиг. 1 окрасочной кабины вдоль показанной там линии сечения II-II,
Фиг. 3 горизонтальное сечение представленной на фиг. 1 окрасочной кабины вдоль показанной там линии сечения III-III, причем транспортная система не показана,
Фиг. 4 горизонтальное сечение фиг. 3, на котором показаны транспортные пути транспортной системы, вдоль которых имеется возможность транспортировки подлежащих обработке предметов, и траектории окрасочного робота,
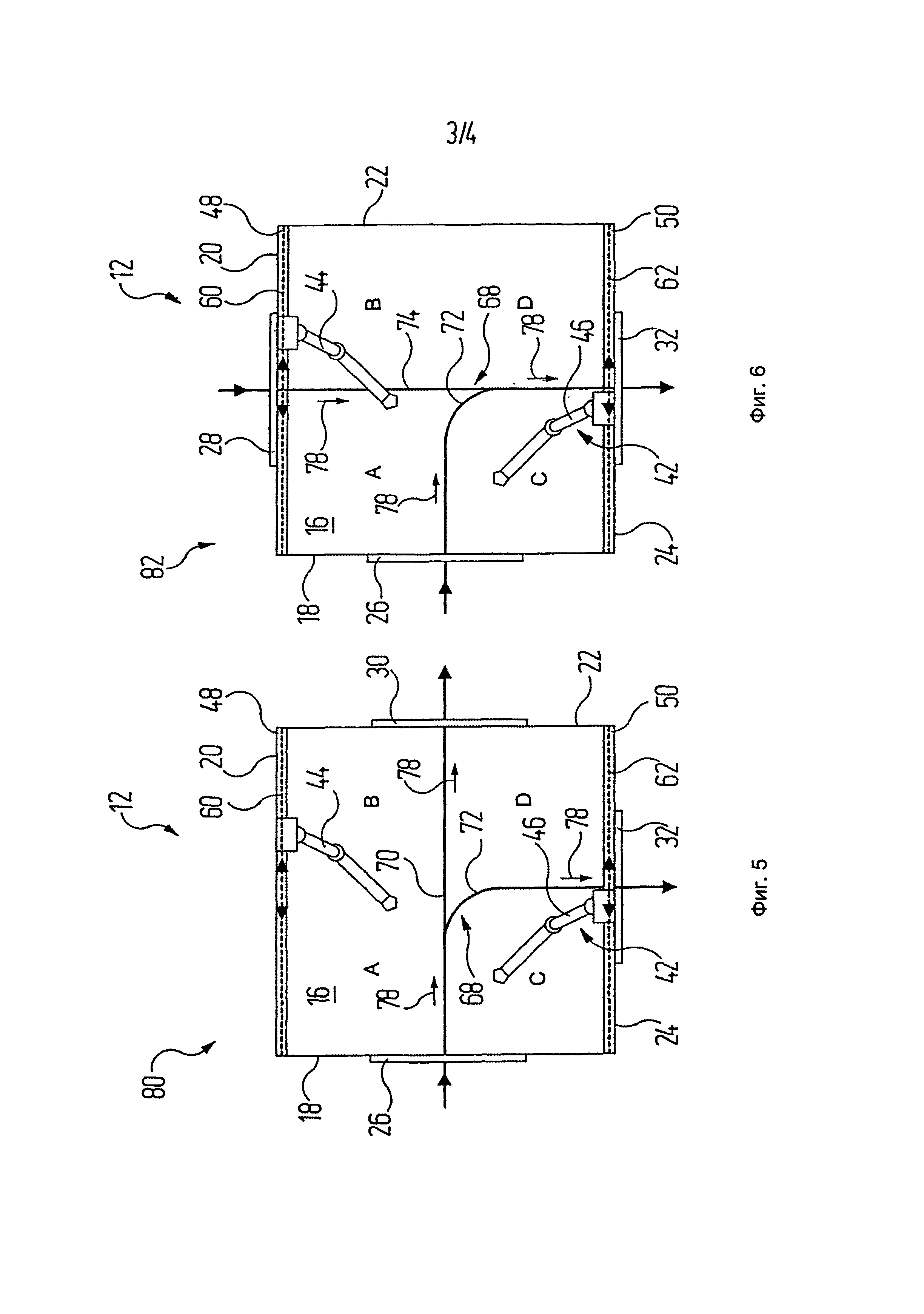
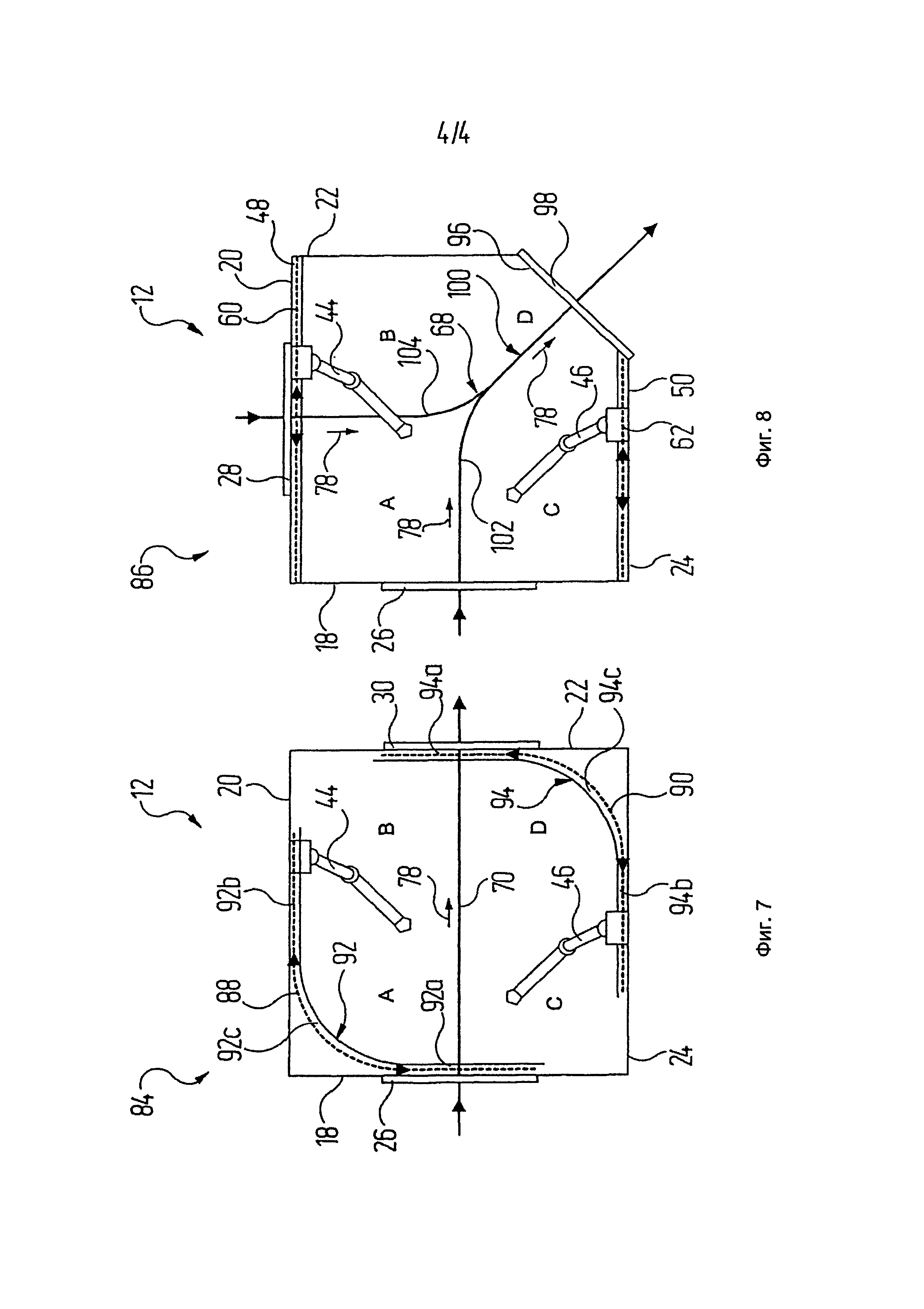
Фиг. 5-8 другие примеры выполнения обрабатывающей кабины с модифицированными траекториями и/или транспортными путями.
На фиг. 1-4 общим ссылочным обозначением 10 обозначена выполненная в виде окрасочной кабины обрабатывающая кабина согласно первому примеру выполнения. Окрасочная кабина 10 показана в обрабатывающей установке 12 для обработки поверхности предметов 14, которые в предложенном примере выполнения на примере кузовных деталей показаны в форме бамперов автомобилей, которые обозначены 14a и 14b. Это будет еще раз описано далее.
