Способ и устройство для аддитивного механического наращивания трубчатых структур - RU2671337C1
Код документа: RU2671337C1
Чертежи











Описание
УРОВЕНЬ ТЕХНИКИ
[001] Способы аддитивного производства, 3D-печать и устройства находят все большее распространение. Нововведения проникают в используемые материалы, системы доставки и в приложения.
[002] Самые популярные 3D-принтеры - это приборы почти размером с микроволну. Они ограничены с нескольких сторон. Как правило, за один раз они могут печатать только один материал, а размер построения небольшой, - меньше, чем кубический фут.
[003] Некоторые способы аддитивного производства используют портальные системы или механические захваты, которые позволяют создавать более крупные объекты. Но они все еще ограничены размером и маневренностью системы доставки, объемом под портальной системой или радиусом действия механического захвата.
[004]Существует необходимость строить более крупные объекты, используя технологии аддитивного производства. Необходимы новые методы и устройства, для того чтобы строить эти объекты, а также и для того, чтобы делать эти объекты достаточно прочными, чтобы выдерживать возросшие силы, обусловленные их бóльшим размером.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[005] В следующем далее описании будут прояснены некоторые объекты и варианты осуществления настоящего изобретения. Следует понимать, что настоящее изобретение - в его самом широком смысле - могло бы быть практически реализовано и без одного или более признаков этих объектов и вариантов. Следует понимать также, что эти объекты и варианты осуществления приведены лишь в качестве примеров.
[006] Далее следуют описания нового метода и устройства для экструзии трубчатых объектов. Они позволяют создавать крупные объекты с безграничной площадью построения посредством использования настоящего продукта в качестве опоры и исключая необходимость в системе внешнего позиционирования.
[007] Некоторые варианты осуществления используют аддитивное производство способом экструзии. Например, в некоторых вариантах осуществления экструдер помещен внутри подвижной печатающей головки, которая в качестве опоры использует отвержденный экструдированный материал. Печатающая головка может быть подсоединена к по меньшей мере одному источнику материала. Например, соединительная линия между печатающей головкой и по меньшей мере одним источником материала может представлять собой шланг. Длина шланга может обеспечить больший радиус действия печатающей головки. Этот шланг может составлять от нескольких дюймов до сотен футов в длину, тем самым обеспечивая гибкость как по размерам, так и по приложениям.
[008] В некоторых вариантах осуществления базовая станция может быть расположена на одном конце шланга. Базовая станция может включать в себя, например, центральный компьютер, источник питания и экструзионные материалы для построения объектов.
[009] В некоторых вариантах осуществления на одном конце шланга может быть расположена печатающая головка. Печатающая головка может располагаться на конце шланга напротив базовой станции. Печатающая головка может содержать одну или более выпускных насадок для экструдирования по меньшей мере одного материала, а также средство стабилизации и продвижения печатающей головки.
[010] Экструзионные материалы проходят через шланг к печатающей головке, где они выдавливаются через множественные выпускные насадки. Некоторые варианты осуществления по настоящему изобретению имеют множество выпускных насадок, которые могут быть сконфигурированы, например, с круговым расположением. В дополнение к кругу выпускные насадки могут быть расположены так, что образуют прямоугольник, восьмиугольник или квадрат. Допустимо любое многоугольное расположение выпускных насадок. Через эти выпускные насадки экструдируется по меньшей мере один материал, образуя объект трубообразной формы, называемый экструдированной трубкой. Трубка наращивается в длину по мере того, как печатающая головка продолжает экструдировать материал, продвигаясь в направлении, противоположном экструзии.
[011] Печатающая головка включает в себя средство стабилизации и продвижения по отношению к экструдированной трубке. Вместо того чтобы полагаться на внешние средства, такие как портальная система или механический захват, печатающая головка для того, чтобы обеспечить опору для стабилизации и продвижения использует экструдированную трубку. Существует несколько способов, например, включающие в себя электродвигатель и ряд колес, которые захватывают внутреннюю часть отвержденной экструдированной трубки. Колеса могут продвигать печатающую головку, одновременно выдавливая материал и создавая экструдированную трубку.
