Установка для нанесения термопластичного материала на изделия - SU450390A3
Код документа: SU450390A3
Чертежи

Описание
(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА НА ИЗДЕЛИЯ
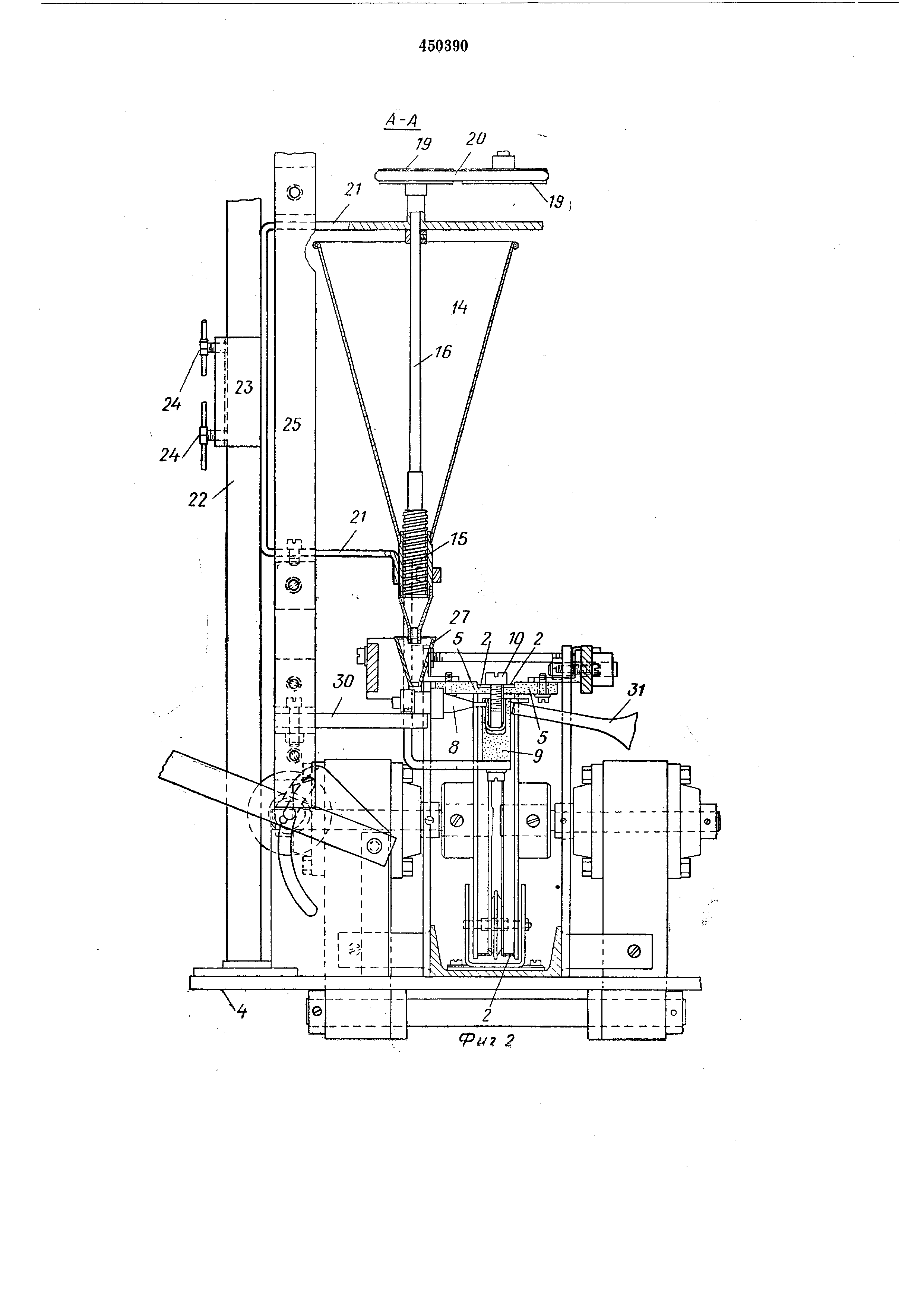
ленным на оси 16, которая приводится во вращение от электродвигателя 17 через редуктор 18, шкивы 19 и ремень 20. Бункер 14 смонтирован на кронштейне 21, который может перемещаться вдоль трубы 22 с помощью втулки 23 и винтов 24; так регулируется положение бункера 14 по вертикали. К кронштейну 21 жестко прикреплена вертикально расположенная планка 25 с установленным на ней кронштейном 26, поддерживающим электродвигатель 17. Под бункером установлена воронка 27, охватывающая выходное отверстие бункера 14. Нижний конец воронки 27 входит в трубу 28, которая соединена с соплом 8. Кроме того, в торце трубы 28 установлен патрубок 29 для подвода воздуха. Воронка 27, труба 28, патрубок 29 и сопло 8 прикреплены к держателю 30, крепящемуся к вертикально перемещающейся планке 25. Против сопла 8 установлена труба 31, наличие которой обеспечивает равномерное нанееение покрытия на изделия 10, так как образуется непрерывное движение воздуха вокруг изделия и удаляются излишки термопластичного материала, не осевшего на него.
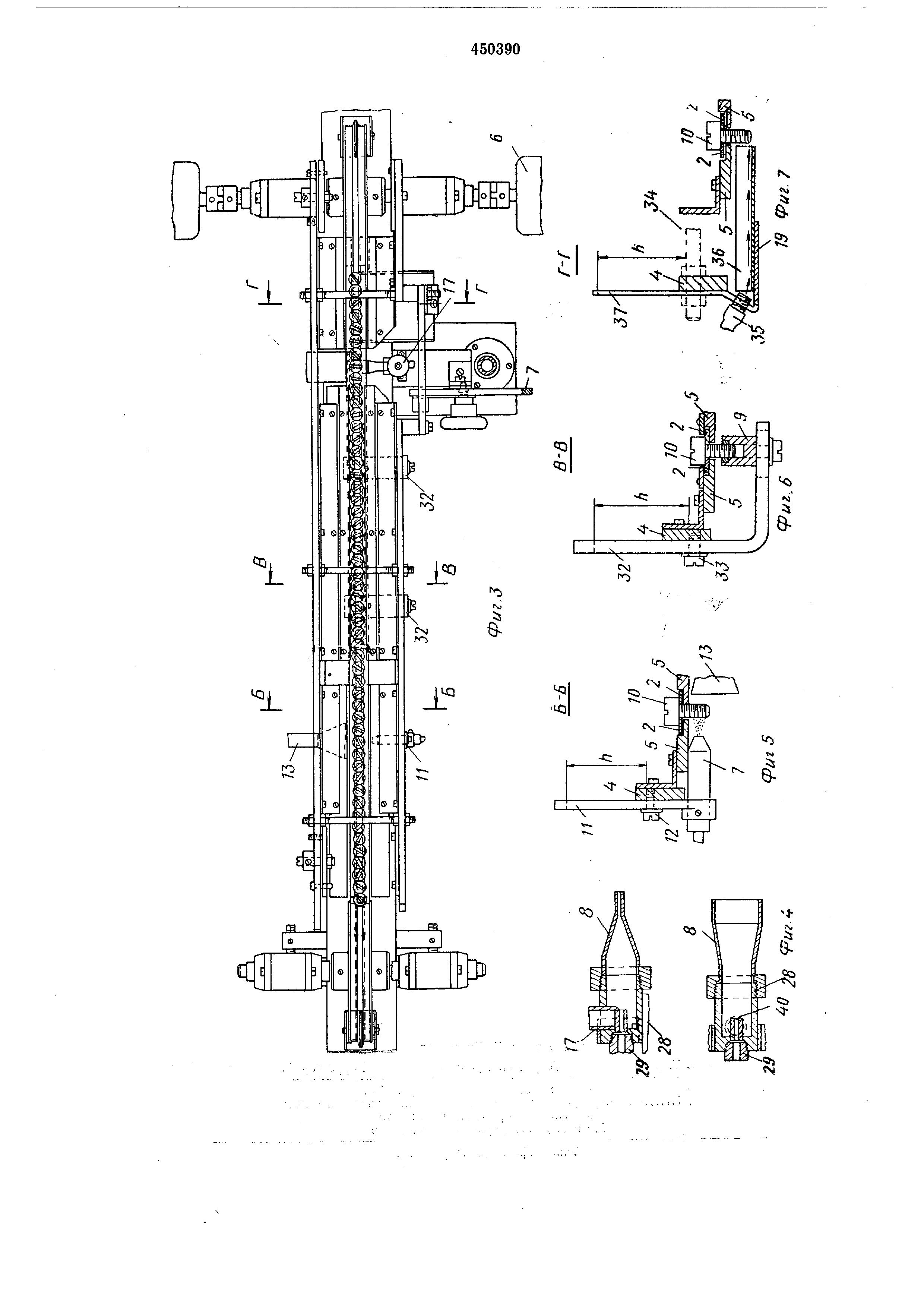
