Способ производства металлического железа - RU2612477C2
Код документа: RU2612477C2
Чертежи





















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу производства металлического железа путем нагрева агломерата, получаемого путем формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом.
УРОВЕНЬ ТЕХНИКИ
Способы для производства металлического железа из содержащего оксид железа материала, такого как железная руда и т.п., подразделяются на несколько типов, в зависимости от способа отделения компонента пустой породы, включенного в содержащий оксид железа материал.
Процесс изготовления железа на постоянной основе с использованием доменной печи является способом, который позволяет производить наибольшее количество металлического железа. Этот способ включает использование высококачественной железной руды, содержащей мало пустой породы, или использование содержащего оксид железа материала, состоящего из железной руды, содержание железа в которой было улучшено с помощью концентрации, которые нагреваются в доменной печи для восстановления и плавления, и разделяются на компонент пустой породы и передельный чугун (насыщенное углеродом железо) в расплавленном состоянии, производя тем самым металлическое железо.
Следующим способом по количеству металлического железа, которое может быть произведено, является газовый способ прямого восстановления (DR) с использованием природного газа. Этот способ включает восстановление окатышей, полученных путем спекания чрезвычайно высококачественной железной руды, используя природный газ для того, чтобы сформировать восстановленные окатыши, которые помещают в электропечь, плавят и выплавляют, производя тем самым сталь (малоуглеродистую сталь), от которой был полностью отделен компонент пустой породы.
Способы производства металлического железа, разработанные в последние годы, включают способ FASTMET, в котором агломерат, полученный смешиванием содержащего оксид железа материала, такого как железная руда и т.п., и углеродсодержащего восстановителя, такого как углеродный материал, нагревают при высокой температуре, в районе 1300°C, для получения восстановленного агломерата, а также способ ITmk3, в котором восстановленный агломерат дополнительно нагревают и плавят, и получают кусочки металлического железа (гранулированное металлическое железо).
Способ FASTMET позволяет полностью отделить компонент пустой породы от стали путем расплавления и выплавления полученного восстановленного агломерата в электропечи. Этот способ напоминает вышеописанный способ прямого восстановления в том плане, что все компоненты пустой породы в восстановленном агломерате помещают в электропечь, но отличается тем, что восстановленный агломерат включает компонент пустой породы в углеродсодержащем восстановителе. Введение большого количества компонента пустой породы в электропечь в газовом способе прямого восстановления и в способе FASTMET увеличивает теплоту плавления электропечи. Соответственно, необходимым предварительным условием является использование материала, содержащего мало пустой породы.
С другой стороны, особенностью способа ITmk3 является то, что шлак практически не переносится в процессе производства стали, так как разделение на металлическое железо и шлак происходит на пода печи, аналогично доменному способу, описанному выше. Однако, способ доменной печи и способ ITmk3 используют нагревание при высоких температурах, и соответственно требуют увеличенной энергии, если в материале присутствует большое количество компонента пустой породы. Соответственно, необходимым предварительным условием является использование сырья, содержащего мало пустой породы.
Таким образом, и способ FASTMET, и способ ITmk3 требуют настолько малого содержания в материале компонента пустой породы, насколько это возможно. Например, восстановленный продукт, полученный путем восстановления нагреванием агломерата, включающего железную руду, имеющую 9% пустой породы (общее количество SiO2 и Al2O3) и уголь, имеющий зольность 10%, содержит 15% шлака (общее количество SiO2 и Al2O3), так что его использование в электропечи или в доменной печи является затруднительным.
Патентные документы PTL 1-3 описывают известные технологии для производства металлического железа путем нагрева агломерата, получаемого путем смешивания содержащего оксид железа материала и углеродсодержащего восстановителя.
Патентный документ PTL 1 описывает выполнение процесса восстановления путем нагрева смеси, содержащей материал оксида железа и уголь, в высокотемпературной атмосфере, выполнения процесса дробления полученного восстановленного железа, а затем сортировки по размерам гранул с заданным размером зерна в качестве границы. В частности, сепаратор гранул используется для того, чтобы отделить и отсортировать зерна, превышающие средний размер зерна 100 мкм, и зерна, имеющие средний размер зерна 100 мкм или менее. Зерна, имеющие средний размер зерна 100 мкм или менее, разделяются магнитной силой на сильно намагничиваемые зерна, включающие большое содержание железа, и слабо намагничиваемые зерна, включающие небольшое содержание железа, и вышеупомянутые зерна восстановленного железа, превышающие заданный размер при разделении, и вышеупомянутые сильно намагничиваемые зерна используются в качестве восстановленного железа. С другой стороны, слабо намагничиваемые зерна включают небольшое содержание железа и содержат много шлака, и соответственно повторно используются в цементе или асфальте в том виде, как они есть.
Патентный документ PTL 2 описывает способ производства высококачественного восстановленного железа из пыли, образующейся при производстве чугуна, в производстве высококачественного восстановленного железа, в котором получают содержащие углерод окатыши, состоящие из различных типов пыли и углеродистого материала, и процесс их восстановления выполняют при температуре от 1250 до 1350°C в печи с вращающимся подом. Указанное восстанавливает пыль внутри окатышей с помощью углеродистого материала, и зерна металлического железа извлекают с использованием процесса, в котором зерна металлического железа, агрегированные массопереносом внутри частицы, естественным образом отделяются от шлака с низкой точкой плавления, включающего FeO, который был произведен из пустой породы в пыли.
Патентный документ PTL 3 описывает способ производства высокочистого гранулированного металлического железа, в котором производятся содержащие углерод окатыши, состоящие из материала железной руды и углерода, и процесс их восстановления выполняется при температуре от 1250 до 1350°C в печи с вращающимся подом, после чего температура печи дополнительно поднимается до температуры от 1400 до 1500°C для того, чтобы вызвать плавление, вызывая тем самым агрегацию металлического железа.
Патентный документ PTL 4 описывает способ производства металлического железа, в котором корка металлического железа формируется и выращивается путем восстановления нагреванием, и восстановление продолжается до тех пор, пока оксид железа по существу не исчерпается, в то время как формируется агрегат произведенного шлака.
Патентный документ PTL 5 описывает прямое восстановление железной руды при температуре 700°C или выше, а затем дробление и разделение с получением железных хлопьев и огнеупорных зерен. В этом патентном документе для просеивания хлопьев используется грохот, имеющий размер сетки 20, и хлопья, остающиеся на грохоте, и пустая порода под грохотом, дробятся по отдельности, после чего выплавленное железо отделяется и собирается.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
PTL 1: Японская нерассмотренная опубликованная патентная заявка №2002-363624
PTL 2: Японская нерассмотренная опубликованная патентная заявка №10-147806
PTL 3: Японская нерассмотренная опубликованная патентная заявка №2002-30319
PTL 4: Японская нерассмотренная опубликованная патентная заявка №9-256017
PTL 5: патент США №6048382
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Вариант осуществления, описанный в вышеупомянутом патентном документе PTL 1, направлен на производство восстановленных окатышей с температурой нагрева от 1200 до 1300°C, и не учитывает разделения на металлическое железо и шлак на поде нагревательной печи. Кроме того, для дробления используется вальцовый пресс, но условия его использования не раскрываются, и другие способы дробления, кроме вальцового пресса, не упоминаются. Далее, в соответствии с одним вариантом осуществления чистота железа составляет не более 7 6-90% даже для железа с хорошей чистотой, имеющего гранулярность 100 мкм или более. Металлическое железо, имеющее чистоту такого порядка, трудно использовать в качестве сталелитейного материала. Можно предположить, что причина, по которой чистота железа составляет не более 76-90%, состоит в том, что температура нагрева и способ дробления не являются подходящими.
Патентный документ PTL 2 описывает просеивание восстановленного железа, полученного из печи с вращающимся подом, с использованием сита, и сбор восстановленного железа, имеющего диаметр 5 мм или более, в качестве продукта. Эта технология включает производство расплавленного железа и расплавленного шлака на поде, и соответственно подпадает под способ ITmk3. Однако этот патентный документ не описывает процесс дробления, хотя и описывает сбор металлического железного продукта из нагреваемого/восстанавливаемого продукта, выгруженного из восстановительной печи, с использованием грохота и магнитного сепаратора.
Патентный документ PTL 3 описывает способ разделения полностью расплавленного восстановленного железа на восстановленное железо и шлак. Однако этот патентный документ описывает только разделение гранулированного металлического железа, произведенного в печи, и побочного продукта в виде шлака, используя магнитный сепаратор и грохот, а процесс дробления не описывается.
Патентные документы PTL 4 и PTL 5 также раскрывают технологию, в которой смесь, включающая содержащий оксид железа материал и углеродистый материал, нагревают, и полученное металлическое железо и шлак разделяют. Однако улучшение разделяемости металлического железа и шлака не изучается. Существует также требуемое развитие способа производства металлического железа, в котором содержащее металлическое железо спеченное тело, разделяемость которого на металлическое железо и шлак была улучшена, может быть эффективно разделено на металлическое железо и шлак.
Настоящее изобретение было осуществлено в свете вышеописанных обстоятельств, и соответственно задачей настоящего изобретения является обеспечение способа производства металлического железа, в котором металлическое железо может быть эффективно собрано. Более конкретно, первой задачей настоящего изобретения является обеспечение способа производства металлического железа, в котором металлическое железо может быть эффективно собрано из восстановленного продукта, включающего металлическое железо и шлак, полученного путем нагревания агломерата из содержащего оксид железа материала и углеродсодержащего восстановителя в нагревательной печи с подвижным подом для получения металлического железа.
Второй задачей настоящего изобретения является обеспечение способа производства металлического железа, в котором металлическое железо может быть эффективно собрано из выгруженного материала при формовании агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, нагревании в нагревательной печи с подвижным подом, а затем разделении отходов, выгруженных из печи, на металлическое железо и шлак, и сборе металлического железа для получения металлического железа.
РЕШЕНИЕ ПРОБЛЕМЫ
Сущность способа производства металлического железа в соответствии с настоящим изобретением, который в состоянии решить вышеупомянутую проблему, заключается в том, что способ включает:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева;
процесс дробления с использованием дробилки восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом; и
процесс сортировки с использованием сепаратора и сбора металлического железа.
В дальнейших деталях сущность способа производства металлического железо в соответствии с настоящим изобретением, который способен решить первую задачу (в дальнейшем также называемого первым изобретением), заключается в том, что этот способ включает: процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель; процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановление путем нагрева; процесс дробления с использованием ударной дробилки восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом; и процесс сортировки с использованием сепаратора и сбор металлического железа.
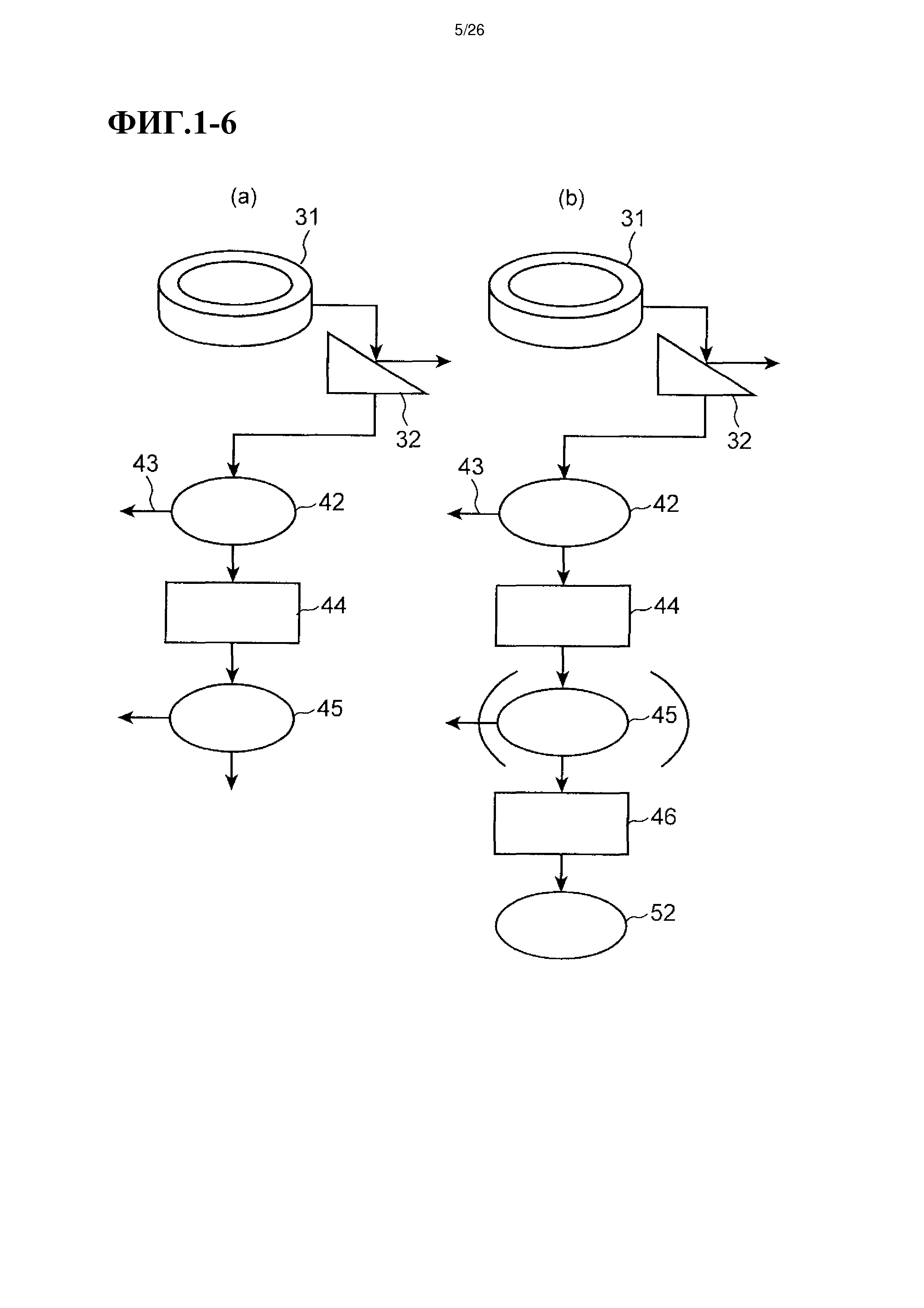
Способ производства может дополнительно включать: процесс просеивания восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на грубые частицы и мелкие частицы с использованием грохота а; процесс дробления полученных грубых частиц с использованием ударной дробилки; а также процесс сбора металлического железа с использованием сепаратора.
В качестве дробилки могут использоваться, например, молотковая дробилка, клеточная дробилка, роторная дробилка, шаровая дробилка, вальцовая дробилка или стержневая дробилка. В качестве дробилки предпочтительно используется дробилка, которая применяет воздействие в одном направлении.
Средняя объемная плотность грубых частиц может составлять от 1,2 до 3,5 кг/л.
Грубые частицы могут быть отделены магнитным способом с использованием магнитного сепаратора перед дроблением грубых частиц, и магнитно притянутое вещество может быть собрано, и собранное магнитно притянутое вещество может быть раздроблено.
В качестве сепаратора могут использоваться магнитный сепаратор, воздушный сепаратор или грохот b. В случае, когда в качестве сепаратора используется грохот b, прошедший через сито материал предпочтительно разделяется с использованием магнитного сепаратора, и металлическое железо собирается после просеивания, выполненного с использованием грохота b. В качестве грохота b предпочтительно используется грохот, имеющий отверстия размером 1-8 мм.
Способ производства в соответствии с настоящим изобретением предпочтительно дополнительно включает процесс тонкого измельчения магнитно притягиваемого вещества, полученного при разделении с использованием магнитного разделителя, используя мельницу тонкого помола. Также предпочтительным является, чтобы тонкоизмельченный материал, полученный в процессе тонкого измельчения, снова был тонко измельчен с использование мельницы тонкого помола. Также предпочтительным является, чтобы тонкоизмельченный материал, полученный в процессе тонкого измельчения, разделялся с использованием магнитного разделителя, и чтобы магнитно притягиваемое вещество собиралось.
Собранное магнитно притягиваемое вещество может быть сформовано в агломерат.
В качестве дробилки могут использоваться, например, шаровая дробилка, стержневая дробилка, клеточная дробилка, роторная дробилка или вальцовая дробилка.
Вышеописанная проблема может также быть решена с помощью способа производства металлического железа, включающего: процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель; процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановление путем нагрева; процесс разделения восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на материал, состоящий из грубых частиц, и материал, состоящий из мелких частиц, с использованием грохота а; и процесс сортировки полученного материала, состоящего из мелких частиц, с использованием сепаратора, а также сбор металлического железа.
В качестве сепаратора предпочтительно используется магнитный сепаратор, при этом магнитно притягиваемое вещество получают путем выбора магнитным сепаратором частиц, собираемых как металлическое железо.
Способ производства в соответствии с настоящим изобретением может дополнительно включать процесс тонкого измельчения материала, состоящего из мелких частиц, с использованием мельницы тонкого помола, причем металлическое железо, содержащееся в полученном тонкоизмельченном материале, собирают с использованием сепаратора.
