Разделительная тарелка для центробежного сепаратора и способ изготовления разделительной тарелки - RU2598484C2
Код документа: RU2598484C2
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение касается разделительной тарелки для центробежного сепаратора и способа изготовления разделительной тарелки. В частности, изобретение относится к разделительной тарелке, изготовленной из металлического материала, которая выполнена с возможностью сжатия в пакете разделительных тарелок, в роторе центробежного сепаратора для сепарации смеси жидкостей, при этом разделительная тарелка имеет форму усеченного конуса с внутренней и внешней поверхностями и множество распорных элементов, которые выступают на определенную высоту над по меньшей мере одной из поверхностей, внутренней или внешней, для обеспечения зазора между смежными разделительными тарелками в пакете.
Уровень техники
Металлические разделительные тарелки используются в относительно крупных и прочных центробежных сепараторах для того, чтобы разделять жидкие смеси, при этом разделительные тарелки имеют относительно большой размер и подвергаются как большим центробежным силам, так и высокому давлению жидкости.
Разделительные тарелки устанавливаются на таких расстояниях друг от друга, чтобы сформировать зазоры между ними. Жидкая смесь, которая должна быть сепарирована в центробежном роторе, проходит через внутренние зазоры, где она разделяется на фазы с различным удельным весом во время работы центробежного сепаратора. Зазоры образованы вышеназванными распорными элементами, расположенными на поверхности каждой разделительной тарелки. Существует множество способов формирования таких распорных элементов. Они могут быть сформированы присоединением к разделительной тарелке отдельных элементов в виде узких полос или маленьких круглых деталей из листового металла, обычно привариваемых точечной сваркой к поверхности разделительной тарелки. Разделительная тарелка также может изготавливаться вместе с распорными элементами, сформированными за одно целое из материала самой разделительной тарелки. Известные способы изготовления разделительных тарелок с сформированными за одно целое распорными элементами раскрыты, например, в WO 2007/055630 A1 и US 6526794 B1.
Размер зазоров между разделительными тарелками зависит от того, насколько распорные элементы проходят или выступают над поверхностью, то есть от высоты распорных элементов. Определение размера зазоров или высоты распорных элементов предусматривает оценку различных аспектов. Например, эти размеры будут зависеть от типа и количества твердых частиц (взвеси) находящихся в жидкой смеси. Обычно высота (или размер просвета) будет находиться приблизительно в диапазоне от 0,3 до 0,8 мм.
Кроме того, ротор центробежного сепаратора сконструирован с заданной полной высотой пакета разделительных тарелок, где создается сепарационное пространство. Для того, чтобы максимально увеличить производительность центробежного сепаратора, необходимо уместить как можно больше разделительных тарелок в этой заданной высоте пакета разделительных тарелок. Больше разделительных тарелок в пакете означает больше зазоров, в которых жидкая смесь может быть сепарирована. Однако оптимальная высота каждого из отдельных зазоров будет обычно задаваться (зависеть) типом жидкой смеси, которая предназначена для сепарации. Следовательно, остается вариант изготовления разделительных тарелок, настолько тонких насколько это возможно, чтобы максимально увеличить количество разделительных тарелок в пределах вышеназванной полной высоты пакета.
Однако существует нижний предел того, насколько тонкими могут быть сделаны разделительные тарелки. Современные технологии изготовления и особенности материалов, из которых изготавливаются разделительные тарелки, определяют этот более низкий предел. Толщина разделительной тарелки (не считая толщины распорных элементов), как правило, будет приблизительно в диапазоне от 0,3 до 0,6 мм. Разделительная тарелка, имеющая небольшой размер (диаметр) может иметь толщину 0,4 мм, тогда как разделительная тарелка существенно большего размера, может иметь такую толщину как 0,7 мм. Следовательно, разделительная тарелка обычно делается тем большей толщины, чем больше ее размер (диаметр). Ротор центробежного сепаратора будет вращаться на высоких скоростях, и соответственно разделительные тарелки подвергнутся большим центробежным силам и высоким механическим напряжениям во время вращения. Если бы разделительные тарелки были сделаны слишком тонкими, такие напряжения привели бы к разрушению материала или остаточной деформации.
До того как это произошло, могут быть и другие проблемы со слишком тонкими разделительными тарелками. Если разделительные тарелки сделаны слишком тонкими, может появиться потеря жесткости и могут начать появляться неравномерности формы. Кроме того, разделительные тарелки сжаты в пакет в роторе центробежного сепаратора, чтобы сформировать плотный узел. Слишком тонкие разделительные тарелки могут, таким образом, гнуться и/или из-за их неравномерной формы могут начать увеличиваться неровности ширины зазоров в пакете разделительных тарелок. Соответственно, в определенной части зазоров (например, далеко от распорных элементов), смежные разделительные тарелки могут быть полностью сжаты друг с другом, не оставляя зазора вообще. В другой части зазоров (например, около распорного элемента) разделительные тарелки не будут такими гибкими и соответственно обеспечат адекватную высоту зазора.