Сопла 8 являются сменными; их подбирают соответствующего размера в зависимости от площади покрытия.
Устройство 9 для нагрева изделий представляет собой индуктивный нагреватель, имеющий форму канала, в котором перемещаются обрабатываемые изделия. Устройство 9 крепится к кронштейну 32, установленному на раме 4 с возможностью вертикального перемещения на величину h. Регулировка по высоте осуществляется ослаблением винтов 33, которые крепят кронштейн 32 к раме 4. Передвигают кронштейн 32 для получения наиболее эффективного нагрева изделий. Кроме того, установка снабжена охлаждающим устройством 34, содержащим- сопло 35 для подачи воздуха и щиток 36, направляющий поток холодного воздуха на изделия. Щиток 36 жестко прикреплен к кронштейну 37, имеющему вертикальную регулировку в пределах величины /I.
Обрабатываемые винты 10 подают на конвейер 1 и устанавливают так, чтобы стержень
винта был пропущен между лентами 2, а головка винта лежала на них. Винты 10 перемещаются конвейером к соплу 7, подающему на резьбовую поверхность винтов жидкий грунтовочный материал, избытки которого отсасываются трубой 13. Затем винты 10 направляются в устройство 9, где они нагреваются, и далее направляются к соплу 8, обеспечивающему равномерную подачу термопластичного