Тонкоизмельченный материал, полученный в процессе тонкого измельчения с использованием мельницы тонкого помола, может быть снова тонко измельчен с использованием мельницы тонкого помола.
В качестве дробилки могут использоваться, например, шаровая дробилка, стержневая дробилка, клеточная дробилка, роторная дробилка или вальцовая дробилка.
Материал, состоящий из мелких частиц, может быть магнитно разделен с использованием магнитного сепаратора перед дроблением материала, состоящего из мелких частиц, с использованием мельницы тонкого помола, с получением магнитно притягиваемого вещества путем его сбора магнитным сепаратором. Собранное магнитно притягиваемое вещество может быть сформировано в агломерат.
В качестве грохота а предпочтительно используется, например, грохот, имеющий размер отверстий от 2 до 8 мм.
Сущность способа производства металлического железа в соответствии с настоящим изобретением, который в состоянии решить вторую задачу (в дальнейшем также называемого вторым изобретением), заключается в том, что этот способ включает: процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель; процесс введения полученного агломерата в нагревательную печь с подвижным подом и нагревания, при котором агломерат плавится для с формированием расплавленного металлического железа, расплавленного шлака и восстановленного агломерата; процесс охлаждения смеси, полученной в этом процессе; процесс выгрузки твердого материала, полученного путем охлаждения, из нагревательной печи с подвижным подом; процесс дробления с использованием дробилки материала, включающего металлическое железо, шлак и материал покрытия пода, выгруженного из нагревательной печи с подвижным подом; и процесс сортировки полученного дробленого материала с использованием сепаратора и сбора металлического железа.
Способ производства может дополнительно включать: процесс просеивания выгруженного материала, включающего металлическое железо, шлак и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом, на оставшийся на сите материал и прошедший через сито материал, с использованием грохота а; процесс дробления полученного оставшегося на сите материала с использованием дробилки; и процесс сортировки полученного дробленого материала с использованием сепаратора и сбор металлического железа.
В качестве дробилки могут использоваться, например, молотковая дробилка, клеточная дробилка, роторная дробилка, шаровая дробилка, вальцовая дробилка или стержневая дробилка.
Оставшийся на сите материал предпочтительно содержит 95% или более железа в эквиваленте к железному компоненту.
Оставшийся на сите материал может быть магнитно разделен с использованием магнитного сепаратора перед дроблением оставшегося на сите материала, и магнитно притягиваемое вещество может быть собрано и раздроблено.
В качестве сепаратора может использоваться, например, магнитный сепаратор, воздушный сепаратор, сито b и т.п. Просеивание может быть выполнено с использованием грохота b, после чего прошедший через сито материал отделяют с использованием магнитного сепаратора, и металлическое железо собирают. В качестве грохота b может использоваться, например, грохот, имеющий размер отверстий от 1 до 8 мм. Способ производства может дополнительно включать процесс тонкого измельчения с использованием мельницы тонкого помола магнитно притягиваемого вещества, полученного путем отбора с использованием магнитного отборщика.
Тонкоизмельченный материал, полученный в процессе тонкого измельчения, может быть снова тонко измельчен с использованием мельницы тонкого помола. Тонкоизмельченный материал, полученный в процессе тонкого измельчения, может быть отделен с использованием магнитного отборщика и магнитно притягиваемое вещество может быть собрано. Собранное магнитно притягиваемое вещество может быть сформировано в агломерат.
В качестве дробилки могут использоваться, например, шаровая дробилка, стержневая дробилка, клеточная дробилка, роторная дробилка или вальцовая дробилка.
Вышеописанная проблема может быть решена с помощью способа производства металлического железа, включающего: процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель; процесс введения полученного агломерата в нагревательную печь с подвижным подом и нагревания, при котором агломерат плавится с формированием расплавленного металлического железа, расплавленного шлака и восстановленного агломерата; процесс охлаждения полученной смеси; процесс выгрузки твердого материала, полученного путем охлаждения, из нагревательной печи с подвижным подом; процесс просеивания с использованием грохота выгруженного материала, содержащего металлическое железо, шлак, и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом; и процесс сортировки с использованием сепаратора прошедшего через сито материала, полученного в процессе просеивания, и сбора металлического железа.
В качестве сепаратора может использоваться магнитный сепаратор, и магнитно притягиваемое вещество, полученное путем отбора магнитным сепаратором, может быть собрано как металлическое железо. Данный способ может дополнительно включать: процесс тонкого измельчения полученного магнитно притягиваемого вещества с использованием мельницы тонкого помола; и процесс отделения с использованием сепаратора полученного тонкоизмельченного материала и сбора металлического железа.
Данный способ может дополнительно включать процесс тонкого измельчения по меньшей мере части прошедшего через сито материала, полученного в процессе просеивания, с использованием мельницы тонкого помола. Тонкоизмельченный материал, полученный в процессе тонкого измельчения с использованием мельницы тонкого помола, может быть магнитно отделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть собрано. Кроме того, тонкоизмельченный материал, полученный в процессе тонкого измельчения с использованием мельницы тонкого помола, может быть снова тонко измельчен с использованием мельницы тонкого помола.
Собранное металлическое железо или собранное магнитно притягиваемое вещество могут быть сформованы в агломерат.
Мельница тонкого помола может измельчать магнитно притягиваемое вещество с помощью по меньшей мере одного фактора, выбранного из группы, состоящей из силы удара, силы трения и силы сжатия. В качестве дробилки предпочтительно используются, например, шаровая дробилка, стержневая дробилка, клеточная дробилка, роторная дробилка или вальцовая дробилка.
В качестве грохота а предпочтительно используется грохот, имеющий размер отверстий от 2 до 8 мм.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
В соответствии с первым изобретением и вторым изобретением металлическое железо может быть эффективно собрано.
Подробно, в соответствии с первым изобретением восстановленный продукт, содержащий металлическое железо и шлак, который выгружают из нагревательной печи с подвижным подом, дробят путем применения удара, так что металлическое железо и шлак эффективно разделяют. Кроме того, восстановленный продукт, содержащий металлическое железо и шлак, который выгружают из нагревательной печи с подвижным подом, разделяют на крупнозернистый материал и мелкозернистый материал с использованием грохота и обрабатывают в соответствии с зернистостью, так что металлическое железо и шлак эффективно разделяют. То есть, в то время как металлическое железо может быть эффективно собрано с использованием сепаратора (например, грохота, магнитного сепаратора и т.д.), металлическое железо может быть собрано еще более эффективно, комбинируя тонкое измельчение и сепаратор.
В соответствии со вторым изобретением, выгруженный материал, включающий металлическое железо, шлак и материал покрытия пода, который выгружают из нагревательной печи с подвижным подом, подходящим образом дробят или тонко измельчают, так что металлическое железо может быть эффективно собрано из выгруженного материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[Фиг. 1-1] Фиг. 1-1 представляет собой схематическую диаграмму, иллюстрирующую процесс производства металлического железа.
[Фиг. 1-2] Фиг. 1-2 представляет собой график, иллюстрирующий отношения между условиями дробления и процентом шлака.
[Фиг. 1-3] Фиг. 1-3 представляет собой схематическую диаграмму, иллюстрирующую пример конфигурации для непрерывного дробления или тонкого измельчения.
[Фиг. 1-4] Фиг. 1-4 представляет собой схематическую диаграмму, иллюстрирующую другой процесс производства металлического железа.
[Фиг. 1-5] Фиг. 1-5 представляет собой схематическую диаграмму, иллюстрирующую еще один процесс производства металлического железа.
[Фиг. 1-6] Фиг. 1-6 (а) и (b) представляют собой схематические диаграммы, иллюстрирующие другой процесс производства металлического железа.
[Фиг. 1-7] Фиг. 1-7 представляет собой схематическую диаграмму, иллюстрирующую другой процесс производства металлического железа.
[Фиг. 1-8] Фиг. 1-8 представляет собой схематическую диаграмму, иллюстрирующую общий вид процесса производства металлического железа.
[Фиг. 2-1] Фиг. 2-1 представляет собой фотографию к диаграмме, на которой сфотографированы внешние формы металлического железа D, полученного с помощью одного варианта осуществления.
[Фиг. 2-2] Фиг. 2-2 представляет собой график, иллюстрирующий гранулометрическое распределение магнитно притягиваемого вещества и магнитно непритягиваемого вещества.
[Фиг. 2-3] Фиг. 2-3 представляет собой фотографию к диаграмме, на которой сфотографировано магнитно притягиваемое вещество, полученное с помощью одного варианта осуществления.
[Фиг. 2-4] Фиг. 2-4 представляет собой график, иллюстрирующий соотношение между временем дробления и процентом шлака.
[Фиг. 2-5] Фиг. 2-5 представляет собой график, иллюстрирующий гранулометрическое распределение магнитно притягиваемого вещества и магнитно непритягиваемого вещества.
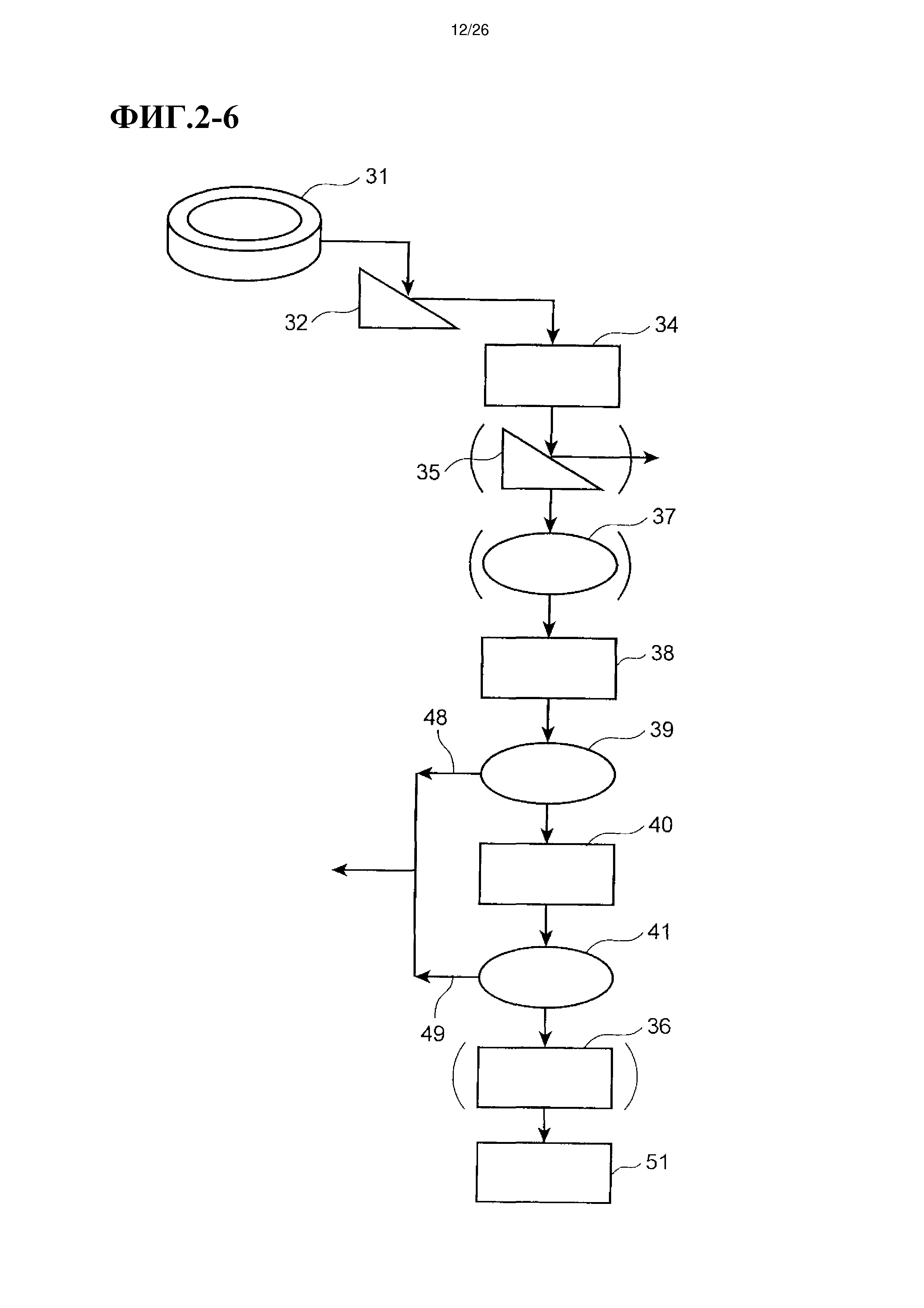
[Фиг. 2-6] Фиг. 2-6 представляет собой схематическую диаграмму, иллюстрирующую другой процесс производства металлического железа.
[Фиг. 2-7] Фиг. 2-7 (а) и (b) представляют собой схематические диаграммы, иллюстрирующие другой процесс производства металлического железа.
[Фиг. 2-8] Фиг. 2-8 представляет собой схематическую диаграмму, иллюстрирующую другой процесс производства металлического железа.
[Фиг. 2-9] Фиг. 2-9 представляет собой схематическую диаграмму, иллюстрирующую полное изображение процесса производства металлического железа.
[Фиг. 3-1] Фиг. 3-1 представляет собой диаграмму процесса для описания способа производства металлического железа в соответствии с настоящим изобретением.
[Фиг. 3-2] Фиг. 3-2 представляет собой схематическую диаграмму для описания конфигурации молотковой дробилки, используемой в настоящем изобретении.
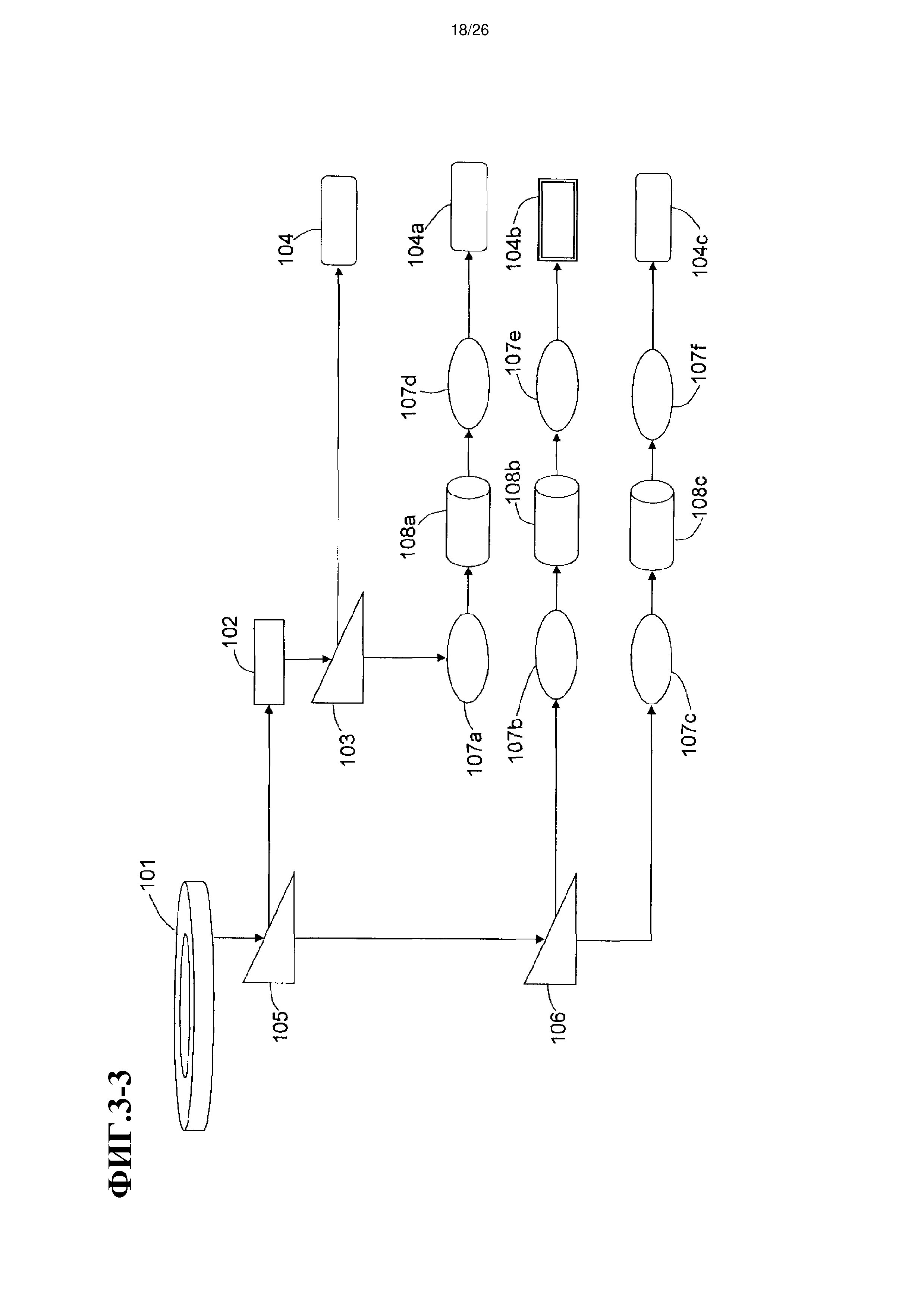
[Фиг. 3-3] Фиг. 3-3 представляет собой диаграмму для описания другого способа производства металлического железа в соответствии с настоящим изобретением.
