Модульная установка для обработки поверхности предметов - RU2572897C2
Код документа: RU2572897C2
Чертежи









Описание
Изобретение относится к установке для обработки поверхности предметов, прежде всего кузовных деталей, содержащей:
а) по меньшей мере две технологических кабины, которые задают соответственно по одной технологической камере,
б) транспортирующее устройство, посредством которого предусмотрена возможность транспортировки предметов вдоль транспортировочного участка к соответственно одной из технологических кабин, в технологическую камеру данной технологической кабины, из технологической камеры данной технологической кабины и от данной технологической кабины,
причем
в) каждая технологическая кабина охвачена соответственно одним модульным узлом в форме технологического модуля, который как таковой выполнен с возможностью перемещения и с возможностью съемного расположения и закрепления в рабочем положении относительно транспортировочного участка.
Подобная установка известна, например, из публикации ЕР 2072145 А1.
В подобных известных на рынке установках подлежащие обработке предметы, в случае кузовных деталей, например, бамперы, за один проход проводятся через несколько технологических кабин, причем в каждой технологической кабине выполняется собственная технологическая операция. Для этого различные технологические кабины, которые предназначены для различных целей, устроены по-разному относительно друг друга.
В обычных установках обработки поверхности бамперов предусмотрены, например, отличающиеся друг от друга технологические кабины для предварительной обработки и очистки, для нанесения различных лаковых покрытий, для выпаривания и для различной последующей обработки, например сушки.
Предназначенные для различных целей применения технологические кабины соответственно изготавливаются отдельно и на стадии финишного монтажа монтируются в желаемом расположении и последовательности, причем монтируются все необходимые питающие линии для электрооборудования и расходных средств.
Изменение последовательности отдельных технологических кабин или изменение функции определенной технологической кабины после монтажа установки возможно лишь с большими затратами.
Однако случается так, что требуется индивидуальная адаптация последовательности технологических операций, если изменяется тип подлежащих обработке предметов или технологический способ при тех же самых предметах с другой последовательностью операций или должен проводиться другой тип обработки. В известных установках модульные узлы не имеют возможности перемещения по направляющим, из-за чего ориентирование модульных узлов требует больших затрат времени и трудозатрат, что влечет за собой повышенные времена простоя установки при ее переналадке.
Техническая задача, положенная в основу настоящего изобретения, заключается в том, чтобы предложить установку для обработки поверхности предметов, которую можно было бы гибко адаптировать к различным обрабатываемым предметам, причем соответствующая адаптация должна выполняться быстро и точно.
Данная задача в установке для обработки поверхности предметов названного в начале типа решена посредством того, что:
г) вдоль транспортировочного участка расположены одна или несколько направляющих, по которым предусмотрена возможность перемещения соответствующего модульного узла.
Таким образом, согласно изобретению установка выполнена из выполненных с возможностью перемещения по направляющим модульных узлов, рабочее положение которых в установке не задано жестко, а из-за подвижности модульных узлов относительно легко может быть изменено с высокой скоростью и точностью. Преимущественно при такой модульной концепции модульные блоки с различными по функциональности технологическими кабинами, в которых выполняются различные технологические операции, следуют единой конструктивной базовой концепции.
Поэтому расходы на строительство различных по функциональности технологических модулей могут удерживаться на относительно низком уровне.
Благодаря тому, что модульные узлы устанавливаются с возможностью перемещения по одной или нескольким направляющим, встраивание модульных узлов в установку или их извлечение из установки может выполняться по заданным направляющим с соответствующей точностью. Таким образом, изобретение позволяет исключить необходимость ориентирования каждого модульного узла, имеющего возможность свободного, не привязанного к заданной колее, перемещения, по отдельности. Это особенно важно, принимая во внимание взаимодействие модульных узлов с транспортировочными или покрасочными роботами, поскольку такие роботы движутся по строго заданному циклу. Благодаря возможности установки модульных узлов в их рабочие положения, осуществляемой путем перемещения модульных узлов по направляющим с соответствующей точностью, используемые роботы и цикл их движения не требуется адаптировать к новой модульной конструкции установки.
Для несложной замены одного технологического модуля для определенной технологической операции на технологический модуль для другой технологической операции является преимущественным, если каждый технологический модуль включает в себя стандартизованный узел подключения с подключениями для требуемых во время работы расходных средств, прежде всего с подключениями всех, требующихся для эксплуатации обрабатывающего модуля расходных средств. В этом случае установка, предпочтительно, включает в себя жестко установленный адаптерный узел, к которому подводятся все питающие среды и электрические провода, которые подходит к узлам подключения технологического модуля. Эти адаптерные узлы могут быть установлены таким образом, что они автоматически соединяются с соответственно узлом подключения технологического модуля, если он перемещается в свое рабочее положение. К питанию технологического модуля расходными средствами также относится и подача электрической энергии.
При обработке поверхности предметов при многих технологических операциях, прежде всего при окрашивании, а также при очистке или сушке, в технологической кабине или же в технологической камере возникает отработанный воздух, который нужно отводить и, при необходимости, обрабатывать. Поэтому особо благоприятно, если обрабатывающий модуль включает в себя воздушный узел, который находится в гидравлическом соединении с технологической камерой технологической кабины и с помощью которого предусмотрена возможность создания воздушного потока через технологическую камеру. Затем этот воздушный поток может быть отведен с помощью воздушного узла.
Далее, воздушный узел, предпочтительно в зависимости от цели применения технологического модуля, включает в себя компоненты для обработки возникающего в технологической камере кабинного воздуха. В качестве примера подобных компонентов можно было бы назвать электростатические отделители для отделения возникающего при окрашивании избыточного распыления, которое уносится кабинным воздухом, который омывает технологическую камеру окрасочного модуля.
В развитие идеи модульности преимуществом является то, что воздушный узел включает в себя присоединительный фланец, с помощью которого трасса потока вытекающего из технологической камеры кабинного воздуха является разъемно соединяемым с вытяжным каналом центральной вентиляционной установки и/или камера приточного воздуха технологической кабины является разъемно соединяемой с источником приточного воздуха центральной вентиляционной установки. Таким способом технологический модуль даже при наличии воздушного узла может быть соединен с необходимыми центральными компонентами установки.
Может быть благоприятным, если технологические модули является модульными блоками первого типа и предусмотрен по меньшей мере один модульный узел второго типа, который конструктивно отличается от технологических модулей. Например, в качестве модульных блоков второго типа могут быть предусмотрены модули выпаривания, в которых уже частично обработанный предмет может помещаться на промежуточное хранение для выпаривания. С точки зрения конструкции и технологии изготовления может оказаться проще, если такие отдельно выполненные в соответствии со своими функциями модули не соответствуют конструктивной базовой концепции технологических модулей. Однако по своим размерам также и разные типы модулей, предпочтительно, совместимы друг с другом.
На практике показало себя преимущественным, если предусмотрено несколько направляющих, которые выполнены с возможностью их назначения различным модульным блокам и которые проходят под углом, прежде всего под углом 90°, к транспортировочному участку. Таким образом модульный блок может быть перемещен из своего рабочего положения от транспортировочного участка или к транспортировочному участку в свое рабочее положение без необходимости перемещения уже закрепленных модульных блоков, и опасность столкновения соседних модульных блоков уменьшена. Предпочтительно, это может быть использовано для целей ремонта и технического обслуживания. Если направляющие задают позиционные отрезки для модульных блоков, в которых модульные блоки занимают свои рабочие положения, то можно достичь масштабированного или соответствующего установочной сетке расположения модульных блоков.
При этом благоприятно, если направляющие расположены таким образом, что позиционные отрезки расположены на равномерных расстояниях вдоль транспортировочного участка.
Относительно загрузки технологических камер технологических модулей предметом или его извлечения из соответствующей технологической камеры хорошо, если каждый технологический модуль включает в себя соответствующую поворотную стенку с первой поверхностью стены и со второй поверхностью стены, прежде всего противолежащей первой поверхности стены второй поверхность стены. Таким образом соответствующая технологическая камера хорошо доступна снаружи.
При этом, прежде всего, благоприятно, если по меньшей мере одна поверхность стены несет на себе крепежное устройство по меньшей мере для одного подлежащего обработке предмета.
В качестве альтернативы стационарному и неподвижному крепежному устройству может быть благоприятным, если крепежное устройство является роботизированным захватом.
Для обеспечения возможности транспортировки предмета от одного модульного узла к другому модульному узлу благоприятно, если транспортирующее устройство включает в себя по меньшей мере один выполненный с возможностью перемещения вдоль транспортировочного участка манипуляционный робот.
