Пластиковый профиль для герметизации щелей и способ его размещения - RU2178730C1
Код документа: RU2178730C1
Чертежи





























Описание
Изобретение относится к пластиковому профилю для герметизации щели между двумя деталями кузова автомобилей, в частности для ремонтного лакирования автомобилей, содержащему адгезив для разъемного закрепления лентообразного пластикового профиля на поверхности, и к способу его размещения.
Уровень техники
При
подготовке, например, кузова к ремонтному лакированию, как правило, требуется закрыть определенные части или поля, с тем чтобы они не вступали в контакт с распыливаемым лаком при последующем
лакировании. Подходящим средством для этого являются липкие ленты, полимерные ленты, ленты для герметизации швов и/или пенопластовые ленты.
При ремонтном лакировании автомобилей в большинстве случаев исправляют лишь участок кузова. Такие частичные исправления составляют, по оценкам, 90% в мастерской по окраске автомобилей против 10% полного лакирования.
Для этой цели участки автомобиля должны закрываться бумагой, пленкой или соответственно подходящим покрывающим средством, с тем чтобы отлакировать только ремонтируемую деталь. Ограничения возникают почти всегда в зоне швов. Для этого, однако, необходимо, чтобы эти швы были герметизированы от проникающего тумана краски.
Так, заявка ФРГ 4106960 А1 описывает устройство для временного перекрытия щелей, швов и т. п. кузова с целью предотвращения проникновения абразивных средств или частиц лака при соответствующей обработке кузовов, имеющее, по меньшей мере, одно клеевое покрытие для закрепления на деталях кузова. Для этого устройство выполнено в виде приблизительно треугольного сплошного профиля из мягкого пенопласта, резины и т. п. с клеевым покрытием, по меньшей мере, на одной из трех сторон. Это устройство имеет, однако, тот недостаток, что в определенных монтажных положениях в зоне кромок герметизированных этим устройством щелей деталей кузова нанесенный перед лакированием наполнитель скапливается, однако в процессе лакирования этот наполнитель неполностью покрывается лаком. После отделения устройства возникает полоса цвета наполнителя, т. е. другого цвета, нежели цвет нанесенного лака. Термин "наполнитель" обозначает при этом, например, предварительно нанесенную шпатлевочную массу для компенсации неровностей лакируемой поверхности.
Европейская заявка 0365510 А1 описывает способ и средство для покрывания, по меньшей мере, одной части обрабатываемой поверхности, причем на части названной поверхности разъемно размещен стойкий к обработке поверхности элемент, который по окончании обработки удаляют. В качестве элементов, по меньшей мере, на часть неровности на поверхности помещают сжимаемую подушку, причем подушка может быть подогнана к неровности, на которую ее помещают. Эта подушка представляет собой круглый профиль. Точки соприкосновения между подушкой и соответствующей деталью кузова расположены, однако, очень близко к щели и поэтому очень сильно подвержены воздействию лакового тумана. В этих местах происходит усиленное нежелательное образование кромок, поскольку форма мест соприкосновения дополнительно способствует скоплению частиц лака.
Задача, решение, преимущество
Задачей настоящего изобретения является создание улучшенного пластикового профиля описанного выше рода,
который устранял бы вышеназванные недостатки, причем, в частности, необходимо избегать образования кромок за счет нанесения лакового тумана в точках или на участках соприкосновения между пластиковым
профилем и деталями кузова, т. е. необходимо воспрепятствовать скоплению лака в зоне кромок.
Эта задача решается посредством пластикового профиля описанного выше рода с отличительными признаками п. 1 формулы изобретения.
Для этого у пластикового профиля согласно изобретению предусмотрено, что он выполнен в виде плоского профиля четырехугольного или прямоугольного сечения, причем, по меньшей мере, один угол прямоугольного сечения выполнен скругленным, а именно либо в форме четверти круга, либо в форме полукруга, причем в этом случае полукруглый профиль простирается по всей проходящей поперек продольного направления профиля стороне.
Выполненный таким образом пластиковый профиль используют для герметизации щелей или обращаются с ним
следующим образом:
а) закрепление пластикового профиля в зоне щели с помощью адгезива на неподвижной детали кузова, причем подвижная деталь кузова находится в открытом состоянии;
б)
закрывание подвижной детали кузова;
в) вдавливание пластикового профиля с его сжатием в герметизируемую щель;
г) дальнейшее вдавливание пластикового профиля в герметизируемую щель
таким образом, чтобы дугообразно выполненная сторона пластикового профиля была смещена назад в герметизируемую щель на заданную длину.
Это имеет то преимущество, что при лакировании эффективно предотвращается образование кромок нанесенным лаком, т. е. не происходит скопление лака в зоне кромок.
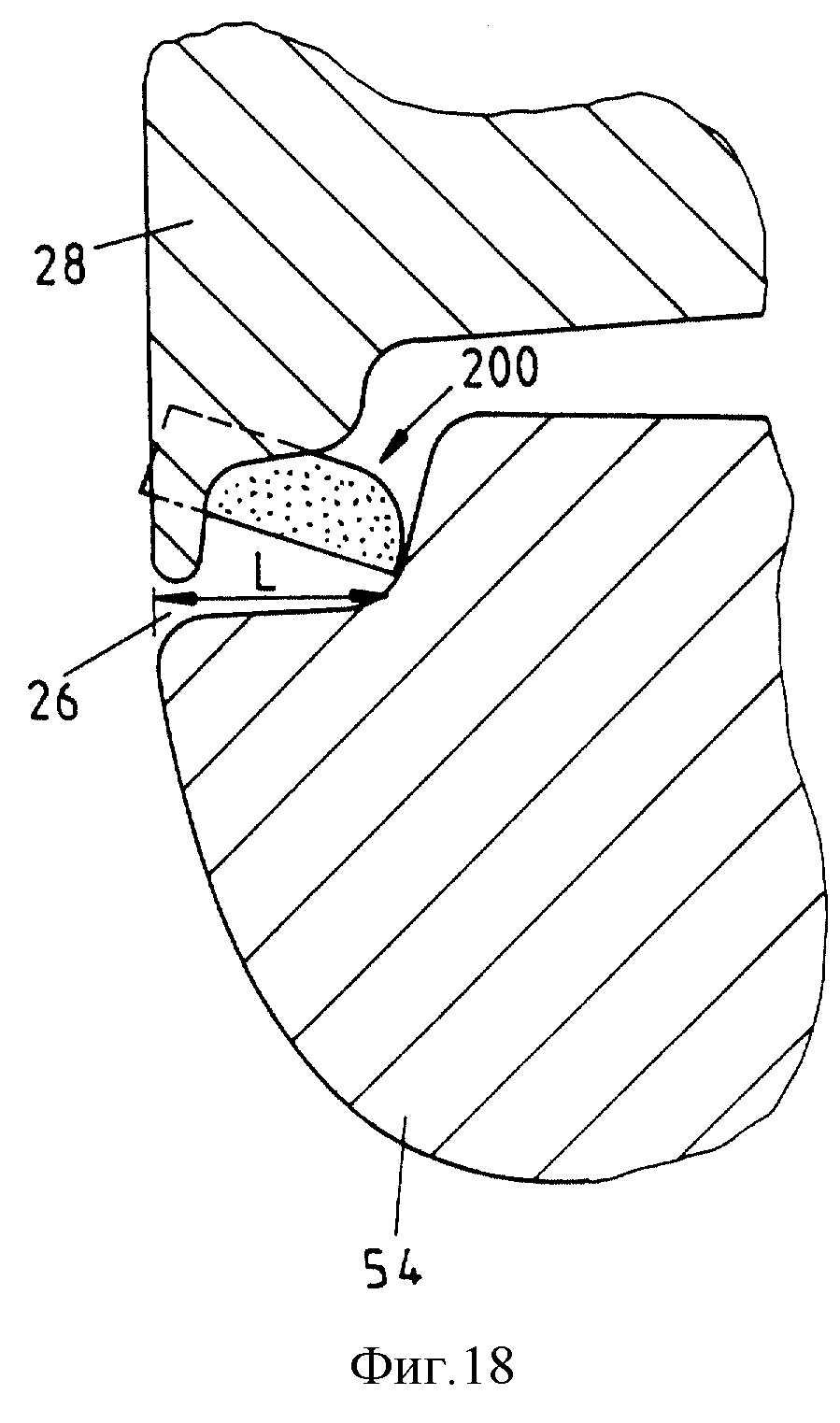
Применение пластикового профиля осуществляют при этом так, что скругленный угол пластикового профиля располагают на неподвижной детали кузова таким образом, что точка соприкосновения скругленного угла с неподвижной деталью кузова отстоит от щели на длину L, причем длина L больше ширины щели.
Это имеет то преимущество, что опасность образования кромок в точках соприкосновения между пластиковым профилем и деталями кузова эффективно уменьшена, поскольку эти точки соприкосновения на существенный отрезок удалены от щели, и лаковый туман может попасть к этим точкам соприкосновения не непосредственно, а только с глубоким проникновением в относительно большую полость между щелью и пластиковым профилем. Другими словами, щель за счет своей существенно меньшей протяженности относительно удаления точек соприкосновения от щели экранирует точки соприкосновения от лакового тумана.
За счет того что длину L выбирают таким образом, что поверхность полости между щелью и пластиковым профилем в четыре раза больше самой щели, возникает то преимущество, что осаждение лака в полости примерно в четыре раза меньше по сравнению с лакируемыми поверхностями.
Преимущественные усовершенствования пластикового профиля описаны в зависимых пунктах формулы изобретения.
Так, в одной предпочтительной форме выполнения изобретения длинная сторона прямоугольного сечения имеет длину 15-25 мм, в частности 20 или 24 мм, а короткая сторона прямоугольного сечения - длину 8-10 мм, в частности 9 мм.
Для герметизации особенно широких щелей на противоположной скругленному углу короткой стороне прямоугольного сечения, по меньшей мере, два идентичных пластиковых профиля соединены между собой последовательно посредством места заданного разрыва.
Бесконечная лента из пластиковых профилей согласно изобретению с соответственно простой и отвечающей практике применимостью получается за счет того, что на одной короткой стороне прямоугольного сечения, по меньшей мере, один угол которой скруглен, посредством места заданного разрыва соединены между собой последовательно, по меньшей мере, два идентичных пластиковых профиля.
Для закрепления пластикового профиля согласно изобретению при монтаже в щели перед зажатием путем закрывания подвижной детали кузова, по меньшей мере, на одной длинной стороне прямоугольного сечения, а также на округлении сечения расположен адгезив. За счет того, что на скруглении предусмотрен адгезив, возможно размещение под любым нужным углом, так что этим можно соответственно учесть любую ширину щели.
Целесообразно пластиковый профиль изготовлять из обладающего впитывающей способностью, в частности пористого, материала, например, пенопласта.
Пластиковый профиль изготовлен из материала, который противостоит поверхностной обработке, в частности лакированию поверхности кузова.
Особенно простое и эффективное расположение получается тогда, когда дугообразная сторона выполнена в форме части сегмента оболочки цилиндра с заданным радиусом или в форме части сегмента оболочки шара с заданным радиусом. Этот заданный радиус составляет, например, 7-10 мм, в частности 8,5 или 8 мм.
Для достижения оптимальных переходов между заново отлакированными поверхностями рядом с герметизируемой щелью и старыми лакированными поверхностями пластиковый профиль изготовлен из обладающего впитывающей способностью пористого материала, в частности пенопласта.
Согласно другой форме выполнения, адгезив размещен на скругленном углу. Это имеет то преимущество, что с помощью подобного профиля можно установить любой угол профиля внутри щели.
Целесообразно скругленный угол выполнить в форме дуги окружности, имеющей предпочтительно радиус, например, 7-10 мм, в частности 8,5 мм.
Согласно другой форме выполнения, пластиковый профиль состоит из прямоугольного в сечении профиля с проходящими параллельно друг другу и в продольном направлении профиля продольными сторонами и проходящими поперек продольного направления профиля узкими сторонами, причем первая узкая сторона из обеих узких сторон скруглена, и скругленный отрезок имеет клеевое покрытие и переходит в проходящий прямолинейно отрезок, который проходит под углом к второй узкой стороне и с образованием приблизительно треугольного участка поверхности удлинен за продольную сторону профиля и переходит в нее одним отрезком, и причем вторая, противоположная дугообразному отрезку узкая сторона с образованием уступа переходит через отрезок, проходящий под углом в направлении дугообразного отрезка, в продольную сторону профиля.
Из-за нанесения клея при такой форме выполнения пластикового профиля требуется, чтобы полосообразные профили использовались в опрокинутом положении. За счет этого возникает такое специфическое выполнение профилей, поскольку для выполнения перфорации с целью последующего отделения отдельных полос от полосового блока посредством ножа для резки рулона давлением перфорировать можно только в вертикальном направлении.
Другие преимущественные выполнения изобретения являются объектом зависимых пунктов формулы.
Краткое описание чертежей
Примеры выполнения
изобретения более подробно поясняются ниже с помощью
прилагаемых чертежей, на которых:
фиг. 1 - в разрезе пластиковый профиль прямоугольного сечения и с профилем в форме четверти круга в
зоне короткой стороны профиля, несущим клеевое покрытие;
фиг. 2 - расположение трех взаимосвязанных пластиковых профилей по фиг. 1, соединенных между собой по кромке отрыва;
фиг.
