Барабан для магнитного сепаратора и способ его изготовления - RU2626082C2
Код документа: RU2626082C2
Чертежи

Описание
Настоящее изобретение относится к магнитным сепараторам и, в частности, к барабану для магнитного сепаратора средней интенсивности и к способу изготовления такого барабана.
Известно, что магнитный сепаратор средней интенсивности (МССИ) предназначен для притягивания и удаления ферромагнитного материала посредством барабана, который вырабатывает магнитную индукцию в интервале приблизительно 200-700 мТл в зависимости от расстояния от барабана и используемых магнитов, которые обычно изготавливаются из сплава неодима-железа-бора (Nd-Fe-B).
МССИ можно использовать в качестве устройства защиты для мокрого магнитного сепаратора высокой интенсивности (ММСВИ) или в качестве автономно магнитного сепаратора для концентрации рудных минералов с низкой магнитной проницаемостью, таких как франклинит, ильменит, некоторый тип гематита и т.д.
Традиционная конструкция барабана МССИ предусматривает цилиндр из ферромагнитной стали с высокой магнитной проницаемостью, на внешней стороне которого сформированы продольные канавки для помещения в них постоянных магнитов, размещенных в виде продольных рядов с чередующейся полярностью N-S, то есть каждый ряд включает в себя одну полярность, которая отличается от полярности двух соседних рядов (например, как описано в US 5636748). Эти ряды магнитов продолжаются поверх ограниченной дуги барабана обычно приблизительно 130-160°, с конечной зоной (в направлении вращения барабана) для выгрузки ферромагнитного материала, в котором магниты постепенно сужаются, чтобы находиться дальше от внешней поверхности цилиндра. Затем цилиндр заключается в оболочку из немагнитного материала, которая вращается вокруг него, вытягивая материал (минеральный или другой), содержащий ферромагнитные частицы, которые необходимо сепарировать.
Размер магнитов, используемых в барабанах уровня техники, является довольно большим и обычно увеличивается с диаметром барабана, в результате чего число продольных рядов, размещенных вдоль магнитной дуги, является довольно ограниченным, и расстояние между цилиндром и оболочкой не может опускаться ниже заданного порога с учетом производственных допусков и размера магнитов. Эти геометрические характеристики известных барабанов негативно влияют на их рабочие характеристики из-за двух видов недостатков.
Первый серьезный недостаток состоит в том, что поскольку различные полярности находятся довольно далеко друг от друга, длина магнитного диполя (которая равна расстоянию между полярности с одинаковым знаком) получается довольно большой со значениями порядка 200-400 мм, как и в случае МССИ, производимого Минерал Текнолоджис Пту. Лтд. (Каррара, КЛД - Австралия) (Mineral Technologies Pty. Ltd. Mineral Technologies Pty. Ltd. (Carrara, Qld - Australia) and by Longi Magnet Co. Ltd. (Fushun - China). В результате значения магнитного поля на активной поверхности МССИ имеют сильно выраженную синусоидальную картину с номинальными значениями только на полярностях и вблизи них (поэтому не более чем 30% от магнитной дуги), тогда как в оставшейся части магнитной дуги эти значения значительно ниже.
Второй недостаток, который дополнительно уменьшает эффективность известных барабанов, заключается в зазоре между цилиндром и оболочкой, которая в вышеупомянутых МССИ, доступных на рынке, составляет по меньшей мере 5 мм, к которому необходимо добавить толщину оболочки, находящуюся в интервале между 1,5 и 5 мм, посредством чего минимальное расстояние между активной поверхностью магнита и обработанным материалом составляет порядка 7-8 мм.
Таким образом, задача настоящего изобретения состоит в том, чтобы выполнить барабан МССИ, который устраняет вышеупомянутые недостатки. Эта задача решена посредством барабана, в котором длина магнитного диполя находится в диапазоне от 100 до 150 мм благодаря использованию более маленьких магнитов, размещенных с более высоким числом продольных рядов. Другие преимущественные признаки раскрыты в зависимых пунктах формулы изобретения.
Поэтому основное преимущество барабана согласно настоящему изобретению состоит в обеспечении, по существу, однородного магнитного поля вдоль всей магнитной дуги благодаря ограниченной длине диполя, которая приводит в результате к синусоидальной картине с очень ограниченной амплитудой и, следовательно, с номинальными значениями магнитного поля, которые имеются в течение почти 100% магнитной дуги.
