Аппарат для нанесения покрытия - RU2717896C2
Код документа: RU2717896C2
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к аппарату для покрытия поверхности слоем термопластичных частиц, в частности, одним слоем, и к связанным способам.
УРОВЕНЬ ТЕХНИКИ
При некоторых типах печати пленку, поддерживаемую носителем, переносят на подложку (например, бумагу, картон, пластмассовые пленки и т.п.) путем применения давления и/или тепла согласно требуемой схеме. Один из примеров такого переноса можно обнаружить в пишущих машинках с теплопереносом, в которых лента несет слой краски, перемещаемый на бумагу за счет применения тепла.
Проблемой при применении обычного пленочного носителя, будь то лист, рулон или лента, является то, что указанный процесс является неэкономичным и, следовательно, дорогостоящим. Это связано с тем, что к тому времени, когда указанный носитель должен быть выброшен, использована (например, для печати) только небольшая часть пленочного покрытия, при этом большая часть пленочного покрытия остается на носителе.
ОБЪЕКТ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на обеспечение аппарата для нанесения на поверхность, далее именуемую донорной поверхностью, покрытия из отдельных частиц, которое можно перенести на подложку, при этом части поверхности, с которых было удалено покрытие в рабочем цикле (также называемые «открытыми участками»), можно повторно покрыть без по существу увеличения толщины покрытия на оставшихся частях поверхности, с тем чтобы обеспечить многократное повторное использование всей поверхности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно первому аспекту настоящего изобретения предложен аппарат для нанесения покрытия для покрытия донорной поверхности, выполненной с возможностью перемещения относительно указанного аппарата, слоем термопластичных частиц, содержащего:
а) блок для подачи термопластичных частиц, взвешенных в такой текучей среде, которая не смачивает донорную поверхность, при этом указанные частицы прилипают к донорной поверхности сильнее, чем друг к другу,
б) устройство нанесения для нанесения текучей среды на донорную поверхность таким образом, чтобы обеспечить прилипание частиц, взвешенных в текучей среде, к донорной поверхности с образованием на указанной поверхности по существу непрерывного покрытия из частиц, и
в) систему извлечения излишков, выполненную с возможностью извлечения текучей среды и удаления излишних частиц, которые не находятся в непосредственном контакте с поверхностью, с тем чтобы оставить прилипающее к донорной поверхности покрытие, которое имеет глубину по существу только в одну частицу.
Согласно настоящему изобретению неограничивающее применение аппарата для нанесения покрытия показано в виде части системы печати, при этом частицы с донорной поверхности будут в процессе работы перенесены на печатную подложку. Донорную поверхность можно рассматривать как эквивалентную ленте, используемой в термотрансферном принтере, но с тем преимуществом, что после применения ее можно восстановить до первоначального состояния.
Поскольку покрытие, нанесенное на донорную поверхность, составлено из мозаики отдельных частиц, доля донорной поверхности, покрытая частицами, будет составлять менее 100% из-за промежутков между отдельными частицами. В зависимости от применения, которое впоследствии находит нанесенное покрытие из частиц, доля донорной поверхности с покрытием может составлять только 95%, или 90%, или 85%, или 80%, или 75%, или 70% или даже 65% или менее. Допустимая доля в системе печати будет зависеть, например, от цвета частиц и цвета подложки. При печати с помощью светлоокрашенных частиц на белой подложке приемлемое качество можно обеспечить только при 65% удельной площади покрытия или возможно даже менее (например, примерно 40%), тогда как при печати с применением белых частиц на черной подложке положительный результат будет получен при большей удельной площади покрытия, что позволит избежать проступания через подложку цвета, придающего печатному материалу серый вид.
После переноса частиц в выбранных областях донорной поверхности на печатную подложку указанные области будут обеднены частицами и донорная поверхность будет открыта. Если донорную поверхность теперь снова пропустят через аппарат для нанесения покрытия, на обедненные области будет нанесено свежее покрытие из частиц. Однако система извлечения излишков будет удалять любые частицы, которые не находятся в непосредственном контакте с донорной поверхностью, так что на участках, с которых частицы не перенесены на печатную подложку, покрытия образовываться не будут.
Согласно некоторым вариантам реализации, частицы, оставшиеся на донорной поверхности после того как на печатной подложке был сделан оттиск, можно удалить с донорной поверхности перед аппаратом для нанесения покрытия (с входной стороны), так что вся донорная поверхность может быть повторно покрыта свежим частицами.
Согласно настоящему изобретению, термин «взвешенный в» и его вариации следует понимать, как «переносимые с помощью» и подобные термины, безотносительно какого-либо конкретного типа смеси материалов в одинаковых или разных фазах. Текучую среду, которая может представлять собой газ или жидкость, при необходимости можно поддерживать при требуемой регулируемой температуре.
При нанесении частиц в жидкой текучей среде, аппарат для нанесения покрытия может дополнительно содержать, при необходимости, сушильное устройство, обеспечивающее по существу высушивание покрытия из частиц к тому времени, когда указанное покрытие достигнет следующей секции, в которой такой слой частиц можно использовать или подвергать дополнительным стадиям. Сушильное устройство может представлять собой нагнетатель, нагреватель, устройство извлечения жидкости или любое другое устройство, подходящее для удаления излишней жидкости. Сушильное устройство, если имеется, предпочтительно совместимо со слоем частиц, и, например, не оказывает отрицательного воздействия на частицы и/или целостность покрытия, образованного из указанных частиц.
Аппарат для нанесения покрытия может содержать отдельные корпуса, включающие разные подсистемы, при этом каждый корпус независимо задает внутреннюю камеру или отсек. Например, первый корпус аппарата для нанесения покрытия может содержать устройство подачи частиц и устройство нанесения частиц; второй корпус может содержать первую систему извлечения излишков, выполненную с возможностью удаления любых частиц, которые не находятся в непосредственном контакте с донорной поверхностью; при этом вторая система извлечения излишков, функционирующая для извлечения излишней текучей среды, может находиться в третьем корпусе. Дополнительные комбинации подсистем и дополнительные компоненты корпуса очевидны специалисту в данной области техники, и, например, каждый корпус, если имеется более одного корпуса, может иметь свою собственную систему извлечения излишней текучей среды, содержащую подходящее всасывающее средство. Каждый корпус может иметь край, прилегающий к поверхности, выполненный с возможностью предотвращения выхода частиц из уплотнительного промежутка, образованного между краем корпуса и покрываемой поверхностью.
В настоящем изобретении, поскольку частицы прилипают к донорной поверхности сильнее, чем они прилипают друг к другу, нанесенное покрытие из частиц представляет собой по существу монослой, т.е. имеет глубину только в одну частицу. Хотя может иметь место некоторое наложение частиц друг на друга, указанный слой на большей части площади поверхности может иметь глубину только в одну частицу, при этом большинство частиц, если не все частицы, будут находиться по меньшей мере в некотором непосредственном контакте с поверхностью. Это происходит по той же причине, по которой адгезивная лента, при использовании для отделения порошка от поверхности, отделяет только один слой частиц порошка. Когда адгезивная лента все еще свежая, порошок будет прилипать к адгезиву до тех пор, пока не покроет всю поверхность ленты. Однако после покрытия адгезива порошком пленку нельзя использовать для отделения большего количества порошка, поскольку частицы порошка не прилипнут надежно друг к другу и могут быть просто удалены или сдуты с ленты. Аналогичным образом монослой, описанный в настоящем документе, образован из частиц, находящихся в достаточном контакте донорной с поверхностью и, таким образом, обычно имеет глубину в одну частицу. Подразумевается, что контакт является достаточным, когда он позволяет частице оставаться прикрепленной к донорной поверхности на выходе из секции для нанесения покрытия, например, после извлечения излишков, полирования или любой другой подобной стадии, некоторые из которых в качестве примера будут более подробно описаны ниже.
Рассмотрим, например, частицу в форме пластинки, находящуюся в контакте с донорной поверхностью на большей части ее плоской лицевой стороны (например, расположенную по существу параллельно), при этом полученная толщина монослоя (в направлении, перпендикулярном к поверхности) будет приблизительно соответствовать толщине частицы, следовательно, средняя толщина покрытия из частиц может быть приблизительно равна средней толщине отдельных частиц, образующих указанное покрытие. Однако, поскольку могут иметь место частичные наложения соседних частиц друг на друга, в некоторых местах толщина монослоя также может быть равна меньшему кратному размера составляющих частиц в зависимости от типа наложения, например, от относительных углов, которые частицы могут образовывать друг с другом и/или с донорной поверхностью, и/или от величины наложения. Таким образом, однослойное покрытие из частиц может иметь максимальную толщину, соответствующую толщине, которая примерно равна и только на некоторых участках примерно в два раза или примерно в три раза или в любое промежуточное число раз больше наименьшего размера, характерного для задействованных частиц (например, толщины частиц для хлопьеобразных частиц или по существу диаметра частиц для сферических частиц). В настоящем изобретении подразумевается, что такое покрытие из частиц по существу имеет глубину только в одну частицу, при этом указанное покрытие также называют монослоем.
Устройство для нанесения может содержать распылительную головку для распыления текучей среды и взвешенных частиц непосредственно на поверхность или вращающийся аппликатор, выполненный с возможностью нанесения текучей сред и взвешенных частиц на поверхность тонким равномерным слоем. Указанный аппликатор может, например, представлять собой цилиндрическую губку или может содержать множество гибких полосок, проходящих в радиальном направлении от вращающейся оси. Губка или гибкие полоски могут быть выполнены из пенопласта с закрытыми порами. Текучую среду, содержащую взвешенные частицы, можно подавать в такой аппликатор извне (например, текучую среду распыляют на часть аппликатора, обычно обращенную в сторону от поверхности) или ее можно подавать из внутреннего источника (например, текучую среду подают из питающего трубопровода или распылителя, установленного внутри аппликатора, например, параллельно к вращающейся оси, при этом указанная среда диффундирует вдоль материала по направлению к наружной поверхности аппликатора).
Согласно некоторым вариантам реализации аппликатор может по меньшей мере частично удалять любые частицы, которые не находятся в непосредственном контакте с поверхностью, и при необходимости по меньшей мере частично полировать частицы, образующие на поверхности покрытие в виде монослоя. В настоящем документе подразумевают, что термин «полировать» включает в широком смысле любое выравнивающее воздействие на частицы, которое позволяет дополнительно обеспечить однородность по меньшей мере одного свойства покрытия из частиц, будь то толщина слоя, ориентация частиц, их распределение на поверхности, их размер, их блеск или любая другая подобная характеристика.
