Машина клеевая-кромкозагибочная поворотная, работающая в прерывистом режиме и предназначенная для получения металлических крышек большого размера и разной формы - RU2559068C2
Код документа: RU2559068C2
Чертежи








Описание
Область техники
Настоящее изобретение относится к поворотной клеевой-кромкозагибочной машине, работающей в прерывистом (стартстопном) режиме движения и предназначенной для металлических крышек большого размера и разной формы, имеющих средний размер и некруглую геометрию, включая овальную, прямоугольную, квадратную и т.п.
Предлагаемая в изобретении машина предназначена для объединения в одном устройстве клеевых и кромкозагибочных операций и закрывает очень специфический сегмент рынка, относящийся к производству крышек среднего/большого формата. Для производителя крышек важно иметь устройство, в котором переход между разными размерами может быть сделан быстро и просто, принимая во внимание, что потребность в крышках большого размера значительно ниже, чем в других, более стандартных крышках.
Для того, чтобы сделать такое производство прибыльным, простои при смене формата должны быть максимально сокращены. Поэтому разработана простая, практичная машина с простым переходом между размерами. За счет объединения кромкозагибочного и клеевого блоков в одном устройстве экономия средств и пространства получается значительной.
Кроме того, посредством выполнения двух операций без удаления крышки из машины исключены потери времени на переход между машинами и необходимость в накоплении и укладке крышек для одной и другой операции.
Уровень техники
В настоящее время на рынке существуют различные типы машин, приспособленных для выполнения функций, для которых предназначается предлагаемая в изобретении машина, но эти действия производятся с низкой скоростью (40/50 крышек в минуту) и не объединены в одном блоке. До сих пор известна только одна машина, специально предназначенная для производства крышек малого формата, и которую практически невозможно приспособить для больших размеров. Поэтому мы не осведомлены о существовании на рынке клеевых-кромкозагибочных машин с некруглой геометрией, приспособленных для таких размеров крышек.
В связи с этим данное изобретение призвано заполнить пробел в удовлетворении потребностей производителей крышек.
Раскрытие изобретения
Для достижения поставленных целей и устранения недостатков, упомянутых в предыдущих разделах, в изобретении предлагается работающая в прерывистом режиме поворотная клеевая-кромкозагибочная машина, предназначенная для металлических крышек большого размера и разной формы, которая имеет призматическую геометрию и оборудована различными приводными средствами, обеспечивающими устройства, требуемые для отбортовки крышек и нанесения клея.
В своей верхней части она имеет служащую рабочим столом верхнюю платформу, в основном квадратной формы и снабженную в своем центре вращающимся в прерывистом режиме поворотным диском крепления крышек и по меньшей мере четырьмя подстанциями, выполненными с возможностью обработки свыше ста пятидесяти в минуту крышек размером до 300 мм по диагонали и более двухсот пятидесяти в минуту крышек с диагональю приблизительно 150 мм.
Количество подстанций будет зависеть от размера крышки, так, например, в качестве ориентира для крышек среднего размера машина будет иметь восемь подстанций, а для больших крышек - четыре. По периферии диска расположены со сдвигом между собой по углу на 90° четыре симметричные и взаимодействующие рабочие станции, выполняющие процесс, используя устройство подачи крышек, кромкозагибочное устройство, клеевое устройство и устройство удаления крышек из машины. Подстанции соответствуют радиальным выемкам или окнам в поворотном диске, в которые помещаются крышки для перемещения по кругу посредством упомянутого диска.
Для облегчения синхронизованного действия механизмов поворотный диск крепления крышек приводится в движение шаговым механизмом, сообщающим ему прерывистое перемещение, состоящее из непрерывных поворотов на 90°, 45°, 22,5° и т.д. (в зависимости от числа подстанций) для смещения крышки от одной станции к другой и остановки для выполнения конкретной операции: подачи, отбортовки, нанесения клея или удаления крышек из устройства по конвейеру. Время продвижения и время остановки на каждой подстанции составляют по 50%, то есть на каждой подстанции время, затрачиваемое на поворот на определенный угол, такое же, как время остановки для выполнения операций отбортовки, нанесения клея, подачи или удаления крышек из машины.
Четыре операционных устройства машины разнесены на 90° друг относительно друга по периферии диска крепления крышек. Порядок операций, выполняемых над крышками, следующий: подача, отбортовка, нанесение клея и транспортировка. В этом процессе крышка проходит общее угловое расстояние в 270° до удаления из машины. Каждый из различных процессов, производимых над крышкой, выполняется на отдельной рабочей станции.
За счет использования средств передачи синхронизованных перемещений поворотный диск крепления крышек вращается с остановками у четырех рабочих станций для одновременного выполнения различных операций над соответствующими крышками, размещенным согласно таким рабочим станциям, при этом по меньшей мере часть этих рабочих операций выполняется также средствами синхронизованной передачи с непрерывным движением.
Средства передачи синхронизованных перемещений базируются на элементе двигателя, передающем свое движение кулачковому валу, вращение которого передается шаговому механизму посредством цепи, сопряженной с нижним зубчатым колесом, соединенным с кулачковым валом, и верхним зубчатым колесом, соединенным с боковым валом шагового механизма, содержащего верхний вал, передающий движение поворотному диску крепления крышек.
Кромкозагибочное устройство отличается тем, что содержит корпус держателя матрицы как охватывающий элемент, обращенный к пуансону как к охватываемому элементу, попеременно движущемуся вверх и вниз во внутренней полости матрицы для формирования крышки штампованием, причем пуансон движется за счет соединения с кривошипно-шатунным механизмом, воспринимающим движение от кулачкового вала.
Кулачковый вал отличается тем, что имеет передний эксцентриковый прилив, с которым скреплено переднее подвижное соединение, сочлененное с резьбовой конечной частью резьбового штока, шарнирно соединенного на своем свободном конце с цилиндрической корпусной частью, скрепленной с основанием, единым с упомянутым пуансоном.
С другой стороны шарнирное соединение между резьбовым штоком и цилиндрической корпусной частью представляет собой шаровой шарнир.
Возвратно-поступательное вертикальное перемещение пуансона обеспечивается по меньшей мере двумя штангами, по которым направляется основание пуансона, и которые соединены одним из своих концов с верхней платформой, служащей рабочим столом.
Корпус держателя матрицы отличается тем, что выполнен с возможностью отведения, для чего соединен с поперечной осью, и в то же время имеет шток фиксации для закрепления в рабочем положении.
Средство фиксации для закрепления корпуса держателя матрицы содержит шток фиксации с крайней головной частью, введенной во внутреннее гнездо корпуса держателя матрицы, причем этот шток фиксации соединен с редуктором, снабженным рукояткой закрепления/освобождения.
Клеевое устройство отличается тем, что содержит копировальный механизм, определяемый по меньшей мере одной кареткой, включающей в нижней части инжектор резинового материала, соединенной с параллельными штангами, направляющими ее движение, и снабженной в своей верхней части по меньшей мере одним роликовым копиром, введенным в паз с замкнутым контуром, соответствующим траектории внешней канавки крышки, причем паз выполнен в неподвижной основной части копировального кулачка, расположенного над основным шкивом, включающим параллельные штанги и каретки.