С помощью обрабатывающей установки 10 также могут обрабатываться иные, чем кузовные детали предметы, например, такие различные предметы, как бытовые электронные приборы, мячи для гольфа, радиобленды, колеса транспортных средств или тому подобное.
Окрасочная кабина 10 определяет обрабатывающую камеру 16, которая ограничена четырьмя вертикальными боковыми стенками 18, 20, 22 и 24. В боковых стенках 18 и 20 предусмотрен соответственно первый или же второй вход 26, 28 и в боковых стенках 22 и 24 - соответственно первый или же второй выход 30, 32, через которые подлежащие обработке бамперы 14 могут транспортироваться снаружи в обрабатывающую камеру 16 или же из нее снова наружу.
Обрабатывающая камера 10 сверху имеет горизонтальную крышку 34 кабины, которая выполнена как нижний ограничитель подводящей воздушной камеры 36. Посредством подводящей воздушной камеры 36 в обрабатывающую камеру 16 вводится воздух, который затем протекает через обрабатывающую камеру 16 сверху вниз.
Вниз обрабатывающая камера 16 с помощью выполненного, например, как колосниковая решетка пола 38 открыта и ведет в потоковую область 40, откуда поступающий из обрабатывающей камеры 16 воздух может быть подан на очистку и дальнейшее кондиционирование, как это известно само по себе.
Для окрашивания бамперов 14 в кабинной камере 16 имеется окрасочная система 42. Она включает в себя первый и второй многоосные, в данном примере выполнения в общей сложности семиосные окрасочные роботы 44 или же 46, которые расположены в кабинной камере 16. Оба окрасочных робота 44, 46 перемещают с собой по одному не снабженному собственными ссылочными обозначениями окрасочному устройству, например, в форме краскораспылителя или дискового распылителя.
Первый окрасочный робот 44 предусмотрен на стенке 20 кабины и может быть перемещен вдоль прямолинейной горизонтальной направляющей 48, которая проходит над входом 28 стенки 20 кабины, тем самым одна из осей движения окрасочного робота 44 является его осью перемещения. Соответствующим образом второй окрасочный робот 46 предусмотрен на противолежащей стенке 24 кабины и может быть перемещен вдоль прямолинейной горизонтальной направляющей 50, которая проходит над отверстием 32 стенки 24 кабины. Тем самым и для второго окрасочного робота 46 одна из осей движения является его осью перемещения. Направляющие 48 и 50 в совокупности размещены на уровне высоты над подлежащими обработке бамперами 14, которые транспортируются через обрабатывающую камеру 16.
Подлежащие обработке бамперы 14 с помощью транспортной системы 52 транспортируются через обрабатывающую кабину 10. Для этого несколько бамперов 14 закреплены на одном держателе 54 заготовок, который, в свою очередь, перемещается вместе с различимыми на фиг.2 салазками 56. Салазки могут быть перемещены в системе 58 транспортных направляющих, которая расположена над полом 38 в потоковой области 40 окрасочной кабины 10. Система 58 транспортных направляющих и пол 38 выполнены так, чтобы держатель 54 заготовок выступал вверх сквозь пол 38 в кабинную камеру 16. Салазки 56 могут приводиться, например, посредством бесконечного приводного средства, например цепи, это известно само по себе.
Для иллюстрации упомянутых вначале положений окрашивания бамперов 14 держатель 54 заготовок на фиг.1 и фиг.2 с бамперами 14 показан в двух различных положениях окрашивания. Во-первых, бамперы 14a в упомянутом вначале монтажном положении закреплены в вертикальном положении друг над другом на держателе 54 заготовок. Во-вторых, бамперы 14b в также упомянутой "спящей" позиции закреплены в горизонтальном положении друг за другом на держателе 54 заготовок.
На практике держатель 54 заготовок обычно укомплектовывается либо только бамперами 14a в монтажном положении, либо только бамперами 14b в "спящей" позиции.