3-5 - соответствующие рядные расположения нескольких
пластиковых профилей по фиг. 1, причем пластиковые профили соединены между собой по кромкам отрыва;
фиг. 6-11- различные примеры
расположения пластикового профиля по фиг. 1-5 между подвижной
и неподвижной деталями кузова;
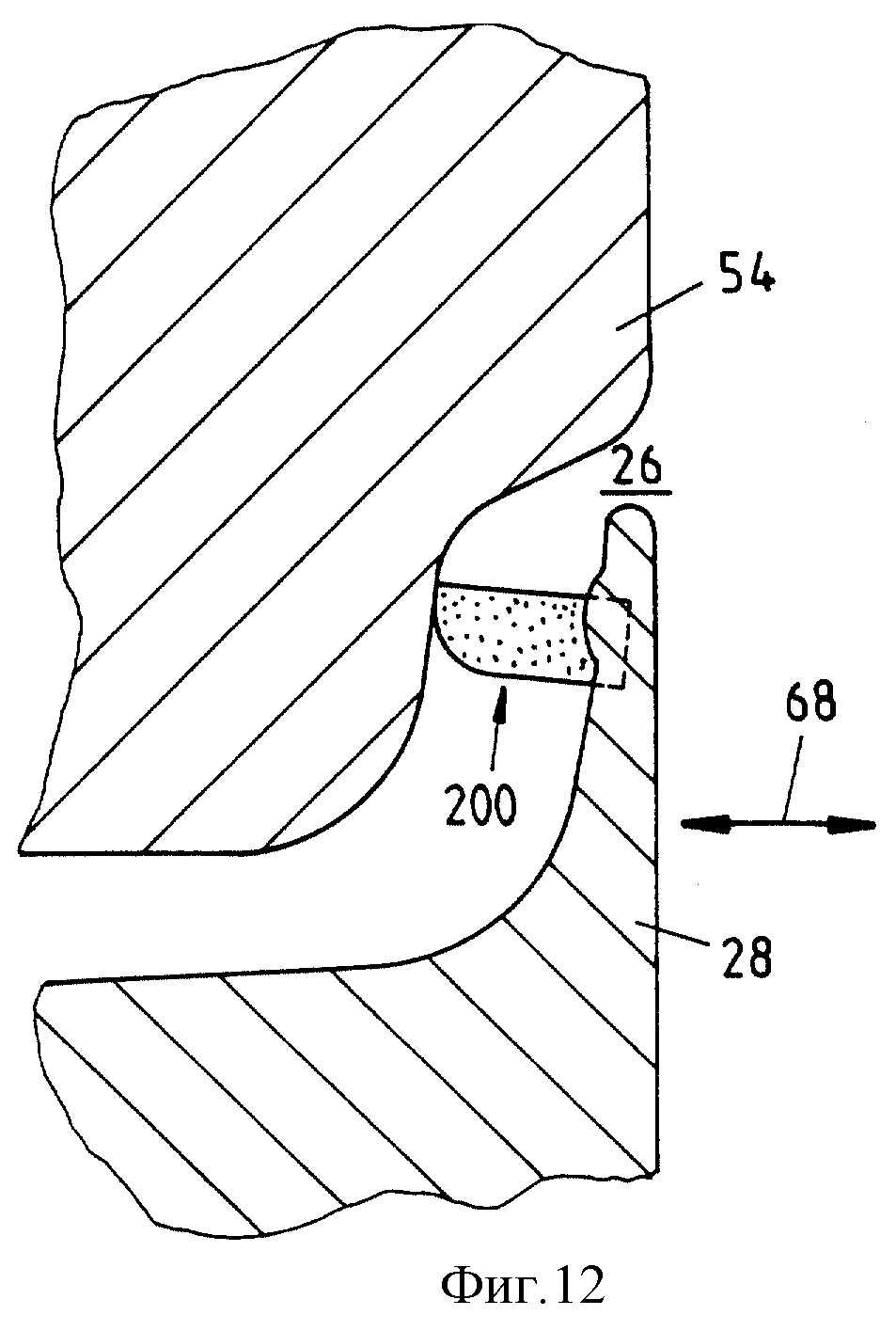
фиг. 12 - расположение пластикового профиля по фиг. 1 между дверью автомобиля и дверным порогом
сбоку, сзади, снизу;
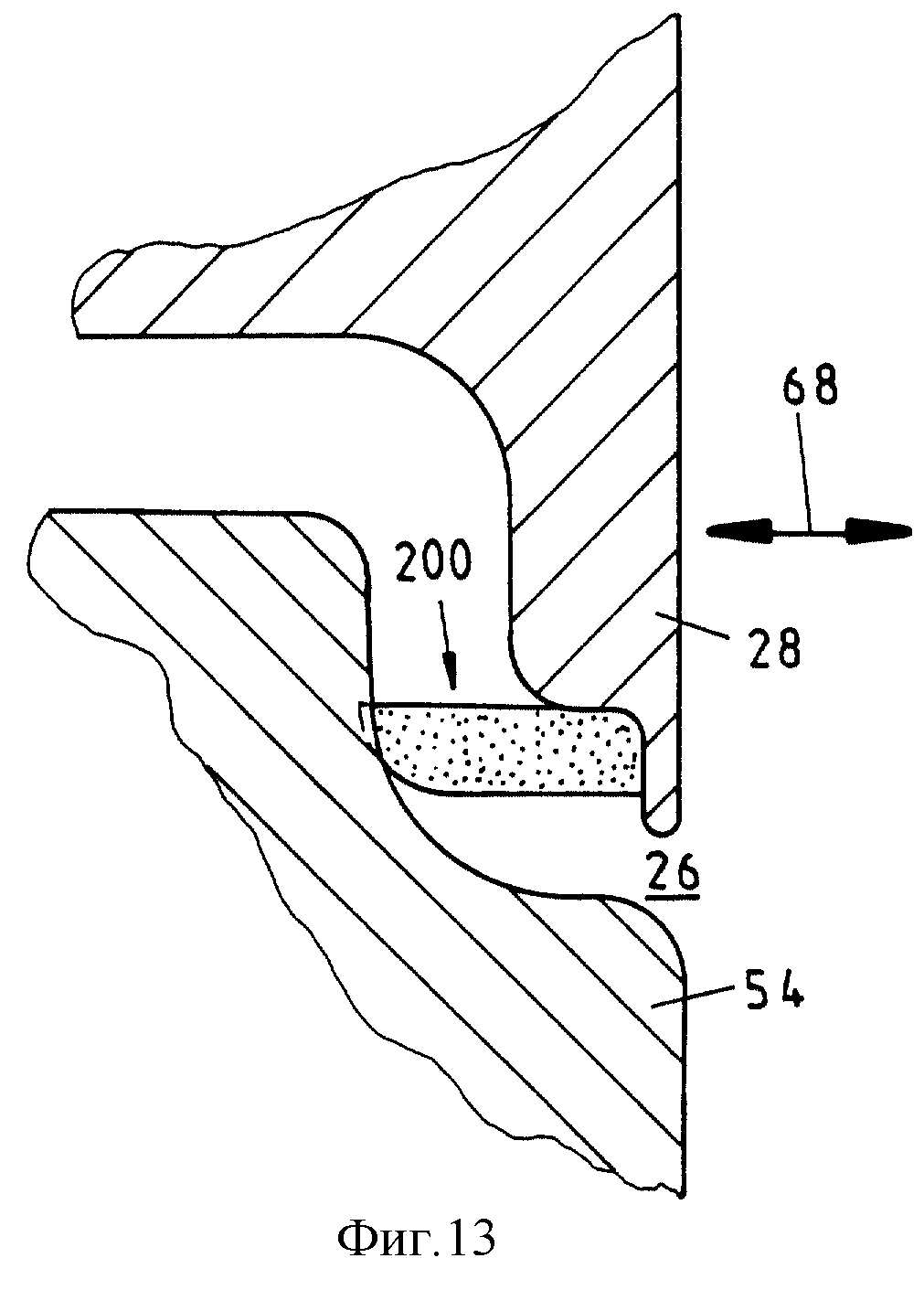
фиг. 13 - расположение
пластикового профиля по фиг. 1 между дверью автомобиля и дверным порогом сбоку, сзади, сверху;
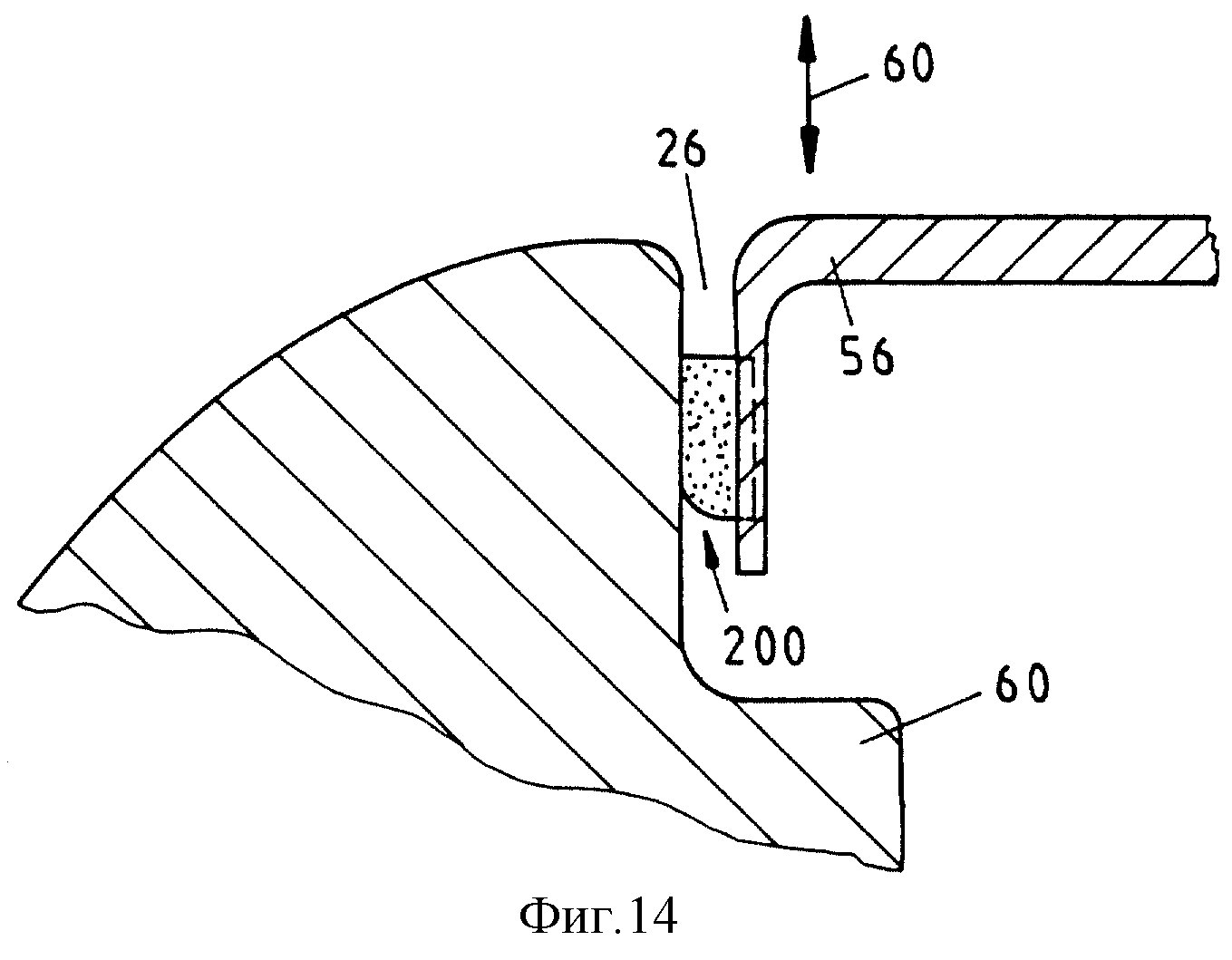
фиг. 14 - расположение пластикового
профиля по фиг. 1 на двери автомобиля сбоку и сзади;
фиг. 15 - расположение пластикового профиля по фиг. 1 между капотом и передним крылом автомобиля;
фиг. 16 - расположение
пластикового профиля по фиг. 1 между передней и задней дверями
автомобиля;
фиг. 17 - расположение пластикового профиля по фиг. 1 на кузове автомобиля между неподвижной деталью кузова и
дверью сзади;
фиг. 18 - расположение пластикового профиля по
фиг. 1 на кузове автомобиля между неподвижной деталью кузова и дверью сверху;
фиг. 19 - расположение пластикового
профиля по фиг. 1 на кузове автомобиля между неподвижной деталью кузова в
виде дверного порога и дверью снизу;
фиг. 20 - расположение пластикового профиля по фиг. 1 на кузове автомобиля
между неподвижной деталью кузова и сбоку двери;
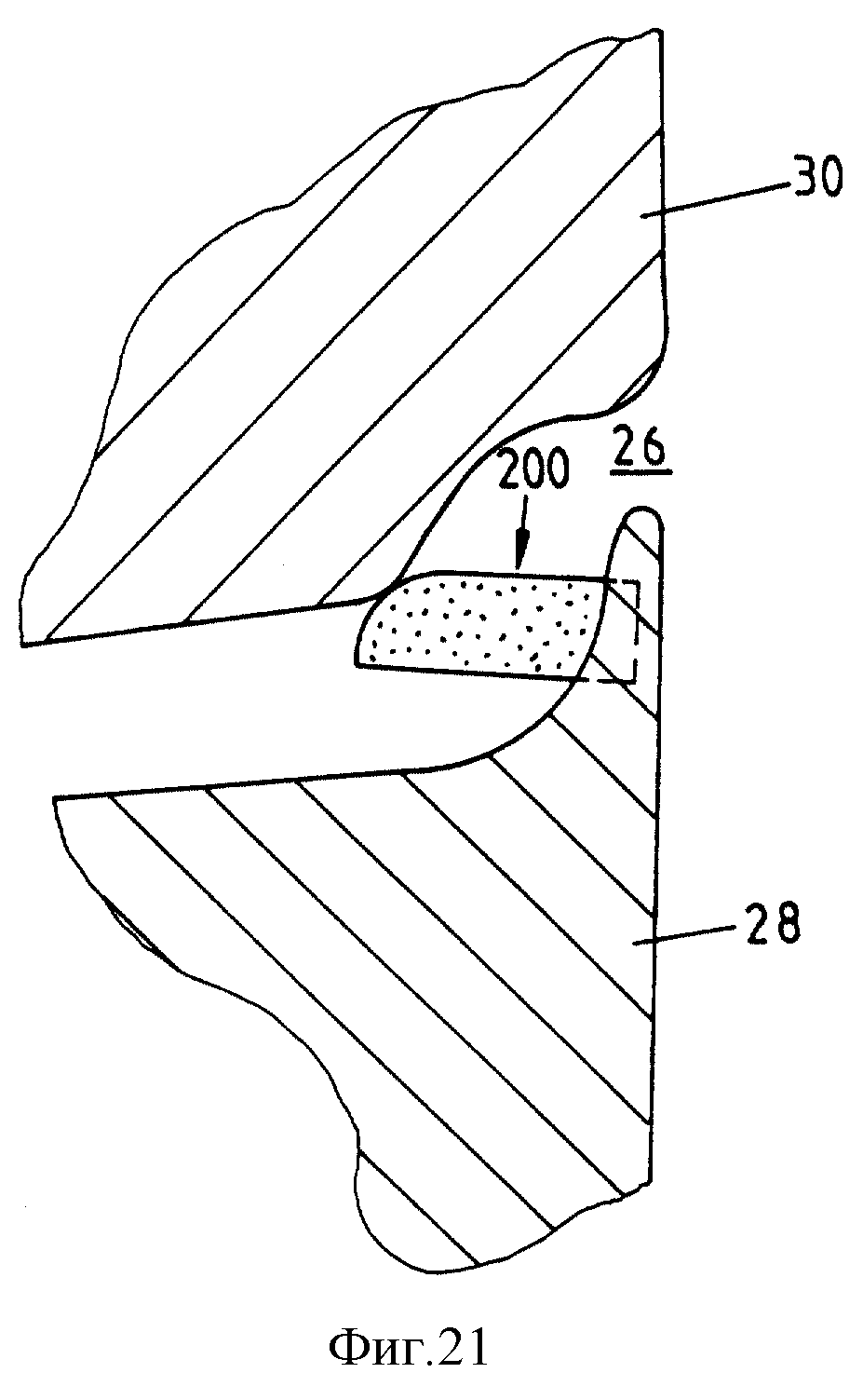
фиг. 21 - расположение
пластикового профиля по фиг. 1 на кузове автомобиля между неподвижной деталью кузова и сбоку крышки багажника;
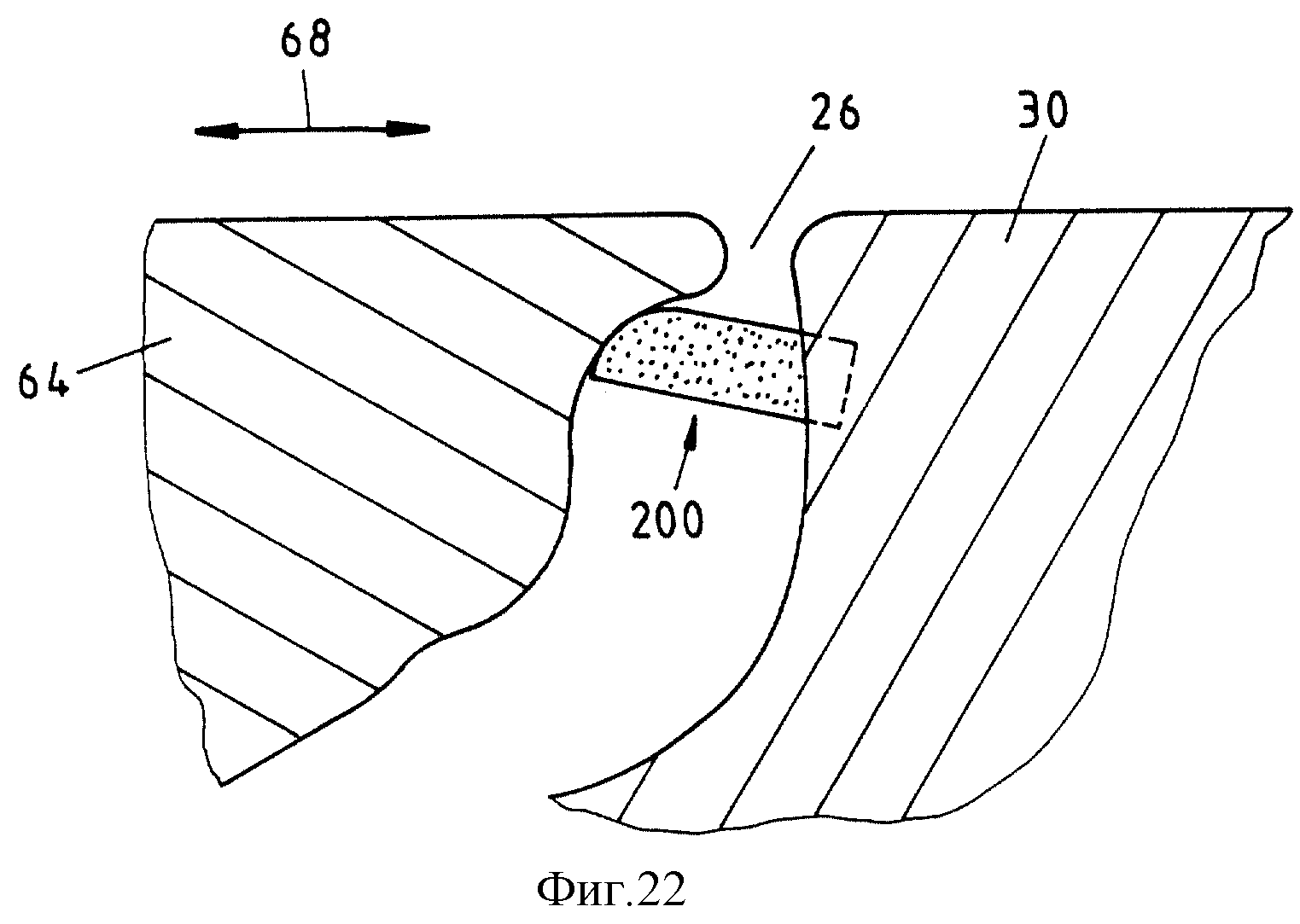
фиг. 22 - расположение пластикового профиля по фиг. 1 на кузове автомобиля между
неподвижной деталью кузова и дверью;
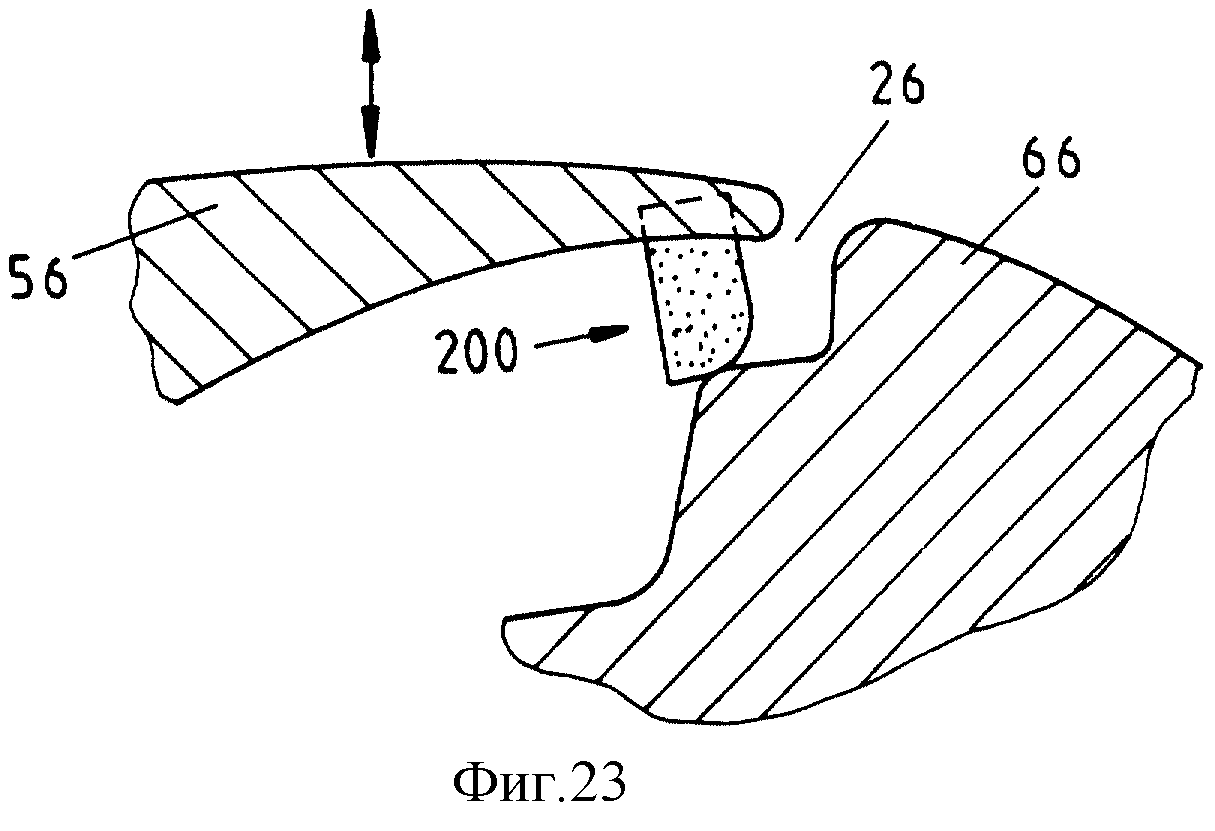