Вращательное движение клеевого устройства передается от серводвигателя посредством основного зубчатого ремня, сопряженного с идущими по периметру зубцами основного шкива и малых шкивов, соединенных с боковыми валами.
Другое отличие изобретения состоит в том, что основной шкив вращает основной вал, сопряженный в своей верхней части с действующим без трения вращения звеном, содержащим резервуар для резинового материала в жидком состоянии и соединенным с распределителем, объединенным с форсунками, включающими инжекторы и независимо снабжаемыми жидкой резиной и воздухом.
Кулачковый паз отличается тем, что содержит эксцентриковый канал, включающий три кулачковых профиля: верхний профиль, действующий как кулачок, промежуточный профиль, выполняющий функцию контр-кулачка, и нижний профиль, также действующий как кулачок, при этом эксцентриковый канал добавлен тремя роликами копира, так что верхний и нижний ролики упираются во внутренние поверхности верхнего и нижнего кулачковых профилей, в то время как промежуточный ролик входит в контакт с наружной поверхностью промежуточного кулачкового профиля.
Клеевое устройство в сборе перемещается вверх посредством заднего подъемного узла, содержащего линейный привод для протягивания клеевого устройства, соединенного с вертикальными направляющими.
Должно быть понятно, что инжекторы резинового материала и роликовые копиры размещены в одном и том же направлении по вертикали.
Устройство удаления крышек включает толкатель с вертикальным возвратно-поступательным движением, перемещающий крышку вверх из ее положения в радиальной выемке или окне поворотного диска, а также включает ленту магнитного конвейера, сопряженную со шкивами, для удаления крышки из машины, когда ее обработка завершена.
