Распылительная насадка, способ нанесения металлонаполненного, не содержащего растворитель, полимерного покрытия, устройство для его осуществления и система для нанесения на подложку покрытия - RU2201808C2
Код документа: RU2201808C2
Чертежи



Описание
Настоящее изобретение относится к средствам нанесения покрытий на подложку, и в частности к распылительной насадке, способу нанесения на подложку покрытий из металлонаполненных полимеров, не содержащих растворитель, но с высоким содержанием порошкового наполнителя, устройству для его осуществления и системе для нанесения на подложку покрытия.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Как хорошо известно, в технологии нанесения покрытий методом
распыления современная аппаратура для нанесения на подложки стандартных порошковых материалов методом распыления имеет эффективность переноса менее 50%, что приводит к чрезмерным потерям материалов,
растворителей, используемых при формировании покрытия, и времени. При разработке технологических процессов непременно должны приниматься во внимание экологические стандарты, поскольку количества
распыляемых материалов, растворителей и летучих органических химических соединений, которые освобождаются в атмосферу в процессе осуществления технологических процессов при нанесении покрытия,
оказывают вредное воздействие на здоровье обслуживающего персонала и должны соответствовать требованиям Администрации профессиональной безопасности и здоровья (США) и Управления по охране окружающей
среды (США). Кроме того, современные стандартные установки для нанесения покрытий имеют множество проблем, не ограниченных указанными ниже, включающих в себя безопасность для операторов, вредные
воздействия на окружающую среду, высокую стоимость и трудности, с которыми сталкиваются при нанесении покрытия.
До настоящего времени всегда существовала потребность в системе для нанесения высокоплотных покрытий, которая позволяла бы наносить на подложку за один проход покрытие толщиной 125-350 мкм, содержащее порошкообразные материалы, без необходимости применения растворителя.
Авторы обнаружили, что можно создать уникальную конструкцию распылительного устройства и способ нанесения распыленной жидкости на подложку для получения покрытия по существу 100%-ной плотности. Технология конвергентного распыления, соответствующая настоящему изобретению, позволяет не только преодолеть проблемы, описанные выше, но также исключить применение опасных материалов, которые использовались бы в противном случае. В соответствии с настоящим изобретением предполагается применение струи сжатого воздуха для введения сухого металлического наполнителя в струю жидкой смолы, где он смешивается в конвергентном факеле распыла с компонентами смолы.
Из патентов США 5565241 и 5307992 известны устройства для нанесения на подложку армированной полимерной матрицы в виде покрытия, представляющие собой распылительную насадку, которая содержит центральное сопло и множество разнесенных в окружном направлении отверстий, окружающих сопло, для создания зоны распыления. От этих отверстий в радиальном направлении наружу отстоят другие отверстия, которые используются для профилирования факела распыла. Усиливающий наполнитель вводили в смолу в конце хвостовой части кольцевой камеры или коллектора, который окружает распылительную насадку и предназначен для подачи усиливающего наполнителя в жидкую смолу. Трубопроводы пневматического эжектора, предназначенные для подведения сжатого воздуха, использовали для переноса материалов к подложке.
Настоящее изобретение видоизменяет периферийную воздушную распылительную головку известной до настоящего времени распылительной насадки в том отношении, что сопло выполняют с диаметром равным 4,75 мм, а угол распыления составляет 90o. Наполнитель подают в двух различных потоках, исключая, таким образом, наращивание материала на поверхностях и щелях распылительного устройствах для нанесения покрытий и линий переноса материала. Это приводит в результате к повышению эффективности переноса и более плотной поверхности покрытия на поверхности подложки. В применяемом способе использовали бункер и гравитационный вибрационный питатель, регулируемый в системе коллектора эжектор, которая транспортирует материал наполнителя в виде двух отдельных потоков к распылительному устройству для нанесения покрытий. Постоянное соотношение количеств сухого наполнителя и жидкой смолы гарантирует плотность наносимого покрытия.
Благодаря регулированию количеств и расходов смолы и сухого металлического наполнителя и соответствующих соотношений для нанесения покрытий на выбранные поверхности вся система подает, дозирует и смешивает эти материалы только по требованию устройства для конвергентного распыления, предназначенного для нанесения покрытий, не требуя предварительного смешивания компонентов материала покрытия. Эта технология конвергентного распыления сухих наполнителей и смол обеспечивает получение равномерного, регулируемого покрытия, и при необходимости настоящее изобретение предусматривает нагрев отдельных смол (при применении двух или более смол) для того, чтобы уменьшить время гелеобразования распыляемых материалов. Этот способ увеличивает качество покрытия, поскольку позволяет равномерное наращивание покрытия.
Настоящее изобретение особенно эффективно для нанесения не содержащих растворитель покрытий из материала типа Mag Ram (например, для применения в самолетах типа "стелс") и покрытий с высоким содержанием цинкового наполнителя или других металлических наполнителей, предназначенных для обеспечения сопротивления коррозии.