Высокая производительность пакета разделительных тарелок зависит, помимо всего прочего, от равноудаленности зазоров. Наличие одинаковой высоты на всем протяжении означает, что жидкая смесь равномерно распределяется внутри зазоров пакета. Таким образом, все зазоры одинаково способствуют разделению жидкой смеси. Это важно для каждого из зазоров в отдельности и по отношению к каждому другому зазору. Следовательно, зазоры разного размера в пакете, вызвали бы неравное распределение потоков, в результате чего определенные зазоры оказались бы перегружены потоком, в то время как в других зазорах поток мог бы отсутствовать вообще. Такое неравное распределение потоков, в свою очередь, вызовет общее уменьшение эффективности пакета разделительных тарелок. Эта проблема может также проявиться в каждом из отдельных зазоров, где сжатые части не пропустят вообще никакого потока и следовательно не участвуют в сепарации жидкой смеси.
Сущность изобретения
Целью изобретения является создание разделительной тарелки и способ изготовления такой разделительной тарелки, которая обеспечивает по существу равноудаленные зазоры между разделительными тарелками в сжатом пакете.
Эта цель достигается разделительными тарелками, описанными в пункте 1 формулы изобретения.
Следовательно, предложена разделительная тарелка, изготовленная из металлического материала и предназначенная для установки в пакете разделительных тарелок, сжатых в роторе центробежного сепаратора с зазором для сепарации смеси жидкостей, при этом разделительная тарелка имеет форму усеченного конуса с внутренней и внешней поверхностями и множеством распорных элементов, которые выступают на определенную высоту над по меньшей мере одной из внутренних или внешних поверхностей для обеспечения зазора между смежными разделительными тарелками в пакете. Разделительная тарелка характеризуется тем, что по меньшей мере некоторые из распорных элементов имеют такой небольшой размер, что каждый из мелких распорных элементов имеет ширину менее 2 мм вдоль поверхности разделительной тарелки, причем поверхность разделительной тарелки выполнена с такой схемой распределения мелких распорных элементов, что обеспечиваются равноудаленные зазоры в сжатом пакте тарелок.
Если расположить мелкие распорные элементы в больших количествах на поверхностях тонких металлических разделительных тарелок, тогда равноудаленные зазоры могут быть достигнуты даже при использовании более тонких разделительных тарелок, чем сегодня. Следовательно, этим способом производительность центробежного сепаратора может быть увеличена при сохранении зазоров и использовании увеличенного числа более тонких металлических разделительных тарелок в пакете. Изобретение будет, таким образом, облегчать использование насколько возможно более тонких разделительных тарелок, чтобы максимально увеличить число разделительных тарелок и зазоров между ними в пределах заданной высоты пакета разделительных тарелок. Кроме того, как ранее упоминалось, в особенности для центробежных сепараторов большого размера, в сжатом состоянии разделительные тарелки имеют риск касания друг друга. Это дополнительная причина, по которой устанавливается минимальная высота (размер) зазора (как 0,4 мм), для обеспечения того, чтобы соседние разделительные тарелки не полностью прижимались друг к другу. Изобретение позволяет, тем самым, уменьшить этот минимальный размер зазоров без риска касания разделительных тарелок друг с другом. Это также позволяет использовать большее количество разделительных тарелок в пределах заданной высоты пакета.
Изобретение позволяет, в силу малой ширины распорных элементов (то есть мелких распорных элементов), выполнить схему распределения этих элементов в форме кластера или концентрировать указанные элементы в определенных областях поверхности тарелки сепаратора, где возникает ранее упомянутая проблема прижатия в собранном пакете разделительных тарелок.
Также, распорные элементы могут, в качестве альтернативы кластерной конфигурации, быть распределены равномерно (то есть на одинаковом расстоянии между взаимно смежными мелкими распорными элементами) на поверхности тарелки сепаратора, и возможно с большей концентрацией по сравнению с "обычными" (крупными) распорными элементами.
Нахождение подходящего способа распределения может не только зависеть от тарелки сепаратора непосредственно, но также и от конструкции ротора центробежного сепаратора и способа, которым пакет разделительных тарелок сжат в роторе. Деформация зазоров в сжатом пакете тарелок может быть рассчитана/смоделирована на компьютере, или при обследовании сжатого образца пакета. Такое обследование может, например, быть проведено изготовлением отливки из сжатого пакета тарелок посредством чего любой пригодный литьевой материал вводится в сжатый пакет тарелок (образующий литейную форму), внутри которого обеспечивают отверждение литьевого материала. После этого области деформации могут быть идентифицированы, посредством чего поверхность разделительной тарелки может быть выполнена с (добавочными) мелкими распорными элементами в идентифицированных областях. Следовательно, мелкие распорные элементы распределяются в виде такой схемы, что образуются равноудаленные зазоры в сжатом пакете разделительных тарелок центробежного сепаратора.
Точечные распорные элементы могут распределяться по поверхности разделительной тарелки на расстоянии в диапазоне 10-60 мм друг от друга.
Мелкие распорные элементы могут иметь ширину 1±0,5 мм и предпочтительно, ширину, которая составляет меньше, чем 1,5 мм, например, ширину до 1 мм и менее. Кроме того, распорные элементы предпочтительно являются точечно-сформированными, где ширина точечно-сформированных распорных элементов соотносится с их диаметром. Точечно-сформированные распорные элементы могут иметь либо полусферическую, либо цилиндрическую форму, если смотреть в направлении его высоты. Одно преимущество изобретения заключается в том, что из-за меньшего размера, по сравнению с «обычными» крупными распорными элементами, распорные элементы могут быть использованы в большем количестве, не блокируя поток жидкой смеси. Более того, большее число точечных распорных элементов может быть размещено не уменьшая эффективную область сепарации разделительных тарелок. Однако возможно сделать мелкие распорные элементы с несколько удлиненной формой вдоль поверхности разделительной тарелки даже с длинами, которые в несколько раз больше, чем обозначенная выше ширина распорных элементов. Такие удлиненные распорные элементы не должны быть размещены слишком близко или ориентированы способом, который затруднит течение жидкой смеси через зазоры.