Далее примеры осуществления изобретения подробнее разъясняются на основании чертежей. На них показано:
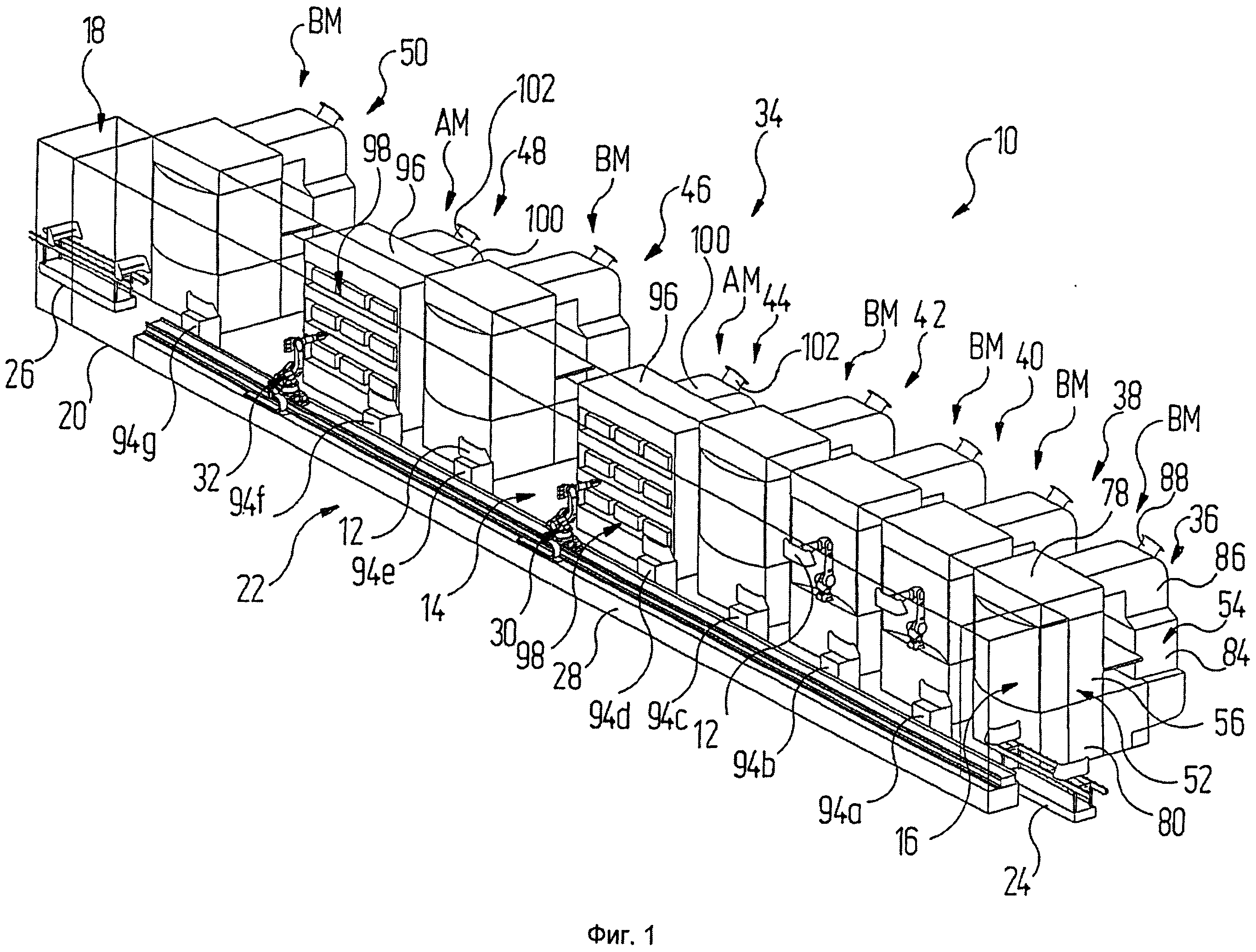
Фиг.1 - перспективный вид установки для обработки поверхности кузовных деталей с несколькими технологическими модулями, в которых технологическая кабина имеет поворотную стенку, которая удерживает роботизированный захват,
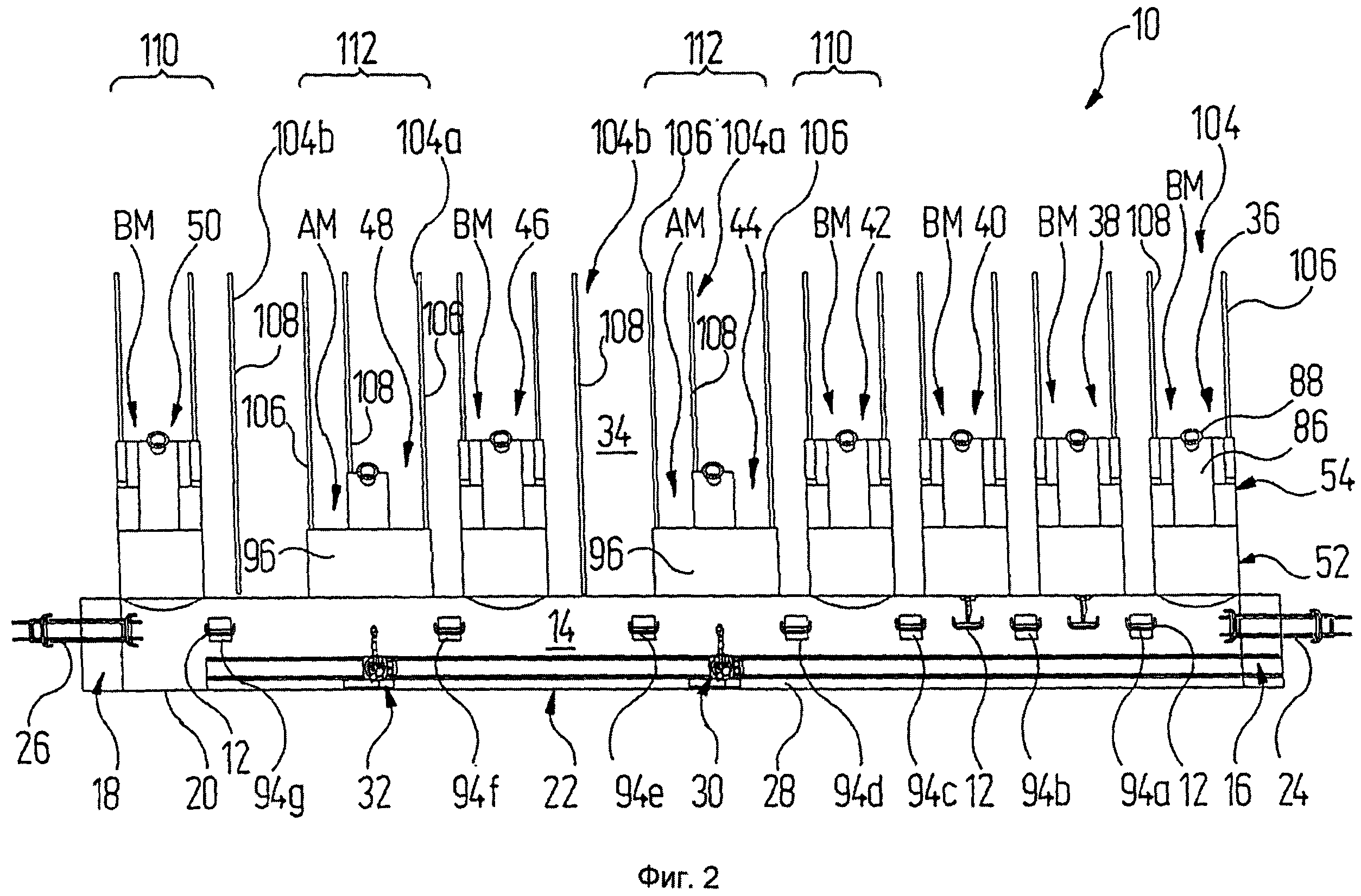
Фиг.2 - вид сверху на установку согласно фиг.1,
Фиг.3 - область входного шлюза установки согласно фиг.1 и 2 в увеличенном масштабе, причем показаны три технологических модуля первого типа,
Фиг.4 - вид спереди на покрасочный модуль установки согласно фиг.1, причем поворотная стенка технологической кабины принимает первое рабочее положение,
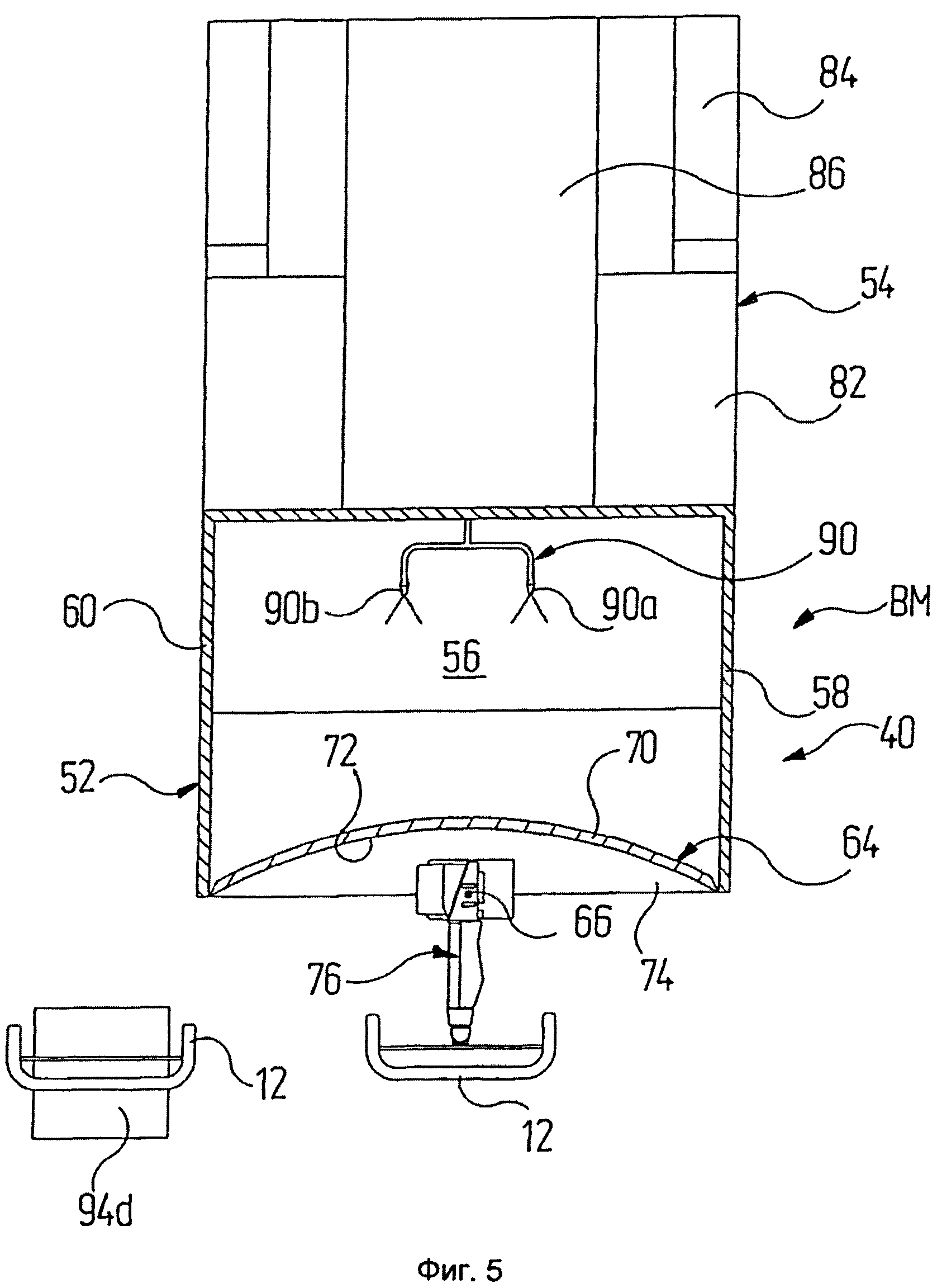
Фиг.5 - вид сверху на покрасочный модуль согласно фиг.4, причем сечение технологической кабины выполнено по горизонтали, так что видно внутреннее пространство технологической кабины с технологическим узлом в форме конструкции распылительного сопла,
Фиг.6 - соответствующий фиг.5 вид окрасочного модуля, причем поворотная стенка принимает повернутое относительно первого рабочего положения промежуточное положение,
Фиг.7 - соответствующий фиг.5 и 6 вид технологического модуля, причем поворотная стенка принимает второе рабочее положение,
Фиг.8 - вид спереди на технологический модуль согласно фиг.7, причем поворотная стенка показана на просвет,
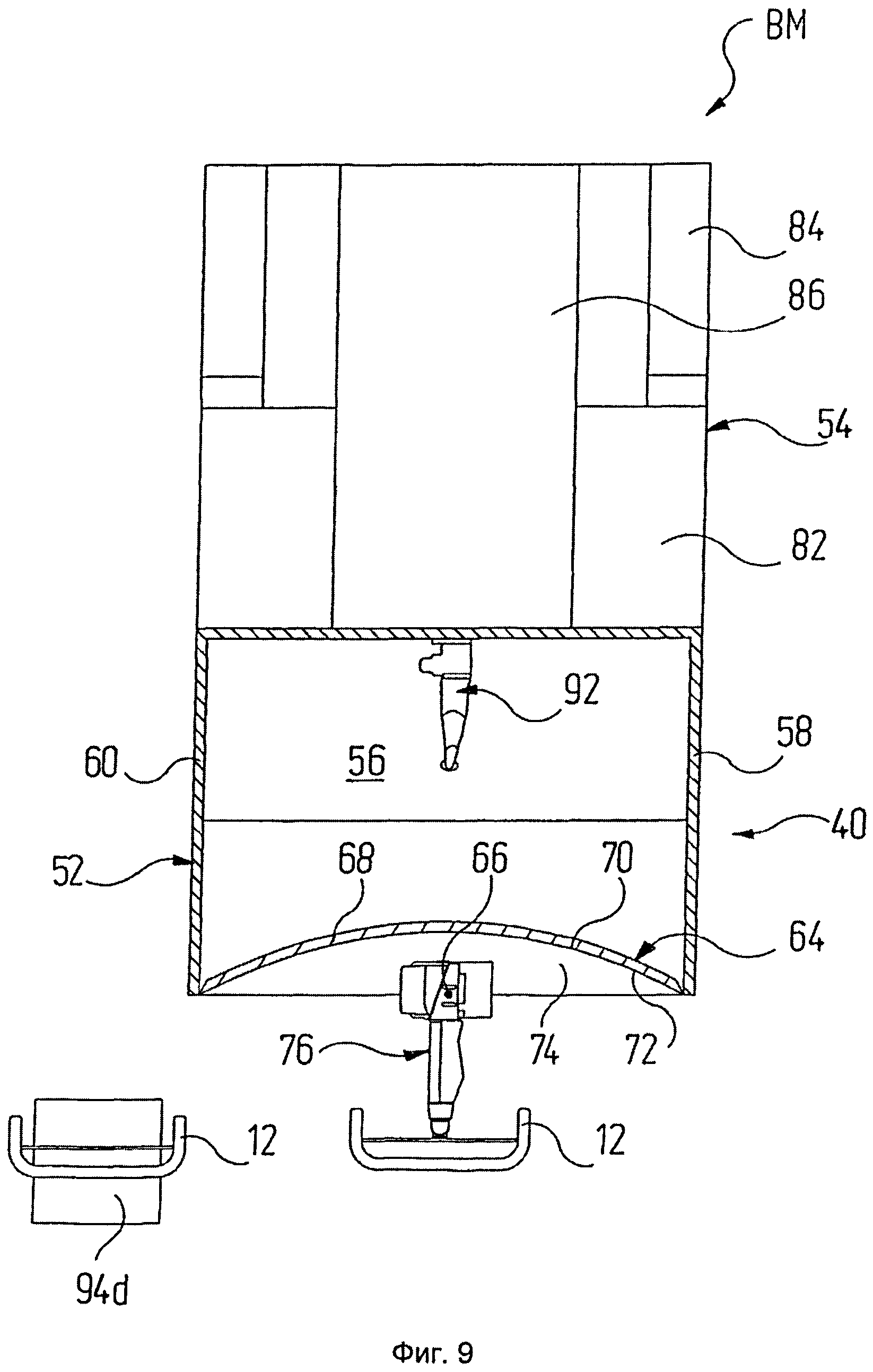
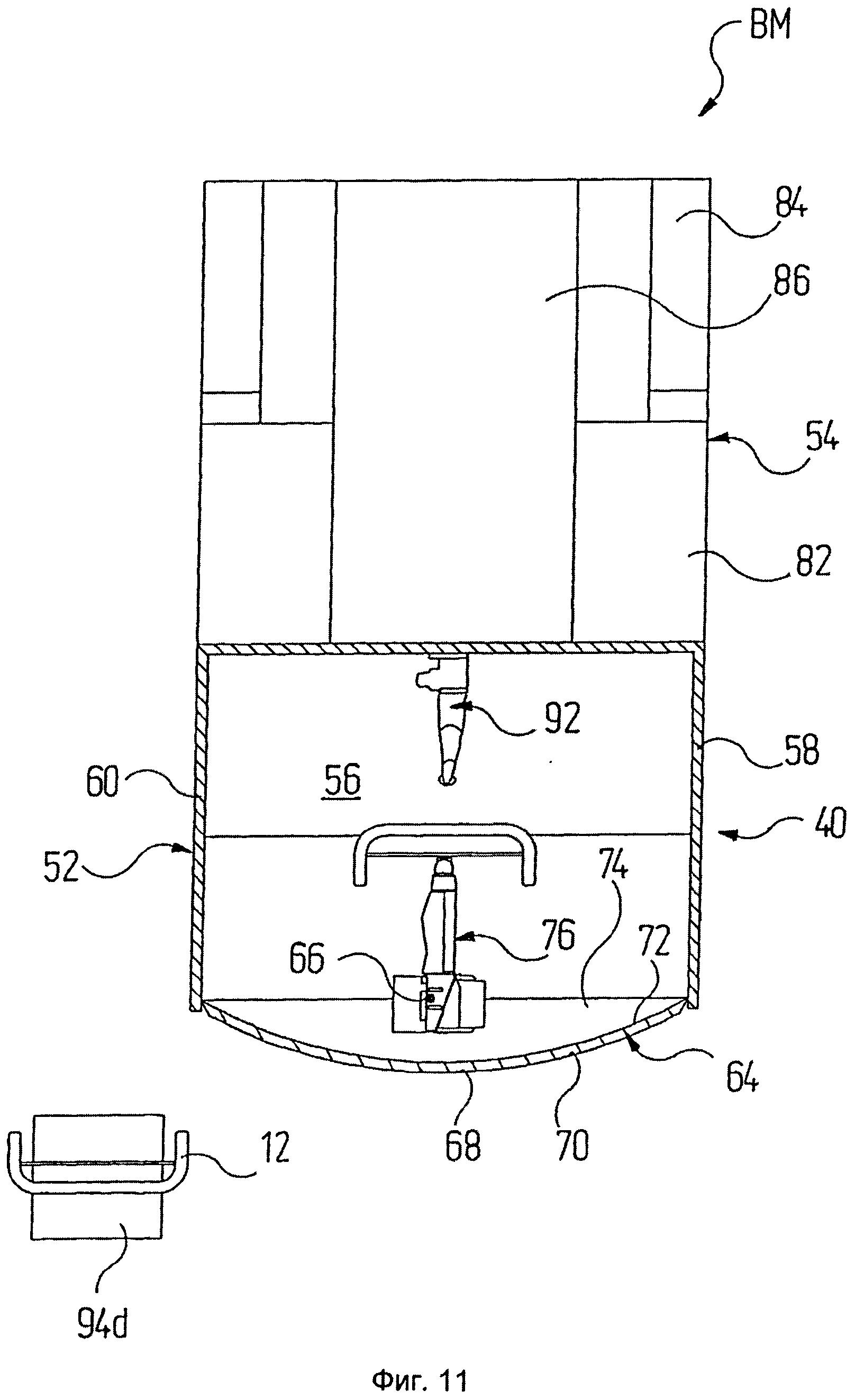
Фиг.9-11 - соответствующие фиг.5-7 виды окрасочной кабины с измененным технологическим узлом,
Фиг.12 - перспективный вид измененной установки для обработки поверхности кузовных деталей с несколькими измененными технологическими модулями, в которых технологическая кабина имеет поворотную стенку, которая на каждой стороне стенки удерживает по одному крепежному устройству для соответственно одной кузовной детали,
Фиг.13 - вид сверху на установку согласно фиг.12,
Фиг.14 - вид спереди на покрасочный модуль установки согласно фиг.12, который включает в себя окрасочную кабину с поворотной стенкой, которая принимает первое рабочее положение, Фиг.15 - вид сверху на покрасочный модуль согласно фиг.14, причем сечение технологической кабины выполнено по горизонтали, и поворотная стенка принимает повернутое относительного первого рабочего положения промежуточное положение.