Возвратно-поступательное движение толкателя обеспечивается кривошипно-шатунным механизмом, приводимым в действие кулачковым валом.
Упомянутый кривошипно-шатунный механизм, создающий возвратно-поступательное перемещение толкателя, определяется от внешнего эксцентрикового прилива, с которым шарнирно сочленено нижнее поворотное соединение, скрепленное с валом, соединенным в свою очередь на своем свободном конце с другим подвижным соединением, скрепленным с толкателем, направляемым вертикальными штангами.
Устройство подачи отличается тем, что включает стойку в качестве бункера для подачи крышек, расположенных друг над другом и обращенных к соответствующему радиальному окну поворотного диска, основание этой стойки, содержащее в качестве дна и держателя для крышек верхние опоры и нижние опоры, установленные в разных плоскостях и соединенные с приводными узлами, приведение в действие которых вызывает противонаправленное и одновременное линейное смещение верхних опор по отношению нижних опор и наоборот.
Машина также содержит передний подъемный узел, вертикально перемещающий по двум направляющим устройство подачи крышек в сборе под действием линейного привода.
Машина также содержит под поворотным столом крепления крышек группу магнитов, радиально расположенных внутри камер и предназначенных для фиксации крышек.
Далее для облегчения и лучшего понимания приведенного описания и как составная часть его приведены чертежи, на которых отражена сущность изобретения, данная в порядке иллюстрации, а не для ограничения объема изобретения.
