Система и способ нанесения клея на движущуюся ленту - RU2745016C1
Код документа: RU2745016C1
Чертежи


Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Впитывающие изделия, такие как одноразовые подгузники, трусы для приучения к горшку, изделия для взрослых, страдающих недержанием, и т. п., как правило, содержат несколько разных компонентов, которые связаны вместе с помощью клея. Например, клей используют для связывания вместе отдельных слоев впитывающего изделия, таких как наружное покрытие и обращенный к телу прокладочный материал. Клей также используют для связывания с изделием отдельных деталей, таких как крепления и резинки для ног. Как правило, клей напыляют или наносят с помощью щелевого покрытия на непрерывную движущуюся ленту, которая предоставляет впитывающие изделия. Достаточность клеевой связи между компонентами впитывающего изделия обычно зависит от количества клея, типа клея и схемы клея.
Различные методики распыления клея на движущейся ленте хорошо известны специалистам в данной области техники. Многие традиционные методики основаны на давлении для доставки клея на множество форсунок и распыления клея из форсунок на движущуюся ленту. В таких традиционных методиках количество и схема распыления клея непосредственно зависят от давления на каждой форсунке.
Например, одна традиционная методика, которая основана на давлении для распыления клея, включает применение устройства, имеющего множество форсунок, которые соединены с коллектором. Клей подают в коллектор и форсунки с помощью одного большого центрального резервуара с расплавленным клеем. Резервуар с клеем находится под давлением, чтобы доставлять клей из резервуара в коллектор и на отдельные форсунки. Отдельные форсунки затем независимо включают и выключают для распыления клея. Количество клея, распыляемого из форсунок, зависит от давления в резервуаре с клеем, длины линий подачи, количества форсунок, применяемых в определенный момент времени, и от того, эффективно ли работают форсунки.
Однако при распылении клея на движущуюся ленту существуют различные проблемы. Например, очень сложно контролировать размещение клея на ленте и контролировать количество клея, наносимого на ленту. Коллатеральное распыление клея, например, может попадать на части движущейся ленты, где клей не требуется, и/или на рабочее оборудование. Кроме того, некоторым распыляемым клеям не достает клеящей прочности, особенно при нанесении эластичных компонентов на ленту, которую позже необходимо растягивать.
В дополнение к распылению клеев на движущуюся ленту, термоплавкие клеи также наносят на ленту посредством экструдирования с использованием щелевого аппарата или подобного устройства. В этих процессах движущаяся лента контактирует с клеевой головкой, и клей периодически наносится на ленту. Однако при более высоких скоростях ленты нанесение термоплавкого клея посредством экструзии может представлять собой этап, ограничивающий скорость, в процессе. К примеру, из-за скорости ленты даже короткие импульсы клея образуют относительно длинные отрезки клейких полос. К примеру, во время обычных процессов движущаяся лента находится в постоянном контакте с клеевой головкой. Одна капля клея, экструдированная из клеевой головки, контактирует с движущейся лентой и размазывается по ленте при перемещении ленты мимо клеевой головки. Эти полосы клея, как правило, должны быть покрыты материалом, присоединяемым к ленте. Таким образом, длинные полосы клея требуют более длинных кусков материала, которые могут представлять избыточный материал и отходы в завершенном продукте. С целью создания более коротких полос клея скорости процесса, т. е. скорость движущейся ленты, необходимо уменьшить. Следовательно, этап нанесения клея в процессе может представлять собой этап ограничения скорости и может отрицательно влиять на общую производительность процесса.
В дополнение к проблемам, связанным с нанесением клеев на высоких скоростях, устройства нанесения клея, как описано выше, также испытывают проблемы, связанные с поддержанием однородного потока через клеевую головку, вследствие засорения и других сложностей. К примеру, со временем клеевые головки могут генерировать значительные количества пыли и линта. Кроме того, со временем может происходить накопление клея на головке. Поэтому устройства нанесения клея обычно периодически очищают, что может приводить к простою процесса.
С учетом вышеизложенного существует потребность в усовершенствованных способе и системе нанесения клея, такого как термоплавкий клей, на движущуюся ленту. Более конкретно, существует потребность в системе и способе нанесения клея, выполненных с возможностью управления количеством клея, наносимого на ленту при перемещении ленты с очень высокими скоростями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В целом, настоящее изобретение относится к системе и процессу нанесения клея на движущуюся ленту материала. Система и способ согласно настоящему изобретению способны значительно уменьшить длину нанесения клея, когда лента материала пробегает с высокими скоростями, в сравнении с традиционными системами. Кроме того, система и способ согласно настоящему изобретению также способны обеспечивать улучшенное управление нанесением клея. Кроме того, система и способ согласно настоящему изобретению могут наносить клей на движущиеся ленты по уникальным схемам, которые могут привести к улучшенному связыванию между двумя материалами во время процесса.
В одном варианте осуществления, например, настоящее изобретение относится к системе для нанесения клея на движущуюся ленту материала. Система содержит форсунку в сообщении по текучей среде с источником клея. Устройство транспортировки ленты для транспортировки ленты материала размещают в связи с форсункой. Согласно настоящему изобретению устройство транспортировки ленты выполнено с возможностью транспортировки ленты материала рядом с форсункой, без осуществления контакта с форсункой. Система дополнительно содержит устройство отклонения ленты, которое периодически заставляет движущуюся ленту материала, транспортируемую устройством транспортировки ленты, вступать в контакт с форсункой на некоторый промежуток времени. Форсунка находится в функциональной связи с устройством управления клеем, которое управляет потоком клея через форсунку. Устройство управления клеем выполнено с возможностью управления потоком клея через форсунку в отношении контакта движущейся ленты с форсункой, вызываемого устройством отклонения, так, что поток клея через форсунку проходит перед контактом с движущейся лентой материала. Например, устройство управления клеем может быть выполнено с возможностью включения и выключения потока клея через форсунку перед осуществлением форсункой контакта с движущейся лентой материала. Альтернативно устройство управления клеем может быть выполнено с возможностью включения потока клея через форсунку перед контактом с движущейся лентой и затем выключения потока клея через форсунку, пока форсунка находится в контакте с движущейся лентой материала. Таким образом, меньшие количества клея могут быть нанесены на ленту даже при чрезвычайно высоких скоростях. В дополнение, отрезок с клеем, нанесенным на движущуюся ленту, можно свести к минимуму в отношении количества времени, в течение которого движущаяся лента находится в контакте с форсункой.
В одном варианте осуществления форсунка может содержать множество разнесенных выходных отверстий для наложения множества параллельных и вертикальных полос клея на движущуюся ленту материала. Например, форсунка может содержать от приблизительно 2 до приблизительно 15 выходных отверстий.
Устройство отклонения ленты может заставлять движущуюся ленту материала контактировать с форсункой путем перемещения ленты и/или перемещения форсунки. В одном варианте осуществления, например, устройство отклонения ленты содержит отклоняющий кулачок, который периодически перемещает движущуюся ленту материала в контакт с форсункой. Например, отклоняющий кулачок может быть прикреплен к вращающемуся валику, расположенному рядом с движущейся лентой материала. Отклоняющий кулачок может выступать с поверхности вращающегося валика. При вращении валика отклоняющий кулачок контактирует с лентой и толкает ленту в контакт с форсункой. В одном варианте осуществления вращающийся валик может быть выполнен с возможностью вращения с такой скоростью, что контактирующая с лентой поверхность на отклоняющем кулачке перемещается со скоростью, которая выше, чем скорость, с которой перемещается лента материала.