Система и распылительная насадка, соответствующие настоящему изобретению, обеспечивают следующие улучшения качества (которые не ограничены
приведенными ниже) по сравнению с известными системами предшествующего уровня техники:
- система совместима с эпоксидной, полиуретановой, силикатной водной или с содержащей 100%-ные смолы,
системами;
- система обеспечивает более точное регулирование толщины наносимого покрытия;
- система имеет возможность регулировать размеры площади покрываемой поверхности;
- система имеет также возможность независимо регулировать как содержание наполнителя, так и содержание смолы;
- система (по сравнению с системами, в которых применяют растворители) уменьшает
число проходов, требуемых для получения требуемой толщины покрытия;
- система снижает время, необходимое для нанесения покрытия, для контроля свойств покрытий Mag Ram и уменьшает количество
растворителей (летучих органических соединений) для нанесения покрытий, богатых цинком;
- система оптимизирует возможности наполнения, обеспечивая возможность наполнения от 0 до более 90%.
Это также зависит от смолы и характеристик распыления компонентов смолы.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Основной задачей, положенной в основу настоящего
изобретения, является создание средств для нанесения покрытий, в частности распылительной насадки, способа нанесения на подложку покрытий из металлонаполненных полимеров, не содержащих растворитель,
но с высоким содержанием порошкового наполнителя, устройства для его осуществления и системы для нанесения на подложку покрытия - свободных от перечисленных выше недостатков, свойственных аналогичным
средствам, представляющим известный уровень техники.
Одной из конкретных задач настоящего изобретения является создание распылительной насадки, которая позволяет получать покрытия, имеющие плотность 100%, и наносить по существу толстые покрытия без применения растворителей, толщина которых за один проход может составлять 125-259 мкм. Кроме того, распылительная насадка для конвергентного распыления в соответствии с настоящим изобретением использует поток сжатого воздуха для введения сухого металлического наполнителя в поток жидкой смолы, в котором он смешивается (в конвергентном факеле распыла) с компонентами смолы. Чтобы исключить наращивание материала на поверхностях и щелях распылительной насадки и линий переноса материала, для подачи концентрированного сухого наполнителя используют два отдельных потока.
Способ нанесения покрытия предусматривает транспортировку материала наполнителя по двум отдельным трубопроводам с помощью питателя, который обеспечивает гравитационную подачу материала наполнителя из бункера. Система поддерживает постоянное соотношение количеств сухого наполнителя и жидкой смолы, чтобы гарантировать нанесение плотного покрытия.
Система для нанесения покрытия на подложку включает различные компоненты, узлы и механизмы системы технологического процесса конвергентного распыления, характеризуется размещением отдельных компонентов технологического процесса в отдельных помещениях или зонах, регулированием смешивания компонентов покрытия в отдельном помещении, свободном от пыли, и применением роботов для позиционирования распылителя и дистанционной системы управления, расположенной на некотором расстоянии от камеры распыления, в которой расположены распылитель и подложка.
Способ нанесения покрытия предусматривает введение металлического порошкового наполнителя в жидкую смолу вне распылительной насадки для конвергентного распыления распылителя перед нанесением покрытия на подложку.
Технический результат, достигаемый при использовании настоящей группы изобретений, заключается в формировании абсолютно плотного покрытия на подложке с неограниченной площадью заданной толщины, при этом без использования растворителей. Подобный технический результат не обеспечивается ни одним из технических решений, представляющих известный уровень техники.
Задача, положенная в основу настоящего изобретения с достижением упомянутого выше результата в части распылительной насадки для конвергентного распыления, решается тем, что
распылительная насадка для конвергентного распыления, предназначенная для нанесения покрытия на подложку, имеет цилиндрический корпус для приема сжатого воздуха, закрытый на одном конце и имеющий
ограниченное выпускное отверстие, предназначенное для выпуска сжатого воздуха в конвергентной конфигурации для ограничения факела распыляемого воздуха, центральный канал, образованный в корпусе для
подачи жидкой смолы к соплу, образованному на закрытом конце корпуса для выпуска жидкой смолы в конвергентную конфигурацию для распыления жидкой смолы для образования небольших частиц в факеле, и два
диаметрально противоположных канала, образованных в корпусе для подачи тонкого металлического порошка в диаметрально расположенные отверстия, разнесенные в радиальном направлении от сопла и
предназначенные для направления металлического порошка в факел для образования смеси с жидкой смолой перед ее нанесением на подложку;
- а также тем, что диаметр центрального сопла выполнен
равным 0,38 мм;
- а также тем, что в распылительной насадке диаметрально противоположные каналы расположены под углом 45o относительно центрального сопла и предназначены для
введения металлического порошка в область, смежную вершине факела;
- а также тем, что диаметрально противоположные каналы в распылительной насадке расположены относительно центрального сопла
под углом 0 и 90o;
- а также тем, что упомянутое распылительное выпускное отверстие имеет кольцевую форму, расположено концентрично относительно центрального сопла и выпускает
воздух для образования угла 90o относительно центра центрального сопла.