Сначала приводится ссылка на фиг.1 и 2. Там под общим ссылочным обозначением 10 показана технологическая установка для обработки поверхности предметов 12, которые в предложенном примере осуществления показаны в качестве пример как кузовные детали в форме бамперов для транспортных средств.
С помощью технологической установки 10 также могут обрабатываться иные, чем кузовные детали предметы, например такие различные предметы, как бытовые электронные приборы, мячи для гольфа, радиопрозрачные колпаки, колеса транспортных средств или тому подобное.
Технологическая установка 10 включает в себя транспортировочный туннель 14, который простирается между входным шлюзом 16 и выходным шлюзом 18, посредством которых окружающая технологическую установку 10 внешняя атмосфера отделяется от туннельной атмосферы.
Транспортировочный туннель 14 ограничен, например, корпусом 20 туннеля. Корпус 20 туннеля, входной шлюз 16 и выходной шлюз 18 обозначены только на фиг.1-3 и показаны прозрачными, так что можно увидеть находящиеся в транспортировочном туннеле 14, во входном шлюзе 16 или в выходном шлюзе 18 компоненты. В транспортировочном туннеле 14 известным способом может поддерживаться атмосфера инертного газа.
Подлежащие обработке бамперы 12 посредством транспортировочной системы 22 транспортируются через технологическую установку 10, причем транспортировочный туннель 14 задает соответствующий транспортировочный участок. Транспортировочная система 22 включает в себя подающий транспортер 24, посредством которого подлежащие обработке бамперы 12 транспортируются во входной шлюз 16, сквозь него и после завершения процесса шлюзования далее в транспортировочный туннель 14. Для этого подлежащие обработке бамперы 12 за пределами транспортировочного туннеля 14 посредством не показанной отдельно транспортировочной техники устанавливаются на подающий транспортер 24.
Соответствующим образом имеется разгрузочный транспортер 26, посредством которого обработанные бамперы 12 транспортируются в выходной шлюз 18, через него и после завершения процесса шлюзования далее из транспортировочного туннеля 14 в окружение. Обработанные бамперы 12 за пределами технологической установки 10 посредством также не показанной отдельно транспортировочной техники снимаются с разгрузочного транспортера 26 и подаются по своему дальнейшему предназначению.