Согласно некоторым вариантам реализации система извлечения излишков, служащая для удаления любых частиц, не находящихся в непосредственном контакте с поверхностью, устроена подобно аппликатору. В таком случае, текучая среда, подаваемая из внешнего или внутреннего источника в подобный аппликатору элемент, служащий в качестве устройства для удаления избытка частиц, не будет содержать никаких взвешенных в ней частиц. Текучая среда для системы извлечения излишков может быть такой же, как текучая среда для устройства для нанесения, в которой взвешены частицы, или отличаться от указанной текучей среды. Например, частицы можно наносить при взвешивании в воде или любой другой водной среде, при этом их избыток можно удалить с помощью той же водной среды или с помощью другой текучей среды, например, с помощью потока воздуха.
Согласно некоторым вариантам реализации подобный аппликатору элемент системы извлечения излишков удаляет по существу все частицы, которые не находятся в непосредственном контакте с поверхностью, и при необходимости по меньшей мере частично шлифует частицы, образующие на поверхности покрытие в виде монослоя. Существенное удаление может означать, что в любом монослое частиц доля частиц покрытия, которые не находятся в непосредственном контакте с донорной поверхностью, составляет не более 35%, не более 30%, не более 25%, не более 20%, не более 15%, не более 10%, не более 7%, не более 5%, не более 3%, или не более 2% по количеству относительно количества указанных частиц.
Согласно некоторым вариантам реализации устройство нанесения содержится во внутренней камере корпуса, имеющего край, прилегающий к поверхности, при этом указанный край выполнен с возможностью предотвращения выхода частиц из уплотнительного промежутка, образованного между краем корпуса и поверхностью.
Имеются различные способы предотвращения выхода частиц из корпуса и удаления излишних частиц с поверхности таким образом, чтобы остался только монослой. Согласно некоторым вариантам реализации предложенного аппарата для предотвращения вытекания текучей среды через уплотнительный промежуток во время работы аппарата по меньшей мере со стороны впуска корпуса можно установить обтирочное устройство.
Согласно некоторым вариантам реализации проточный проход для текучей среды можно установить на краю корпуса для обеспечения удаления текучей среды по меньшей мере из участков уплотнительного промежутка, расположенных по течению после корпуса и/или устройства для нанесения покрытия, или для обеспечения введения текучей среды в указанные участки. Текучую среду, которая может служить для «уплотнения» аппарата или любого подкорпуса, вводят или удаляют из указанного аппарата с помощью всасывающего средства, при этом в настоящем документе этот термин относится как к положительной, так и отрицательной подаче используемой текучей среды.
Проточный проход для текучей среды можно соединить с тем же всасывающим средством системы извлечения излишков или со вторым всасывающим средством для удаления из указанного промежутка любой текучей среды, которая в противном случае будет выходить из внутренней камеры через указанный промежуток.
В качестве альтернативы, проточный проход для текучей среды можно соединить с устройством для подачи при давлении газа, не содержащего взвешенных частиц, выше атмосферного, так что текучая среда, в которой взвешены частицы, лишена возможности покинуть внутреннюю камеру через указанный промежуток вследствие того, что давление в таком промежутке выше, чем давление во внутренней камере. Такой тип удержания можно обеспечить с помощью воздушного ножа.
Текучая среда, в которой взвешены частицы, может представлять собой газ, предпочтительно воздух, и в таком случае частицы могут быть увлечены газовым потоком посредством эффекта Вентури.
Альтернативно, текучая среда, в которой взвешены частицы, может представлять собой жидкость (например, воду). Согласно такому варианту реализации жидкость можно отсасывать с поверхности таким образом, чтобы при выходе из аппарата оставить слой частиц по меньшей мере частично сухим или по существу сухим.
С целью экономии частицы, отсасываемые с внутренней поверхности отсека корпуса, можно возвращать в устройство подачи и/или устройство нанесения.
Частицы могут быть по существу сферическими по форме и могут содержать термопластичный полимер и при необходимости окрашивающее вещество (например, пигмент или краситель). Наряду с упомянутыми выше более обычными окрашивающими веществами окрашивание частиц можно также осуществить с помощью металлических соединений или керамических соединений покрытых термопластичным полимером. Такие возможные окрашивающие вещества можно получить из металла, такого как алюминий, медь, железо, цинк, никель, олово, титан, золото и серебро, или из сплава, такого как сталь, латунь и бронза, и подобных соединений, содержащих преимущественно металлы. Кроме того, указанные окрашивающие вещества можно получить из соединений, обеспечивающих похожий визуальный эффект (например, полученных из керамического материала, имеющего металлический блеск). Такие «металлообразные» материалы обычно являются преимущественно неметаллическими, при этом для получения подходящих частиц в термопластичный полимер можно дополнительно встроить металлическое покрытие, при необходимости служащее для обеспечения светоотражающей способности, которое может восприниматься как металлические соединения слюды (обычно покрытые оксидом металла). В дальнейшем термины «окрашивающее вещество», «краситель», «окрашенный» или подобные варианты относятся ко всем описанным выше веществам и термопластичным полимерам, содержащим указанные вещества, соответственно. Таким образом, подразумевается, что термопластичные частицы могут быть получены из термопластичного полимера или иметь покрытие из термопластичного полимера.
Такие состоящие из шаровидных частиц окрашенные полимеры могут дополнительно содержать любой агент, облегчающий обработку монослоя. Например, если слой частиц необходимо выборочно подвергнуть лазерному излучению для придания облученным частицам достаточной клейкости, необходимой для выполнения последующей стадии, полимер может дополнительно содержать поглощающий инфракрасное излучение агент, адаптированный к длине волны лазера, что, таким образом, облегчает размягчение частицы.
Не желая быть ограниченными рамками теории, полагают, что частицы могут иметь склонность к прилипанию к донорной поверхности не только вследствие взаимодействия между двумя различными гидрофобными поверхностями, но также в результате взаимодействия на основе заряда. Соответственно, возможно усиление сродства между частицами и донорной поверхностью путем воздействия на донорную поверхность кондиционирующей обработки, такой как воздействие коронным разрядом или применение раствора для химической обработки.
Для обеспечения ровной поверхности, если это необходимо, можно, чтобы распылительная головка(и) распыляла частицы на носитель с силой, достаточной для полирования нанесенного покрытия из частиц. Альтернативно, частицы можно наносить с помощью промежуточного аппликатора, после чего их можно дополнительно отполировать с помощью используемого при необходимости устройства для полирования.
Согласно некоторым вариантам реализации устройство нанесения можно получить с применением одной или более распылительных головок, направленных непосредственно на поверхность, подлежащую покрытию. В этом случае сила распыления заставит слой частиц прилипать к поверхности, а затем будет вытеснять и/или уносить любые дополнительные частицы и препятствовать их прилипанию к покрывающему слою, находящемуся в непосредственном контакте с поверхностью. Это связано с тем, что частицы сильнее прилипают к донорной поверхности, чем друг к другу. Сила распыления также может действовать таким образом, чтобы выравнивать первый слой частиц относительно поверхности, эффективно полируя частицы, по меньшей мере частично.
Аппарат для нанесения покрытия может дополнительно содержать сушильное устройство высушивания покрытия из частиц при выходе из указанного аппарата для нанесения покрытия. Такое сушильное устройство может представлять собой радиационный нагреватель, нагнетатель горячего воздуха или газа, или валик, действующий как швабра для поглощения излишней жидкости. Такой валик может, например, содержать губку, сделанную из пенопласта с закрытыми порами или открытыми порами, которая сжимается под действием прижимной планки или валика, когда он вращается, с выделением из нее жидкости, убранной с донорной поверхности.
При применении донорной поверхности в системе печати, в которой частицы на ее поверхности делаются клейкими под воздействием излучения, необходимо регулировать температуру частиц на разных фазах рабочего цикла. Например, желательно, чтобы частицы на выходе из аппарата для нанесения покрытия находились при температуре вблизи их точки размягчения для уменьшения количества энергии излучения, необходимой для придания частицам клейкости. Это может быть обеспечено путем регулирования температуры текучей среды, в которой взвешены частицы, и/или путем обеспечения нагревательного устройства на выходной стороне аппарата для нанесения покрытия. Такое нагревательное устройство может дополнительно служить в качестве средства для высушивания покрытия из частиц. Если донорная поверхность является поверхностью барабана или непрерывного ремня, нагревательное устройство можно расположить либо внутри его периметра, либо за пределами указанного периметра.
Устройство нанесения может дополнительно содержать средство регулирования температуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее будут описаны варианты реализации настоящего изобретения, например, со ссылкой на прилагаемые чертежи, на которых:
На фигуре 1 схематично изображен вариант реализации системы печати, включающий аппарат для нанесения покрытия согласно настоящему изобретению;
Фигура 2 представляет собой изображение, аналогичное изображению на фигуре 1, на котором показан вариант реализации, содержащий альтернативное устройство нанесения;
На фигуре 3 показан вариант реализации, в котором нанесение, очистку и высушивание частиц осуществляют в трех отдельных корпусах;
Фигура 4 представляет собой изображение, аналогичное изображению, показанному на фигурах 1 и 2, но на котором продемонстрирован альтернативный вариант реализации аппарата для нанесения покрытия; и
Фигура 5 представляет собой схематический разрез через донорную поверхность с покрытием из пластиноподобных частиц.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для опытного специалиста в соответствующей области техники следующее описание вместе с указанными фигурами и с помощью неограничивающих примеров проясняет, как можно на практике использовать идеи настоящего описания. Приведенные фигуры предназначены для цели иллюстрации, при этом авторы не пытаются более подробно показать структурные детали варианта реализации, чем это необходимо для фундаментального понимания настоящего изобретения. Ради ясности и простоты некоторые объекты, приведенные на фигурах, могут быть изображены без масштабирования.