[012] Печатающая головка может экструдировать из одной или более выпускных насадок с одной и той же скоростью, образуя прямую экструдированную трубку. Однако в некоторых вариантах осуществления печатающая головка изменяет скорость экструзии выпускных насадок, для того чтобы создавать, например, дуги, повороты и сложные объекты. Экструдированные материалы могут содержать непрерывные композиты, которые обеспечивают дополнительную прочность, позволяя экструдированным трубкам наращиваться в свободное пространство вопреки силе тяжести. Это позволяет создавать горизонтальные, инвертированные трубки и экструдированные трубки со сложными формами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[013] Фиг. 1 представляет собой вид в перспективе печатающей головки, подсоединенной к базовой станции посредством шланга.
[014] Фиг. 2А представляет собой вид в перспективе печатающей головки с колесной системой.
[015] Фиг. 2B представляет собой вид снизу печатающей головки с колесной системой.
[016] Фиг. 3 представляет собой вид в перспективе печатающей головки с дополнительными валковыми модулями.
[017] Фиг. 4 представляет виды в перспективе нескольких средств стабилизации и продвижения печатающей головки.
[018] Фиг. 5 показывает виды в перспективе и поперечного сечения прямой экструзионной трубки и ячеистой полутрубки.
[019] Фиг. 6 представляет собой вид в перспективе начального элемента с двенадцатью анкерами и десятью печатающими головками, печатающих экструдированные трубки.
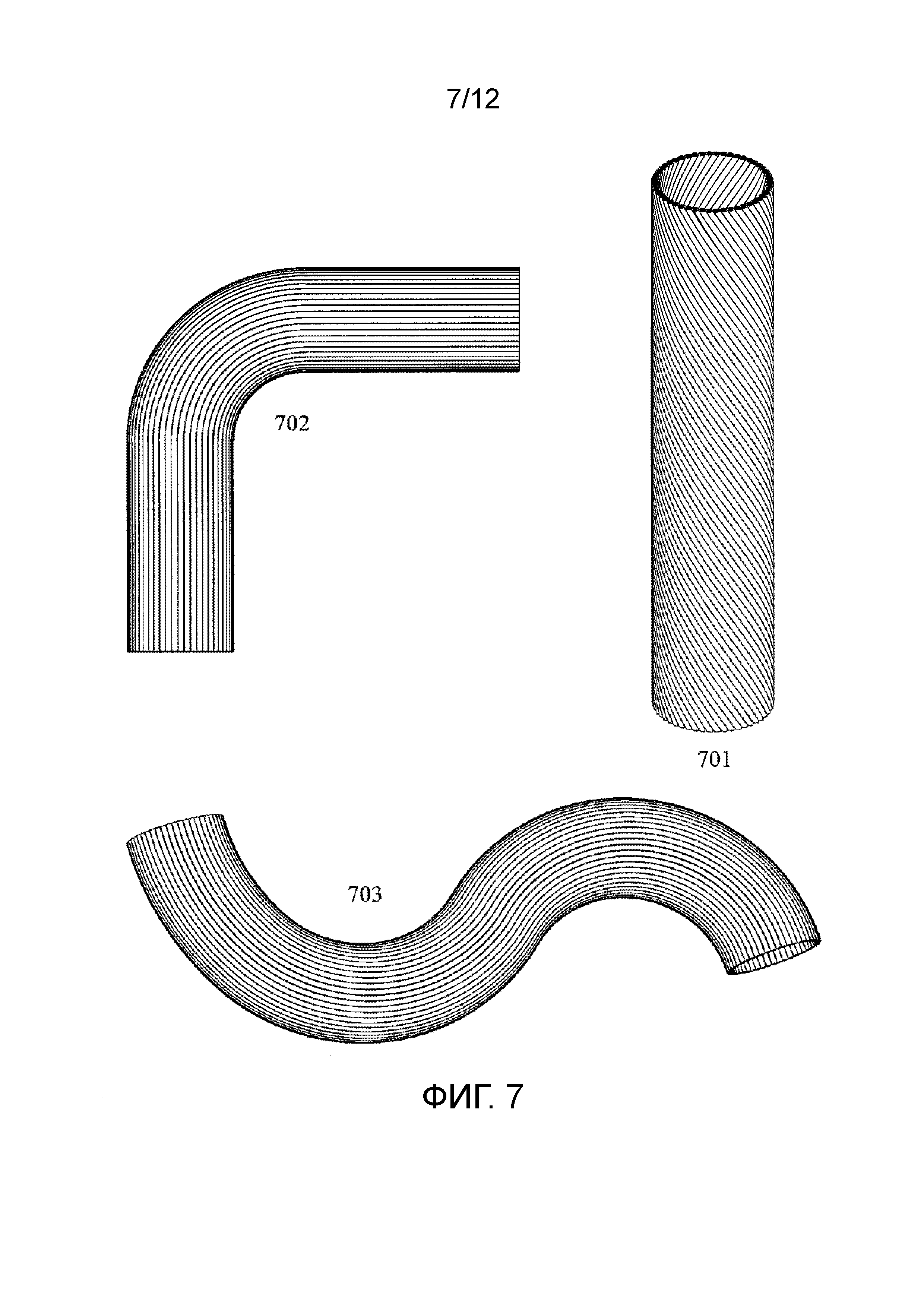
[020] Фиг. 7 представляет собой виды в перспективе трех альтернативных форм экструдированной трубки.