Задача, положенная в основу настоящего изобретения с достижением упомянутого выше результата в части
устройства для нанесения покрытий методом распыления, решается тем, что в устройстве для нанесения покрытий методом распыления, содержащем распылитель, имеющий распылительную насадку для направления
жидкой смолы к подложке для нанесения на нее покрытия, канал для введения жидкой смолы в распылительную насадку и соединенный с ним источник распыляемой жидкости, распылительная насадка имеет
центральное сопло, окружающее центральное сопло распылительное отверстие и корпус цилиндрической формы и закрыта на одном конце, причем канал для введения жидкой смолы в центральное сопло образован в
одном конце для введения жидкой смолы, а корпус имеет канал для введения воздуха в отверстие, окружающее центральное сопло, для введения потока распыляющего воздуха вниз по технологической цепочке от
отверстия и ограничения конвергентной струи распыленной жидкой смолы для ограничения факела, имеющего зону низкого давления, причем распылитель имеет два диаметрально противоположных канала в корпусе
для введения металлического порошка в выпускные отверстия, образованные в одном конце на противоположных сторонах центрального сопла для направления металлического порошка в зону низкого давления
факела перед его столкновением с подложкой, источник металлического порошка, соединенный с каждым из диаметрально противоположных каналов, и давление воздуха для транспортировки указанного
металлического порошка к выпускным отверстиям, благодаря чему металлический порошок смешивается с распыленной жидкой смолой ниже по технологической цепочке от центрального сопла и в указанном факеле
перед нанесением на подложку;
- а также тем, что в устройстве диаметрально противоположные каналы расположены под углом 45o относительно центрального сопла;
- а также тем,
что в устройстве один из диаметрально противоположных каналов расположен под углом 0o, а другой диаметрально противоположный канал расположен под углом 90o относительно
центрального сопла;
- а также тем, что в устройстве диаметр центрального сопла выполнен равным 0,381 мм;
- а также тем, что в устройстве зона отверстия, окружающая центральное сопло,
равна 0,475 мм.
Задача, положенная в основу настоящего изобретения с достижением упомянутого выше результата в части системы для нанесения на подложку покрытия, решена тем, что система
для нанесения на подложку покрытия, включающего в себя металлический порошок, содержит распылитель, имеющий удлиненный корпус, закрытый на одном конце, канал для введения жидкой смолы в центральное
сопло, канал в корпусе для введения воздуха в кольцевое выпускное отверстие, окружающее центральное сопло, для распыления указанной жидкой смолы и образования конвергентного, ограничивающего
распыляемый материал факела, имеющего зону низкого давления, диаметрально противоположные каналы для введения металлического порошка в диаметрально противоположные выпускные отверстия для направления
металлического порошка в зону низкого давления факела, средство для измерения количества жидкой смолы и количества металлического порошка для ограничения заданного соотношения этих двух веществ,
транспортное средство для подведения жидкой смолы к каналу и для подведения металлического порошка к распылительной насадке в требуемых пропорциях, управляющий технологическим процессом компьютер для
регулирования соответствующего соотношения двух веществ, причем транспортное средство включает в себя два воздушных эжектора для введения металлического порошка в диаметрально противоположные каналы,
в соответствии с чем металлический порошок смешивается с распыленной жидкой смолой в факеле перед нанесением на подложку;
- а также тем, что система содержит гравитационный вибрационный
питатель для подачи в эжектор требуемого количества металлического порошка для поддержания требуемого соотношения;
- а также тем, что система содержит робот, предназначенный для поддержания
распылителя и перемещения его в заданном направлении и с заданной скоростью и управляемый указанным компьютером;
- а также тем, что система, в которой упомянутый компьютер расположен в одном
помещении, а эжектор и гравитационный вибрационный питатель - в отдельном помещении, содержит средство для контроля пылесодержания в указанном отдельном помещении.
Задача, положенная в
основу настоящего изобретения с достижением упомянутого выше результата в части способа нанесения на подложку покрытия толщиной 125-250 мкм, решается тем, что в способе нанесения на подложку покрытия
толщиной 125-250 мкм, содержащего металлический наполнитель в заданной пропорции со смолой, применяемой для поддержания металлического наполнителя на подложке, осуществляют перенос металлического
порошка по двум гибким трубопроводам с тефлоновым покрытием, имеющим заданный внутренний диаметр, через два эжектора и два вибрационных питателя, регулирующих скорость подачи на уровне 4500 г/час
благодаря применению системы текущего контроля с программируемым логическим контроллером, и систему пневматического управления для подведения металлического порошка к распылителю, нагнетание
двухкомпонентной полиуретанэпоксидной смолы к распылителю со скоростью 8 см3/мин для каждой жидкости и нагрев эпоксидной смолы, регулирование расхода жидкой полиуретанэпоксидной смолы и
сухого металлического порошка для получения заданного соотношения количеств металлического порошка и смолы, подачу смолы после прохождения через смесительную камеру, которая содержит катализатор,
через отверстие диаметром 0,38 мм в головке распылительной насадки в распылителе, распыление воздуха, проходящего под давлением по существу 206,85 кПа, для переведения жидкой смолы в туман, образуемый
в конвергентном факеле, введение металлического порошка в туман и перенос тумана к подложке;
- а также тем, способ предусматривает поддержание распылителя управляемым роботом для перемещения
распылителя со скоростью 203,2 мм/с и на расстоянии 203,2-254 мм от подложки, обеспечивая возможность прохода распылителя с перекрытием 25,4 мм;
- а также тем, что способ предусматривает
контроль пылесодержания в помещении, в котором установлены эжекторы и вибрационные питатели.