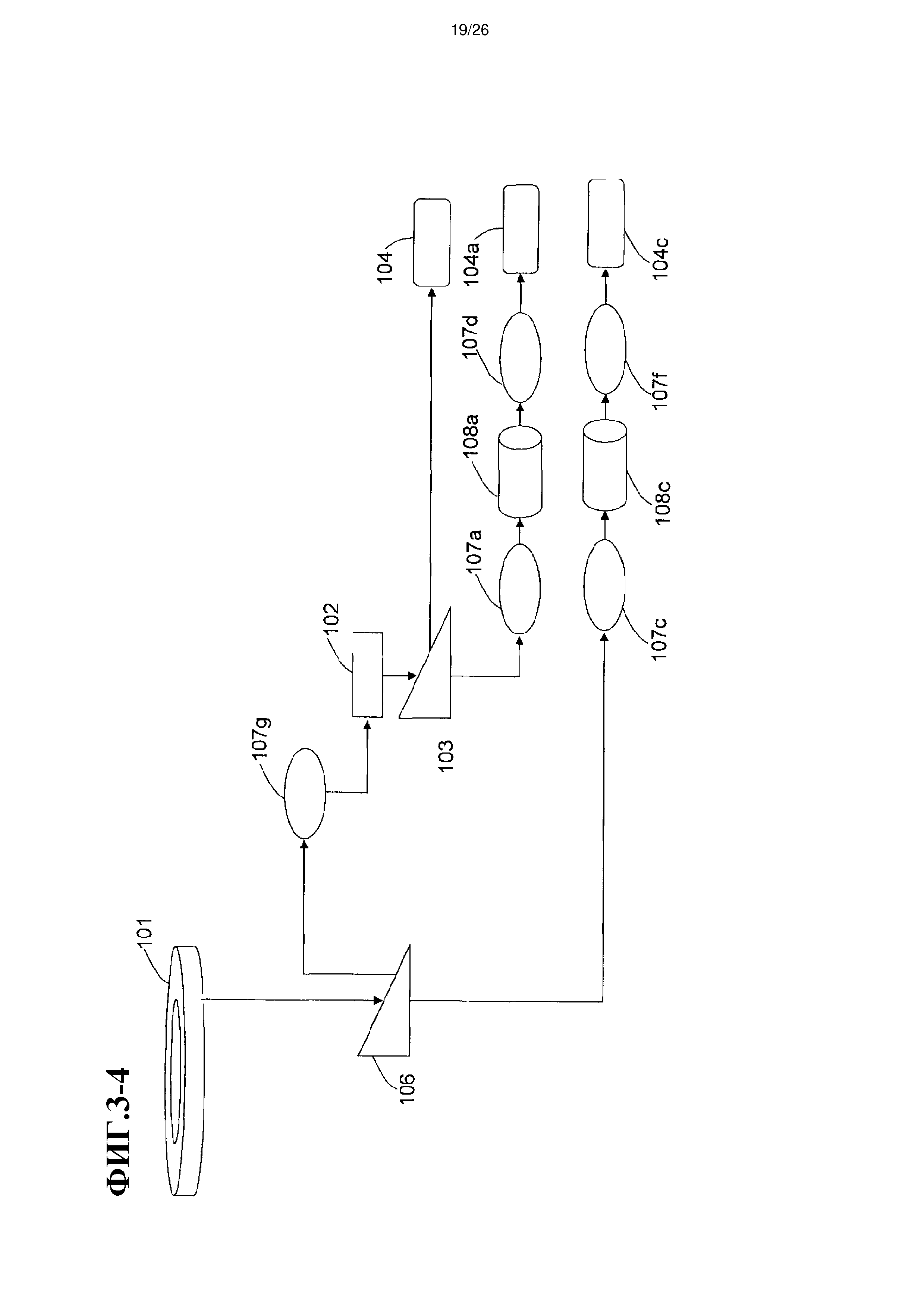
[Фиг. 3-4] Фиг. 3-4 представляет собой диаграмму для описания другого способа производства металлического железа в соответствии с настоящим изобретением.
[Фиг. 3-5] Фиг. 3-5 представляет собой график, иллюстрирующий гранулометрическое распределение (кумулятивная зернистость) порошка, полученного при дроблении молотковой дробилкой.
[Фиг. 3-6] Фиг. 3-6 представляет собой график, иллюстрирующий соотношение между временем дробления и процентом магнитно непритягиваемого вещества.
[Фиг. 3-7] Фиг. 3-7 представляет собой график, иллюстрирующий соотношение между временем дробления и процентом магнитно непритягиваемого вещества.
[Фиг. 3-8] Фиг. 3-8 представляет собой график, иллюстрирующий соотношение между временем дробления и процентом магнитно непритягиваемого вещества.
[Фиг. 3-9] Фиг. 3-9 представляет собой схематическую диаграмму, иллюстрирующую другой процесс производства металлического железа.
[Фиг. 4-1] Фиг. 4-1 представляет собой блок-схему для описания способа производства металлического железа в соответствии с настоящим изобретением.
[Фиг. 4-2] Фиг. 4-2 представляет собой блок-схему для описания способа производства металлического железа в соответствии с настоящим изобретением.
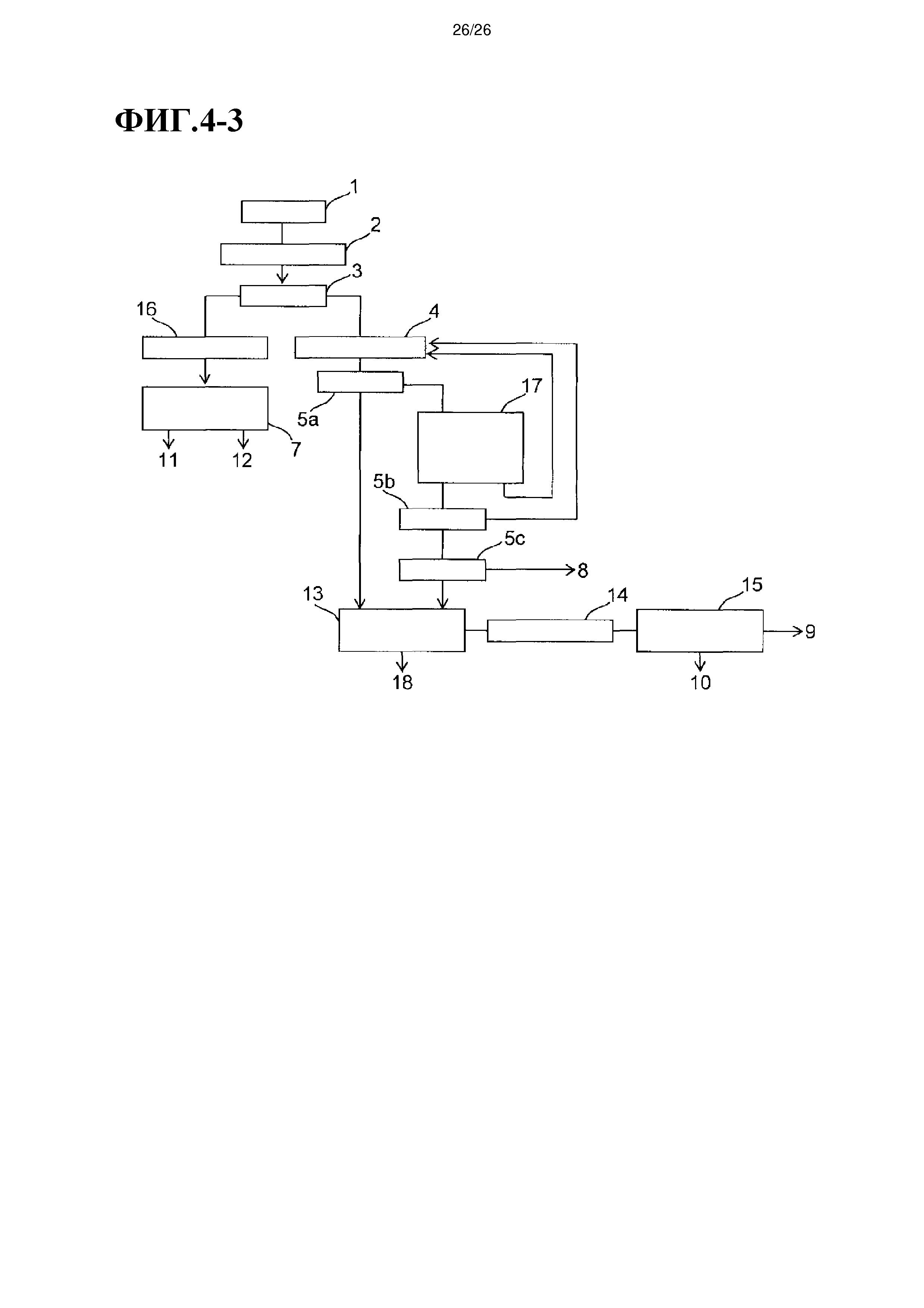
[Фиг. 4-3] Фиг. 4-3 представляет собой блок-схему для описания способа производства металлического железа в соответствии с настоящим изобретением.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Особенность способа производства металлического железа в соответствии с настоящим изобретением заключается в том, что способ включает:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева;
процесс дробления с использованием дробилки восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом; и
процесс сортировки с использованием сепаратора и сбора металлического железа.
В частности, в настоящем изобретении способ производства с использованием в качестве дробилки ударной дробилки определяется как «первое изобретение».
Способ производства, в котором процесс восстановления нагреванием является процессом, в котором агломерат, сформированный в процессе формования агломерата, вводят в нагревательную печь с подвижным подом и нагревают, и агломерат плавят с формированием расплавленного металлического железа, расплавленного шлака и восстановленного агломерата, способ, дополнительно включающий процесс охлаждения смеси, полученной в этом процессе; и процесс выгрузки из нагревательной печи с подвижным подом твердого вещества, полученного путем охлаждения; где в процессе дробления выгруженный материал, включающий металлическое железо, шлак и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом, дробят с использованием дробилки, определяется как «второе изобретение».
Сначала будет описано первое изобретение.
Авторы настоящего изобретения тщательно изучили улучшение эффективности сбора металлического железа и улучшение производительности металлического железа при нагревании агломерата, сформированного из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом для получения металлического железа. В результате было найдено, что дробление с применением сильного удара восстановленного продукта, включающего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, подходящим образом разделяет металлическое железо и шлак, так что эффективность сбора улучшается. Было также найдено, что разделение восстановленного продукта, включающего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на грубые частицы и мелкие частицы с использованием грохота подходящим образом разделяет металлическое железо и шлак, так что эффективность сбора улучшается. Соответственно, было выполнено первое изобретение.
Теперь, после описания уровня техники, приведшего к выполнению первого изобретения, будут описаны особенности первого изобретения.
Авторы настоящего изобретения получали низкосортную железную руду, включающую большое содержание компонента пустой породы, из всех железных руд, и нагревали агломерат, содержащий эту железную руду и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом. Восстановленные окатыши, полученные путем этого нагревания, были тонко раздроблены с помощью различных типов дробления, и магнитно притягиваемое вещество было собрано магнитным разделением с использованием магнитного сепаратора. Однако процент шлака

Было найдено, что в случае использования низкосортной железной руды с большим содержанием компонента пустой породы плавление всего агломерата и разделение на металлическое железо и шлак является затруднительным за короткое время нагрева, составляющее 11 мин или менее на поде нагревательной печи с подвижным подом, даже если нагрев осуществляется при температуре приблизительно 1300-1350°C, и после нагревания гранулированное металлическое железо, расплавленный шлак, полые восстановленные окатыши, сферические восстановленные окатыши и т.д. были перемешанными.
Причина этого заключается в следующем. При нагревании при высокой температуре, 1300°C или выше, подвод тепла посредством излучения намного больше, чем подвод тепла посредством теплопередачи между окатышами и внутри окатышей, но увеличение температуры в тех частях, где количество получаемого теплового излучения является небольшим, заметно задерживается. То есть в масштабе отдельного окатыша низ этого окатыша, а в масштабе множества окатышей, которые находятся вертикально друг на друге, окатыши, находящиеся под другими окатышами, будут нагреваться с заметным отставанием. В результате после короткого промежутка времени, составляющего 11 мин или менее, будут одновременно сосуществовать части, которые расплавились, и части, которые остались в виде восстановленного железа. В частности, чем больше количество пустой породы в окатышах, тем более выраженной является разница в восстановленном состоянии, и тем более прочно металлическое железо и шлак прилипают друг к другу.
С другой стороны, увеличение времени нагрева увеличивает количество передаваемого тепла, так что вышеописанное различие в восстановленном состоянии уменьшается, но при этом падает экономическая эффективность производства. Соответственно, продукт должен быть выгружен из печи как можно скорее после того, как восстановление завершено.
Авторы настоящего изобретения обнаружили, что даже в том случае, когда восстановленный продукт, выгруженный из печи после нагревания агломерата в нагревательной печи с подвижным подом, содержит гранулированное металлическое железо, расплавленный шлак, полые восстановленные окатыши, сферические восстановленные окатыши и т.д. в смешанном состоянии, металлическое железо может быть эффективно собрано при использовании комбинации дробления, просеивания и разделения с использованием сепаратора. В то время как описание было сделано прежде всего относительно случая использования низкосортной железной руды (содержащего оксид железа материала), содержащей большое количество пустой породы, настоящее изобретение не ограничивается использованием низкосортной железной руды, содержащей большое количество пустой породы, и было подтверждено, что настоящее изобретение также применимо к случаю использования высококачественной железной руды (содержащего оксид железа материала), содержащей небольшое количество пустой породы.
Далее будет описано первое изобретение.
Особенность способа производства металлического железа в соответствии с настоящим изобретением заключается в том, что этот способ включает:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель (в дальнейшем также называемый процессом формования агломерата);
процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева (в дальнейшем также называемый восстановлением путем нагрева);
процесс дробления с использованием ударной дробилки восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом (в дальнейшем также называемый процессом дробления); и
процесс сортировки с использованием сепаратора и сбора металлического железа (в дальнейшем также называемый процессом сбора металлического железа).
[Процесс формования агломерата]
В процессе формования агломерата агломерат формируется из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, производя тем самым агломерат.
Конкретные примеры вышеупомянутого содержащего оксид железа материала, который может использоваться, включают железную руду, песок с содержанием частиц железной руды, пыль от производства чугуна, цветной остаток плавления, отходы производства чугуна и т.д.
В качестве содержащего оксид железа материала в соответствии с настоящим изобретением может использоваться не только высококачественный содержащий оксид железа материал, включающий небольшое количество пустой породы, но также и низкосортный содержащий оксид железа материал, содержащий большое количество пустой породы, который обычно не использовался прежде.
Железная руда будет описана как репрезентативный пример содержащего оксид железа материала. Железная руда содержит пустую породу. Пустая порода является компонентом, составляющим железную руду, добытую из шахты (сырую руду), вместе с минералами, включающими полезный металл, и обычно состоит из оксидов, таких как SiO2 и Al2O3. Количество пустой породы, включенной в железную руду, различается в зависимости от области производства, где добывается железная руда. Железную руду, содержащую небольшое количество пустой породы, называют высококачественной железной рудой, а железную руду, содержащую большое количество пустой породы, называют низкосортной железной рудой.
Использование низкосортной железной руды в качестве исходного сырья приводит к увеличенному количеству расплавленного шлака, который препятствует теплопередаче к агломерату, и производство металлического железа снижается. Соответственно, низкосортная железная руда прежде редко использовалась в качестве сырья для железа. Однако низкосортная железная руда является недорогой, и таким образом ее промышленное использование является желательным. Особая причина заключается в том, что в то время, как глобальное производство стали повышается, существует тенденция к понижению количества добываемой высококачественной железной руды, и следовательно ожидается увеличение цены на высококачественную железную руду.
С другой стороны, в соответствии с настоящим изобретением агломерат восстанавливается путем нагрева, а затем дробится с использованием ударной дробилки, после чего выполняется сортировка с использованием сепаратора для сбора металлического железа, как будет описано позже, и таким образом металлическое железо может быть эффективно собрано, даже если в качестве сырья используется низкосортная железная руда, содержащая большое количество пустой породы.