Краткое описание чертежей
Далее изобретение рассмотрено более подробно со ссылкой на прилагаемые чертежи, на которых показано:
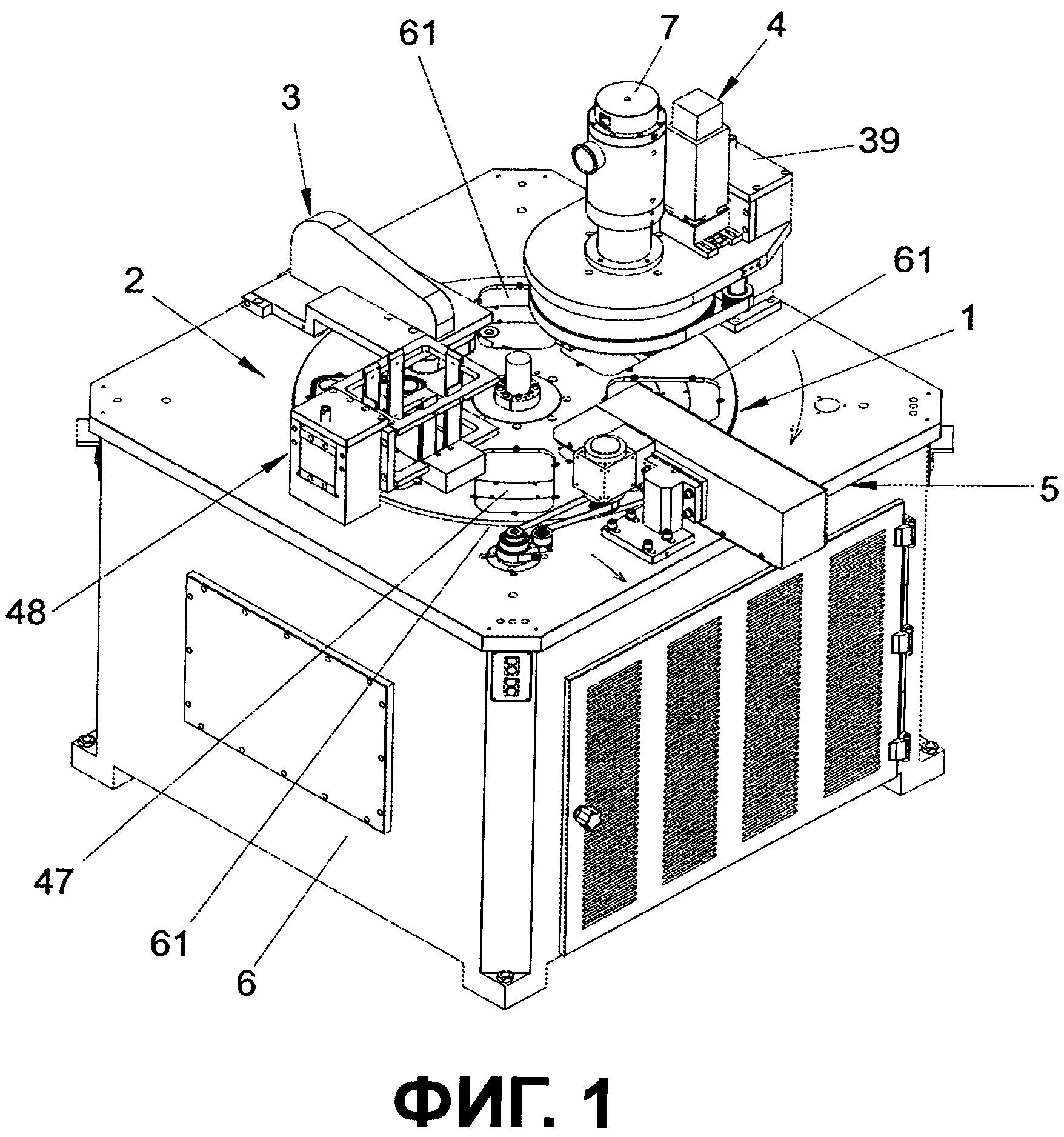
на фиг. 1 - вид в перспективе предлагаемой в изобретении работающей в прерывистом режиме поворотной клеевой-кромкозагибочной машины, предназначенной для металлических крышек большого размера. Показаны четыре операционных станции, а также основание и поворотный диск крепления крышек. Можно видеть также направление вращения поворотного диска крепления крышек и линейного перемещения устройства удаления крышек;
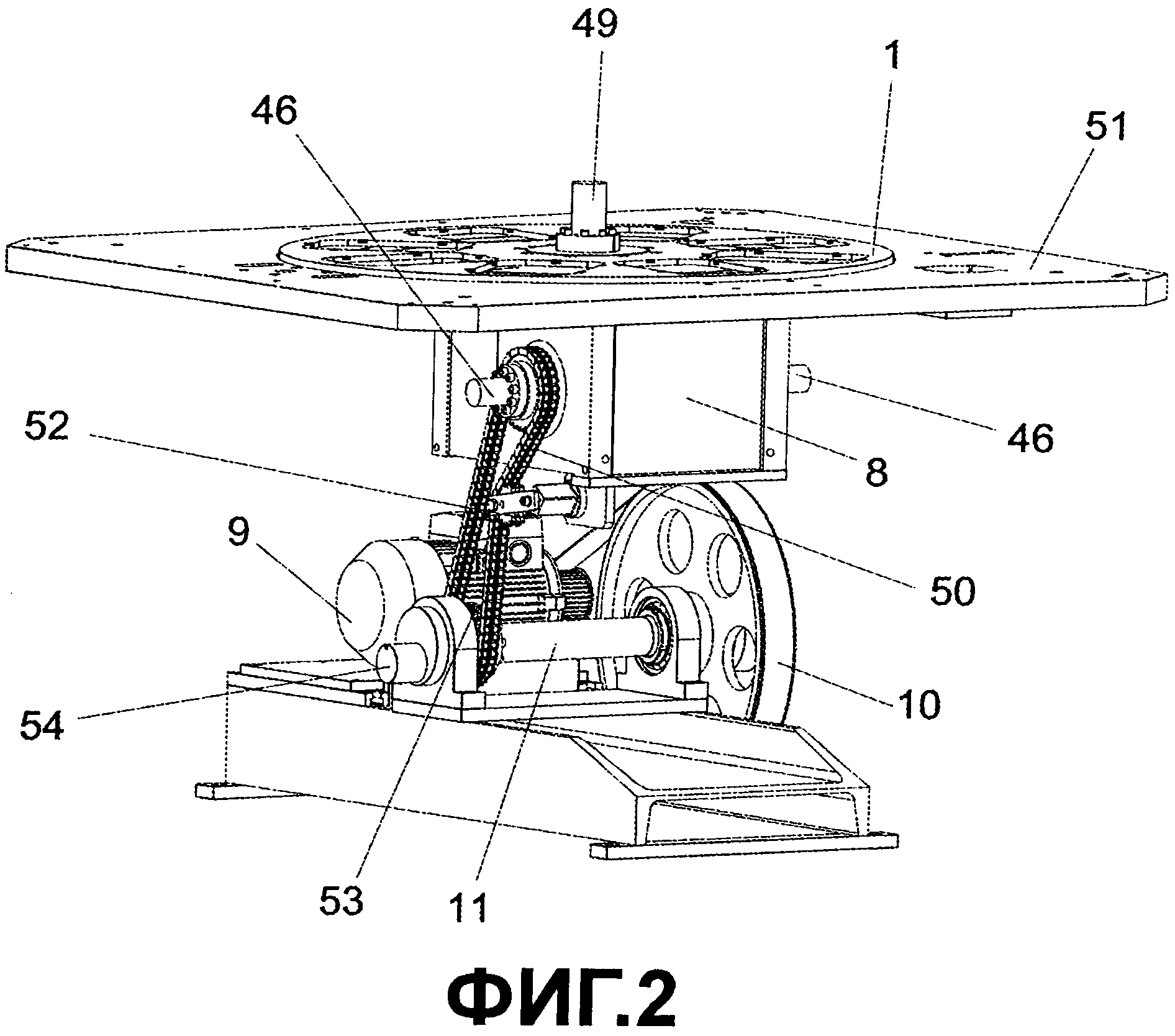
на фиг. 2 - вид в перспективе различных механических передач машины и в особенности цепной передачи, обеспечивающей через шаговый механизм движение поворотного диска крепления крышек;
на фиг. 2а - вид сбоку в сечении различных механических передач машины и, в частности, соединения поворотного диска крепления крышек с валом шагового механизма;
на фигурах 3а, 3б и 3в - в сечении процесс подачи и распределения крышек в устройстве подачи, причем можно видеть три стадии, на которых крышка может отделяться для дальнейшей выдачи в машину. Для большей ясности представлена также внутренняя часть устройства подачи;
на фиг. 4 - вид сбоку в сечении кромкозагибочной станции и кулачкового вала, сообщающего ей движение. Показано размещение всех наиболее значимых элементов;
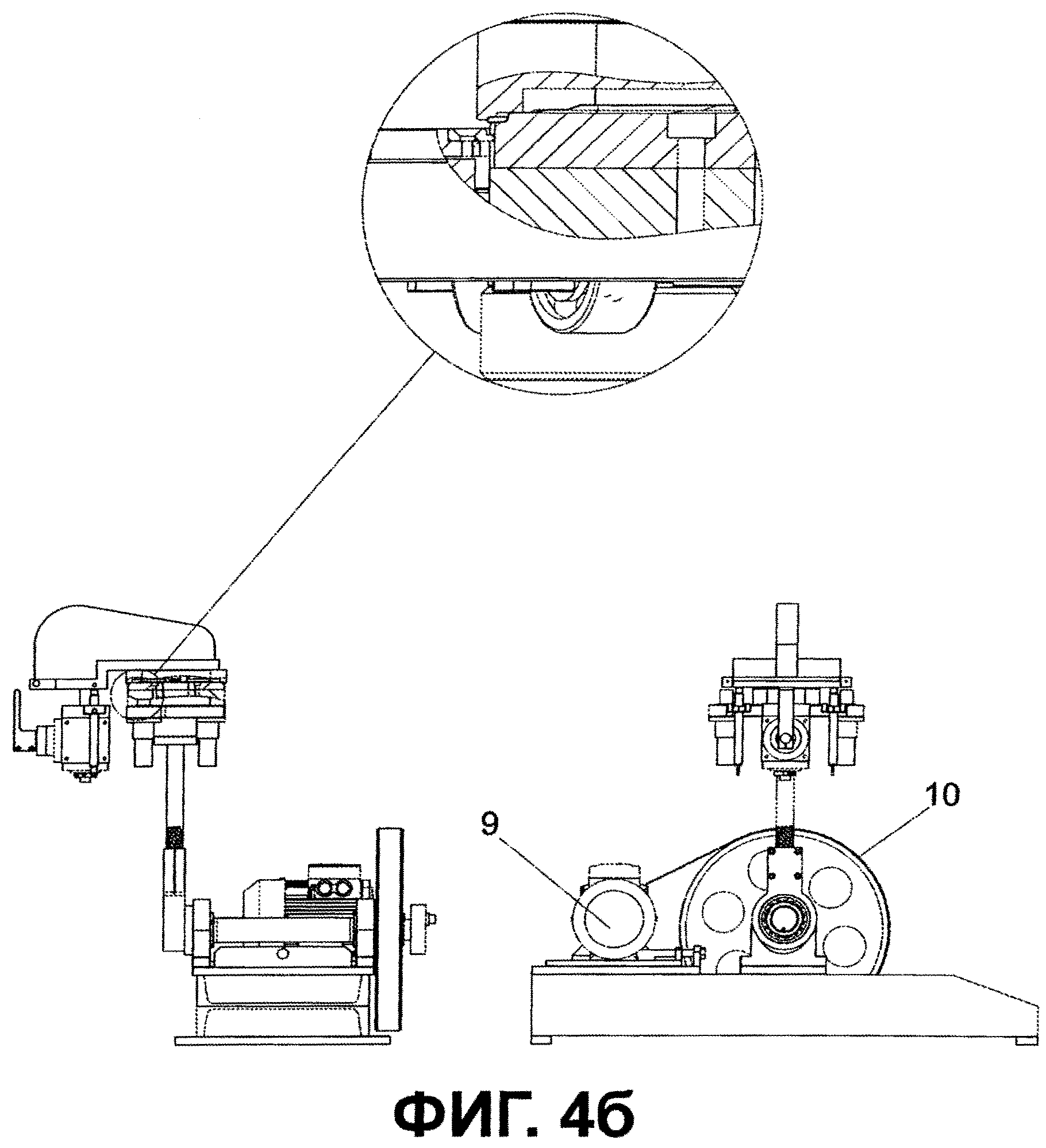