[021] Фиг. 8 представляет собой вид в перспективе трех экструдированных трубок, полученных в результате альтернативных конфигураций выпускных насадок.
[022] Фиг. 9 показывает вид в перспективе строительной фермы и вид спереди связки, состоящей из трех прямоугольных экструдированных трубок.
[023] Фиг. 10А представляет собой вид в перспективе корпусной рамы лодки.
[024] Фиг. 10В представляет собой вид спереди корпусной рамы лодки.
[025] Фиг. 11 представляет собой вид в перспективе двух экструдированных трубок, служащих в качестве элементов инфраструктуры.
[026] Фиг. 12А представляет собой вид в перспективе альтернативного варианта осуществления базовой станции.
[027] Фиг. 12В представляет собой вид в перспективе альтернативного варианта осуществления базовой станции, экструдирующей шесть экструдированных трубок из начального элемента.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[028] В приложении приведены варианты осуществления нового способа и устройство для аддитивного производства. См. фиг. 1. Основные компоненты устройства могут включать в себя, например, печатающую головку 101, шланг 102 и базовую станцию 103.
[029] Фигуры 2А и 2В показывают взятую в качестве примера печатающую головку. Периметр печатающей головки может содержать одну или несколько отдельных выпускных насадок 201, которые экструдируют отверждаемый связующий материал. Отверждаемые связующие материал могут находиться в резервуарах или катушках на базовой станции. Отверждаемые связующие материалы могут включать в себя, например, композиты, образованные из твердого нитеобразного упрочняющего материала и жидкого отверждаемого связующего материала. Можно представить себе также однородный отверждаемый материал без упрочняющих композитов. Каждая выпускная насадка экструдирует отверждаемый связующий материал, образующий индивидуальный канал. В композитных каналах твердый нитеобразный материал полностью заключен в отверждаемый связующий материал и выставлен соосно с каналом. В совокупности экструдаты всех каналов из одного или более выпускных насадок образуют отвержденную трубчатую форму, называемую экструдированной трубкой.
[030] В некоторых вариантах осуществления печатающая головка содержит выпускные насадки, расположенные в фиксированном направлении. В других же вариантах осуществления печатающая головка, однако, может включать в себя составные выпускные насадки, способные увеличивать или уменьшать диаметр экструдированной трубки, а также перемещаться из стороны в сторону, для того чтобы создавать полутрубки.
[031] Некоторые варианты осуществления настоящего изобретения имеют также средство для отверждения отверждаемого связующего материала. Для целей настоящего изобретения отверждение означает затвердевание материала. Это может быть, например, фазовое изменение из жидкости в твердое состояние, связывание твердых порошковых частиц или слияние нескольких твердых материалов в один. Средство для отверждения может изменяться в зависимости от состава отверждаемого связующего материала. В некоторых случаях средствам для отверждения могут быть присущи свойства в функция времени или температуры окружающей среды. В некоторых вариантах осуществления может использоваться фотополимерная смола, которая является отверждаемой посредством ультрафиолетового излучения. В таких вариантах осуществления печатающая головка может включать в себя источник УФ излучения, испускающий наружу в направлении экструдированных каналов излучения из одного или более светодиодных источников 202. Это ультрафиолетовое излучение отверждает каналы вскоре после их экструзии из одной или более выпускных насадок. Альтернативный вариант осуществления средства для отверждения в случае термопластичного материала может использовать тепло. Другие альтернативные способы отверждения могут включать в себя, например, использование химических отверждающих агентов, охлаждения, мощных лазеров и ультразвуковых воздействий, что представляет собой использование звуковых волн.
[032] В вариантах осуществления экструзионные композитные материалы содержат твердый нитеобразный материал, заключенный в оболочку из отверждаемого связующего материала, при этом печатающая головка может включать в себя также средство подачи этого твердого нитеобразного материала, так, что бы скорость подачи твердого нитеобразного материала при этом была согласована со скоростью экструдирования отверждаемого связующего материала.
