Распылительное устройство с двойным сервоприводом и способ нанесения покрытия методом распыления - RU2475312C2
Код документа: RU2475312C2
Чертежи


















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам для нанесения покрытий на изделия путем распыления и к способу нанесения таких покрытий, а точнее к устройству и способу для нанесения покрытий распылением на поверхности корпуса банки.
Уровень техники
Известно, что контакт с металлической поверхностью корпуса банки отрицательно влияет на вкус напитка, который закупорен в корпусе контейнера. Таким образом, один из этапов изготовления металлических банок для напитка, состоящих из двух частей, включает нанесение методом распыления покрытия на внутренние поверхности корпуса банки с целью предотвращения прямого контакта напитка с открытой поверхностью корпуса банки.
В процессе нанесения покрытия обычно участвуют одно или более устройств распыления, содержащих одну или более форсунок, расположенных вблизи отверстия корпуса банки. Материал распыляют внутрь корпуса банки, при этом сам корпус банки приводят во вращение.
Корпуса банок обычно шагами перемещают через устройство для нанесения покрытия при помощи механизма пошагового перемещения, функционально связанного с системой кулачков, которая управляет временем покоя, в течение которого банки неподвижно стоят у распылительного пистолета, при этом распылительный пистолет выбрасывает установленное количество жидкого материала покрытия в корпус банки, а сама банка совершает вращение вокруг своей центральной оси. В другом варианте предусматривают серводвигатель для управления темпом перемещения и промежутком времени покоя механизма пошагового перемещения.
Важно, чтобы была покрыта вся внутренняя поверхность корпуса банки. Количество материала, которое наносят на поверхность, обычно измеряют весом покрытия. В типичных известных вращающихся системах нанесения покрытий каждое напыление материала на круговую поверхность корпуса контейнера называют «слоем». В известных системах нанесения покрытий на банки банка может быть покрыта двумя или более слоями.
Раскрытие изобретения
Задача настоящего изобретения состоит в обеспечении преимуществ и аспектов, которые не предусматриваются существующими устройствами для нанесения покрытий на корпуса банок рассматриваемого типа. Полностью отличительные признаки и преимущества изобретения рассматриваются ниже в подробном описании со ссылками на прилагаемые чертежи.
Согласно одному из своих аспектов настоящее изобретение предлагает устройство для нанесения материала покрытия на внутренние поверхности множества корпусов банок. Устройство содержит средства пошагового перемещения для последовательной постановки каждого корпуса банки из указанного множества корпусов во множество дискретных угловых положений, систему подачи материала покрытия, сопряженную с одним угловым положением из указанного множества угловых положений, и средства, обеспечивающие автоматическое перемещение указанной системы подачи материала покрытия относительно средств пошагового перемещения, при этом имеется возможность выборочного уменьшения расстояния между средствами пошагового перемещения и системой подачи материала покрытия. Средства, обеспечивающие автоматическое поперечное относительное перемещение, содержат первый серводвигатель, функционально связанный с указанной системой подачи материала покрытия. Первый серводвигатель выполнен с возможностью обеспечения по существу линейного перемещения указанной системы подачи материала покрытия. Устройство может, кроме того, содержать внешний программируемый контроллер, связанный с указанным первым серводвигателем. При этом внешний программируемый контроллер выполнен с возможностью подачи сигнала на первый серводвигатель и управления скоростью и величиной перемещения системы подачи материала покрытия в ответ на указанный сигнал. Устройство может далее содержать второй серводвигатель, функционально связанный с указанными средствами пошагового перемещения с целью задания скорости шагового перемещения и промежутка времени покоя, когда средства пошагового перемещения приостанавливаются в каждом из указанных дискретных угловых положений. Внешний программируемый контроллер может быть связан со вторым серводвигателем и выполнен с возможностью подачи сигнала на указанный второй серводвигатель и управления скоростью шагового перемещения и промежутком времени покоя. Внешний программируемый контроллер может быть использован для синхронизации первого серводвигателя, чтобы в промежутке времени покоя вызывать движение системы подачи материала покрытия в направлении средств пошагового перемещения.
Согласно другому аспекту настоящее изобретение предлагает устройство для нанесения материала покрытия распылением на внутренние поверхности множества корпусов банок. В данном случае устройство содержит поворотные средства пошагового перемещения, содержащие множество равноотстоящих друг от друга дискретных угловых положений, расположенных на окружности указанных поворотных средств пошагового перемещения, первую автоматически перемещаемую систему подачи материала покрытия, сопряженную с первым угловым положением из указанных равноотстоящих друг от друга угловых положений, и вторую автоматически перемещаемую систему подачи материала покрытия, сопряженную со вторым угловым положением из указанных равноотстоящих друг от друга угловых положений. Указанные первое угловое положение и второе угловое положение могут лежать в одной горизонтальной плоскости. Устройство может, кроме того, содержать питатель, содержащий спускной желоб для последовательной подачи множества корпусов банок к указанным средствам пошагового перемещения. Спускной желоб выполнен с возможностью подачи корпусов банок к средствам пошагового перемещения в третьем угловом положении, при этом третье угловое положение смещено от 12-часового положения указанных средств пошагового перемещения, в типичном случае, на угол от 30° до 60°.
Во втором аспекте изобретения, как вариант, указанные первое и второе угловые положения могут быть сдвинуты друг относительно друга в горизонтальном направлении. Устройство может содержать неподвижную систему подачи жидкого материала покрытия.
В своем третьем аспекте настоящее изобретение также предлагает устройство для нанесения материала покрытия распылением на внутренние поверхности множества корпусов банок. Устройство содержит раму, питатель, поддерживаемый указанной рамой, и содержащий спускной желоб для последовательной подачи множества корпусов банок в устройство, поворотный шаговый механизм, содержащий множество лучей, радиально отходящих наружу от ступицы, причем каждый луч заканчивается вакуумным патроном, а каждый вакуумный патрон имеет жидкостное соединение с источником отрицательного давления для фиксации на вакуумном патроне одного корпуса из множества корпусов банок, последовательно принимаемых из указанного желоба, первый серводвигатель, функционально связанный с поворотным шаговым механизмом, и выполненный с возможностью управления скоростью вращения шагового механизма и промежутком времени его покоя, когда вращение шагового механизма прерывается на заданный промежуток времени, первую распылительную форсунку для подачи первого объема жидкого материала покрытия к внутренней поверхности каждого корпуса из множества корпусов банок, второй серводвигатель, функционально связанный с первой распылительной форсункой, и выполненный с возможностью управления движением первой распылительной форсунки относительно внутренней поверхности каждого корпуса из множества корпусов банок, и внешний контроллер, связанный со вторым серводвигателем и выполненный с возможностью подачи на второй серводвигатель первого сигнала для синхронизации перемещения первой распылительной форсунки в промежутке времени покоя с целью уменьшения расстояния между первой распылительной форсункой и поворотным шаговым механизмом. Устройство далее может содержать вторую распылительную форсунку для подачи второго объема жидкого материала покрытия к внутренней поверхности каждого корпуса из множества корпусов банок и третий серводвигатель, функционально связанный со второй распылительной форсункой, и выполненный с возможностью управления перемещением указанной второй распылительной форсунки относительно внутренней поверхности каждого корпуса из множества корпусов банок. Внешний контроллер может быть связан с указанным третьим серводвигателем.
В еще одном своем аспекте настоящее изобретение предлагает способ обработки множества корпусов банок в одном устройстве для нанесения покрытий, приспособленном для нанесения жидкого материала покрытия на внутренние поверхности каждого корпуса банок, причем для первого подмножества корпусов из указанного множества корпусов банок требуется первый набор параметров обработки, а для второго подмножества корпусов из указанного множества корпусов банок требуется второй набор параметров обработки, отличающийся от первого набора параметров обработки. Способ содержит этапы, на которых предусматривают внешний программируемый контроллер, связанный с указанным устройством для нанесения покрытий, обеспечивают первый набор сигналов, поступающий от указанного внешнего программируемого контроллера к первому элементу устройства для нанесения покрытий, при этом первый набор сигналов осуществляет управление по меньшей мере первым промежутком времени покоя, в течение которого каждый корпус первого подмножества корпусов банок получает некоторый объем материала покрытия от указанного устройства для нанесения покрытий, и обеспечивают второй набор сигналов, поступающий от указанного внешнего программируемого контроллера ко второму элементу устройства для нанесения покрытий, при этом второй набор сигналов осуществляет управление параметром обработки иным, нежели промежуток времени покоя.
Прочие отличительные признаки и преимущества изобретения должны быть понятны из последующего описания и прилагаемых чертежей.