материала на покрываемую поверхность винтов . Излищки наносимого порощка удаляются через трубу 31. Изделие с покрытием поступает на охлаждение в устройство 34; готовое изделие снимается с конвейера.
Благодаря применяемой в установке регулировки положения устройств 7, 8, 9, 34 и лент 2 конвейера можно обрабатывать винты различных типоразмеров.
Предмет изобретения
1. Установка для нанесения термопластичного материала на изделия, включающая конвейер , транспортирующий изделия, устройство для нагрева изделий и устройство для подачи покрывающего материала, отличающаяся тем, что, с целью нанесения покрытий на резьбовые изделия типа винтов с головками , конвейер выполнен из двух отстоящих одна от другой параллельных замкнутых лент, причем устройство для нагрева изделий и устройство для подачи покрывающего материала установлены под верхней ветвью конвейера.
2. Установка по п. 1, отличающаяся тем, что ленты конвейера установлены с возможностью регулирования расстояния между ними.
3.Установка по п. 1, отличающаяся тем, что устройство для подачи покрывающего материала выполнено в виде последовательно установленных на уровне обрабатываемой поверхности изделий регулируемых по высоте сопл, подающих соответственно грунтовочный и термопластичный материалы.
4.Установка по п. 1, отличающаяся тем, что она снабжена охлаждающим устройством .
9 2


Реферат
Формула
Комментарии