Вышеуказанные и другие элементы настоящего изобретения станут более очевидными из приведенного ниже описания, сделанного со ссылками на сопроводительные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
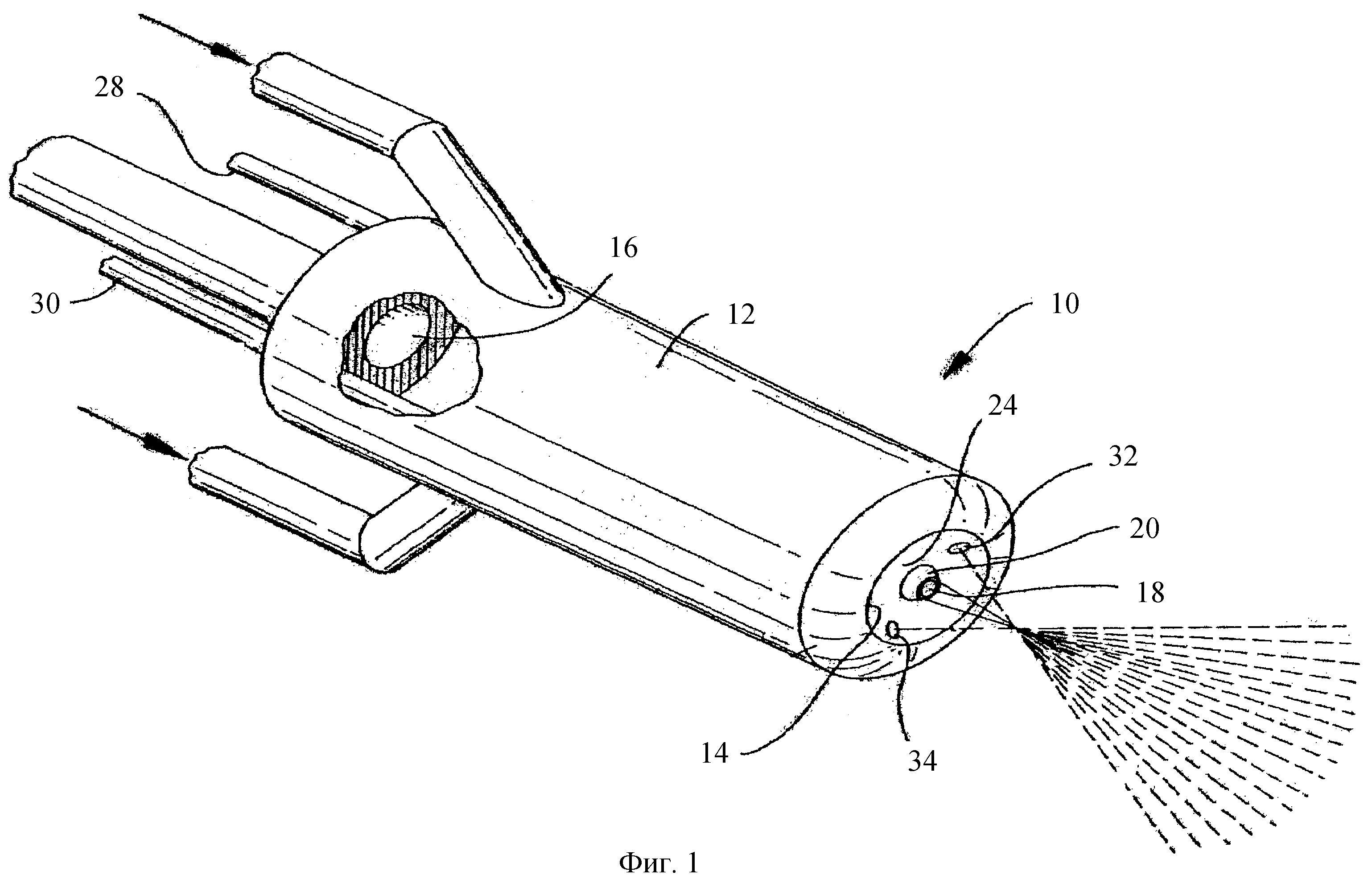
Фиг.1 - изометрическое изображение распылительной насадки для
конвергентного распыления, соответствующей настоящему изобретению;
фиг.2 - частичный разрез вертикальной проекции, иллюстрирующий воздушную головку распылительной насадки для конвергентного
распыления, предназначенной для нанесения покрытий, соответствующей настоящему изобретению;
фиг.3 - вид сверху переднего конца распылительной насадки, показанной на фиг.2;
фиг.4
- схематическое изображение распылительной воздушной головки распылительной насадки, показанной на фиг.2, иллюстрирующее соотношение линий подачи смолы и порошка и смешивание материалов, используемых
для нанесения покрытия непосредственно перед нанесением на поверхность подложки;
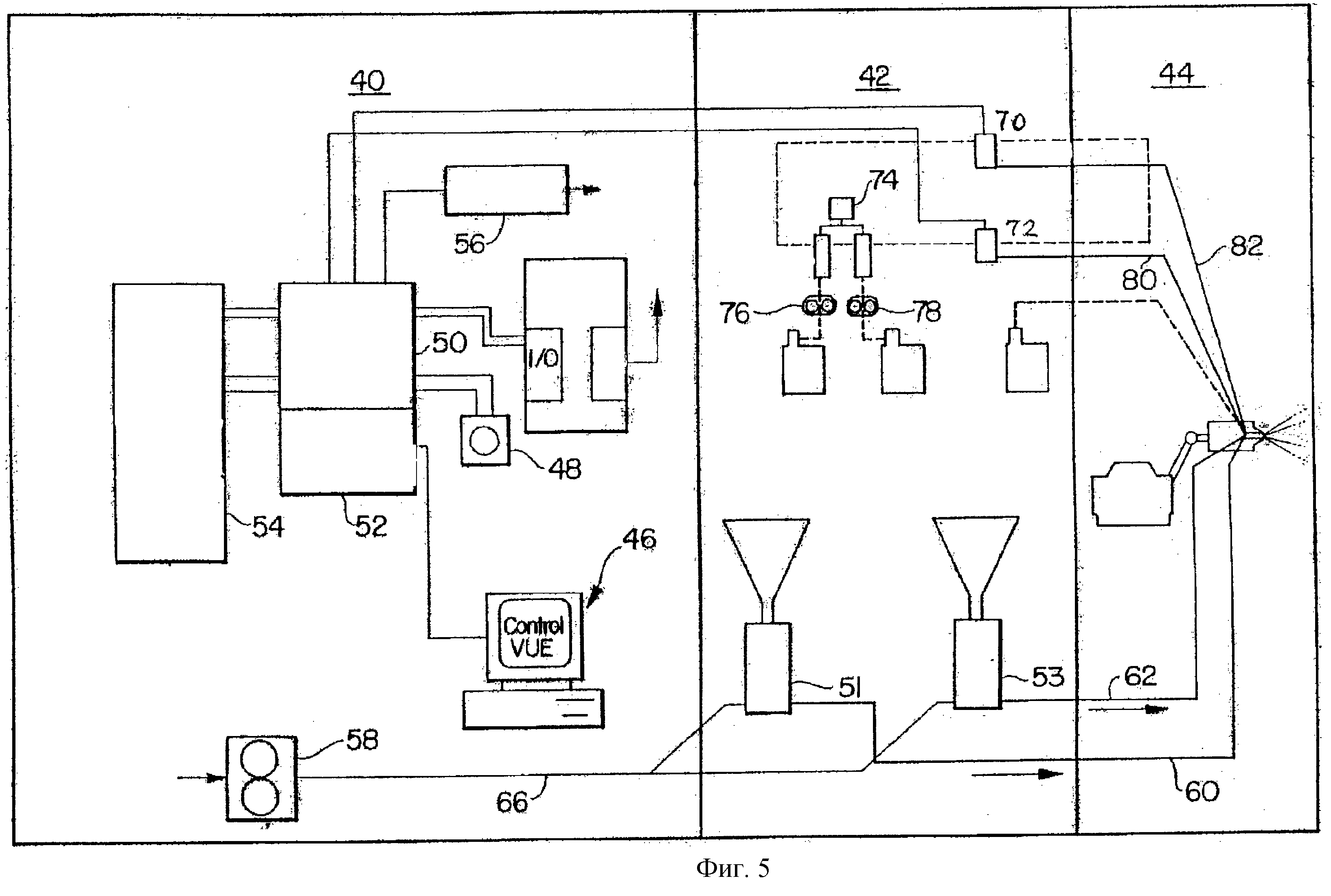
фиг. 5 - принципиальная блок-схема, иллюстрирующая систему дозирования материалов (применяемых для нанесения
покрытия), транспортировки материалов и управления технологическим процессом.
Приведенные чертежи предназначены только для дополнительного пояснения и иллюстрации настоящего изобретения, а не для ограничения его объема.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Хотя настоящее изобретение описано на примере предпочтительного
варианта осуществления распылительной насадки и системы для нанесения на подложку покрытий из материала Mag Ram или цинка, должно быть очевидным, что без отклонения от объема настоящего изобретения
для нанесения покрытия на подложку может быть использован другой металлический материал. Кроме того, следует отметить, что хотя эти материалы описаны, как материалы, применяемые для поглощения
радиолокационного излучения и защиты от коррозии, предполагается, что в соответствии с настоящим изобретением могут быть использованы другие материалы, применяемые для этих и других целей. Как станет
очевидно квалифицированному специалисту в этой области техники, настоящее изобретение предусматривает введение сухого металлического наполнителя в жидкую смолу ниже по технологической цепочке от
отверстий насадки, где он смешивается (в конвергентном факеле распыла) с компонентами смолы непосредственно перед осаждением на поверхность подложки будучи в распыленном состоянии. В предпочтительном
варианте осуществления система автоматизирована и управляет с помощью компьютера необходимыми насосами, клапанами, исполнительными механизмами, датчиками и роботехникой для позиционирования
распылительной насадки относительно подложки. Очевидно, что настоящее изобретение может быть использовано на практике без применения автоматизации.