[033] Печатающая головка включает в себя средство стабилизации и продвижения. В некоторых вариантах осуществления печатающая головка может включать в себя, например, колесную систему с поворотной колесной опорной штангой 203, а также ряд колес 204 на нагруженных натяжением шарнирах. Дополнительные компоненты в печатающей головке могут представлять собой, например, один или более электродвигателей для вращения колесной опорной штанги, вращения каждого отдельного колеса и маневрирования всенаправленного шарнира 205 между колесной опорной штангой и корпусом печатающей головки. Одним из примеров всенаправленного шарнира является шаровой шарнир. Некоторые варианты осуществления печатающей головки содержат набор из четырех колес, разделенных между собой примерно на 90 градусов. Другие варианты осуществления по необходимости могут иметь большее или меньшее количество колес.
[034] Альтернативные варианты осуществления печатающей головки могут включать в себя датчики для контроля операций. Например, печатающая головка может включать в себя акселерометры или гироскопы для измерения ориентации, термометры для измерения температур и датчики давления для поддержания оптимального расхода материала.
[035] Корпус 206 печатающей головки может иметь диаметр, равный или слегка меньший, чем внешний диаметр экструдированной трубки. Эта конфигурация позволяет осуществлять экструзию трубок смежно с существующими поверхностями, а также с другими экструдированными трубками. Печатающая головка может иметь, например, диаметр в шесть дюймов (152 мм), хотя специалисты в данной области понимают, что альтернативно могут быть осуществлены дополнительные варианты. Периметр печатающей головки может быть оснащен одним кольцевым выпускным отверстием или множеством выпускных отверстий, образующих кольцо.
[036] Шланг 102 может продолжаться от верхней части печатающей головки 101 и подсоединяться к базовой станции 103. Шланг может быть подсоединен к печатающей головке и к базовой станции, например, с помощью роторных сочленений. Это соединение позволяет шлангу во время работы по мере необходимости закручиваться.
[037] Шланг между печатающей головкой и базовой станцией может состоять, например, из нескольких секций: источника питания, внутреннего шланга, подающего отверждаемый связующий материал, внутреннего шланга, подающего твердый нитеобразный материал, и электронных линий связи, обеспечивающих обратную связь с центральным компьютером и позволяющих ему управлять компонентами в печатающей головке.
[038] Альтернативный вариант осуществления печатающей головки может иметь шланг, проходящий вверх через нижнюю часть печатающей головки, а не сверху. В этом варианте осуществления длина шланга проходит к печатающей головке вверх через экструдированную трубку.
[039] Некоторые варианты осуществления могут ограничивать необходимость в шланге. Вместо материалов, находящихся на базовой станции в резервуарах или на катушках, они могут содержаться в печатающей головке или в соединенном с печатающей головкой корпусе. Альтернативный вариант осуществления показан на фиг. 3. Эта печатающая головка 301 показывает два прикрепленных к печатающей головке вращающихся модуля 302, 303. Модули могут содержать резервуары для отверждаемого связующего материал, катушки твердого нитеобразного материала, источник питания и центральный компьютер с возможностью дистанционного управления по радиосвязи. Эти варианты осуществления не требуют шланга и позволяют аппаратуре работать полностью автономно.
[041] Базовая станция построена в мобильном исполнении, так что оператор аппаратуры может создавать экструдированные трубки на месте. В некоторых вариантах осуществления может потребоваться дополнительная мобильность, и когда базовая станция может быть оборудована своим собственным средством мобильности. Пример базовой станции на гусеницах 1201 - см. на фиг. 12.
[042] Центральный компьютер управляет множеством операций, включая, например, скорость экструзии материалов, скорость подачи твердых материалов, управление средствами для отверждения и движением печатающей головки.
[043] Центральный компьютер координирует эти действия, чтобы производить качественные экструдированные трубки с использованием обратной связи от имеющихся датчиков на печатающей головке. В некоторых вариантах осуществления центральный компьютер одновременно может управлять множественными печатающими головками.
[044] Это изобретение исключает необходимость в обычных средствах позиционирования печатающей головки. Как объяснялось ранее, известные системы позиционирования печатающей головки обычно используют портальную систему или механический захват. Вместо использования портальной системы или механического захвата печатающая головка по настоящему изобретению содержит средство стабилизации и продвижения. Это средство стабилизирует печатающую головку в положении для экструзии, в то же время, продвигая печатающую головку вперед. Возможен ряд альтернативных систем, обеспечивающих средство стабилизации и продвижения: колесная, типа "свинья", гусеничная, система червячного шага, винтовая, пошаговая, прижимная (к стенке) или магнитная. См. фигуру 4.