фиг. 23 - расположение пластикового профиля по фиг. 1 на кузове
автомобиля между неподвижной деталью кузова и раздвижной дверью;
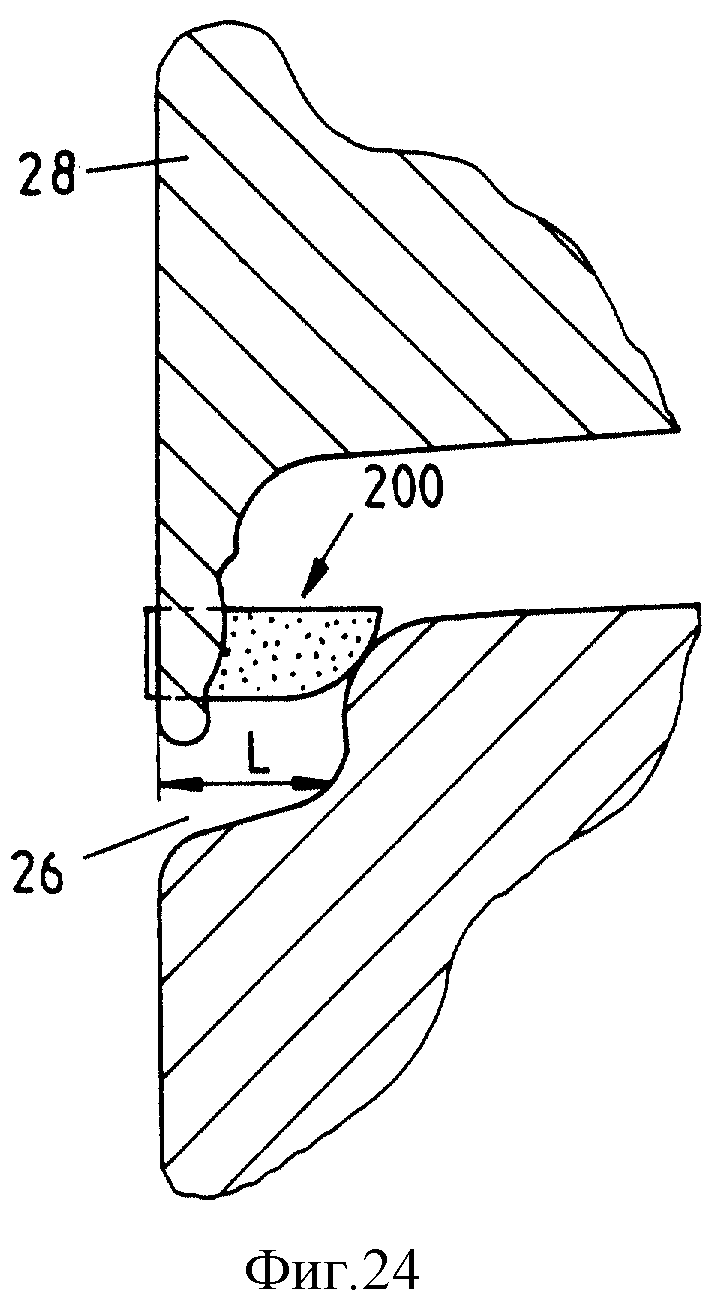
фиг. 24
- расположение пластикового профиля по фиг. 1 на кузове автомобиля между неподвижной деталью кузова и капотом;
фиг. 25 - расположение пластикового профиля по фиг. 1 на кузове автомобиля между
неподвижной деталью кузова и дверью сверху;
фиг. 26 - расположение пластикового профиля по фиг. 1 на
кузове автомобиля между неподвижной деталью кузова и дверью снизу;
фиг. 27
- расположение пластикового профиля по фиг. 1 на кузове автомобиля между неподвижной деталью кузова и сбоку двери;
фиг. 28 - расположение пластикового профиля по фиг. 1 на кузове автомобиля
между неподвижной деталью кузова в виде порога и дверью снизу;
фиг. 29-33 - другие примеры расположения
пластиковых профилей по фиг. 1 в щели;
фиг. 34 - в разрезе другую форму
выполнения Т-образного пластикового профиля прямоугольного сечения и с полукруглым, имеющим клеевое покрытие профилем
в зоне короткой стороны профиля;
фиг. 35 - в разрезе расположение двух
взаимосвязанных пластиковых профилей короткой длины по фиг. 34, соединенных между собой по кромке отрыва;
фиг.
36 - в разрезе рядное расположение нескольких пластиковых профилей по фиг. 34,
причем пластиковые профили соединены между собой по кромкам отрыва;
фиг. 37 - в разрезе расположение двух
взаимосвязанных пластиковых профилей большей длины по сравнению с пластиковыми
профилями по фиг. 35, причем пластиковые профили соединены между собой по кромкам отрыва;
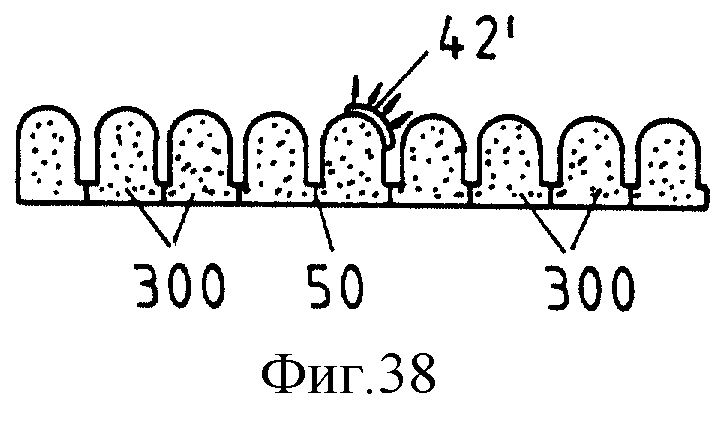
фиг. 38 - в разрезе
рядное расположение нескольких пластиковых профилей по фиг. 37, причем
пластиковые профили соединены между собой по кромкам отрыва;
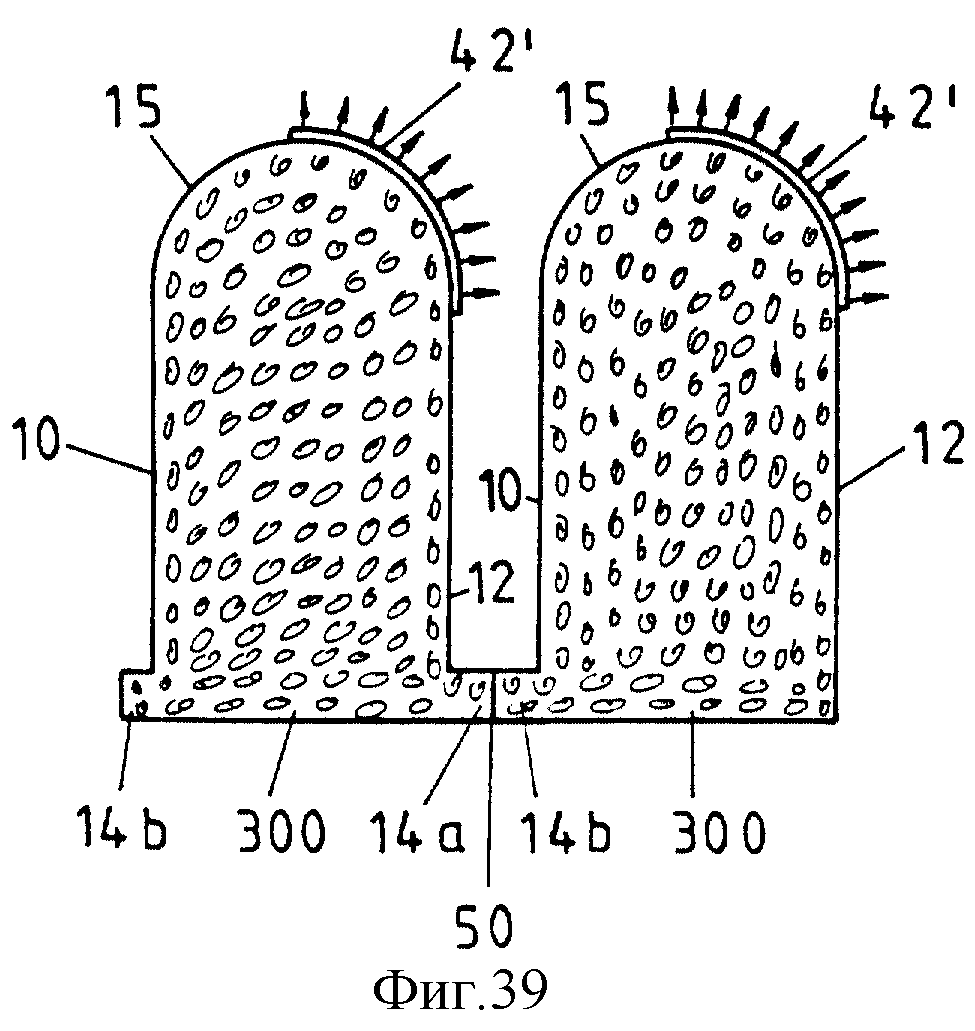