Как уже упоминалось вначале, бамперы 14a в монтажном положении должны быть покрыты краской сбоку, в то время как для бамперов 14b в "спящей" позиции это должно происходить сверху. Окрасочные роботы 44 и 46 должны быть выполнены так, чтобы они могли покрывать бамперы 14 по выбору сверху или сбоку, благодаря чему каждый окрасочный робот 44, 46 может покрывать как бамперы 14а в монтажном положении, так и бамперы 14b в "спящей" позиции.
Для окрасочных роботов 44 и 46 доступен соответствующий рабочий объем в кабинной камере 16. Для иллюстрации этого кабинная камера 16 на фиг.3-8 разделена соответственно на четыре пространственных квадранта A, B, C и D, которые следует понимать как трехмерное пространство.
В показанных на фиг.1-6 вариантах для первого окрасочного робота 44 доступны соответственно пространственные квадранты A и B, и для второго окрасочного робота 46 соответственно пространственные квадранты C и D. В примере выполнения согласно фиг.7 первый окрасочный робот 44, кроме того, может перекрывать пространственный квадрант C, и второй окрасочный робот 46, кроме того, - пространственный квадрант В. Это будет еще раз описано далее.
Такое распределение пространственных квадрантов A, B, C и D не означает, что определенный окрасочный робот 44 или 46 фактически должен суметь достигнуть любого места в предназначенном пространственном квадранте A, B, C или D, чтобы можно было надлежащим образом эксплуатировать окрасочную кабину 10. В данном случае важно лишь то, что окрасочный робот 44 и 46 может достигнуть покрываемого им бампера 14, который полностью или частично находится в определенном пространственном квадранте с A по D.
На фиг.4 траектории движения первого и второго окрасочного робота 44 или же 46 вдоль каждой из предназначенных направляющих 48 или же 50 показаны штриховкой с увеличенной толщиной штрихов и обозначены 60 или же 62.
Система транспортных направляющих 58 для подлежащих обработке бамперов 14 в показанном на фиг.1-4 примерах выполнения включает в себя первую прямолинейную ветку 64 направляющих, которая ведет от первого входа 26 в боковой стенке 18 к первому выходу 30 в боковой стенке 22. Первая прямолинейная ветка 64 направляющих пересекается второй прямолинейной веткой 66 направляющих, которая ведет от второго входа 28 в боковой стенке 20 ко второму выходу 32 в боковой стенке 24.
Из-за пересечения ветки 64, 66 направляющих соответственно подразделены на два участка 64a, 64b и 66a, 66b. Кроме того, предусмотрен стрелочный узел 68, которые может быть приведен в различные положения, в которых участок 64a ветки направляющих соединен либо с участком 64b ветки направляющих, или с участком 66b ветки направляющих и с участком 66a ветки направляющих, либо с участком 66b ветки направляющих, либо с участком 64b ветки направляющих.
Тем самым стрелочный узел 68 может соединять друг с другом различные участки 64a, 64b, 66a, 66b системы 58 транспортных направляющих, которые проходят в одном направлении или под углом друг к другу.
Бамперы 14 на держателе 54 заготовок либо через первый вход 26, либо через второй вход 28 транспортируются в обрабатывающую камеру 16.
На фиг.4 возможные транспортные пути, по которым бамперы 14 могут транспортироваться через обрабатывающую кабину 16 окрасочной кабины 10, показаны сквозными линиями увеличенной толщины. Первый транспортный путь 70 ведет от первого входа 26 к противолежащему первому выходу 30. Второй транспортный путь 72 ведет от первого входа 26 ко второму выходу 32. Третий транспортный путь 74 ведет от второго входа 28 к противолежащему второму выходу 32, и четвертый транспортный путь 76 ведет от второго входа 28 к первому выходу 30.
Общими словами определенный транспортный путь всегда простирается между выходом и входом, и держатель 54 заготовок или бамперы 14 всегда транспортируются от одного входа к одному выходу через обрабатывающую камеру 16.
Тем самым транспортный путь 70, 72, 74 или 76, вдоль которого бамперы 14 могут транспортироваться через обрабатывающую камеру 16, зависит от того, через который из обоих входов 26 или 28 бамперы 14 на держателе 54 заготовок вводятся в обрабатывающую камеру 16 и какое положение занимает стрелочный узел 68.
В одной модификации стрелочный узел 68 также выполнен так, что возможны только транспортные пути 70, и 72, и 74 или только транспортные пути 70, и 74, и 76.