В транспортировочном туннеле 14 между подающим транспортером 24 и разгрузочным транспортером 26 простирается ходовая направляющая 28. По ней в предложенном примере осуществления перемещаются два многоосных манипуляционных робота 30 и 32 с возможностью перемещения в обоих направлениях, посредством которых можно осуществлять манипуляции с бамперами 12, и которые сами по себе известны.
Транспортировочный туннель 14 по направлению к одной стороне, по меньшей мере, частично открыт и там по всей своей длине коммуницирует с областью 34 модулей. В области 34 модулей вдоль транспортировочного туннеля 14 расположены несколько технологических модулей ВМ и два модуля AM выпаривания, которые доступны через Транспортировочный туннель 14. Тем самым Транспортировочный туннель 14 полностью ограничен корпусом 20 туннеля и имеющимися модулями.
В предложенном примере осуществления между входным шлюзом 16 и выходным шлюзом 18 вдоль транспортировочного туннеля 14 расположены следующие модули: первый очистительный модуль 36 для базовой очистки, второй очистительный модуль 38 для очистки СО; или активации бамперов 12 открытым пламенем, первый покрасочный модуль 40 для нанесения первого базового лака, второй покрасочный модуль 42 для нанесения второго базового лака, первый модуль 44 выпаривания, третий покрасочный модуль 46 для нанесения цветового или прозрачного лака, второй модуль 48 выпаривания, а также сушильный модуль 50, в котором, например, посредством соответствующих нагревательных агрегатов производится термическая сушка. Если в качестве цветового или прозрачного лака используется лак ультрафиолетового отверждения, он отверждается в сушильном модуле 50 с помощью ультрафиолетового излучения.
Технологические модули ВМ одинаковы по конструкции с примененными и имеющимися внутри технологическими модулями.
Как видно, прежде всего, на фиг.1-3 на примере первого очистительного модуля 36 и на фиг.4-8 на примере первого окрасочного модуля 40, каждый технологический модуль ВМ имеет технологическую кабину 52 и коммуницирующий с технологической кабиной 52 воздушный узел 54, посредством которого управляется воздушное хозяйство технологического модуля ВМ. Различные по функциям технологические модули ВМ хотя и одинаковы по конструкции с соответствующими технологическими кабинами 52, но налажены по-разному, так что они соответствуют различным целям применения.