В одном варианте осуществления действие ленты, контактирующей с форсункой, не только удаляет клей с форсунки, но также протирает головку форсунки так, что предотвращает накопление клея и предотвращает накопление линта и пыли. В одном варианте осуществления, например, устройство отклонения заставляет движущуюся ленту материала контактировать с форсункой так, что лента образует максимальный угол выхода с форсункой. Максимальный угол выхода может составлять от приблизительно 5° до приблизительно 30° относительно горизонтальной плоскости, которая перпендикулярна выходному отверстию на форсунке. Во время процесса угол выхода может постоянно изменяться от минимального угла выхода до максимального угла выхода, когда устройство отклонения отклоняет ленту.
Устройство отклонения может быть расположено дальше по ходу потока относительно форсунки или может быть расположено раньше по ходу потока относительно форсунки. В одном варианте осуществления устройство отклонения контактирует с движущейся лентой материала таким образом, который заставляет ленту материала увеличиваться в натяжении во время контакта с форсункой. Увеличение натяжения ленты может дополнительно улучшать нанесение клея на ленту. В одном варианте осуществления устройство транспортировки ленты перемещает ленту материала со скоростью по меньшей мере 400 м/мин, например по меньшей мере приблизительно 450 м/мин, например по меньшей мере приблизительно 500 м/мин, например по меньшей мере приблизительно 550 м/мин, например даже более приблизительно 600 м/мин.
Настоящее изобретение также относится к способу нанесения клея на движущуюся ленту материала. Способ включает этапы транспортировки ленты материала рядом с форсункой без осуществления контакта с форсункой. Клей заставляют протекать через форсунку, в то время как форсунка и лента находятся на расстоянии друг от друга. Ленту материала затем периодически вводят в контакт с форсункой, в то время как лента движется. Таким образом форсунка наносит по меньшей мере одну вертикальную полосу клея на ленту. Поток клея через форсунку, например, может быть прерывистым. Например, в одном варианте осуществления способ включает этап запуска и остановки потока клея через форсунку перед осуществлением контакта форсунки с движущейся лентой. В альтернативном способе поток клея через форсунку запускают перед контактом с движущейся лентой материала и останавливают во время контакта с движущейся лентой.