Распорные элементы могут быть сформированными за одно целое в одной детали с материалом разделительной тарелки. Соответственно, они могут быть сформированы из материала в соответствии с (ранее упомянутыми) известными способами изготовления разделительных тарелок со сформированными за одно целое распорными элементами. Распорные элементы могут быть сформированы за одно целое посредством так называемого формирования раскаткой, или их можно альтернативно выполнить посредством любого подходящего способа прессования, описанного в WO 2010/039097 A1. Мелкие распорные элементы в соответствии с изобретением обеспечивают преимущество в том, что только небольшое количество материала разделительной тарелки необходимо выдавить во время этого процесса формирования. Следовательно, объем выдавливаемого материала в сформированном за одно целое распорном элементе является очень небольшим, посредством чего уменьшается риск изготовления неровной поверхности (например, на противоположной стороне от распорного элемента). Кроме того, легче выдавить маленькое количество материала, и таким образом форма воспроизводится более надежно, чем с крупными распорными элементами. Например, инструмент (или оправка), используемый в формировании точечных распорных элементов может быть выполнен только с точечными углублениями (например, 1 мм ± 0,5 мм по ширине), в которые выдавливается материал разделительной тарелки, для формирования большого количества только мелких распорных элементов на поверхности тарелки в конфигурации, необходимой для достижения равноудаленных зазоров.
Однако, разделительная тарелка может дополнительно иметь крупные распорные элементы большей ширины, чем мелкие распорные элементы. Они могут быть в форме отдельных кусков, узких полос или круглых заготовок листового металла, которые присоединены к поверхности разделительной тарелки. Следовательно, на разделительной тарелке, таким образом, имеются сформированные за одно целое и мелкие распорные элементы, а также крупные «обычные» распорные элементы, которые присоединены к поверхности (например, точечной сваркой). «Обычные» распорные элементы имеют намного большую ширину (например, ширина 4 мм или больше) и могут, таким образом, выдерживать большую долю сил в сжатом пакете тарелок. Соответственно, меньшая доля сжимающих сил действует на точечные распорные элементы, которые распределены для обеспечения или поддерживания равноудаленной высоты зазоров между крупными распорными элементами.
Крупные распорные элементы могут быть присоединены к внешней поверхности разделительной тарелки, при этом на внутренней поверхности разделительной тарелки могут быть сформированы выполненные за одно целое мелкие распорные элементы. Таким образом, крупные распорные элементы могут быть легко присоединены к внешней поверхности разделительной тарелки, а выполненные за одно целое и мелкие распорные элементы могут быть сформированы на внутренней поверхности разделительной тарелки в соответствии с известными способами для изготовления разделительных тарелок, описанными в WO 2007/055630 A1 или US 6526794 B1.
Высота мелких распорных элементов одинакова с высотой «обычных» крупных распорных элементов (например, приблизительно в диапазоне от 0,3 до 0,8 мм). Как ранее упоминалось, эта высота будет выбрана для того, чтобы задать подходящий размер зазоров с точки зрения свойств/состава жидкой смеси, которая должна сепарироваться.
Как упомянуто, изобретение, в частности, полезно для соблюдения равноудаленных зазоров в пакете тонких разделительных тарелок (например, разделительных тарелок, имеющих толщину, которая составляет меньше, чем 0,6 мм). Чтобы максимально увеличить число разделительных тарелок в пакете, изобретение было бы даже более полезно для поддержания равноудаленных зазоров между очень тонкими разделительными тарелками (например, разделительными тарелками, имеющими толщину менее чем 0,4 мм). Это, как правило, также ситуация, где становятся проблемой описанные низкая жесткость тарелки и/или неравномерность формы.
Следовательно, изобретение позволяет использовать очень тонкие разделительные тарелки, в то время как равноудаленные зазоры обеспечиваются большим числом мелких распорных элементов.
Кроме того, изобретение относится к металлическим разделительным тарелкам, которые сжаты в относительно прочных и крупногабаритных центробежных роторах для сепарации жидких смесей. Соответственно, сами разделительные тарелки также относительного большого размера. Разделительные тарелки, как правило, имеют внешний диаметр, составляющий по меньшей мере 200 мм и во многих случаях более 400 мм. Поэтому мелкие распорные элементы распределяются в большом количестве по относительно большой площади поверхности на каждой разделительной тарелке. Изобретение, тем не менее, не ограничено очень большими разделительными тарелками. Оно может также использоваться для разделительных тарелок меньшего размера, которые имеют наружный диаметр 120 мм или более.
Изобретение далее касается способа, как определено в пункте 13 формулы изобретения. Таким образом, обеспечивается способ изготовления разделительных тарелок с мелкими распорными элементами, сформованными в одной детали с материалом разделительной тарелки. Разделительная тарелка изготавливается формированием раскаткой, с формированием из листа металла посредством ролика и оправки, где ролик формирует разделительную тарелку по оправке, включающей усеченную коническую опорную поверхность с углублениями, соответствующими мелким разделительным элементам, при этом схема распределения углублений на оправке позволяет сформировать мелкие распорные элементы в одной детали с разделительной тарелкой таким способом, чтобы получить равноудаленные зазоры в спрессованном пакете разделительных тарелок.