Вышеупомянутый низкосортный содержащий оксид железа материал, использующийся в настоящем описании, означает, что процент общей массы SiO2 и Al2O3 относительно общей массы железа (T.Fe) [процент шлака = (SiO2+Al2O3)/Т.Fe×100] составляет 10% или более. SiO2 и Al2O3 для различных типов пустой породы, включенной в содержащий оксид железа материал (например, железную руду), составляют относительно высокий процент, и соответственно они используются в качестве представителей пустой породы в настоящем документе. Процент общей массы SiO2 и Al2O3 относительно общей массы железа определяется как процент шлака, и материал с процентом шлака 5% или менее называется высококачественным содержащим оксид железа материалом, материал, имеющий процент шлака более 5%, но не более 10%, называется содержащим оксид железа материалом среднего качества, и материал, имеющий процент шлака 10% или более, называется низкосортным содержащим оксид железа материалом. В случае, когда материал содержит большое количество оксида титана, например, как для песка с содержанием частиц железной руды и т.п., оксид титана также добавляется к SiO2 и Al2O3 при вычислении процента шлака. В соответствии с настоящим изобретением процент шлака может составлять 10% или более, или может составлять менее чем 10%.
Примеры углеродсодержащего восстановителя, который может использоваться, включают уголь, кокс и т.д.
Для углеродсодержащего восстановителя достаточно включать достаточное количество углерода для восстановления оксида железа, входящего в содержащий оксид железа материал. В частности, достаточно, чтобы количество углерода находилось в избытке от 0 до 5 масс. % относительно тех от 0 до 5 масс. %, которые могут восстановить оксид железа, входящий в содержащий оксид железа материал (то есть, ±5 масс. %).
Смесь, включающая содержащий оксид железа материал и углеродсодержащий восстановитель, предпочтительно дополнительно содержит вещество для управления точкой плавления.
Вещество для управления точкой плавления означает материал, который влияет на точку плавления компонентов, отличающихся от оксида железа, включенных в агломерат (особенно пустой породы и зольного компонента), и исключает материал, который влияет на точку плавления металлического железа. То есть, путем добавления к смеси вещества для управления точкой плавления температура плавления компонентов агломерата, кроме оксида железа, (особенно пустой породы и зольного компонента) может быть изменена, и их температура плавления может быть, например, снижена. Это способствует плавлению пустой породы и зольного компонента, формируя таким образом расплавленный шлак. Часть оксида железа растворяется в расплавленном шлаке в это время, и восстанавливается и становится металлическим железом в расплавленном шлаке. Металлическое железо, произведенное в расплавленном шлаке, входит в контакт с металлическим железом, восстановленным в его твердом состоянии, и агрегируется как твердое восстановленное железо.
В качестве вещества для управления точкой плавления предпочтительно используется вещество для управления точкой плавления, включающее по меньшей мере источник CaO. Предпочтительно в качестве источника СаО добавляется, например, по меньшей мере одно вещество, выбранное из группы, включающей СаО (негашеная известь), Са(ОН)2 (гашеная известь), СаСО3 (известняк) и CaMg(CO3)2 (доломит).
Вышеупомянутый источник СаО сам по себе может использоваться в качестве вещества для управления точкой плавления, или источник MgO, источник Al2O3, источник SiO2 и т.п., например, может использоваться в дополнение к источнику СаО. MgO, Al2O3 и SiO2 также являются веществами, которые влияют на точку плавления других компонентов, кроме железа (особенно пустой породы), содержащихся в агломерате, таким же образом, как и СаО, описанный выше.
В качестве источника MgO предпочтительно добавляется по меньшей мере одно вещество, выбранное из группы, включающей, например, порошок MgO, Mg-содержащий материал, извлеченный из естественной руды или морской воды и т.п., и MgCO3. В качестве источника Al2O3 предпочтительно добавляется, например, порошок Al2O3, боксит, бемит, гиббсит, диаспор и т.д. Примеры веществ, которые могут использоваться в качестве источника SiO2, включают порошок SiO2, кварцевый песок и т.д.
Агломерат может дополнительно включать связующее вещество и т.п., в качестве компонента, отличающегося от содержащего оксид железа материала, углеродсодержащего восстановителя и вещества для управления точкой плавления.
Примеры, которые могут использоваться в качестве связующего вещества, включают полисахариды и т.п. (например, крахмалы, такие как кукурузный крахмал, мука и т.д., патока и т.д.).
Содержащий оксид железа материал, углеродсодержащий восстановитель и вещество для управления точкой плавления предпочтительно измельчают перед смешиванием. Например, для содержащего оксид железа материала рекомендуется средний размер зерна от 10 до 60 мкм, для углеродсодержащего восстановителя рекомендуется средний размер зерна от 10 до 60 мкм, и для вещества для управления точкой плавления рекомендуется средний размер зерна от 5 до 90 мкм.
Средства, с помощью которых содержащий оксид железа материал и т.д. измельчают, особо не ограничиваются, и могут использоваться известные средства. Например, может использоваться вибрационная дробилка, роликовая дробилка, шаровая дробилка и т.п.
В качестве мешалки для перемешивания смеси могут использоваться, например, мешалка с вращающимся контейнером или мешалка с неподвижным контейнером.
Примеры мешалки с вращающимся контейнером, которая может использоваться, включают вращающуюся цилиндрическую мешалку, двойную конусную мешалку, воронкообразный блендер и т.п.
Примеры мешалки с неподвижным контейнером, которая может использоваться, включают смеситель, имеющий в чане для перемешивания вращающиеся лопасти (например, лопатки).
Примеры компактора для формирования агломерата смеси, который может использоваться, включают гранулятор с вращающимся диском (дисковый гранулятор), цилиндрический гранулятор (барабанный гранулятор), двухвалковый брикетировщик и т.п.
Форма агломерата особенно не ограничивается и может представлять собой, например, агрегаты, зерна, брикеты, окатыши, прутки и т.п., и предпочтительно представляет собой брикеты или окатыши.
[Процесс восстановления путем нагрева]
В процессе восстановления путем нагрева агломерат, полученный в описанном выше процессе формования агломерата, вводится в нагревательную печь с подвижным подом и нагревается для восстановления оксида железа в агломерате, производя тем самым восстановленный продукт, содержащий металлическое железо и шлак.
Нагревательная печь с подвижным подом является нагревательной печью, в которой под перемещается через печь как ленточный конвейер, ее примеры включают печь с вращающимся подом и туннельную печь.
Вышеупомянутая печь с вращающимся подом является печью, в которой под имеет круглый внешний вид (формы пончика), так что начальная точка и конечная точка пода находятся в одном и том же положении. Агломерат, подаваемый на под, восстанавливается путем нагревания при прохождении одного круга через печь, производя тем самым металлическое железо (например, губчатое железо или гранулированное металлическое железо). Соответственно, печь с вращающимся подом имеет средства загрузки в самом дальнем положении против направления вращения для того, чтобы подавать агломерат в печь, и средства разгрузки в самом дальнем положении в направлении вращения (которое фактически является непосредственно предшествующим положению загрузки благодаря вращательной структуре).
Вышеупомянутая туннельная печь является нагревательной печью, в которой под линейно перемещается через печь.
Агломерат предпочтительно восстанавливается путем нагревания при температуре от 1300 до 1500°C в нагревательной печи с подвижным подом. Если температура нагрева составляет ниже 1300°C, металлическое железо и шлак плавятся с трудом, и высокой производительности не достигают. С другой стороны, если температура нагрева превышает 1500°C, температура выходящего газа является высокой, что приводит к большим потерям тепла и, соответственно, энергии, а также к повреждению печи.
Нанесение покрывающего под материала на под нагревательной печи с подвижным подом перед загрузкой агломерата в печь также является предпочтительной формой. Нанесение покрывающего под материала может защитить под.
Вещества, проиллюстрированные выше как углеродсодержащие восстановители, могут использоваться в качестве покрывающего под материала, а также могут быть изготовлены несгораемые частицы.
Размер зерна покрывающего под материала предпочтительно составляет 3 мм или менее, так, чтобы агломерат или расплавленный материал не проникали внутрь. Нижний предел размера зерна покрывающего под материала предпочтительно составляет 0,5 мм или более, чтобы его не сдувало сгорающим газом.
[Процесс дробления]
Ударная дробилка используется в процессе дробления для того, чтобы раздробить восстановленный продукт, содержащий металлическое железо и шлак, который выгружается из нагревательной печи с подвижным подом. Шлак является хрупким материалом, сформированным из расплавленных оксидов, и соответственно является стойким к трению, но нестойким к удару и легко разрушаемым. С другой стороны, металлическое железо обладает определенным уровнем пластической деформации. Соответственно, в настоящем изобретении к восстановленному продукту применяется сильный удар, который тем самым ломает шлак для того, чтобы отделить его от металлического железа.
Примеры ударной дробилки, которая может использоваться, включают молотковую дробилку, клеточную дробилку, роторную дробилку, шаровую дробилку, вальцовую дробилку, стержневую дробилку и т.д.
Ударная дробилка предпочтительно является дробилкой, которая применяет удар в одном направлении, и из проиллюстрированных выше дробилок молотковая дробилка, клеточная дробилка и роторная дробилка являются дробилками, которые применяют удар в одном направлении. Стержневые дробилки также могут предпочтительно использоваться, поскольку они роняют тяжелый прут, чтобы мгновенно применить большую силу к разрушаемому объекту.
[Процесс сбора металлического железа]
В процессе сбора металлического железа металлическое железо собирается из измельченного материала, полученного в процессе дробления, путем сортировки с использованием сепаратора.
Сепаратор может быть объединен с дробилкой, используемой в процессе дробления, или может быть предусмотрен отдельно от того сепаратора, который предусмотрен в дробилке. Альтернативно, не имеющая сепаратора дробилка может использоваться в качестве дробилки, а сепаратор может быть предусмотрен отдельно.
В случае использования дробилки, имеющей сепаратор, фракция грубых частиц, отделенная сепаратором, может быть собрана как металлическое железо (продукт). С другой стороны, фракция мелких частиц, отделенная сепаратором, может быть магнитно отобрана/разделена с использованием магнитного сепаратора, и магнитно притягиваемое вещество может быть собрано как металлическое железо (продукт). Магнитно непритягиваемые вещества, отсортированные магнитным сепаратором, являются прежде всего шлаком. Для этого сепаратора достаточно иметь грохот.
Молотковая дробилка может быть проиллюстрирована как дробилка, имеющая сепаратор. Существует молотковая дробилка, в которой в качестве сепаратора предусмотрен грохот, так что дробленый продукт, измельченный молотковой дробилкой, просеивается в грохоте и разделяется на оставшийся на сите материал (порошок, остающийся выше грохота) и прошедший через сито материал (порошок, который прошел через грохот). Молотковая дробилка может быть снабжена воздушным сепаратором, и мелкий порошок, измельченный молотковой дробилкой, может быть отдельно извлечен этим воздушным сепаратором. Мелкий порошок, собранный воздушным сепаратором, может быть тонко измельчен с использованием, например, клеточной дробилки, и полученный тонкоизмельченный материал может быть отсортирован магнитным сепаратором для разделения на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Магнитно притягиваемое вещество может использоваться в качестве источника железа, а магнитно непритягиваемое вещество может использоваться, например, в качестве материала для дорожного покрытия, так как его основным компонентом является шлак.
Металлическое железо предпочтительно собирается из порошка фракции мелких частиц, которая была отсортирована сепаратором, предусмотренным в дробилке, и из дробленого продукта, полученного с использованием дробилки, не снабженной сепаратором, с использованием второго сепаратора.
Сепаратор, использующий различие в удельной массе между металлическим железом и шлаком, такой как воздушный сепаратор или обогатитель и т.п., может использоваться в качестве второго сепаратора, помимо грохота b и магнитного сепаратора.
В случае использования грохота b в качестве второго сепаратора, после просеивания с использованием грохота b прошедший через сито материал предпочтительно подвергается магнитному разделению с использованием магнитного сепаратора для сбора полученного магнитно притягиваемого вещества в качестве металлического железа. Процент шлака в собранном металлическом железе относительно низок. С другой стороны, антимагнитный материал, отделенный магнитным разделением с использованием магнитного сепаратора, является прежде всего шлаком.
После просеивания с использованием грохота b оставшийся на сите материал является металлическим железом с большим размером зерен, таким образом, оставшийся на сите материал может использоваться в качестве продукта как он есть, либо может быть выполнено магнитное разделение с использованием магнитного сепаратора для сбора полученного магнитно притягиваемого вещества в качестве металлического железа. Оставшийся на сите материал можно агломерировать, добавляя связующее вещество и т.п., и формуя его в брикеты и т.п. по мере необходимости. С другой стороны, антимагнитный материал, отделенный магнитным разделением с использованием магнитного сепаратора, является прежде всего шлаком.
В качестве грохота b предпочтительно используется, например, грохот, имеющий размер отверстий от 1 до 8 мм.
Помимо грохота b в качестве второго сепаратора может использоваться магнитный сепаратор.
Известный магнитный сепаратор может использоваться для сортировки на магнитно притягиваемые вещества и магнитно непритягиваемые вещества. Магнитно притягиваемое вещество может быть собрано как металлическое железо (продукт), и может агломерироваться в такие формы, как брикеты, и использоваться в качестве источника железа. Следует заметить, однако, что в случае использования магнитного сепаратора металлическое железо с прилипшим к нему шлаком также собирается, таким образом, желательно дополнительное тонкое измельчение и отделение компонента шлака.
Следует заметить, что настоящее изобретение схоже с известным способом FASTMET и способом ITmk3 в том плане, что агломерат, сформированный из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, нагревают при высокой температуре для получения металлического железа (восстановленное железо). Однако, оно отличается от них в том плане, что собранный продукт, включающий металлическое железо и шлак, который выгружается из нагревательной печи с подвижным подом, дробят с применением ударного воздействия и сортируют с использованием сепаратора для сбора металлического железа, уменьшая таким образом количество шлака, вводимого в процесс плавки, который является следующим процессом.
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать:
процесс просеивания восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на материал, состоящий из грубых частиц, и материал, состоящий из мелких частиц, с использованием грохота (в дальнейшем также называемый процессом просеивания);
процесс дробления полученного материала, состоящего из грубых частиц, с использованием ударной дробилки (в дальнейшем также называемый процессом дробления материала, состоящего из грубых частиц); и
процесс сортировки с использованием сепаратора и сбора металлического железа (в дальнейшем также называемый процессом сбора металлического железа).
[Процесс просеивания]
В процессе просеивания вышеописанный восстановленный продукт разделяется на крупнозернистый продукт и мелкозернистый продукт с использованием грохота а. То есть восстановленный продукт, включающий металлическое железо и шлак, который выгружается из нагревательной печи с подвижным подом, также включает, например, материал покрытия пода, так что предпочтительным является отделение и сбор материала покрытия пода перед процессом дробления, который будет описан позже. Соответственно, восстановленный продукт просеивается с использованием грохота а, получая оставшийся на сите материал в виде материала, состоящего из грубых частиц, и прошедший через сито материал в виде материала, состоящего из мелких частиц.
Размер отверстий грохота а предпочтительно составляет немного больше, чем размер зерна покрывающего под материала, например, от 2 до 8 мм.
Материал, состоящий из грубых частиц, является прежде всего металлическим железом, которое может служить в качестве продукта, но его объемная плотность различается в зависимости от процента пустой породы в содержащем оксид железа материале и от используемого углеродсодержащего восстановителя, а также от расплавленного состояния восстановленного продукта внутри нагревательной печи. Достаточно, чтобы объемная плотность материала, состоящего из грубых частиц, составляла приблизительно от 1,2 до 3,5 кг/л.
С другой стороны, материал, состоящий из мелких частиц, главным образом представляет собой материал покрытия пода.
[Процесс дробления материала, состоящего из грубых частиц]
Материал, состоящий из грубых частиц, полученный в вышеописанном процессе просеивания, разделяется на металлическое железо и шлак, составляющий крупнозернистый материал, путем применения удара в процессе дробления материала, состоящего из грубых частиц. Этот процесс дробления материала, состоящего из грубых частиц, является тем же самым, что и вышеописанный процесс дробления грубых частиц, отличающихся от объекта дробления, являющегося материалом, состоящим из грубых частиц.
Материал, состоящий из грубых частиц, может быть подвергнут магнитному разделению с использованием магнитного сепаратора перед дроблением в процессе дробления материала, состоящего из грубых частиц, и полученное магнитно притягиваемое вещество может быть собрано. Собранное магнитно притягиваемое вещество может быть измельчено в вышеописанном процессе дробления материала, состоящего из грубых частиц, для того, чтобы разделить его на металлическое железо и шлак.
Собранное магнитно притягиваемое вещество может быть измельчено с использованием вышеописанной мельницы тонкого помола (процесс тонкого измельчения).
Тонкоизмельченный материал, полученный в процессе тонкого измельчения, может быть снова тонко измельчен с использованием мельницы тонкого помола.
Тонкоизмельченный материал, полученный в процессе тонкого измельчения, может быть разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть собрано. Это собранное магнитно притягиваемое вещество может быть сформовано в агломерат в форме, например, брикетов, и может использоваться в качестве источника железа.
Примеры мельницы тонкого помола включают шаровую дробилку, стержневую дробилку, клеточную дробилку, роторную дробилку и вальцовую дробилку.
После сортировки на металлическое железо и шлак в процессе дробления материала, состоящего из грубых частиц, они могут быть разделены с использованием сепаратора, и металлическое железо может быть собрано (процесс сбора металлического железа). Вышеописанные процедуры могут использоваться без изменения для процесса сбора металлического железа.