фиг. 39 - в разрезе расположение двух взаимосвязанных
пластиковых профилей большей длины по сравнению с пластиковыми профилями по
фиг. 37, причем пластиковые профили соединены между собой по кромкам отрыва;
фиг. 40 - в разрезе рядное
расположение нескольких пластиковых профилей по фиг. 39, причем пластиковые профили
соединены между собой по кромкам отрыва;
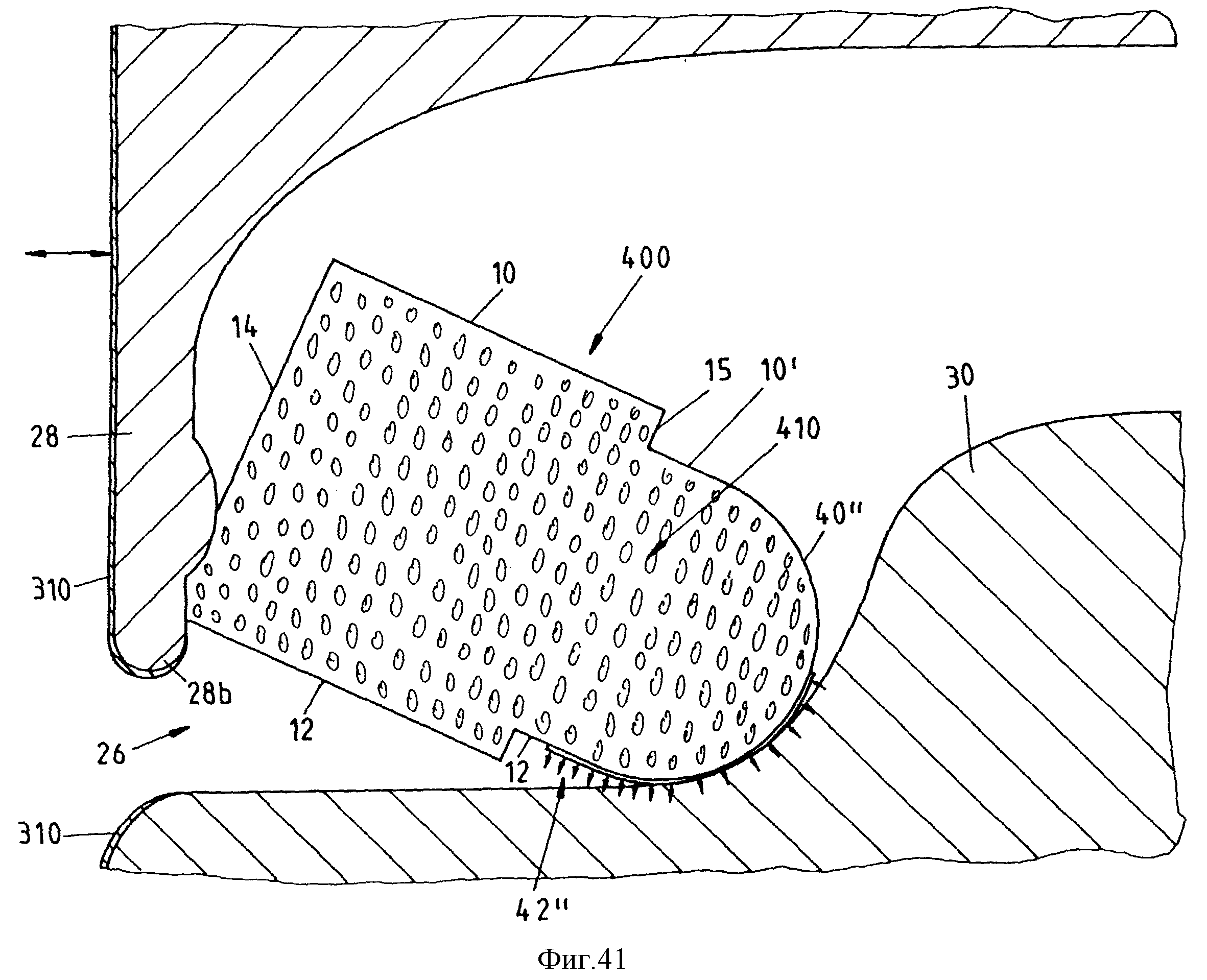
фиг. 41 - в разрезе другую форму выполнения Т-образного
пластикового профиля прямоугольного сечения и с отформованным, суженным в виде шейки отрезком
полукруглого, имеющего клеевое покрытие профиля в зоне более короткой стороны профиля;
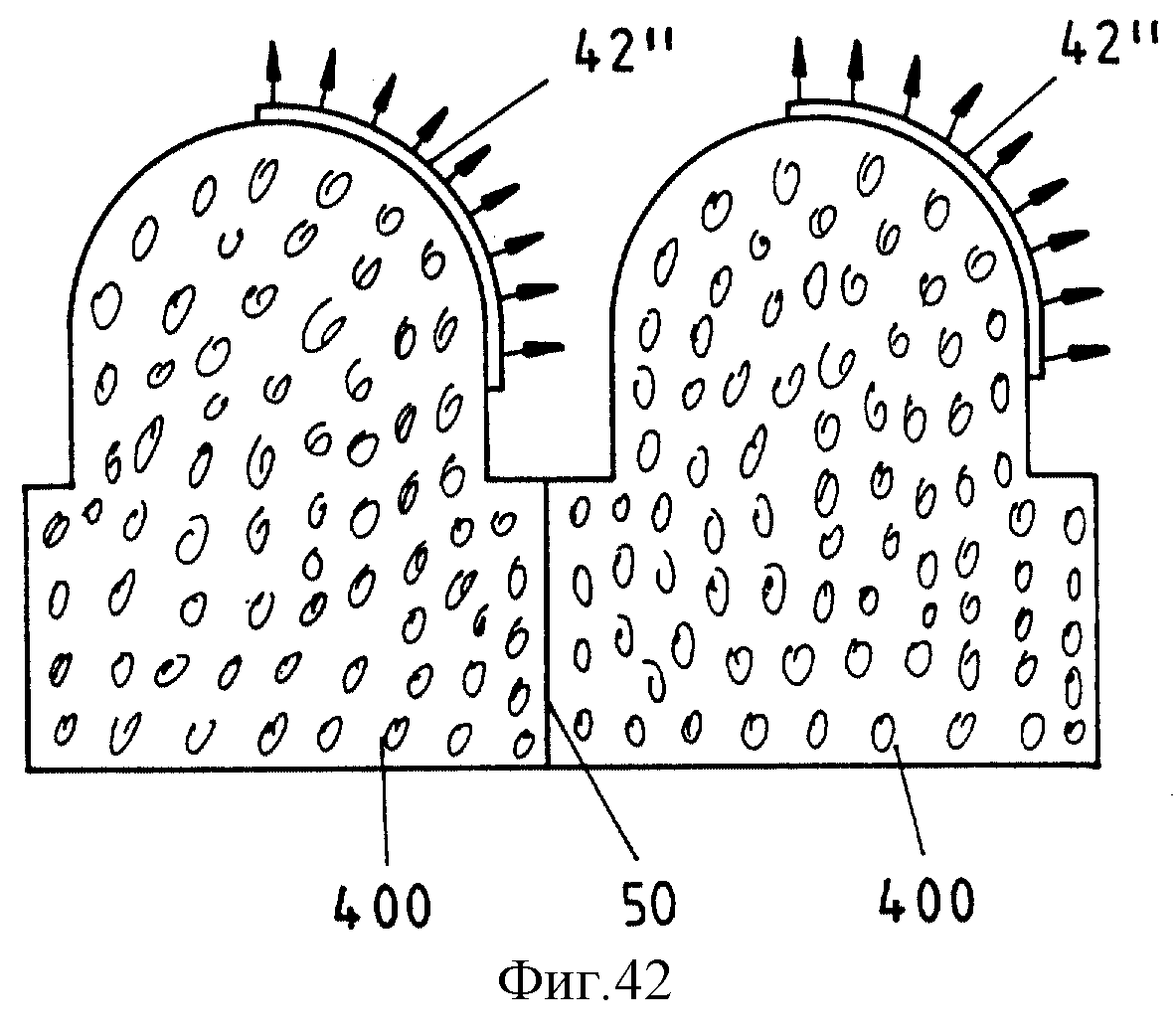
фиг. 42
- в разрезе расположение двух взаимосвязанных пластиковых профилей по фиг. 41, соединенных между
собой по кромке отрыва;
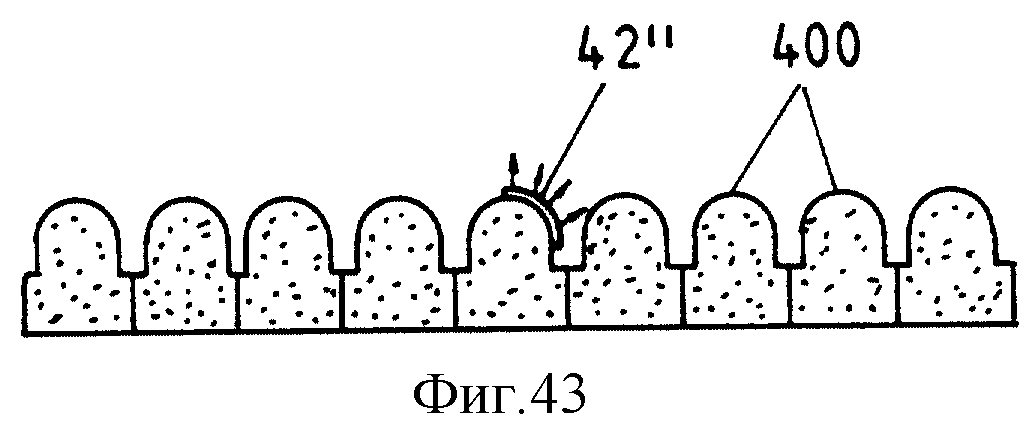
фиг. 43 - в разрезе рядное расположение нескольких пластиковых
профилей по фиг. 41, причем отдельные пластиковые профили соединены между собой по кромкам отрыва;
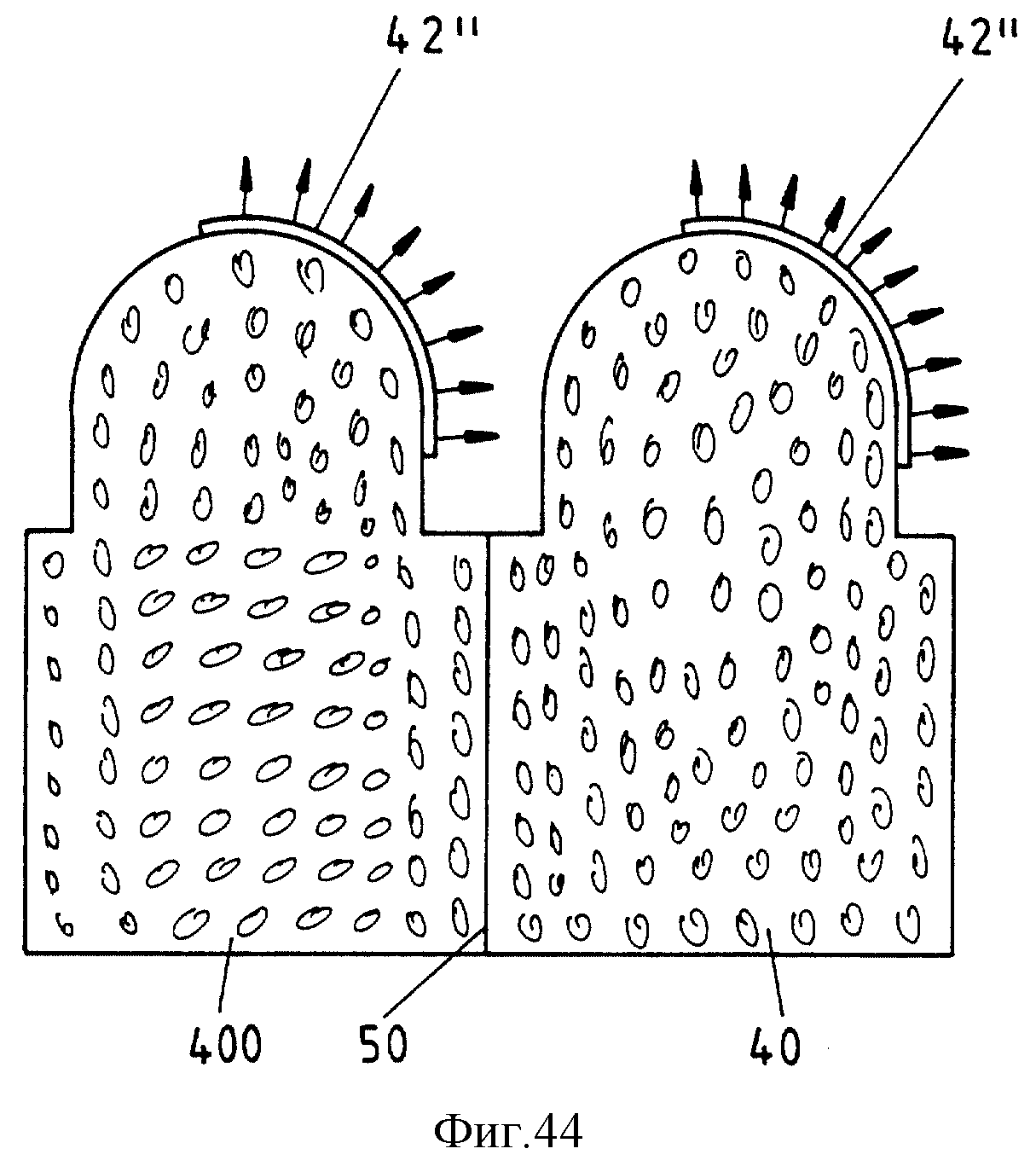
фиг. 44 - в разрезе расположение двух взаимосвязанных пластиковых профилей большей длины по
сравнению с пластиковыми профилями по фиг. 42, причем пластиковые профили соединены между собой по
кромкам отрыва;
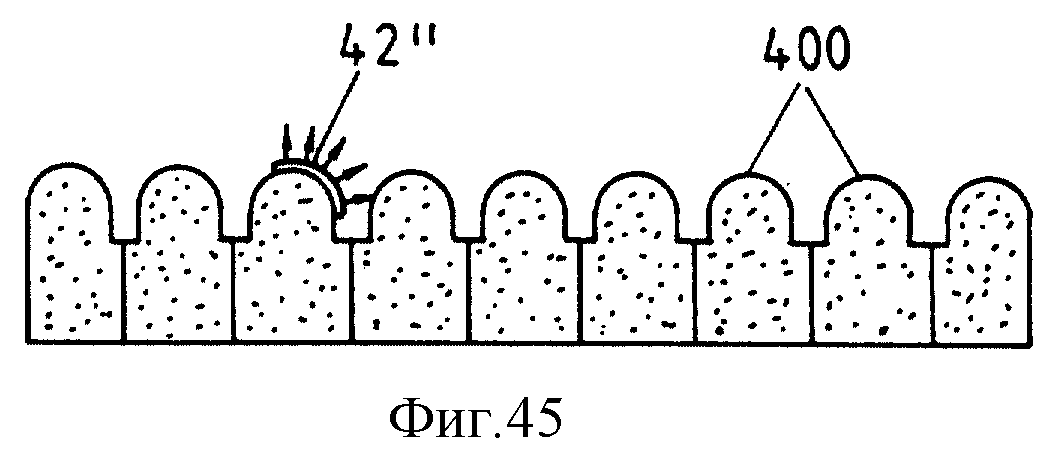
фиг. 45 - в разрезе рядное расположение нескольких пластиковых профилей по
фиг. 44, соединенных между собой по кромкам отрыва;
фиг. 46 - в вертикальном сечении другая
форма выполнения расположенного между подвижной и неподвижной деталями кузова пластикового профиля
с выполненным на одном конце, проходящим под углом ступенчатым отрезком;
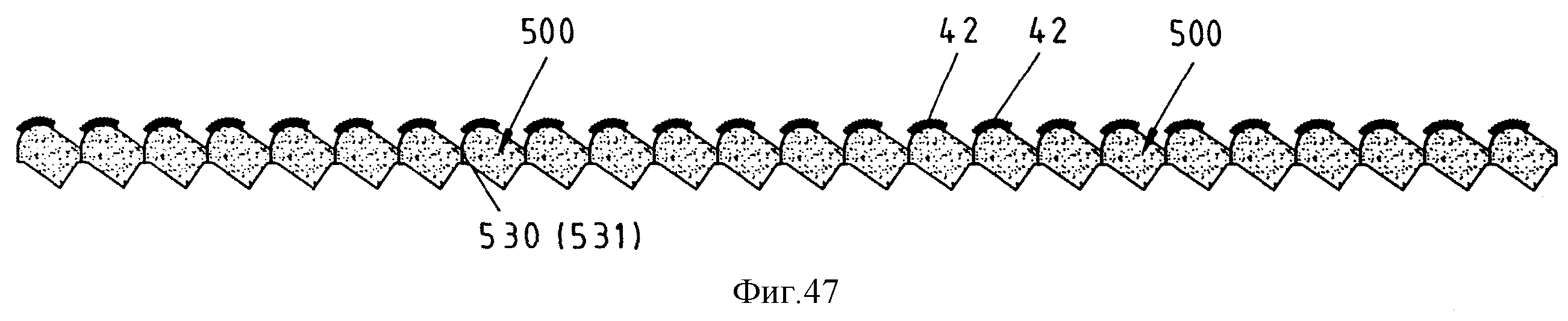
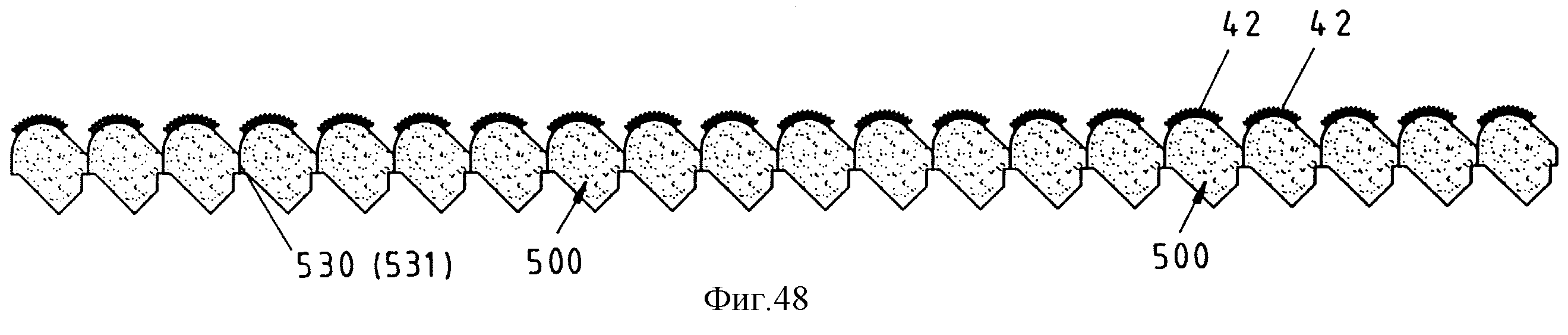
фиг. 47 и 48
- рядные расположения нескольких, соединенных между собой по кромкам отрыва пластиковых профилей по фиг.