Вторым важным преимуществом этого барабана, вытекающим из использования маленьких магнитов, является возможность или уменьшение зазора между цилиндром и оболочкой до не более чем 2 мм, а также благодаря соответствующему способу изготовления, описанному ниже, без опасности заклинивания барабана, в частности, в его предпочтительном варианте осуществления, который предусматривает внутренние шаровые опоры, как описано подробно ниже.
Эти и другие преимущества и характеристики барабана МССИ согласно настоящему изобретению будут ясны специалистам в данной области техники из последующего подробного описания его вариантов осуществления со ссылкой на прилагаемые чертежи.
На фиг. 1 показан вид в перспективе барабана с прозрачным участком и увеличенной частью;
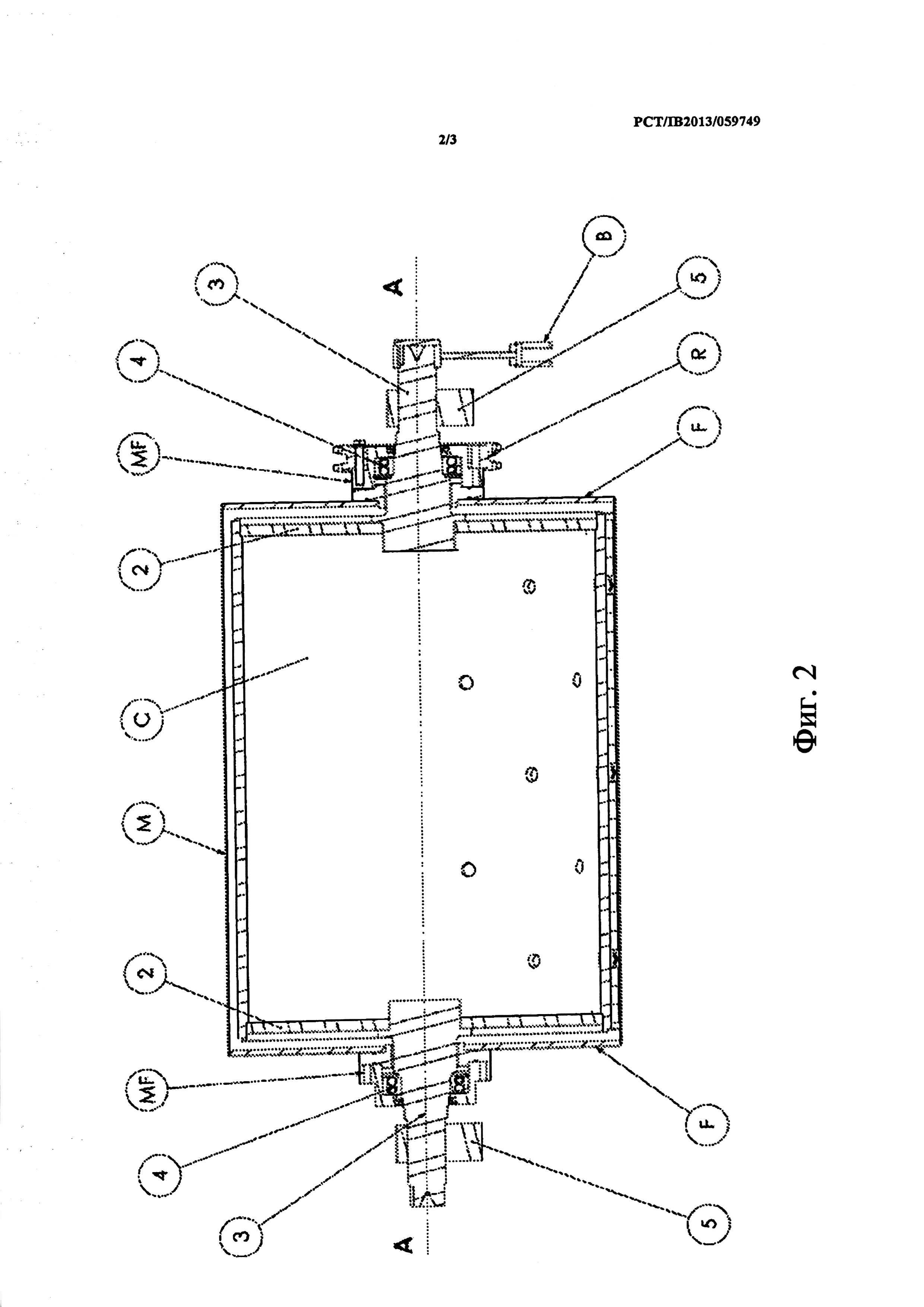
на фиг. 2 показан вид в продольном разрезе, выполненном вдоль средней плоскости, включающей в себя ось Α-A вращения; и
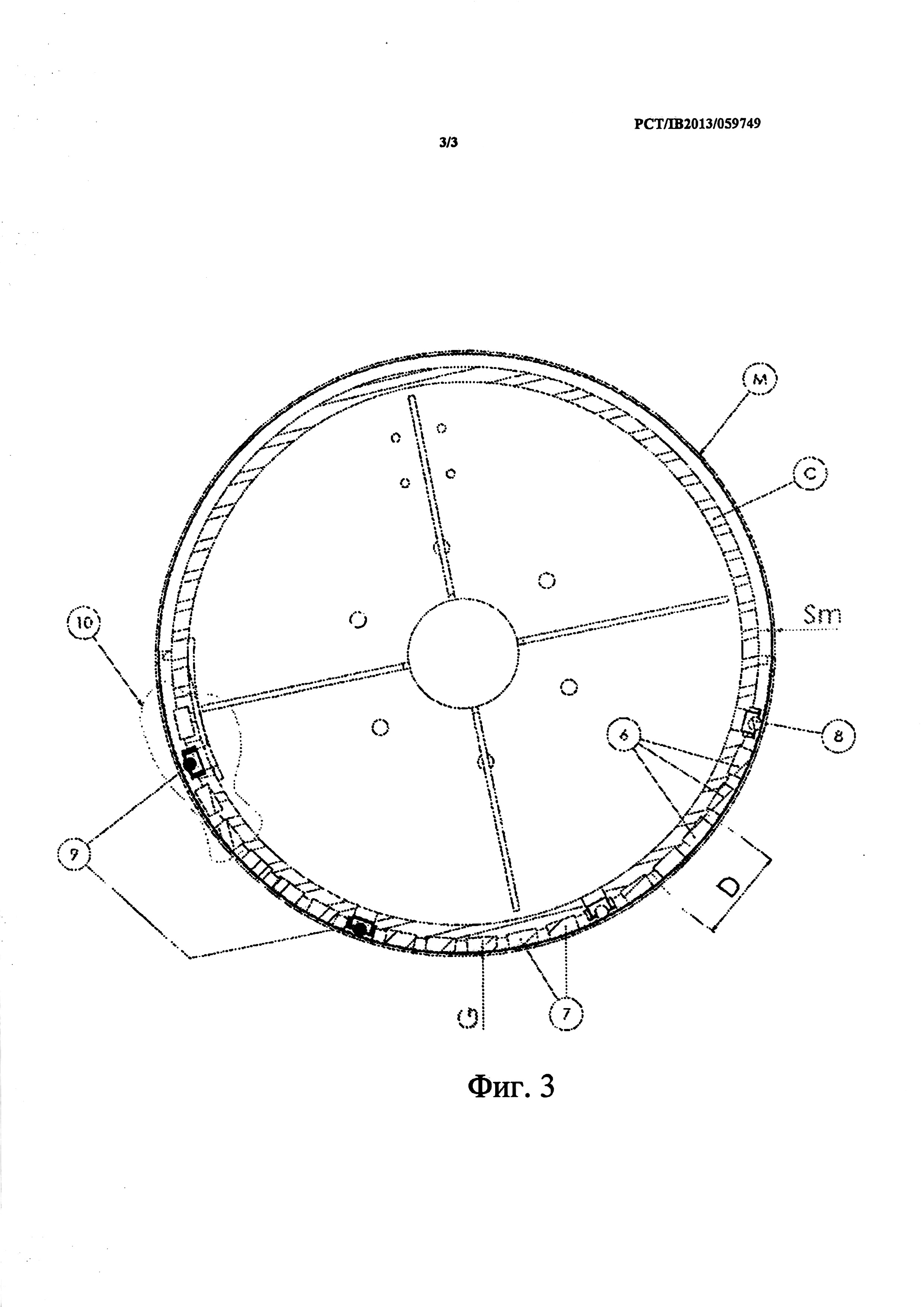
на фиг. 3 показан вид в разрезе.