Настоящее изобретение может быть лучше всего описано со ссылкой на сопроводительные чертежи, представленные на фиг.1-5, причем на фиг.1 иллюстрируется распылительная насадка для конвергентного распыления, указанная общим ссылочным номером 10, имеющая цилиндрический корпус 12, включающий в себя воздушную головку 14, поддерживающую трубчатый элемент 16 подачи смолы. Распылительная насадка 10 может быть пригодной насадкой, выпускаемой на промышленной основе, которую модифицируют в соответствии с настоящим изобретением. Элемент 16 подачи смолы имеет центральное сопло 18 для введения жидкой смолы в воздушный поток, создаваемый кольцевым отверстием 20, окружающим центральное сопло 18. Сопло и кольцевое отверстие предназначены для получения конвергентного факела распыла. В отличие от упомянутого патента США 5565241, вместо окружающих, разнесенных в окружном направлении отдельных отверстий для введения воздуха с целью распыления насадка, соответствующая настоящему изобретению, имеет кольцевое отверстие 20 (фиг.3), размер которого по существу равен 4,75 мм. Размер отверстия сопла 18 предпочтительно по существу равен 0,38 мм. Как очевидно специалисту, квалифицированному в этой области техники, размеры отверстий и их ориентация относительно друг друга являются важными аспектами настоящего изобретения, поскольку необходимо достигать удовлетворительного смешивания ингредиентов перед нанесением на подложку. Воздушный канал 22 (фиг. 2) в воздушной головке имеет такую конфигурацию, чтобы поверхность 24 (фиг.3) ограничивала такой угол, чтобы воздух, выпускаемый из отверстия 20, мог в вертикальной плоскости составлять 20-90o, а предпочтительно по существу 90o, и был центрально ориентирован с выпуском из сопла 18. Это обеспечивает соответствующую конвергенцию и гарантирует то, что факел распыла жидкой смолы принимает форму, соответствующую факелу, указанному ссылочным номером 26 (фиг.2).
Как будет подробно описано ниже, очень важно, чтобы порошок, вводимый в смолу, был полностью смочен смолой и равномерно распределен в ней, чтобы гарантировать равномерность и плотность поверхности покрытия на поверхности подложки. Жидкую смолу подают к соплу 18, где она смешивается с воздухом для образования факела распыла. В случае распыления более чем одной смолы желательно, чтобы вторая смола или другие составляющие могли быть смешаны непосредственно перед введением в распылительную насадку. Очевидно, что точные размеры сопла 18 и отверстия 20 будут установлены для конкретно выбранных смол и требуемого размера капель и давления, необходимых для требуемого перемешивания для получения гомогенной смеси. В предпочтительном варианте осуществления вязкость жидкой смолы должна быть в диапазоне 1000-5000 сП. На самом деле конкретные параметры для получения требуемого покрытия известны специалисту, квалифицированному в этой области техники, принимающему во внимание, что предпочтительными размерами диаметров сопла 18 и отверстия 20 являются размеры, указанные в предшествующем абзаце. Вязкость может также регулироваться посредством нагрева хорошо известным способом.
В соответствии с настоящим изобретением тонкий металлический порошок вводят в жидкую смолу двумя оптимально ориентированными потоками 28 и 30 (фиг.4), обеспечивая подачу посредством оптимально ориентированных выпускных отверстий 32 и 34 соответственно. Материал наполнителя, который подают посредством воздушного потока, как будет более подробно описано ниже, под оптимальным углом относительно факела смолы вводят в факел в заданном местоположении, как показано на чертежах, для получения требуемой равномерности и плотности покрытия. Диаметрально расположенные отверстия 32 и 34 направлены под углом 0 и 90o соответственно. Выбор параметров выпускных отверстий 32 и 34 будет зависеть от ряда параметров, например, давления сжатого воздуха подачи, размеров частиц, плотности, типа материала и так далее, которые известны квалифицированному специалисту в этой области техники. Существенное значение имеет то, чтобы каналы 28 и 30 и соответствующие отверстия 32 и 34 были ориентированы так, чтобы вводить наполнитель в зону низкого давления факела с тем, чтобы эти два потока исключали наращивание материала на поверхностях и щелях распылительного устройства для нанесения покрытия и линий переноса материала, гарантируя в то же самое время плотную поверхность покрытия на поверхности подложки.