46, однако разной длины профиля сечения;
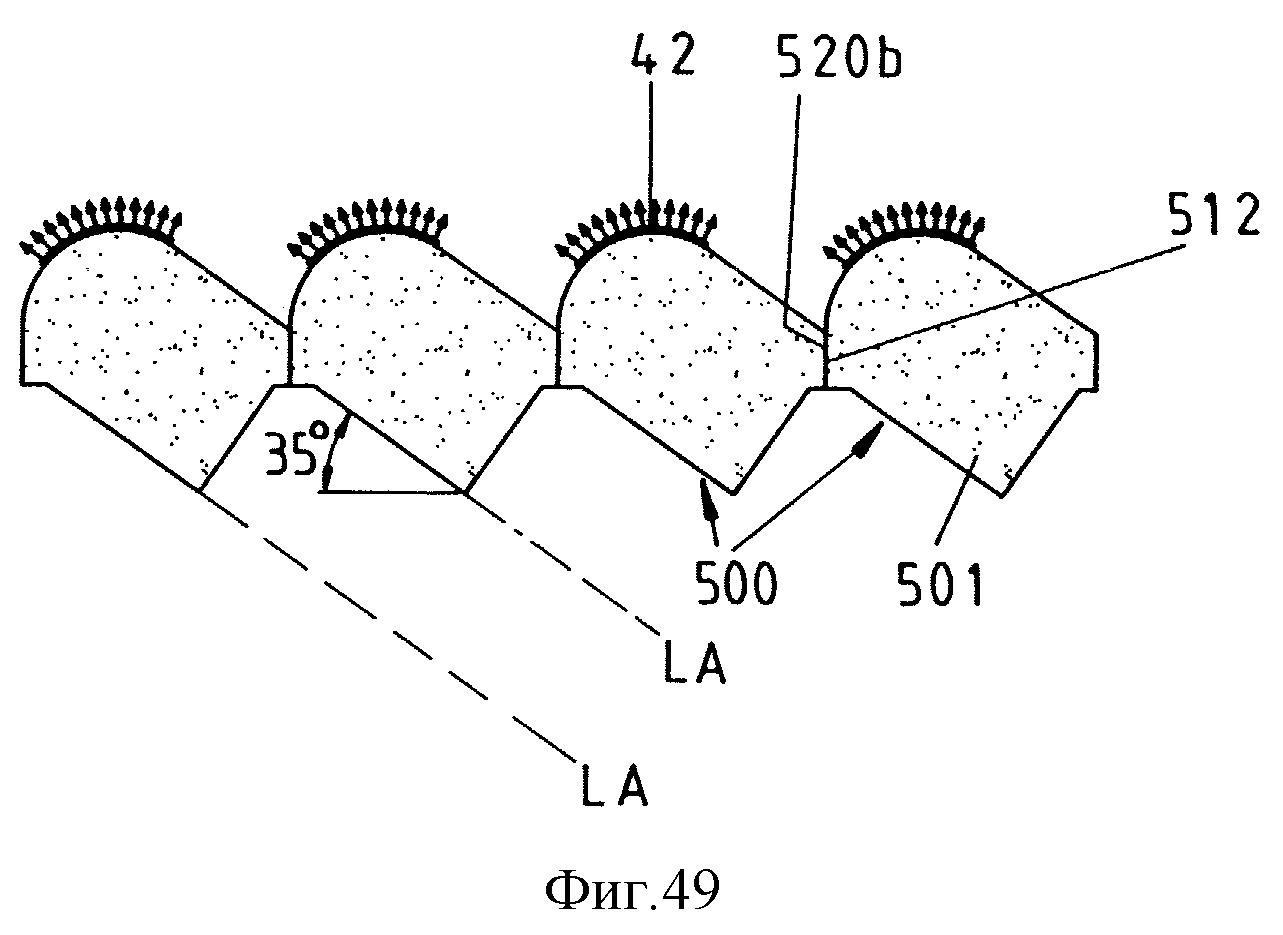
фиг. 49 - в рядном расположении несколько
соединенных между собой по кромкам отрыва пластиковых профилей в вертикальном сечении с образованием
небольшого уступа в зонах кромок отрыва;
фиг. 50 - в рядном расположении несколько
соединенных между собой по кромкам отрыва пластиковых профилей в вертикальном сечении с образованием
большого уступа в зонах кромок отрыва;
фиг. 51 - в увеличенном сечении другая форма
выполнения пластикового профиля со ступенчатыми сужениями, выполненными в зоне обеих узких сторон;
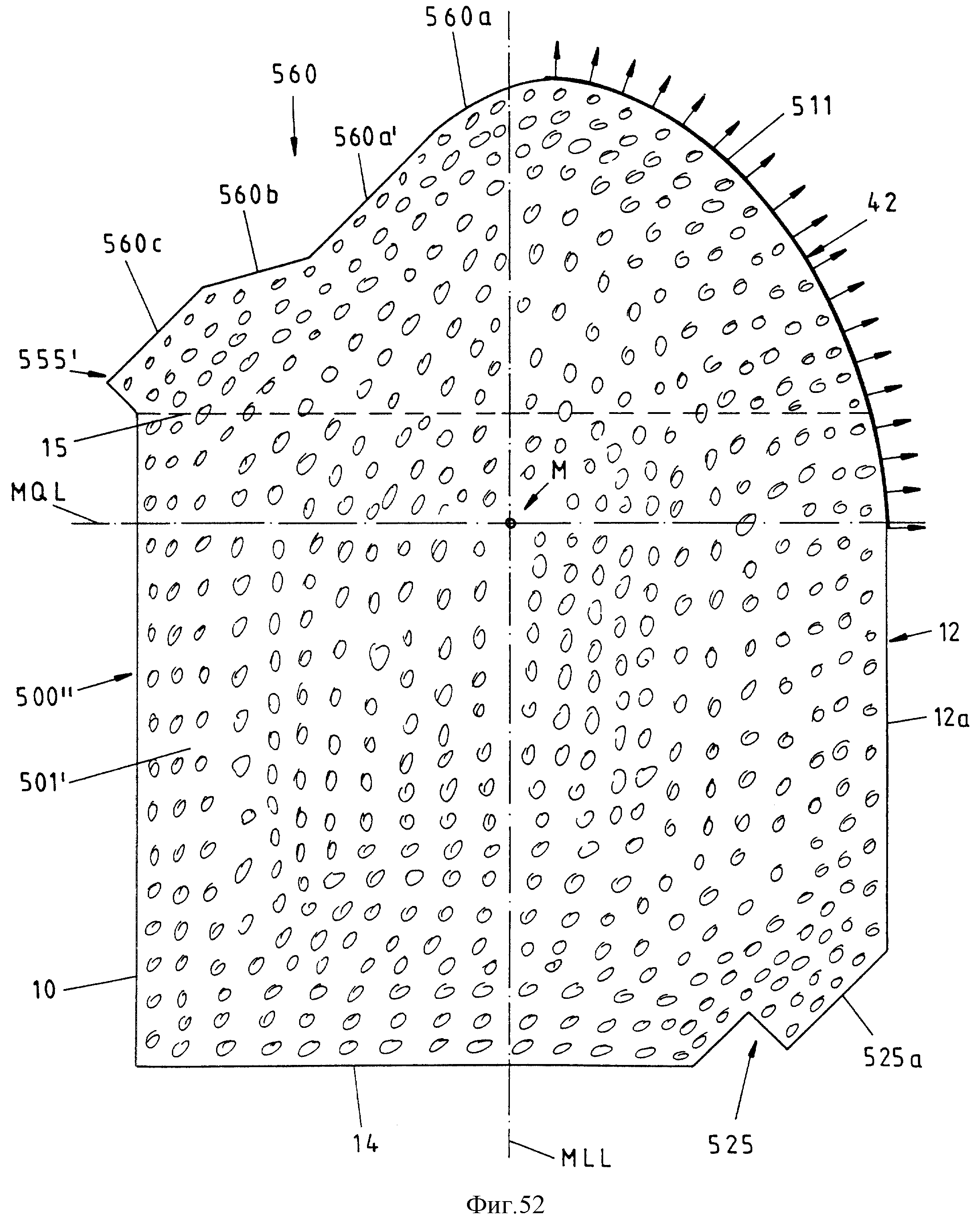
фиг. 52 - в увеличенном сечении другая форма выполнения приблизительно прямоугольного
пластикового профиля со ступенчатыми сужениями, выполненными в зоне одной из обеих узких сторон, и со
ступенчатыми расширениями, выполненными в зоне другой узкой стороны;
фиг. 53 - размещение
пластикового профиля по фиг. 51 в щели между двумя деталями кузова, причем пластиковый профиль
располагают в щели между двумя деталями кузова в наклонном или диагональном положении относительно
расположенных приблизительно под прямым углом друг к другу деталей кузова;
фиг. 54
- размещение пластикового профиля по фиг. 52 в щели между двумя деталями кузова, причем пластиковый профиль
располагают в щели между двумя деталями кузова в наклонном или диагональном положении
относительно расположенных приблизительно под прямым углом друг к другу деталей кузова;
фиг. 55 - два
расположенных последовательно соединенных между собой пластиковых профиля с выполненными
в зонах узких сторон ступенчатыми сужениями по фиг. 51 со схематично показанным раздавливающим ножом в зоне
соединения обоих пластиковых профилей;
фиг. 56 - в рядном расположении несколько
соединенных между собой по кромкам отрыва пластиковых профилей в вертикальном сечении со ступенчатыми
сужениями, выполненными в зонах узких сторон;
фиг. 57 - в рядном расположении несколько
соединенных между собой по кромкам отрыва пластиковых профилей в вертикальном сечении со ступенчатыми
сужениями и расширениями, выполненными в зонах узких сторон.
Подробное описание
изобретения и наилучший путь его реализации
Изображенная на фиг. 1 и 2 форма выполнения
пластикового профиля 200 в виде герметизирующей ленты имеет, по существу, прямоугольное сечение с
двумя длинными 10, 12 и двумя короткими 14, 15 сторонами. Короткая сторона 15 выполнена в сечении
дугообразно, например в форме четверти круга (фиг. 1).
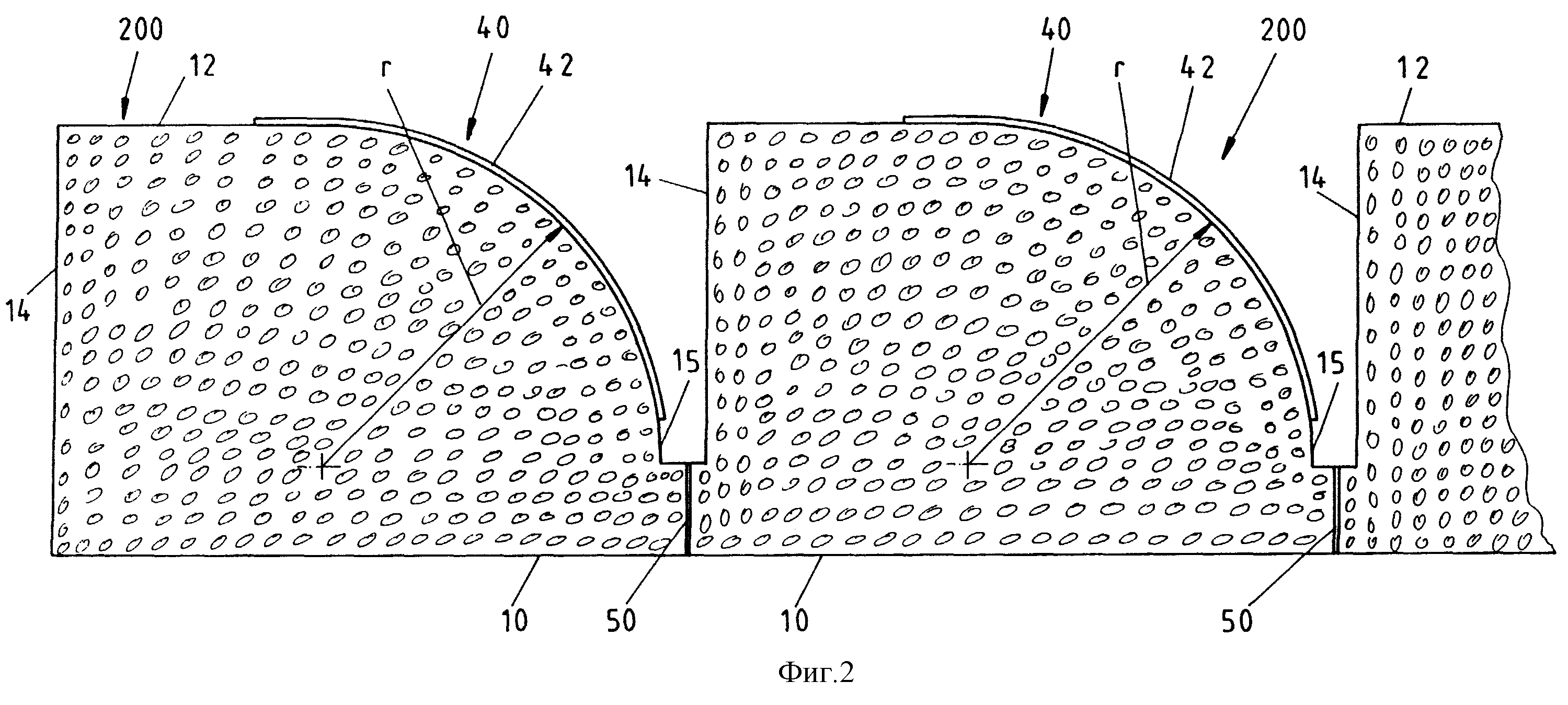
У пластикового профиля 200 только одна кромка между короткой 15 и длинной 12 сторонами скруглена, а именно в форме четверти круга, причем центр радиуса круга лежит приблизительно на длинной стороне 10; однако имеется также возможность расположить центр радиуса круга вне стороны 10, в результате чего получают плоскую частичную дугу окружности. На этой скругленной кромке 40 предусмотрено клеевое покрытие 42. Клеевое покрытие 42 представляет собой, например, покрытие термоклеем. Отличие между пластиковыми профилями на фиг. 1 и 2 состоит лишь в соответствующих длинах длинных 10, 12 и коротких 14, 15 сторон. В форме выполнения по фиг. 1 длинные стороны 10, 12 имеют длину около 20 мм, а короткие стороны 14, 15 - около 9 мм. В форме выполнения по фиг. 2 длинные стороны 10, 12 имеют длину, например, около 15 мм, а короткие стороны 14, 15 - около 8 мм. Таким образом, возникают соответственно разные соотношения длин между длинными и короткими сторонами прямоугольного пластикового профиля.