Общее описание системы печати
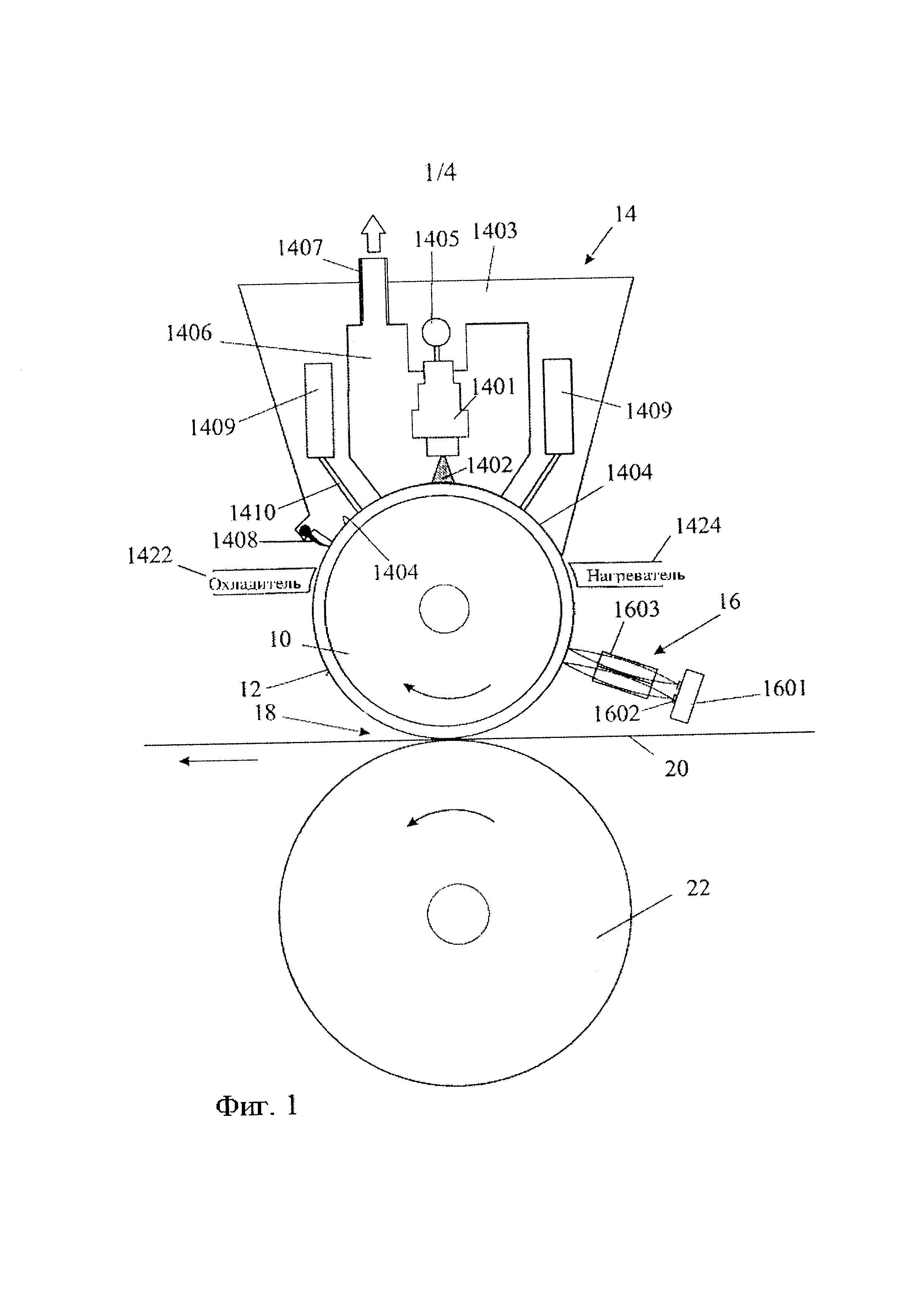
Аппарат для нанесения покрытия из частиц согласно настоящему изобретению можно использовать в многочисленных областях промышленного применения, в которых для обеспечения искомого способа, применения или продукта необходим монослой из частиц. Далее аппарат для нанесения покрытия из частиц описан применительно к системе печати, но это не следует рассматривать как ограничение. На фигуре 1 показан барабан 10, имеющий наружную поверхность 12, служащую в качестве носителя частиц, также называемую в дальнейшем донорной поверхностью 12. При повороте барабана по часовой стрелке, как изображено стрелкой, указанная поверхность проходит под аппаратом 14 для нанесения покрытия, где она получает однослойное покрытие из мелкодисперсных частиц. После выхода из аппарата 14 для нанесения покрытия, донорная поверхность 12 проходит под секцией 16 формирования изображения, где согласно одному вариантов реализации выбранные участки донорной поверхности 12 подвергаются воздействию лазерного излучения, которое делает покрытие из частиц на выбранных участках поверхности 12 клейкими (как определено ниже). Далее, указанная поверхность проходит через печатную секцию 18, в которой между барабаном 10 и печатным цилиндром 22 зажата печатная подложка 20. Это приводит к тому, что выбранные участки покрытия из частиц на донорной поверхности 12, которые приобрели клейкость под воздействием лазерного излучения в секции 16 формирования изображения, переносятся с донорной поверхности 12 на подложку 20. Тогда участки на донорной поверхности, соответствующие клейким областям, перенесенным на подложку, становятся открытыми, будучи обедненными за счет переноса частиц. Затем донорная поверхность 12 может завершить свой цикл путем возвращения в аппарат 14 для нанесения покрытия, в котором наносят свежее однослойное покрытие из частиц только на открытые участки, с которых ранее нанесенные частицы были перенесены на подложку 20 в печатной секции 18.
Подразумевают, что применяемые в настоящем документе термины «клейкий» и «достаточно клейкий» означают не то, что покрытие из частиц обязательно является клейким на ощупь, а только то, что оно является достаточно размягченным для обеспечения способности прилипать к поверхности подложки при прижатии к ней в печатной секции 18. Аналогичным образом, при применении в отношении подложки указанный термин в более широком смысле относится к более высокому сродству любого «клейкого» участка подложки к частицам, чем к пустой подложке, при этом указанное сродство выше, чем сродство частиц к донорной поверхности, и является достаточным для обеспечения переноса частиц с донорной поверхности на такие участки во время печатания.
В системе печати, показанной на фигуре 1, тепло, генерируемое под воздействием лазерного излучения, зависит от выбора участков покрытия из частиц, которые должны быть перенесены на подложку. При включении в систему, местоположение аппарата для нанесения покрытия также может быть обозначено как секция 14 для нанесения покрытия. Лазерное излучение приведено только в качестве примера. Вместо использования тепла перенос покрытия на подложку может происходить в печатной секции за счет выборочного применения давления, как при тиснении фольгой. Таким образом, печатный цилиндр 22 может иметь рельефную поверхность или он может иметь клеймо или штамп.
В качестве еще одной альтернативы, подложка 20 может, как будет описано ниже со ссылкой на фигуру 2, иметь выбранные участки, предварительно покрытые адгезивом, так что перенос частиц в печатной секции происходит только на участки подложки, имеющие покрытие из активного адгезива. Такое предварительное покрытие адгезивом может происходить внутри технологической цепочки (например, адгезив выборочно осаждают согласно требуемой структуре изображения перед печатной секцией, например, с помощью печатных форм, трафаретных сеток из шелковых нитей или струйной печати) или за пределами технологической цепочки (например, подложку подают в систему печати, уже предварительно покрытой с помощью какого-либо из ранее упомянутых типичных способов). Аппарат для нанесения покрытия можно даже использовать в системе, в которой перенос происходит по всей поверхности подложки 20, а не только на выбранных участках, в этом случае для осуществления такого переноса можно использовать давление, при этом на поверхности печатных цилиндров 22 или 32 не должно быть тиснения, равно как и какого-либо конкретного узора на офсетном цилиндре 30.
Аппарат для нанесения покрытия
Согласно варианту реализации, показанному на фигуре 1, аппарат 14 для нанесения покрытия содержит множество распылительных головок 1401, выровненных относительно друг друга вдоль оси барабана 10, поэтому на сечении указанного чертежа видна только одна из указанных головок. Брызги 1402 от распылительных головок удерживаются в пределах колоколообразного корпуса 1403, нижний край 1404 которого имеет такую форму, чтобы близко соответствовать донорной поверхности, при этом между колоколообразным корпусом 1403 и барабаном 10 остается только узкий промежуток. Распылительные головки 1401 соединены с обычным подводящим каналом 1405, который подает к распылительным головкам 1401 носитель в виде сжатого газа или жидкости, содержащий взвешенные мелкодисперсные частицы, предназначенные для использования при покрытии донорной поверхности 12. При необходимости частицы можно периодически или постоянно перемешивать, в частности, перед их подачей в распылительную головку(и). Частицы могут, например, циркулировать в аппарате для нанесения покрытия со скоростью потока, составляющей от 0,1 до 10 литров в минуту или от 0,3 до 3 литров в минуту. Излишний распыленный раствор из распылительных головок 1401, удерживаемый в камере 1406, образованной внутренним пространством корпуса 1403, извлекают через выходную трубу 1407, соединенную с подходящим всасывающим средством, изображенным стрелкой, и может быть возвращен обратно в распылительные головки 1401. В настоящем документе под распылительными головками также понимают любой другой тип форсунки или отверстия вдоль обычной подводящей трубы или трубопровода, обеспечивающий нанесение взвешенных в текучей среде частиц.
Важным фактором является обеспечение возможности достижения эффективного уплотнения между корпусом 1403 и донорной поверхностью 12 для предотвращения выхода распыленной текучей среды и мелкодисперсных частиц через узкий промежуток, который по существу должен оставаться между корпусом 1403 и донорной поверхностью 12 барабана 10. Различные способы достижения такого уплотнения схематически показаны на чертеже.
Наиболее простой формой уплотнения является лопатка 1408 обтирочного устройства. Такое уплотнение вступает в физический контакт с донорной поверхностью и может оставлять царапины на нанесенном покрытии при использовании на выходной стороне корпуса 1403, то есть при использовании на стороне, расположенной после распылительных головок 1401 в технологической цепочке. По этой причине при применении такого уплотнения предпочтительно, чтобы оно было расположено перед распылительными головками 1401 в технологической цепочке и/или на осевых концах корпуса 1403. В настоящем документе термины «перед» и «после» относятся к точкам на донорной поверхности 12 при ее прохождении через аппарат для нанесения покрытия.
На фигуре 1 также показано, как можно предотвратить вытекание текучей среды, в которой взвешены частицы, из уплотненного промежутка между корпусом 1403 и барабаном 10 без компонента, контактирующего с донорной поверхностью 12. Канал 1409, проходящий согласно настоящему рисунку по всей периферии корпуса 1403, соединен посредством совокупности узких проходов 1410, проходящих вокруг всего края корпуса 1403, для создания сообщения по текучей среде между каналом 1409 и уплотнительным промежутком.
Согласно первому варианту реализации канал 1409 соединен с всасывающим средством системы извлечения излишков, которое может представлять собой то же всасывающее средство, которое соединено с выходным отверстием 1407, или другое всасывающее средство. В этом случае канал 1409 служит для извлечения текучей среды, проходящей через указанный промежуток, до того как она покинет корпус 1403. Низкое давление также обеспечивает высасывание с барабана 10 любых частиц, которые не находятся в непосредственном контакте с донорной поверхностью 12 и, если распыленная текучая среда представляет собой жидкость, оно также обеспечивает высасывание излишней жидкости для по меньшей мере частичного высушивания покрытия перед тем, как указанное покрытие покинет аппарат 14 для нанесения покрытия.