Как указано выше, настоящее изобретение предусматривает поддержание постоянного соотношения количеств сухого наполнителя и жидкой смолы, чтобы гарантировать получение плотного покрытия. Как будет подробно описано ниже, система подает, дозирует и перемешивает требуемые материалы в соответствующих пропорциях для достижения адекватных количеств и соотношений материалов только по требованию устройства для конвергентного распыления, предназначенного для нанесения покрытий. Это исключает операцию предварительного смешивания ингредиентов покрытия, присущую прототипу. Такая система описана со ссылкой на фиг.5, на которой показано, что технологический процесс лучше всего может быть осуществлен путем разделения некоторых функций системы для выполнения в трех различных помещениях или зонах, которые на фиг.5 указаны как диспетчерская 40, составной цех 42 и камера 44 распыления.
Всем технологическим процессом управляют с помощью адекватного универсального компьютера, указанного на фиг.5 общим ссылочным номером 46, который соответственно запрограммирован на то, чтобы генерировать требуемые сигналы для достижения соответствующих скоростей потоков и расходов и должен включать в себя (но не обязательно содержать) самописец 48 для считывания параметров технологического процесса и программируемый логический контроллер 50 для управления технологическим процессом. Процессор содержит соответствующий механизм для управления различными компонентами, как представлено с помощью условного прямоугольника 54, например, пусковым устройством распылителя, струей промывки растворителем, подачами воздуха, сухого порошка и смол через посредство различных электромагнитных регулирующих клапанов в системе. Устройство управления технологическим процессом будет также осуществлять текущий контроль расхода различных материалов и хорошо известным способом анализировать считываемую технологическую карту. В тех случаях применения, где используют нагрев, в диспетчерской 40 имеются соответствующие реле 56, предназначенные для приведения в действие требуемых нагревательных элементов (не показаны).
Как показано на фиг. 5, компьютер 46 в диспетчерской 40 обеспечивает управление расходом сухого порошка путем приведения в действие эжекторов 51 и 53 в составном цехе 42 и воздушного компрессора 58 в диспетчерской 40. Эжекторы являются типом гравитационного вибрационного питателя. Очевидно, что система подачи сухого порошка содержит бункер для тонких порошковых наполнителей и предназначена для поддержания постоянного объема или массы порошка пополнением количеств, которые используются распылительным устройством для нанесения покрытий, которые подаются к нему по линиям 60 и 62 относительно низкого давления воздуха. Смолу, которая может содержать катализатор, дозируют к распылительной насадке с помощью дросселей 70 и 72, которые управляются компьютером 46 для поддержания соответствующих количеств и соотношений количеств смолы и порошкового наполнителя. Смолу и катализатор, которые содержат в баках, дозируют посредством соответствующего дозатора 74, подают к распылительной насадке с помощью насосов 76 и 78 и далее к распылительной насадке по гидравлическим линиям 80 и 82. В систему может входить устройство для продувки, предназначенное для своевременной очистки насадки. Содержание пыли в составном цехе, в котором находятся эжекторы, гравитационные вибрационные питатели и устройства для подачи компонентов смолы и материала наполнителя, контролируют для того, чтобы гарантировать отсутствие посторонних веществ, загрязняющих конечное покрытие.
Распылитель, который изолирован в камере распыления, может регулироваться автоматически с помощью соответствующего робота, например, роботом GMF, которым управляют с помощью соответствующего устройства, как хорошо известно в этой области техники.
Ниже приведено описание примера способа, соответствующего настоящему изобретению, в котором использовали распылительную насадку, соответствующую настоящему изобретению, для нанесения высокоплотного покрытия, содержащего более 90% наполнителя, на поверхность подложки для получения за один проход толщины, по существу равной 5-10 мил (125-250 мм). Следует отметить, что наполнитель подают к распылителю и смешивают с жидкой смолой на выпускном конце распылительной насадки без применения какого-либо растворителя. Хотя этот пример приведен для иллюстрации процесса нанесения конкретных материалов покрытия на поверхность подложки, не следует понимать его как ограничение объема настоящего изобретения.
ПРИМЕР
Железный
порошок пневматически подавали по двум гибким трубопроводам с тефлоновым покрытием, которые имели внутренний диаметр 12,7 мм, и соединяли с двухкомпонентной полиуретанэпоксидной системой, используя
технологию конвергентного распыления, соответствующую настоящему изобретению, для нанесения равномерного покрытия толщиной 250 мкм.
Железный порошок подавали к двум эжекторам, используя вибрационный питатель, который точно регулирует расход 4500 г/час порошка посредством системы 52 текущего контроля с применением программируемого логического контроллера для управления технологическим процессом. Давление воздуха в эжекторе регулировали на уровне 68,95-82,74 кПа, которого достаточно для перемещения железных порошковых частиц к распылителю. Все давление воздуха регулировали посредством системы пневматического управления, в которой для регулирования отдельного давления в определенных устройствах использовали электромагнитные регулирующие клапаны.