На пути через обрабатывающую камеру 16 держатель 54 заготовок или же каждый бампер 14 в каждой позиции на соответствующем транспортном пути 70, 72, 74 или 76 задает направление транспортировки, которое является касательным к транспортному пути 70, 72, 74 или 76 в месте, в котором в данный момент находится держатель 54 заготовок или же рассматриваемый бампер 14. Это показано на фиг.4, на которой схематично изображенный держатель 54 заготовок показан в различных позициях на транспортных путях 70, 72, 74 или 76 стрелками, каждая из которых обозначена ссылочным обозначением 78 и указывает на направление транспортировки для бамперов 14 или же соответствующего держателя 54 заготовок. Если держатель 54 заготовок находится, например, прямо на показанном на фиг.4 криволинейном участке стрелочного узла 68, то направление 78 транспортировки находится под углом к прямолинейному транспортному пути 70 или же к прямолинейному транспортному пути 74.
Таким образом, окрасочная система 42 и транспортная система 52 согласованы друг с другом и выполнены так, что окрасочные роботы 44, 46 могут перемещаться относительно направления 78 транспортировки по выбору с компонентой перемещения параллельно направлению 78 транспортировки бампера 14 и/или с компонентой перемещения перпендикулярно направлению 78 транспортировки бампера 14.
Тем самым возможно, что размещенные в различных положениях на держателе 54 заготовок бамперы 14a, 14b могут быть окрашены в одной и той же окрасочной кабине 10.
Если держатель 54 заготовок укомплектован только бамперами 14a в монтажном положении, то они транспортируются по первому транспортному пути 70 от первого входа 26 к противолежащему первому выходу 30, причем их продольная протяженность проходит параллельно направлению 78 транспортировки, как это имеет место для бамперов 14a согласно фиг.1 и фиг.2.
Поэтому траектории 60, 62 как первого, так и второго окрасочного робота 44, 46 всегда проходят параллельно направлению 78 транспортировки бамперов 14a. Затем окрасочные роботы 44, 46 соответственно всегда перемещаются параллельно данному направлению 78 транспортировки и могут окрашивать бамперы 14a соответственно в пространственных квадрантах A и B или же C и D сбоку.
Если в отличие от этого держатель 54 заготовок укомплектован только бамперами 14b в "спящей" позиции, то они транспортируются по третьему транспортному пути 74 от второго входа 28 к противолежащему второму выходу 32, причем их продольная протяженность находится перпендикулярно направлению 78 транспортировки. В этом случае траектории 60, 62 как первого, так и второго окрасочного робота 44, 46 всегда проходят перпендикулярно направлению 78 транспортировки бамперов 14. Тогда окрасочные роботы 44, 46 всегда двигаются соответственно перпендикулярно данному направлению 78 транспортировки и могут окрашивать бамперы 14b сверху.
Для окрашивания бамперов 14a и 14b, которые находятся в монтажном положении и в "спящей" позиции на держателе 54 заготовок, как это показано на фиг.1 и фиг.2, держатель заготовок транспортируется, например, также по первому транспортному пути 70 от первого входа 26 к первому выходу 30 через обрабатывающую камеру 16. В этом случае продольная протяженность как бамперов 14a в монтажном положении, так и бамперов 14b в "спящей" позиции проходит параллельно направлению 78 транспортировки.
Держатель 54 заготовок через вход 26 транспортируется в обрабатывающую камеру 16 и сначала находится на участке 64а ветки 64 направляющих. Бамперы 14a в монтажном положении находятся в пространственном квадранте A, доступны для первого окрасочного робота 44 и с его помощью окрашиваются сбоку. Бамперы 14b в "спящей" позиции, напротив, находятся в пространственном квадранте C, доступны для второго окрасочного робота 46 и с его помощью окрашиваются сверху.
При этом во время окрашивания держатель 54 заготовок может транспортироваться через обрабатывающую камеру и по транспортному пути 70 перемещаться к первому выходу 30.
Если держатель 54 заготовок должен выйти из обрабатывающей камеры 16 через ее второй выход 32, то стрелочный узел 68 устанавливается так, что участок 64а ветки направляющих ветки 64 направляющих соединен с участком 66b ветки 66 направляющих.
Держатель 54 заготовок с участка 64a ветки направляющих входит в стрелочный узел 68 и попадает на участок 66b ветки 66 направляющих и по нему к выходу 32. До достижения стрелочного узла 68 процесс окрашивания в пространственных квадрантах A и C должен быть завершен.