Технологическая кабина 52 определяет технологическую камеру 56, которая с трех сторон ограничивается вертикальными боковыми стенками 58, 60 и одной проходящей перпендикулярно к ним и между ними вертикальной стенкой 62 кабины (см. фиг.5). Напротив стенки 62 кабины расположена служащая в качестве транспортировочного элемента поворотная стенка 64, которая установлена с возможностью вращения вокруг вертикальной оси 66 вращения.
В непоказанной модификации ось 66 вращения поворотной стенки 64 также может проходить под произвольным углом к вертикали и, прежде всего, горизонтально.
Для поворотной стенки 64 предназначены первое и второе рабочие положения, о чем далее еще раз пойдет речь. В своих рабочих положениях она ограничивает технологическую камеру 56 на противолежащей стенке 62 кабины стороне технологической кабины 52 и пространственно отделяет технологическую камеру 56 от транспортировочного туннеля 14.
Поворотная стенка 64 включает в себя равномерно изогнутую в горизонтальном направлении часть 68 стенки с параллельными ей вертикальными кромками и с параллельными друг другу горизонтальными соответственно изогнутыми кромками. Изогнутая часть 68 стенки соответствует тем самым участку стенки кругового цилиндра и имеет первую выпуклую, то есть, изогнутую наружу поверхность 70 стенки и противолежащую вторую вогнутую, то есть, изогнутую вовнутрь поверхность 72 стенки. Вертикальные и горизонтальные кромки части 68 стенки соответственно удерживают гибкое уплотнение, например резиновую полосу, которая отдельно не показана.
Кроме того поворотная стенка 64 включает в себя горизонтальный поворотный пол 74, который установлен на нижнем конце части 68 стенки на ее вогнутой поверхности 72 стенки, так что при повороте поворотной стенки он проворачивается вместе с ней.
На поворотном полу 74 в качестве крепежного устройства для бамперов 12 закреплен многоосный роботизированный захват 76. Выпуклая поверхность 70 стенки или вогнутая поверхность 72 стенки - по выбору - может быть обращена к технологической камере 56, в то время как другая поверхность 72 или же 70 направлена к транспортировочному туннелю 14. Обе этих ориентации поверхностей 70, 72 определяют упомянутые выше первое и второе рабочее положение поворотной стенки 64. Тем самым, в показанном на фиг.5 первом рабочем положении поворотной стенки 64 роботизированный захват 76 обращен к транспортировочному туннелю 14, и его первая поверхность 70 стенки частично ограничивает технологическую камеру 56. Тем самым, в показанном на фиг.7 втором рабочем положении поворотной стенки 64 роботизированный захват 76 находится в технологической камере 56, которая частично ограничена второй поверхностью 72 стенки.
Технологическая камера 56 сверху имеет горизонтальную крышку кабины, которая выполнена в виде нижнего ограничителя подводящей воздушной камеры 78.
Технологическая камера 56 по направлению вниз открыта и ведет в зону 80 потока, посредством которой технологическая камера 56 соединена с первой функциональной зоной 82 воздушного узла 54. Это хорошо видно на фиг.3 в первом очистительном модуле 36. Также там видно, что за первой функциональной зоной 82 в направлении наверх следует вторая функциональная зона 84, в которую попадает кабинный воздух после прохождения первой функциональной зоны 82. Оттуда кабинпый воздух идет в проточный канал 86. Проточный канал 86 с одной стороны соединен с подводящей воздушной камерой 78 над технологической камерой 56, а с другой стороны имеет присоединительный фланец 88, посредством которого проточный канал 86 - и, тем самым, весть проток кабинного воздуха - может быть разъемно соединен с не показанным отдельно каналом отработавшего воздуха также не показанной отдельной центральной вентиляционной системы технологической установки 10.
При необходимости, между присоединительным фланцем 88 и соответствующим подключением канала отработавшего воздуха центральной вентиляционной системы может быть закреплен гибкий шланг.
Все технологические модули ВМ включают в себя стандартизованные узлы подключения со всеми требуемыми для бесперебойной эксплуатации технологического модуля ВМ подключениями, например, электрическими подключениями, одним или несколькими подключениями для приточного воздуха, одним или несколькими подключениями для подачи лака, одним или несколькими подключениями для подачи чистящего средства или тому подобного. При необходимости, в окрасочных модулях 40, 42 и 46 для подачи лака в качестве дополнения могут работать по одному отдельному питающему модулю с соответствующими окрасочными модулями 40, 42, 46.
В зависимости от функции каждого технологического модуля ВМ в функциональных зонах 82 и 84 могут быть расположены компоненты для предварительной обработки кабинного воздуха.
В случае окрасочных модулей 40, 42 и 46 в первой функциональной зоне 82 расположен, например, работающий по электростатическому принципу отделительный узел. Вторая функциональная зона 84 служит в качестве зоны кондиционирования очищенного кабинного воздуха.
Как уже было упомянуто ранее, в технологической камере 56 также в зависимости от функции каждого технологического модуля ВМ расположены различные технологические узлы.
В окрасочных модулях 40, 42 и 46 в качестве технологического узла на стенке кабины расположен, например, узел нанесения в форме стационарной сопловой конструкции 90 для лака, который включает в себя два распылительных сопла 90а, 90b, которые указывают в направлении противолежащей поворотной стенки 64. При необходимости, распылительные сопла могут быть расположены на подвижных опорах, и их направление отдачи может иметь возможность регулировки.
В окрасочных модулях 40, 42, 46 воздух, который поступает из подающей воздушной камеры, течет сквозь технологическую камеру 56 вниз к зоне 80 потока и при этом улавливает избыточное распыление. Затем зона 80 потока направляет насыщенный частицами избыточного распыления кабинный воздух к первой функциональной зоне 82 с упомянутым ранее электроотделителем таким образом, чтобы он омывал ее снизу вверх. Вслед за этим очищенный от частиц избыточного распыления кабинный воздух попадает в расположенную над первой функциональной зоной 82 вторую функциональную зону 84 воздушного узла 54, где он известным самим по себе способом снова доводится до правильной температуры и влажности. Оттуда очищенный кабинный воздух снова направляется к подающей воздушной камере 78 над технологической камерой 56, где он, при необходимости, подмешивается к неиспользованному приточному воздуху. Для этого подающая воздушная камера 78 посредством присоединительного фланца 88 соединена с источником приточного воздуха центральной вентиляционной системы.
В показанной на фиг.9-11 модификации окрасочного модуля 40 в технологической камере 56 в качестве технологического узла вместо сопловой конструкции 90 расположен стационарный многоосной покрасочный работ 92, который сам по себе известен. Подобный покрасочный робот 92 также может находиться во втором окрасочном модуле 42 и/или в третьем окрасочном модуле 46.
Как видно на фиг.1 и 2 в области между ходовой направляющей 28 с манипуляционными роботами 30, 32 и технологическими модулями ВМ, а также модулями AM выпаривания вдоль ходовой направляющей 28 расположены несколько складских столов 94, на которые на промежуточное хранение можно укладывать соответственно по одному подлежащему обработке бамперу 12. Складские столы 94 в направлении транспортировки дополнительно промаркированы буквенными индексами от а до g. При этом с каждым технологическим модулем ВМ соотнесены два складских стола 94, причем один складской стол по направлению транспортировки расположен до технологического модуля ВМ, а один - после технологического модуля ВМ, так что до каждого из обоих складских столов 94 может достать роботизированный захват 76 соответствующего технологического модуля ВМ, когда поворотная стенка 64 занимает свое первое рабочее положение.
Поскольку роботизированный захват 76 первого очистительного модуля 36 и сушильного модуля 50 уже работают вместе с подающим транспортером 24 или же с разгрузочным транспортером 26, то с этими модулями соотнесен соответственно лишь один единственный складской стол 94а или же 94g.
Представленные на фиг.1 и 2 модули AM выпаривания включают в себя корпус 96 модуля, который задает доступные со стороны транспортировочного туннеля 14 приемные ниши 98, которые соединяются с вытяжным каналом 100. В свою очередь, вытяжной канал 100 через присоединительный фланец 102 соединен вытяжным каналом упомянутой выше, но отдельно не показанной центральной вентиляционной системы.
Модули AM выпаривания также включают в себя стандартизованные узлы подключения. В модулях AM выпаривания подобный соединительный блок включает в себя, по меньшей мере, электрические подключения, а также один или несколько подключений для приточного воздуха.