[045] Как показано на фиг. 2А, колесная система может продолжаться от нижней части печатающей головки. С печатающей головкой через штангу, оснащенную всенаправленными шарнирами, могут быть соединены несколько наборов колес. Эти колеса могут быть прижаты к внутренней стороне экструдированной трубки, удерживая печатающую головку в нужном положении. Колеса вращаются скоординированным образом, передвигая печатающую головку по мере того, как она экструдирует.
[046] Фигура 4 изображает вариант осуществления колесной системы 401. Гусеничная системы 402 функционируют аналогично колесным системам, и в ней колеса просто заменены на гусеницы.
[047] В некоторых вариантах осуществления может быть желательно увеличить прочность колесной системы, чтобы лучше стабилизировать и продвигать печатающую головку. За первым набором колес можно последовательно добавить еще несколько наборов. Фигура 3 показывает печатающую головку с двумя дополнительными валковыми модулями 302, 303. Вместо этих модулей, представляющих компоненты базовой станции, как это описано выше, каждаый из них может быть функционирующей колесной системой, способной скоординированным образом прижиматься изнутри к экструдированной трубке для обеспечения устойчивости и передвижения печатающей головки вперед.
[048] Система 403 типа "свинья" может использовать пневматическое или гидравлическое давление для продвижения печатающей головки вперед. "Свинья" может быть прикреплена к печатающей головке с помощью всенаправленного шарнира. Она может функционировать внутри экструдированной трубки как плотно прилегающая пробка. При этом в экструдированную трубку можно накачивать газ или жидкость, создавая давление для продвижения печатающей головки вперед. Этот вариант осуществления требует добавления компрессоров, насосов и шлангов, подающих в полость экструдированной трубки газ или жидкость. Подача может производиться, например, через клапан печатающей головки, через базовую станцию или через какое-нибудь клапанное отверстие где-то на экструдированной трубке. По мере того, как экструдированная трубка растет, в трубе увеличивается управляемое давление, принуждая печатающую головку продвигаться с такой же скоростью, что и скорость экструзии. Система типа "свинья" может быть пригодной для больших прямых труб.
[049] Альтернативные средства стабилизации и продвижения печатающей головки обеспечивают повышенную функциональность для специальных приложений. Система 404 червячного шага применима для очень маленьких трубок, диаметр которых может быть неприемлем для колесной системы или для других подвижных систем. Винтовая система 405 обеспечивает поворот печатающей головки по мере того, как она продвигается вперед, в результате чего обычно создаются спиральные экструдированные трубки. Прижимные (к стенке) системы 407 обеспечивают средство повышенной устойчивости, которое может быть полезно при вертикальной печати экструдированных трубок, против силы тяжести. Пошаговые системы 406 обеспечивают сочлененные упоры, которые могут лучше перемещаться в сложных экструдированных трубках. Магнитные системы 408 помещают внутри экструдированной трубки магнит и продвигают печатающую головку вперед посредством наведения электромагнитного поля из внешнего источника, движущегося вдоль экструдированной трубки. Магнитные системы могут лучше всего работать в высокоскоростных приложениях.
[050] Эти средства продвижения обычно называются "трубочными червяками", и они используются для инспекции существующих труб или бурильных туннелей. Вместо оснащения этих трубочных червяков контрольными датчиками или буровыми головками, к ним посредством шарнирного крепления может быть прикреплена печатающая головка, образуя трубочный червяк, который стабилизирует печатающую головку и печатает свою собственную трубу, через которую он потом пролезет.
[051] На фигуре 5 показан пример прямой экструдированной трубки 501. Для создания экструдированной трубки печатающая головка из каждой из одной или более выпускных насадок может с согласованной скоростью экструдировать отверждаемый связующий материал. Вскоре после экструзии экструдированная трубка - в точке между выпускными насадками и средством стабилизации и продвижения печатающей головки отверждается. Для предотвращения закупорки печатающей головки важно, чтобы отверждение происходило на удалении от выпускных насадок. Колеса 204 поджимаются к внутренней части отвержденной экструдированной трубке с достаточным усилием для того, чтобы стабилизировать печатающую головку. По мере того, как трубка экструдируется, колеса поворачиваются с такой же скоростью, поднимая печатающую головку. Эта процедура продолжается по всей длине экструдированной трубки, при этом печатающая головка продвигается согласованно со скоростью экструзии и непрерывно захватывает только что отверженный участок часть экструдированной трубки.