В способе также возможно выполнить крупные распорные элементы большей ширины, чем мелкие распорные элементы, которые также формируются раскаткой роликом, формирующим разделительную тарелку по оправке с углублениями, соответствующими крупным распорным элементам, посредством чего как мелкие, так и крупные распорные элементы формируются за одно целое в одной детали с разделительной тарелкой.
Однако, как альтернатива к сказанному выше, мелкие распорные элементы могут быть сформированы раскаткой на внутренней поверхности разделительной тарелки, а крупные распорные элементы в виде отдельных деталей из узких полос или круглых заготовок листового металла присоединяются к наружной поверхности разделительной тарелки. Они могут быть легко прикреплены точечной сваркой к внешней поверхности сформированной раскаткой разделительной тарелки.
Очевидно, что разделительная тарелка не должна иметь любые дополнительные (или мелкие) распорные элементы на противоположной (внутренней) области поверхности по отношению к крупным распорным элементам, иначе возникнет дефектный двойной зазор из-за непосредственного примыкания распорных элементов смежных разделительных тарелок в пакете.
Краткое описание чертежей
Далее будут описаны варианты реализации изобретения, при помощи примера, со ссылками на сопровождающие схематические чертежи, на которых
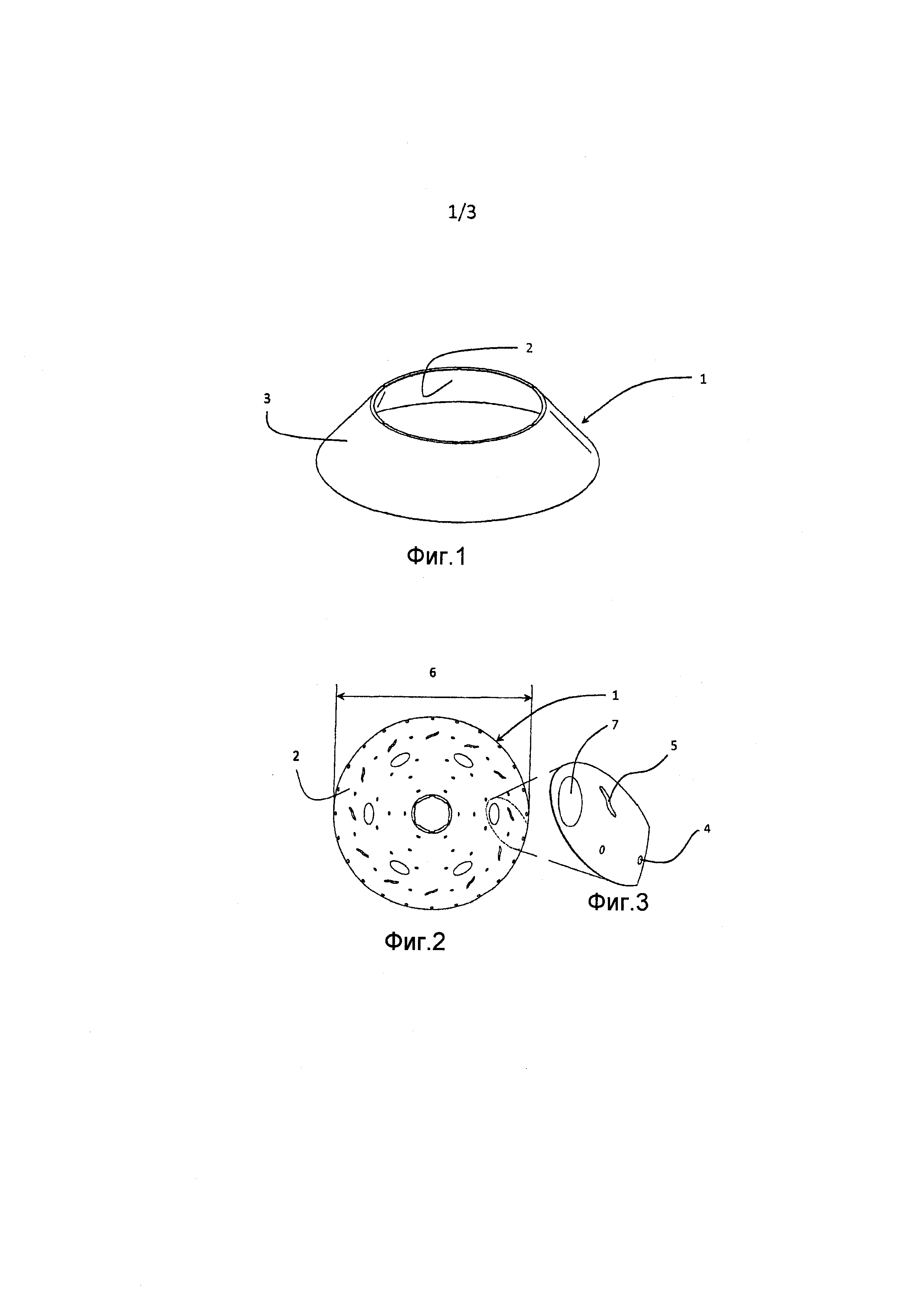
Фиг. 1 показывает общий вид разделительной тарелки,
Фиг. 2 показывает внутреннюю поверхность разделительной тарелки согласно первому варианту реализации изобретения,
Фиг. 3 показывает увеличенную часть первого варианта реализации согласно Фиг. 2,