В одной модификации транспортная система 52 выполнена таким образом, что бамперы 14 или в общем случае подлежащие обработке предметы сохраняют свою ориентацию в обрабатывающей камере 16, или, иначе говоря, их ориентация относительно направления 78 транспортировки меняется, если изменяется направление 78 транспортировки на выбранном транспортном пути.
Если держатель 54 заготовок с участка 64a ветки направляющих входит на участок 66b ветки направляющих к выходу 32, то данная ориентация бамперов 14 сохраняется, из-за чего бамперы 14 на участке 66b ветки направляющих расположены перпендикулярно к направлению 78 транспортировки. Это соответственно может действовать и для других транспортных путей, на которых изменяется направление 78 транспортировки.
Если бамперы 14a и 14b размещены на держателе 54 заготовок наоборот, а не так, как показано на фиг.1 и фиг.2, если на месте бамперов 14a в монтажном положении находятся бамперы 14b в "спящей" позиции и наоборот, то держатель 54 заготовок может транспортироваться, например, вдоль третьего транспортного пути 74 от второго входа 28 к третьему выходу 32. При этом продольная протяженность как бамперов 14a в монтажном положении, так и бамперов 14b в "спящей" позиции проходит перпендикулярно направлению 78 транспортировки. Тогда бамперы 14b в "спящей" позиции на участке 66a ветки направляющих соответствующей области пространственных квадрантов А и Б окрашиваются посредством первого окрасочного робота 44, который при этом может перемещаться перпендикулярно направлению 78 транспортировки бамперов 14.
Если держатель 54 заготовок находится на участке 66b ветки направляющих, то бамперы 14a в монтажном положении в соответствующей области пространственных квадрантов C и D окрашиваются посредством второго окрасочного робота 46, который при этом также может перемещаться перпендикулярно направлению 78 транспортировки бамперов 14. В одной модификации, в которой держатель 54 заготовок может проворачиваться в стрелочной области, в качестве транспортного пути можно было бы рассматривать и четвертый транспортный путь 76. В этом случае второй окрасочный робот 46 мог бы окрашивать бамперы 14a в монтажном положении сбоку, когда держатель 54 заготовок находится на участке 64a ветки направляющих ветки 64 направляющих.
На фиг.5-8 в качестве других примеров выполнения показаны окрасочные кабины 80, 82, 84 или же 86, в которых транспортная система 52 и окрасочная система 42 выполнены таким образом, что окрасочные роботы 44, 46 выполнены с возможностью перемещения относительно направления 78 транспортировки бамперов 14 по выбору с компонентой перемещения параллельно направлению 78 транспортировки бампера 14 и/или с компонентой перемещения перпендикулярно направлению 78 транспортировки бампера 14.
В окрасочных кабинах 80, 82, 84 или же 86 компоненты, которые соответствуют компонентам окрасочной кабины 10 согласно фиг.1-4, снабжены теми же самыми ссылочными обозначениями. Все сказанное выше относительно окрасочной кабины 10 в разумной степени действительно и для окрасочных кабин 80, 82, 84 или же 86, если не разъясняется иное.
В окрасочной кабине 80 согласно фиг.5, в отличие от окрасочной кабины 10, нет второго входа 28 и нет участка 66a ветки направляющих. Здесь ветка 66 направляющих включает в себя только участок 66b ветки направляющих, который простирается от стрелочного узла 68 ко второму выходу 32. Посредством стрелочного узла 68 по выбору могут быть соединены участки 64a и 64b ветки направляющих или 64a и 66b ветки направляющих, благодаря чему держатель 54 заготовок по выбору может транспортироваться лишь вдоль транспортного пути 70 между единственным имеющимся входом 26 и первым выходом 30 или вдоль транспортного пути 72 между входом 26 и вторым выходом 32 через обрабатывающую камеру 16.
В окрасочной кабине 82 согласно фиг.6, в отличие от окрасочной кабины 10, нет второго выхода 32 и нет участка 64b ветки направляющих. Здесь ветка 64 направляющих включает в себя только участок 64a ветки направляющих, который простирается от первого входа 26 до стрелочного узла 68. Посредством стрелочного узла 68 по выбору могут быть соединены участки 64a и 66b ветки направляющих или 66a и 66b ветки направляющих, благодаря чему держатель 54 заготовок по выбору может транспортироваться лишь вдоль транспортного пути 72 между первым входом 26 и единственным имеющимся выходом 32 или вдоль транспортного пути 74 между входом 26 и выходом 32 через обрабатывающую камеру 16.