Клей может содержать чувствительный к давлению термоплавкий клей. В одном варианте осуществления форсунка может содержать множество выходных отверстий для формирования множества параллельных и вертикальных полос клея на движущейся ленте материала. В одном варианте осуществления лента материала движется со скоростью по меньшей мере 400 м/мин, и каждая вертикальная полоса клея имеет длину менее приблизительно 80 мм, например менее приблизительно 45 мм, например менее приблизительно 30 мм, например менее приблизительно 20 мм. В одном варианте осуществления способ включает этапы включения движущейся ленты материала в продукт, такой как впитывающее изделие, или в продукт упаковки.
Другие признаки и аспекты настоящего изобретения более подробно рассмотрены ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Полное и достаточное описание настоящего изобретения изложено более конкретно в остальной части описания, включающей ссылку на прилагаемые фигуры, на которых:
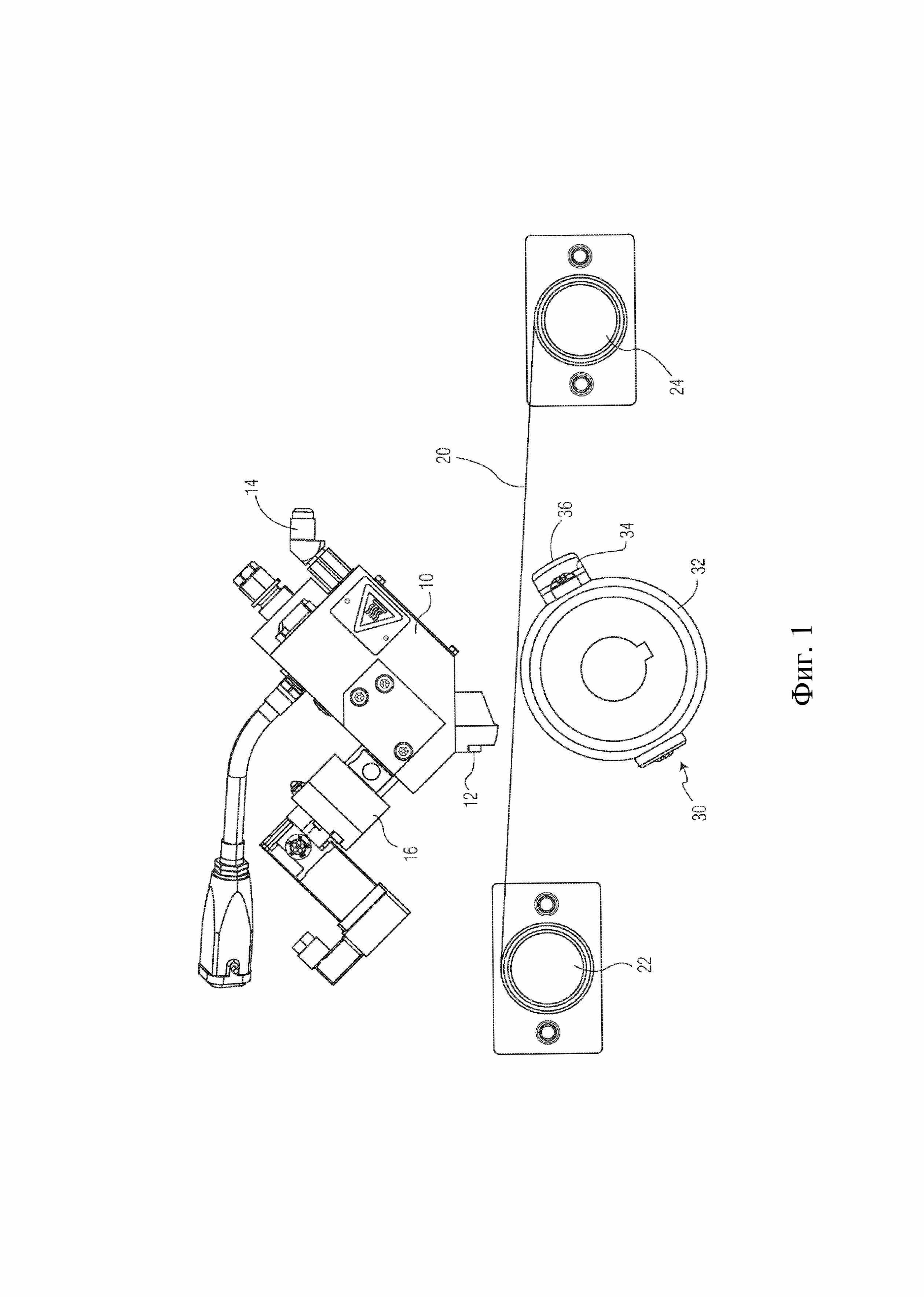
на фиг. 1 показан вид сбоку одного варианта осуществления системы для нанесения клея на движущуюся ленту материала, иллюстрирующего устройство нанесения клея относительно устройства отклонения ленты;
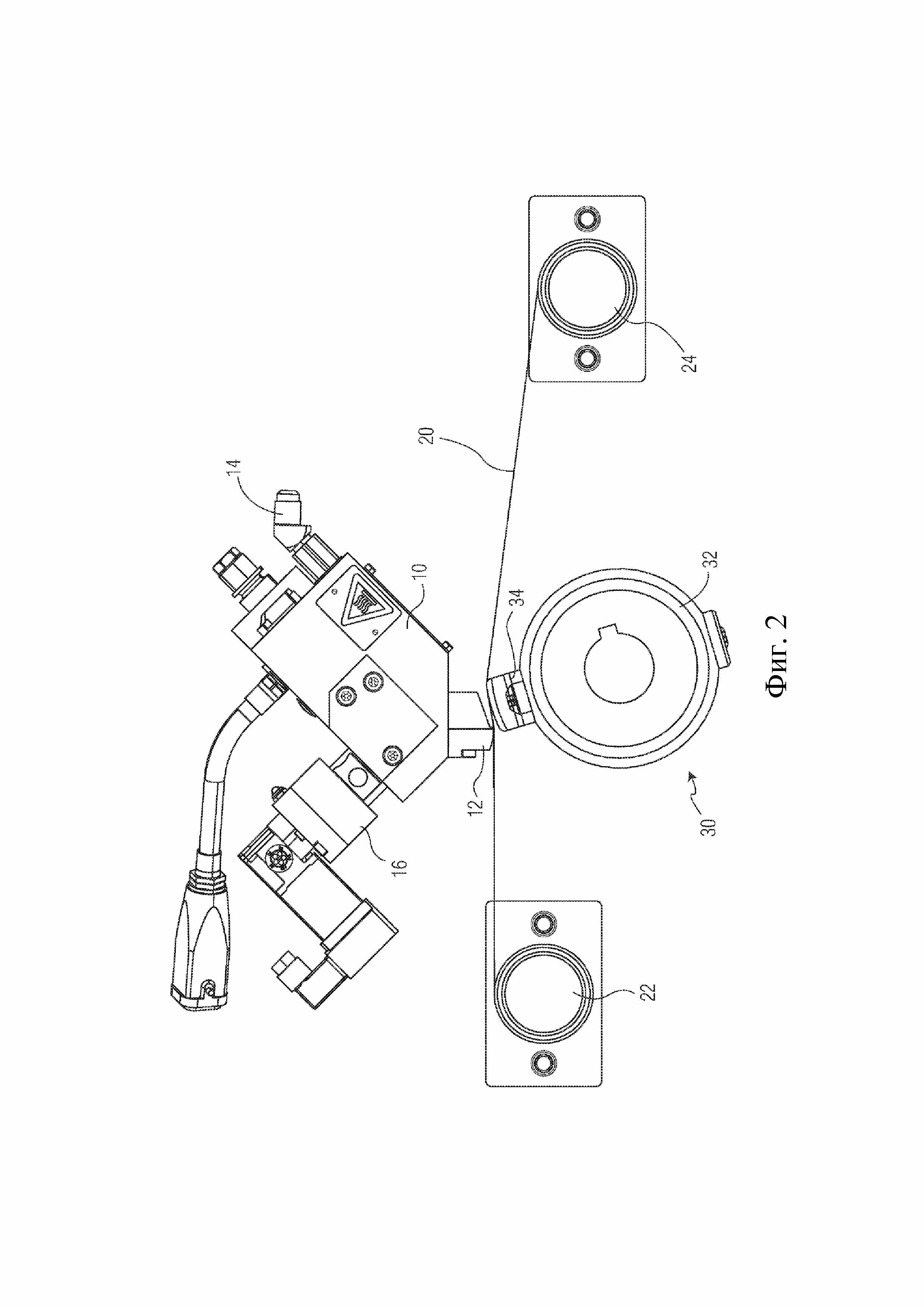
на фиг. 2 показан вид сбоку системы, проиллюстрированной на фиг. 1, на котором показано устройство отклонения ленты, отклоняющее ленту материала в контакт с клеевой форсункой;
на фиг. 3 показан вид в перспективе системы для нанесения клея на движущуюся ленту, как показано на фиг. 1 и 2;
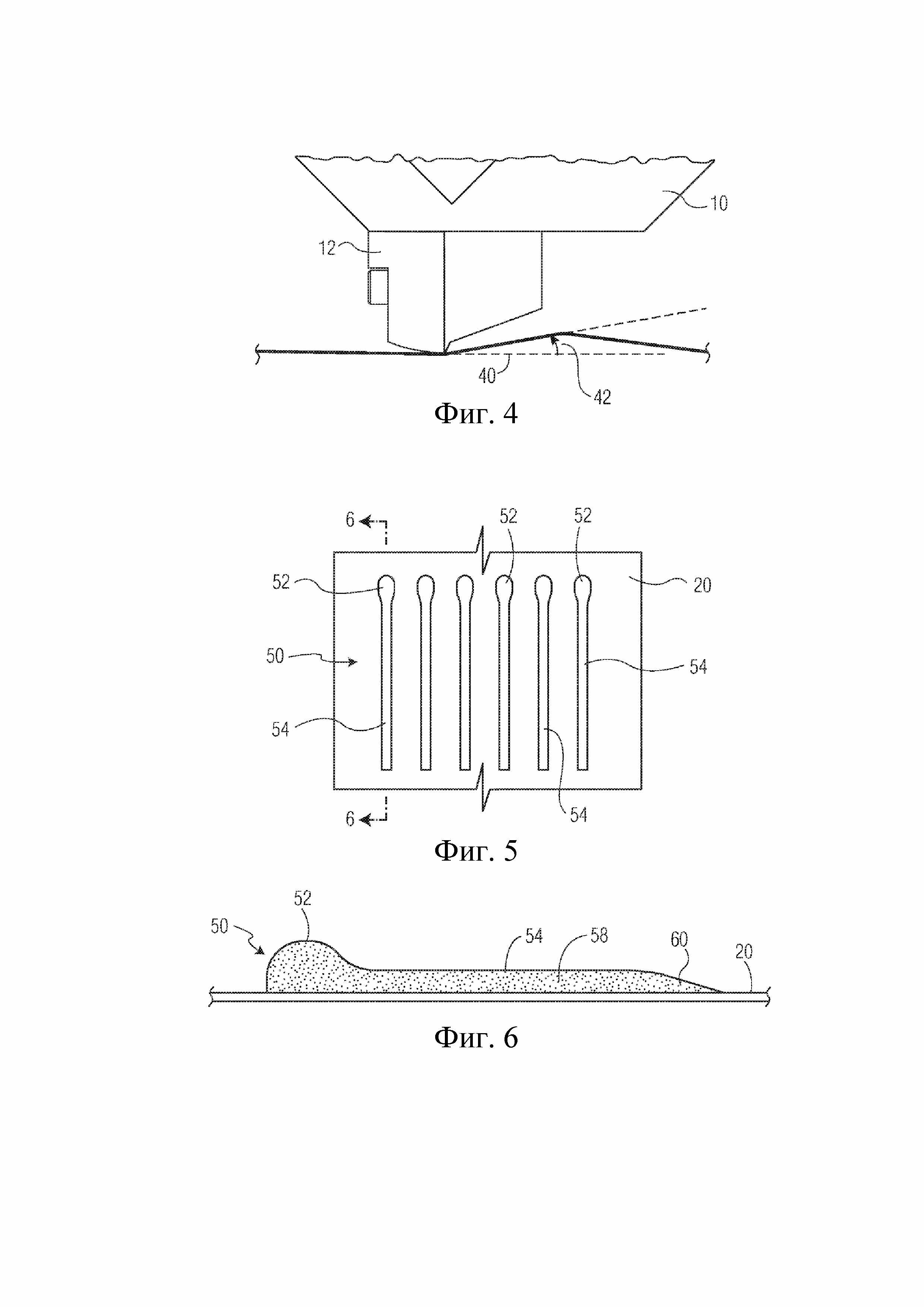
на фиг. 4 показан вид сбоку форсунки для устройства нанесения клея, иллюстрирующий угол выхода;
на фиг. 5 показан вид в плане ленты материала, иллюстрирующий клеевую схему, нанесенную на материал;
на фиг. 6 показан вид в поперечном сечении тканого материала, проиллюстрированного на фиг. 5; и
на фиг. 7 представлен вид в плане увеличенного изображения одной из полос клея, показанных на фиг. 5.