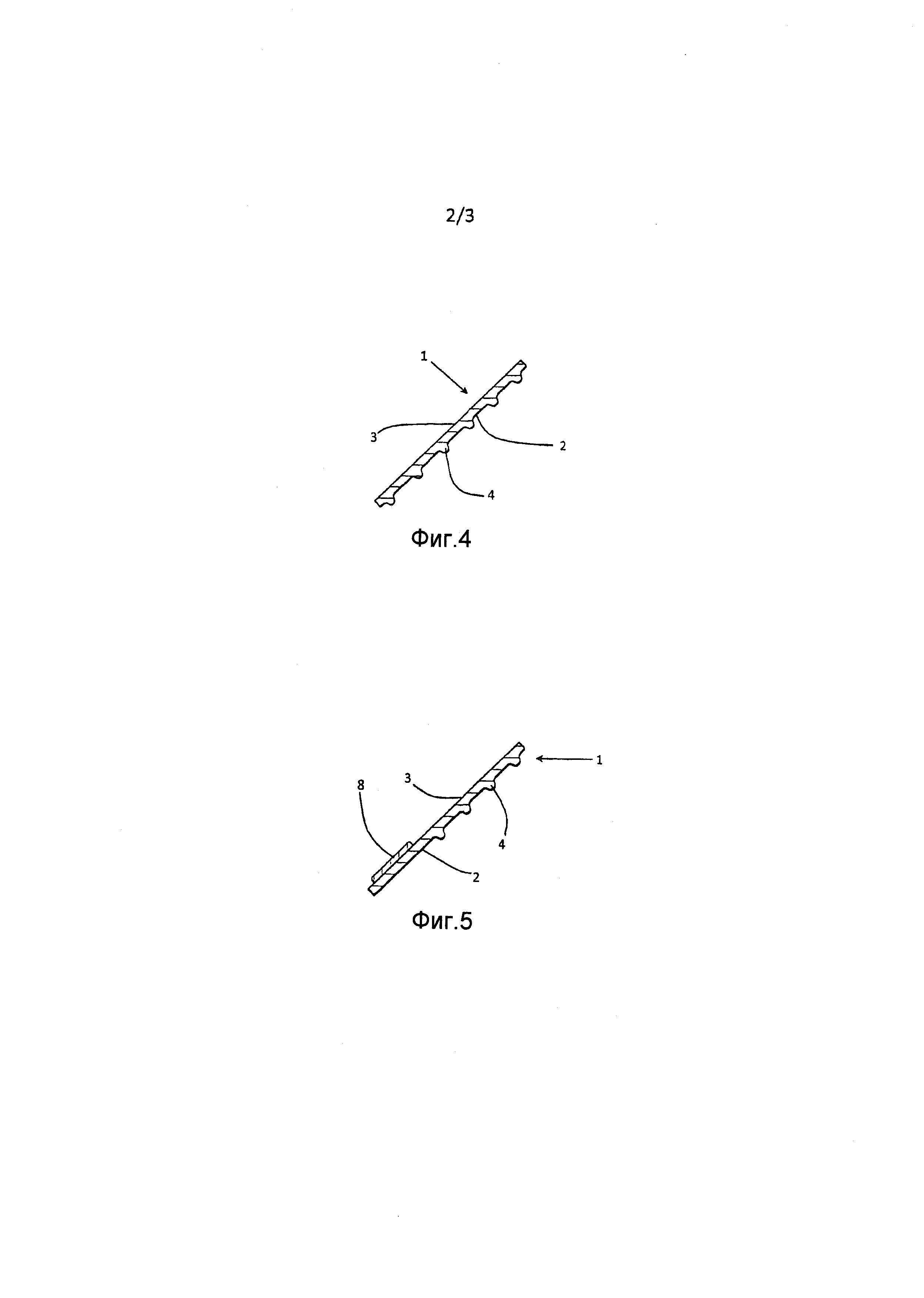
Фиг. 4 показывает сечение мелких и точечно сформированных распорных элементов на внутренней поверхности разделительной тарелки,
Фиг. 5 показывает сечение второго варианта реализации разделительной тарелки, имеющей малоразмерные и точечно сформированные распорные элементы, расположенные в комбинации с крупным распорным элементом,
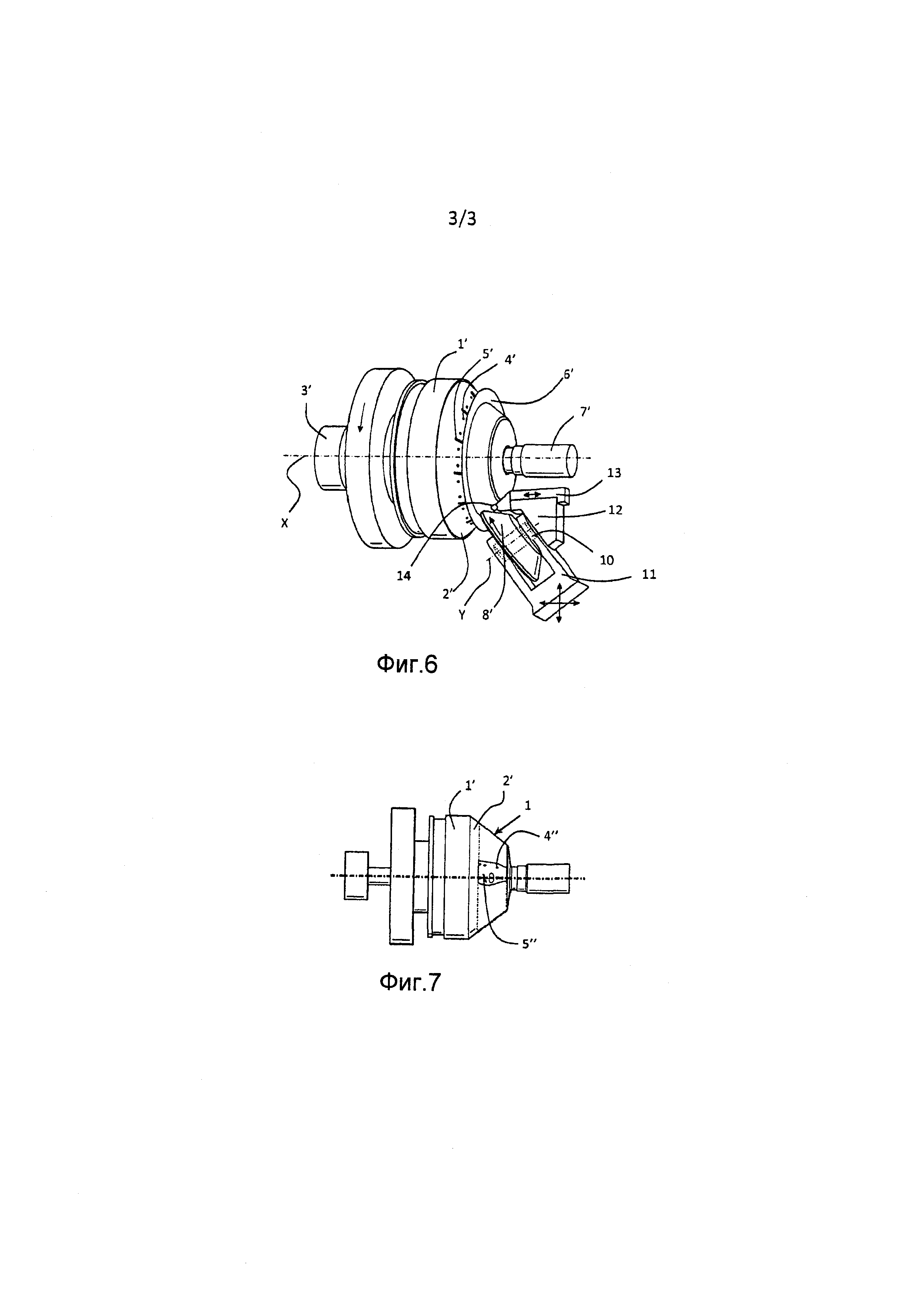
Фиг. 6 показывает устройство и способ изготовления разделительной тарелки, изготовленной из тонкого листового металла,
Фиг. 7 показывает изготовленную раскаткой разделительную тарелку с вырезанной частью, показывающей мелкие углубления.
Подробное описание
Фиг. 1 показывает очень схематичное представление разделительной тарелки 1 центробежного сепаратора. Множество таких разделительных тарелок 1 установлено и уплотнено друг на друге, чтобы сформировать пакет разделительных тарелок в роторе центробежного сепаратора для того, чтобы сепарировать жидкую смесь. Как может быть замечено, разделительная тарелка 1 имеет профиль усеченного конуса с внутренней поверхностью 2 и внешней поверхностью 3. На внутренней поверхности 2 и/или наружной поверхности 3 разделительной тарелки 1 находятся распорные элементы (не показанные на Фиг. 1), для формирования зазоров между разделительными тарелками 1 в пакете. Общая конструкция и функция разделительных тарелок и центробежного сепаратора хорошо известны специалистам в данной области техники, и поэтому не будут описаны далее.