Далее из фиг. 1 и 2 видны кромки 48,50 отрыва, по которым, как видно из фиг. 8-10, при необходимости, в ряд друг за другом соединены между собой несколько пластиковых профилей 200. Таким образом, пластиковые профили имеются в распоряжении в удобном виде, например в виде рулона, и при монтаже их следует лишь последовательно отрывать от рулона или ряда.
На фиг. 2 изображено рядное расположение пластиковых профилей 200. При этом короткая сторона 15 одного профиля 200 упирается в короткую сторону 14 соседнего профиля 200. Место стыка выполнено с перфорацией или кромкой 50 отрыва, так что соседние пластиковые профили 200 могут быть отделены друг от друга путем простого отрыва. Короткая сторона 15 имеет участок нескругленного профиля длиной 0,5-2 мм, в частности 1 мм. Скругление выполнено с радиусом r, например, 8 мм.
Клеевое покрытие 42 проходит на скругленной кромке 40 по заданному участку до нескругленного участка длинной стороны 12. Этот заданный участок имеет длину, например, 1,5 мм.
На фиг. 3-5 изображены различные рядные расположения пластиковых профилей 200 общей длиной 360 мм каждое. Соответствующие короткие стороны 14 этих профилей имеют длину около 10 мм. Формы выполнения по фиг. 3-5 отличаются длинами длинной стороны 10 соответственно 15, 20 и 24 мм. Таким образом, при общей длине рядного расположения в 360 мм на фиг. 3 оказывается двадцать четыре расположенных последовательно профиля 200, на фиг. 4 - восемнадцать профилей 200, а на фиг. 5 - пятнадцать профилей 200.
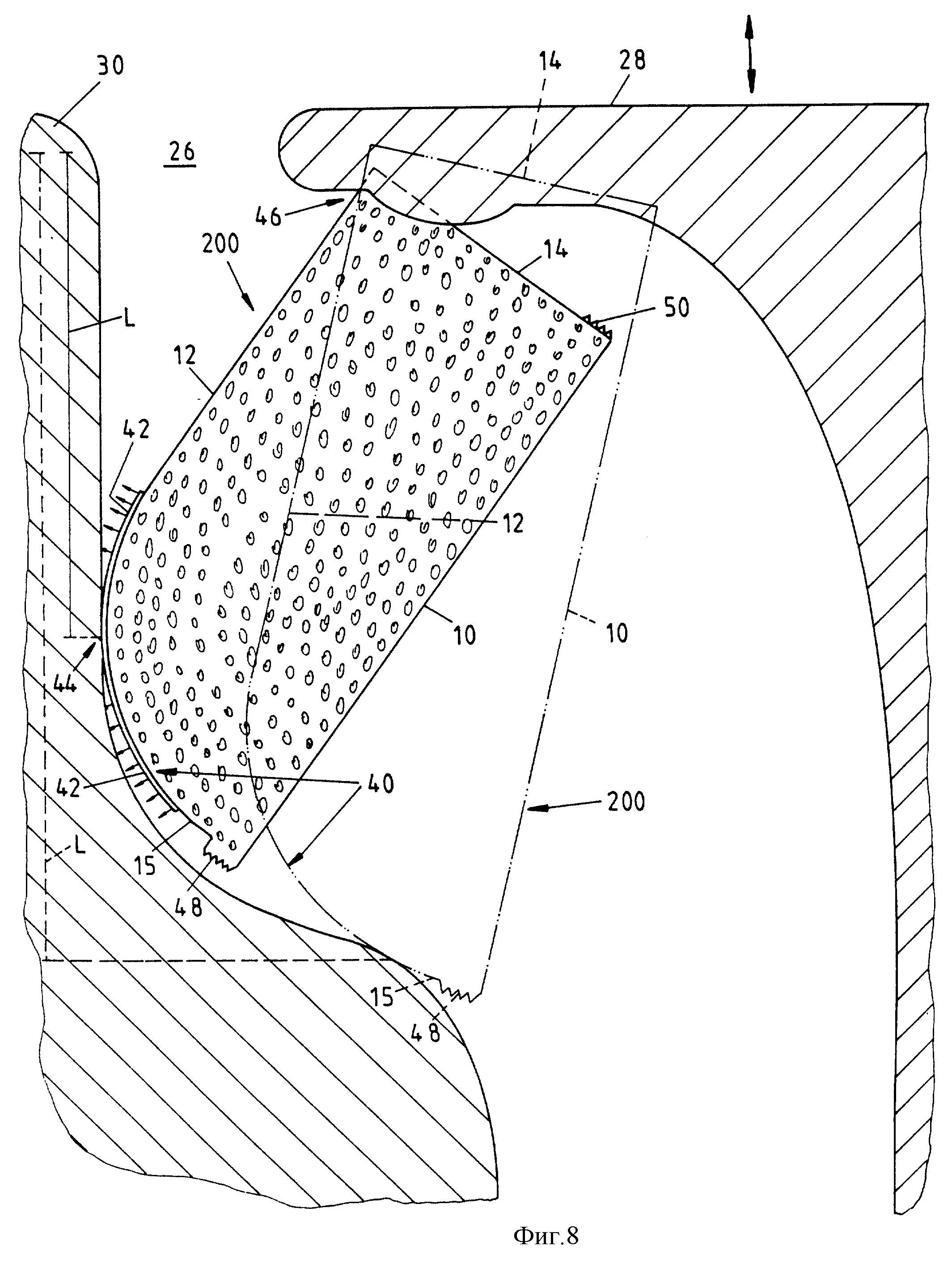
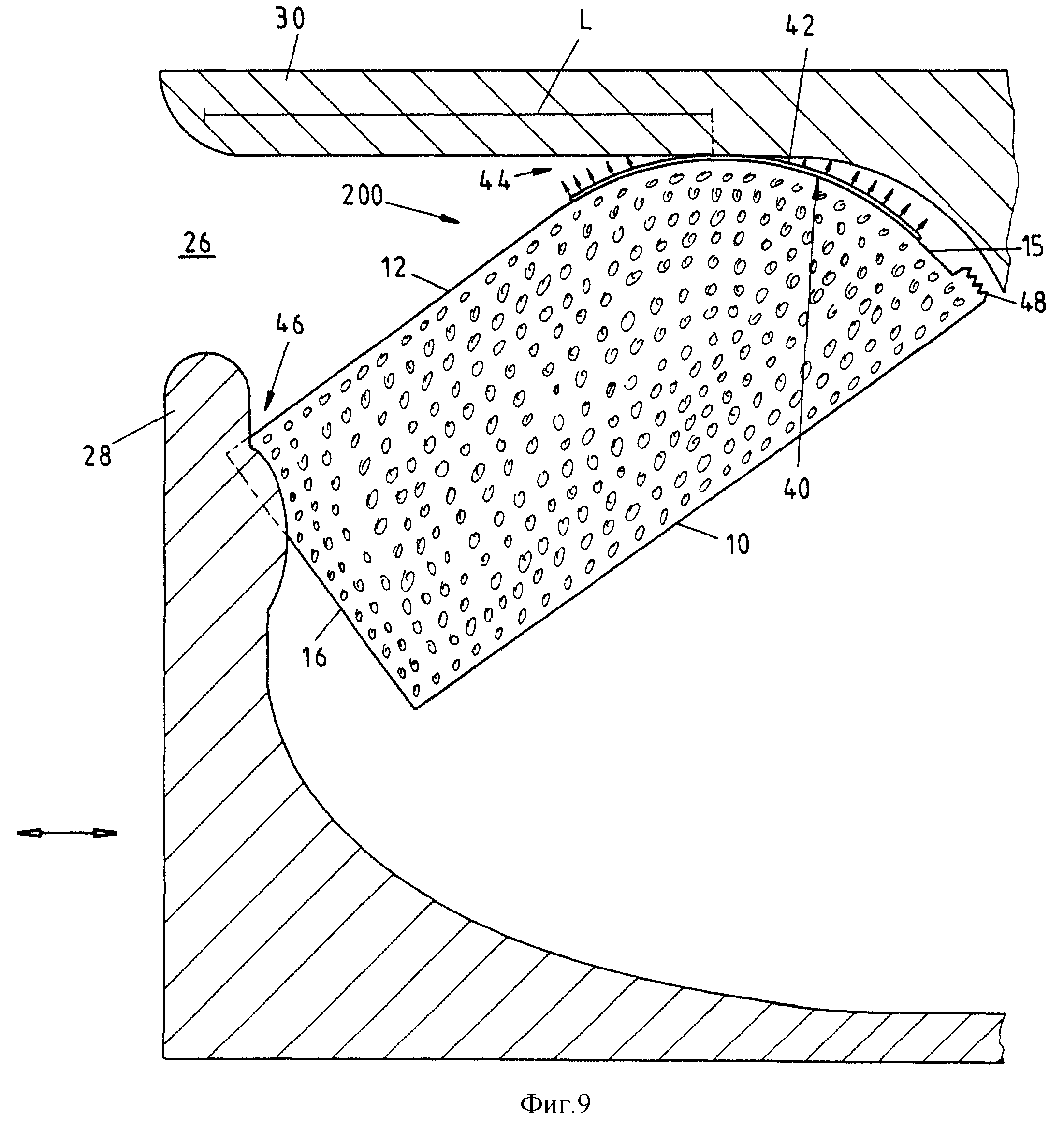
На фиг. 6-11 изображены различные примеры размещения пластиковых профилей 200 из фиг. 1 и 2 между неподвижной 30 и подвижной 28 деталями кузова. При открытой подвижной детали 28 кузова пластиковый профиль 200 сначала закрепляют или фиксируют клеевым покрытием 42 на внутренней стороне щели 26 на неподвижной детали 30 кузова, а затем подвижную деталь кузова переводят в изображенное на фиг. 6-11 закрытое положение. Как непосредственно видно из этих фигур, точка 44 соприкосновения между пластиковым профилем 200 и неподвижной деталью 30 кузова находится на удалении от щели 26 на длину L. Длина L при этом существенно больше самой щели 26. Также точка 46 соприкосновения между пластиковым профилем 200 и подвижной деталью 28 кузова немного смещена назад относительно щели 26. Таким образом, в точках 44, 46 соприкосновения осаждается меньше тумана краски, чем в случае изображенного на фиг. 6 круглого профиля согласно уровню техники в соответствующих точках А и В соприкосновения. Из-за круглой формы профиля последние находятся очень близко к щели 26. Это положение точек соприкосновения является у известного из уровня техники круглого профиля вынужденным, поскольку иначе круглый профиль не герметизировал бы щель 26.
На фиг. 8 изображены два монтажных положения пластикового профиля 200 с разной длиной длинных сторон 10, 12. Изображенный сплошными линиями пластиковый профиль 200 имеет длину длинных сторон 10, 12 около 20 мм, тогда как изображенный штриховыми линиями пластиковый профиль 200 имеет длину длинных сторон 10, 12, 25 мм. Очевидно, что как угол монтажа пластикового профиля 200, так и положение точки 44 соприкосновения между пластиковым профилем 200 и неподвижной деталью 30 кузова и соотв. длина L изменяется при разных длинах длинных сторон 10, 12.
На фиг. 10 дополнительно поз. 52 показан туман краски в щели 26.
Изображение на фиг. 9 аналогично изображениям на фиг. 6-8, причем, однако, неподвижная 30 и подвижная 28 детали кузова расположены реверсивно по отношению друг к другу, т. е. речь идет о другой, противоположной стороне кузова.
При всех расположениях на фиг. 6-11 оказывается, что скругление 40 кромки особенно важно. Это позволяет размещать пластиковый профиль 200 в щели 26 под любым нужным углом. Ширина щели составляет, например, у кузова, обычно между дверью и порогом, 5 мм. У некоторых кузовов она, однако, существенно меньше - 3,5 мм. До сих пор здесь приходилось использовать иной уплотнительный профиль, специально приспособленный к щели 26 и его ширине. По сравнению с этим уплотнительный профиль согласно изобретению без конструктивных изменений может найти универсальное применение также для щелей сильно отличающейся ширины. Это не требует также, как непосредственно видно из фиг. 6-11, больших или дополнительных затрат труда, поскольку следует соответственно выбрать лишь угол монтажа пластикового профиля 200 в щели.