Шестеренные насосы использовали для переноса двухкомпонентной полиуретанэпоксидной системы к распылителю при скорости подачи 8 см3/мин для каждой жидкости. Оба элемента (полиуретан и эпоксид) нагревали в автоклаве до температуры 43,3oС. Линии подачи жидкости имели внутренний диаметр 6,35 мм и обеспечивали подачу жидкостей через расходомеры 70 и 72 для точного измерения расхода. Обе жидкостные линии нагревали до температуры 43,3oС, используя ленточный электронагреватель 56.
Жидкости после смешивания в процессе прохождения через смесительную камеру выходили через отверстие диаметром 0,038 мм в головке распылительной насадки. Распыляющий воздух, проходящий под давлением 206,85 кПа, превращал жидкость в туман. Все расходы, давления и температуры регулировали с помощью главного компьютера, используя программное обеспечение визуального контроля.
Робот GMF использовали для равномерного перемещения распылителя по подложке на расстоянии 203,2-254 мм от нее. Каждый проход распылителя перекрывался на 25,4 мм. Распылитель перемещали со скоростью 152,4-203,2 мм/с.
Хотя в приведенном примере дано подробное описание нанесения покрытия с железным порошковым наполнителем, очевидно, что в соответствии с настоящим изобретением с одинаковым успехом могут быть применены другие металлические порошковые наполнители, например цинковые. Покрытие было высоконаполненным металлическими частицами (70-85% металлического наполнителя), а толщина покрытия, полученного за один проход, составляла 125-250 мкм. Металлическое наполнение не требовало применения растворителей, когда распылительная насадка для конвергентного распыления обеспечивала смешивание наполнителя и жидкой смолы вне распылительной насадки.
Хотя настоящее изобретение было и описано со ссылкой на его конкретные варианты осуществления, квалифицированному в этой области техники специалисту будет очевидно, что могут быть сделаны различные изменения без отклонения от сущности и объема заявляемого изобретения.
Реферат
Изобретения позволяют методом распыления за один проход и со 100%-ной плотностью без применения растворителей наносить покрытие толщиной 125-259 мкм из металлонаполненных полимеров. Устройство для нанесения покрытий содержит распылитель, имеющий распылительную насадку для направления жидкой смолы к подложке для нанесения на нее покрытия, канал для введения жидкой смолы в распылительную насадку и соединенный с ним источник распыляемой жидкости. Распылительная насадка имеет цилиндрический корпус для приема сжатого воздуха, закрытый на одном конце и имеющий ограниченное выпускное отверстие, предназначенное для выпуска сжатого воздуха в конвергентной конфигурации для ограничения факела распыляемого воздуха, центральный канал, образованный в корпусе для подачи жидкой смолы к соплу, образованному на закрытом конце корпуса для выпуска жидкой смолы в конвергентную конфигурацию для распыления жидкой смолы для образования небольших частиц в факеле, и два диаметрально противоположных канала, образованных в корпусе для подачи тонкого металлического порошка в диаметрально расположенные отверстия, разнесенные в радиальном направлении от сопла и предназначенные для направления металлического порошка в факел для образования смеси с жидкой смолой перед ее нанесением на подложку. Распылитель для конвергентного распыления обеспечивает смешивание смолы и сухого металлического порошка вне распылительной насадки, который подают по двум диагонально противоположным каналам, расположенным под углом 0 и 90o относительно центрального сопла для выпуска смолы. Диаметр центрального сопла распылительной насадки составляет приблизительно 0,38 мм, диаметр выпускного отверстия для воздуха, распыляющего жидкости, равен приблизительно 4,75 мм, а угол распыления - приблизительно 90o. Металлический наполнитель вводят в конвергентный факел распыла в зоне низкого давления, а соотношение содержания жидкостей регулируют с помощью автоматизированной системы. Распылитель, система управления и смесительные камеры, предназначенные для смешивания двух частей смолы и порошковых наполнителей, расположены в отдельных помещениях. В помещении, в котором осуществляют дозирование порошковых наполнителей, контролируют содержание пыли. Согласно способу нанесения на подложку покрытия осуществляют перенос металлического порошка по двум гибким трубопроводам с тефлоновым покрытием, имеющим заданный внутренний диаметр, через два эжектора и два вибрационных питателя, регулирующих скорость подачи на уровне 4500 г/ч благодаря применению системы текущего контроля с программируемым логическим контроллером, и систему пневматического управления для подведения металлического порошка к распылителю, нагнетание двухкомпонентной полиуретанэпоксидной смолы к распылителю со скоростью 8 см3/мин для каждой жидкости и нагрев эпоксидной смолы, регулирование расхода жидкой полиуретанэпоксидной смолы и сухого металлического порошка для получения заданного соотношения количеств металлического порошка и смолы, подачу смолы после прохождения через смесительную камеру, которая содержит катализатор, через отверстие диаметром 0,38 мм в головке распылительной насадки в распылителе, распыление воздуха, проходящего под давлением по существу 206, 85 кПа, для переведения жидкой смолы в туман, образуемый в конвергентном факеле, введение металлического порошка в туман и перенос тумана к подложке. 7 с. и 10 з.п. ф-лы, 5 ил.
Комментарии