Повторное использование ссылочных позиций в настоящем описании и на графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Специалисту в данной области техники необходимо понимать, что в этом документе представлено описание только иллюстративных вариантов осуществления, которое не предназначено для ограничения более широких аспектов настоящего изобретения.
В целом, настоящее изобретение относится к системе и способу точного нанесения клея на непрерывно движущуюся ленту по требуемой схеме. Устройство и способ особенно пригодны для нанесения вязких клеев, таких как термоплавкие клеи, для связывания вместе разных компонентов всевозможных разных продуктов, таких как одноразовое впитывающее изделие. Система и способ согласно настоящему изобретению, например, могут быть использованы для связывания эластичных панелей, боковых панелей, панелей крепления, резинок для ног и тому подобного с другими материалами во время производства впитывающего изделия, такого как подгузник, продукт для взрослых, страдающих недержанием, трусы для приучения к горшку, плавки, гигиенические изделия для женщин продукт или подобные. Однако следует понимать, что система и способ могут также быть применены во многих и различных других приложениях и никоим образом не ограничены производством впитывающих изделий.
Система согласно настоящему изобретению в целом включает устройство транспортировки ленты, которое транспортирует ленту рядом с устройством нанесения клея. Система дополнительно содержит устройство отклонения ленты, которое периодически заставляет движущуюся ленту контактировать с форсункой устройства нанесения клея. В одном варианте осуществления клей периодически выходит из форсунки устройства нанесения клея для нанесения на ленту. Клей может вытекать из форсунки перед тем, как вступать в контакт с лентой. Таким образом, во время контакта с лентой клей размазывается по ленте контролируемым образом. Система и способ согласно настоящему изобретению обеспечивают многочисленные выгоды и преимущества при обработке лент материала. Например, количество клея и отрезок с клеем, который проходит клей в машинном направлении (т. е. в направлении перемещения или продольном направление), могут быть сведены к минимуму при чрезвычайно высоких скоростях ленты. В дополнение, управление временем подачи клея на форсунку обеспечивает возможность чрезвычайно точного управления желаемым количеством клея, который необходимо нанести на ленту. Таким образом, для создания продукта, такого как впитывающее изделие, необходимо меньше материалов. В дополнение, скорости линии можно увеличить по сравнению с использованием традиционных устройств нанесения клея.
Со ссылкой на фиг. 1—3 показан один вариант осуществления системы устройства нанесения клея, выполненной в соответствии с настоящим изобретением. Как показано, система содержит устройство 10 нанесения клея, которое содержит форсунку 12. Форсунка 12, например, может содержать щелевое устройство для нанесения покрытий. В одном варианте осуществления форсунка 12 может содержать одно отверстие или щель для клея. Отверстие может быть спроектировано так, чтобы наносить клей в конкретное место на ленте материала, или может быть спроектировано так, чтобы наносить клей по всей ширине материала.
Альтернативно форсунка 12 может содержать множество разнесенных выходных отверстий или щелей для наложения множества параллельно созданных дискретных областей клея на движущуюся ленту. Форсунка 12 может принимать клей из источника клея. Например, как показано на фигурах, устройство 10 нанесения клея может содержать линию 14 подачи клея, находящуюся в сообщении по текучей среде с форсункой 12.
Устройство 10 нанесения клея дополнительно содержит устройство 16 управления потоком клея. Устройство 16 управления потоком клея управляет потоком клея из линии 14 подачи в одно или более выходных отверстий на форсунке 12. Устройство 16 управления потоком может содержать, например, любой подходящий клапан или подобное устройство. В одном варианте осуществления, например, устройство 16 управления потоком клея может содержать электромагнитный клапан. В одном варианте осуществления устройство 16 управления потоком клея может осуществлять связь с контроллером, таким как один или более микропроцессоров. Контроллер может быть выполнен с возможностью управления устройством 16 управления потоком клея для включения и выключения потока клея через форсунку 12 в желаемые моменты времени, например, во время периодических интервалов. Например, устройство 16 управления потоком клея может открывать клапан, позволяя клею протекать через форсунку 12, и может закрывать клапан, прерывая поток клея через форсунку 12.
Устройство 10 нанесения клея может содержать одно устройство 16 управления клеем или может содержать несколько устройств. Дополнительно устройство 10 нанесения клея может содержать один клапан или несколько клапанов. Например, если форсунка 12 содержит множество выходных отверстий, устройство 10 нанесения клея может содержать соответствующее множество устройств 16 управления и/или клапанов для управления каждым из отдельных выходных отверстий. Альтернативно одно устройство 16 управления, вместе с одним клапаном или несколькими клапанами, может управлять потоком через все выходные отверстия одновременно.
Система согласно настоящему изобретению дополнительно содержит устройство транспортировки ленты для транспортировки ленты материала. Как показано на фиг. 1—3, устройство транспортировки ленты может содержать направляющие ролики 22 и 24 для поддержки ленты материала 20. Как показано на фиг. 1, направляющие ролики 22 и 24 расположены так, чтобы транспортировать ленту материала 20 в непосредственной близости к форсунке 12 без осуществления контакта с форсункой. Устройство транспортировки ленты может быть спроектировано так, чтобы транспортировать ленту 20 с очень высокими скоростями. Например, лента 20 во время обработки может двигаться со скоростью по меньшей мере приблизительно 100 м/мин, например по меньшей мере приблизительно 200 м/мин, например, по меньшей мере приблизительно 300 м/мин, например, по меньшей мере приблизительно 400 м/мин, например по меньшей мере приблизительно 450 м/мин, например по меньшей мере приблизительно 500 м/мин, например по меньшей мере приблизительно 550 м/мин, например по меньшей мере приблизительно 600 м/мин. Скорость ленты материала 20 обычно составляет менее приблизительно 1000 м/мин, например менее приблизительно 800 м/мин.
Согласно настоящему изобретению система дополнительно содержит устройство 30 отклонения ленты, которое предназначено для периодического осуществления контакта между форсункой 12 и лентой материала 20. В варианте осуществления, представленном на фиг. 1—3, устройство отклонение ленты контактирует с лентой 20, перемещающая ленту в контакт с форсункой 12. Однако в других вариантах осуществления устройство отклонения ленты может перемещать форсунку в контакт с лентой. В целом, устройство отклонения ленты может представлять собой любое подходящее устройство или устройство, способное вызывать контакт между форсункой 12 и движущейся лентой материала 20.
В варианте осуществления, изображенном на фиг. 1—3, устройство отклонения ленты содержит вращающийся валик 32, присоединенный к отклоняющему кулачку 34. Отклоняющий кулачок 34 проходит радиально наружу от валика 32 и содержит контактирующую с лентой поверхность 36. Контактирующая с лентой поверхность 36 может иметь ширину, которая может соответствовать ширине движущейся ленты 20. В целом, ширина контактирующей с лентой поверхности 36 является по меньшей мере такой же широкой, как одно или более выходных отверстий, расположенных на форсунке 12.
Для нанесения клея из форсунки 12 устройства 10 нанесения клея на движущуюся ленту 20 устройство 30 отклонения ленты поворачивается, что приводит к тому, что контактирующая с лентой поверхность 36 отклоняющего кулачка 34 контактирует с лентой 20, как показано на фиг. 2 и 3. Для по меньшей мере части поворота устройства 30 отклонения ленты, на которой отклоняющий кулачок 34 находится в контакте с лентой 20, лента 20 входит в контакт с форсункой 12. Во время контакта между лентой материала 20 и форсункой 12 клей переносится на ленту. Устройство 30 отклонения ленты продолжает вращаться, вызывая поворот отклоняющего кулачка 34 с пути перемещения ленты материала 20, что приводит к тому, что лента снова перемещается от форсунки 12 и продолжает перемещаться дальше по ходу потока в бесконтактной связи с устройством 10 нанесения клея.