Со ссылкой на эти чертежи видно, что барабан согласно настоящему изобретению традиционно включает в себя цилиндр С из ферромагнитного материала с высокой магнитной проницаемостью, предпочтительно из мягкой стали, имеющий, например, диаметр 950 мм и толщину 35 мм, закрытый на своих концах двумя стальными фланцами 2. Два стержня 3, снабженные местами для подшипников 4 и зажимов 5, закреплены в центре фланцев 2 вдоль продольной оси Α-A цилиндра С. Более того, рычаг В для регулировки положения магнитной дуги цилиндра С, несущего магниты, прикреплен к одному из стержней 3.
Множество продольных канавок 6 сформировано на внешней стороне цилиндра С, и они вмещают в себя постоянные магниты 7 на основе Nd-Fe-B, размещенные в виде продольных рядов с чередующейся полярностью N-S (фиг. 1). Цилиндр С вводится в оболочку M из немагнитного материала, например из нержавеющей стали AISI 316, имеющей толщину Sm 4 мм, закрую на своих концах двумя фланцами F (также из нержавеющей стали AISI 316), имеющими фланцевые втулки MF, снабженные местами для подшипников 4. По меньшей мере одна из втулок MF также снабжена средством, например зубчатым колесом R, для приема от двигателя (не показан) движения для приведения во вращение оболочки М.
Первый новый аспект настоящего барабана состоит в том, что использование более маленьких магнитов позволяет достичь длины D одного диполя магнитной цепи (фиг. 3), равной 127 мм, и это, в свою очередь, позволяет получить большее число чередующихся продольных полярностей N-S, количество которых в иллюстрированном примере равно двадцати вдоль магнитной дуги приблизительно 150°. Более конкретно, притягивающая магнитная дуга состоит из первых шестнадцати полярностей, а зона 10 выгрузки материала состоит из последних четырех полярностей, причем последняя расположена в канавках, которые постепенно становятся глубже.
Следует отметить, что использование более маленьких магнитов 7, совместно с цилиндром С надлежащей толщины, позволяет достичь постепенного перемещения в сторону от магнитов в зоне 10 выгрузки просто путем формирования более глубоких продольных канавок 6. Это упрощает изготовление барабана, поскольку не нужно формировать конические магниты, причем все магниты 7 являются одинаковыми, тогда как формирование более глубоких канавок 6 является более простой и дешевой работой по сравнению с формированием конической формы магнитов.
Второй новый аспект этого барабана, в своем предпочтительном варианте осуществления, представлен обусловленным наличием множества поворачиваемых шаровых опор 8, размещенных в шахматном порядке среди магнитов 7, для того чтобы уменьшить до минимума зазор G между активной поверхностью магнитов и внутренней поверхностью немагнитной оболочки М. Шары опор 8 выступают на 0,3-0,4 мм по отношению к активной поверхности магнитов 7 и позволяют уменьшить зазор G между упомянутой активной поверхностью и внутренней поверхностью немагнитной оболочки M до значения не более чем 2 мм.
Действительно, учитывая то, что производственный допуск оболочки M составляет ±1 мм, даже в случае отрицательного производственного допуска, который добавляется за счет деформации оболочки M из-за притяжения материала по направлению к магнитам, возможное скольжение по внутренней поверхности по шарам опор 8 не вызовет заклинивания барабана, поскольку шары переводят трение скольжения в трение качения, действуя как шарикоподшипники.
Внешняя поверхность оболочки M также предпочтительно покрыта двухкомпонентной эпоксидной краской, которая образует слой с высоким коэффициентом трения для того, чтобы улучшить вытягивание ферромагнитного материала, притягиваемого магнитами 7, и для уменьшения износа оболочки М. Примером краски, подходящей для этой цели, является Эпидек M 377 (Epidek М377), производимой компанией Лейгс Пэйнтс (Болтон - Великобритания) (Leighs Paints) (Bolton - GB).