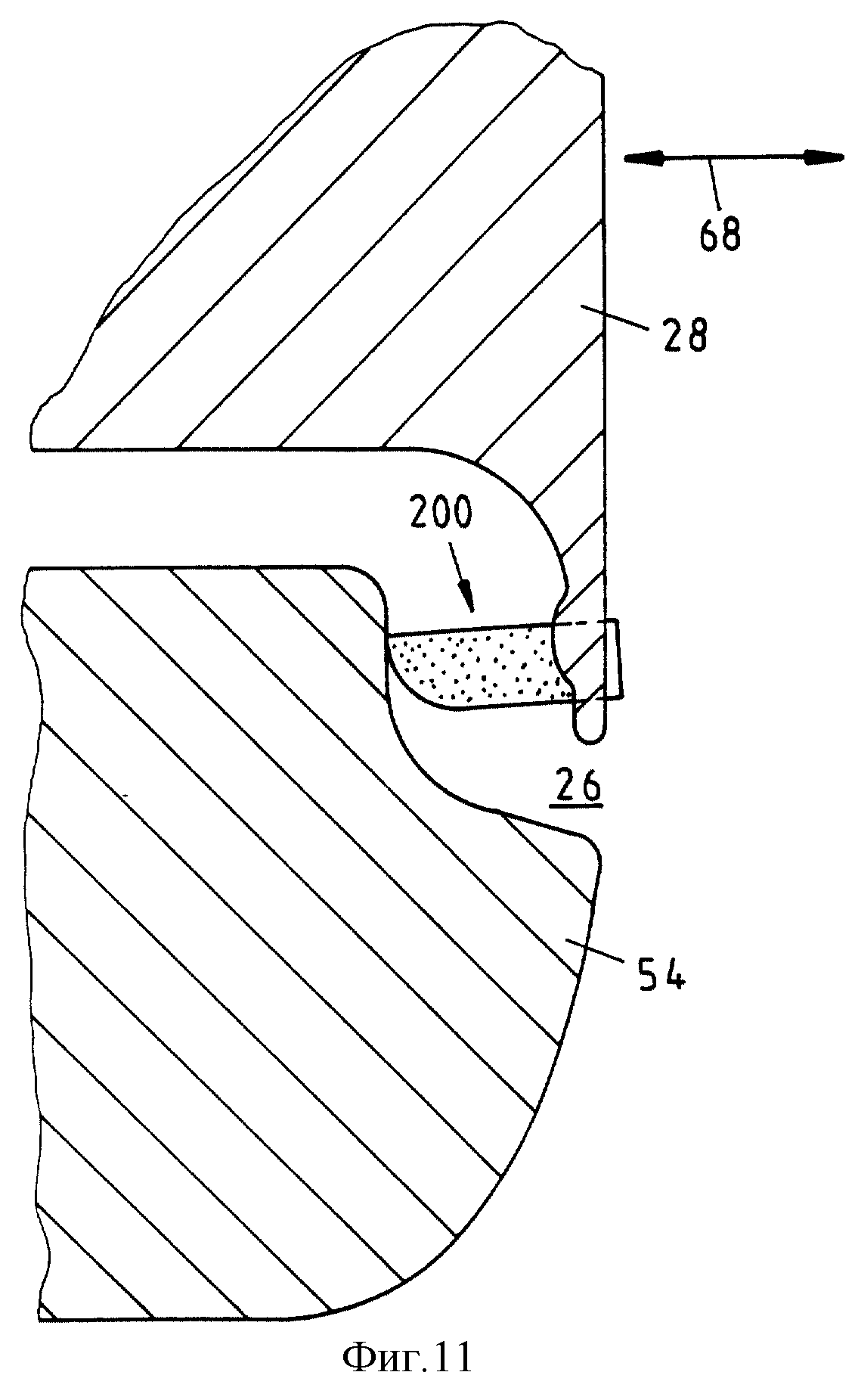
На фиг. 12-28 изображены другие примеры монтажа пластикового профиля 200 соответственно в щели 26 между дверцами 28 или между капотом 56, крышкой 58 багажника, раздвижной дверью 64 или дверью 28 и порогом 54, передним крылом 60, крылом 66 или неподвижной деталью 30 кузова. Длина L составляет при этом, например, 12, 13, 16, 19 или 20 мм. На фиг. 20 дополнительно показан амортизатор 62. Стрелки 68 обозначают соответственно подвижность подвижной летали 28, 56, 58, 64 кузова.
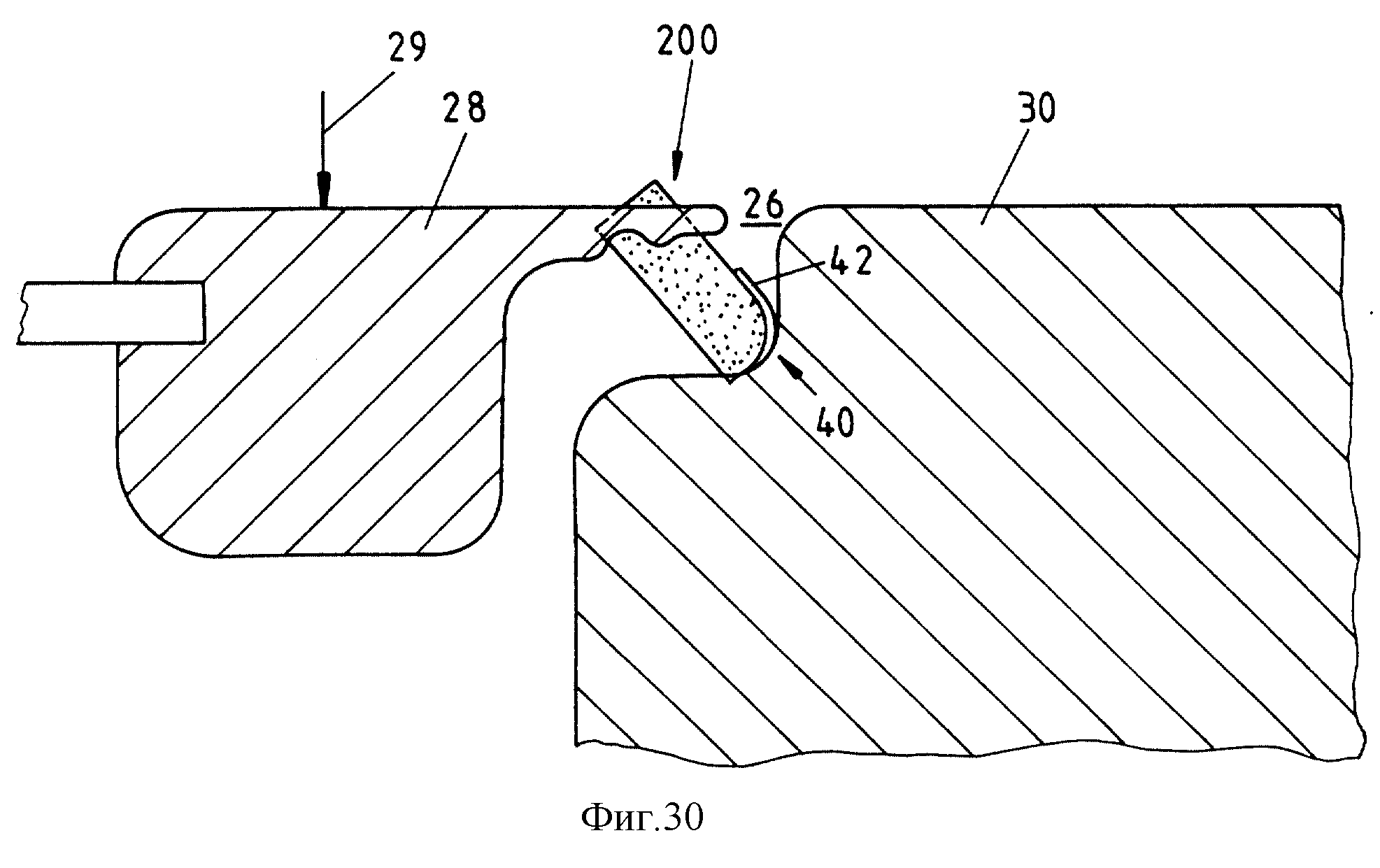
Из фиг. 29-33 видны другие примеры монтажа пластикового профиля 200 в щели 26 между задней дверью 28 и неподвижной деталью 30 кузова. Дверь 28 является задней дверью, а на фиг. 33 - передней дверью 28, закрытой по стрелке 29. На фиг. 29 и 31 изображен монтаж под крутым углом, а на фиг. 30 и 32 - под более плоским углом, причем скругленная кромка 40 ориентирована в направлении щели 26 и в направлении внутреннего пространства щели. На фиг. 33 изображен пример монтажа под углом, лежащим между углами монтажа по фиг. 30.
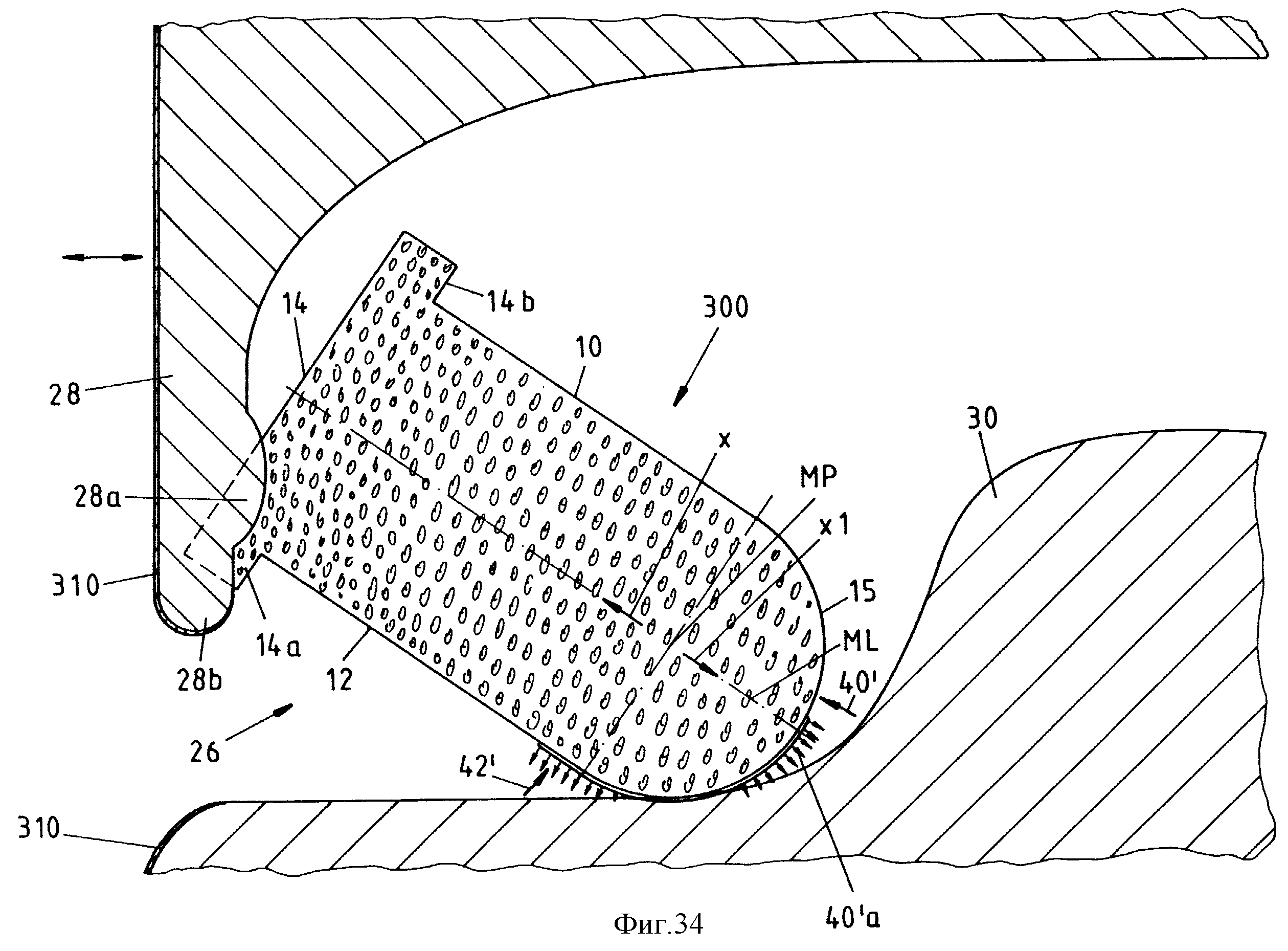
На фиг. 34-40 изображена другая форма выполнения пластикового профиля 300, который также имеет, по существу, прямоугольное сечение с двумя длинными 10, 12 и двумя короткими 14, 15 сторонами. Короткая сторона 15 выполнена в сечении полукруглой (фиг. 35). В соответствии с этим только одна из обеих коротких сторон 14, 15 пластикового профиля 300 выполнена в форме дуги полуокружности, причем центр радиуса окружности для полукруглого участка лежит на средней продольной оси ML пластикового профиля. У изображенного на фиг. 34 примера выполнения пластиковый профиль имеет на своей короткой стороне 15 полукруглый участок, причем имеется также возможность сместить центр МР для радиуса полуокружности по стрелке Х или X1, так что короткая сторона 15 имеет форму дуги между сторонами 10, 12.
На поверхности наружной стенки отрезка стороны 15 пластикового профиля 300, имеющей форму дуги полуокружности, предусмотрено клеевое покрытие 42' из предпочтительно, повторно отделяемого клея, которое простирается, однако, только по участку 40'а скругленной кромки или дугообразному участку 40'. Этот заданный участок 40'а с клеевым покрытием 42' простирается примерно от середины всей скругленной кромки 40' или поверхности кромки до нескругленной зоны длинной стороны 12 (фиг. 34).
Пластиковый профиль 300 по фиг. 34 имеет, как и пластиковый профиль 200, приблизительно прямоугольное сечение с длинными сторонами 10, 12 и узкими сторонами 14, 15, причем узкая сторона 15 выполнена полукруглой. Этот полукруглый участок 40' снабжен клеевым покрытием 42', проходящим, однако, по половине полукруглого участка 40' (фиг. 34). Клеевое покрытие 42' предусмотрено рядом с продольной стороной 12 профиля. Другая узкая сторона 14 образует Т-образную зону за счет выполнения двух боковых участков 14а, 14b поверхности, которые в примере выполнения на фиг. 34 не имеют размеров, а в примере выполнения на фиг. 41 Т-образная зона проходит по большей части всего профиля.
Обращенная от скругленной стороны 15 сторона 14 пластикового профиля 300 снабжена в примере выполнения на фиг. 34 боковыми расширениями 14а, 14b, так что пластиковый профиль выполнен в своем сечении Т-образно. В герметизирующем щель состоянии с помощью выполненного таким образом пластикового профиля 300 достигается улучшенное герметизирующее прилегание к подвижной детали 28 кузова, например двери, и неподвижной детали 30 кузова, так что щель 26 полностью герметизирована, причем посредством клеевого покрытия 42' достигается адгезия пластикового профиля 300 к неподвижной детали 30 кузова. Пластиковый профиль 300 фиксирован тем самым в своем положении между обеими деталями кузова. К тому же внутренние профилирования 28а подвижной детали 28 кузова могут вдавиться в материал пластикового профиля 300 (фиг. 34), причем, однако, достигается достаточное прилегание стороны 14 с боковыми расширениями 14а, 14b пластикового профиля 300 к подвижной детали 28 кузова, причем герметизация осуществляется тогда расширением 14а профиля, которое представляет собой тем самым боковое уширение пластикового профиля 300, так что существует также возможность наносить лакокрасочное покрытие 310 до зоны пластикового профиля без нанесения при этом лака на пластиковый профиль 300.
На фиг. 34 изображены размещение пластикового профиля 300 между деталями 28,30 кузова и герметизация щели 26 между обеими деталями кузова по всему ее периметру.