С целью нанесения клея на ленту материала 20 устройство 16 управления клеем может использоваться для управления потоком клея из форсунки 12 таким образом, чтобы формировать желаемую схему клея на ленте. Например, включение потока клея и выключение потока клея из форсунки в сочетании с синхронизацией контакта между форсункой и движущейся лентой можно менять и регулировать для получения оптимального результата для конкретного применения.
В одном варианте осуществления, например, начинают и останавливают поток клея через форсунку 12 до любого контакта форсунки 12 с лентой 20. Например, устройство 16 управления потоком может приводить к открытию одного или более клапанов на некоторый период времени, позволяя клею течь в форсунку 12, а затем закрывать один или более клапанов, приводя к тому, что клей перестанет поступать в форсунку 12, все в течение периода времени, когда лента 20 не находится в контакте с форсункой 12. В этом варианте осуществления, например, капля клея выпускается из выходного отверстия форсунки 12. Благодаря свойствам текучей среды, которыми обладает клей, клей остается приклеенным к головке форсунки. Ленту материала 20 затем приводят в контакт с нижней поверхностью форсунки 12 посредством устройства 30 отклонения ленты. Затем капля клея удаляется с поверхности форсунки 12 вследствие контакта с движущейся лентой. Благодаря тому, каким образом клей вытирают с форсунки 12, полоса клея затем накладывается на ленту 20 в продольном направлении, или в машинном направлении, движущейся ленты.
В альтернативном варианте осуществления поток клея через форсунку 12 включается устройством 16 управления клеем перед осуществлением контакта с движущейся лентой. Например, устройство 16 управления потоком может приводить к открытию одного или более клапанов, позволяя клею течь в форсунку 12. Однако в этом варианте осуществления один или более клапанов остаются открытыми, когда лента 20 контактирует с форсункой 12. Соответственно, поток клея через форсунку 12 продолжается в течение по меньшей мере части периода времени, в который форсунка 12 находится в контакте с лентой 20. Устройство 16 управления клеем может выключать поток клея в любой момент во время контакта с лентой 20, например, закрывая один или более клапанов. Например, поток клея может быть прерван точно тогда, когда лента 20 вступает в контакт с форсункой 12, для нанесения меньших количеств клея, или может поток клея может прекращаться в целом в то же время, когда лента 20 отделяется от форсунки 12, для нанесения больших количеств клея. В еще дополнительных вариантах осуществления поток клея может быть остановлен после прекращения контакта между лентой 20 и форсункой 12.
Таким образом, система и способ согласно настоящему изобретению обеспечивают значительное количество изменчивости в количестве клея, который наносят на ленту, в зависимости от применения. Отрезком с клеем в продольном направлении можно управлять путем управления количеством клея, который протекает через форсунку 12, продолжительностью потока клея и/или синхронизацией потока клея относительно контакта с движущейся лентой.
В соответствии с настоящим изобретением количеством времени, в течение которого лента 20 контактирует с поверхностью форсунки 12, также можно управлять в зависимости от различных факторов. Количество времени, в течение которого лента 20 остается в контакте с форсункой 12, например, зависит от скорости ленты и конструкции устройства 30 отклонения ленты, в том числе формы отклоняющего кулачка 34. Время контакта, например, может зависеть от величины, на которую ленту 20 отклоняют в направлении к устройству 10 нанесения клея, и может также зависеть от длины контактирующей с лентой поверхности 36 в продольном направлении. В одном варианте осуществления, например, система согласно настоящему изобретению может быть выполнена так, что лента материала 20 контактирует с форсункой 12 в течение по меньшей мере приблизительно 4 миллисекунд, например по меньшей мере приблизительно 6 миллисекунд, например по меньшей мере приблизительно 8 миллисекунд, например по меньшей мере приблизительно 10 миллисекунд, например по меньшей мере приблизительно 12 миллисекунд. Время контакта обычно составляет менее приблизительно 1 секунды, например менее приблизительно 500 миллисекунд, например менее приблизительно 200 миллисекунд, например менее приблизительно 100 миллисекунд, например менее приблизительно 50 миллисекунд, например менее приблизительно 40 миллисекунд, например менее приблизительно 30 миллисекунд, например менее приблизительно 20 миллисекунд, например менее приблизительно 15 миллисекунд.
Во время процесса клей накладывают на движущуюся ленту материала 20 с образованием обработанных дискретных областей на ленте. Например, когда форсунка 12 содержит множество разнесенных выходных отверстий, схема обработанных дискретных областей может быть образована на одной поверхности движущейся ленты 20. Обработанные дискретные области обычно параллельны друг другу и проходят в продольном направлении, или машинном направлении, ленты 20. Вследствие скорости движущейся ленты и непрерывного контакта между лентой и клеевой форсункой традиционные устройства нанесения клея имели склонность наносить относительно длинные полосы клея на ленту и обеспечивали малый контроль над клеевой схемой или не обеспечивали вовсе. Однако система согласно настоящему изобретению может наносить относительно короткие полосы клея на ленту материала 20, движущуюся с очень высокими скоростями. Например, для ленты материала 20, движущейся со скоростью более приблизительно 100 м/мин, например более приблизительно 300 м/мин, например даже более приблизительно 600 м/мин, полосы клея могут иметь длину в продольном направлении в целом менее приблизительно 80 мм, например менее приблизительно 60 мм, например менее приблизительно 50 мм, например менее приблизительно 45 мм, например менее приблизительно 40 мм, например менее приблизительно 30 мм, например менее приблизительно 25 мм, например менее приблизительно 20 мм, например менее приблизительно 15 мм, например менее приблизительно 13 мм, например менее приблизительно 10 мм, например менее приблизительно 8 мм, например даже менее приблизительно 5 мм. Отрезки с клеем обычно составляют более приблизительно 2 мм, например более приблизительно 4 мм, например более приблизительно 5 мм.
В дополнение к возможности управления количеством клея, наносимого на движущуюся ленту 20, и возможности сокращения отрезка наносимого клея при работе на высоких скоростях, способ и система согласно настоящему изобретению также предусматривают механизм самоочищения форсунки. Например, посредством периодического осуществления контакта с форсункой 12, как показано на фиг. 1—3, лента материала 20 очищает поверхность форсунки 12 во время нанесения клея на ленту 20. Таким образом, при нанесении клея на движущуюся ленту 20 лента 20 счищает клей, находящийся на форсунке 12, и одновременно счищает любой линт с головки форсунки.
В одном варианте осуществления отклоняющий кулачок 34 устройства 30 отклонения ленты контактирует с движущейся лентой 20 и толкает ленту выше выходных отверстий на форсунке 12. Таким образом, лента 20 образует угол выхода с форсункой 12.
Со ссылкой на фиг. 4, например, выходные отверстия на форсунке 12 перпендикулярны горизонтальной плоскости 40. Когда лента материала 20 отклоняется, лента материала 20 образует угол 42 выхода относительно горизонтальной плоскости 40. Во время контакта с форсункой 12 угол 42 выхода ленты материала 20 с выходными отверстиями на форсунке изменяется от минимального угла выхода до максимального угла выхода. Максимальный угол выхода во время процесса, например, может обычно составлять более приблизительно 5°, например более приблизительно 7°, например более приблизительно 10°, например более приблизительно 12°, например более приблизительно 15°, например более приблизительно 18°, например более приблизительно 20°, например более приблизительно 22°, например более приблизительно 25°. Максимальный угол выхода обычно составляет менее приблизительно 50°, например менее приблизительно 30°, например менее приблизительно 25°, например менее приблизительно 20°. По мере того, как угол 42 выхода ленты материала 20 изменяется относительно форсунки 12, изменяется и очищающее движение ленты 20 о форсунку 12, дополнительно улучшая очистку форсунки 12 во время процесса. Изменение угла 42 выхода во время процесса также облегчает нанесение клея на ленту 20 и обеспечивает большие однородность и контроль.