Способ изготовления барабана согласно настоящему изобретению можно кратко изложить в виде следующих этапов, на которых:
a) приваривают фланцы-крышки 2 на концах цилиндра С;
b) фиксируют, например, путем заклинивания или сварки стержни 3 по центру фланцев 2;
c) обрабатывают цилиндр С на токарном станке, чтобы достичь точной соосности стержней 3 с наружной поверхностью цилиндра С и сформировать на стержнях 3 места для подшипников 4 и для зажимов 5;
d) фрезеруют продольные канавки 6 и места для шаровых опор 8 на внешней стороне цилиндра С;
e) фиксируют магниты 7 в канавках 6 и легкосъемные заглушки 9 (например, изготовленные из нейлона или тефлона) в местах для шаровых опор 8;
f) покрывают область цилиндра С, где магниты 7 имеют обертку, загерметизированную герметиком, позволяющим заполнять упомянутую обертку эпоксидной смолой;
g) заполняют обертку эпоксидной смолой и впоследствии удаляют обертку после затвердевания эпоксидной смолы;
h) обрабатывают цилиндр С на токарном станке, чтобы выполнить протачивание с желательным диаметральным размером поверхности, покрытой магнитами 7, и промежутков, заполненных смолой;
i) удаляют заглушки 9 и фиксируют шаровые опоры 8;
j) вводят цилиндр С внутрь оболочки M и герметично монтируют фланцы-крышки F.
Следует отметить, что благодаря протачиванию на этапе h) внешняя поверхность магнитов 7 имеет такую же кривизну, что и цилиндр С, для того чтобы можно было свести к минимуму зазор G, и эта работа выполняется, возможно, на основании того факта, что магниты 7 погружаются в эпоксидную смолу на этапе g), в противном случае они будут слишком хрупкие и будут ломаться.
Очевидно, что вышеописанный и иллюстрированный вариант осуществления барабана согласно изобретению является только примером, склонным к различным модификациям. В частности, различные параметры, такие как число канавок 6, магнитов 7 и опор 8, а также толщина цилиндра С и оболочки М, могут изменяться в зависимости от размера барабана до тех пор, пока длина D магнитного диполя поддерживается в пределах диапазона от 100 до 150 мм.
Реферат
Предложенное изобретение относится к магнитным сепараторам и может быть использовано для концентрации рудных минералов с низкой магнитной проницаемостью, таких как франклинит, ильменит, некоторые типы гематита и т.д. Барабан для магнитного сепаратора содержит цилиндр из ферромагнитного материала, закрытый на своих концах двумя фланцами, которые имеют центральные стержни, снабженные местами для подшипников и зажимов, на внешней стороне цилиндра сформировано множество продольных канавок, вмещающих постоянные магниты, расположенные в виде продольных рядов одной полярности вдоль магнитной дуги приблизительно 130-160° с чередующейся полярностью N-S между соседними рядами. Центральные стержни размещены вдоль продольной оси цилиндра. Цилиндр расположен в пределах оболочки из немагнитного материала, закрытого на своих концах двумя фланцами, которые имеют фланцевые втулки, снабженные местами для упомянутых подшипников. По меньшей мере одна из фланцевых втулок также снабжена средством для приема от двигателя движения для приведения во вращение оболочки в виде зубчатого колеса. Длина одного диполя магнитной цепи находится в интервале между 100 и 150 мм, предпочтительно равна 127 мм. Способ изготовления барабана для магнитного сепаратора включает следующие этапы: a) приваривание фланцев-крышек на концах цилиндра; b) фиксирование стержней по центру фланцев; c) обрабатывание цилиндра на токарном станке для достижения точной соосности стержней с внешней стороной цилиндра и формирования на стержнях мест для подшипников и для зажимов; d) фрезеровка продольных канавок на внешней стороне цилиндра; e) фиксирование магнитов в канавках; f) введение цилиндра внутрь оболочки и герметичное монтирование фланцев-крышкек последнего. На этапе d) канавки формируют на расстоянии таким образом, чтобы длина одного диполя магнитной цепи находилась в интервале между 100 и 150 мм. Технический результат - повышение эффективности сепарации. 2 н. и 17 з.п. ф-лы, 3 ил.

Комментарии