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
фиг.1 представляет собой вид спереди устройства для нанесения покрытий распылением, при этом некоторые подробности опущены, чтобы помочь рассмотрению отличительных признаков устройства,
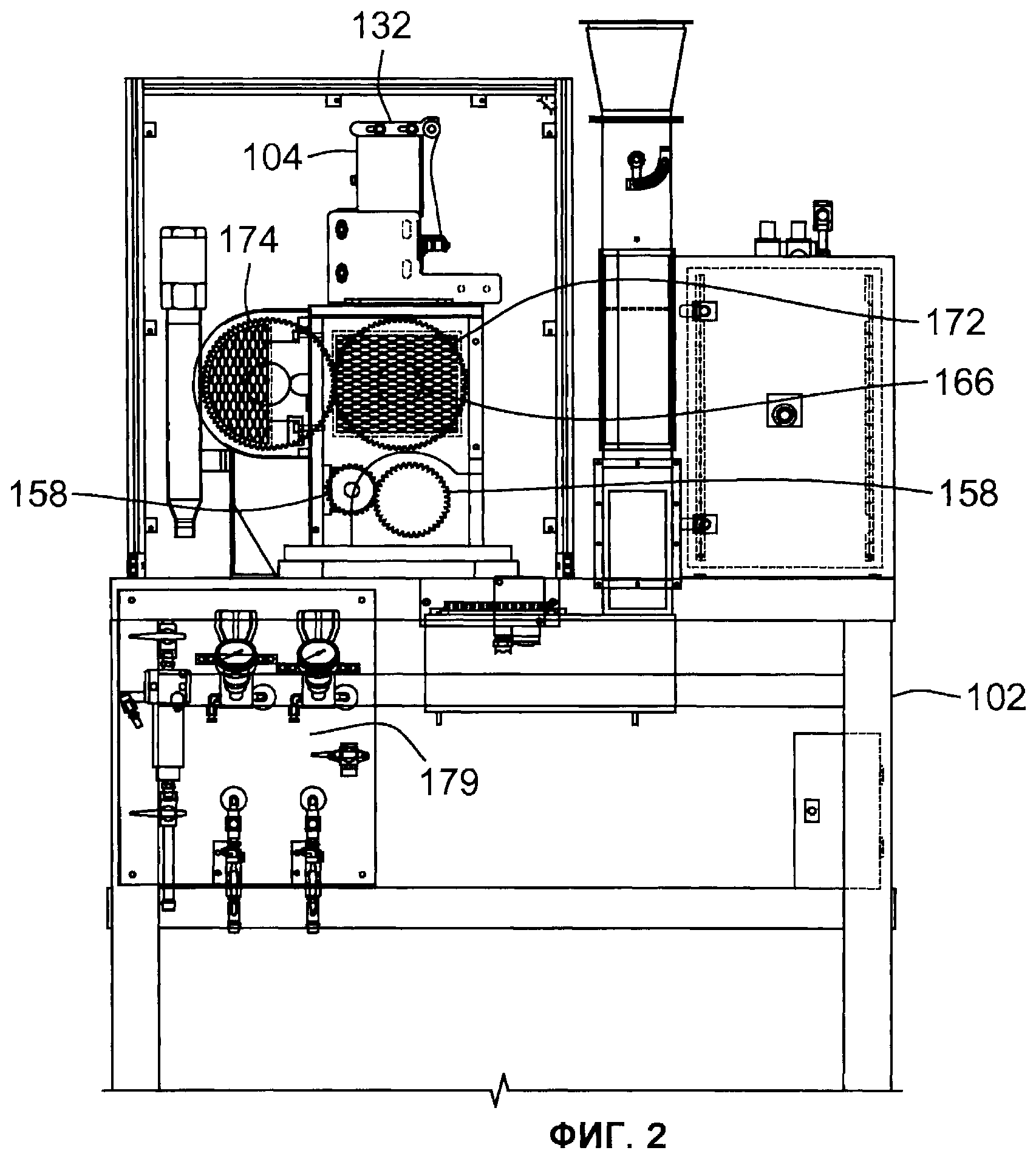
фиг.2 представляет собой вид сзади устройства фиг.1 для нанесения покрытий распылением,
фиг.3 представляет собой вид сверху устройства фиг.1 с добавленными двумя распылительными форсунками,
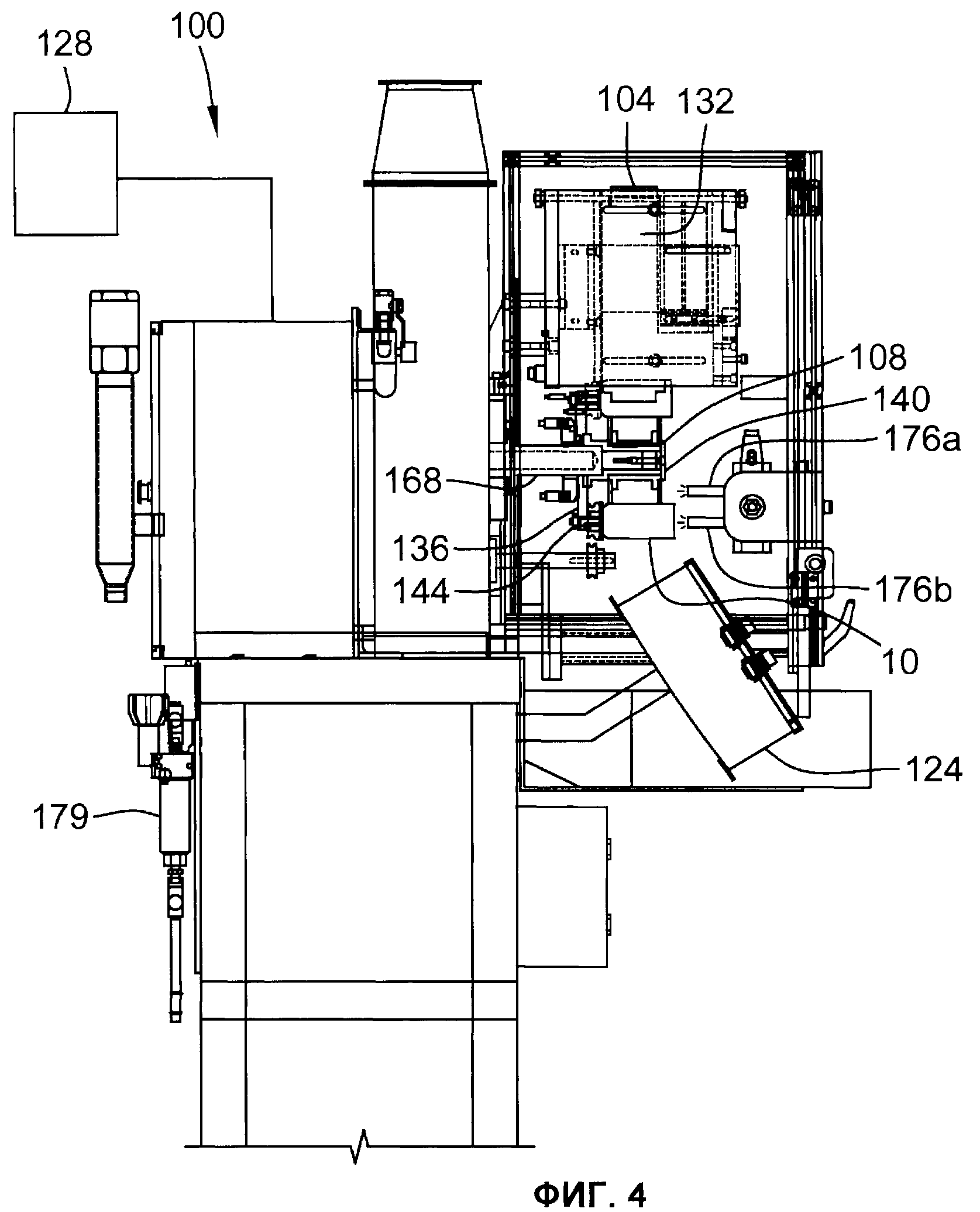
фиг.4 представляет собой вид сбоку устройства фиг.1 с добавленными двумя распылительными форсунками,
фиг.5 представляет собой вид спереди 12-лучевого шагового механизма,
фиг.6 представляет собой частичное сечение вакуумного патрона, на котором показан датчик и флажок для определения надлежащей скорости вращения корпуса банки,
фиг.7 представляет собой частичное сечение питателя, на котором показан стопор корпуса банки,
фиг.8 представляет собой вид спереди устройства для нанесения покрытий распылением, соответствующего настоящему изобретению,
фиг.9 представляет собой увеличенный вид спереди устройства, соответствующего настоящему изобретению, на котором показан 6-ти позиционный шаговый механизм и управляемые серводвигателями распылительные форсунки в положениях 5 часов и 7 часов,
фиг.10 представляет собой перспективную проекцию устройства фиг.9, оснащенного 12-ти позиционным шаговым механизмом, на которой также изображен бокс для электрических устройств, в котором может содержаться контроллер,
фиг.11 представляет собой вид сбоку устройства фиг.9,
фиг.12 представляет собой вид сверху пары серводвигателей для приведения в движение пары распылительных форсунок вдоль прямолинейной траектории, предусмотренных для работы совместно с вариантом осуществления фиг.9,
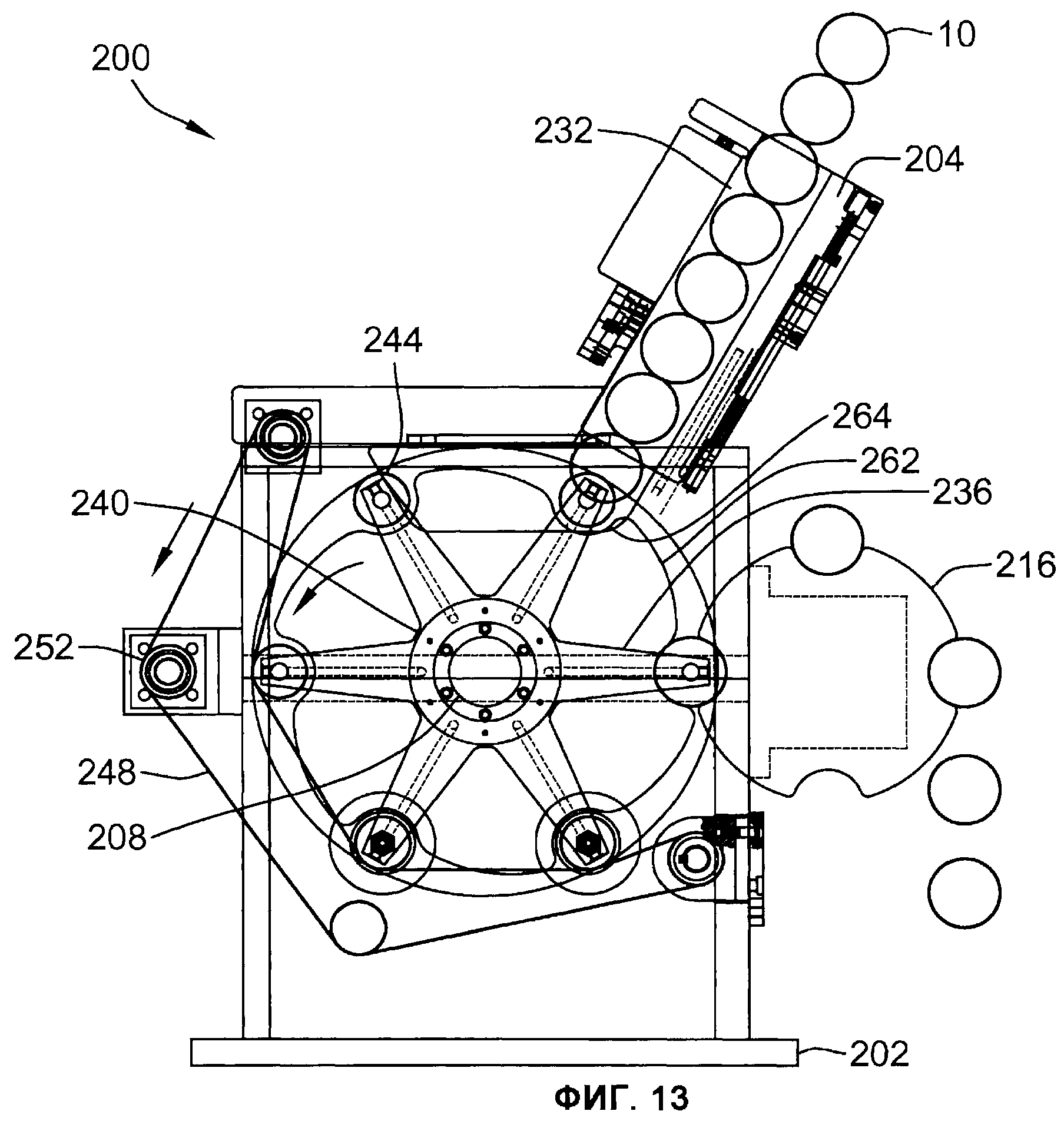
фиг.13 представляет собой вид спереди устройства для нанесения покрытий распылением, на котором показан смещенный узел питателя,
фиг.14 представляет собой увеличенный вид спереди шагового механизма, предусмотренного в одном из вариантов осуществления настоящего изобретения, содержащем 6-ти позиционный шаговый механизм, управляемую серводвигателем распылительную форсунку в положении 9 часов, и неподвижные распылительные форсунки в положениях 5 часов и 7 часов,
фиг.15 представляет собой перспективную проекцию устройства фиг.14, оснащенного 12-ти позиционным шаговым механизмом, на которой также изображен бокс для электрических устройств, в котором может содержаться контроллер,
фиг.16 представляет собой увеличенный вид спереди шагового механизма, предусмотренного в одном из вариантов осуществления настоящего изобретения, содержащем 6-ти позиционный шаговый механизм, управляемые серводвигателями распылительные форсунки в положениях 7 часов и 9 часов, и неподвижную распылительную форсунку в положении 5 часов,