В качестве альтернативы или в дополнение, излишняя жидкость может быть удалена с помощью валика для извлечения жидкости, расположенного на выходной стороне аппарата для нанесения покрытия. Такой валик показан в варианте реализации, приведенном на фигуре 4, на которой он обозначен 1440. Наружная поверхность 1442 валика 1440 обладает способностью поглощать жидкость подобно губке (например, пенопласт с закрытыми порами) и может независимо вращаться со скоростью и/или в направлении, которые отличаются от скорости и направления барабана 10. Валик для извлечения жидкости может вступать в контакт с частицами, образующими покрытие на донорной поверхности 12, и удалять излишнюю жидкость путем затягивания ее внутрь своей наружной поверхности 1442, абсорбирующей текучую среду, предпочтительно достаточно гладкой и ровной, чтобы не воздействовать на слой частиц, удерживаемый на донорной поверхности до их селективного переноса на подложку 20. Поскольку валик 1440 для извлечения жидкости продолжает вращаться после поглощения излишней жидкости, он приближается к обтирочному устройству 1444 или любым другим подходящим средствам, расположенным таким образом, чтобы обеспечить сжатие указанного валика и высвобождение удаленной жидкости из его поглощающей поверхности. Рядом с таким обтирочным устройством может быть расположено всасывающее выходное отверстие 1446 для обеспечения немедленного удаления жидкости, извлекаемой таким образом с донорной поверхности, покрытой частицами, и, соответственно, выдавливаемой из наружной поверхности валика. После такого устранения удаленной жидкости валик 1440 может завершить свой цикл, снова вступая в контакт с донорной поверхностью и дополнительно извлекая излишнюю жидкость. Хотя на фигуре 4 показано, что указанный валик находится внутри секции 14 для нанесения покрытия, валик 1440 для извлечения жидкости, если имеется, в качестве альтернативы может быть расположен в технологической цепочке после секции для нанесения покрытия, поскольку он все равно остается перед секцией, в которой требуется, чтобы покрытие из частиц было по существу сухим.
На выходной стороне аппарата 14 для нанесения покрытия или далее по технологической цепочке система печати может дополнительно содержать сушильное устройство (например, нагнетатель горячего или холодного воздуха) для обеспечения поступления покрытия из частиц на следующую секцию в по существу сухой форме.
Согласно альтернативному варианту реализации канал 1409 соединен с источником газа с давлением, выше давления в камере 1406. В зависимости от скорости подачи текучей среды в камеру через распылительные головки 1401 и скорости извлечения через выходное отверстие 1407 камера 1406 может находиться под давлением как большим, так как меньшим, чем давление окружающей среды.
При давлении в камере ниже атмосферного достаточно, если давление в канале 1409 равно давлению окружающей среды, или даже наличие указанного канала не обязательно. В этом случае, поскольку давление в уплотнительном промежутке будет превышать давление в камере 1406, поток газа через указанный промежуток будет направлен во внутреннюю часть корпуса без риска вытекания текучей среды.
При давлении в камере выше атмосферного канал 1409 можно соединить с источником газа под давлением, предпочтительно, воздуха. В этом случае воздух будет нагнетаться через проходы 1410 в уплотнительный промежуток под давлением и будет разделяться на два потока. Один поток будет течь в направлении камеры 1406 и предотвращать вытекание текучей среды, в которой взвешены частицы. Этот поток будет также вытеснять и/или увлекать за собой частицы, не находящиеся в непосредственном контакте с донорной поверхностью, и способствовать высушиванию покрытия, если несущая текучая среда представляет собой жидкость. Второй поток будет выходить из аппарата для нанесения покрытия без каких-либо затруднений, поскольку он представляет собой только чистый воздух, не содержащий взвешенных частиц. Второй поток газа может также способствовать дополнительному высушиванию покрытия из частиц на донорной поверхности 12 до того, как указанное покрытие покинет аппарат 14 для нанесения покрытия. При необходимости поток газа можно нагреть для облегчения такого высушивания.
Согласно альтернативному варианту реализации упомянутый выше канал 1409 не проходит по всей периферии корпуса для уплотнения камеры 1406 со всех сторон. Он может представлять собой «частичный» канал или комбинацию одного или более воздушных ножей (с отрицательным или положительным расходом), расположенных в технологической цепочке либо после, либо перед распылительными головками параллельно оси барабана и/или на боковых краях распылительных головок в направлении, перпендикулярном оси барабана. Согласно некоторым вариантам реализации «частичный» канал на выходной стороне может служить в качестве нагнетателя газа (например, холодного или горячего воздуха), дополнительно или альтернативно способствующего высушиванию частиц, при этом проходы 1410 могут быть выполнены с возможностью обеспечения достаточной скорости потока.
Независимо от типа текучей среды, несущей взвешенные частицы, наносимые на донорную поверхность, аппарат 14 для нанесения покрытия может содержать на своей выходной стороне, как показано на фигуре 1, и, как правило, во внешнем местоположении после технологической цепочки, нагреватель 1424, обеспечивающий подъем температуры слоя частиц и поверхности формирования изображения до ее достижения следующей секции (например, секции 16 формирования изображения). В неограничивающем примере системы цифровой печати, в которой покрытие из частиц можно выборочно перенести на подложку путем направленного излучения, температуру частиц и донорной поверхности можно таким образом поднять от температуры окружающей среды (например, выше примерно 23°C), до выше 30°C или выше 40°C или даже выше 50°C, с тем чтобы снизить количество лазерной энергии, необходимой для придания частицам клейкости. Однако нагревание не должно само по себе делать частицы клейкими и не должно поднимать их температуру выше 80°C или, возможно, выше 70°C. Такому нагреванию частиц и донорной поверхности может дополнительно способствовать применение носителя в виде текучей среды при необходимой температуре.
Кроме того, как показано на фигуре 1, согласно некоторым вариантам реализации на входной стороне аппарата 14 для нанесения покрытия и, как правило, во внешнем местоположении перед технологической цепочкой, может содержаться охладитель 1422, обеспечивающий снижение температуры донорной поверхности перед тем, как слой частиц будет пополнен на открытых ранее участках. Снова рассматривая пример аппарата для нанесения покрытия, встроенного и используемого в упомянутой выше системе печати, предполагается, что донорная поверхность при температуре менее 40°C, или менее 30°C, или даже менее 20°C, но обычно выше 0°C, или даже выше 10°C, может понизить температуру частиц, расположенных рядом с открытыми участками таким образом, что к тому времени, как указанная поверхность будет пополнена, охлажденные таким образом частицы могут не иметь «остаточной клейкости» или иметь пониженную «остаточную клейкость», иными словами, частичное размягчение, недостаточное для последующей стадии (например, переноса на печатную подложку). Охлажденное покрытие из частиц ведет себя так же, что и частицы, только что осажденные на открытые участки донорной поверхности. Таким образом, только частицы, на которые выборочно направлен лазерный элемент, станут достаточно клейкими для последующей стадии переноса. Такому охлаждению частиц и донорной поверхности может дополнительно способствовать использование носителя в виде текучей среды при необходимой температуре.
Согласно некоторым вариантам реализации в технологическую цепочку может быть включен как охладитель 1422 на входной стороне аппарата 14 для нанесения покрытия, так и нагреватель 1424 на выходной стороне, при этом каждый охладитель и нагреватель работают, как описано выше. Кроме того, барабан 10 может быть выполнен с возможностью регулирования температуры с помощью подходящих средств охлаждения/нагревания, встроенных в указанный барабан, при этом такие средства регулирования температуры, если имеются, работают таким образом, чтобы обеспечить возможность поддержания любой требуемой температуры внешней стороны донорной поверхности.
Согласно варианту реализации, показанному на фигуре 2, вместо перенесения взвешенных частиц в текучей среде, распыленной непосредственно на донорную поверхность 12, указанные частицы наносят с помощью распылительных головок 1401 на промежуточный аппликатор 1420. Такой аппликатор 1420 может представлять собой, например, губкоподобный валик, ось которого параллельна оси барабана 10. Текучую среду и взвешенные частицы можно распылять на аппликатор 1420 способом, показанным на фигуре 2, или, если аппликатор является пористым или выполнен аналогично «щеткам», применяемым в автоматических автомойках, использующих полоски из неплотной ткани, проходящие в радиальном направлении от центральной оси, то текучая среда может быть введена через осевую втулку и выходить через отверстия в оси (не показано). Материал валика или полоски ткани должен быть «сравнительно мягким» и выбран таким образом, чтобы наносить частицы на донорную поверхность тонким равномерным слоем, не влияя на целостность образованного на ней покрытия, другими словами, не образуя на слое частиц царапин. Поверхность аппликатора или его щетинок или полосок может, соответственно, представлять собой пенопласт с закрытыми порами (такой как полиэтилен с закрытыми порами, поливиниловый спирт с закрытыми порами или силикон с закрытыми порами); или сравнительно мягкий пенопласт с открытыми порами (такой как полиуретановый пенопласт); или ткань, такую как хлопковая ткань, шелковая ткань или ткань из сверхвысокомолекулярного полиэтилена (UHMWPE).
Когда валик или щетка 1420 вращается вдоль своей оси, она наносит частицы при контакте с донорной поверхностью 12 барабана 10. Наружная поверхность аппликатора 1420 не должна иметь такую же линейную скорость, что и донорная поверхность, и указанная скорость может, например, быть примерно в десять раз больше. Наружная поверхность может вращаться в том же направлении, что и барабан 10 или в противоположном направлении. Аппликатор можно независимо привести в действие с помощью двигателя (не показано на фигуре 2) или он может управляться посредством барабана 10 с помощью шестеренок, ремней, трения т.п.