на фигурах 4а и 4б - изображение части процесса отбортовки крышки в две стадии, на которых можно видеть различные перемещения механизма, выполняющего штампование, до и после отбортовки. Включено также детальное изображение области пуансона, на котором представлены наиболее важные элементы, такие как матрица как охватывающий элемент, крышка и пуансон как охватываемый элемент;
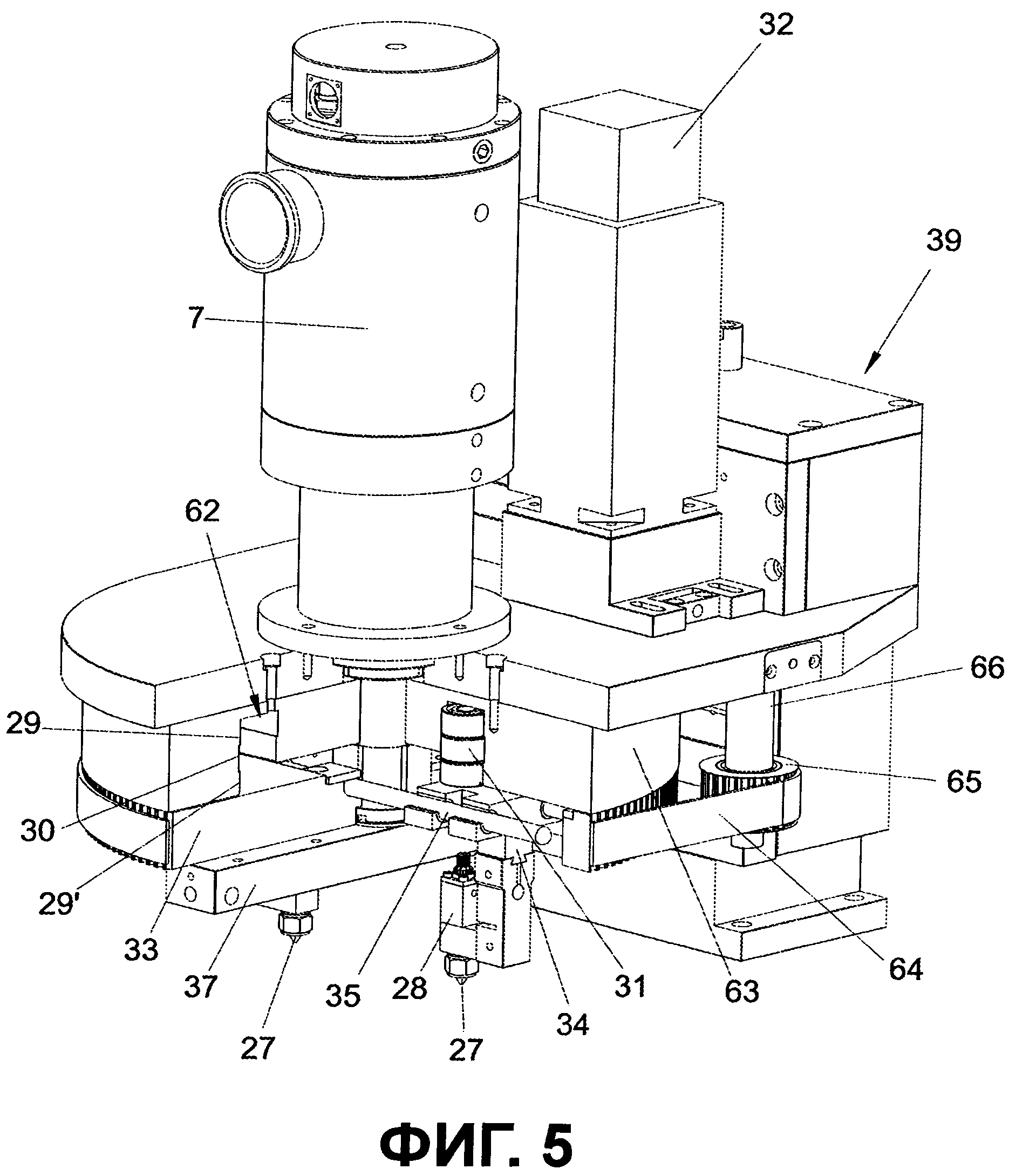
на фиг. 5 - вид в перспективе клеевого устройства с частичным сечением. Можно видеть наиболее ответственный узел данного устройства, выполняющий копирование крышки;
на фиг. 6 - вид в поперечном сечении клеевого устройства со всеми наиболее важными элементами и более отчетливо его детализация, отображающая копировальную систему с кулачком-контркулачком-кулачком и три роликовых копира, сопряженных с эксцентриковым пазом;
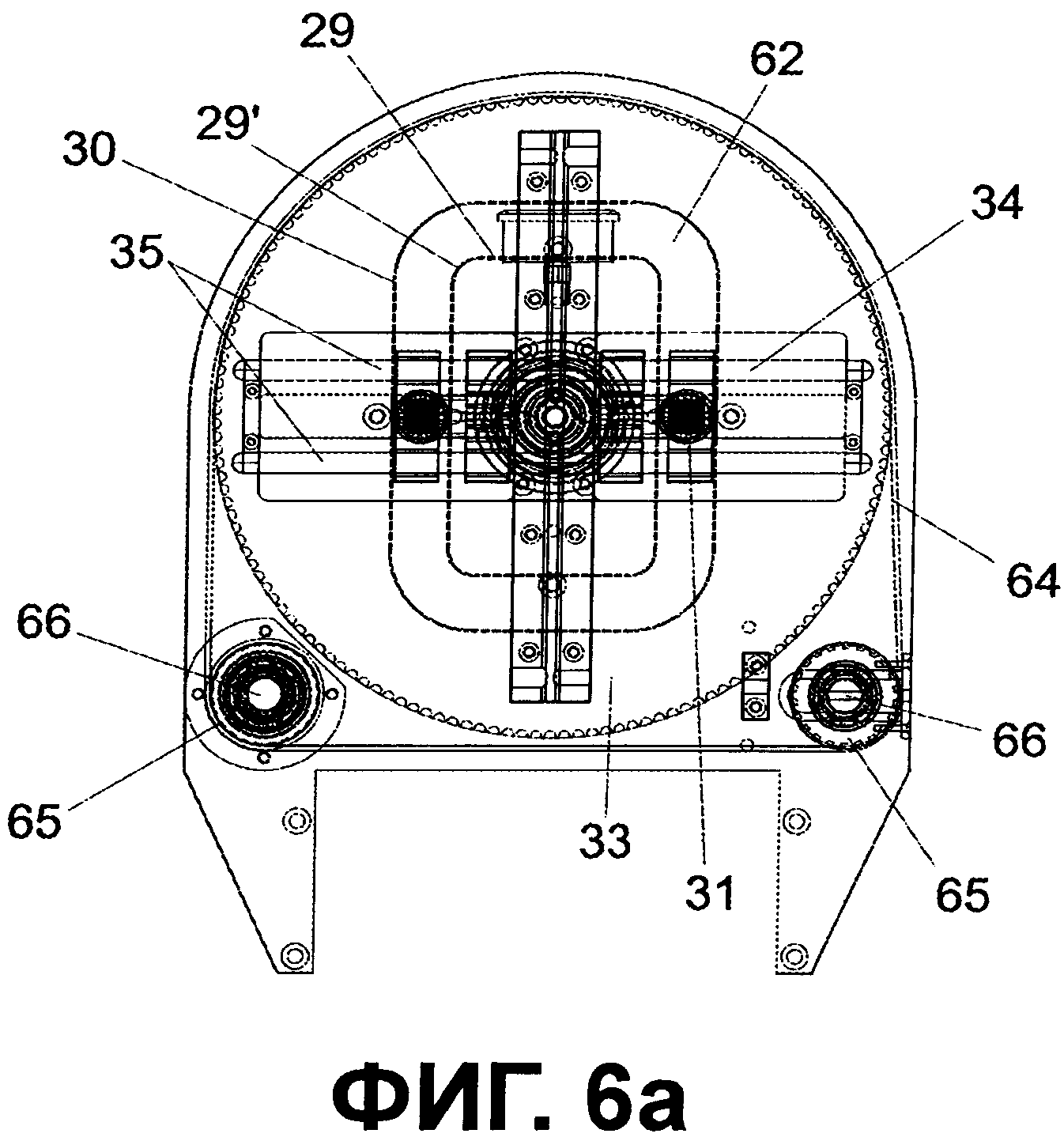
на фигурах 6а, 6б и 6в - соответствующий вид в плане, на котором можно видеть процесс копирования крышки в три стадии, на которых отражены разные положения копира и форсунки вдоль кулачкового профиля, занимаемые ими при повороте шкива на некоторый угол;
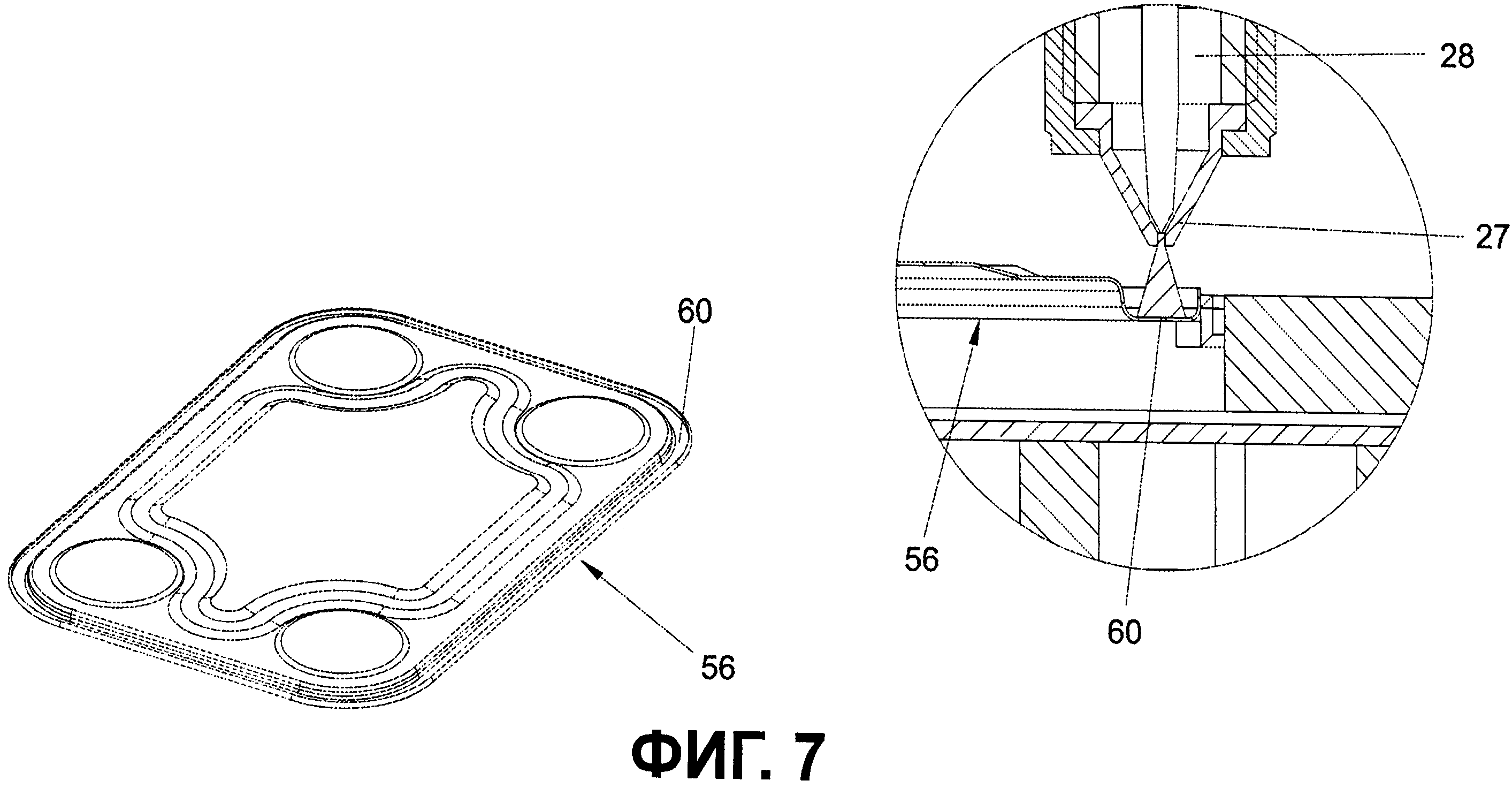
на фиг. 7 - процесс нанесения клея в периферийную канавку крышки с использованием форсунки устройства;
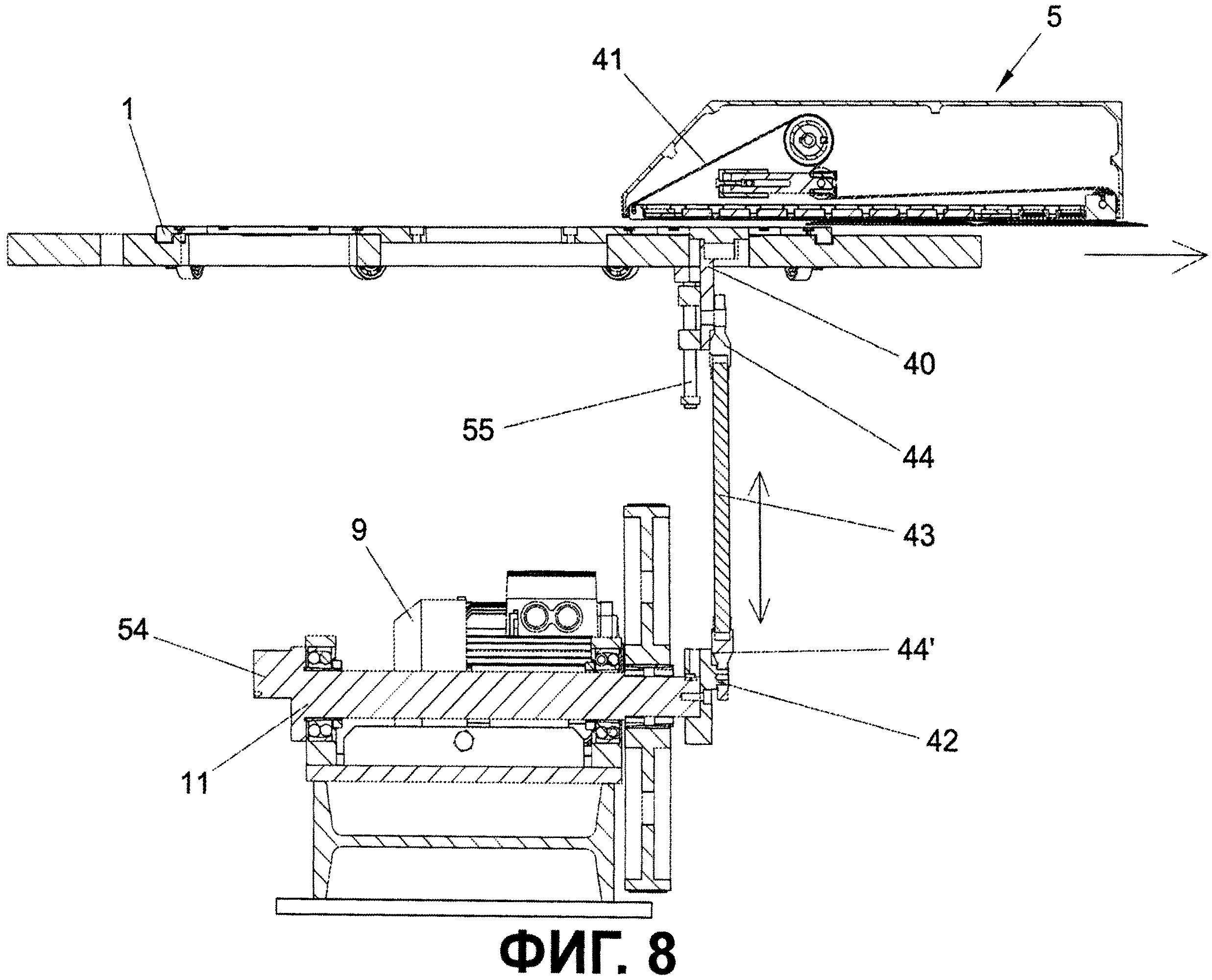
на фиг. 8 - вид сбоку в сечении станции удаления крышек, на котором можно видеть систему для подъема крышек, включающую толкатель, и конвейерную ленту для удаления крышек.
Осуществление изобретения