фиг.17 представляет собой перспективную проекцию устройства фиг.16, оснащенного 12-ти позиционным шаговым механизмом, на которой также изображен бокс для электрических устройств, в котором может содержаться контроллер,
фиг.18 представляет собой увеличенный вид спереди шагового механизма, предусмотренного в одном из вариантов осуществления настоящего изобретения,
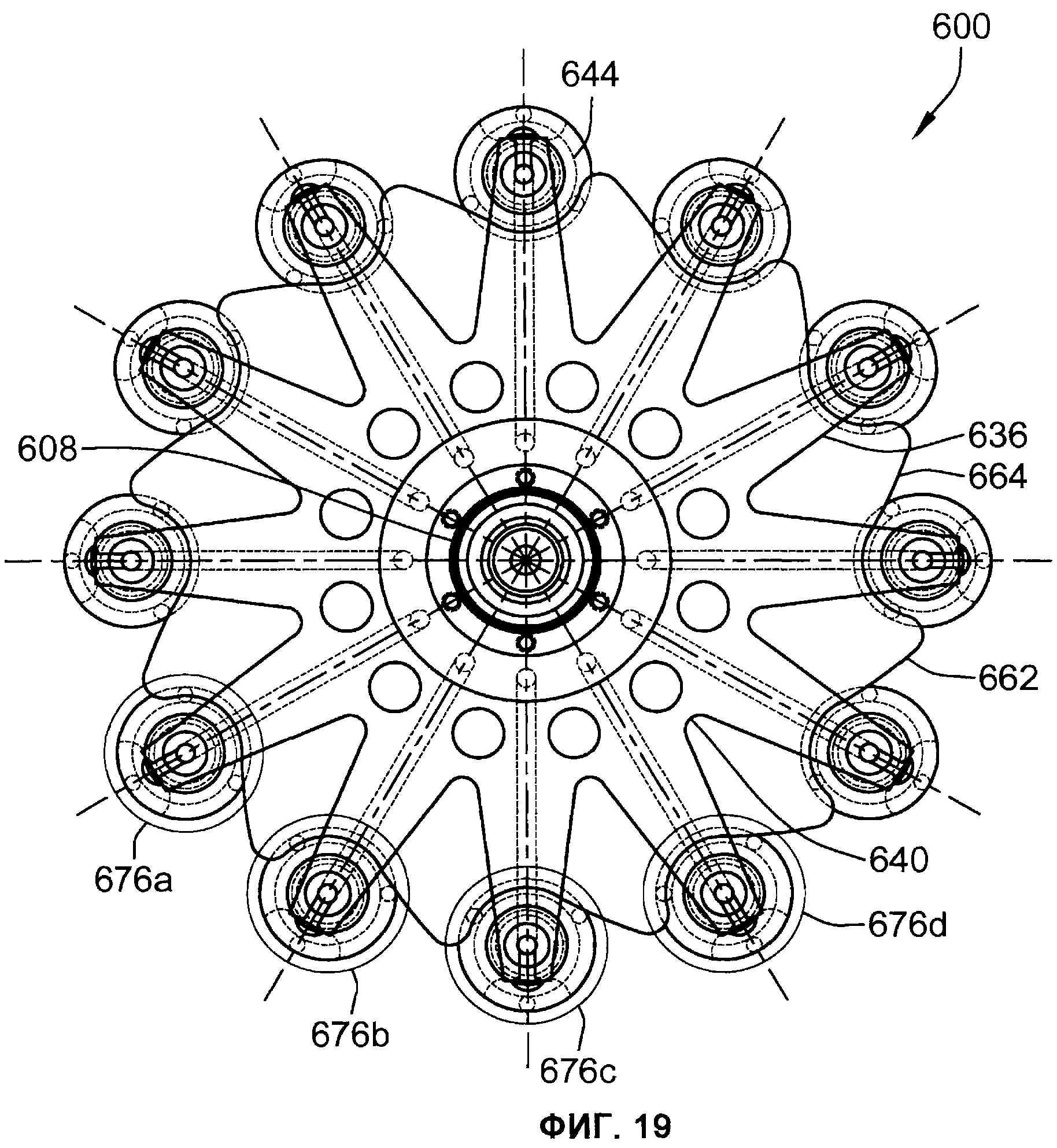
фиг.19 представляет собой увеличенный вид спереди модификации шагового механизма, предусмотренной в одном из вариантов осуществления настоящего изобретения,
фиг.20 представляет собой увеличенный вид спереди другой модификации шагового механизма, предусмотренной в одном из вариантов осуществления настоящего изобретения,
фиг.21 представляет собой перспективную проекцию шагового механизма фиг.20, и
фиг.22 представляет собой вид сверху сечения распылительной форсунки, установленной для нанесения покрытия распылением на донную часть корпуса банки, находящегося на передающей турели.
Осуществление изобретения
Хотя настоящее изобретение допускает осуществление множеством различных способов, на прилагаемых чертежах представлены и подробно описаны предпочтительные варианты осуществления, при этом подразумевается, что данное описание следует рассматривать как пример, иллюстрирующий принципы изобретения, который не предполагает ограничения общего аспекта изобретения приведенными вариантами осуществления.
Настоящее изобретение направлено на устройства для нанесения покрытий на корпуса банок. Описанные устройства предназначены для встраивания в установку для производства банок. Другими словами, раскрытые в изобретении устройства для нанесения покрытий на корпус банки представляют один из этапов во всем процессе изготовления корпуса банки.
На прилагаемых чертежах корпуса банок, как правило, обозначены индексом 10. Эти корпуса банок конструктивно обычно выполнены в виде одной детали - их донная часть выполнена как одно целое с цилиндрической боковой стенкой, которая заканчивается открытым концом горловины уменьшенного диаметра. Специалистам в данной области должно быть понятно, что, оставаясь в рамках идеи изобретения, конструктивно корпус банки может состоять, как показано здесь, из одной детали или из двух деталей, когда донная торцевая стенка прикреплена к боковой стенке или может иметь бутылочную конструкцию, при которой, подобно бутылке, банка имеет уменьшенный диаметр горловины и т.п.
В силу ограниченности свободного пространства, в котором установлены различные элементы устройства, некоторые стандартные отличительные признаки устройств для нанесения покрытий данного типа, которые, будучи взятыми по отдельности, не обеспечивают патентоспособности изобретения, изъяты из чертежей, чтобы показать те элементы устройств, которые требуют более детального описания.