В дополнение к формированию и изменению угла выхода ленты 20 с форсункой 12 натяжение ленты 20, когда она контактирует с форсункой 12, также можно варьировать для облегчения нанесения клея на ленту 20 и/или дополнительной очистки поверхности форсунки 12 во время контакта. Например, в одном варианте осуществления вращающийся валик 32 устройства 30 отклонения ленты может вращаться так, что контактирующая с лентой поверхность 36 отклоняющего кулачка 34 контактирует с лентой 20 со скоростью, которая превышает скорость перемещения ленты 20. Таким образом, натяжение ленты 20 может быть увеличено во время контакта с форсункой 12. Например, контактирующая с лентой поверхность 36 может перемещаться со скоростью, которая на по меньшей мере приблизительно 1% больше, например по меньшей мере приблизительно 2% больше, например по меньшей мере приблизительно 3% больше, например по меньшей мере приблизительно 4% больше, например по меньшей мере приблизительно 5% больше, чем скорость, с которой перемещается лента 20, во время контакта с лентой 20. Скорость контактирующей с лентой поверхности 36 обычно движется со скоростью, которая не более чем на приблизительно 30% больше, чем скорость ленты 20, например не более чем на приблизительно 20% больше, чем скорость ленты 20, например не более чем на приблизительно 10% больше, чем скорость ленты 20.
В варианте осуществления, изображенном на фиг. 1—3, устройство 30 отклонения ленты расположено в системе так, что контактирующая с лентой поверхность 36 контактирует с лентой 20 дальше по ходу потока относительно форсунки 12. Например, контактирующая с лентой поверхность 36 может контактировать с лентой материала 20 дальше по ходу потока относительно одного или более выходных отверстий из форсунки 12 на расстоянии более приблизительно 20 мм, например более приблизительно 40 мм, например более приблизительно 60 мм, например более приблизительно 80 мм, например более приблизительно 100 мм. Расстояние дальше по ходу потока обычно может составлять менее приблизительно 1000 мм, например менее приблизительно 500 мм, например менее приблизительно 100 мм.
В альтернативном варианте осуществления, вместо осуществления контакта с лентой 20 дальше по ходу потока относительно форсунки 12, устройство 30 отклонения ленты может также быть расположено таким образом, чтобы контактировать с лентой 20 раньше по ходу потока относительно форсунки 12. При осуществлении контакта с лентой 20 раньше по ходу потока относительно форсунки 12, между лентой 20 и горизонтальной плоскостью, перпендикулярной выходному отверстию на форсунке 12, будет образован угол входа. Угол входа может иметь такие же размеры, как и угол 42 выхода, описанный выше.
Следует также понимать, что устройство 30 отклонения ленты, как показано на фиг. 1—3, представляет один вариант осуществления устройства 30 отклонения ленты и что могут быть использованы различные другие устройства отклонения ленты. Например, в альтернативном варианте осуществления устройство 30 отклонения ленты может быть выполнено с возможностью перемещения отклоняющего кулачка 34 вверх и вниз вместо вращательного движения.
Клей, который испускается или выталкивается из форсунки 12 согласно настоящему изобретению, может варьироваться в зависимости от различных факторов, включая тип обрабатываемого материала 20, тип формируемого изделия и тип противоположного материала, который впоследствии прикрепляют к ленте материала 20. В одном варианте осуществления, например, клей, наносимый на ленту 20, может содержать термоплавкий клей, например термоплавкий чувствительный к давлению клей. Например, в одном варианте осуществления клеевую композицию наносят на ленту материала 20, содержащего термопластичный полимер, который может содержать эластомерный полимер. Полимер можно сочетать с одной или более повышающими клейкость смолами и/или одним или более пластификаторами. Необязательно клеевая композиция может также содержать масло, воск и/или стабилизатор.
В одном варианте осуществления полимер, содержащийся в клеевой композиции, представляет собой полиолефиновый полимер. Полиолефиновый полимер может содержать полипропилен, полиэтилен, их сополимеры, гомополимеры и т. п. В альтернативном варианте осуществления полимер, содержащийся в полимерной композиции, содержит блок-сополимер, такой как стирольный блок-сополимер. Блок-сополимер, например, может содержать полистирол-полибутадиен-полистирольный полимер, полистирол-полиизопрен-полистирольный полимер, полистирол-полиизопренен-полибутадиен-полистирольный полимер, полистирол-поли(этиленбутилен)-полистирольный полимер, полистирол-поли(этиленпропилен)-полистирольный полимер или их смеси. Один или более блок-сополимеров также можно сочетать с полиолефином, как описано выше.
В целом, клеевая композиция может содержать один или более полимеров в количестве более приблизительно 25% по весу, например в количестве более приблизительно 30% по весу, например в количестве более приблизительно 35% по весу, например в количестве более приблизительно 40% по весу, например в количестве более приблизительно 50% по весу, например в количестве более приблизительно 60% по весу, например в количестве более приблизительно 70% по весу. Один или более полимеров могут содержаться в клеевой композиции в количестве менее приблизительно 98% по весу, например в количестве менее приблизительно 80% по весу, например в количестве менее приблизительно 70% по весу, например в количестве менее приблизительно 60% по весу, например в количестве менее приблизительно 50% по весу.
Повышающие клейкость смолы, которые можно сочетать с полимером, включают, например, канифоли, терпеновые смолы, сополимеры на основе натуральных терпенов или смолы, которые были гидрогенизированы, полимеризованы или сополимеризованы ароматическим углеводородом.
Применение повышающей клейкость смолы в клеевой композиции является необязательным. При наличии повышающая клейкость смола может быть включена в композицию в общем в количестве более приблизительно 10% по весу, например в количестве более приблизительно 20% по весу, например в количестве более приблизительно 30% по весу. Повышающие клейкость смолы обычно присутствуют в количестве менее приблизительно 70% по весу, например в количестве менее приблизительно 60% по весу, например в количестве менее приблизительно 50% по весу.
Применение пластификаторов в клеевой композиции также является необязательным. При наличии пластификатор может быть включен в композицию в количестве более приблизительно 5% по весу, например в количестве более приблизительно 10% по весу, например в количестве более приблизительно 15% по весу, и обычно менее приблизительно 30% по весу, например в количестве менее приблизительно 25% по весу, например в количестве менее приблизительно 20% по весу. Подходящие пластификаторы, которые могут быть включены в клеевую композицию, включают минеральное масло, растительные масла, жиры животного происхождения и их производные. В качестве пластификаторов можно также использовать масла, полученные из нефти.
Как описано выше, начало потока клеевой композиции через форсунку 12 может происходить перед контактом форсунки 12 с движущейся лентой 20. Таким образом, в одном варианте осуществления клеевая композиция, применяемая в настоящем изобретении, обладает достаточными когезивными свойствами для того, чтобы клей не стекал с поверхности нового во время потока. Например, в одном варианте осуществления клеевая композиция обладает достаточной вязкостью и когезионностью, чтобы оставаться приклеенной к поверхности форсунки 12 аж до контакта с движущейся лентой 20.