[052] Способ печати экструдированных труб начинается на анкере с размером и с формой, аналогичными размерам и форме экструдированной трубки. Фигура 6 показывает начальный элемент 601 для крепления экструдированных трубок вертикально или горизонтально. Этот приведенный в качестве примера начальный элемент имеет двенадцать анкеров 602 с десятью печатающими головками 603, использующими десять из этих анкеров. Средства стабилизации и продвижения печатающих головок размещены внутри анкеров, которые удерживают печатающие головки по месту, так чтобы периметры печатающих головок были выставлены относительно краев анкеров. Первоначально экструдированный отверждаемый связующий материал может прикрепляться непосредственно к краям анкеров, где он отверждается. Процесс печати продолжается таким образом, как если бы анкер был просто продолжением экструдированной трубки.
[053] Анкеры на фигуре 6 могут быть прикреплены к начальному элементу 601, который будет встроен в конечный продукт. Кроме того, анкер может быть также концом другой существующей экструдированной трубки. В некоторых вариантах осуществления для начала экструдированной трубки может использоваться временный анкер, который затем по завершении процесса экструзии срезают вручную.
[054] Настоящее изобретение направлено на создание экструдированных трубок, содержащих отверждаемый связующий материал, и экструдированных трубки из композитных материалов, содержащих отверждаемый связующий материал и твердый нитеобразный материал. Отверждаемый связующий материал может храниться в резервуаре в базовой станции. В некоторых вариантах осуществления отверждаемый связующий материал может храниться в резервуаре, прикрепленном непосредственно к печатающей головке. Возможные отверждаемые связующие материалы, например, могут включать в себя ультрафиолетовые фотополимеры или термопластики, хотя специалистам в данной области техники будет понятно, что могут использоваться и другие отверждаемые связующие материалы.
[055] Ультрафиолетовые фотополимеры смешивают специальным образом для их отверждения под воздействием ультрафиолетового излучения. Фотополимеры включают в себя, например, акрилаты, мономеры, олигомеры, бисмалеимиды и термореактивные эпоксидные смолы.
[056] Термопластики представляют собой твердые пластмассы, которые перед экструзией нагреваютс до расплавления. Термопластики включают в себя, например, полимолочную кислоту (PLA), акрилонитрилбутадиенстирол (АБС), целлюлозу, простой эфир простого эфира (PEEK), полиэфиримид (ПЭИ), полиэтилентерефталат (ПЭТФ) и найлон. Термопластикам необходима катушка для хранения материала, а не резервуар, а альтернативный вариант осуществления печатающей головки может включать в себя источник тепла для расплавления материала перед его экструзией. В некоторых вариантах осуществления термопластики могут комбинироваться с наполнителем, образуя неоднородный композит. Возможные наполнители включают в себя, например, керамический порошок, металлический порошок, песок, стеклянный порошок и измельченное волокно.
[057] Альтернативные варианты осуществления могут использовать процесс лазерного спекания, при котором отверждаемый связующий материал представляет собой распыляемый из выпускной насадки порошок. Порошки составляют широкий спектр материалов, включая вышеперечисленные фотополимеры и термопластики, а также металлы, сплавы, керамику.
[058] В некоторых вариантах осуществления настоящего изобретения экструдируются композитные каналы, используя по меньшей мере два материала, - жидкий отверждаемый связующий материал, окружающий твердый нитеобразный материал. В этих вариантах осуществления твердые материалы хранятся в катушках - либо на базовой станции, либо прикрепленными к печатающей головке. Примеры твердых нитеобразных материалов включают хлопок, коноплю, джут, лен, рами, резину, выжимку сизаля, молотую древесину, термомеханическую целлюлозу, отбеленную крафт-бумагу, неотбеленную крафт-бумагу, сульфит, шелковую пряжу, мех, спидроин, хризотил, амозит, крокидолит, тремолит, антофиллит, актинолит, металлы, металлические сплавы, арамид, углеродное волокно, углеродное нанотрубчатое волокно, карбид кремния, стекловолокно, нефтехимические продукты или полимеры. Специалисты в данной области поймут, что можно использовать любой твердый нитеобразный материал, и он может включать в себя трубчатые нити, сетки или волоконные жгуты.