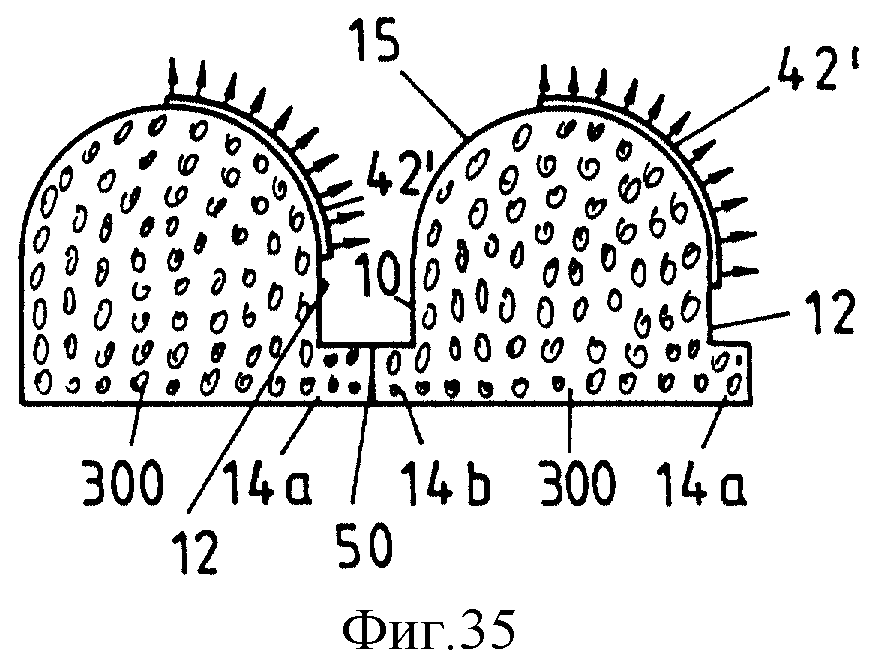
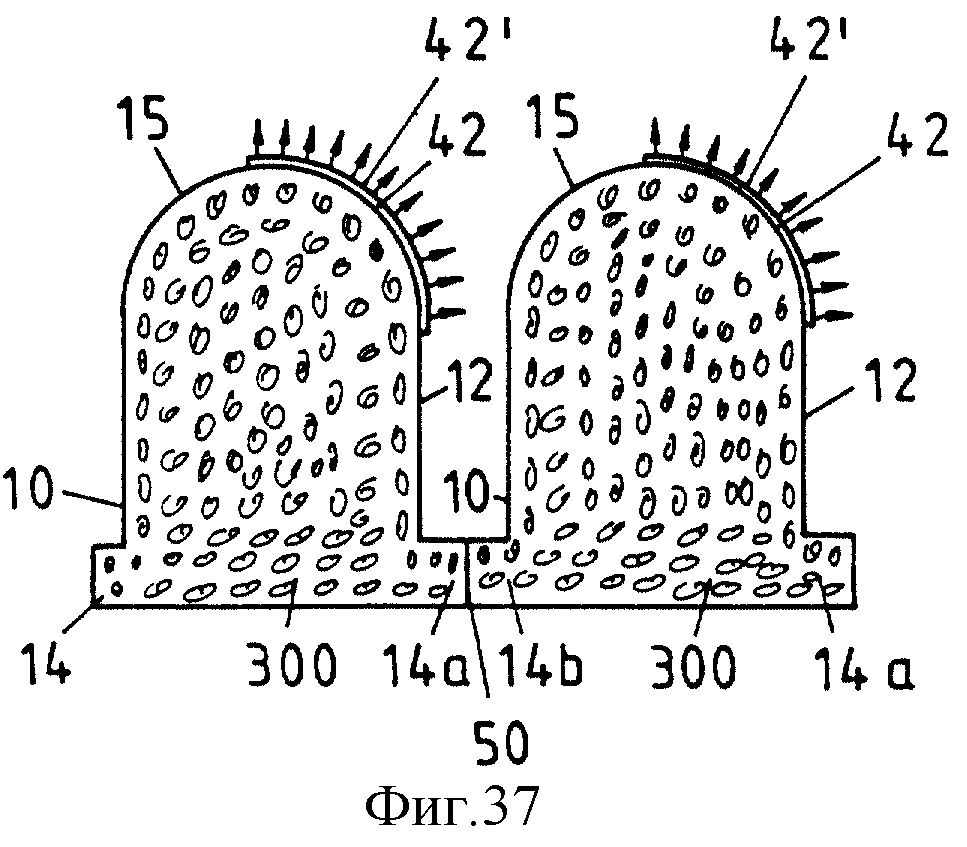
На фиг. 35-40 изображены различные рядные расположения пластиковых профилей 300, причем фиг. 35, 37, 39 изображают соответственно два соединенных между собой по кромке 50 отрыва пластиковых профиля 300 разной величины, причем могут использоваться также пластиковые профили с односторонне выполненным расширением 14а или 14b (фиг. 35). Изображенные на фиг. 36, 38, 40 рядные расположения пластиковых профилей 300 соответствуют пластиковым профилям, изображенным на фиг. 35, 37, 39. Все изображенные пластиковые профили 300 имеют на одной конечной стороне полукруглую форму, причем приблизительно на половине длины наружной периферии полукруглого профиля предусмотрено клеевое покрытие 42'. Напыленный лак может ложиться тем самым вокруг скруглений 28Ь детали кузова без необходимости закрывания этой зоны скруглений детали кузова уплотнительным материалом.
Другая форма выполнения пластикового профиля 400 изображена на фиг. 41-45. Пластиковый профиль 400 состоит из приблизительно квадратного сечения с проходящими в продольном направлении профиля сторонами 10,12 и проходящими поперек продольного направления профиля сторонами 14, 15. В одной из обеих сторон 14, 15, на фиг. 41 на стороне 15, отформован суженный в виде шейки участок 410, который имеет профиль в форме дуги окружности, преимущественно полукруглый профиль или скругленную кромку 40''. Этот профиль 40'' в форме дуги окружности может переходить непосредственно в сторону 15 сечения пластикового профиля 400, однако существует также возможность того, чтобы профиль 40'' в форме дуги окружности переходил в проходящие в продольном направлении пластикового профиля 400 боковые отрезки 10', 12'. В зоне профиля 40'' в форме дуги окружности нанесено клеевое покрытие 42'', которое простирается приблизительно по половине длины периферии профиля 40'' в форме дуги окружности (фиг. 41). Предпочтительно клеевое покрытие 42'' простирается до зоны бокового участка 12', с тем чтобы была обеспечена полная герметизация щели 26 между двумя деталями 28, 30 кузова. Также при использовании этого пластикового профиля 400 герметизация щели достигается таким образом, что поверхность наружной стенки выступа 28Ь детали 28 кузова в виде носика не закрывается пластиковым профилем 400, так что при нанесении лака он может быть нанесен вокруг этой выпуклости до зоны герметизирующего щель пластикового профиля на поверхности стенки без образования неэстетичных наплывов или кромок в конце зоны нанесения лака, когда пластиковый профиль извлекают из щели.
На фиг. 42-45 изображено расположение двух пластиковых профилей 400 (фиг. 42, 44), соединенных между собой по кромкам 50 отрыва (линии заданного разрыва), тогда как на фиг. 43, 45 изображено несколько объединенных в ряд пластиковых профилей 400, также соединенных между собой по кромкам 50 отрыва. Пластиковые профили 400 на фиг. 42, 43 имеют приблизительно квадратное сечение с отформованным, суженным в виде шейки участком 410.
В случае пластикового профиля 400 на фиг. 44,45 исходят из приблизительно прямоугольного сечения, на котором отформован суженный в виде шейки участок 410.
Изображенные на фиг. 34-45 и описанные выше пластиковые профили 300, 400 могут изготовляться экономично, поскольку для изготовления требуется только фрезерный профильный валик. Дальнейшее отделение одной полосы пластикового профиля от остальных полос происходит затем с помощью перфорированного роликового ножа. Кромки отрыва или места 50 заданного разрыва предусмотрены предпочтительным образом между двумя полосами пластиковых профилей всегда в том случае, когда на месте должно быть произведено вручную отделение отдельных полос пластиковых профилей.
Практические опыты с пластиковым профилем 200, 300 показали, что, предположительно, за счет подпора воздуха в пространство или полость, отделенную в щели 26 пластиковым профилем 200, 300, по существу, не проникает краска или лак, что эффективно предотвращает образование кромок за счет осаждения и скопления лака или краски.
Для размещения пластикового профиля 200,300,400 согласно изобретению в
герметизируемой щели между
подвижной и неподвижной деталями кузова автомобиля осуществляют следующие операции:
а) закрепление пластикового профиля в зоне щели с помощью адгезива на
неподвижной детали кузова, причем
подвижная деталь кузова находится в открытом состоянии;
б) закрывание подвижной детали кузова;
в) вдавливание пластикового профиля с его сжатием в
герметизируемой щели;
г)
дальнейшее вдавливание пластикового профиля в герметизируемую щель таким образом, чтобы дугообразно выполненная сторона пластикового профиля была смещена назад в
герметизируемую щель на заданную
длину.
Дальнейший этап размещения состоит в том, что скругленную зону пластикового профиля располагают на неподвижной детали кузова таким образом, что точка соприкосновения скругленного угла с неподвижной деталью кузова отстоит от щели на длину L, причем длина L больше ширины щели, причем длину L выбирают таким образом, что полость между щелью и пластиковым профилем в четыре раза больше самой щели.
На фиг. 46-50 изображена другая форма выполнения пластикового профиля 500 в качестве герметизирующей полосы для щели между двумя деталями кузова, например между неподвижной 30 и подвижной 28 деталями кузова легкового автомобиля, причем пластиковый профиль 500 расположен в щели 26 между обеими деталями 28,30 кузова (фиг. 46). Поз. 310 обозначено лаковое покрытие.
Пластиковый профиль 500 состоит из прямоугольного в сечении профиля 501 с проходящими параллельно друг другу длинными сторонами 10, 12 и проходящими поперек продольного направления профиля узкими сторонами 14, 15. Из обеих узких сторон 14, 15 одна узкая сторона 15 скруглена. Этот скругленный участок 511 переходит одной стороной в длинную сторону 12 профиля 501, а другой стороной - в проходящий прямолинейно участок 512. Этот участок 512 проходит под углом к узкой стороне 14 и с образованием приблизительно прямоугольного участка 515 поверхности удлинен за продольную сторону профиля 501, переходя в нее участком 512а, проходящим под углом к узкой стороне 14, так что стороны 512, 512а образуют треугольный участок 515 поверхности.
Скругленный участок 511 профиля 501 снабжен клеевым покрытием 42 (фиг. 1 и 46).
Противоположная дугообразному участку 511 узкая сторона 14 профиля 501 с образованием уступа 525 переходит через проходящий под углом к направлению дугообразного участка 511 участок 520 в продольную сторону 12 профиля 501. Приблизительно половина длины узкой стороны 14 профиля 501 выполнена в виде проходящего под углом участка 520, имеющего уступ 525. Проходящий под углом участок 520 с уступом 525 узкой стороны 14 состоит при этом из двух проходящих со смещением по отношению друг к другу участков 520а, 520b, которые соединены проходящим под прямым углом к участкам 520а, 520b участком 525с.
Согласно первой форме выполнения по фиг. 46 соседний с продольной стороной 12 профиля 501, проходящий под углом участок 520Ь уступа 525 узкой стороны 14 имеет по сравнению с проходящим под углом участком 520а, соседним с проходящими поперек продольного направления профиля участком 14а узкой стороны 14, меньшую длину. На фиг. 50 оба проходящих под углом участка 520а, 520b уступа 525 узкой стороны 14 профиля 501 имеют одинаковую длину. Возможны также и другие размеры длин участков 520а, 520b уступа 525.
Как показано на фиг. 42-50, несколько расположенных в ряд пластиковых профилей 500 соединены между собой по кромкам 530,531 отрыва, как и пластиковые профили 200,300, 400. Пластиковые профили 500 на фиг. 49 и 50 соединены между собой в ряд таким образом, что оба проходящих параллельно друг другу и имеющих, например, одинаковую длину боковых участка 512, 520b профиля 501 образуют кромки 530, 531 отрыва, так что соединенные между собой своими боковыми участками 512,520b пластиковые профили 500 занимают относительно своих продольных осей LA положение под углом 35-45o к горизонтальной базовой линии GL, образованной угловыми зонами, в которых продольные стороны 10 профилей 501 сходятся с их боковыми участками 14а (фиг. 50).
Также у изображенных на фиг. 51 и 52 пластиковых профилей 500', 500'' исходят из приблизительно прямоугольного сечения 501', проходящие приблизительно параллельно друг другу продольные стороны которого обозначены поз. 10, 12, а узкие стороны - поз. 14, 15, причем узкая сторона 15 показана лишь схематично, с тем чтобы получить базовую линию для выполнения головной части. Центр профиля 501' обозначен буквой М, средняя продольная линия - буквами MLL, а средняя поперечная линия - буквами MQL. Узкая сторона 14 профиля с образованием суженного уступа 525 переходит через косо поднимающийся отрезок 525а в продольную сторону 12, участок 12а которой переходит в дугообразный участок 511, несущий слой 42 клея, образованное ступенчатым отрезком 525 сужение приблизительно треугольное.
Участок 560, примыкающий к дугообразному участку 511 профиля 501' и переходящий в продольную сторону 10, имеет, как показано на фиг. 51 и 52, особо выполненный профиль. К дугообразному, имеющему клеевое покрытие 42 участку 511 примыкает участок 560а в форме части окружности, который переходит в проходящий прямолинейно или слегка наклонно участок 560b. К этому участку 560b примыкает проходящий в направлении узкой стороны 10 профиля участок 560с', который с образованием суженного уступа 555 переходит в узкую сторону 10. Уступ 555 образован двумя участками 560d, 560e. И в этом случае образованное за счет ступенчатого выполнения сужение имеет приблизительно треугольную поверхность. Выполнение и устройство пластикового профиля 500'' на фиг. 52 приблизительно соответствует фиг. 51, однако с тем отличием, что узкая сторона 15 имеет отличающееся выполнение профиля. Участок 560а в форме части окружности переходит в проходящий с сильным наклоном к продольной стороне 10 участок 560а', к которому примыкает полого наклоненный участок 560b, переходящий в проходящий с сильным наклоном к длинной стороне 10 участок 560с, который, однако, выступает за удлиненную узкую сторону 10 и с образованием ступенчатого участка 555' переходит в узкую сторону 10, причем ступенчатый участок 555' образует расширение с треугольной поверхностью. Пластиковый профиль 500' имеет, таким образом, в зонах обеих своих узких сторон 14, 15 ступенчатые сужения 525, 555, а пластиковый профиль 500'' в зоне узкой стороны 14 - ступенчатое сужение 525, а в зоне другой узкой стороны 15 - ступенчатое расширение 555' (фиг. 51,52,56,57).
На фиг. 53 изображено размещение пластикового профиля 500' в щели между двумя деталями 28, 30 кузова, причем фрикционное удержание пластикового профиля обеспечивается на поверхности внутренней стенки детали 30 кузова посредством клеевого слоя 42, причем пластиковый профиль 500' занимает положение под углом 50-60o; величина угла в каждом случае зависит от положения обеих деталей 28, 30 кузова по отношению друг к другу.
Удержание пластиковых профилей 500', 500'' происходит в порядном расположении нескольких пластиковых профилей 500' (фиг. 55, 56) и нескольких пластиковых профилей 500'' (фиг. 57). Между каждыми двумя пластиковыми профилями 500' и 500'' выполнена перфорация, т. е. по кромкам 530, 531 отрыва. При изготовлении пластиковых профилей с порядным расположением посредством раздавливающего ножа 590 выполняют перфорированный рез. После этого перфорированного реза осуществляют нанесение клея (фиг. 55).
На фиг. 56 и 57 изображены порядно расположенные пластиковые профили 500', 500''. Кромки отрыва обозначены поз. 600.
Реферат
Пластиковый профиль предназначен для герметизации щели между двумя деталями кузова автомобилей, в частности для ремонтного лакирования автомобилей. Пластиковый профиль выполнен в виде плоского профиля прямоугольного или четырехугольного сечения. При этом, по меньшей мере, одна угловая зона одной из обеих проходящих поперек продольного направления профиля сторон пластикового профиля выполнена скругленной или одна из обеих проходящих поперек продольного направления профиля сторон пластикового профиля выполнена скругленной, или на одной из обеих проходящих поперек продольного направления профиля сторон пластикового профиля отформован суженный в виде шейки участок, проходящая поперек продольного направления профиля сторона которого выполнена скругленной. Пластиковый профиль содержит клеевое покрытие в скругленной зоне профиля для разъемного закрепления полосообразного пластикового профиля на поверхности. Предложенный пластиковый профиль позволяет избегать образования кромок в точках или на участках соприкосновения между пластиковым профилем и деталями кузова, т. е. препятствует скоплению лака в зоне кромок. 31 з. п. ф-лы, 57 ил.

Формула
10.04.1998 - по пп. 1, 17-23;
28.03.1998 - по пп. 2-4, 6-16;
21.04.1998 - по п. 5;
06.08.1998 - по пп. 24-32.
Комментарии