Согласно фиг.1-4 устройство 100 для нанесения покрытия на корпус банки поддерживается рамой 102 и, в общем случае, содержит механизм 104 подачи (питатель) корпусов банок, средства пошагового перемещения, например поворотный шаговый механизм 108, систему подачи жидкого материала покрытия, передающую турель 116, и спускной желоб 120 передачи банок. С устройством 100 электрически соединена панель 124 управления для ручного управления процессом. С устройством также соединен внешний программируемый контроллер 128, назначение которого будет понятно из последующего описания. Ниже будет более подробно описано, что данный тип устройства для нанесения покрытий на корпуса банок может наносить покрытие на внутреннюю поверхность корпуса банки в два слоя, приблизительно, за 200 мс, т.е. затрачивая, приблизительно, 100 мс на каждую операцию распыления. Такие устройства при нанесении двух слоев обычно обрабатывают до 350 корпусов банок в минуту и при этом имеют возможность обрабатывать и большие количества банок благодаря изменяемым характеристикам различных компонентов, о чем более подробно будет сказано ниже.
Рама 102 приспособлена для поддержания и крепления различных компонентов, составляющих устройство 100. В соответствии с этим рама 102 содержит множество жестких элементов, обычно выполненных из металла, например стали, конструкция которых способствует уменьшению смещений машины, вызванных процессом обработки корпусов банок.
Средства пошагового перемещения последовательно переносят множество корпусов 10 банок по установленному фиксированному пути, по процессу нанесения покрытия. В устройстве, показанном на фиг.1-4, шаговый механизм 108 включает в себя звездообразный элемент, содержащий множество лучей 136, радиально отходящих наружу от ступицы 140. Может быть предусмотрено любое практически целесообразное число лучей 136. В устройстве 100, представленном на фиг.1-4, имеются шесть (6) лучей 136, следующих с шагом 60°. Однако, известны шаговые механизмы с двенадцатью (12) лучами, расположенными с шагом 30°, как показано на фиг.5, причем предполагается, что в рассматриваемых в данном описании устройствах, в рамках идеи настоящего изобретения, может быть предусмотрен шаг 30°, шаг 60° или любой другой угловой шаг. Другими словами, предусматриваемые настоящим изобретением средства пошагового перемещения содержат множество дискретных позиций, равноотстоящих друг от друга по окружности шагового механизма.
Одним из преимуществ 12-лучевого устройства является возможность его использования для обработки двух корпусов банок одновременно с интервалом 60°, что обеспечивает удвоенную производительность. Известные машины, однако, не дают возможность наносить покрытие на влажный нижний слой (без предварительной сушки), т.е. когда производится нанесение покрытия на две банки одновременно, в конкретной банке распыление осуществляется только один раз. Ниже будет описано, что согласно настоящему изобретению может быть предусмотрено одновременное распыление/нанесение покрытия на влажный предыдущий слой в двух корпусах банок. Кроме того, вариант 12-лучевого устройства, который более подробно рассматривается ниже, может быть использован для покрытия/распыления материала одновременно на четыре корпуса 10 банок с применением четырех распылительных форсунок и интервала 120° (4-х часового).
На конце каждого луча 136 шагового механизма 108 имеется вакуумный патрон 144. В вакуумных патронах 144 используется отрицательное давление для удержания корпусов 10 банок в требуемом положении по мере того, как шаговый механизм дискретно перемещает корпуса банок в ходе процесса нанесения покрытия. Таким образом, каждый из вакуумных патронов 144 имеет жидкостную связь с источником давления текучей среды. Отрицательное давление используется для фиксации каждого корпуса 10 банки на шаговом механизме 108. Вакуумные патроны 144 уже многие годы используются в устройствах для нанесения покрытий.
Вакуумные патроны 144 выполнены с возможностью по существу свободного вращения. Это дает возможность приводному ремню 148, который обернут вокруг нескольких промежуточных барабанов 152, передавать вращательное движение на корпуса 10 банок, закрепленных на вакуумных патронах 144. Один из промежуточных барабанов 152 функционально связан с двигателем 156 привода вращения, и, в свою очередь, приводит в движение приводной ремень 148. Для управления числом оборотов в минуту корпусов 10 банок могут быть предусмотрены одно или более зубчатых колес 158 привода вращения.
Как показано на фиг.6, каждый вакуумный патрон 144 оснащен флажком 157. Когда каждый из патронов 144 перемещается в положение покоя, патрон 144 на время останавливается напротив датчика 159. Датчик 159 считает число проходов флажка 157 и сравнивает это число с заданным, чтобы гарантировать надлежащее число оборотов корпуса 10 банки.
Шаговый механизм 108 может также включать в себя турель 162 дискретного вращения. Турель содержит два диска, каждый из которых поддерживает один конец банки и которые обычно выполнены из полимерного материала и содержат ряд выемок, соотносящихся с концом каждого из лучей 136. Выемки имеют дугообразную форму для поддержания боковой стенки корпусов 10 банок. Турель дискретного вращения 162, 262, 362, 462, 562 и 662 с выемками 164, 264, 364, 464, 564 и 664 показана на чертежах вместе с вариантами осуществления конструкции.
Передающая турель 116 принимает корпуса 10 банок от шагового механизма 108. Передача обычно происходит в угловом положении 270° при движении шагового механизма 108 против часовой стрелки или в положении 3-часов, если пользоваться часовой шкалой. Передающая турель 116 транспортирует корпуса 10 банок с нанесенным покрытием по часовой стрелке в направлении спускного желоба 120 передачи банок, к угловому положению 180° или к положению 3-часов по часовой шкале. Корпуса 10 банок выходят из устройства 100 через спускной желоб 120 передачи банок для дальнейшей обработки, упаковки и доставки, заполнения и т.п.
Устройство 100, приведенное на фиг.1-4, также содержит двигатель 166 первого сервопривода. Двигатель 166 первого сервопривода функционально связан с шаговым механизмом 108 через полый вал 168, выступающий наружу от ступицы 140 шагового механизма в серводвигатель 166. Преимущество использования двигателя с полым валом - это возможность использования проходящего сквозь двигатель легкого (алюминиевого) вала. На переднем конце вала может быть жестко закреплена главная турель, а на другом конце - шестерня привода передающей турели. Если бы шестерни привода передающей турели были установлены спереди, рядом с главной турелью, они были бы открыты для попадания распыляемой жидкости. На рынке имеются также двигатели с валом, выходящим на обе стороны, но такое исполнение обычно является нестандартным. Кроме того, установка главной турели на такой вал была бы более сложной.
Двигатель 166 первого сервопривода обеспечивает много преимуществ по сравнению с устройствами для нанесения покрытий с кулачковым приводом. Например, типичные устройства для нанесения покрытий с кулачковым приводом содержат механизм прерывистого движения, в состав которого входит кулачковый механизм для передачи движения на шаговый механизм 108. Таким образом, промежуток времени покоя (выстоя), в течение которого корпус 10 банки остается неподвижным и происходит нанесение покрытия на корпус 10, формируется механическим кулачковым механизмом, и этот промежуток времени является постоянным по отношению к скорости вращения шагового механизма 108. Другими словами, когда скорость вращения шагового механизма 108 увеличивается, промежуток времени покоя уменьшается. Поэтому, когда вносят изменения в какую-либо переменную процесса, например размер банки, промежуток времени покоя, вес покрытия, скорость шагового движения и т.п., кулачковый механизм необходимо переоснащать для изменения временной диаграммы процесса. Таким образом, система, приводимая в действие кулачками, очень негибкая.
Устройство 100, представленное на фиг.1-4, не имеет вышеуказанных недостатков. Напротив, оно очень гибкое. Внешний программируемый контроллер 128 связан с двигателем 166 первого сервопривода и может быть использован для того, чтобы задавать двигателю 166 любое выбранное время покоя независимо от скорости шагового механизма. Такое управление со стороны контроллера 128 может осуществляться путем подачи сигнала. Таким образом, устройство 100 можно программировать по времени без вмешательства в механику. Это очень важно, поскольку идет процесс совершенствования других технологий.
Одним из таких технологических усовершенствований является технология распылительных форсунок. Поскольку распылительные форсунки совершенствуются и способны наносить покрытия на корпуса банок с более высокими скоростями, можно сокращать промежутки времени покоя, используя внешний контроллер 128. В существующих устройствах для нанесения покрытий для осуществления такой новой возможности пришлось бы перестраивать кулачковый механизм. Устройство для нанесения покрытий, соответствующее настоящему изобретению, не требует такой перестройки. Типичное быстродействие распылительной форсунки в настоящее время составляет менее 90-100 мс. Таким образом, время покоя обычно устанавливают величиной 100 мс.
Двигатель 166 сервопривода также связан с первой шестерней 172. Первая шестерня 172 приводит в действие вторую шестерню 174, которая функционально связана с передающей турелью 116 для синхронизации вращательного движения передающей турели 116 и шагового механизма 108.
Устройство 100 далее содержит устройства нанесения покрытия в виде пары неподвижных распылительных форсунок 176а,b. Неподвижные распылительные форсунки 176а,b доставляют жидкий материал покрытия к внутренним поверхностям корпусов 10 банок. Каждая из неподвижных распылительных форсунок 176а,b наносит одно покрытие (отдельный объем жидкости) на каждый корпус 10 банки. Таким образом, каждый корпус 10 банок получает покрытие поверх прежнего покрытия (без предварительной сушки).