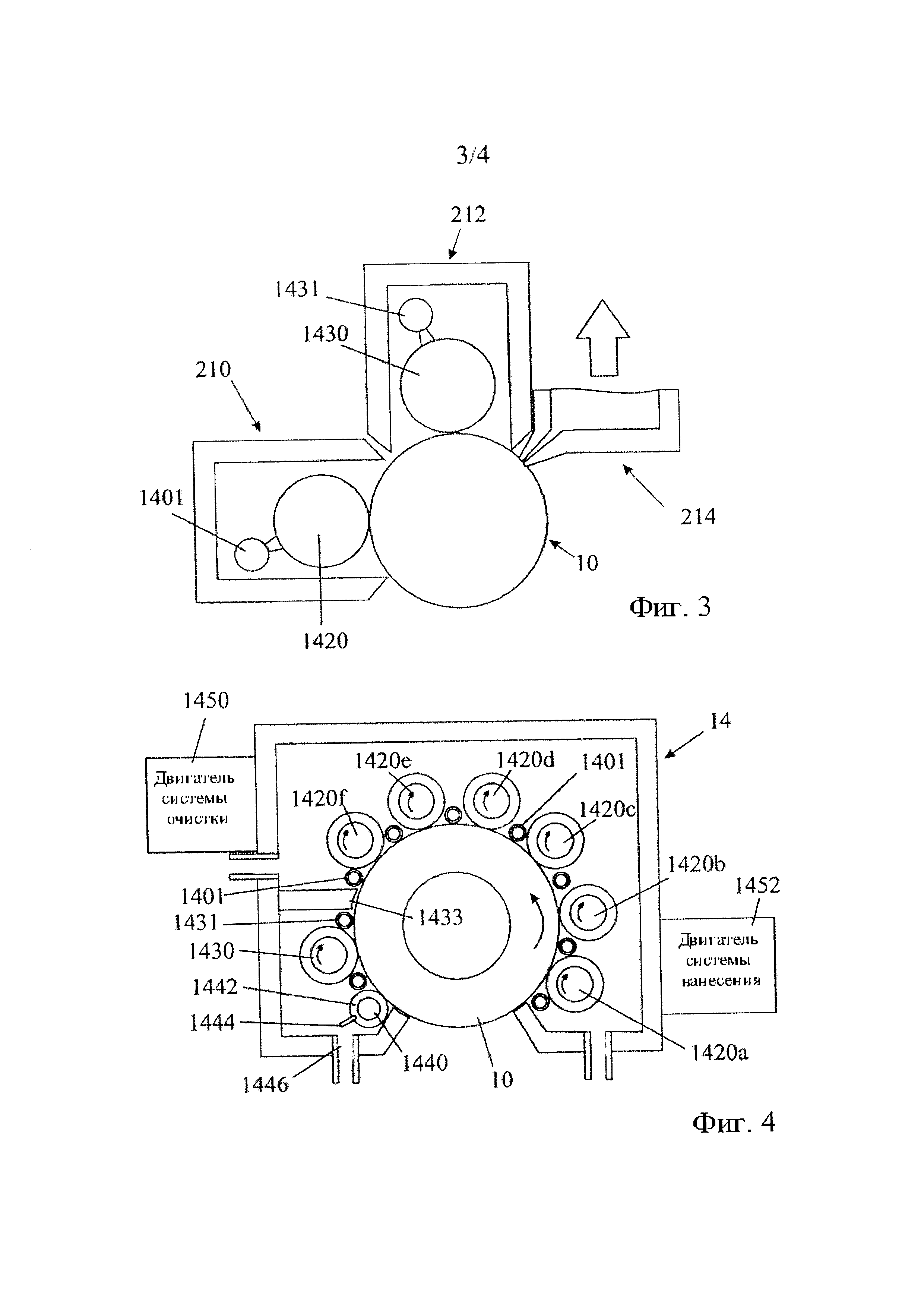
На фигуре 4 показан вариант реализации, в котором аппарат 14 для нанесения покрытия из частиц содержит более одного аппликатора 1420 частиц. На фигуре 4 показано шесть таких аппликаторов 1420а-1420f, но можно использовать и меньшее количество. На фигуре 4 каждый из аппликаторов 1420а-1420f имеет свое собственное устройство подачи частиц, которые наносят посредством брызг, создаваемых распылительными головками 1401, при этом применяемая текучая среда доставляется с помощью подводящего трубопровода. Такой аппликатор(ы) может при необходимости обеспечивать полирование или выравнивание частиц на донорной поверхности, или такая функция, при необходимости, может быть обеспечена с помощью отдельного элемента, как описано ниже.
Как схематично показано на фигурах 3 и 4, аппарат для нанесения покрытия может дополнительно содержать очистительный валик 1430. Очистительный валик по конструкции может быть похож на валик 1420 аппликатора за исключением того, что у него отсутствует устройство подачи частиц. Очистительный валик наносит жидкость, подаваемую с помощью распылительной головки 1431, которая может представлять собой текучий носитель частиц, но не содержать частиц, или представлять собой любую другую подходящую текучую среду.
Как показано на фигуре 4, отсек корпуса аппарата 14 для нанесения покрытия, содержащий очистительный валик 1430, отделен от остальной части корпуса воздушным ножом 1433, так что текучая среда, присутствующая в очистном отсеке и не содержащая частиц, не смешивается с текучей средой в остальной части корпуса. Отдельные места 1446 для извлечения расположены таким образом, что две текучие среды можно также по отдельности обрабатывать и возвращать в их соответствующие распылительные головки. Второй воздушный нож можно установить на выходных сторонах очистного отсека.
В качестве альтернативы включению очистительного валика в аппарат 14 для нанесения покрытия можно, как показано на фигуре 3, разместить его за пределами корпуса аппликатора(ор) частиц, при необходимости в отдельном корпусе с отдельными устройством для подачи текучей среды и системой для удаления и/или рециркуляции. На фигуре 3, которая более подробно описана ниже, три отдельных корпуса 210, 212 и 214 содержат секцию для нанесения покрытия, секцию очистки и секцию высушивания, соответственно.
Устройство для очистки, если имеется, может работать непрерывно. Например, очистительный валик, описанный выше в качестве примера, может служить для удаления частиц, не находящихся в непосредственном контакте с донорной поверхностью, во время любого цикла обработки поверхности в секции для нанесения покрытия в процессе работы системы, в которую может быть встроен аппарат, описанный в настоящем документе. В дополнение или в качестве альтернативы, устройство для очистки можно использовать в периодическом режиме. Такое устройство для очистки можно, например, использовать для технического обслуживания, и оно может служить для удаления всех частиц со всей донорной поверхности. Такую полную регенерацию донорной поверхности для освобождения ее от частиц можно осуществлять время от времени или периодически, например, в контексте системы печати в конце задания на печать, или при замене частиц, предназначенных для печатания (например, на новую партию или новый тип), или один раз в день, или один раз в неделю, или с любой другой требуемой частотой. Работающие в периодическом режиме устройства для очистки, которые могут основываться на химической или физической обработке донорной поверхности, обеспечивающей полное удаление частиц, можно расположить за пределами секции для нанесения покрытия. Они могут работать в течение по меньшей мере одного цикла обработки донорной поверхности. По этой причине, вариант реализации, показанный на фигуре 4, имеет отдельные двигатели 1450 и 1452 для приведения в действие очистительного валика(ов) и валика(ов) аппликатора, соответственно.
Частицы
Частицы могут быть выполнены из любого термопластичного материала и иметь любые формы и/или размеры, подходящие для обеспечения достаточной площади контакта с донорной поверхностью по меньшей мере в течение периода времени, за который необходимо нанести покрытие из частиц.
На практике форма и состав частиц для покрытия будут зависеть от предполагаемого использования слоя частиц, и, применительно к неограничивающему примеру системы печати, от природы эффекта, который предполагают применить к поверхности подложки 20. В системе печати частицы могут быть легко получены из пигментированного полимера. Для печати высокого качества требуется, чтобы частицы были как можно более мелкодисперсными для минимизации промежутков между частицами нанесенного однослойного покрытия. Размер частиц зависит от требуемого разрешения изображения и для некоторых вариантов применения размер частиц (например, диаметр или максимальный размер в длину), составляющий 10 мкм (микрометров) или возможно даже больше (т.е. имеющих больший размер), может оказаться достаточным. Если рассматривать, например, пигментированные полимеры, состоящие из шаровидных частиц, удовлетворительным может быть средний диаметр в диапазоне от 100 нм до 4 мкм или даже от 500 нм до 1,5 мкм. Для пластинок с неправильной формой наибольший размер может даже достигать в среднем 100 мкм. Однако для улучшенного качества изображения предпочтительным является размер частиц, составляющий небольшую долю или долю микрометра и более предпочтительно несколько десятков или сотен нанометров. Коммерчески доступные хлопья могут иметь толщину примерно от 60 до 900 нм и типичный размер в плоскости (например, средний диаметр для почти круглых хлопьев или средний «эквивалентный диаметр» для пластинок с менее регулярной проекцией на плоскость, также характеризующихся наименьшим/наибольшим размерами) примерно от 1 до 5 мкм, но хлопья также можно получить с толщиной всего 15 нм, 20 нм, 25 нм, 30 нм, 40 нм или 50 нм и со средним или эквивалентным диаметром на указанном участке от 100 до 1000 нм или от 500 до 800 нм.
Таким образом, выбор частиц и определение идеального размера будут зависеть от предполагаемого применения частиц, ожидаемого эффекта (например, визуального эффекта в случае печати; проводящего эффекта в случае электроники и т.п.) и условий работы соответствующей системы, в которую должен быть встроен аппарат для нанесения покрытия согласно настоящему изобретению. Оптимизация параметров может быть выполнена специалистом в данной области техники опытным путем посредством запланированных экспериментов.
В зависимости от их формы, которая может быть относительно правильной или неправильной, частицы можно охарактеризовать по их длине, ширине, толщине, среднему или эквивалентному диаметру или любому такому типичному измерению их Х-, Y- и Z-размеров. Как правило, размеры частиц оценивают на плоских проекциях их форм (например, вертикальных и/или горизонтальных проекциях). Обычно такие размеры представлены как среднее значение для популяции частиц и могут быть определены любым методом, известным в данной области техники, таким как микроскопия и динамическое рассеяние света (DLS). В методах DLS частицы приблизительно соответствуют сферам с эквивалентным поведением, при этом размер может быть указан в виде гидродинамического диаметра. DLS также позволяет оценивать распределение частиц по размерам в определенной популяции. В настоящем документе частицы с размером, например, 10 мкм или менее, имеют по меньшей мере один размер, который меньше 10 мкм, и возможно два или даже три размера, в зависимости от формы. Считается, что частицы в среднем соответствуют любому требуемому условию в отношении размера, если D50 (до 50% популяции) соответствует примерно предполагаемому размеру; тогда как популяция частиц, в которой D90 соответствует примерно предполагаемому размеру, означает, что подавляющее большинство частиц (до 90% популяции) удовлетворяют указанному условию.
Частицы могут иметь любое подходящее соотношение геометрических размеров, т.е. безразмерное соотношение между наименьшим размером частицы и эквивалентным диаметром в самой большой плоскости, ортогональной к наименьшему размеру. Эквивалентный диаметр может представлять собой, например, арифметическое среднее значение наибольшего и наименьшего размеров на такой самой большой ортогональной плоскости. Указанные размеры обычно предоставляются поставщиками таких частиц и могут оцениваться по количеству типичных частиц способами, известными в данной области техники, такими как микроскопия, в том числе, в частности, сканирующая электронная микроскопия SEM (предпочтительно для определения размеров в плоскости), и фокусированный ионный пучок FIB (предпочтительно для определения таких размеров как толщина и длина (в случае длинных частиц)). Указанные характеристические размеры можно количественно определить для каждой отдельной частицы или для группы частиц, например, всего поля обзора изображения, зафиксированного при соответствующем увеличении.
Частицы, имеющие почти сферическую форму, характеризуются собственным соотношением геометрических размеров (или средним соотношением геометрических размеров, если рассматривать популяцию частиц), составляющим приблизительно 1:1 и обычно не более 2:1. В зависимости от метода, применяемого для определения характеристических размеров частицы, среднее значение для группы частиц может быть усредненным по объему, усредненным по площади поверхности или усредненным по количеству.