Фиг. 2 показывает вид внутренней поверхности разделительной тарелки в соответствии с первым вариантом реализации изобретения. Следовательно, показана внутренняя поверхность 2 разделительной тарелки 1, на которой расположено множество распорных элементов 4, 5, которые также показаны на Фиг. 3. Распорные элементы 4 и 5 сформованы из одной детали из (металлического) материала разделительной тарелки 1. Это достигнуто в процессе раскатки, описанном ниже.
Кроме того, как может быть видно на Фиг. 3, распорные элементы 4 и 5 имеют различную форму; точечно сформированный распорный элемент 4 и удлиненный распорный элемент 5. Диаметр точечно сформированного распорного элемента 4 соответствует его ширине. Следовательно, диаметр точечно сформированного распорного элемента равен его ширине. Удлиненный распорный элемент 5 таким образом, в несколько раз длиннее своей ширины, и кроме того изогнут вдоль своей длины. Оба распорных элемента 4 и 5 в этой реализации имеют приблизительно одинаковую ширину 1 мм. Длина удлиненного распорного элемента 5 приблизительно 6 мм, то есть в шесть раз больше его ширины. Удлиненный распорный элемент 5 может быть использован, когда нет «обычных» крупных распорных элементов, чтобы обеспечить согласование удлиненного распорного элемента со смежными разделительными тарелками из-за погрешностей при изготовлении (например, зазор или люфт, требуемый для того, чтобы установить разделительные тарелки на так называемом распределителе). Удлиненная форма обеспечит частичную поддержку хотя бы в части смежных распорных элементов 5, на смежных разделительных тарелках, даже когда они немного сдвинуты по отношению друг к другу из-за выше названных погрешностей.