При рассмотрении чертежей можно отметить, что изобретение относится к клеевой-кромкозагибочной машине 6 для металлических крышек 56 некруглой геометрии, основным отличием которой является одновременное выполнение в одном блоке операций нанесения клея и отбортовки за счет использования для крышек 56 среднего/большого размера и любой формы клеевого устройства 4 и кромкозагибочного устройства 3, выполненных с возможностью адаптации за счет простой и быстрой смены размера поворотного диска 1 крепления крышек, штампа 16-17, копировального кулачка 63 и подающей стойки 12. Поворотный диск 1 расположен над верхней платформой 51, служащей рабочим столом.
Обеспечение движения различных механических передач клеевой-кромкозагибочной машины начинается с главного приводного двигателя 9, который за счет зубчатого приводного ремня 10 обеспечивает движение кулачкового вала 11, в свою очередь ответственного за выполнение независимых движений следующих узлов: поворотного диска 1 крепления крышек, штампа 16-17, толкателя 40 и устройства 5 удаления крышек.
Центральным узлом клеевой-кромкозагибочной машины 6 является работающий в прерывистом режиме поворотный диск 1 крепления крышек, снабженный по меньшей мере четырьмя подстанциями для установки крышек 56 и их раздачи на различные станции с устройствами машины. Он приводится в движение шаговым механизмом 8, обеспечивающим прерывистое вращение вперед и остановку, причем движение вперед используется для перемещения крышки 56 с одной станции на другую станцию, а остановка движения - для приложения различных действий, описанных далее. Перемещения различных узлов машины и поворотного диска крепления крышек синхронизованы, так что все станции действуют согласовано.