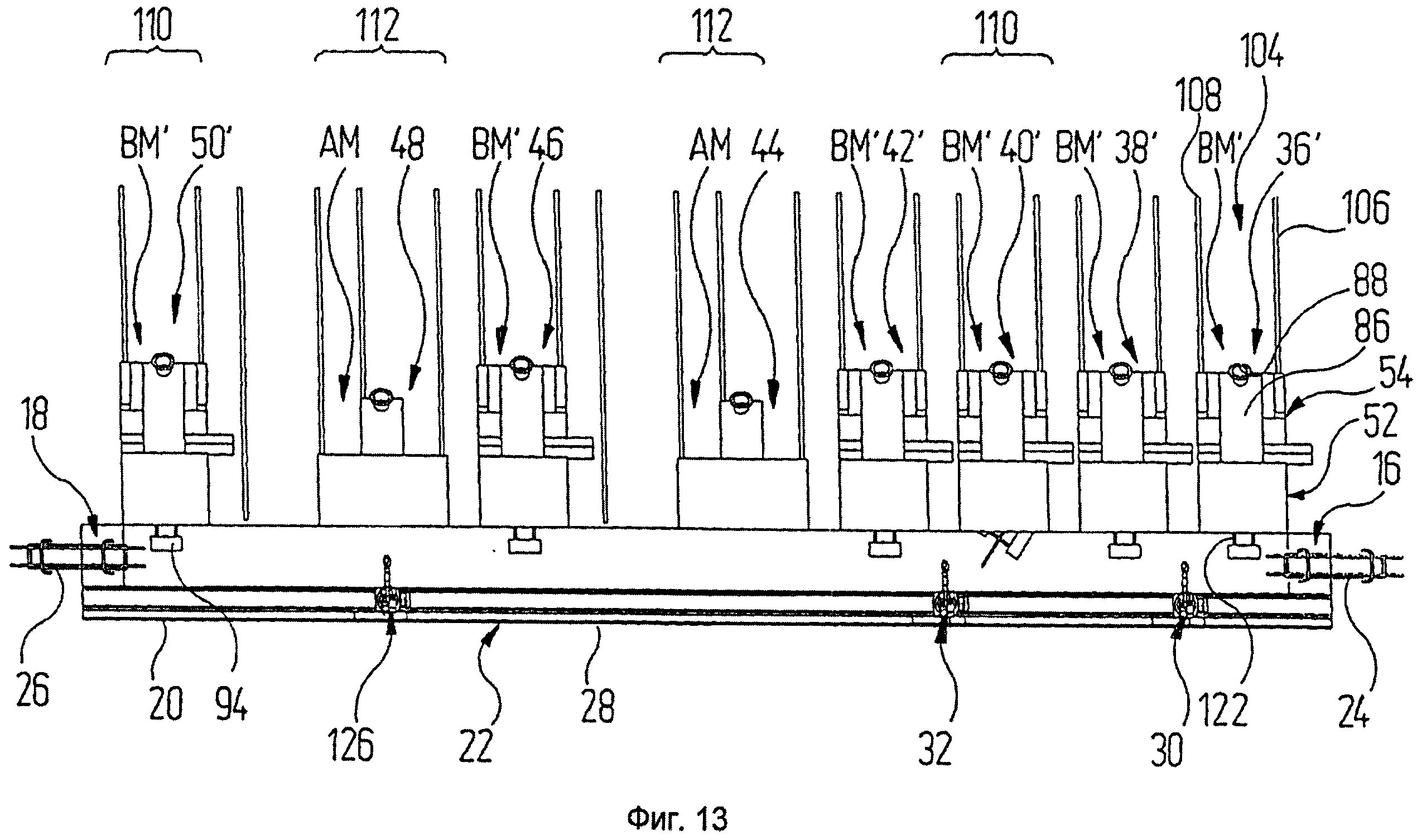
Как видно, прежде всего, на фиг.2, все модули ВМ и AM удерживаются соответственно парой 104 направляющих с первой несущей направляющей 106 и со второй несущей направляющей 108, которые простираются параллельно друг другу и под углом к ходовой направляющей 28 с манипуляционными роботами 30, 32, который в предложенном примере осуществления составляет 90°. На фиг.2 для наглядности лишь некоторые из пар 104 направляющих и несущих направляющих 106, 108 снабжены ссылочными обозначениями. Расстояния между обеими несущими направляющими 106, 108 во всех парах 104 направляющих равны и все соседние пары 104 направляющих расположены на одинаковом расстоянии друг от друга.
Технологические модули ВМ удерживаются соответственно обеими несущими направляющими 106, 108 одной пары 104 направляющих и имеют соответствующую ширину, так что на двух соседних парах 104 направляющих можно разместить непосредственно рядом друг с другом два технологических модуля ВМ.
Как хорошо видно на фиг.1 и 2, модули AM выпаривания в предложенном примере осуществления все же шире, чем технологические модули ВМ. Поэтому модули AM выпаривания удерживаются первой несущей направляющей 106 первой пары 104а направляющих и первой несущей направляющей 106 второй пары 104b направляющих. Это хорошо видно на фиг.2. Таким образом модули AM выпаривания закрывают собой соответствующую вторую несущую направляющую 106 первой пары 104а направляющих. Между модулями AM выпаривания и соответствующим следующим по направлению транспортировки технологическим модулем ВМ остается зазор, в котором находится неиспользуемая вторая направляющая 108 второй пары 104b направляющих.
В общем, пары 104 направляющих, технологические модули ВМ и модули AM выпаривания так согласованы друг с другом, что обеспечено масштабированное размещение технологических модулей ВМ и модулей AM выпаривания вдоль транспортировочного туннеля 14. Каждая пара 104 направляющих в этом случае задает позиционный отрезок 110, причем все позиционные отрезки 110 задают равную ширину и в случае модулей AM выпаривания два позиционных отрезка 110 комбинируются в один увеличенный позиционный отрезок 112, который все же уже, чем два соседних позиционных отрезка 110, вместе взятые. В модификации модули AM выпаривания также могут быть такой ширины, что они удерживаются также и второй направляющей 108 пары 104b направляющих и, таким образом, вбирают в себя два соседних позиционных отрезка 110. В другой модификации модули AM выпаривания могут быть такой же ширины, что и технологические модули ВМ.
В альтернативном выполнении технологической установки 10 также можно отказаться от направляющих 106, 108. В этом случае технологические модули ВМ и модули AM выпаривания, устанавливаются в рабочее положение или удаляются из рабочего положения, например, с помощью крана или тому подобного.
Технологические модули ВМ и модули AM выпаривания соответственно выполнены в виде модульных узлов, как таковые выполнены с возможностью перемещения и с возможностью съемного расположения и закрепления в их показанных на фиг.1 и фиг.2 рабочих положениях относительно транспортировочного туннеля 14 или же заданного им транспортировочного участка. Количество и расположение отдельных и функционально различных технологических модулей ВМ, а также количество и расположение модулей AM выпаривания может быть свободно адаптировано в рамках имеющихся в распоряжении пар 104 направляющих к необходимым для обработки определенного обрабатываемого материала, следующим друг за другом технологическим операциям.
Если расположение технологических модулей ВМ и модулей AM выпаривания должно быть изменено или нужно заменить имеющийся модуль на функционально другой модуль, например очистительный модуль на покрасочный модуль, то подлежащий замене модуль отсоединяется и по соответствующей паре или парам 104 направляющих отводится от транспортировочного туннеля.
Пары 104 направляющих могут вести, например, к ведущей дальше системе направляющих, по которой можно отвести подлежащий замене модуль и подвести сменный модуль к целевой паре 104 направляющих соответствующего целевого позиционного отрезка 110. Альтернативно, также может быть предусмотрена транспортировочная техника, посредством которой можно поднять подлежащий замене модуль с его пары 104 направляющих и оттранспортировать его и установить на целевую пару 104 направляющих сменный модуль.
Принцип работы технологического модуля ВМ разъясняется на примере показанного на фиг.4-8 окрасочного модуля 40.
Во время всего процесса обработки внутри технологической установки 10 бамперы 12 лежат на не показанных отдельно подвесках, которыми могут манипулировать роботизированные захваты 76 и манипуляционные роботы 30, 32.
В качестве исходного положения окрасочного модуля 40 предполагается, что поворотная стенка 64 принимает свое первое рабочее положение, в котором роботизированный захват направлен в сторону транспортировочного туннеля 14. Роботизированный захват 76 уже захватил бампер 12 со складского стола 94с, который соотнесен с окрасочным модулем 40 и вторым модулем 38 очистки. Этот складской стол 94с на фиг.4-8 не показан.