Особенность способа производства металлического железа в соответствии с настоящим изобретением заключается в том, что способ включает:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель (процесс формования агломерата);
процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева (процесс восстановления путем нагрева);
процесс разделения восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на материал, состоящий из грубых частиц, и материал, состоящий из мелких частиц, с использованием грохота а (процесс просеивания); и
процесс сортировки полученного материала, состоящего из мелких частиц, с использованием сепаратора и сбора металлического железа (процесс сбора металлического железа).
Процесс формования агломерата, процесс восстановления путем нагрева и процесс просеивания являются теми же самыми, что и описанные выше, и таким образом их описание опускается. Далее будет подробно описан процесс сбора металлического железа.
[Процесс сбора металлического железа]
В процессе сбора металлического железа металлическое железо сортируется и собирается с использованием сепаратора из материала, состоящего из мелких частиц, полученного в процессе просеивания.
Магнитный сепаратор может подходящим образом использоваться в качестве сепаратора для магнитно притягиваемого вещества, полученного путем сбора магнитным сепаратором, точно так же, как и в описании второго сепаратора выше. Может использоваться тот же самый магнитный сепаратор, описанный выше как второй сепаратор. Магнитно непритягиваемый материал магнитно отделяется и собирается магнитным сепаратором, прежде всего материал покрытия пода.
Настоящее изобретение может дополнительно включать процесс тонкого измельчения мелкозернистого материала, полученного в процессе просеивания (в дальнейшем также называемом процессом тонкого измельчения материала, состоящего из мелких частиц), с использованием мельницы тонкого помола, и металлическое железо, содержавшееся в полученном тонкоизмельченном материале, может быть собрано с использованием сепаратора. Процесс тонкого измельчения материала, состоящего из мелких частиц, будет описан ниже более подробно.
[Процесс тонкого измельчения материала, состоящего из мелких частиц]
В процессе тонкого измельчения материала, состоящего из мелких частиц, материал, состоящий из мелких частиц, полученный в процессе просеивания, тонко измельчается с использованием мельницы тонкого помола. То есть материал, состоящий из мелких частиц, представляет собой металлическое железо и шлак, связанные друг с другом, и измерение процента шлака в материале, состоящем из мелких частиц, дает величину приблизительно 30%, которая является высокой. Следует отметить, что процент шлака вычисляется с использованием следующего выражения (1) на основе количества SiO2 (масс. %), количества Al2O3 (масс. %) и количества Т. Fe (масс. %), содержащегося в материале, состоящем из мелких частиц.

Конкретные примеры мельницы тонкого помола, которая может использоваться, включают шаровую дробилку, стержневую дробилку, клеточную дробилку, вращающуюся дробилку и вальцовую дробилку.
Материал, состоящий из мелких частиц, может быть подвергнут отбору с использованием магнитного сепаратора перед тонким измельчением в процессе дробления материала, состоящего из мелких частиц, и магнитно притягиваемое вещество, полученное путем магнитного разделения в магнитном сепараторе, может быть собрано. Собранное магнитно притягиваемое вещество может быть направлено к вышеописанному процессу тонкого измельчения материала, состоящего из мелких частиц. С другой стороны, магнитно непритягиваемое вещество, магнитно отобранное/разделенное в магнитном сепараторе и собранное, представляет собой прежде всего материал покрытия пода.
Тонкоизмельченный материал, полученный в процессе тонкого измельчения материала, состоящего из мелких частиц, может быть снова тонко измельчен с использованием мельницы тонкого помола.
Повторение тонкого измельчения с использованием мельницы тонкого помола позволяет ускорить разделение металлического железа и шлака.
В случае, когда магнитно притягиваемое вещество, полученное путем отбора магнитным сепаратором, имеет маленький размер зерна и является труднообрабатываемым, оно может быть сформовано в агломерат, например, в форме брикета, и может использоваться в качестве источника железа. Вместо магнитного сепаратора может использоваться сепаратор, использующий различие в удельной массе между металлическим железом и шлаком, такой как воздушный сепаратор или отсадочная машина и т.п.
Далее будет описана модификация способа производства металлического железа в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением может быть выполнена операция, включающая:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс загрузки полученного агломерата и дополнительного материала (например, материала покрытия пода) в нагревательную печь с подвижным подом и восстановления путем нагрева;
процесс разделения восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на материал, состоящий из грубых частиц, и материал, состоящий из мелких частиц, с использованием грохота а; и
процесс сбора неметаллического железа (например, материала покрытия пода) из полученного материала, состоящего из мелких частиц, с использованием сепаратора.
В соответствии с настоящим изобретением может быть выполнена операция, включающая:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева;
процесс разделения восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на первый материал, состоящий из грубых частиц, и первый материал, состоящий из мелких частиц, с использованием грохота а;
процесс измельчения первого материала, состоящего из грубых частиц;
процесс просеивания измельченного материала, полученного процессом дробления, на второй материал, состоящий из грубых частиц, и второй материал, состоящий из мелких частиц; и
процесс тонкого измельчения первого материала, состоящего из мелких частиц, и второго материала, состоящего из мелких частиц.
Первый материал, состоящий из мелких частиц, отделенный с использованием грохота а, может быть магнитно отделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано со вторым материалом, состоящим из мелких частиц, и затем тонко измельчено.
Второй материал, состоящий из мелких частиц, полученный путем просеивания измельченного материала, полученного в процессе дробления, может быть отделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано с первым материалом, состоящим из мелких частиц, и затем тонко измельчено.
В соответствии с настоящим изобретением может быть выполнена операция, включающая:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева;
процесс разделения восстановленного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, на первый материал, состоящий из грубых частиц, и первый материал, состоящий из мелких частиц, с использованием грохота а;
процесс измельчения первого материала, состоящего из грубых частиц;
процесс просеивания измельченного материала, полученного процессом дробления, на второй материал, состоящий из грубых частиц, и второй материал, состоящий из мелких частиц;
процесс тонкого измельчения первого материала, состоящего из мелких частиц, и второго материала, состоящего из мелких частиц; и
процесс смешивания дробленого материала и второго материала, состоящего из грубых частиц, и формование из этой смеси агломерата.
Первый материал, состоящий из мелких частиц, отделенный с использованием грохота а, может быть магнитно отделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано со вторым материалом, состоящим из мелких частиц, а затем тонко измельчено.
Второй материал, состоящий из мелких частиц, полученный путем просеивания измельченного материала, полученного в процессе дробления, может быть разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано с первым материалом, состоящим из мелких частиц, а затем тонко измельчено.
Измельченный материал, полученный в процессе дробления, может быть разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть сформовано в агломерат.
Кроме того, собранный в каждом процессе материал может быть сформован в агломерат и использоваться в качестве источника железа.
До сих пор описывалось первое изобретение.
Далее будет описано второе изобретение.
Авторы настоящего изобретения тщательно изучили улучшение эффективности сбора металлического железа и улучшение производительности металлического железа при нагреве агломерата, сформированного из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом, плавлении агломерата для формирования расплавленного металлического железа, расплавленного шлака и восстановленного агломерата, охлаждении полученной смеси внутри печи, выгрузке из нагревательной печи с подвижным подом после отвердевания и отделения и сбора металлического железа из выгруженного продукта. В результате было найдено, что подходящее дробление или тонкое измельчение выгруженного продукта, включающего металлическое железо, шлак и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом, повышает эффективность сбора металлического железа.
Соответственно, было найдено, что производительность металлического железа может быть повышена, и таким образом было выполнено второе изобретение.
Теперь, после описания уровня техники, приведшего к выполнению второго изобретения, будут описаны особенности второго изобретения.
Во-первых, после выполнения различных исследований авторы настоящего изобретения обнаружили, что при загрузке агломерата, включающего содержащий оксид железа материал и углеродсодержащий восстановитель, в нагревательную печь с подвижным подом и нагреве до плавления восстановленное металлическое железо агрегируется и формирует зерна с размером приблизительно от 2 до 8 мм. Соответственно, металлическое железо может быть эффективно собрано путем сбора продукта, выгруженного из нагревательной печи с подвижным подом, имеющего размер зерна приблизительно от 2 до 8 мм или более.
Однако, даже если агломерат нагревается в нагревательной печи с подвижным подом при высокой температуре, составляющей приблизительно 1350-1500°C, обеспечение постоянной температуры всего агломерата в устойчивом состоянии является трудной задачей из-за изменений конкретных условий, таких как диссипация тепла из печи, количество и состояние перекрытия загруженного материала, и т.д. Соответственно, для того, чтобы восстановить оксид железа, содержащийся в агломерате, и разделить весь материал, находящийся на поде нагревательной печи с подвижным подом, на расплавленное металлическое железо и расплавленный шлак, необходимо либо повышать температуру до тех пор, пока самая низкая температура агломерата не повысится настолько, что металлическое железо и шлак расплавятся, либо увеличивать время нагрева. Однако избыточный нагрев при высокой температуре или увеличение времени нагрева требуют больших затрат тепловой энергии, и являются непрактичными. Соответственно, преобразование всего оксида железа, содержащегося в агломерате, в металлическое железо, имеющее размер зерна приблизительно от 2 до 8 мм или более, и его извлечение в качестве продукта с высокой чистотой железа представляется затруднительным. То есть, даже если размер зерна составит приблизительно от 2 до 8 мм или более, то от 20 до 50% железа, содержащегося в агломерате, будут представлять собой либо деформированное гранулированное железо, содержащее внутри шлак, либо комки железа, в которых многочисленные агломераты, сформированные железом, восстановленным в агломерате (в дальнейшем также называемым восстановленным агломератом), соединяются друг с другом, и к ним прилипает шлак, либо металлическое железо, сохраняющее форму оболочки восстановленного железа, и т.п. Если присутствует неполностью металлическое железо, смешанное со шлаком таким образом, то чистота железного продукта является низкой, даже если собирается фракция с размером зерна приблизительно от 2 до 8 мм или более.
Соответственно, в настоящем изобретении было найдено, что металлическое железо может быть эффективно собрано дроблением с использованием дробилки выгруженного продукта, содержащего металлическое железо и шлак, который был выгружен из нагревательной печи с подвижным подом, а затем сортировкой с использованием сепаратора. Иначе говоря, вычисление процента шлака

С другой стороны, во время нагревания агломерата в нагревательной печи с подвижным подом из порошка и раздробленных кусочков, образующихся из агломерата, транспортируемого в печь, наряду с агломератом и частью металлического железа, произведенного в процессе восстановления, в печи может быть сформировано очень мелкое металлическое железо, имеющее размер зерна 2 мм или менее. Также могут быть произведены очень мелкие частицы металлического железа, имеющие размер зерна 2 мм или менее, путем механического ударного воздействия во время выгрузки агломерата, восстановленного в печи, из нагревательной печи с подвижным подом. В материале, выгруженном из нагревательной печи с подвижным подом, выгруженный материал, имеющий размер зерна 2 мм или менее, содержит очень мало металлического железа, но прежде всего является материалом покрытия пода, введенным в печь для защиты пода, шлаком и т.д., и соответственно просеивается, магнитно отделяется и снова используется как материал покрытия пода. Попытка собрать металлическое железо, содержащееся в магнитно притягиваемом веществе, полученном при магнитном отборе/разделении, требует операции разделения на металлическое железо и шлак, так как это магнитно притягиваемое вещество содержит большое количество шлака (процент шлака составляет, например, приблизительно 14%). Если не удалить шлак, это металлическое железо имеет низкую ценность как продукт. Было найдено, что шлак, содержащийся в таком магнитно притягиваемом веществе, прилипает к поверхности металлического железа, и соответственно шлак может быть удален путем использования мельницы тонкого помола, применяющей по меньшей мере один тип воздействия, выбранный из группы, состоящей из силы удара, силы трения и силы сжатия, такой как, например, шаровая дробилка или стержневая дробилка.
Как описано выше, дробление и тонкое измельчение подходящим образом выполняется в способе производства металлического железа с использованием нагревательной печи с подвижным подом, которая является традиционно известной. Соответственно, количество шлака, содержащегося в металлическом железе, может быть уменьшено, добавленная стоимость металлического железа может быть заметно увеличена, и различие в качестве металлического железа из-за эксплуатационных изменений нагревательной печи с подвижным подом может быть уменьшено.
Ниже будет описано второе изобретение.
Особенность способа производства металлического железа в соответствии с настоящим изобретением заключается в том, что способ включает:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель (в дальнейшем также называемый процессом формования агломерата);
процесс введения полученного агломерата в нагревательную печь с подвижным подом и нагревания его так, чтобы агломерат плавился для формирования расплавленного металлического железа, расплавленного шлака и восстановленного агломерата (в дальнейшем также называемый процессом нагрева);
процесс охлаждения полученной смеси (в дальнейшем также называемый процессом охлаждения);
процесс выгрузки твердого вещества, полученного путем охлаждения, из нагревательной печи с подвижным подом (в дальнейшем также называемый процессом выгрузки);
процесс дробления с использованием дробилки выгруженного материала, содержащего металлическое железо, шлак и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом (в дальнейшем также называемый процессом дробления); и
процесс сортировки полученного дробленого материала с использованием сепаратора и сбора металлического железа (в дальнейшем также называемый как первый процесс сбора металлического железа).
[Процесс формования агломерата]
В процессе формования агломерата агломерат формируется из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, производя тем самым агломерат.
Конкретные примеры вышеупомянутого содержащего оксид железа материала, который может использоваться, включают железную руду, песок с содержанием частиц железной руды, пыль от производства чугуна, цветной остаток плавления, отходы производства чугуна и т.д.
Примеры углеродсодержащего восстановителя, который может использоваться, включают уголь, кокс и т.д.
Для углеродсодержащего восстановителя достаточно включать достаточное количество углерода для восстановления оксида железа, входящего в содержащий оксид железа материал. В частности, достаточно, чтобы количество углерода находилось в избытке от 0 до 5 масс. % относительно тех от 0 до 5 масс. %, которые могут восстановить оксид железа, входящий в содержащий оксид железа материал.
Смесь, включающая содержащий оксид железа материал и углеродсодержащий восстановитель, предпочтительно дополнительно содержит вещество для управления точкой плавления.
Вещество для управления точкой плавления означает материал, который влияет на точку плавления компонентов, отличающихся от оксида железа, включенных в агломерат (особенно пустой породы и зольного компонента), и исключает материал, который влияет на точку плавления металлического железа. То есть, путем добавления к смеси вещества для управления точкой плавления температура плавления компонентов агломерата, кроме оксида железа, (особенно пустой породы и зольного компонента) может быть изменена, и их температура плавления может быть, например, снижена. Это способствует плавлению пустой породы и зольного компонента, формируя таким образом расплавленный шлак. Часть оксида железа растворяется в расплавленном шлаке в это время, и восстанавливается и становится металлическим железом в расплавленном шлаке. Металлическое железо, произведенное в расплавленном шлаке, входит в контакт с металлическим железом, восстановленным в его твердом состоянии, и агрегируется как твердое восстановленное железо.
В качестве вещества для управления точкой плавления предпочтительно используется вещество для управления точкой плавления, включающее по меньшей мере источник СаО. Предпочтительно в качестве источника СаО добавляется, например, по меньшей мере одно вещество, выбранное из группы, включающей СаО (негашеная известь), Са(ОН)2 (гашеная известь), CaCO3 (известняк) и CaMg(CO3)2 (доломит).
Вышеупомянутый источник СаО сам по себе может использоваться в качестве вещества для управления точкой плавления, или источник MgO, источник Al2O3, источник SiO2 и т.п., например, может использоваться в дополнение к источнику СаО. MgO, Al2O3 и SiO2 также являются веществами, которые влияют на точку плавления других компонентов, кроме железа (особенно пустой породы), содержащихся в агломерате, таким же образом, как и СаО, описанный выше.
В качестве источника MgO предпочтительно добавляется по меньшей мере одно вещество, выбранное из группы, включающей, например, порошок MgO, Mg-содержащий материал, извлеченный из естественной руды или морской воды и т.п., и MgCO3. В качестве источника Al2O3 предпочтительно добавляется, например, порошок Al2O3, боксит, бемит, гиббсит, диаспор и т.д. Примеры веществ, которые могут использоваться в качестве источника SiO2, включают порошок SiO2, кварцевый песок и т.д.
Агломерат может дополнительно включать связующее вещество и т.п., в качестве компонента, отличающегося от содержащего оксид железа материала, углеродсодержащего восстановителя и вещества для управления точкой плавления.
Примеры, которые могут использоваться в качестве связующего вещества, включают полисахариды и т.п. (например, крахмалы, такие как кукурузный крахмал, мука и т.д., патока и т.д.).
Содержащий оксид железа материал, углеродсодержащий восстановитель и вещество для управления точкой плавления предпочтительно измельчаются перед смешиванием. Например, для содержащего оксид железа материала рекомендуется средний размер зерна от 10 до 60 мкм, для углеродсодержащего восстановителя рекомендуется средний размер зерна от 10 до 60 мкм, и для вещества для управления точкой плавления рекомендуется средний размер зерна от 5 до 60 мкм.