Следует отметить, что на чертеже размеры распорных элементов 4 и 5 очень преувеличены для лучшего понимания. На практике они были бы намного менее видимы на поверхности разделительной тарелки и их количество было бы во много раз больше. Разделительная тарелка 1 такого типа, как показано в этом варианте реализации, как правило, имела бы наружный диаметр 6 намного больше, чем 200 мм, например, в крупногабаритном центробежном роторе наружный диаметр разделительных тарелок 6 был бы даже больше, чем 400 мм. Соответственно, распорные элементы 4 и 5 имеют очень небольшой размер (ширина сечения 1 мм у поверхности разделительной тарелки) относительно размера разделительной тарелки. Следовательно, большое число точечно сформированных распорных элементов 4 и 5 распределены на внутренней поверхности 2 разделительной тарелки 1 таким образом, чтобы обеспечить равноудаленные зазоры в сжатом пакете тарелок.
На показанной разделительной тарелке 1 также имеются распределительные отверстия 7 для подачи и распределения жидкой смеси в зазоры пакета разделительных тарелок. Эти распределительные отверстия 7 хорошо известны в технике центробежных сепараторов и далее не будут описаны здесь.
Фиг. 4 показывает сечение вышеописанных мелких и точечно сформированных распорных элементов 4 на внутренней поверхности 2 разделительной тарелки 1. Как может быть замечено, распорные элементы 4 сформованы в виде детали с материалом разделительной тарелки 1. Используемые сейчас технологии изготовления (или технология раскатки) для изготовления разделительных тарелок 1 - главная причина того, что цельноформованные распорные элементы 4 находятся на внутренней поверхности 2. Однако они могут также быть расположены на наружной поверхности 3 разделительной тарелки. При помощи техники прессования цельноформованные распорные элементы 4 могут, например, размещаться на наружной поверхности 2. Кроме того, мелкие распорные элементы 4 располагаются только на внутренней поверхности 2 разделительной тарелки 1. Следовательно, на поверхности нет никаких других распорных элементов (таких как крупные распорные элементы). Однако мелкие распорные элементы могут также быть скомбинированы с более крупными (то есть большей ширины) распорными элементами. Такая комбинация описана ниже во втором варианте реализации разделительной тарелки, показанном на Фиг. 5.
Фиг. 5 показывает сечение мелких распорных элементов 4 в комбинации с более крупным распорным элементом 8. Распорный элемент 8 расположен на наружной поверхности 3 разделительной тарелки 1. Кроме того он имеет существенно большую ширину (в несколько раз больше, чем диаметр мелких распорных элементов 4). В частности, в этом варианте реализации показанный распорный элемент 8 также является точечно сформированным (то есть круглая заготовка листового металла) и имеет ширину (или диаметр), которая приблизительно в шесть раз больше, чем диаметр точечных распорных элементов 4. Следовательно, диаметр точечно сформированного распорного элемента 8 составляет приблизительно 6 мм. Альтернативно, крупные распорные элементы могут иметь удлиненную форму (не показано). Крупные распорные элементы могут быть любой известной формы, например, в форме отдельных кусков узкой ленты или круглых заготовок листового металла, которые присоединены к разделительной тарелке подходящим способом закрепления, таким как сваривание (точечной сваркой). Крупные распорные элементы 8 и мелкие распорные элементы 4 имеют одинаковую высоту относительно их соответствующих поверхностей 2 и 3. Фиг. 5 далее показывает, что на внутренней поверхности 2, в области напротив крупного распорного элемента 8, не расположено никаких мелких распорных элементов 4. Следовательно, крупный распорный элемент 8 на разделительной тарелке 1 будет прилегать к внутренней поверхности верхней смежной разделительной тарелки 1 в пакете. «Обычные» распорные элементы 8 намного шире, и могут, таким образом, компенсировать большую часть сил в сжатом пакете тарелок. Следовательно, уменьшенная часть сжимающих усилий поддерживается мелкими распорными элементами 4, которые распределены так, чтобы обеспечивать или поддерживать равноудаленную высоту на интервалах между крупными распорными элементами 8.
Фиг. 6 показывает устройство и способ изготовления разделительных тарелок 1, выполненных из тонкого листового металла. Устройство включает оправку 1′ с опорной поверхностью в форме усеченного конуса 2′, которая может вращаться посредством электродвигателя М вокруг своей геометрической оси X. В показанном примере геометрическая ось X ориентирована горизонтально, что является, разумеется, не обязательным условием. На оправке 1′ имеется множество углублений 4′ и 5′, расположенных вокруг геометрической оси
X на опорной поверхности 2′. Углубления 4′ и 5′ могут, как показано, быть точечно сформированными, удлиненными, прямыми (как показано) или изогнутыми (не показано). Как точечно сформированные 4′, так и удлиненные углубления 5′ имеют такую глубину, чтобы соответствовать заданному расстоянию (или зазору) между двумя смежными разделительными тарелками, помещаемыми в центробежный сепаратор, например, 0,3-0,8 мм. Первоначально, плоский круглый металлический диск 6′ прикреплен к концу вершины оправки 1′, коаксиально с опорной поверхностью 2′, посредством стопора 7′. Средства сцепления (не показаны) оправки 1′ и диска 6′ гарантируют, что во время работы металлический диск 6′ вращается вместе с оправкой 1′.