В окрасочной кабине 84 согласно фиг.7 имеются лишь вход 26 и противолежащий ему выход 30, между которыми простирается ветка 64 направляющих без стрелки. Тем самым в качестве транспортного пути для бамперов 14 через обрабатывающую камеру 16 имеется лишь транспортный путь 70 между входом 26 и выходом 30. Однако окрасочные роботы 44 и 46 могут двигаться по частично криволинейным траекториям 88 или же 90. Для этого первому окрасочному роботу 44 назначена частично криволинейная горизонтальная направляющая 92, которая проходит над входом 26 кабинной стенки 18.
Направляющая 92 для первого окрасочного робота 44 включает в себя первый прямолинейный участок 92a на первой кабинной стенке 18 окрасочной кабины 10 с входом 26, второй прямолинейный участок 92b на второй боковой стенке 20 окрасочной кабины 10 и соединяющий оба прямолинейных участка 92a, 92b и соответственно криволинейный участок 92c. Соответствующим образом частично криволинейная направляющая 94 для второго окрасочного робота 46 включает в себя первый прямолинейный участок 94а на третье боковой стенке 22 окрасочной кабины 10 с выходом 30, второй прямолинейный участок 94b на четвертой боковой стенке 24 окрасочной кабины и соответственно криволинейный участок 94c, который соединяет оба прямолинейных участка 94a, 94b.
Тем самым окрасочные роботы 44, 46 могут соответственно перемещаться перпендикулярно направлению 78 транспортировки бамперов 14, если они находятся на своих участках 92a или же 94a направляющих 92 или же 94. Соответствующим образом окрасочные роботы 44, 46, в отличие от этого, могут соответственно перемещаться параллельно направлению 78 транспортировки бамперов 14, когда они находятся на своих участках 92b или же 94b направляющих. В окрасочной кабине 82 ни в отношении бамперов 14a в монтажном положении, ни в отношении бамперов 14b в "спящей" позиции не нужно следить за тем, как направлена их продольная протяженность относительно направления 78 транспортировки.
В окрасочной кабине 86 согласно фиг.8 в боковых стенках 18 и 20 снова предусмотрены первый и второй вход 26 и 28. Но выходы 30 и 32 в боковых стенках 22 и 24 окрасочной кабины не существуют. Вместо них имеется выходная стенка 96, которая соединяет друг с другом третью и четвертую боковую стенку 22 и 24 под углом 45° и имеет выход 98.
От веток 64 и 66 направляющих имеются соответственно участки 64а и 66a веток направляющих, которые посредством модифицированного стрелочного узла 68 по выбору могут быть соединены с веткой 100 направляющих, которая простирается от стрелочного узла 68 в пространственном квадранте D к выходу 98 и образует с каждым из участков 64a и 66a веток направляющих угол 135°.
Таким образом, имеются два транспортных пути 102 и 104, по которым бамперы 14 могут транспортироваться сквозь обрабатывающую кабину 16 окрасочной кабины 86. Транспортный путь 102 ведет от первого входа 26 к выходу 98, и транспортный путь 104 - от второго входа 28 к выходу 98.
Если держатель 54 заготовок находится на участке 64a ветки направляющих окрасочной кабины 86, то оба окрасочных робота 44, 46 могут перемещаться параллельно направлению 78 транспортировки бамперов 14 и окрашивать бамперы 14, которые позиционированы в пространственном квадранте A или же C и направлены параллельно направлению 78 транспортировки. Если держатель 54 заготовок, напротив, находится на участке 66a ветки направляющих окрасочной кабины 86, то первый окрасочный робот 44 может перемещаться перпендикулярно направлению 78 транспортировки бамперов 14. Это важно для бамперов 14, которые закреплены перпендикулярно направлению 78 транспортировки на держателе 54 заготовок. Они также могут быть окрашены первым окрасочным роботом 44 в соответствующей области пространственных квадрантов A и B, в которые выступают бамперы 14.
Если держатель заготовок находится в области ветки 100 направляющих, то бамперы 14 доступны для второго окрасочного робота 46 в пространственном квадранте D окрасочной кабины 86 и могут быть окрашены там.