В устройстве 100, представленном на фиг.1-4, неподвижные распылительные форсунки 176а,b жестко закреплены на раме 102. Одна распылительная форсунка 176а установлена в верхнем положении, типично, в угловом положении 120° или в положении 8 часов по часовой шкале. Вторая распылительная форсунка 176b смонтирована в нижнем положении, типично, в угловом положении 180° или в положении 6 часов по часовой шкале.
Устройство 100 также содержит панель 179 управления нанесением покрытий. Панель 179 содержит измерители давления, регуляторы, элементы точной настройки и подобные устройства для управления нанесением жидкого материала покрытия на каждый корпус 10 банки. Панель 179 управления является типичной для устройств нанесения покрытий, которые применяются в течение многих лет, и специалисту в данной области будет нетрудно узнать элементы, необходимые для регулирования процесса нанесения жидкого материала покрытий.
Что касается подачи в устройство 100 корпусов 10 банок, то указанные корпуса поступают в устройство 100 через питатель 104. Для подачи корпусов банок используется сила тяжести, при этом корпуса банок поступают один за другим по спускному желобу 132, который доставляет корпуса 10 банок к шаговому механизму 108. Такая система загрузки обеспечивает надлежащее движение корпусов 10 банок в устройство 100 и управляет потоком банок посредством пневматически управляемого стопора 186, как показано на фиг.7.
Чтобы обеспечить достаточный столб корпусов 10 банок на входе в шаговый механизм 108, на спускном желобе 132 установлен датчик 190, связанный с питателем 104. Когда корпуса 10 банок находятся в зоне чувствительности датчика 190, плунжер 194, связанный со стопором 186, остается в убранном положении. Это позволяет шаговому механизму 108 и вакуумным патронам 144 принимать корпуса 10 банок. Когда уровень корпусов 10 банок в желобе 132 падает ниже датчика 190, электромагнитный клапан приводит в действие воздушный цилиндр, и плунжер 194 стопора выдвигается наружу, чтобы остановить движение корпусов 10 банок в направлении шагового механизма 108. При поступлении дополнительной партии корпусов 10 банок к желобу 132 плунжер 194 втягивается, и корпуса 10 банок автоматически, под собственным весом, друг за другом подаются в шаговый механизм 108. Чтобы корпуса 10 банок гарантированно в правильном положении загружались в шаговый механизм 108, предусмотрены флажок и датчик синхронизации для обнаружения кармана турели (положения покоя). Когда турель 162 находится в положении покоя, датчик синхронизации посылает сигнал на уборку штока цилиндра стопора банок, что позволяет корпусам 10 банок поступать в шаговый механизм 108 в положении 12 часов или нулевом угловом положении.
Один из вариантов осуществления настоящего изобретения показан на фиг.8-12. На данных чертежах представлено устройство 200 для нанесения покрытий. Позиционные номера, использованные на фиг.8-12, находятся в интервале от 200 до 299. Каждый элемент, описанный согласно фиг.8-12, подобен соответствующему элементу устройства 100, показанного на фиг.1-4. Для ясности последние две цифры позиционных обозначений устройства фиг.8-12 идентичны последним двум цифрам позиционных обозначений устройства 100, представленного на фиг.1-4. Ниже рассматриваются только отличия между двумя устройствами.
Аналогично устройству фиг.1-4 устройство 200 содержит пару распылительных форсунок 276а,b. Однако, данный вариант осуществления содержит средства, обеспечивающие движение системы подачи материала покрытия относительно средств пошагового перемещения корпусов банок, при этом предусмотрена возможность сокращения расстояния от средств пошагового перемещения до системы подачи материала покрытия, а именно по меньшей мере до одной из распылительных форсунок 276а,b. Предпочтительно, чтобы по меньшей мере одна из распылительных форсунок 276а,b была выполнена с возможностью перемещения относительно корпуса 10 банки, зафиксированного на шаговом механизме 208. Еще более предпочтительно, чтобы обе распылительные форсунки 276а,b были выполнены с возможностью такого относительного перемещения. Предпочтительно, чтобы указанное движение было линейным для перемещения наконечника 278а,b сопла 277а,b каждой распылительной форсунки 276а,b из первого положения во второе положение, близкое к отверстию корпуса 10 банки или находящееся в пределах данного отверстия, откуда форсунка 276а,b может распылять материал покрытия на внутренние поверхности корпуса 10 банки. Указанное линейное движение показано стрелками и предпочтительно должно совершаться по существу горизонтально. Независимо от этого, данное движение должно происходить перпендикулярно воображаемой плоскости, определяемой отверстием корпуса 10 банки. В типичном случае, данная воображаемая плоскость является вертикальной плоскостью.
Перемещение распылительных форсунок 276а,b осуществляется за счет функционального соединения или связи указанных форсунок 276а, 276b с одним или более подающими серводвигателями. В предпочтительном случае, каждая из распылительных форсунок 276а,b связана с отдельным подающим серводвигателем 280а,b, то есть каждая из распылительных форсунок 276а,b выполнена с возможностью перемещения независимо от другой распылительной форсунки 276а,b. Каждая из распылительных форсунок 276а,b закреплена на направляющем штоке 282а,b, управление (предпочтительно, прямое управление) которым осуществляется его соответствующим подающим серводвигателем 280а,b.
Распылительные форсунки 276а,b в данном варианте осуществления установлены на углах 150° и 210° дискретных положений шагового механизма 208 (в положениях 7 часов и 5 часов по часовой шкале), а не на углах 120° и 180°, которые использовались в устройстве 100 на фиг.1-4. Таким образом, в данном варианте осуществления распылительные форсунки 276а,b установлены в одной горизонтальной плоскости на одинаковой высоте. Такая установка преследует цель уменьшить или устранить вибрационное движение, вызванное перемещением распылительных форсунок 276а,b. И такой вариант установки также полезен, поскольку дает достаточное свободное пространство в устройстве 200 для установки подающих серводвигателей 280а,b.
Чтобы осуществить описанное размещение распылительных форсунок, угловое положение операций распыления может быть сдвинуто на 30°. Одним из способов добиться этого является сдвиг на 30° углового положения подачи корпусов банок в устройство. Например, устройство 100, показанное на фиг.1-4, принимает корпуса 10 банок в положении 0° (положении 12 часов). Однако, из-за сдвига операции нанесения покрытия на 30° угловое положение 0° исключается (шаговый механизм не приостанавливается в этом положении). Линейный спускной желоб 232 может быть смещен в направлении против часовой стрелки или по часовой стрелке, как показано на фиг.13. Таким образом, желоб 232 мог бы быть совмещен либо с положением 11 часов (30°), либо с положением 1 часа (330°), и мог бы линейно подавать корпуса банок в шаговый механизм в одном из указанных положений.
Загрузку корпусов 10 банок можно производить при конструкции, подобной фиг.1-4. В данном случае, когда луч 236 отклоняется на несколько градусов левее (против часовой стрелки) положения 12 часов (0°), дно корпуса 10 банки притягивается к вакуумному патрону 244. Корпус 10 банки протягивается вдоль ответвления желоба 232. Ответвление образовано угловым участком 284, который по форме и размеру приспособлен к проводке и поддержанию корпуса 10 банки, пока шаговый механизм 208 не дойдет до положения покоя на 11 часах (до положения 30°).
При работе устройства корпуса 10 банок на шаговом механизме 208, вращающемся против часовой стрелки, дискретно фиксируются с шагом 30° или 60°. Время покоя устанавливают для каждого дискретного углового положения. Время покоя можно изменять, как требуется, устанавливая любую заданную продолжительность через контроллер 228. Серводвигателям 280а,b задается программа для перемещения распылительных форсунок 276а,b во время, когда шаговый механизм находится в покое. Этот промежуток времени покоя обычно ограничен скоростью, с которой распылительные форсунки 276а,b могут совершить цикл нанесения покрытия. Может быть добавлено некоторое время, связанное с перемещением распылительных форсунок 276а,b. Однако, это не зависит от природы корпуса 10 банки, который подлежит покрытию. Ориентировочное время покоя составляет менее 200 мс, предпочтительно 50-150 мс, а оптимально 80-120 мс, или же оно может принимать любое значение, или находиться в любом интервале или сочетании интервалов значений.
Кроме того, поскольку распылительные форсунки 276а,b находятся на соседних позициях, данная конструкция может быть использована для обработки двух корпусов 10 банок одновременно. Это выгодно, особенно в случае обработки корпусов банок, выполненных в форме, напоминающей бутылку. В случае распыления материала покрытия в корпуса банок бутылочной формы, производительность обычно очень низкая (150 банок/мин). Устройство 200 можно запрограммировать на одновременную обработку двух банок, и таким образом увеличить производительность до 300 банок/мин.
Следует понимать, что устройство 200 является программируемым, и в одном и том же устройстве 200 могут быть получены любые требуемые значения времени покоя без необходимости механических изменений в устройстве, которые потребовалось бы производить в существующих известных устройствах, оснащенных кулачковыми механизмами для управления временем покоя, дискретным перемещением корпусов 10 банок и перемещением распылительных форсунок. Таким образом, движение системы подачи материала покрытия относительно движения средств пошагового перемещения можно выборочно задавать и выполнять автоматически, от управляющего сигнала, поступающего от внешнего программируемого контроллера 228 к одному или более подающим серводвигателям 280а,b. Более того, внешний программируемый контроллер 228 можно использовать для выборочного задания скорости перемещения распылительных форсунок 276а,b, а также величины хода распылительных форсунок 276а,b.
В рассматриваемом варианте осуществления контроллер 228 выполнен с возможностью синхронизации движения шагового механизма 208 и распылительных форсунок 276а,b, т.е. перемещения распылительных форсунок в то время, когда шаговый механизм находится в состоянии покоя.