Например, клеевая композиция может иметь вязкость при 350°F (176°C), в общем более приблизительно 500 сП, например более приблизительно 600 сП, например более приблизительно 700 сП, например, более приблизительно 800 сП, например, более приблизительно 900 сП, например, более приблизительно 1000 сП, например более приблизительно 1200 сП, например более приблизительно 1400 сП, например более приблизительно 1600 сП, например более приблизительно 1800 сП, например более приблизительно 2000 сП, например более приблизительно 2200 сП, например более приблизительно 2500 сП, например более приблизительно 2700 сП, например более приблизительно 3000 сП, например более приблизительно 3500 сП, например более приблизительно 4000 сП. Вязкость клеевой композиции обычно составляет менее приблизительно 90 000 сП при 350°F, например менее приблизительно 80 000 сП, например менее приблизительно 70 000 сП, например менее приблизительно 60 000 сП, например менее приблизительно 50 000 сП, например менее приблизительно 40 000 сП, например менее приблизительно 30 000 сП, например менее приблизительно 20 000 сП, например менее приблизительно 10 000 сП, например менее приблизительно 8000 сП, например менее приблизительно 5000 сП, например менее приблизительно 3000 сП.
Испытание на вязкость проводили в соответствии с методом испытаний ASTM D3236-88 под названием «Стандартный метод испытания для кажущейся вязкости термоплавких клеев и материалов покрытия», полное описание которого включено в настоящий документ посредством ссылки, со следующими параметрами. Используемый вискозиметр был представлен изготовленным компанией «Brookfield Engineering Laboratories», Мидлборо, Массачусетс, США, модели RVDV III. Номер шпинделя для использования в проведении метода испытания ASTM был представлен SC4-27. Размер образца составлял приблизительно 10,5 грамма клея. Скорость шпинделя (об./мин.) установили в значение, которое приводит к считыванию крутящего момента в диапазоне от 20 процентов до 80 процентов. Считывание проводили каждые несколько минут в течение приблизительно 15 минут или до стабилизации значений вязкости, после чего регистрировали конечное значение вязкости (в сантипуазах).
Система и способ согласно настоящему изобретению способны создавать уникальную клеевую схему, наносимую на движущуюся ленту 20. Например, посредством процесса согласно настоящему изобретению клеевую схему обработанных дискретных областей можно сформировать на движущейся ленте 20. Эти обработанные дискретные области могут иметь много полезных свойств для прикрепления движущейся ленты 20 к прилегающей поверхности, например к другому куску материала. Например, в одном варианте осуществления клеевая схема, выполненная согласно настоящему изобретению, может быть нанесена на ленту 20 с высокими скоростями, при этом сводя к минимуму количество материалов, необходимых для создания продукта. В дополнение клеевой узор может включать обработанные дискретные области, имеющие уникальный клеевой профиль, который упрощает прикрепление к другому материалу и обеспечивает прочную связь.
Например, в одном варианте осуществления форсунка 12 устройства 10 нанесения клея содержит множество выходных отверстий. Например, форсунка 12 может содержать более приблизительно 2 выходных отверстий, например более приблизительно 4 выходных отверстий, например более приблизительно 6 выходных отверстий, например более приблизительно 8 выходных отверстий, например более приблизительно 10 выходных отверстий и обычно менее приблизительно 30 выходных отверстий, например менее приблизительно 20 выходных отверстий, например менее приблизительно 15 выходных отверстий, которые проходят вдоль ширины ленты материала 20. Множество выходных отверстий могут быть использованы для формирования схемы обработанных дискретных областей на верхней поверхности движущейся ленты 20. Обработанные дискретные области образуют полосы на поверхности ленты 20 и обычно проходят в продольном направлении ленты 20, или направлении обработки.
Например, один пример схемы обработанных дискретных областей клеевой композиции показан на фиг. 5 и 6. Со ссылкой на фиг. 5, например, показано множество вертикально проходящих обработанных дискретных областей 50, нанесенных на ленту 20. Обработанные дискретные области 50 в целом параллельны друг другу в направлении длины ленты 20. На фиг. 5 показано шесть параллельных дискретных областей. Однако следует понимать, что на ленте 20 может быть образовано большее количество или меньшее количество обработанных дискретных областей. Например, в одном варианте осуществления от приблизительно 2 до приблизительно 30 обработанных дискретных областей, например от приблизительно 3 до приблизительно 12 обработанных дискретных областей, могут быть сформированы на ленте материала 20.
Как показано на фиг. 5, в одном варианте осуществления каждая обработанная дискретная область может содержать головную часть 52, цельную с хвостовой частью 54. Головная часть 52 формируется, когда лента материала 20 сначала контактирует с форсункой 12 во время процесса. С другой стороны, хвост 54 формируется, когда лента материала 20 перемещается по головке форсунки 12. Поперечное сечение одной из обработанных дискретных областей 50, показывающее головную часть 52 и хвостовую часть 54, проиллюстрировано на фиг. 6.
Со ссылкой на фиг. 7 одна из обработанных дискретных областей 50 показана более подробно. Обработанная дискретная область 50 включает головную часть 52 и хвостовую часть 54. На фиг. 7, для иллюстрации того, где заканчивается головная часть 52 и начинается хвостовая часть 54, используется штриховая линия 80. Для большинства применений головная часть 52 визуально отличается от хвостовой части 54. Например, в одном варианте осуществления головная часть 52 будет более похожа на каплю или шарик клеевой композиции, в то время как хвостовая часть 54 более похожа на размазывание или полосу клеевой композиции. Как показано на фиг. 7, хвостовая часть 54, как правило, имеет более однородную ширину, чем головная часть 52. Ширина хвостовой части 54 в целом соответствует ширине выпускного отверстия на форсунке 12. В контексте данного документа головная часть определена как область над хвостовой частью, где хвостовая часть представляет собой часть обработанной дискретной области 50, в которой достигается относительно однородная ширина, как показано на фиг. 7. С другой стороны, головная часть может иметь различные неправильные формы и может в целом иметь ширину, которая больше ширины хвостовой части 54. Как показано на фиг. 7, положение линии 80 разграничения там, где головная часть 52 сужается внутрь и соединяется с хвостовой частью 54.
Как показано на фиг. 5, в одном варианте осуществления головная часть 52 может иметь максимальную ширину, которая больше максимальной ширины соответствующей хвостовой части 54. Хвостовая часть 54, с другой стороны, может быть по существу длиннее соответствующей головной части 52. Например, отношение длины головной части 52 к длине хвостовой части 54 обычно составляет более приблизительно 1:5, например более приблизительно 1:10, например более приблизительно 1:15, например более приблизительно 1:20. Отношение длины головной части 52 к длине хвостовой части 54 обычно составляет менее приблизительно 1:100, например менее приблизительно 1:40, например менее приблизительно 1:30, например менее приблизительно 1:20. Как описано выше, длина обработанной дискретной области 50 может варьировать в зависимости от конкретного применения, но может составлять менее приблизительно 80 мм, например менее приблизительно 70 мм, например менее приблизительно 60 мм, например менее приблизительно 50 мм, например менее приблизительно 45 мм, например менее приблизительно 40 мм, например менее приблизительно 35 мм, например менее приблизительно 30 мм, например менее приблизительно 25 мм, например, менее приблизительно 20 мм, например, менее приблизительно 15 мм. Эти короткие длины могут быть получены даже при перемещении ленты материала 20 с чрезвычайно высокими скоростями, например более приблизительно 400 м/мин.
Количество клеевой композиции, содержащейся в каждой головной части 52, относительно количества клеевой композиции, содержащейся в соответствующей хвостовой части 54, можно изменять посредством управления скоростью ленты, устройством 30 отклонения ленты и скоростей потока клея. Например, в целом, количество клеевой композиции, содержащейся в каждой головной части 52, по сравнению с количеством клеевой композиции, содержащейся в каждой хвостовой части 54, может составлять от приблизительно 95:5 до приблизительно 5:95. Однако в одном варианте осуществления большее количество клеевой композиции может содержаться в головной части 52, относительно количества клеевой композиции, содержащейся в хвостовой части 54. Например, капля клеевой композиции сначала контактирует с лентой материала 20 во время процесса, формируя головную часть 52, с последующим формированием хвостовой части 54 посредством процесса размазывания. В этих вариантах осуществления, например, количество клеевой композиции, содержащейся в каждой головной части 52, по сравнению с количеством клеевой композиции, содержащейся в каждой хвостовой части 54, может составлять от приблизительно 90:10 до приблизительно 60:40.