Средства, с помощью которых содержащий оксид железа материал и т.д. измельчают, особо не ограничиваются, и могут использоваться известные средства. Например, может использоваться стержневая дробилка, роликовая дробилка, шаровая дробилка и т.п.
Например, в качестве мешалки для перемешивания смеси могут использоваться мешалка с вращающимся контейнером или мешалка с неподвижным контейнером.
Примеры мешалки с вращающимся контейнером, которая может использоваться, включают вращающуюся цилиндрическую мешалку, двойную конусную мешалку, воронкообразный блендер и т.п.
Примеры мешалки с неподвижным контейнером, которая может использоваться, включают смеситель, имеющий в чане для перемешивания вращающиеся лопасти (например, лопатки).
Примеры компактора для формирования агломерата смеси включают гранулятор с вращающимся диском (дисковый гранулятор), цилиндрический гранулятор (барабанный гранулятор), двухвалковый брикетировщик и т.п.
Форма агломерата особенно не ограничивается, и может представлять собой, например, агрегаты, зерна, брикеты, окатыши, прутки и т.п., и предпочтительно представляет собой брикеты или окатыши.
[Процесс нагревания]
В процессе восстановления путем нагрева агломерат, полученный в описанном выше процессе формования агломерата, вводится в нагревательную печь с подвижным подом и нагревается для плавления агломерата, формируя таким образом расплавленное металлическое железо, расплавленный шлак и восстановленный агломерат.
Нагревательная печь с подвижным подом является нагревательной печью, в которой под перемещается через печь как ленточный конвейер, ее примеры включают печь с вращающимся подом и туннельную печь.
Вышеупомянутая печь с вращающимся подом является печью, в которой под имеет вид круга (формы пончика), так что начальная точка и конечная точка пода находятся в одном и том же положении. Агломерат, подаваемый на под, восстанавливается путем нагревания при прохождении одного круга через печь, производя тем самым металлическое железо (например, губчатое железо или гранулированное металлическое железо). Соответственно, печь с вращающимся подом имеет средства загрузки в самом дальнем положении против направления вращения для подачи агломерата в печь, и средства разгрузки в самом дальнем положении в направлении вращения (которое фактически является непосредственно предшествующим положению загрузки благодаря вращательной структуре).
Вышеупомянутая туннельная печь является нагревательной печью, в которой под линейно перемещается через печь.
Агломерат предпочтительно нагревается в нагревательной печи с подвижным подом при температуре от 1350 до 1500°C. Если температура нагрева составляет ниже 1350°C, агломерат плавится с трудом. С другой стороны, если температура нагрева превышает 1500°C, температура выходящего газа является высокой, что приводит к большим потерям тепла и, соответственно, энергии, а также к повреждению печи.
Нанесение покрывающего под материала на под нагревательной печи с подвижным подом перед загрузкой агломерата в печь также является предпочтительной формой. Нанесение покрывающего под материала может защитить под нагревательной печи с подвижным подом.
Вещества, проиллюстрированные выше как углеродсодержащие восстановители, могут использоваться в качестве покрывающего под материала, а также могут быть изготовлены несгораемые частицы.
Размер зерна покрывающего под материала предпочтительно составляет 3 мм или менее, так, чтобы агломерат или расплавленный материал не проникали внутрь. Нижний предел размера зерна покрывающего под материала предпочтительно составляет 0,5 мм или более, чтобы его не сдувало сгорающим газом.
[Процесс охлаждения]
В процессе охлаждения смесь, полученная в процессе нагревания (то есть расплавленное металлическое железо, расплавленный шлак и восстановленный агломерат), охлаждается в нагревательной печи с подвижным подом.
В то время как средства охлаждения конкретно не ограничиваются, на выходе нагревательной печи с подвижным подом может быть предусмотрена камера охлаждения, в которой нет горелок и через стенки которой проходит охладитель, охлаждая ее.
[Процесс выгрузки]
В процессе выгрузки твердое вещество, полученное путем охлаждения в процессе охлаждения, выгружается из нагревательной печи с подвижным подом. Выгруженное твердое вещество может быть дополнительно охлаждено за пределами нагревательной печи с подвижным подом.
[Процесс дробления]
В процессе дробления твердое вещество (то есть выгруженный материал, включающий металлическое железо, шлак и материал покрытия пода), выгруженное из нагревательной печи с подвижным подом в процессе освобождения, дробится с использованием дробилки.
В качестве дробилки предпочтительно используется дробилка, выполненная с возможностью применения ударного воздействия к измельчаемому материалу. Более предпочтительно использование дробилки, выполненной с возможностью применения сильного ударного воздействия к измельчаемому материалу. Примеры дробилки, которая может использоваться, включают молотковую дробилку, клеточную дробилку, роторную дробилку, шаровую дробилку, вальцовую дробилку, стержневую дробилку и т.д. Далее, с точки зрения силы удара и долговечности предпочтительно использование молотковой дробилки, клеточной дробилки или стержневой дробилки.
В случае использования в качестве дробилки молотковой дробилки расстояние между прутками решета предпочтительно устанавливается равным от 5 до 20 мм. Если расстояние между прутками решета устанавливается слишком большим, доля материала, выгруженного без дробящего воздействия, увеличивается, и таким образом верхний предел предпочтительно составляет 20 мм. С другой стороны, если расстояние между прутками решета становится меньше 5 мм, что является слишком маленьким расстоянием, воздействие должно применяться многократно до тех пор, пока диаметр зерна не станет равным или меньше этого расстояния. Это является нежелательным, так как при этом происходит чрезмерное измельчение, а также увеличивается износ машины и затрачивается слишком много энергии. Соответственно, нижний предел предпочтительно составляет 5 мм. Более предпочтительное расстояние между прутками решета составляет от 10 до 15 мм. Причина этого заключается в том, что в случае, когда присутствует колебание температур при стандартных эксплуатационных условиях, процент выгруженного материала, диаметр зерна которого находится в диапазоне от 10 до 15 мм, составляет приблизительно 50%.
[Первый процесс сбора металлического железа]
В первом процессе сбора металлического железа дробленый продукт, полученный в вышеописанном процессе дробления, сортируется с использованием сепаратора, и металлическое железо собирается. Иными словами, металлическое железо, собранное из вышеупомянутого дробленого продукта, содержит мало шлака и может использоваться в качестве продукта как оно есть.
Способ по настоящему изобретению может включать: процесс просеивания с использованием грохота а выгруженного материала, включающего металлическое железо, шлак и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом, на оставшийся на сите материал и прошедший через сито материал (в дальнейшем также называемый процессом просеивания);
процесс дробления с использованием дробилки полученного оставшегося на сите материала (процесс дробления); и
процесс сортировки полученного дробленого материала с использованием сепаратора и сбора металлического железа (процесс сбора металлического железа).
[Процесс просеивания]
В процессе просеивания выгруженный материал, содержащий металлическое железо, шлак и материал покрытия пода, который выгружается из нагревательной печи с подвижным подом, просеивается с использованием грохота а.
В качестве грохота а предпочтительно используется грохот, имеющий размер отверстий от 2 до 8 мм. Если размер отверстий составляет менее чем 2 мм или более чем 8 мм, улучшение эффективности сбора металлического железа становится затруднительным, даже если этот процесс объединен с тонким измельчением и магнитным разделением, которые будут описаны позже.
Оставшийся на сите материал, полученный в процессе просеивания, включает 95% или менее железа в терминах содержания железа, и оставшийся на сите материал содержит расплавленное металлическое железо, расплавленный шлак, неполностью расплавленное металлическое железо, неполностью расплавленный шлак и т.д.
Оставшийся на сите материал, полученный в процессе просеивания, может быть подвергнут магнитному разделению магнитным отборщиком перед дроблением дробилкой, и собранное магнитно притягиваемое вещество может быть измельчено. Магнитно непритягиваемое вещество, собранное с использованием магнитного сепаратора, может быть измельчено с использованием дробилки, и полученный измельченный материал может быть снова магнитно разделен с использованием магнитного сепаратора. Повторение тонкого измельчения и магнитного разделения позволяет ускорить разделение металлического железа и шлака, и скорость сбора металлического железа может быть повышена. Магнитно притягиваемое вещество, полученное путем повторного выполнения магнитного разделения магнитным сепаратором, может быть собрано как металлическое железо, которое может увеличить процент сбора металлического железа. Магнитно непритягиваемое вещество является прежде всего шлаком и практически не содержит металлического железа, и таким образом может быть переработано как сырье, такое как материал для дорожного полотна и т.п.
В качестве сепаратора может использоваться магнитный сепаратор, воздушный сепаратор, грохот b и т.п.
В случае использования грохота b в качестве сепаратора, после просеивания с использованием грохота b прошедший через сито материал предпочтительно подвергается магнитному разделению с использованием магнитного сепаратора для сбора полученного магнитно притягиваемого вещества в качестве металлического железа. Процент шлака в собранном металлическом железе является относительно низким. С другой стороны, антимагнитный материал, отделенный магнитным разделением с использованием магнитного сепаратора, является прежде всего шлаком.
После просеивания с использованием грохота b оставшийся на сите материал представляет собой металлическое железо, размер зерна которого является большим, и таким образом оставшийся на сите материал может использоваться в качестве продукта как он есть, или может быть выполнено магнитное разделение с использованием магнитного сепаратора для сбора полученного магнитно притягиваемого вещества в качестве металлического железа. Оставшийся на сите материал может быть сформован в агломерат путем добавления связующего вещества и т.п. и формования его в брикеты и т.п. по мере необходимости. С другой стороны, магнитно непритягиваемое вещество, отделенное магнитным разделением с использованием магнитного сепаратора, является прежде всего шлаком.
В качестве грохота b предпочтительно используется, например, грохот, имеющий размер отверстий от 1 до 8 мм.
Настоящее изобретение может дополнительно включать процесс тонкого измельчения для тонкого измельчения с помощью мельницы тонкого помола магнитно притягиваемого вещества, полученного путем отбора с использованием магнитного сепаратора. Тонкоизмельченный материал, полученный в процессе тонкого измельчения, может быть снова тонко измельчен с использованием мельницы тонкого помола. Тонкоизмельченный материал, полученный в процессе тонкого измельчения, может быть разделен с использованием магнитного сепаратора, при этом полученное магнитно притягиваемое вещество может быть собрано в качестве металлического железа. Это собранное магнитно притягиваемое вещество может быть сформовано в агломерат, например, в форме брикетов, и может использоваться в качестве источника железа.
Примеры мельницы тонкого помола включают шаровую дробилку, стержневую дробилку, клеточную дробилку, роторную дробилку и вальцовую дробилку. В случае, когда измельчаемый объект является мелким, применение силы удара становится затруднительным, и разделение металлического железа и шлака затрудняется. Соответственно, предпочтительным является использование клеточной дробилки или роторной дробилки. Причина этого заключается в том, что клеточная дробилка или роторная дробилка способны применять сильное воздействие даже к мелким зернам.
Далее будет описан другой способ производства металлического железа в соответствии с настоящим изобретением.
Особенность настоящего изобретения заключается в том, что оно включает:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель (процесс формования агломерата);
процесс введения полученного агломерата в нагревательную печь с подвижным подом и нагревания его так, чтобы агломерат плавился с формированием расплавленного металлического железа, расплавленного шлака и восстановленного агломерата (процесс нагрева);
процесс охлаждения полученной смеси (процесс охлаждения);
процесс выгрузки твердого вещества, полученного путем охлаждения, из нагревательной печи с подвижным подом (процесс выгрузки);
процесс просеивания с использованием грохота выгруженного материала, содержащего металлическое железо, шлак и материал покрытия пода, который был выгружен из нагревательной печи с подвижным подом; и
процесс сортировки прошедшего через сито материала, полученного в процессе просеивания, с использованием сепаратора, и сбора металлического железа (в дальнейшем также называемый вторым процессом сбора металлического железа).
Из вышеупомянутых процессов процесс формования агломерата, процесс нагрева, процесс охлаждения, процесс выгрузки и процесс просеивания являются теми же самыми, что и описанные выше, и таким образом их описание будет опущено, а второй процесс сбора металлического железа будет описан более подробно.
[Второй процесс сбора металлического железа]
Во втором процессе сбора металлического железа металлическое железо сортируется и собирается с использованием сепаратора из прошедшего через сито материала, полученного в процессе просеивания. С другой стороны, практически вся остальная масса, кроме металлического железа, отсортированного с использованием сепаратора, является шлаком и практически не содержит металлического железа, и таким образом может использоваться в качестве сырья, такого как материал для дорожного полотна или материал для улучшения почвы и т.п.
Магнитный сепаратор может подходящим образом использоваться в качестве сепаратора, например, для получения магнитно притягиваемого вещества, собираемого как металлическое железо (в дальнейшем также называемого процессом сбора магнитно притягиваемого вещества).
Иными словами, в процессе сбора магнитно притягиваемого вещества прошедший через сито материал, полученный в процессе просеивания, магнитно отделяется с использованием магнитного сепаратора, и магнитно притягиваемое вещество собирается. С другой стороны, магнитно отделенное магнитно непритягиваемое вещество почти целиком является материалом покрытия пода, и может быть переработано.
Настоящее изобретение может дополнительно включать процесс тонкого измельчения мельницей тонкого помола магнитно притягиваемого вещества, собранного в процессе сбора магнитно притягиваемого вещества (в дальнейшем также называемый процессом тонкого измельчения), и
Собирательный процесс сортировки полученного тонкоизмельченного материала с использованием сепаратора и сбора металлического железа.
Достаточно, чтобы мельница тонкого помола являлась устройством, которое применяет к магнитно притягиваемому веществу по меньшей мере одно воздействие, выбранное из группы, состоящей из силы удара, силы трения и силы сжатия для того, чтобы отделить шлак от магнитно притягиваемого вещества, применяя силу удара, силу трения или силу сжатия.
Примеры мельницы тонкого помола, которая может использоваться, включают шаровую дробилку, стержневую дробилку, клеточную дробилку, роторную дробилку, вальцовую дробилку и т.д. Кроме того, молотковая дробилка может использоваться в качестве мельницы тонкого помола.
Настоящее изобретение может дополнительно включать в операции процесс тонкого измельчения с использованием мельницы тонкого помола по меньшей мере части прошедшего через сито материала, полученного в процессе просеивания. Тонкоизмельченный материал, полученный в процессе тонкого измельчения с использованием мельницы тонкого помола, может быть подвергнут магнитному разделению с использованием магнитного сепаратора, и магнитно притягиваемое вещество может быть собрано. Тонкоизмельченный материал, полученный в процессе тонкого измельчения с использованием мельницы тонкого помола, может быть снова тонко измельчен с использованием мельницы тонкого помола. В настоящем варианте осуществления прошедший через сито материал может быть подвергнут магнитному разделению с использованием магнитного сепаратора перед тонким измельчением прошедшего через сито материала для сбора магнитно притягиваемого вещества из собранного магнитно притягиваемого вещества, подлежащего тонкому измельчению.
Металлическое железо, собранное путем сортировки с использованием сепаратора, и магнитно притягиваемое вещество, собранное отбором с использованием магнитного сепаратора, может быть сформовано в агломерат в форме, например, брикетов, и может использоваться в качестве источника железа.
Далее будет описана модификация способа производства металлического железа в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением может быть выполнена операция, включающая:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата и восстановительного дополнительного материала (например, материала покрытия пода) в нагревательную печь с подвижным подом и нагревания для того, чтобы расплавить агломерат и сформировать расплавленное металлическое железо, расплавленный шлак и восстановленный агломерат;
процесс охлаждения полученной смеси;
процесс выгрузки твердого вещества, полученного путем охлаждения, из нагревательной печи с подвижным подом;
процесс разделения с использованием грохота а выгруженного материала, содержащего металлическое железо, шлак и материал покрытия пода, который выгружается из нагревательной печи с подвижным подом, на материал, состоящий из грубых частиц, и материал, состоящий из мелких частиц; и
процесс сбора с использованием сепаратора неметаллического железа (например, материала покрытия пода) из полученного материала, состоящего из мелких частиц.
В соответствии с настоящим изобретением может быть выполнена операция, включающая:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата в нагревательную печь с подвижным подом и нагревания для того, чтобы расплавить агломерат и сформировать расплавленное металлическое железо, расплавленный шлак и восстановленный агломерат;
процесс охлаждения полученной смеси;
процесс выгрузки твердого вещества, полученного путем охлаждения, из нагревательной печи с подвижным подом;
процесс разделения с использованием грохота а выгруженного материала, содержащего металлическое железо, шлак и материал покрытия пода, который выгружается из нагревательной печи с подвижным подом, на первый материал, состоящий из грубых частиц, и первый материал, состоящий из мелких частиц;
процесс тонкого измельчения первого материала, состоящего из грубых частиц;
процесс просеивания тонкоизмельченного материала, полученного в процессе тонкого измельчения, на второй материал, состоящий из грубых частиц, и второй материал, состоящий из мелких частиц; и
процесс тонкого измельчения первого материала, состоящего из мелких частиц и второго материала, состоящего из мелких частиц.