Другой вариант осуществления настоящего изобретения представлен на фиг.14-15. На данных чертежах показано устройство 300 для нанесения покрытий. Позиционные номера, использованные на фиг.14-15, находятся в интервале от 300 до 399. Каждый элемент, описанный согласно фиг.14-15, подобен соответствующему элементу устройства 100, показанного на фиг.1-4. Для ясности последние две цифры позиционных обозначений устройства фиг.14-15 идентичны последним двум цифрам позиционных обозначений устройства 100, представленного на фиг.1-4. Ниже рассматриваются только отличия между устройствами.
Устройство 300 содержит три распылительные форсунки 376а,b,с. Первая распылительная форсунка 376а выполнена с возможностью перемещения относительно корпусов 10 банок. Вторая и третья распылительные форсунки 376b,с неподвижны подобно неподвижным распылительным форсункам устройства, показанного на фиг.1-4.
Первая распылительная форсунка связана (не показано) с подающим серводвигателем 380а. Данная первая распылительная форсунка выполнена с возможностью перемещения идентично распылительным форсункам 276а,b устройства 200 фиг.8-12. В представленном варианте осуществления первая распылительная форсунка установлена на угле 90° (в положении 9 часов).
Неподвижные распылительные форсунки 376b,с установлены на углах 150° и 210° дискретных положений шагового механизма 308 (в положениях 7 часов и 5 часов по часовой шкале). Распылительные форсунки 376b,с расположены в общей горизонтальной плоскости аналогично распылительным форсункам 276а,b варианта осуществления фиг.8-11.
И снова, для осуществления указанного расположения распылительных форсунок угловое дискретное положение операций нанесения покрытия может быть сдвинуто на 30°. Аналогично варианту осуществления фиг.8-9 это получается за счет смещения положения подачи банок на 30°. По-другому, это можно реализовать согласно вариантам осуществления, представленным на фиг.8-12.
При работе устройства 300, обрабатываемые в нем корпуса 10 банок на шаговом механизме 308, вращающемся против часовой стрелки, дискретно фиксируются с шагом 30° или 60°. Время покоя устанавливают для каждого дискретного углового положения. Время покоя можно изменять, как требуется, устанавливая любую заданную продолжительность через контроллер 328. Серводвигателю 380а задается программа для перемещения распылительной форсунки во время, когда шаговый механизм находится в покое. Это время покоя обычно ограничено скоростью, с которой распылительная форсунка может совершить цикл нанесения покрытия, при этом цикл работы подвижной распылительной форсунки требует большего времени покоя шагового механизма, чем цикл неподвижных распылительных форсунок 376b,с. Из этого следует, что ориентировочное время покоя составляет менее 200 мс, предпочтительно от 50 мс до 150 мс, а оптимально 80-120 мс, или же оно может принимать любое значение, или находиться в любом интервале или сочетании интервалов значений.
Следует понимать, что устройство 300 является программируемым, и в одном и том же устройстве 300 могут быть получены любые требуемые значения времен покоя, без необходимости механических изменений в устройстве, которые потребовалось бы производить в существующих известных устройствах, оснащенных кулачковыми механизмами для управления временем покоя, дискретным перемещением корпусов 10 банок и перемещением распылительной форсунки.
Еще один вариант осуществления изобретения представлен на фиг.16-17. На данных чертежах показано устройство 400 для нанесения покрытий. Позиционные номера, использованные на фиг.16-17, находятся в интервале от 400 до 499. Каждый элемент, описанный в связи с устройством 400 согласно фиг.16-17, подобен соответствующему элементу устройства 100, показанного на фиг.1-4. Для ясности последние две цифры позиционных обозначений устройства фиг.16-17 идентичны последним двум цифрам позиционных обозначений устройства 100, представленного на фиг.1-4. Ниже рассматриваются только отличия между устройствами.
Устройство 400 содержит три распылительные форсунки. Первая и вторая распылительные форсунки (не показаны) выполнены с возможностью перемещения относительно корпусов 10 банок. Третья распылительная форсунка 476с является неподвижной аналогично неподвижным распылительным форсункам 176а,b и 376b,с устройств фиг.1-4 и 14-15.
Первая распылительная форсунка связана с подающим серводвигателем 480а. Данная первая распылительная форсунка выполнена с возможностью перемещения идентично распылительным форсункам 276а,b устройства 200 фиг.8-12, хотя установлена в ином положении. В представленном варианте осуществления первая распылительная форсунка установлена на угле 90°, т.е. в положении 9 часов.
Вторая распылительная форсунка аналогичным образом связана с подающим серводвигателем 480b. Данная вторая распылительная форсунка выполнена с возможностью перемещения идентично первой распылительной форсунке, хотя установлена в ином положении. В представленном варианте осуществления вторая распылительная форсунка отстоит на 60° от первой распылительной форсунки. Соответственно, вторая распылительная форсунка установлена на угле 150°, т.е. в положении 7 часов. Таким образом, первая и вторая распылительные форсунки находятся в разных горизонтальных плоскостях, причем первая распылительная форсунка располагается по вертикали выше второй распылительной форсунки. Другими словами, высота расположения первой распылительной форсунки больше высоты расположения второй распылительной форсунки.
Неподвижная распылительная форсунка 476с расположена на угле 210° дискретного положения шагового механизма 408 (в положении 4 часов по часовой шкале). То есть неподвижная распылительная форсунка 476с расположена в одной горизонтальной плоскости со второй распылительной форсункой.
И снова, для осуществления указанного расположения распылительных форсунок угловое дискретное положение операций нанесения покрытия может быть сдвинуто на 30°. Аналогично варианту осуществления фиг.13 это получается за счет смещения положения подачи банок на 30°. По другому, это можно реализовать согласно вариантам осуществления, представленным на фиг.8-12 и 14-15.
При работе устройства 400 обрабатываемые в нем корпуса 10 банок на шаговом механизме 408, вращающемся против часовой стрелки, дискретно фиксируются с шагом 30° или 60°. Время покоя устанавливают для каждого дискретного углового положения. Время покоя можно изменять, как требуется, устанавливая любую заданную продолжительность через контроллер 428. Серводвигателям 480а,b задается программа для перемещения распылительных форсунок в то время, когда шаговый механизм находится в покое. Этот промежуток времени покоя обычно ограничен скоростью, с которой распылительные форсунки могут совершить цикл нанесения покрытия, при этом цикл работы подвижных распылительных форсунок требует большего времени покоя шагового механизма, чем цикл неподвижной распылительной форсунки 476с. Из этого следует, что ориентировочное время покоя составляет менее 200 мс, предпочтительно 50 - 150 мс, а оптимально 80-120 мс, или же оно может принимать любое значение, или находиться в любом интервале или сочетании интервалов значений.
Следует понимать, что устройство 400 является программируемым, и в одном и том же устройстве 400 могут быть получены любые требуемые значения времени покоя, без необходимости механических изменений в устройстве, которые потребовалось бы производить в существующих известных устройствах, оснащенных кулачковыми механизмами для управления временем покоя, дискретным перемещением корпусов 10 банок и перемещением распылительной форсунки.
Одно из основных отличий вариантов конструкций, раскрываемых в настоящем изобретении, от существующих конструкций устройств состоит в том, что в вариантах конструкций настоящего изобретения используется согласование действий по времени, определяющее когда включать распылительные форсунки и когда выключать. В программируемые контроллеры заложены программы управления подающими сервоприводами, при этом контроллеры дают команды на перемещение, остановку и выполнение других задач, чтобы производить распыление материала покрытия в средней и донной части корпусов банок. Это отличается от способа использования распылительной форсунки, при котором во время своей работы, включаясь и выключаясь, форсунка остается в определенном положении.
Варианты конструкций, представленные на фиг.8-12 и 14-15, содержат четыре серводвигателя, связанных с программируемым контроллером таким образом, что электроника согласует их работу во времени. Например, подающий сервопривод управляет перемещением распылительной форсунки, заставляя ее двигаться внутрь корпуса банки, останавливаться и двигаться в обратном направлении наружу.
Описанная система перемещения особенно полезна для обработки корпусов банок большого размера с длинными внутренними боковыми стенками. Такие банки очень популярны на рынке энергетических напитков, а также холодного чая и некоторых алкогольных напитков, когда вместимость банки, как правило, превышает типичные 340 г (355 мл) и может составлять от 454 г (473 мл) до 680 г (708 мл). Существующие распылительные устройства производят распыление материала внутрь корпуса банки из наружного положения, в то время как устройства, осуществляемые согласно настоящему изобретению, могут заходить внутрь корпуса банки, в объем, где будет находиться напиток.
На фиг.18 и 19 представлены два дополнительных варианта осуществления изобретения. На данных чертежах показаны устройства 500 и 600 для нанесения покрытий. Позиционные номера, использованные на фиг.18, находятся в интервале от 500 до 599. Позиционные номера, использованные на фиг.19, находятся в интервале от 600 до 699. Каждый элемент, описанный в связи с данными устройствами, подобен соответствующему элементу устройства 100, показанного на фиг.1-4. Для ясности последние две цифры позиционных обозначений устройств фиг.18 и 19 идентичны последним двум цифрам позиционных обозначений устройства 100, представленного на фиг.1-4. Ниже рассматриваются только отличия между устройствами.
Вариант осуществления, приведенный на фиг.18, содержит четыре распылительные форсунки 576a,b,c,d, которые в предпочтительном случае являются неподвижными, хотя могут быть и перемещаемыми, и установлены в положениях 10 часов, 8 часов, 6 часов и 4 часов (60°, 120°, 180° и 210°) шестилучевого шагового механизма. Данная система, в частности, адаптирована для нанесения покрытий на длинные корпуса банок, которые меньше в диаметре, чем типичные корпуса банок для напитков, существующие в настоящее время на рынке.