Ролик 8′ расположен на уровне оси близко к вершине опорной поверхности 2′ и на радиальном расстоянии от центральной оси X, при этом ролик 8′ может вращаться вокруг центральной оси Y. Ролик 8′ поддерживается валом 10, который сам поддерживается с возможностью вращения стопором 11. Стопор 11 может двигаться вертикально и горизонтально посредством электродвигателя (не показан), как обозначено двумя стрелками, указывающими соответственно вверх и вниз, и двумя стрелками, указывающими, соответственно налево и направо. Электродвигатель для движения ролика 8′ вертикально и горизонтально и управления положением ролика 8′ относительно опорной поверхности 2′ может быть выполнен множеством различных способов, которые хорошо известны и поэтому не описываются более подробно. Дополнительный второй стопор 12 находится на стопоре 11. Второй стопор 12 поддерживает инструмент 13, включающий в себя резак 14. Инструмент 13 подвижен, как обозначено двумя стрелками, указывающими соответственно налево и направо относительно стопора 12 так, чтобы положение резака 14 относительно поверхности металлического листа 6′ могло быть установлено так, чтобы достичь желаемой глубины резки обрабатываемого материала. Однако нет необходимости в таком удалении материала, если при изготовлении достигнуты желаемые толщина и гладкость наружной поверхности разделительной тарелки.
Следовательно, возможно нет необходимости в инструменте 13 и резаке 14 для достижения этого.
Разделительная тарелка изготавливается раскаткой металлического листа 6′ посредством ролика 8′ и оправки 1′. Ролик 8′ формирует разделительную тарелку по оправке 1′ с усеченной конической опорной поверхностью 2′, на которой имеются углубления 4′ и 5′ относительно большого размера. Оправка 1′ также имеет мелкие углубления 4” и 5” (не показанные в Фиг. 6), соответствующие мелким распорным элементам 4 и 5. При помощи углублений 4′, 5′, 4” и 5” возможно выполнить как крупные распорные элементы, так и мелкие распорные элементы, которые формируются раскаткой в виде одной детали с разделительной тарелкой 1. На оправке 1′ в любом случае находится стандартное распределение мелких углублений 4” и 5”, чтобы сформировать мелкие распорные элементы 4 и 5 в виде одной детали с разделительной тарелкой 1, таким образом, чтобы обеспечить равноудаленные зазоры в сжатом пакете разделительных тарелок.
Альтернативно, на оправке могут быть выполнены только мелкие углубления 4” и 5” (показанные в Фиг. 7). Фиг. 7 показывает сформированную раскаткой разделительную тарелку 1 с вырезанной частью, показывающей мелкие углубления 4” и 5” на опорной поверхности 2′ оправки 1′. Следовательно, на показанной оправке 1′, имеются только мелкие углубления 4” и 5”, соответствующие мелким (точечно сформированным и удлиненным) распорным элементам 4 и 5 на разделительной тарелке 1, показанной на Фиг. 2.
Кроме того, мелкие распорные элементы 4 и 5 могут быть сформированы раскаткой на внутренней поверхности 2 разделительной тарелки, где крупные распорные элементы как отдельные детали могут быть (как ранее упомянуто) прикреплены к наружной поверхности 3 разделительной тарелки 1.
Реферат
Группа изобретений относится к центробежному сепаратору для сепарации смеси жидкостей, содержащему разделительную тарелку, выполненную из металла с возможностью сжатия в пакете разделительных тарелок, и к способу изготовления разделительной тарелки. Разделительная тарелка для центробежного сепаратора для сепарации жидкой смеси имеет форму усеченного конуса с внутренней поверхностью и наружной поверхностью и множеством распорных элементов, выступающих на определенную высоту над по меньшей мере одной из внутренней поверхности и внешней поверхности, для обеспечения зазоров между взаимно смежными разделительными тарелками в пакете. По меньшей мере некоторые из распорных элементов имеют такой размер, что каждый из распорных элементов имеет ширину, которая составляет меньше, чем 2 мм вдоль поверхности разделительной тарелки. Причем поверхность разделительной тарелки выполнена со схемой распределения распорных элементов, которая выполнена в форме кластеров из распорных элементов на определенных областях поверхности разделительной тарелки таким образом, чтобы обеспечить равноудаленные зазоры в сжатом пакете тарелок. Толщина разделительной тарелки меньше, чем 0,6 мм, и при этом распорные элементы сформированы интегрально в виде одной детали с материалом разделительной тарелки. Согласно способу изготовления разделительных тарелок разделительную тарелку формируют раскаткой из металлического листа посредством ролика и оправки, при этом ролик формирует разделительную тарелку по оправке, которая имеет опорную поверхность в форме усеченного конуса с углублениями, соответствующими распорным элементам.
Формула
Документы, цитированные в отчёте о поиске
Сепаратор для разделения жидкости
Комментарии