Устройство 2 подачи крышек состоит из стойки 12, действующей как бункер накопления крышек 56 и подачи их на поворотный диск крепления крышек. Собранные крышки отделяются одна от другой и помещаются в подстанцию поворотного диска 1 (радиальные выемки или окна 61, в которые устанавливаются крышки 56), при этом соответствующая радиальная выемка 61 располагается непосредственно под стойкой 12 с двумя узлами. Один из них состоит из верхней опоры 13, нижней опоры 14 и пневматического зажима 15. Другой узел состоит из двух верхних опор 13, двух нижних опор 14 и пневматического зажима 15.
Каждая опора движется линейно, будучи индивидуально закрепленной на каждой из двух радиальных кареток, обеспеченных на зажиме 15. Эти узлы расположены у нижней части подающей стойки 12 и на противоположных сторонах, обеспечивая поэтому равномерно распределенное крепление крышек 56 в трех контактных точках для устранения таким образом колебания крышки в стойке 12.
Сначала крышки лежат на верхней опоре 13, частично входящей во внутреннюю часть стойки 12. За счет пневматического воздействия зажима 15 верхняя 13 и нижняя 14 опоры одновременно перемещаются в противоположных направлениях, так что когда верхняя опора покидает плоскость внутри стойки 12, нижняя опора 14 вдвигается внутрь этой плоскости.
Таким путем накопленные крышки 56 попадают на нижнюю опору 14, которая действует как фиксатор. После этого новый цикл действия пневматического захвата 15 приводит к обратному движению обеих опор, меняя их ролями, так что верхняя опора 13 вдвигается в стойку 12, в то время как нижняя опора 14 движется противоположно, обеспечивая поступление отдельных крышек 56 на поворотный диск 1 крепления крышек, на котором благодаря радиальному расположению магнитов 47, помещенных в стол 51, обеспечивается фиксация крышек 56 на подстанции для дальнейшего перемещения поворотным диском 1.
Для упрощения регулировки, монтажа и выполнения работ по смене размера обеспечено устройство 2 подачи крышек с подъемным узлом 48, существенно облегчающим проведение этих операций. Этот узел устройства 2 подачи крышек 56 движется вертикально по двум линейным направляющим, снабженным подшипниками, под действием пневмоцилиндра, не показанного на чертежах, так же как линейные направляющие. Все эти элементы скреплены с подъемным узлом 48.
Что касается изменения размера, то нужно будет только заменить подающую стойку 12 на другую, геометрия которой соответствует размеру устанавливаемой крышки.
Операция загиба кромки выполняется методом приложения давления с использованием штампа 16-17. Он состоит из двух сопряженных основных частей, одной неподвижной, с охватывающим профилем, так называемой матрицей 16, и другой подвижной основной части с охватываемым профилем, так называемым пуансоном 17. Кромка крышки 56 загибается за один проход путем приложения усилия, развиваемого при зажиме во внутренней полости штампа 16-17, приводящем к образованию полки. Данный способ обеспечивает получение отличной отбортовки, завершающейся правкой границы крышки и таким образом способствующей конечному вхождению ее в упаковку.
Вертикальное перемещение пуансона 16 вверх и вниз создается за счет соединительного кривошипно-шатунного механизма. Кулачковый вал 11 имеет на своем конце передний эксцентриковый прилив 54, снабженный подвижным соединением 18, в которое входит резьбовой шток 19 с концом сферической формы. Верхний конец резьбового штока 19 введен внутрь цилиндрической основной части 20, имеющей сферическую полость и образующую таким образом новый шарнир. Цилиндрическая часть 20 привинчена к основанию 21 пуансона 17, так что при вращении кулачкового вала 11 вращение переднего эксцентрикового прилива или выступа 54 приводит к движению вверх и вниз резьбового штока 19, который в свою очередь проталкивает пуансон 17 в граничное положение, соответствующее расположению матрицы 16.
Для обеспечения строгой вертикальности движения вверх и вниз пуансона 17 основная часть 21 этого пуансона 17 направляется по меньшей мере двумя штангами 22, находящимися на ней. Аналогично, матрица 16 закреплена в корпусе 23 держателя матрицы, выполненном с возможностью отведения для выполнения монтажных операций и снабженном на своем нижнем основании нижним гнездом 58, в которое входит фиксирующий шток 24, приводимый в движение односторонней рукояткой 26 через редуктор 25 для закрепления/освобождения устройства.
При такой системе фиксации есть уверенность, что при давлении, прилагаемом к матрице 16 в процессе штамповки, обеспечивается полная неподвижность, гарантирующая безукоризненное завершение загибания кромки крышки. В этом варианте выполнения для изменения размера крышки необходима только замена матрицы 16 и соответствующего пуансона 17 другими, соответствующими новой геометрии крышки, устанавливаемой в машину. Поэтому процесс быстр и прост в исполнении.
Во внутреннее гнездо 58 корпуса 23 держателя матрицы входит головная часть 24 штока фиксации, а сам корпус 23 держателя матрицы для отведения его шарнирно подсоединен поперечной осью 57.
Новое клеевое устройство 4 выполняет свою операцию путем нанесения жидкой резины непосредственно на периферийную канавку 60 крышки 56 при определенном расходе через инжектор 27 форсунки 28, приспособленной для выполнения данной операции. Основой клеевого устройства являются механизм 63 копировального кулачка и роликовый копир 31, обладающие однако интересными отличительными свойствами и преимуществами, описанными ниже.
Выполнение данной операции начинается с неподвижного дискового копировального кулачка 63, снабженного пазом, и роликового копира 31, движущегося своим профилем внутри канала или паза 62, имеющего замкнутый контур. Роликовый копир 31 состоит из трех радиально-упорных подшипников. Для обеспечения постоянного контакта копировальный кулачок-копир 63-31 эксцентриковый паз 62 выполнен включающим три профиля (внутренние "кулачковые" профили 29-29′ и наружный "контркулачковый" профиль 30). Соединение трех роликовых копиров 31 выполнено таким образом, что подшипники вынуждено прижимаются в трех контактных точках, противолежащих друг другу, так что два из них опираются на внутренние кулачковые профили 29-29′, в то время как другой контактирует с наружным профилем так называемого контркулачка 30. При таких профилях кулачка и контркулачка 30 канал, который слегка больше ролика роликового копира 31, выполняется механической обработкой, причем центр его проходит по осевой линии паза 62.
При использовании трех роликов в роликовом копире 31 в сочетании с пазом 62, имеющим замкнутый контур и эксцентриковым, исключаются люфт и погрешности в копировании кулачкового профиля 29-29′-30, что создает эффективную замену двустороннему дисковому кулачковому механизму с тем преимуществом, что в данном случае появляется возможность экономии на стоимости изготовления кулачка и копира.
При такой конструкции можно гарантировать, что на всех 360°поворота роликовый копир 31 будет надежно и точно следовать кулачковым профилям 29-29′-30, контактируя с ними с равномерным прижатием на всем пути. В разработанном копировальном механизме стоит отметить, что геометрический центр роликового копира 31 движется по конуру кулачок-контркулачок-кулачок 29-30-29′, идентичному пути, проходимому центром форсунки 28 по периферийной канавке 60 крышки 56, что можно подтвердить тем, что центры роликового копира 31 и форсунки 28 находятся на одной вертикали.