Поворотная стенка 64 посредством не показанного отдельно приводного узла поворачивается на 180° вокруг своей оси 66 вращения и приводится во второе рабочее положение, так что ее вогнутая поверхность 72 стенки и поворотный пол 74, а также роботизированный захват направлены к технологической камере 56, как это видно на фиг.7 и 8. При вращательном движении поворотная стенка 64 проходит показанную на фиг.6 промежуточное положение. Во время процесса поворота гибкие резиновые полосы на кромках части 68 стенки могут тереться по зонам стенки технологической кабины 52 без возникновения опасности повреждения этих зон стенки. На фиг.6 буквой Н показана огибающая кривая, которая образуется наружным контуром поворотной стенки 64 при ее повороте.
Теперь удерживаемый роботизированным захватом 76 бампер 12 окрашивается за счет того, что активируется сопловая конструкция 90, и бампер 12 путем соответствующей последовательности движений роботизированного захвата 76 перемещается перед соплами 90a, 90b.
Возникающее при окраске избыточное распыление, как описано выше, захватывается проходящим через технологическую камеру 56 кабинным воздухом и в ходе последующего процесса отделяется и собирается.
Во время процесса окраски один из манипуляционных роботов 30, 32 на ходовой направляющей 28 захватывает уже окрашенный бампер 12, который лежит на имеющемся за окрасочным модулем 40 по ходу движения складском столе 94d, так что этот складской стол 94 освобождается.
Когда бампер 12 в технологической камере окрасочного модуля 40 полностью окрашен, то поворотная стенка 64 посредством приводного узла снова поворачивается на 180° вокруг оси 66 вращения, так что она снова принимает свое первое рабочее положение.
Роботизированный захват 76 укладывает теперь окрашенный бампер 12 на складской стол 94d, откуда он может быть захвачен одним из манипуляционных роботов 30, 32 и подан в следующий модуль. Этот процесс будет еще раз описан далее.
В модифицированном окрасочном модуле 40 согласно фиг.9-11 процесс окраски производится соответственно лишь с одним различием, что покрасочный робот 92 в технологической камере 56 подвижен, и нанесение лака производится посредством согласованных друг с другом перемещений как роботизированного захвата 76, так и покрасочного робота 92. При необходимости, при использовании покрасочного робота 92 можно также эффективно наносить покрытие на более сложно устроенные детали с затененными областями и/или сложными подрезами, чем это было бы возможно с помощью сопловой конструкции 90.
Таким образом, в общем случае описан принцип работы показанной на фиг.1 и 2 технологической установки 10 для обработки поверхности бамперов 12. Если далее указывается, что бампер 12 перемещается в технологическую камеру 56 определенного технологического модуля ВМ или из нее, то это всегда происходит за счет того, что соответствующая поворотная стенка 64 соответствующим образом поворачивается, как это было разъяснено на примере окрасочного модуля 40.
Подающий транспортер 24 загружается подлежащими окраске бамперами 12 за пределами транспортировочного туннеля 14. Самый первый в направлении транспортировки бампер 12 сквозь входной шлюз 16 подается в транспортировочный туннель 14. Там бампер 12 захватывается роботизированным захватом 76 первого модуля 36 очистки, подается в его технологическую камеру 56 и подвергается там базовой очистке.
Здесь кабинный воздух через воздушный узел 54 первого модуля 36 очистки отдается в вытяжной канал центральной вентиляционной системы.
Бампер 12 выводится из технологической камеры 56 первого модуля 36 очистки и укладывается роботизированным захватом 76 на складской стол 94a.
Оттуда бампер 12 захватывается роботизированным захватом 76 второго модуля 38 очистки, в технологической камере 56 которого он очищается второй раз, в данном случае посредством CO2-очистки.
После произведенной второй очистки чистый и обезжиренный бампер 12 укладывается на складской стол 94b и затем захватывается роботизированным захватом 76 первого окрасочного модуля 40. С помощью него бампер 12 разъясненным выше способом получает первое базовое окрашивание.
От первого окрасочного модуля 40 бампер 12 через складской стол 94с передается роботизированному захвату 76 второго окрасочного модуля 42 и там соответствующим способом снабжается вторым базовым лаком.
После этого процесса окрашивания бампер 12 укладывается на складской стол 94d. Теперь манипуляционный робот 30 подъезжает к этому складскому столу 94d, берет оттуда бампер 12, транспортирует его к первому модулю 44 выпаривания и вместе с подвеской кладет его в одну из приемных ниш, в каждую из которых может отдельно подаваться приточный воздух и отсасываться отработанный воздух.
Процесс относительно технологических модулей 36, 38, 40 и 42, а также первого модуля 44 выпаривания происходит по тактово, то есть снаружи через входной шлюз 16 постоянно подается один бампер 12 для занятия свободного места.
Количество приемных ниш 98 в модуле 44 выпаривания зависит от того, как долго бамперы 12 должны проходить обработку в модуле выпаривания. Чем длиннее требуемое время выпаривания, тем больше должно быть в наличии приемных ниш 98.
Высвобождающиеся в модуле 44 выпаривания при выпаривании бамперов 12 газы отводятся по вытяжному каналу 100 и присоединительному фланцу модуля в центральную вентиляционную систему.
Когда бампер 12 проведет в модуле 44 выпаривания требуемое время обработки, он извлекается манипуляционным роботом 30, 32 и укладывается на складской стол 94е, который предназначен для третьего окрасочного модуля 46. Бампер посредством роботизированного захвата 76 вводится в технологическую камеру 56 окрасочного модуля 46 и там снабжается цветным или прозрачным лаком.
Затем роботизированный захват 76 окрасочного модуля 46 укладывает бампер 12 на складской стол 94f, откуда он вместе с подвеской укладывается в одну из приемных ниш 98 второго модуля 48 выпаривания.
После требуемого времени выпаривания бампер 12 посредством манипуляционного робота 30, 32 транспортируется к складскому столу 94g. Роботизированный захват 76 сушильного модуля 50 захватывает оттуда бампер 12, бампер 12 вводится в технологическую камеру 56 сушильного модуля 50 и там сушится тем способом, который зависит от типа нанесенного последним на бампер 12 лака.
В завершение роботизированный захват 76 укладывает высушенный бампер 12 на разгрузочный транспортер 26, посредством которого через выходной шлюз 18 он транспортируется наружу из сушильного туннеля 14. За пределами транспортировочного туннеля 14 бампер 12 с помощью не показанной отдельно транспортировочной техники подается по своему последующему назначению.
На фиг.12-15 показана модифицированная технологическая установка 10′. Там компоненты и детали, которые соответствуют компонентам и деталям технологической установки согласно фиг.1-11, носят те же ссылочные обозначения, в отличие от них модифицированные компоненты или детали носят те же ссылочные обозначения с добавочным штрихом.
Технологическая установка 10′ отличается от технологической установки 10 лишь модифицированными технологическими модулями ВМ′, которые далее разъясняются на примере окрасочного модуля 40′, вид сверху и горизонтальное частичное сечение которого показано на фиг.14 и 15. Если не описано иного, то соответственно действует сказанное выше в отношении окрасочных модулей 40, 42 и 46 согласно фиг.1-11.
В окрасочном модуле 40′ часть 68′ стенки служащей в качестве транспортировочного элемента поворотной стенки 64′ не изогнутая, а прямая. К тому же поворотная стенка 64′′ не включает в себя поворотный пол, как при изогнутой поворотной стенке 64.
На своей первой прямой поверхности 70′ стенки и на противолежащей ей второй прямой поверхности 72′ стенки поворотная стенка 64′ в качестве первого или же второго крепежного устройства для бамперов 12 несет соответственно первое крепление 114 или же второе крепление 116. В своей не показанной здесь отдельно модификации каждая поверхность 70′, 72′ стенки поворотной стенки 64′ несет несколько первых креплений 114 или же несколько вторых креплений 116, которые затем предпочтительно расположены друг над другом и образуют соответственно первое или же второе крепежное устройство.
Посредством не показанного отдельно приводного узла для поворота поворотной стенки 64′ по выбору первая поверхность 70′, стенки с первым креплением 114 или вторая поверхность стенки 72′ со вторым крепление 116 может быть обращена к технологической камере 56 окрасочного модуля 40′, в то время как соответственно другая поверхность 72′ или же 70′ стенки с соответствующим креплением 116 или же 114 направлена к транспортировочному туннелю 14. Эти обе ориентации поверхностей 70′, 72′ стенок с обоими креплениями 114 или же 116 определяют первое и второе рабочее положение поворотной стенки 64′. В первом рабочем положении поворотной стенки 64′ ее первая поверхность 70′ стенки частично ограничивает технологическую камеру 56, во втором рабочем положении поворотной стенки 64′ ее вторая поверхность 72′ стенки частично ограничивает технологическую камеру 56.