[059] Композитом может быть любая комбинация фотополимера или термопластика с твердой нитью. Например, одним возможным композитом является ультрафиолетовый фотополимер, содержащий мономеры, скомбинированные с твердой нитью из скрученной через каждые два дюйма 3k-углеродной волоконной пряжи. Фотополимер должен иметь соответствующую вязкость для прилипания при к экструзии углеродной пряже. Для некоторых приложений может быть необходимо одни каналы печатать с фотополимером, а другие - с термопластиком. Возможна любая комбинация вышеупомянутых материалов.
[060] В некоторых вариантах осуществления настоящего изобретения скорость печати композитных каналов составляет 450 дюймов (1.143 см) в минуту, но в зависимости от приложения могут потребоваться большие или меньшие скорости.
[061] На фигуре 5 показан пример секции экструдированной композитной трубки 501 и ее поперечного сечения 502. Твердый нитеобразный материал 505 может быть полностью заключен внутри канала. Желательными могут быть композитные каналы, поскольку в процессе изготовления они могут наделять готовый продукт прочностью и стабильностью.
[062] Каналы могут состоять из нескольких комбинаций материала. Например, некоторые каналы могут представлять собой твердый нитеобразный материал из углеродного волокна и фотополимерной смолы в качестве отверждаемого связующего материала. Эта комбинация наделяет прочностью каждый канал и всю экструдированную трубку. Другой вариант осуществления композиции канала может иметь твердый нитеобразный материал из электропроводящего металла, заключенного в стекловолокно. Эта композиция канала дает возможность создавать экструдированные трубки с электропроводящими свойствами. Специалисты в данной области понимают, что могут быть реализованы и другие функциональные канала.
[063] Настоящее изобретение дает возможность изготавливать широкое разнообразие трубчатых форм, содержащих спирали, искривления и углы. См. фигуру 7.
[064] При создании спирального канала 701 процесс экструзии осуществляется аналогичным образом, но с добавлением координированного поворота между средством продвижения и печатающей головкой. При использовании для продвижения печатающей головки колесной системы штанга 203, соединяющая колесную систему с печатающей головкой, в течение всего процесса экструзии может непрерывно вращаться. Спиральная экструдированная трубка может обеспечить еще большую прочность.
[065] Композитные экструдированные трубки достаточно прочны, чтобы позволить печатать прямые и спиральные пути вертикально или в других направлениях. Печатающая головка может использовать систему колес, чтобы прижиматься к внутренней части трубки с достаточной силой, для того чтобы стабилизировать ее вопреки воздействию силы тяжести независимо от ориентации, - вертикальный, горизонтальный, инвертированный или в направлении любого другого трехмерного вектора.
[066] Экструдированные трубки, кроме того, могут также содержать дуги и повороты. Простым примером является печать трубки под прямым углом 702. При этом печатающая головка перемещается вертикально, а затем выполняет 90-градусный поворот. Во время этого поворота каждая из выпускных насадок экструдирует с переменной скоординированной скоростью, чтобы можно было выполнить поворот. Например, когда выполняется левый поворот, выпускные насадки с правой стороны будут экструдировать с большей скоростью, чем с левой. По мере того как угол экструдированной трубки изменяет ее направление, всенаправленный шарнир корректируется, позволяя колесам захватывать предыдущий участок трубки, в то время как печатающая головка экструдируется в слегка измененном направлении. Всенаправленный шарнир можно корректировать соответствующим образом для образования множества углов и создания сложных каналов экструзии, таких как кривая 703 в форме буквы S.
[067] Фигура 8 показывает множество экструдированных трубок с различными конфигурациями выпускных насадок. В дополнение к кругу выпускные насадки могут быть выполнены таким образом, чтобы образовывать прямоугольник 801, восьмиугольник 802 или квадрат 803. Предусматривается любое полигональное расположение выпускных насадок.
[068] В некоторых приложениях может быть целесообразно прекратить экструзию из некоторых выпускных насадок во время формирования экструдированной трубки для формирования отверстий доступа или сеток. Когда какая-либо отдельная выпускная насадка или группа соседних выпускных насадок прекращает экструзию и вновь возобновляет ее, в то время как другие выпускные насадки экструдируют непрерывно, в экструдированной трубке формируется отверстие. Эти отверстия могут использоваться в качестве доступа во внутреннюю часть трубки. Скоординированной остановкой и запуском разных выпускных насадок можно образовывать сетчатую трубку, требующую значительно меньшее количество материала.