В другой конструкции, показанной на фиг.19, распылительные форсунки 676a,b,c,d предпочтительно являются неподвижными, хотя могут быть и перемещаемыми, и установлены в положениях 120°, 150°, 180° и 210° (в положении 8 часов, 7 часов, 6 часов и 5 часов) двенадцатилучевого шагового механизма. Подобно фиг.18, данная система, в частности, адаптирована к нанесению покрытий на длинные корпуса банок, которые меньше в диаметре, чем типичные корпуса банок для напитков, существующие в настоящее время на рынке. Дополнительное преимущество устройства 600 фиг.19 состоит в том, что в нем одновременно можно производить обработку (распыление/нанесение покрытия) четырех корпусов 10 банок, используя цикл или интервал 120° (4 часа).
Согласно другой конструкции, представленной на фиг.20-21, для загрузки в шаговый механизм 608 корпусов 10 банок могут быть использованы четыре места 604a,b,c,d подачи. В данном случае четыре места 604a,b,c,d подачи, которые могут быть использованы для загрузки корпусов банок, находятся, например, на углах 300°, 330°, 0° и 30° (2 часа, 1 час, 12 часов и 11 часов). Тогда неподвижные распылительные форсунки 676a,b,c,d могут быть размещены на углах 60°, 90°, 120° и 150° (10 часов, 9 часов, 8 часов и 7 часов). Отдельный передающий механизм может быть расположен на углах 180, 210, 240 и 270 (в положениях 6 часов, 5 часов, 4 часов и 3 часов).
На фиг.22 настоящее изобретение представлено в еще одном аспекте. На данном чертеже показано устройство 700 для нанесения покрытий. Позиционные номера, использованные на фиг.22, находятся в интервале от 700 до 799. Каждый элемент, описанный в связи с данным устройством, подобен соответствующему элементу устройства 100, показанного на фиг.1-4. Для ясности последние две цифры позиционных обозначений устройства фиг.22 идентичны последним двум цифрам позиционных обозначений устройства 100, представленного на фиг.1-4. Ниже рассматриваются только отличия между устройствами. Однако, изобретение в данном своем аспекте может быть осуществлено совместно с любым другим из описанных ранее вариантов конструкций.
Согласно данному аспекту изобретения распылительная форсунка 776а взаимодействует с передающей турелью 716. Распылительная форсунка 776а предпочтительно является неподвижной форсункой, хотя, как вариант, она также может быть и перемещаемой. Распылительная форсунка 776а доставляет материал покрытия на придонный участок стенки корпуса 10 банки как раз перед его выходом из устройства 700.
Один или более из раскрытых в данном описании вариантов осуществления изобретения могут быть использованы для реализации способа обработки корпусов банок, сильно различающихся по форме, без перестройки кулачкового механизма, который используется для задания времени покоя и скорости движения шагового механизма, и без переустановки распылительных форсунок в устройстве для нанесения покрытия. Соответственно, данное множество корпусов банок может включать в себя первое подмножество корпусов, требующее первого набора параметров обработки, которые определяются, например, размером и формой корпуса банки, требуемым временем покоя, требуемым объемом наносимого материала и т.п., и второе подмножество корпусов, требующее второго набора параметров обработки, отличающегося от первого набора параметров. Внешний программируемый контроллер выдает первый набор сигналов в первый элемент устройства для нанесения покрытия, например, в шаговый механизм, управляя по меньшей мере первым промежутком времени покоя, в течение которого каждый корпус из первого подмножества корпусов банок получает некоторый объем распыленного материала от указанного устройства для нанесения покрытия. Контроллер выполнен также с возможностью подачи второго набора сигналов во второй элемент устройства для нанесения покрытия. Второй набор сигналов управляет уже не первым промежутком времени покоя, а каким-то другим параметром обработки.
Применяемые в данном описании термины «первый», «второй», «третий» и т.п. используются только в целях иллюстрации и никаким образом не ограничивают рассматриваемые варианты осуществления изобретения. Кроме того, термин «множество» в том смысле, как он используется в описании, обозначает любое число большее единицы, как требуется - раздельно или комплексно, вплоть до бесконечно большого числа. Термины «соединенный», «прикрепленный» и/или «связанный» подразумевают сопряжение двух элементов с целью образования единого узла, при этом между соединенными, прикрепленными и связанными элементами может находиться любое число элементов, устройств, крепежных деталей и т.п., если не оговорено иное путем использования термина «напрямую» и/или указано посредством чертежа.
Хотя настоящее изобретение было описано на конкретных примерах предпочтительных вариантов, для специалистов в данной области будет понятно, что в форму и детали осуществления изобретения могут быть внесены различные изменения, не выходящие за границы идеи и объема изобретения, и лишь ограниченные прилагаемой формулой изобретения.
ПРИЛОЖЕНИЕ
В вышеприведенном описании рассмотрено:
1. Устройство для нанесения материала покрытия на внутренние поверхности множества корпусов банок, содержащее:
средства пошагового перемещения для последовательной постановки каждого корпуса банки из указанного множества корпусов во множество дискретных угловых положений;
систему подачи материала покрытия, сопряженную с одним угловым положением из указанного множества угловых положений;
средства, обеспечивающие автоматическое перемещение указанной системы подачи материала покрытия относительно средств пошагового перемещения, при этом имеется возможность выборочного уменьшения расстояния между средствами пошагового перемещения и системой подачи материала покрытия.
2. Устройство по п.1 приложения, отличающееся тем, что указанные средства, обеспечивающие автоматическое поперечное относительное перемещение, содержат первый серводвигатель, функционально связанный с указанной системой подачи материала покрытия.
3. Устройство по п.2 приложения, отличающееся тем, что первый серводвигатель выполнен с возможностью обеспечения по существу линейного перемещения указанной системы подачи материала покрытия.
4. Устройство по п.3 приложения, отличающееся тем, что также содержит внешний программируемый контроллер, связанный с указанным первым серводвигателем.
5. Устройство по п.4 приложения, отличающееся тем, что внешний программируемый контроллер выполнен с возможностью подачи сигнала на первый серводвигатель и управления скоростью и величиной перемещения системы подачи материала покрытия в ответ на указанный сигнал.
6. Устройство по п.5 приложения, отличающееся тем, что кроме того содержит второй серводвигатель, функционально связанный с указанными средствами пошагового перемещения с целью задания скорости шагового перемещения и промежутка времени покоя, когда средства пошагового перемещения приостанавливаются в каждом из указанных дискретных угловых положений.
7. Устройство по п.6 приложения, отличающееся тем, что внешний программируемый контроллер связан со вторым серводвигателем, при этом внешний программируемый контроллер выполнен с возможностью подачи сигнала на указанный второй серводвигатель и управления скоростью шагового перемещения и временем покоя.
8. Устройство по п.7 приложения, отличающееся тем, что первый серводвигатель выполнен с возможностью в промежутке времени покоя вызывать движение системы подачи материала покрытия в направлении средств пошагового перемещения.
9. Устройство для нанесения материала покрытия распылением на внутренние поверхности множества корпусов банок, содержащее:
поворотные средства пошагового перемещения, содержащие множество равноотстоящих друг от друга дискретных угловых положений, расположенных на окружности указанных поворотных средств пошагового перемещения;
первую автоматически перемещаемую систему подачи материала покрытия, сопряженную с первым угловым положением из указанных равноотстоящих друг от друга угловых положений; и
вторую автоматически перемещаемую систему подачи материала покрытия, сопряженную со вторым угловым положением из указанных равноотстоящих друг от друга угловых положений.
10. Устройство по п.9 приложения, отличающееся тем, что указанные первое угловое положение и второе угловое положение лежат в одной горизонтальной плоскости.
11. Устройство по п.9 или 10 приложения, отличающееся тем, что также включает в себя питатель, содержащий спускной желоб для последовательной подачи множества корпусов банок к указанным средствам пошагового перемещения.
12. Устройство по п.11 приложения, отличающееся тем, что указанный желоб выполнен с возможностью подачи корпусов банок к средствам пошагового перемещения в третьем угловом положении, при этом третье угловое положение смещено от 12-часового положения указанных средств пошагового перемещения.
13. Устройство по п.9 приложения, отличающееся тем, что указанные первое и второе угловые положения сдвинуты друг относительно друга в горизонтальном направлении.
14. Устройство по любому из п.п.9-13 приложения, отличающееся тем, что кроме того содержит неподвижную систему подачи жидкого материала покрытия.
15. Устройство для нанесения материала покрытия на внутренние поверхности множества корпусов банок, содержащее:
раму;
питатель, поддерживаемый указанной рамой, и содержащий спускной желоб для последовательной подачи множества корпусов банок в устройство;
поворотный шаговый механизм, содержащий множество лучей, радиально отходящих наружу от ступицы, причем каждый луч заканчивается вакуумным патроном, а каждый вакуумный патрон имеет жидкостное соединение с источником отрицательного давления для фиксации на вакуумном патроне одного корпуса из множества корпусов банок, последовательно принимаемых из указанного желоба;
первый серводвигатель, функционально связанный с поворотным шаговым механизмом и выполненный с возможностью управления скоростью вращения шагового механизма и промежутком времени его покоя, когда вращение шагового механизма прерывается на заданный промежуток времени;
первую распылительную форсунку для подачи первого объема жидкого материала покрытия к внутренней поверхности каждого корпуса из множества корпусов банок;
второй серводвигатель, функционально связанный с первой распылительной форсункой и выполненный с возможностью управления движением первой распылительной форсунки относительно внутренней поверхности каждого корпуса из множества корпусов банок; и
внешний контроллер, связанный со вторым серводвигателем для синхронизации перемещения первой распылительной форсунки в промежутке времени покоя с целью уменьшения расстояния между первой распылительной форсункой и поворотным шаговым механизмом.