Во всех описанных выше примерах выполнения в форме окрасочных кабин 10, 80, 82, 84 и 86 от укомплектованности держателя 54 заготовок и от траектории продольной протяженности бамперов 14 относительно направления 78 транспортировки зависит то, через какой из имеющихся входов 26, 28 бамперы транспортируются в обрабатывающую камеру 16, вдоль какого из возможных транспортных путей 70, 72, 74, 76, 102 и 104 бамперы 14 транспортируются через обрабатывающую камеру 16 и через какой из имеющихся выходов 30, 32, 98 бамперы 14 снова транспортируются из обрабатывающей камеры 16.
Как вытекает из приведенного выше описания, бамперы 14 могут быть расположены на держателе 54 заготовок как в монтажном положении, так и в "спящей" позиции либо параллельно, либо перпендикулярно направлению 78 транспортировки. В зависимости от того, расположены ли бамперы 14 в монтажном положении или в "спящей" позиции на держателе 54 заготовок и в зависимости от того, параллельно или перпендикулярно к направлению 78 транспортировки расположены бамперы 14, окрасочные роботы 44 и 46 должны уметь перемещаться параллельно или перпендикулярно соответствующему направлению 78 транспортировки бамперов 14. Это достигается посредством соответствующего назначения входа и выхода и подлежащего прохождению между ними транспортного пути и, дополнительно, посредством стрелочного узла 68, который вызывает поворот держателя 54 заготовок, как это было описано выше.
В следующей модификации в обрабатывающей камере 16 окрасочных кабин 10, 80, 82, 84 или 86 может быть расположен лишь единственный окрасочный робот. Предпочтительно, в этом случае держатель 54 заготовок выполнен так, что он удерживает бамперы 14 в монтажном положении только на одной стороне, которая направлена к окрасочному роботу, когда держатель 54 заготовок и окрасочный робот перемещаются параллельно друг другу.
Вместо стрелочного узла 68 также может быть предусмотрено по одному поворотному диску, благодаря чему держатель 54 заготовок может аналогичным способом переезжать с одного участка ветки направляющих на другой. При необходимости, от стрелочного узла 68 также можно отказаться. Тогда в окрасочной кабине 10, например, первый вход 26 через транспортный путь 70 соединен с первым выходом 30 и второй вход 28 через транспортный путь 74 соединен со вторым выходом 32 без возможности изменения направления бамперов 14, когда они транспортируются через обрабатывающую камеру 16. В этом случае бамперы 14 в зависимости от их положения окрашивания должны транспортироваться через определенный вход 26 или 28 в обрабатывающую камеру 16.
Кроме того, также можно отказаться и от боковых стенок и опереть подводящую воздушную камеру 36, например, на рамную структуру. Таким образом, созданы модульные узлы, многие из которых при необходимости могут взаимодействовать.
Реферат
Изобретение относится к обрабатывающему узлу для обработки поверхности и может быть использовано для окрашивания кузовных деталей, в частности бамперов. В обрабатывающем узле для обработки поверхности, прежде всего для окрашивания, предметов, прежде всего кузовных деталей. Транспортная система и окрасочная система выполнены так, что по меньшей мере один окрасочный робот выполнен с возможностью перемещения относительно направления транспортировки предмета по выбору с компонентой перемещения параллельно направлению транспортировки предмета и/или компонентой перемещения перпендикулярно направлению транспортировки предмета. Транспортная система включает в себя систему транспортных направляющих, по которым являются перемещаемыми держатели заготовок, которые несут на себе подлежащие обработке предметы. Система транспортных направляющих включает в себя стрелочный узел, посредством которого являются соединяемыми друг с другом участки системы транспортных направляющих, которые проходят в одном и том же направлении или под углом друг к другу, так что являются выборочно задаваемыми различные транспортные пути для предметов. Установка для обработки поверхности содержит по меньшей мере один обрабатывающий узел. В способе обработки поверхности по меньшей мере один окрасочный робот перемещают относительно направления транспортировки предмета по выбору с компонентой перемещения параллельно направлению транспортировки предмета и/или компонентой перемещения перпендикулярно направлению транспортировки предмета. Держатели заготовок, которые удерживают подлежащие обработке предметы, перемещают по
Комментарии