В дальнейшем отдельное и среднее соотношение геометрических размеров для простоты обозначают как «соотношение геометрических размеров», причем размер популяции становится ясным из контекста. В то время как шарообразные частицы имеют соотношение геометрических размеров примерно 1:1, хлопьеобразные частицы могут иметь соотношение геометрических размеров 100:1 или более. Хотя без ограничения, частицы, подходящие для применения в аппарате для нанесения покрытия согласно настоящему изобретению, могут иметь соотношение геометрических размеров примерно 100:1 или менее, примерно 75:1 или менее, примерно 50:1 или менее, примерно 25:1 или менее, примерно 10:1 или менее, или даже примерно 2:1 или менее. Согласно некоторым вариантам реализации частицы, подходящие для настоящего изобретения, могут иметь соотношение геометрических размеров по меньшей мере 2:1, по меньшей мере 3:1, по меньшей мере 5:1, по меньшей мере 10:1, по меньшей мере 25:1, по меньшей мере 40:1, или по меньшей мере 70:1.
Хотя это не является необходимым, частицы могут предпочтительно иметь одинаковую форму и/или находиться в пределах симметричного распределения относительно медианного значения популяции и/или в пределах относительно узкого распределения частиц по размерам.
Считают, что распределение частиц по размерам является сравнительно узким, если применяется по меньшей мере одно из двух следующих условий:
а) разница между гидродинамическим диаметром 90% частиц и гидродинамическим диаметром 10% частиц равна или меньше 150 нм, или равна или меньше 100 нм, или даже равна или меньше 50 нм, что математически может быть выражено следующим образом: (D90-D10)≤150 нм и т.д.; и/или
б) соотношение между а) разницей между гидродинамическим диаметром 90% частиц и гидродинамическим диаметром 10% частиц; и b) гидродинамическим диаметром 50% частиц; составляет не более 2,0, или не более 1,5, или даже не более 1,0, что математически может быть выражено следующим образом: (D90-D10)/D50≤2,0 и т.д.
Как упоминалось, для некоторых вариантов применения такое относительно равномерное распределение может не понадобиться. Например, наличие популяции частиц со сравнительно неодинаковыми размерами может обеспечить нахождение относительно более мелких частиц в промежутках, образованных относительно более крупными частицами.
В зависимости от их состава и/или от процессов, которым они подвергаются (например, измельчение, рециклинг, полирование и т.п.), частицы могут быть гидрофобными с различными степенями гидрофильности, если таковая имеется. Поскольку баланс между гидрофобной и гидрофильной природой частиц со временем может сместиться, предполагается, что процесс покрытия остается эффективным, если преобладает гидрофобная природа частиц. Кроме того, частицы могут быть выполнены из материалов, гидрофильных по природе, в этом случае им можно придать гидрофобность посредством нанесения покрытия на частицы. Материалы, подходящие для такого покрытия частиц, могут иметь гидрофильный конец со сродством к частицам и гидрофобный «хвост». В настоящем изобретении такие частицы, независимо от того являются ли они гидрофобными по природе или имеют покрытие, которое делает их гидрофобными или более гидрофобными, считаются по существу гидрофобными.
При распылении на донорную поверхность или на промежуточный аппликатор(ы) частицы могут переноситься газообразной или жидкой текучей средой. Когда частицы взвешены в жидкости, то для уменьшения стоимости и минимизации загрязнения окружающей среды желательно, чтобы жидкость была на водной основе. В таком случае требуется, чтобы полимер или материал, используемый для получения или покрытия частиц, был гидрофобным. Гидрофобные частицы более легко отделяются от водного носителя, что способствует их склонности к прикреплению к донорной поверхности и ее покрытию. Такое преимущественное сродство частиц к поверхности устройства для нанесения покрытия, а не к их носителю в виде текучей среды и друг к другу, считается особенно предпочтительным. Нагнетание потока газа на покрытие из частиц (которое, как упоминалось, предпочтительно может быть образовано гидрофобными частицами на гидрофобной донорной поверхности) будет служить как для удаления частиц, не находящихся в непосредственном контакте с донорной поверхностью, так и для высушивания покрытия из частиц на донорной поверхности.
Хотя на описанной выше стадии покрытия преимущественное сродство частиц направлено на донорную поверхность, частицы должны быть совместимы с их последующим переносом. Рассмотрим, например, область применения, связанную с печатанием, в которой частицы будут перенесены с донорной поверхности на печатную подложку, в этом случае относительное сродство частиц в печатной секции будет «смещаться» с донорной поверхности к подложке. Такое смещение можно рассматривать как «градиент сродства», при этом частицы имеют большее сродство к донорной поверхности, чем друг к другу, и подложка имеет большее сродство к частицам, чем частицы к донорной поверхности. Такой градиент можно обеспечить, как описано выше, за счет гидрофобных свойств всех участвующих поверхностей раздела, но его также можно поддерживать или дополнительно регулировать, опираясь на дополнительные типы взаимодействий. Например, частицы, донорная поверхность и поверхность, используемая на любой последующей стадии, могут каждая иметь градиент зарядов вместо градиента гидрофобности или наряду с указанным градиентом.
При необходимости можно полировать или шлифовать покрытие из частиц, пока оно все еще находится на донорной поверхности 12. Таким образом, полировальный валик или другой обтирочный элемент может быть расположен сразу же после аппарата 14 для нанесения покрытия или в виде части указанного аппарата 14.
Полирование можно выполнить с помощью сухого валика или влажного валика (например, пропитанного и/или промытого текучей средой, в которой взвешены частицы, например, водой). В случае применения промежуточного аппликатора он может сам по себе, наряду с нанесением частиц на поверхность, действовать с обеспечением их частичного полирования.
Полагают, что в процессе полирования размер частиц уменьшается по сравнению с их исходным размером при первоначальном введении в аппарат для нанесения покрытия и нанесении на донорную поверхность, и что, в качестве альтернативы или в дополнение, отполированные частицы ориентированы по существу параллельно относительно донорной поверхности барабана и/или более равномерно распределены на поверхности.
Слой частиц 512, который можно получить с помощью аппарата для нанесения покрытия, описанного выше, схематично показан в поперечном разрезе вдоль плоскости х-у, изображенной на фигуре 5. Хотя частицы 502 с наружной поверхностью 504 показаны, как имеющие удлиненную форму поперечного сечения (например, соответствующую частице, подобной пластинке), это не должно рассматриваться как ограничение. Частицы 502 расположены поверх донорной поверхности 12, которая сама образует наружную поверхность барабана 10 или любой другой физической опоры, обеспечивающей относительное смещение донорной поверхности 12 относительно аппарата 14 для нанесения покрытия. Как объяснено ранее, поверхности 504 частиц 502 могут быть гидрофобными. На фигуре 5 показаны несколько частиц, которые частично накладываются друг на друга, см. участок А, такое наложение создает общую толщину слоя частиц, обозначенную как Т. На участке В показано, что частицы соприкасаются, тогда как на участке С показан промежуток между соседними частицами. На участке D показано, что частица 506 не имеет контакта с донорной поверхностью, как можно видеть в настоящем х-у-поперечном разрезе. Однако такая налегающая частица может быть расположена поверх частиц, находящихся в контакте с нижним слоем, так что она предположительно может вступать в контакт с донорной поверхностью в другой точке (не показано) вдоль z-направления. На участке Е показано, что на частицу 508 накладывается более чем одна прилегающая частица.
Альтернативная конфигурация секций для нанесения покрытия
На фигуре 3 очень схематично показан вариант реализации, содержащий три секции 210, 212 и 214, расположенные по окружности вокруг барабана 10. Каждая из секций 210 и 212 выполнена по существу таким же образом, что и аппарат 14 для нанесения покрытия на фигуре 2. Секция 210 наносит частицы на поверхность барабана 10 и может рассматриваться как секция нанесения. Секция 212 представляет собой первую секцию для извлечения излишков, которая может удалять частицы, нанесенные в избытке в секции 210, а именно частицы, которые не находятся в непосредственном контакте с донорной поверхностью и таким образом не сильно с ней связаны. В этой секции жидкость, нанесенная на аппликатор, не содержит никаких взвешенных в ней частиц, и аппликатор, применяемый главным образом для удаления непрочно связанных избыточных частиц, может также служить, при необходимости, для по меньшей мере частичного полирования частиц, нанесенных в секции 210. Для простоты и чтобы отличить от следующей секции, секцию 212 можно рассматривать как секцию для очистки или полирования, хотя такое конкретное применение может быть и опциональным. Наконец, секция 214 образует вторую часть системы извлечения излишков и действует для по меньшей мере частичного высушивания поверхности барабана 10 и удаления из него любого оставшегося избытка частиц, которые не были удалены в секции 212. Как упоминалось, хотя направление стрелки показывает удаление под действием отрицательного всасывания, подобное удержание любого излишка за счет пребывания в аппарате можно обеспечить путем подачи принудительного потока воздуха с выходной стороны (например, воздушного ножа).
Хотя каждая из рассмотренных выше секций описана на основе ее доминирующей функции в такой конфигурации аппарата для нанесения покрытия, следует отметить, что указанные секции могут выполнять в аппарате для нанесения покрытия дополнительные функции. Например, хотя секция 214 преимущественно действует как часть системы извлечения излишков, другие секции 210 и 212 также могут быть способны обеспечить по меньшей мере частичное извлечение излишней текучей среды и/или частиц.
Хотя в описанной ранее конфигурации подсекций аппарата для нанесения покрытия каждый тип секции упоминается один раз, это не обязательно должно иметь место. Например, можно использовать две секции полирования, если такая функция требуется для предполагаемых частиц и намеченного применения аппарата для нанесения покрытия.
Полирование имеет особое преимущество при работе распылительной головки(головок) аппарата для нанесения покрытия при сравнительно низком давлении и/или при применении промежуточного аппликатора. Хотя полировальный валик показан в виде составной части отдельной секции, изображенной на фигуре 3, указанный валик (не показано) может быть встроен в корпус аппарата для нанесения покрытия, как показано на фигурах 1 и 2. Полирование монослоя частиц предпочтительно выполняют, при необходимости, перед тем, как покрытие достигает печатной секции, но это не обязательно должно иметь место, поскольку некоторые системы печати могут извлечь пользу, если полирование частиц происходит после их переноса на подложку. Полирование можно выполнить с помощью сухого валика или влажного валика (например, пропитанного и/или промытого текучей средой, в которой взвешены частицы, например, водой). В случае применения промежуточного аппликатора он может сам по себе, наряду с нанесением частиц на поверхность, также действовать с обеспечением их частичного полирования.