16. Устройство по п.15 приложения, отличающееся тем, что далее содержит вторую распылительную форсунку для подачи второго объема жидкого материала покрытия к внутренней поверхности каждого корпуса из множества корпусов банок.
17. Устройство по п.16 приложения, отличающееся тем, что кроме того содержит третий серводвигатель, функционально связанный со второй распылительной форсункой и выполненный с возможностью управления перемещением указанной второй распылительной форсунки относительно внутренней поверхности каждого корпуса из множества корпусов банок.
18. Устройство по п.17 приложения, отличающееся тем, что внешний контроллер выполнен с возможностью подачи сигнала на указанный третий серводвигатель.
19. Способ нанесения материала покрытия распылением на внутренние поверхности множества корпусов банок, содержащий этапы, при которых:
предусматривают средства пошагового перемещения для последовательной передачи корпусов банок по установленному фиксированному пути;
предусматривают устройство для нанесения покрытия, выполненное с возможностью подачи жидкого материала покрытия к одному из множества корпусов банок;
связывают указанное устройство для нанесения покрытия с серводвигателем для обеспечения движения устройства для нанесения покрытия в направлении средств пошагового перемещения;
предусматривают программируемый контроллер, связанный с указанными средствами пошагового перемещения и серводвигателем, при этом программируемый контроллер выполняют с возможностью передачи первого сигнала в средства пошагового перемещения, причем первый сигнал осуществляет управление скоростью движения и промежутком времени покоя средств пошагового перемещения, а также второго сигнала в указанный серводвигатель для синхронизации перемещения устройства нанесения покрытия с промежутком времени покоя.
20. Способ обработки множества корпусов банок в одном устройстве для нанесения покрытий, приспособленном для нанесения жидкого материала покрытия на внутренние поверхности каждого корпуса банок, причем для первого подмножества корпусов из указанного множества корпусов банок требуется первый набор параметров обработки, а для второго подмножества корпусов из указанного множества корпусов банок требуется второй набор параметров обработки, отличающийся от первого набора параметров обработки - способ, содержащий этапы, при которых:
предусматривают внешний программируемый контроллер, связанный с указанным одним устройством для нанесения покрытий,
обеспечивают первый набор сигналов, поступающий от указанного внешнего программируемого контроллера к первому элементу устройства для нанесения покрытий, при этом первый набор сигналов осуществляет управление по меньшей мере первым промежутком времени покоя, в течение которого каждый корпус первого подмножества корпусов банок получает некоторый объем материала покрытия от указанного устройства для нанесения покрытий, и
обеспечивают второй набор сигналов, поступающий от указанного внешнего программируемого контроллера ко второму элементу устройства для нанесения покрытий, при этом второй набор сигналов осуществляет управление параметром обработки иным, нежели промежуток времени покоя.
21. Устройство для нанесения материала покрытия на внутренние поверхности множества корпусов банок, содержащее:
первую распылительную форсунку,
средства для перемещения корпуса банки и установки открытого торца корпуса вблизи первой распылительной форсунки,
вторую распылительную форсунку, и
средства для перемещения корпуса банки и установки закрытого торца корпуса вблизи второй распылительной форсунки.
22. Устройство по п.21 приложения в сочетании с любым из предшествующих пунктов приложения.
23. Устройство для нанесения материала покрытия на внутренние поверхности множества корпусов банок, содержащее:
средства нанесения жидкого материала покрытия,
средства для индивидуального перемещения одного корпуса из множества корпусов банок и установки вблизи средств нанесения жидкого материала покрытия, и
средства для уменьшения расстояния между средствами нанесения жидкого материала покрытия и средствами для индивидуального перемещения одного корпуса из множества корпусов банок.
24. Устройство по п.23 приложения в сочетании с любым из п.п.1-20 приложения.
25. Устройство для нанесения материала покрытия на внутренние поверхности множества корпусов банок, содержащее:
раму,
питатель, поддерживаемый указанной рамой, и содержащий спускной желоб для последовательной подачи корпусов банок в устройство,
поворотный шаговый механизм, содержащий множество вакуумных патронов, каждый из которых имеет жидкостную связь с источником отрицательного давления, для фиксации на вакуумном патроне множества корпусов банок, последовательно принимаемых из спускного желоба,
серводвигатель, функционально связанный с поворотным шаговым механизмом и выполненный с возможностью управления скоростью вращения поворотного шагового механизма, а также промежутком времени покоя, когда вращение шагового механизма прерывается на установленное время,
распылительную форсунку для подачи первого объема жидкого материала покрытия на внутреннюю поверхность каждого корпуса из множества корпусов банок в промежутке времени покоя, и
электронный контроллер, выполненный с возможностью формирования первого сигнала для синхронизации относительного движения распылительной форсунки и поворотного шагового механизма в указанном промежутке времени покоя.
26. Устройство по п.25 приложения в сочетании с любым из п.п.1-20 приложения.
Реферат
Изобретение относится к устройствам и способам для нанесения покрытий на изделия путем распыления и может быть использовано для нанесения покрытия на поверхности корпуса банки. Устройство для нанесения материала покрытия на внутреннюю поверхность множества корпусов банок содержит средства пошагового перемещения для последовательной постановки каждого корпуса банки из множества корпусов во множество дискретных угловых положений. Кроме того, устройство содержит систему подачи материала покрытия, сопряженную с одним угловым положением из множества угловых положений. Также устройство содержит первый серводвигатель, функционально связанный с системой подачи материала покрытия и выполненный с возможностью обеспечения линейного перемещения системы подачи материала. Линейное перемещение является горизонтальным и перпендикулярным плоскости, определяемой отверстием корпуса банки. Кроме того, обеспечена возможность выборочного уменьшения расстояния между средствами пошагового перемещения и системой подачи материала покрытия. Устройство также может содержать раму, питатель, поддерживаемой рамой и содержащий спускной желоб для последовательной подачи множества корпусов банок в устройство. Кроме того, устройство содержит поворотный шаговый механизм. содержащий множество лучей, радиально отходящих от ступицы. Каждый луч заканчивается вакуумным патроном. Каждый патрон имеет жидкостное соединение с источником отрицательного давления для фиксации на вакуумном патроне одного корпуса из множества корпусов банок, принимаемых из желоба. Устройство может содержать второй серводвигатель, функционально
Формула
средства пошагового перемещения для последовательной постановки каждого корпуса банки из указанного множества корпусов во множество дискретных угловых положений;
систему подачи материала покрытия, сопряженную с одним угловым положением из указанного множества угловых положений;
первый серводвигатель, функционально связанный с системой подачи материала покрытия и выполненный с возможностью обеспечения, по существу, линейного перемещения системы подачи материала, причем указанное, по существу, линейное перемещение является, по существу, горизонтальным и перпендикулярным плоскости, определяемой отверстием корпуса банки, при этом обеспечена возможность выборочного уменьшения расстояния между средствами пошагового перемещения и системой подачи материала покрытия.
поворотные средства пошагового перемещения, имеющие множество равноотстоящих друг от друга дискретных угловых положений, расположенных на окружности поворотных средств пошагового перемещения,
первую автоматически перемещаемую систему подачи материала покрытия, сопряженную с первым угловым положением из указанных равноотстоящих друг от друга угловых положений, и
вторую автоматически перемещаемую систему подачи материала покрытия, сопряженную со вторым угловым положением из указанных равноотстоящих друг от друга угловых положений, причем указанные первое и второе угловые положения сдвинуты относительно друг друга в горизонтальном направлении.
раму;
питатель, поддерживаемый указанной рамой и содержащий спускной желоб для последовательной подачи множества корпусов банок в устройство;
поворотный шаговый механизм, содержащий множество лучей, радиально отходящих наружу от ступицы, причем каждый луч заканчивается вакуумным патроном, а каждый вакуумный патрон имеет жидкостное соединение с источником отрицательного давления для фиксации на вакуумном патроне одного корпуса из множества корпусов банок, последовательно принимаемых из указанного желоба;
первый серводвигатель, функционально связанный с поворотным шаговым механизмом и выполненный с возможностью управления скоростью вращения указанного шагового механизма и промежутком времени его покоя, когда вращение шагового механизма прерывается на заданный промежуток времени;
первую распылительную форсунку для подачи первого объема жидкого материала покрытия к внутренней поверхности каждого корпуса из множества корпусов банок;
второй серводвигатель, функционально связанный с первой распылительной форсункой и выполненный с возможностью управления движением первой распылительной форсунки относительно внутренней поверхности каждого корпуса из множества корпусов банок; и
внешний контроллер, связанный со вторым серводвигателем и выполненный с возможностью подачи на второй серводвигатель первого сигнала для синхронизации перемещения первой распылительной форсунки в промежутке времени покоя с целью уменьшения расстояния между первой распылительной форсункой и поворотным шаговым механизмом.
обеспечивают средства пошагового перемещения для последовательной передачи множества корпусов банок по установленному фиксированному пути;
обеспечивают устройство для нанесения покрытия, выполненное с возможностью подачи жидкого материала покрытия к одному из множества корпусов банок;
связывают указанное устройство для нанесения покрытия с серводвигателем для обеспечения движения устройства для нанесения покрытия в направлении средств пошагового перемещения;
обеспечивают программируемый контроллер, связанный с указанными средствами пошагового перемещения и серводвигателем, при этом программируемый контроллер выполнен с возможностью передачи первого сигнала в средства пошагового перемещения, который осуществляет управление скоростью движения и промежутком времени покоя средств пошагового перемещения, а также второго сигнала в указанный серводвигатель для синхронизации перемещения устройства нанесения покрытия с промежутком времени покоя.
Комментарии