В процессе обработки крышка неподвижна, а две форсунки 28 движутся над ней, следуя заданному кулачковому профилю 29-29′-30. Движение клеевого устройства 4 запускается серводвигателем 32, который через передачу, включающую основной ремень 64 и малые шкивы 65, сообщает движение основному шкиву 33. Малые шкивы 65 закреплены на боковых валах 66.
Основной шкив 33 заключает в себе каретку 34, помещенную в продольный паз 34 и служащую соединением между роликовым копиром 31 и форсункой 28, причем ее движение направляется двумя штангами 35, установленными параллельно и симметрично центру основного шкива 33. При его вращении роликовый копир 31 движется по пазу 62 кулачка 29-29′-30, сообщая каретке 34 линейное перемещение по направляющим штангам 35 и поворачивая ее при вращении основного шкива 33. Паз 62 проходит в копировальном кулачке 63 и включает три профиля кулачок контркулачок-кулачок 29-30-29′, причем сам копировальный кулачок 63 расположен над основным шкивом 33.
Таким образом за счет объединения с кареткой 34 форсунки 28 также совершают линейное перемещение одновременно с поворотом. Поэтому достигается копирование кулачкового профиля 29-30-29′, который в данном случае совпадает с центром периферийной канавки 60 крышки 56, на которую наносится клей.
Результаты, полученные с такой системой, основанной на копировании при тройном контакте кулачок-копир, весьма удовлетворительны, так как при одном копировальном кулачке 63 и роликовом копире 31 обеспечивается система, свободная от люфтов и крутящих моментов, гарантирующая надежное и точное копирование профиля и более продолжительный срок службы копиров.
Подача и распределение материала-наполнителя (жидкой резины) в клеевую/кромкозагибочную машину осуществляется через действующее без трения вращения звено 7, расположенное вверху клеевого устройства 4. Оно включает резервуар 36, соединенный с распределителем 37 через главный вал 38 упомянутого клеевого устройства. Этот главный вал 38 имеет два отверстия для подачи воздуха и резины, которые в свою очередь разветвляются на четыре ввода при достижении распределителя 37. Через этот распределитель в форсунки 28 независимо подаются резина и воздух.
Для облегчения регулировки, монтажа и выполнения работ по изменению размера клеевое устройство 4 снабжено расположенным сзади подъемным узлом 39, существенно облегчающим проведение этих операций. Клеевое устройство 4 вертикально перемещается по двум линейным направляющим, снабженным подшипниками, под действием пневмоцилиндра, не показанного на чертежах, так же как линейные направляющие.
Интересно подчеркнуть простоту и скорость, с которой может быть выполнена смена размера крышки, для чего нужно только заменить копировальный кулачок 63 на другой, подходящий для новой крышки, устанавливаемой в машину.
Устройство 5 удаления крышек 56 выполняет синхронизованное удаление крышек из машины в сушильную печь. Такое устройство 5 удаления в основном содержит два элемента: толкатель 40 и ленту 41 магнитного конвейера со шкивами. Толкатель 40, выполненный с возможностью вертикального возвратно-поступательного движения, поднимает крышку с соответствующей подстанции (радиальной выемки 61) поворотного диска 1, приближая ее к устройству 5 удаления. За счет магнитного поля, создаваемого вышеупомянутым устройством 5 удаления крышка притягивается к эвакуационной ленте 41, скрепляясь с ней для извлечения из машины.
Вертикальное возвратно-поступательное движение толкателя 40 осуществляется за счет кривошипно-шатунного механизма, приводимого в действие кулачком 42, расположенным на конце кулачкового вала 11. Кулачок 42, образованный задним эксцентрическим приливом, и толкатель 40 скреплены между собой штоком 43, имеющим верхнее 44 и нижнее 44′ подвижные соединения на своих концах. При вращении кулачкового вала 11 задний эксцентрический прилив 42 вращается, вызывая через вертикальное перемещение штока 43 и подвижные соединения 44-44′ вертикальное движение толкателя 40, при котором крышка приподнимается из подстанции поворотного диска 1 к ленте 41 магнитного конвейера.
Движение толкателя 40 направляется вертикальными штангами 55.
Устройство 5 удаления крышек 56 снабжено группой магнитов, создающих магнитное поле и притягивающих крышку, предотвращая ее сход с конвейерной ленты 41. Кроме того, устройство 5 удаления приводится в действие через редуктор 45 с соотношением 1/1, который получает движение от кинематической цепи 50, перемещаемой боковым выходным валом 46, выходящим с правой стороны шагового механизма 8. Эта часть машины не подвержена каким-либо изменениям перед возможной сменой размера крышки.
Элемент 9 двигателя передает свое движение кулачковому валу 11, и вращение последнего передается на шаговый механизм 8 цепью 50, сопряженной с нижним зубчатым колесом 53, объединенным с кулачковым валом 11, и верхним зубчатым колесом 52, объединенным с боковым валом 46 шагового механизма 8, включающего верхний вал 49, сообщающий движение поворотному диску 1 крепления крышек.
Реферат
Изобретение относится к области производства крышек среднего/большого формата. Машина клеевая-кромкозагибочная поворотная содержит верхнюю платформу, служащую рабочим столом. В центральной части рабочего стола расположен поворотный диск с крышками. Крышки вращаются в прерывистом режиме и снабжены несколькими радиальными окнами, четырьмя симметричными и взаимодействующими рабочими станциями, обеспеченными по окружности поворотного диска. Рабочие станции разнесены по углу на 90° относительно друг друга. Станции включают: устройство подачи крышек, устройство обработки кромок, клеевое устройство и устройство удаления крышек. Машина также включает отличительные средства передачи синхронизованных движений для выполнения различных операций над крышками. Техническим результатом изобретения является упрощение конструкции устройства и перехода между разными размерами крышек. 26 з.п. ф-лы, 16 ил.
Формула
устройство (2) подачи для помещения по отдельности крышек (56) в каждое из радиальных окон (61) поворотного диска (1) при совмещении соответствующего радиального окна (61) с таким устройством (2) подачи;
кромкозагибочное устройство (3) для деформирования путем штампования крышки (56) и придания ей конечной геометрии путем изменения внешнего профиля такой крышки (56);
клеевое устройство (4) для заполнения внешней канавки (60) вводимым резиновым материалом;
устройство (5) для удаления крышек после нанесения клея; и
средства передачи синхронизованных перемещений, за счет которых поворотный диск (1) вращается с остановками рядом с четырьмя рабочими станциями для синхронного выполнения различных операций над соответствующими крышками, установленными в соответствии с такими рабочими станциями, причем по меньшей мере некоторые из этих рабочих операций выполняются также посредством синхронизованных передающих устройств с непрерывным движением.
толкатель (40) с возвратно-поступательным вертикальным движением, перемещающий соответствующую крышку (56) из ее местоположения в соответствующем радиальном окне (61) поворотного диска (1);
ленту (41) магнитного конвейера, сопряженную со шкивами.
Комментарии