Наружная поверхность используемого при необходимости полировального валика может вращаться с линейной скоростью, отличающейся от скорости донорной поверхности барабана и/или наружной поверхности промежуточного аппликатора, если он имеется. Указанная поверхность может вращаться в том же или противоположном направлении относительно барабана.
Носитель частиц
Носитель частиц, то есть текучая среда, в которой взвешены частицы, может представлять собой жидкость или газ. Если носитель представляет собой жидкость, он предпочтительно основан на воде, и если носитель является газообразным, он предпочтительно представляет собой воздух. Частицы могут быть лиофобными (т.е. не имеющими сродства) в отношении их носителя, например, они могут быть гидрофобными, в то время как носитель представляет собой жидкость на водной основе. Это может привести к частичному диспергированию частиц в жидкости и частичному разделению фаз (все типы таких смесей материалов с одинаковыми или различными фазами включены в настоящий документ посредством термина «взвешенные»). Наряду с частицами носитель может содержать любую добавку, известную в области техники, связанной с технологией получения частиц, такую как диспергирующие агенты, поверхностно-активные вещества, водорастворимые растворители, совместные растворители, стабилизаторы, консерванты, модификаторы вязкости, модификаторы рН и т.п. Все перечисленные добавки и их типичные концентрации известны специалистам в области техники, связанной с дисперсиями, и не требуют дополнительного подробного описания в настоящем документе. Предпочтительными являются добавки (или их смеси), не влияющие на гидрофобность частиц и донорной поверхности. Такие агенты, в частности, диспергирующие агенты, могут способствовать поддержанию или повышению стабильности взвешенных частиц в жидкости (в том числе в форме отделенной фазы, при необходимости). Жидкий носитель также может содержать избыток несвязанного материала, служащего в качестве покрытия частиц, при необходимости и возможности применения. Любая такая добавка и ее смесь предпочтительно не должна влиять на общую инертность жидкого носителя по отношению к донорной поверхности (например, избегая или уменьшая любое вредное набухание поверхности, которое будет препятствовать правильному нанесению покрытия путем прикрепления частиц). Подразумевается, что жидкий носитель является водным, если он содержит по меньшей мере 80% масс. воды (т.е. 80% по массе относительно общей массы композиции), или по меньшей мере 85% масс., или по меньшей мере 90% масс., или даже по меньшей мере 95% масс. воды.
Следует понимать, что хотя готовые рабочие водные композиции, содержащие частицы, могут преимущественно содержать воду, как упоминалось ранее, можно приготовить промежуточные водные композиции, содержащие более высокое количество твердых частиц (и добавок, при наличии) и более низкое количество воды. Такие промежуточные композиции могут служить в качестве концентратов, которые можно разбавлять до требуемых рабочих концентраций, при необходимости, но хранить и/или транспортировать в более маленьких объемах. Концентрат может, например, содержать до примерно 80% масс. твердых веществ и примерно 20% масс. водорастворимого совместного растворителя, при этом воду добавляют при разбавлении концентрата.
Жидкий носитель не смачивает донорную поверхность, если угол смачивания, который он может образовать на такой поверхности, превышает 90°, как дополнительно описано ниже.
Донорная поверхность
Согласно некоторым вариантам реализации донорная поверхность 12 представляет собой гидрофобную поверхность, обычно выполненную из эластомера, который может быть адаптирован таким образом, чтобы обладать свойствами, описанными в настоящем документе, при этом указанный эластомер, как правило, получают из материала на основе силикона. Было обнаружено, что подходящими являются полидиметилсилоксановые полимеры, основанные на силиконе. Согласно одному из вариантов реализации отверждаемая композиция текучей среды была получена путем комбинирования трех полимеров на основе силикона: полидиметилсилоксанас концевой винильной группой 5000 cSt (DMS V35, Gelest, номер в реестре CAS 68083-19-2) в количестве примерно 44,8% по массе относительно массы всей композиции (% масс.), полидиметилсилоксана с винильными функциональными группами, содержащего как концевые, так и боковые винильные группы (полимер ХР RV 5000, Evonik Hanse, номер в реестре CAS 68083-18-1), в количестве примерно 19,2% масс., и полидиметилсилоксана с разветвленной структурой и винильными функциональными группами (VQM Resin-146, Gelest, номер в реестре CAS 68584-83-8) в количестве примерно 25,6% масс. К смеси перечисленных полидиметилсилоксанов с винильными функциональными группами добавляли: платиновый катализатор, такой как платиновый комплекс дивинилтетраметилдисилоксана (SIP 6831.2, Gelest, номер в реестре CAS 68478-92-2), в количестве примерно 0,1% масс., ингибитор для лучшего регулирования условий отверждения, ингибитор 600 от компании Evonik Hanse, в количестве примерно 2,6% масс., и, наконец, реакционноспособный сшивающий агент, такой как сополимер метилгидросилоксана и диметилсилокеана (HMS 301, Gelest, номер в реестре CAS 68037-59-2), в количестве примерно 7,7% масс., который инициирует присоединительное отверждение. Вскоре после этого такую отверждаемую путем присоединения композицию наносят с помощью гладкого выравнивающего ножа на опору донорной поверхности (например, эпоксидный рукав, установленный на барабане 10), при этом такую опору при необходимости обрабатывают (например, коронным разрядом или грунтовочным веществом) для дополнительного обеспечения прилипания материала донорной поверхности к ее опоре. Нанесенная текучая среда отверждалась в течение двух часов при температуре от 100 до 120°C в вентилируемой печи с образованием донорной поверхности.
Гидрофобность состоит в обеспечении клейкой пленки, создаваемой путем воздействия на частицы излучения, или в обеспечении заданных областей монослоя частиц, находящихся в контакте с выборочно клейкой подложкой, несущей адгезив, для обеспечения точного переноса частиц на подложку без расщепления.
Донорная поверхность должна быть гидрофобной, то есть угол смачивания с водным носителем частиц должен превышать 90°. Угол смачивания представляет собой угол, образованный мениском на границе раздела жидкость/воздух/твердое вещество, и если он превышает 90°, вода проявляет склонность скапливаться в виде капель и не смачивает поверхность, и, следовательно, не прилипает к ней. Угол смачивания или равновесный контактный угол Θ0, который находится в диапазоне между отступающим (минимальным) контактным углом ΘR и наступающим (максимальным) контактным углом ΘA и который можно рассчитать на основе указанных контактных углов ΘR и ΘA, можно оценить при заданной температуре и давлении, соответствующих рабочим условиях процесса нанесения покрытия. Такой угол обычно измеряют с помощью гониометра или анализатора формы капель с применением капли жидкости с объемом 5 мкл, при этом поверхность раздела жидкость - пар соответствует донорной поверхности, при температуре (примерно 23°C) и давлении (примерно 100 кПа) окружающей среды.
Указанные измерения проводили с помощью анализатора контактного угла

Такая гидрофобность может быть внутренним свойством полимера, образующего донорную поверхность, или может быть усилена путем включения в полимерную композицию придающих гидрофобность добавок. Добавки, которые могут способствовать усилению гидрофобности полимерной композиции могут представлять собой, например, масла (например, синтетические, природные, растительные или минеральные масла), воски, пластификаторы и силиконовые добавки. Такие придающие гидрофобность добавки могут быть совместимы с любым полимерным материалом при условии, что их соответствующая химическая природа или количества не препятствуют правильному формированию донорной поверхности, и например, не будут ухудшать надлежащее отверждение полимерного материала.
Не желая быть связанными какой-либо конкретной теорией, полагают, что в качестве альтернативы или в дополнение к гидрофобно-гидрофобными взаимодействиям, относительное сродство частиц к донорной поверхности можно усилить с помощью компонентов, имеющих противоположные заряды. Например, эластомер на основе силикона может иметь отрицательный заряд, тогда как частицы могут быть положительно заряженными. Соответственно, донорная поверхность может иметь любой заряд, совместимый с предполагаемыми частицами. Предпочтительно любой указанный заряд, если его можно адаптировать и он не присущ по природе материалам, образующим поверхность, также подходит с точки зрения последующего выборочного высвобождения и переноса частиц на используемую подложку. Как было объяснено выше, такие разнообразные градиенты свойств могут быть подходящими и могут регулироваться обычным специалистом в области предполагаемого применения.
Шероховатость или отделка донорной поверхности будет воспроизводиться слоем частиц и может быть адаптирована к предполагаемому применению аппарата для нанесения покрытия. Если, например, аппарат используют в системе для печатания рисунка из облученных размягченных частиц, понятно, что пленка, которую указанные частицы образуют при переносе на подложку, будет иметь, при необходимости, более гладкую лицевую поверхность, если донорная поверхность сама является более гладкой.
Донорная поверхность 12 может иметь любую твердость по шкале Шора, подходящую для обеспечения надежной связи с частицами при их нанесении с применением аппарата 14 для нанесения покрытия, при этом указанная связь сильнее, чем склонность частиц прилипать друг к другу. Твердость поверхности на основе силикона может меняться и, например, зависеть от толщины донорной поверхности и/или частиц, предназначенных для связывания. Считается, что для сравнительно тонких донорных поверхностей (например, 100 мкм или менее), материал на основе силикона может иметь твердость в диапазоне от средней до низкой; тогда как для сравнительно толстых донорных поверхностей (например, до примерно 1 мм), материал на основе силикона может иметь сравнительно высокую твердость. Кроме того, более крупные частицы, как правило, могут выиграть при применении донорной поверхности, обладающей более низкой твердостью, чем необходимо для размещения сравнительно более мелких частиц. Согласно некоторым вариантам реализации для донорной поверхности подходит сравнительно высокая твердость от примерно 60 единиц по шкале Шора А до примерно 80 единиц по шкале Шора А. Согласно другим вариантам реализации является удовлетворительной умеренно низкая твердость, составляющая менее 60, 50, 40, 30 или даже 20 единиц по шкале Шора А.
Донорная поверхность 12 на приведенных чертежах представляет собой наружную поверхность барабана 10, но это не является необходимым, поскольку в качестве альтернативы она может представлять собой поверхность непрерывного передаточного элемента, имеющего форму ремня, направляемого по направляющим роликам и удерживаемого при подходящем натяжении по меньшей мере до тех пор, пока указанная поверхность проходит через аппарат для нанесения покрытия. Дополнительные конфигурации могут обеспечить перемещение донорной поверхности 12 и секции 14 для нанесения покрытия относительно друг друга. Например, донорная поверхность может образовать подвижную плоскость, которая может многократно проходить под неподвижной секцией для нанесения покрытия, или она может образовать неподвижную плоскость, при этом секция для нанесения покрытия многократно перемещается от одного края указанной плоскости к другому таким образом, чтобы полностью покрыть донорную поверхность частицами. Предположительно, как донорная поверхность, так и секция для нанесения покрытия могут перемещаться относительно друг друга и относительно неподвижной точки в пространстве для сокращения времени, которое может потребоваться для обеспечения полного покрытия донорной поверхности частицами, распределяемыми секцией для нанесения покрытия. Подразумевают, что все такие формы донорных поверхностей могут быть подвижными (например, за счет вращения, циклического движения, непрерывного движения, многократного перемещения или т.п.) относительно секции для нанесения покрытия, в которой любая такая донорная поверхность может быть покрыта частицами (или пополнена частицами на открытых участках).