[069] В альтернативных вариантах осуществления печатающая головка может состоять из сочлененных выпускных насадок, способных перемещаться и поворачиваться на 360 градусов. Это наделяет одну печатающую головку способностью экструдировать трубки различных диаметров или различных площадей поперечного сечения для некруглых трубок. По мере того, как выпускные насадки перемещаются ближе в направлении центрального доступа к печатающей головке или удаляются от него, диаметр трубки будет уменьшаться или увеличиваться.
[070] Кроме того, выпускные насадки могут перемещаться из стороны в сторону по периметру печатающей головки. Эта функциональная возможность может наилучшим образом использоваться, когда экструдируют лишь некоторые из выпускных. Фигура 5 показывает взятое в качестве примера поперечное сечение 504, использующее в печатающей головке только часть выпускных насадок. Это создает "полутрубку", где между каждым каналом есть зазоры. Если выпускные насадки чередуются в боковом направлении, то каналы соединяются, образуя сетчатую полутрубку 503. Этот вариант осуществления может обусловить печать экструдированных трубок с меньшим количеством материала и повышенной прочностью.
[071] Существует много практических применений для механического выращиванияэкструдированных трубок. Оно обеспечивает возможность печати на месте с относительно низкими требованиями к оборудованию, а также в областях или в диапазонах, недоступных для традиционных систем аддитивного производства. Этот способ и аппаратура особенно полезны для крупномасштабного строительства зданий, мостов и элементов инфраструктуры, а также водных судов и спутников в условиях невесомости. Ниже представлены несколько практических приложений, а специалисты в данной области осознảют существование бесконечного количества дополнительных приложений.
[072] Фигура 9 показывает вид спереди фермы, содержащей три прямоугольные экструдированные трубы 902, а также подробный вид 901 того, как эти три трубы соединяются с образованием фермы. Можно строить сложные и скоординированные формы с множественными экструдированными трубами. Эти формы могут быть построены на месте и добавлены в здание, или же они могут быть встроены в само здание.
[073] Фигуры 10A и 10B показывают каркас корпуса лодки, построенный из множественных экструдированных трубок. Вследствие исключения удаленной системы позиционирования возможно построение каркаса лодки большого размера. Полые трубки обеспечивают дополнительное средство плавучести для водных судов.
[074] Фигура 11 показывает приложение для городской инфраструктуры. Экструдированные трубы обычного размера и формы могут служить в качестве водопроводных, канализационных, газовых или электрических труб.
[075] Фигура 12А показывает альтернативный вариант осуществления базовой станции. Эта примерная базовая станция оборудована средством перемещения, - гусеничными траками 1201, которые могут позволить базовой станции перемещаться в соответствии с необходимостью для получения необходимого продукта. Фигура 12А дополнительно изображает две скрепленные печатающие головки 1202; однако базовая станция имеет место для шести печатающих головок, что обуславливает одновременную печать множественных экструдированных трубок. Базовая станция может быть оборудована также анкерами 1203 для начальной экструзии трубок.
[076] Фигура 12В показывает потенциальное применение этого альтернативного варианта осуществления. Начальный элемент 1204 снабжает шесть анкеров для запуска шести соседних экструдированных труб. По мере того, как трубы наращиваются, базовая станция передвигается вместе с ними, обеспечивая посредством относительно небольшой машины потенциально безграничное строительное пространство.
[077] Пункты формулы изобретения следует истолковывать в широком смысле на основе языка, используемого в этих пунктах формулы изобретения, не ограниченном примерами, описанными в настоящем описании, каковые примеры должны пониматься как неисключительные. Кроме того, этапы раскрытых способов можно изменять любыми способами, включая изменение порядка этапов и (или) включение или удаление этапов. Соответственно, раскрытые варианты осуществления не ограничиваются вышеописанными примерами, а определяются приложенными пунктами формулы изобретения в свете полного объема их или их эквивалентов.
Реферат
Изобретение относится к системе аддитивного производства. Техническим результатом является создание крупногабаритных изделий и повышение их прочности. Технический результат достигается системой аддитивного производства, которая содержит головку (301), имеющую выпускную насадку для экструдирования продукта трубообразной формы в осевом направлении продукта трубообразной формы. Систему продвижения, выполненную с возможностью быть поддерживаемой продуктом трубообразной формы и продвижения головки во время экструдирования продукта трубообразной формы. 3 н. и 18 з.п. ф-лы, 15 ил.
Комментарии