Первый материал, состоящий из мелких частиц, полученный путем просеивания с использованием грохота а, может быть магнитно разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано со вторым материалом, состоящим из мелких частиц, а затем тонко измельчено.
Второй материал, состоящий из мелких частиц, полученный путем просеивания тонкоизмельченного материала, полученного в процессе тонкого измельчения, может быть магнитно разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано с первым материалом, состоящим из мелких частиц, а затем тонко измельчено.
В соответствии с настоящим изобретением может быть выполнена операция, включающая:
процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель;
процесс введения полученного агломерата в нагревательную печь с подвижным подом и нагревания для плавления агломерата и формирования расплавленного металлического железа, расплавленного шлака и восстановленного агломерата;
процесс охлаждения полученной смеси;
процесс выгрузки полученного твердого вещества из нагревательной печи с подвижным подом;
процесс разделения с использованием грохота а выгруженного материала, содержащего металлическое железо, шлак и материал покрытия пода, который выгружается из нагревательной печи с подвижным подом, на первый материал, состоящий из грубых частиц, и первый материал, состоящий из мелких частиц;
процесс тонкого измельчения первого материала, состоящего из грубых частиц;
процесс просеивания тонкоизмельченного материала, полученного в процессе тонкого измельчения, на второй материал, состоящий из грубых частиц, и второй материал, состоящий из мелких частиц;
процесс тонкого измельчения первого материала, состоящего из мелких частиц и второго материала, состоящего из мелких частиц; и
процесс смешивания этого тонкоизмельченного материала и второго материала, состоящего из грубых частиц, и формование из него агломерата.
Первый материал, состоящий из мелких частиц, полученный путем просеивания с использованием грохота а может быть магнитно разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано со вторым материалом, состоящим из мелких частиц, а затем тонко измельчено.
Второй материал, состоящий из мелких частиц, полученный путем просеивания тонкоизмельченного материала, полученного в процессе тонкого - измельчения, может быть магнитно разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть смешано с первым материалом, состоящим из мелких частиц, а затем тонко измельчено.
Этот тонкоизмельченный материал может быть магнитно разделен с использованием магнитного сепаратора, и полученное магнитно притягиваемое вещество может быть сформовано в агломерат.
Материал, собранный в каждом процессе, может быть сформован в агломерат и может использоваться в качестве источника железа.
В соответствии со способом для производства металлического железа по настоящему изобретению, материал, выгруженный из нагревательной печи с подвижным подом, подходящим образом дробится или тонко измельчается, так что металлическое железо может быть эффективно собрано.
Таким образом было описано второе изобретение.
Даже после выполнения вышеописанного первого изобретения и вышеописанного второго изобретения авторы настоящего изобретения тщательно изучили повышение эффективности сбора металлического железа и улучшение производительности металлического железа при нагревании агломерата, сформованного из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом и производстве металлического железа. В результате было найдено, что
(1) Применение ударного воздействия и тонкого измельчения к восстановленному продукту, включающему металлическое железо и шлак, который выгружается из нагревательной печи с подвижным подом, подходящим образом разделяет металлическое железо и шлак, и таким образом эффективность сбора металлического железа улучшается,
(2) сортировка выгруженного материала в магнитном сепараторе и дробление магнитно притягиваемого вещества путем применения ударного воздействия позволяет заранее отделить шлак как магнитно непритягиваемое вещество, и таким образом эффективность сбора металлического железа дополнительно улучшается,
(3) сортировка с использованием грохота, имеющего заданный размер отверстий, перед дроблением восстановленного продукта позволяет эффективно измельчить восстановленный продукт, и таким образом эффективность сбора металлического железа улучшается, и
(4) подходящее управление условиями для ударного дробления восстановленного продукта улучшает эффективность дробления восстановленного продукта, и таким образом эффективность сбора металлического железа улучшается. Таким образом было выполнено третье изобретение.
Теперь, после описания уровня техники, приведшего к выполнению третьего изобретения, будут описаны особенности третьего изобретения.
Авторы настоящего изобретения подготовили низкосортную железную руду, включающую большое содержание компонента пустой породы, из всех железных руд, и нагревали агломерат, содержащий эту железную руду и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом. Восстановленные окатыши, полученные путем этого нагревания, были тонко раздроблены с помощью различных типов дробления, и магнитно притягиваемое вещество было собрано магнитным разделением с использованием магнитного сепаратора. Однако процент шлака
Было найдено, что в случае использования низкосортной железной руды с большим содержанием компонента пустой породы плавление всего агломерата и разделение на металлическое железо и шлак является затруднительным за короткое время нагрева, составляющее 11 мин или менее на поде нагревательной печи с подвижным подом, даже если нагрев осуществляется при температуре приблизительно 1300-1350°C, и после нагревания гранулированное металлическое железо, расплавленный шлак, полые восстановленные окатыши, сферические восстановленные окатыши и т.д. были перемешанными. Причина этого заключается в следующем. При нагревании при высокой температуре, 1300°C или выше, подвод тепла за счет излучения намного больше, чем подвод тепла посредством теплопередачи между окатышами и внутри окатышей, но увеличение температуры в тех частях, где количество получаемого теплового излучения является небольшим, заметно задерживается. То есть в масштабе отдельного окатыша низ этого окатыша, а в масштабе множества окатышей, которые находятся вертикально друг на друге, окатыши, находящиеся под другими окатышами, будут нагреваться с заметным отставанием. В результате после короткого промежутка времени, составляющего 11 мин или менее, будут одновременно сосуществовать части, которые расплавились, и части, которые остались в виде восстановленного железа. В частности, чем больше количество пустой породы в окатышах, тем более выраженной является разница в восстановленном состоянии, и тем более прочно металлическое железо и шлак прилипают друг к другу.
С другой стороны, увеличение времени нагрева увеличивает количество передаваемого тепла, так что вышеописанное различие в восстановленном состоянии уменьшается, но при этом падает экономическая эффективность производства. Соответственно, продукт должен быть выгружен из печи как можно скорее после того, как восстановление завершено.
Авторы настоящего изобретения обнаружили, что даже в том случае, когда восстановленный продукт, выгруженный из печи после нагревания агломерата в нагревательной печи с подвижным подом, содержит гранулированное металлическое железо, расплавленный шлак, полые восстановленные окатыши, сферические восстановленные окатыши и т.д. в смешанном состоянии, металлическое железо может быть эффективно собрано при использовании комбинации дробления, просеивания и разделения с использованием сепаратора.
В то время как описание было сделано прежде всего относительно случая использования низкосортной железной руды (содержащего оксид железа материала), содержащей большое количество пустой породы, настоящее изобретение не ограничивается использованием низкосортной железной руды, содержащей большое количество пустой породы, и было подтверждено, что настоящее изобретение также применимо к случаю использования высококачественной железной руды (содержащего оксид железа материала), содержащей небольшое количество пустой породы.
Далее будет описано третье изобретение.
Особенность способа производства металлического железа заключается в том, что этот способ включает: процесс формования агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель (в дальнейшем также называемый процессом формования агломерата); процесс введения полученного агломерата в нагревательную печь с подвижным подом и восстановления путем нагрева (в дальнейшем также называемый процессом восстановления путем нагрева), процесс применения ударного воздействия с использованием дробилки к материалу, который был выгружен из нагревательной печи с подвижным подом, который является восстановленным продуктом, включающим металлическое железо и шлак (в дальнейшем также называемый процессом дробления), процесс просеивания полученного измельченного материала с использованием грохота а, имеющего отверстия размером от 3 до 5 мм (в дальнейшем также называемый процессом просеивания а); и процесс сбора материала, оставшегося на грохоте, в качестве металлического железа (в дальнейшем также называемый процессом а сбора металлического железа). В то время как эти процессы являются необходимыми условиями, такие процессы, как просеивание, тонкое измельчение, магнитное разделение и т.д., могут подходящим образом объединены и добавлены. Способ производства металлического железа в соответствии с настоящим изобретением будет описан со ссылкой на Фиг. 3-1.
Фиг. 3-1 представляет собой диаграмму процесса для описания способа производства металлического железа в соответствии с настоящим изобретением. Здесь 101 - внешний вид нагревательной печи с подвижным подом, которая является примером нагревательной печи с подвижным подом, 102 - дробилка, 103 - грохот, имеющий отверстия размером от 3 до 5 мм, и 104 - металлическое железо. Следует отметить, что Фиг. 3-1 иллюстрирует пример способа производства металлического железа в соответствии с настоящим изобретением, но настоящее изобретение не ограничивается схемой, изображенной на Фиг. 3-1.
[Процесс формования агломерата]
В процессе формования агломерата агломерат формируется из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, производя тем самым агломерат.
Конкретные примеры вышеупомянутого содержащего оксид железа материала, который может использоваться, включают железную руду, песок с содержанием частиц железной руды, пыль от производства чугуна, цветной остаток плавления, отходы производства чугуна и т.д. Железная руда будет описана как репрезентативный пример содержащего оксид железа материала. Железная руда содержит пустую породу. Пустая порода является компонентом, составляющим железную руду, добытую из шахты (сырую руду), вместе с минералами, включающими полезный металл, и обычно состоит из оксидов, таких как SiO2 и Al2O3. Количество пустой породы, включенной в железную руду, различается в зависимости от области производства, где добывается железная руда. Железную руду, содержащую небольшое количество пустой породы, называют высококачественной железной рудой, а железную руду, содержащую большое количество пустой породы, называют низкосортной железной рудой.
Высококачественный содержащий оксид железа материал, содержащий небольшое количество пустой породы, может использоваться в качестве содержащего оксид железа материала в соответствии с настоящим изобретением, но также может использоваться и низкосортный содержащий оксид железа материал, содержащий большое количество пустой породы, который обычно не использовался прежде. Использование низкосортной железной руды в качестве исходного сырья приводит к увеличенному количеству расплавленного шлака, который препятствует теплопередаче к агломерату, и производство металлического железа снижается. Соответственно, низкосортная железная руда прежде редко использовалась в качестве сырья для железа. Однако низкосортная железная руда является недорогой, и таким образом ее промышленное использование является желательным. Особая причина заключается в том, что в то время, как глобальное производство стали повышается, существует тенденция к понижению количества добываемой высококачественной железной руды, и следовательно ожидается увеличение цены на высококачественную железную руду. С другой стороны, в соответствии с настоящим изобретением агломерат восстанавливается путем нагрева, а затем дробится с использованием ударной дробилки, после чего выполняется отбор, с использованием сепаратора, имеющего размер отверстий от 3 до 5 мм, для того чтобы собрать металлическое железо, и таким образом металлическое железо может быть эффективно собрано, даже если в качестве сырья используется низкосортная железная руда, содержащая большое количество пустой породы.
Вышеупомянутый низкосортный содержащий оксид железа материал, использующийся в настоящем описании, означает, что процент общей массы SiO2 и Al2O3 относительно общей массы железа (T.Fe) [процент шлака = (SiO2+Al2O3)/Т.Fe×100] составляет 10% или более. SiO2 и Al2O3 для различных типов пустой породы, включенной в содержащий оксид железа материал (например, железную руду), составляют относительно высокий процент, и соответственно они используются в качестве представителей пустой породы в настоящем описании. Процент общей массы SiO2 и Al2O3 относительно общей массы железа определяется как процент шлака, и материал с процентом шлака 5% или менее называется высококачественным содержащим оксид железа материалом, материал, имеющий процент шлака более 5%, но не более 10%, называется содержащим оксид железа материалом среднего качества, и материал, имеющий процент шлака 10% или более, называется низкосортным содержащим оксид железа материалом. В случае, когда материал содержит большое количество оксида титана, например, как для песка с содержанием частиц железной руды и т.п., оксид титана также добавляется к SiO2 и Al2O3 при вычислении процента шлака. В соответствии с настоящим изобретением процент шлака может составлять 10% или более, или может составлять менее чем 10%.
Примеры углеродсодержащего восстановителя, который может использоваться, включают уголь, кокс и т.д. Для углеродсодержащего восстановителя достаточно включать достаточное количество углерода для восстановления оксида железа, входящего в содержащий оксид железа материал. В частности, достаточно, чтобы количество углерода находилось в избытке от 0 до 5 масс. % относительно тех от 0 до 5 масс. %, которые могут восстановить оксид железа, входящий в содержащий оксид железа материал (то есть, ±5 масс. %).
Смесь, включающая содержащий оксид железа материал и углеродсодержащий восстановитель, предпочтительно дополнительно содержит вещество для управления точкой плавления. Вещество для управления точкой плавления означает материал, который влияет на точку плавления компонентов, отличающихся от оксида железа, включенных в агломерат (особенно пустой породы и зольного компонента), и исключает материал, который влияет на точку плавления металлического железа. Иными словами, путем добавления к смеси вещества для управления точкой плавления температура плавления компонентов агломерата, кроме оксида железа, (особенно пустой породы и зольного компонента) может быть изменена, и их температура плавления может быть, например, снижена. Это способствует плавлению компонентов, отличающихся от оксида железа (особенно пустой породы), формируя таким образом расплавленный шлак. Часть оксида железа растворяется в расплавленном шлаке в это время, и восстанавливается и становится металлическим железом в расплавленном шлаке. Металлическое железо, произведенное в расплавленном шлаке, входит в контакт с металлическим железом, восстановленным в его твердом состоянии, и агрегируется как твердое восстановленное железо.
В качестве вещества для управления точкой плавления предпочтительно используется вещество для управления точкой плавления, включающее по меньшей мере источник СаО. Предпочтительно в качестве источника СаО добавляется, например, по меньшей мере одно вещество, выбранное из группы, включающей СаО (негашеная известь), Ca(OH)2 (гашеная известь), CaCO3 (известняк) и CaMg(CO3)2 (доломит).
Вышеупомянутый источник СаО сам по себе может использоваться в качестве вещества для управления точкой плавления, или источник MgO, источник Al2O3, источник SiO2 и т.п., например, может использоваться в дополнение к источнику СаО. MgO, Al2O3 и SiO2 также являются веществами, которые влияют на точку плавления других компонентов, кроме железа (особенно пустой породы), содержащихся в агломерате, таким же образом, как и СаО, описанный выше. В качестве источника MgO предпочтительно добавляется по меньшей мере одно вещество, выбранное из группы, включающей, например, порошок MgO, Mg-содержащий материал, извлеченный из естественной руды или морской воды и т.п., и MgCO3. В качестве источника Al2O3 предпочтительно добавляется, например, порошок Al2O3, боксит, бемит, гиббсит, диаспор и т.д. Примеры веществ, которые могут использоваться в качестве источника SiO2, включают порошок SiO2, кварцевый песок и т.д.
Агломерат может дополнительно включать связующее вещество и т.п., в качестве компонента, отличающегося от содержащего оксид железа материала, углеродсодержащего восстановителя и вещества для управления точкой плавления. Примеры, которые могут использоваться в качестве связующего вещества, включают полисахариды и т.п.(например, крахмалы, такие как кукурузный крахмал, мука и т.д., патока и т.д.).
Содержащий оксид железа материал, углеродсодержащий восстановитель и вещество для управления точкой плавления предпочтительно измельчаются перед смешиванием. Например, для содержащего оксид железа материала рекомендуется средний размер зерна от 10 до 60 мкм, для углеродсодержащего восстановителя рекомендуется средний размер зерна от 10 до 60 мкм, и для вещества для управления точкой плавления рекомендуется средний размер зерна от 5 до 90 мкм, который достигается дроблением.
Средства, с помощью которых содержащий оксид железа материал и т.д. измельчают, особо не ограничиваются, и могут использоваться известные средства. Например, может использоваться вибрационная дробилка, роликовая дробилка, шаровая дробилка и т.п.
В качестве мешалки для перемешивания смеси могут использоваться, например, мешалка с вращающимся контейнером или мешалка с неподвижным контейнером. Примеры мешалки с вращающимся контейнером, которая может использоваться, включают вращающуюся цилиндрическую мешалку, двойную конусную мешалку, воронкообразный блендер и т.п. Примеры мешалки с неподвижным контейнером, которая может использоваться, включают смеситель, имеющий в чане для перемешивания вращающиеся лопасти (например, лопатки).
Примеры компактора для формирования агломерата смеси, который может использоваться, включают гранулятор с вращающимся диском (дисковый гранулятор), цилиндрический гранулятор (барабанный гранулятор), двухвалковый брикетировщик и т.п. Форма агломерата особенно не ограничивается, и может представлять собой, например, агрегаты, зерна, брикеты, окатыши, прутки и т.п., и предпочтительно представляет собой брикеты или окатыши.
[Процесс восстановления путем нагрева]
В процессе восстановления путем нагрева агломерат, полученный в описанном выше процессе формования агломерата, вводится в нагревательную печь 101 с подвижным подом, проиллюстрированную на Фиг. 3-1, и нагревается для восстановления оксида железа в агломерате, производя тем самым восстановленный продукт, содержащий металлическое железо и шлак.