Как показано на фиг. 6, например, клеевая композиция может иметь основную массу (т. е. количество клеевой композиции на участок на ленте) в головной части 52, которая больше основной массы клеевой композиции в хвостовой части 54. Например, основная масса клеевой композиции в головной части 52 может составлять на по меньшей мере приблизительно 20%, например по меньшей мере приблизительно 30%, например по меньшей мере приблизительно 40%, например по меньшей мере приблизительно 50%, например по меньшей мере приблизительно 60%, например по меньшей мере приблизительно 70%, например по меньшей мере приблизительно 80%, например по меньшей мере приблизительно 90%, например даже по меньшей мере приблизительно 100% больше, чем основная масса клеевой композиции в хвостовой части 54.
В контексте данного документа основная масса клеевой композиции относится к средней основной массе на конкретной площади, занятой клеевой композицией на ленте 20. Например, основная масса клеевой композиции в головной части 52 будет представлять собой среднюю основную массу клеевой композиции на площади, занятой головной частью 52. Подобным образом, основная масса клеевой композиции в хвостовой части 54 будет представлять собой среднюю основную массу клеевой композиции на площади, занятой хвостовой частью 54.
В одном варианте осуществления количество клея в головной части 52 и количество клея в хвостовой части 54 могут быть измерены в граммах на погонный метр. При измерении количества клеевой композиции в разных частях в граммах на погонный метр общая масса клеевой композиции в граммах в конкретной части может быть разделена на длину конкретной части в машинном направлении, или в направлении длины. Например, как показано на фиг. 7, можно сначала измерить количество клеевой композиции в головной части 52. В одном варианте осуществления, например, головную часть 52 можно удалить с ленты материала 20 и определить ее массу в граммах. Также можно определить массу необработанной части листового материала, имеющей точно такие же размеры. Массу необработанного материала можно затем вычесть из массы головной части 52 с целью получения самой массы клеевой композиции. Массу клеевой композиции затем можно разделить на длину L, как показано на фиг. 7, для расчета количества клеевой композиции в граммах на погонный метр. Подобный анализ может быть проведен с целью определения количества клеевой композиции, имеющейся в хвостовой части 54, в граммах на погонный метр.
В целом, клеевая композиция в головной части 52 в граммах на погонный метр может составлять на по меньшей мере приблизительно 20%, например по меньшей мере приблизительно 30%, например по меньшей мере приблизительно 40%, например по меньшей мере приблизительно 50%, например по меньшей мере приблизительно 60%, например по меньшей мере приблизительно 70%, например по меньшей мере приблизительно 80%, например по меньшей мере приблизительно 90%, например даже по меньшей мере приблизительно 100%, больше, чем количество клеевой композиции в граммах на погонный метр, содержащейся в хвостовой части 54. Например, клеевая композиция в граммах на погонный метр в головной части 52 может быть больше на приблизительно 150%, например больше на приблизительно 200%, чем количество клеевой композиции в граммах на погонный метр, содержащейся в хвостовой части 54. В целом, отношение количества клеевой композиции в граммах на погонный метр в головной части 52 по сравнению с количеством клеевой композиции в граммах на погонный метр в хвостовой части 54 составляет менее приблизительно 50:1, например менее приблизительно 20:1, например менее приблизительно 10:1.
Как показано на фиг. 6, хвостовая часть 54 может содержать среднюю секцию 58 и концевую секцию 60. Концевая секция 60 может быть расположена противоположно головной части 52. В одном варианте осуществления средняя секция 58 может иметь по существу равномерную основную массу, тогда как концевая секция 60 может иметь постепенно уменьшающуюся основную массу. Например, основная масса средней секции 58 может варьироваться на не более чем приблизительно 15%, например на не более чем приблизительно 10%, например на не более чем приблизительно 5% по длине средней секции. С другой стороны, концевая секция 60 может постепенно уменьшаться от средней основной массы средней секции 58 до нуля.
В целом, лента материала 20 может содержать любую подходящую подложку для приема клеевой композиции. Лента материала 20, например, может содержать один слой материала или может содержать слоистый материал. В одном варианте осуществления лента материала 20 содержит нетканое полотно. Например, лента материала 20 может содержать полотно спанбонд, полотно мелтблаун, полотно коформ, полотно, полученное водоструйным скреплением, или тому подобное. В одном варианте осуществления лента материала 20 может содержать волокна древесной массы и может содержать бумагу или полотно на основе бумаги. В другом варианте осуществления лента материала 20 содержит тканую материю или трикотажную ткань. В еще одном альтернативном варианте осуществления настоящего изобретения лента материала 20 может содержать пленку. Пленка может представлять собой однослойную пленку или многослойную пленку.
В одном варианте осуществления лента материала 20 может содержать слоистый материал, состоящий из нескольких слоев. В одном варианте осуществления, например, лента материала 20 может содержать полотно спанбонд / мелтблаун / спанбонд.
Лента материала 20 может быть использована для создания продуктов многих разных типов. В одном варианте осуществления, например, лента материала 20 может быть включена во впитывающее изделие. Клеевую композицию наносят на ленту во время процесса с целью прикрепления отдельного куска материала к ленте для создания конкретной части продукта. Впитывающее изделие, например, может включать подгузник, трусы для приучения к горшку, плавки, изделие для взрослых, страдающих недержанием, гигиенический продукт для женщин или тому подобное. В одном варианте осуществления клеевую композицию можно наносить на ленту материала 20 с целью прикрепления к впитывающему изделию боковых панелей, таких как эластичные боковые панели. В альтернативном варианте осуществления клеевую композицию можно использовать для прикрепления панелей крепления, таких как крепления в виде крючков и петель, к материалу, который служит в качестве крепежных устройств для прикрепления подгузника к носящему. В еще одном варианте осуществления клеевую композицию можно применять для формирования кармана во впитывающем изделии.
В другом варианте осуществления лента материала 20 может быть использована для получения различных других продуктов в дополнение к впитывающим изделиям. Например, в одном варианте осуществления лента материала 20 может быть использована для образования упаковки.
Эти и другие модификации и варианты настоящего изобретения могут быть реализованы на практике специалистами в данной области техники без отступления от сущности и объема настоящего изобретения, которое более конкретно изложено в прилагаемой формуле изобретения. В дополнение, следует понимать, что аспекты различных вариантов осуществления могут быть полностью или частично взаимозаменяемыми. Кроме того, специалистам в данной области техники будет понятно, что вышеизложенное описание приведено только в качестве примера и не предназначено для ограничения изобретения, дополнительно описанного в этой прилагаемой формуле изобретения.
Реферат
Изобретение относится к системе и способу нанесения клеевой композиции на движущуюся ленту материала. Во время процесса ленту материала транспортируют очень быстро рядом с форсункой устройства нанесения клея. Устройство отклонения периодически отклоняет ленту в контакт с поверхностью форсунки. Для управления потоком клея через форсунку используют устройство управления потоком клея. Клей протекает через форсунку и синхронизируется с устройством отклонения. В одном варианте осуществления поток клея запускают перед контактом с лентой. Таким образом на ленте можно сформировать обработанные дискретные области клеевой композиции. Обработанные дискретные области могут иметь длины, которые сведены к минимуму посредством процесса согласно настоящему изобретению, который обеспечивает возможность нанесения клея при чрезвычайно высоких скоростях. 2 н. и 23 з.п. ф-лы, 7 ил.
Комментарии