В окрасочном модуле 40′ в его технологической камере 56 расположен семиосный покрасочный робот 118, который сам по себе известен. Покрасочный робот 118 удерживается на салазках 120, которые могут перемещаться на противолежащей технологической камере 20 наружной стороне стенки 62 кабины в корпусе 122 салазок в горизонтальном направлении вдоль стенки 62 кабины. Корпус 122 салазок на фиг.12 виден в первом модуле 36′ очистки, в третьем окрасочном модуле 46′ и в сушильном модуле 50′.
На стенке 62 кабины имеется горизонтальный направляющий шлиц 124, сквозь который покрасочный робот 118 соединен с салазками 120. Направляющий шлиц 124 на обеих сторонах стенки 62 кабины уплотнен, например, посредством не показанного здесь отдельно пластинчатого уплотнения относительно корпуса 122 салазок.
Как видно на фиг.12 и 13, наряду с манипуляционными роботами 30, 32, там на ходовой направляющей 28 расположен третий манипуляционный робот 126.
С первым и вторым модулем 36′, 38′ очистки, а также первым и вторым окрасочным модулем 40′, 42′ и первым модулем 44 выпаривания складские столы 94 не соотнесены.
Модифицированная технологическая установка 10′ функционирует следующим образом, причем процесс шлюзования происходит как в упомянутой выше технологической установке 10.
Манипуляционный робот 30 извлекает следующий для него бампер 12 с подающего транспортера 24 и размещает его на изначально пустом первом креплении 114 на поворотной стенке 64′ первого модуля 36′ очистки.
Его поворотная стенка 64′ поворачивается на 180° и приводится в первое рабочее положение, в котором ее поверхность 70′ стенки с первым креплением 114 направлена к технологической камере 56 первого модуля 36′ очистки. Затем находящийся в технологической камере 56 первого модуля 36′ очистки бампер 12 очищается.
Во время процесса очистки манипуляционный робот 30 снимает следующий бампер 12 с подающего транспортера 24 и позиционирует его на втором креплении 116 поверхности 72′ поворотной стенки 64′ модуля 36′ очистки.
Когда бампер 12 па первом креплении 114 полностью очищен, то поворотная стенка 64′ первого модуля 36′ очистки поворачивается на 180° вокруг оси 66 вращения, так что она принимает свое второе рабочее положение.
Уже очищенный бампер 12 на первом креплении теперь находится в транспортировочном туннеле 14, в отличие от чего второе крепление 116 поворотной стенки 64′′ удерживает соответствующий еще неочищенный бампер 12 в технологической камере 56 первого модуля 37′ очистки.
Теперь там очищается этот бампер 12 на втором креплении 116. В это время второй манипуляционный робот 32 снимает уже очищенный бампер 12 с первого крепления первого модуля 36′ очистки и устанавливает его на первое крепление 114 второго модуля 38′ очистки. Между тем, первый манипуляционный робот 30 снимает следующий бампер 12 с подающего транспортера 24 и устанавливает его на освободившееся первое крепление 114 первого модуля 36′ очистки.
Разъясненные выше в отношении первого модуля 36′ очистки, следующие друг за другом процессы очистки с соответствующим вращением поворотной стенки 64′ и транспортировкой бамперов 12 соответствующим образом происходят и во втором модуле 38′ очистки и в последующих первом и втором окрасочных модулях 40′ и 42′. Таким образом, бамперы 12 по тактам транспортируются через технологическую установку 10′ сначала от одного модуля ВМ′ к следующему.
Вышедшие из второго окрасочного модуля 42′ бамперы 12 укладываются третьим манипуляционным роботом 126 в соответствующие приемные ниши первого модуля 44 выпаривания.
В окрасочных модулях 40′, 42′ и 46′ покрасочный робот 118 в технологической камере 56 перед каждым поворотом соответствующей поворотной стенки 64′ приводится в видимое на фиг.15 в окрасочном модуле 40′ боковое безопасное положение, так что поворотная стенка 64′ во время своего перемещения не может задеть покрасочный робот 118. Для иллюстрации этого поворотная стенка 64′ первого окрасочного модуля 40′ на фиг.15 показана в положении между первым и вторым рабочими положениями во время процесса поворота. В соответствующей технологической камере 56 соответствующего окрасочного модуля 40′, 42′ или 46′ окрашивается соответствующий бампер 12 на первом креплении 114 или 116, для чего на покрасочный робот 118 подаются соответствующие сигналы управления.
Соответствующим образом находившиеся достаточно долго на хранении в первом модуле 44 выпаривания бамперы 12 с помощью третьего манипуляционного робота 126 подаются к третьему окрасочному модулю 46′ и передаются на его крепление 114 или 116, в зависимости от того, какое рабочее положение занимает его поворотная стенка 64′.
До этого находившийся на соответствующем креплении 114 или 116, уже покрытый в третьем окрасочном модуле 46′ бампер 12 захватывается манипуляционным роботом 126 и укладывается во второй модуль 48 выпаривания.
Оттуда бампер 12 посредством манипуляционного робота 126 транспортируется к сушильному модулю 50 и укладывается соответственно на крепление 114 или 116, чтобы быть высушенным там.
Процесс загрузки и извлечения с соответствующим поворотом поворотной стенки 64′ во всех технологических модулях 36′, 38′, 40′, 42′, 46′ и 50′ протекает по одинаковому принципу.
В совокупности, посредством технологических установок 10 и 10′ создано по технологической установке для обработки поверхности предметов, которые с чрезвычайно высокой гибкостью могут быть адаптированы к требуемой для определенных предметов технологической последовательности. Эта адаптация возможна благодаря модульному принципу в форме технологических модулей ВМ или же ВМ′ и модулям AM выпаривания, так как таким образом можно несложным способом менять отдельные модули или просто изменять их рабочее положение вдоль технологического участка.
Так как технологические модули ВМ всегда имеют одинаковую базовую конструкцию, то их изготовление дешевле, чем индивидуально изготовленных отдельных модулей.
Если, например, технологический модуль ВМ′ нужно использовать как сушильный модуль 50′, хотя данный модуль 50′ и включает в себя корпус 122 салазок. В этом случае он просто не используется, если в технологической камере 56 размещен не покрасочный робот, а, например, ультрафиолетовые излучатели.
Технологические модули ВМ или ВМ′ могут быть модифицированы с помощью соответствующих рабочих агрегатов для проведения всех обычно требующихся в рамках обработки поверхности рабочих операций.
В модификации общая установка 10 может быть выполнена в виде технологической башни с расположенными вертикально друг над другом технологическими модулями ВМ или ВМ′ и модулями AM выпаривания.
Реферат
Изобретение относится к установке для обработки поверхности предметов, прежде всего кузовных деталей. Установка для обработки поверхности предметов, прежде всего кузовных деталей, включает в себя по меньшей мере две технологические кабины, которые задают соответственно по одной технологической камере. Посредством транспортирующего устройства предметы могут транспортироваться вдоль транспортировочного участка к соответственно одной из технологических кабин, в технологическую камеру технологической кабины, из технологической камеры технологической кабины и от технологической кабины. Каждая технологическая кабина охвачена соответственно одним модульным узлом в форме технологического модуля который выполнен с возможностью перемещения и с возможностью съемного расположения и закрепления в рабочем положении относительно транспортировочного участка. В установке для обработки поверхности предметов вдоль транспортировочного участка расположены одна или несколько направляющих, по которым предусмотрена возможность перемещения соответствующего модульного узла. Техническим результатом изобретения является обеспечение возможности гибкой адаптации установки к различным подлежащим обработке предметов. 12 з.п. ф-лы, 15 ил.
Формула
а) по меньшей мере две технологические кабины (52), которые задают соответственно по одной технологической камере (56),
б) транспортирующее устройство (22), посредством которого предусмотрена возможность транспортировки предметов (12) вдоль транспортировочного участка (14) к соответственно одной из технологических кабин (52), в технологическую камеру (56) данной технологической кабины (52), из технологической камеры (56) данной технологической кабины (52) и от данной технологической кабины (52), причем
в) каждая технологическая кабина (52) охвачена соответственно одним модульным узлом (ВМ, ВМ′) в форме технологического модуля (ВМ, ВМ′), который как таковой выполнен с возможностью перемещения и с возможностью съемного расположения и закрепления в рабочем положении относительно транспортировочного участка (14), отличающаяся тем, что вдоль транспортировочного участка (14) расположены одна или несколько направляющих (106, 108), по которым предусмотрена возможность перемещения соответствующего модульного узла (ВМ, ВМ′, АМ).
Документы, цитированные в отчёте о поиске
Устройство для обработки поверхности кузовов автомобилей
Комментарии