Донорная поверхность позволяет дополнительно решать практические или конкретные проблемы, вытекающие из конкретной конфигурации системы, в которую может быть встроена такая секция для нанесения покрытия. Например, донорная поверхность может быть достаточно гибкой, чтобы ее можно было установить на барабан, иметь достаточное сопротивление истиранию, быть инертной к применяемым частицам и/или текучим средам и/или быть устойчивой к любому используемому рабочему условию (например, излучению, давлению, теплу, натяжению и т.п.). Реализация любого такого свойства обычно приводит к попутному повышению срока службы донорной поверхности.
Если донорная поверхность должна подвергаться излучению, периодически генерируемому секцией формирования изображения и воздействующему на требуемые выбранные области для придания расположенным на них частицам клейкости, то для обеспечения совместимости с таким применением, донорная поверхность может, например, быть относительно стойкой и/или инертной к излучению, и/или быть способной поглощать излучение, и/или быть способной удерживать тепло, вырабатываемое излучением.
Хотя в приведенном выше описании донорная поверхность была описана как подходящая для предполагаемых частиц «как есть», для облегчения ее покрытия можно применять дополнительные способы обработки. Такие способы обработки можно в целом классифицировать как химические виды обработки (например, нанесение на донорную поверхность химического агента, усиливающего ее сродство к частицам и/или их способность к высвобождению из указанной поверхности) и физические способы обработки (например, обработка коронным разрядом разряженной плазмой, подходящим образом модифицирующей свойства донорной поверхности). При необходимости применения таких способов обработки донорной поверхности аппарат для нанесения покрытия согласно настоящему изобретению может дополнительно содержать соответствующую секцию обработки.
Секция формирования изображения
Секция 16 формирования изображения обеспечивает один из способов выбора участков покрытия из частиц, нанесенного на донорную поверхность 12, которые будут перенесены на подложку 20 в печатной секции 18. Как упоминалось ранее, такая секция формирования изображения требуется для реализации системы цифровой печати, но в других системах, которые не содержат систему формирования изображения, можно использовать описанный выше аппарат 14 для нанесения покрытия. Например, если необходимо покрыть всю поверхность подложки 20, то система формирования изображения не требуется и вместо этого печатная секция может служить для приложения давления и/или тепла, необходимого для обеспечения эффективного переноса покрытия из частиц с донорной поверхности 12 на подложку 20. Аналогичным образом, подложка может достигать печатной секции, имея на своей поверхности адгезив, нанесенный согласно требуемой схеме, при этом указанный адгезив удаляет частицы с монослоя.
Типичная секция 16 формирования изображения, показанная на фигуре 1, может содержать опору 1601, несущую массив источников лазерного излучения, таких как микросхемы 1602 с вертикально-излучающими лазерами (поверхностно-излучающий лазер с вертикальным резонатором (VCSEL), которые при необходимости расположены в паре(ах) строк в положениях относительно друг друга, которые точно определены заранее (например, в шахматном порядке, обеспечивающем лазерные источники, подходящие для заданных точек вдоль всей ширины донорной поверхности). Опора 1601 может охлаждаться текучей средой, что позволяет справиться со значительным количеством тепла, которое может вырабатываться микросхемами. Лазерные лучи, излучаемые микросхемами 1602, фокусируются с помощью линз 1603, выполненных в виде соответствующего количества строк стержневых линз с градиентным показателем преломления (GRIN) (каждая микросхема 1602 и все установленные на ней лазерные элементы связаны с соответствующей фокусирующей линзой 1603). Сигналы, подаваемые в микросхемы для активации одного или более лазерного элемента, синхронизируют с вращением барабана 10, что позволяет провести на донорной поверхности 12 изображение высокого разрешения с помощью излучаемых лазерных лучей. Такой эффект облучения каждого пикселя посредством лазерного луча состоит в превращении частиц в таком пикселе в клейкую пленку, так что частицы, покрывающие донорную поверхность 12, можно впоследствии перенести на подложку 20 при прижатии к ней указанной донорной поверхности в печатной секции. Другими словами, такое выборочное облучение донорной поверхности позволяет модифицировать сродство частиц, расположенных в выбранных областях таким образом, что указанные облученные частицы имеют большее сродство к подложке, чем сродство, которое необлученные частицы имеют с донорной поверхностью, при этом активированные области таким образом способны выборочно отсоединять частицы от донорной поверхности 12.
Система цифровой печати, показанная на указанном чертеже, может печатать только в одном цвете, но многокрасочная печать может быть обеспечена путем последовательного прохождения одной и той же подложки через несколько башен, которые синхронизированы друг с другом и каждая печатает другой цвет.
На фигуре 2 показан альтернативный способ переноса выбранных участков покрытия на подложку 20. Вместо придания частицам клейкости под воздействием излучения на подложку 20 наносят адгезив 26 с помощью офсетной секции 36 для нанесения адгезива, состоящей из печатного цилиндра 32, офсетного цилиндра 30 и цилиндра 34 аппликатора. Такая секция позволяет наносить адгезив 26 тем же способом, каким обычная офсетная башня наносит краску. При прохождении через зазор 18 частицы переносятся с донорной поверхности 12 только на участки 26 подложки 20, покрытые адгезивом. После прохождения через зазор 18 подложку перемещают с помощью подающих роликов 40 и 42 в секцию укладки или на валик для намотки (не показано).
Подложка
Система печати, показанная на чертеже в качестве неограничивающего примера системы, в которую может быть встроен аппарат для нанесения покрытия согласно настоящему изобретению, не ограничена каким-либо конкретным типом подложки. Подложка может представлять собой отдельные листы бумаги или картона или она может иметь форму непрерывной ленты. Подложка также может быть выполнена из ткани или кожи. Из-за способа, которым частицы наносят на подложку, слой частиц обычно располагается на поверхности подложки. Это позволяет обеспечить высококачественную печать на бумаге посредственного качества. Более того, материал подложки не должен быть волокнистым и вместо этого может представлять собой любой тип поверхности, например, пластмассовую пленку или жесткую плиту, при этом в целом можно допустить применение материалов с широким диапазоном шероховатости, от очень гладкой пластмассовой фольги до относительно грубых волокнистых подложек.
Печатная секция
Показанная печатная секция 18 содержит только гладкий печатный цилиндр 22, прижимаемый к барабану 10 и его наружной донорной поверхности 12. Печатный цилиндр 22 может составлять часть транспортной системы подложки, в этом случае он может быть оборудован зажимами для сцепления с ведущим краем отдельных листов подложки. Как упоминалось ранее, в других системах, отличных от систем цифровой печати, печатный цилиндр может иметь рельефную поверхность для выбора участков покрытия из частиц, которые должны быть перенесены на подложку 20.
В описании и формуле настоящего изобретения каждый из глаголов «содержит», «включает» и «имеет», а также их производные, используется для указания того, что объект или объекты, к которым относится указанный глагол, не обязательно представляют собой полный перечень элементов, компонентов, деталей, стадий или частей субъекта или субъектов данного глагола. Указанные термины также включают термины «состоящий из» и «по существу состоящий из».
В настоящем описании существительные в единственном числе также включают и множественное число и означают «по меньшей мере один» или «один или более», если контекст явным образом не указывает на иное.
Термины, относящиеся к положению или перемещению, такие как «верхний», «нижний», «правый», «левый», «нижняя часть», «под», «пониженный», «низ», «верх», «над», «поднятый», «высокий», «вертикальный», «горизонтальный», «обратно», «вперед», «перед в технологической цепочке» и «после в технологической цепочке», а также их грамматические варианты, могут использоваться в настоящем документе только в описательных целях для иллюстрации относительного положения, размещения или смещения конкретных компонентов, для обозначения первого и второго компонента на текущей иллюстрации или для того и другого одновременно. Такие термины не обязательно указывают на то, что «нижний» компонент находится под «верхним» компонентом, сами по себе направления, компоненты или и то и другое могут быть поменяны местами, повернуты, перемещены в пространстве, размещены диагонально, горизонтально или вертикально, или модифицированы схожим образом.
Если не указано обратное, применение выражения «и/или» между последними двумя элементами из списка возможных вариантов для выбора указывает на то, что выбор одного или более из перечисленных вариантов является подходящим и может быть сделан.
В настоящем описании, если не указано иное, подразумевают, что такие термины, как «по существу» и «приблизительно», которые модифицируют условие или характеристику взаимоотношений признака или признаков варианта реализации настоящей технологии, означают, что указанное условие или характеристика определена в пределах допустимых значений, которые являются приемлемыми с точки зрения функционирования варианта реализации в области применения, для который он предназначен. Хотя термин «примерно» предшествует численному значению, подразумевают, что он указывает на +/-15%, или +/-10%, или даже только +/-5%, и в некоторых соответствует точному значению.
Хотя настоящее изобретение было описано в отношении конкретных вариантом реализации и в целом соответствующих способов, специалисту в данной области техники будут очевидны изменения и преобразования указанных вариантов реализации и способов. Настоящее изобретение следует рассматривать не как ограниченное конкретными вариантами реализации, описанными в настоящем документе, а только объемом прилагаемой формулы изобретения.
Реферат
Предложен аппарат для покрытия поверхности, способной перемещаться относительно указанного аппарата, слоем термопластичных частиц, при этом указанные частицы прилипают к поверхности сильнее, чем друг к другу. Указанный аппарат содержит по меньшей мере одну распылительную головку для непосредственного или косвенного нанесения на поверхность потока текучей среды, в которой взвешены частицы, корпус, окружающий распылительную головку(и) и ограничивающий внутреннюю камеру для удерживания потока текучей среды, при этом указанный корпус имеет край, прилегающий к поверхности, выполненный с возможностью предотвращения выхода частиц из уплотнительного промежутка, образованного между краем корпуса и поверхностью, подлежащей покрытию, и всасывающее средство, соединенное с корпусом, для извлечения из камеры распыленной текучей среды и частиц, взвешенных в указанной распыленной текучей среде. Во время работы всасывающее средство извлекает по существу все частицы, которые не находятся в непосредственном контакте с поверхностью, с тем чтобы оставить при выходе из аппарата только по существу один слой частиц, прилипающий к поверхности. 2 н. и 24 з.п. ф-лы, 5 ил.
Комментарии