Нагревательная печь с подвижным подом является нагревательной печью, в которой под перемещается через печь как ленточный конвейер, примеры чего включают печь с вращающимся подом и туннельную печь. Вышеупомянутая печь с вращающимся подом является печью, в которой под имеет вид круга (формы пончика), так что начальная точка и конечная точка пода находятся в одном и том же положении. Агломерат, подаваемый на под, восстанавливается путем нагревания при прохождении одного круга через печь, производя тем самым металлическое железо (например, губчатое железо или гранулированное металлическое железо). Соответственно, печь с вращающимся подом имеет средства загрузки в самом дальнем положении против направления вращения для подачи агломерата в печь, и средства разгрузки в самом дальнем положении в направлении вращения (которое фактически является непосредственно предшествующим положению загрузки благодаря вращательной структуре). Вышеупомянутая туннельная печь является нагревательной печью, в которой под линейно перемещается через печь.
Агломерат предпочтительно восстанавливается путем нагревания при температуре от 1300 до 1500°C в нагревательной печи с подвижным подом. Если температура нагрева составляет ниже 1300°C, металлическое железо и шлак плавятся с трудом, и высокой производительности не достигают. С другой стороны, если температура нагрева превышает 1500°C, температура выходящего газа является высокой, что приводит к большим потерям тепла и, соответственно, энергии, а также к повреждению печи.
Нанесение покрывающего под материала на под нагревательной печи с подвижным подом перед загрузкой агломерата в печь также является предпочтительной формой. Нанесение покрывающего под материала может защитить под. Вещества, проиллюстрированные выше как углеродсодержащие восстановители, могут использоваться в качестве покрывающего под материала, а также могут быть изготовлены несгораемые частицы. Размер зерна покрывающего под материала предпочтительно составляет 3 мм или менее, так, чтобы агломерат или расплавленный материал не проникали внутрь. Нижний предел размера зерна покрывающего под материала предпочтительно составляет 0,5 мм или более, чтобы его не сдувало сгорающим газом.
[Процесс дробления]
Ударная дробилка 102 используется в процессе дробления для того, чтобы раздробить восстановленный продукт, полученный в процессе восстановления путем нагрева (см. Фиг. 3-1). Продукт, восстановленный в процессе, в котором агломерат, содержащий углеродсодержащий восстановитель, нагревается до температуры от 1300 до 1500°C и выгружается, включает металлическое железо с различными размерами зерна, шлак, а также различные слипшиеся агрегаты, и дополнительно также включает восстановленные окатыши, т.е. в нем перемешаны металлическое железо, пустая порода, материал защиты пода и т.д. Довольно затруднительным является эффективное получение из такого восстановленного продукта с помощью просеивания и магнитного отбора/разделения высококачественного металлического железа, которое может подаваться в электропечь.
Однако, шлак является хрупким материалом, сформированным из расплавленных оксидов, и соответственно является стойким к трению, но нестойким к удару и легко разрушаемым. С другой стороны, металлическое железо обладает определенным уровнем пластической деформации.
Соответственно, в настоящем изобретении к восстановленному продукту применяется сильный удар, который тем самым ломает шлак для отделения его от металлического железа.
Ударная дробилка предпочтительно является дробилкой, которая применяет удар в одном направлении, и может использоваться, например, молотковая дробилка, клеточная дробилка и т.п. Устройства, которые в основном прикладывают к восстановленному продукту силу давления, такие как роликовая дробилка, исключаются.
Скорость движения лезвий средств дробления, которые применяют ударное воздействие к восстановленному продукту и предусмотрены в молотковой дробилке или в клеточной дробилке, составляет предпочтительно от 30 до 60 м/с при дроблении восстановленного продукта в дробилке. Термин «средство дробления» относится к молоткам, предусмотренным в молотковой дробилке, или к ударным стержням, предусмотренным в клеточной дробилке. В случае, когда скорость движения лезвий средств дробления составляет менее 30 м/с, дробление восстановленного продукта является неполным, и остается большое количество металлического железа с прилипшим к нему шлаком, так что количество шлака, содержащегося в металлическом железе, увеличивается. Соответственно, скорость движения лезвий средств дробления предпочтительно составляет 30 м/с или более. С другой стороны, в случае, когда скорость движения лезвий средств дробления превышает 60 м/с, сила удара является чрезмерной, и металлическое железо также дробится в мелкий порошок, имеющий диаметр зерна, например, 1 мм или менее. В результате этого получается перемешанное состояние мелкого порошка металлического железа и мелкого порошка шлака. Даже если выполняется магнитный отбор/разделение, шлак включается в магнитно притягиваемое вещество, и таким образом хорошее разделение металлического железа и шлака становится затруднительным. Кроме того, металлическое железо, имеющее размер зерна 3 мм или более, может использоваться в качестве сырого компонента в электропечи без каких-либо изменений, но металлическое железо, имеющее размер зерна 1 мм или менее создает сложности с обработкой при его загрузке в электропечь. Соответственно, скорость движения лезвий средств дробления предпочтительно составляет 60 м/с или менее, предпочтительно 55 м/с или менее, и еще более предпочтительно 50 м/с или менее.
Продолжительность дробления восстановленного продукта составляет предпочтительно от 3 до 10 с. Чем дольше продолжительность дробления, тем большее количество раз происходит воздействие средств дробления на восстановленный продукт, что приводит к чрезмерному измельчению как металлического железа, так и шлака, содержащихся в восстановленном продукте, и возникают проблемы, описанные выше. Соответственно, продолжительность дробления предпочтительно составляет 10 с или менее, более предпочтительно 8 с или менее. С точки зрения улучшения производительности металлического железа продолжительность дробления предпочтительно должна быть настолько короткой, насколько это возможно, но нижний предел для дробления шлака составляет приблизительно 3 с, более предпочтительно 5 с или более.
Предпочтительно используется молотковая дробилка, в которой вал вращения молотков дробилки наклонен относительно горизонтального направления. Наклон вала вращения молотков относительно горизонтального направления обеспечивает непрерывную выгрузку дробленого продукта из дробилки наружу. Иными словами, уже существующие молотковые дробилки были разработаны с целью дробления всего количества измельчаемого материала, который вводится в молотковую дробилку, до определенного размера зерна или менее. Обычно для этого молотковая дробилка снабжается решетом. Измельчаемый материал, введенный в молотковую дробилку, дробится непрерывно до тех пор, пока он не пройдет сквозь предусмотренное решето. Однако измельчаемый материал в настоящем изобретении включает в перемешанном виде частицы металлического железа, которые содержат приблизительно 2% углерода и имеют размер зерна от 5 до 15 мм, и являются чрезвычайно твердыми и практически не содержат шлака внутри, восстановленный материал, имеющий форму окатыша и содержащий внутри себя шлак, частицы шлака, содержащие внутри мелкие частицы металлического железа, мелкие частицы металлического железа, к которым прилип шлак, и т.д. Из них частицы металлического железа, имеющие диаметр зерна от 5 до 15 мм, являются высококачественным железом, и таким образом нет никакой необходимости в их дроблении, и все, что необходимо, это лишь отделить их и удалить с них шлак, прилипший к их поверхности. С другой стороны, восстановленный материал, имеющий форму окатыша и содержащий внутри себя шлак, частицы шлака, содержащие внутри мелкие частицы металлического железа, мелкие частицы металлического железа, к которым прилип шлак, и т.д., нуждаются в разделении на металлическое железо и шлак путем применения ударного воздействия. Однако не существует молотковых дробилок, которые способны к такому непрерывному дроблению, при котором ударное воздействие применяется к той части материала, которая должна быть измельчена, и не применяется к другой части материала.
Авторы настоящего изобретения таким образом изучили вопрос обеспечения молотковой дробилки механизмом, который обеспечивал бы автоматическую выгрузку после выдержки в течение заданного количества времени на решете, предусмотренном в молотковой дробилке. В результате было найдено, что количество времени, в течение которого раздрабливаемый материал остается на решете, может регулироваться механизмом, в котором вал вращения для молотков наклонен относительно горизонтального направления, и угол установки блока вращения молотков, имеющего решето на его периферии, может изменяться от горизонтального положения до вертикального положения. Молотковая дробилка, используемая в настоящем изобретении, будет описана со ссылками на чертежи. На Фиг. 3-2, ссылочная позиция 1 обозначает главный блок молотковой дробилки, ссылочная позиция 2 обозначает вал вращения для молотков, ссылочная позиция 3 обозначает молотки (эквивалентные средствам измельчения), ссылочная позиция 4 обозначает решето, ссылочная позиция 5 обозначает двигатель, ссылочная позиция 6 обозначает бункер, ссылочная позиция 7 обозначает нагнетатель (вентилятор), ссылочная позиция 8 обозначает циклонный сепаратор, ссылочная позиция 9 обозначает конвейерную ленту, ссылочная позиция 10 обозначает кусочки металлического железа, ссылочная позиция 11 обозначает шлак и т.п., и ссылочная позиция 12 обозначает порошковый материал, соответственно.
Внутри главного блока 1 молотковой дробилки двигатель 5 приводит во вращение молотки 3 на валу 2. Когда восстановленный продукт вводится в главный блок 1 молотковой дробилки из бункера 6, на восстановленный продукт воздействуют молотки 3, и шлак, включенный в восстановленный продукт, дробится. Шлак и материал покрытия пода, выгруженный в качестве восстановленного продукта из нагревательной печи, который был измельчен так, что он стал меньше, чем размер отверстий решета 4, проходят через решето 4 и попадают на конвейерную ленту 9. То, что упало на конвейерную ленту 9, собирается как материал 11, проиллюстрированный на Фиг. 3-2. Этот материал 11 представляет собой главным образом шлак и материал покрытия пода.
Кусочки металлического железа 10, от которых шлак был отделен и удален путем воздействия молотков 3 и которые имеют размер больше, чем размер отверстий решета 4, перекатываются по решету 4 и собираются.
Нагнетатель 7 присоединяется с входной стороны главного блока 1 молотковой дробилки, и циклонный сепаратор 8 предусматривается в области середины главного блока 1 молотковой дробилки. Порошковый материал 12, произведенный в главном блоке 1 молотковой дробилки, собирается из циклонного сепаратора 8.
Количеством времени, в течение которого восстановленный продукт, подаваемый в главный блок 1 молотковой дробилки, контактирует с молотками 3 (то есть, продолжительностью дробления), можно управлять путем наклона вала вращения молотков относительно горизонтального направления. Чем больше угол наклона относительно горизонтали, тем короче может осуществляться продолжительность дробления, а чем меньше угол наклона, тем дольше может осуществляться продолжительность дробления.
Продолжительность дробления также можно регулировать путем управления размером отверстий решета 4. Чем больше размер отверстий решета 4, тем быстрее измельченный материал проходит через решето 4 и падает вниз, таким образом, тем короче может быть сделана продолжительность дробления. С другой стороны, чем меньше размер отверстий решета 4, тем тяжелее дробленому материалу пройти через решето 4, и таким образом он остается на решете 4, и соответственно продолжительность дробления может быть сделана большей. В случае, когда решето 4 не предусматривается, большое количество восстановленных объектов, например, в форме окатыша, содержащих внутри шлак, выгружается в перемешанном виде, и поэтому оценивается как недостаточно раздробленное.
В случае, когда размер отверстий решета 4 составлял 20 мм, количество магнитно непритягиваемого вещества, включенного в измельченный материал, было небольшим. В случае, когда размер отверстий решета 4 составлял 10 мм, количество шлака, включенного в грубые частицы, имеющие диаметр зерна 3 мм или более, составляло 1% или менее, и было получено чрезвычайно высококачественное металлическое железо в форме твердых частиц. Полученные грубые частицы были дополнительно исследованы, и было найдено, что частицы, диаметр зерна которых составлял 3,75 мм или более, представляли собой частицы металлического железа, процент шлака в которых был чрезвычайно малым. Соответственно, можно предположить, что уменьшение размера раздробленных частиц до приблизительно 5 мм является эффективным, и таким образом нижний предел размера отверстий решета предпочтительно составляет 5 мм. Верхний предел размера отверстий решета составляет 20 мм.
В то время как размер молотков (средств дробления) особо не ограничивается, чем больше ширина молотка, тем больше возможностей для воздействия на измельчаемый материал, и таким образом шлак дробится эффективно. С другой стороны, уменьшение ширины молотка увеличивает скалывающее усилие, воздействующее на измельчаемый материал. Необходимо учесть тот факт, что материал, который должен быть раздроблен, который является объектом в настоящем изобретении, содержит восстановленные агломераты, в которых сосуществуют мелкозернистое металлическое железо и шлак. Такие восстановленные агломераты просто деформируются при применении воздействия, и разделение мелкозернистого металлического железа и мелкозернистого шлака может быть затруднительным. В результате повторения различных экспериментов было найдено, что подходящая ширина молотков составляет от 4 до 20 мм.
Что касается клеточной дробилки, то у нее нет никакого решета, и таким образом, металлическое железо и шлак могут быть разделены путем управления количеством раз введения в клеточную дробилку.
В настоящем изобретении дробление предпочтительно выполняется таким образом, что индекс дробления, вычисленный по следующему выражению на основе скорости лезвий (м/с), размера отверстий (м) решета, предусмотренного в дробилке, и продолжительности дробления (с) в дробилке, составляет от 800 до 2000.
Индекс дробления = ((скорость лезвий)2/(размер отверстий решета) × (продолжительность дробления)0,5
Скорость лезвий представляет энергию воздействия, а размер отверстий решета представляет частоту воздействия в единицу времени. Соответственно, способность к дроблению одного и того же материала может быть выражена вышеупомянутым выражением. В раздрабливаемом материале, который является объектом настоящего изобретения, металлическое железо дробится с трудом, в то время как шлак дробится легко. Теперь, металлическое железо, размер зерна которого составляет 3,35 мм или более, имеет низкий процент шлака, и соответственно не нуждается в дополнительном дроблении. Соответственно, в настоящем изобретении рекомендуется, чтобы индекс дробления поддерживался в диапазоне от 800 до 2000. Если индекс дробления составляет ниже 800 или превышает 2000, разделение шлака и металлического железа может быть недостаточным. Индекс дробления более предпочтительно составляет 900 или выше и более предпочтительно составляет 1500 или ниже.
[Процесс просеивания а и процесс сбора металлического железа а]
В процессе а просеивания измельченный материал, полученный в вышеописанном процессе дробления, просеивается с использованием грохота (103 на Фиг. 3-1), размер отверстий которого составляет от 3 до 5 мм, и в процессе сбора металлического железа то, что остается на грохоте при процессе а просеивания, собирается в качестве металлического железа (104 на Фиг. 3-1). Иначе говоря, в результате исследований, проведенных авторами настоящего изобретения, было найдено, что выполнение просеивания с использованием грохота а, размер отверстий которого составляет от 3 до 5 мм, приводит к тому, что на грохоте а остается высококачественное металлическое железо, в то время как шлак, восстановленные окатыши, защитный материал пода и т.д. проходят через грохот а. Если размер отверстий грохота а составляет менее 3 мм, шлак, восстановленные окатыши, защитный материал пода и т.д. также остаются на грохоте а помимо высококачественного металлического железа, таким образом, сортность собранного продукта ухудшается. Соответственно, размер отверстий грохота а составляет 3 мм или более. Однако в том случае, когда размер отверстий грохота а превышает 5 мм, высококачественное металлическое железо также проходит через грохот а, так что эффективность сбора металлического железа ухудшается. Соответственно, размер отверстий грохота а составляет 5 мм или менее.
Грохот а может быть предусмотрен в дробилке, используемой в описанном выше процессе дробления, или может быть предусмотрен отдельно от грохота, предусмотренного в вышеупомянутой дробилке. Кроме того, может использоваться дробилка, не имеющая грохота, и грохот а может быть предусмотрен отдельно.
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать: процесс сортировки прошедшего через сито материала а, полученного просеиванием с использованием грохота а, с использованием магнитного сепаратора, для получения магнитно притягиваемого вещества (в дальнейшем может также упоминаться как процесс магнитного отбора/разделения а), процесс тонкого измельчения с использованием мельницы тонкого помола, которая применяет силу трения и/или силу удара к полученному магнитно притягиваемому веществу (в дальнейшем может также упоминаться как процесс тонкого измельчения а), и процесс сортировки полученного тонкоизмельченного материала магнитным сепаратором и сбора магнитно притягиваемого вещества как металлического железа (в дальнейшем может также упоминаться как процесс b сбора металлического железа). Дальнейшее описание будет ссылаться на Фиг. 3-3.
Фиг. 3-3 представляет собой диаграмму процесса для описания другого способа производства металлического железа в соответствии с настоящим изобретением. Те части на Фиг. 3-3, которые являются теми же самыми, что и на Фиг. 3-1, обозначены теми же самыми ссылочными позициями, чтобы избежать избыточного описания. На Фиг. 3-3 ссылочная позиция 105 обозначает грохот c с размером отверстий от 15 до 20 мм, ссылочная позиция 106 обозначает грохот b с размером отверстий от 2 до 8 мм, ссылочные позиции 107a-107f обозначают магнитные сепараторы, ссылочные позиции 108а-108c обозначают мельницы тонкого помола, и ссылочные позиции 104а-104c обозначают металлическое железо, соответственно.
[Процесс магнитного отбора/разделения а]
Прошедший через сито материал а, полученный путем просеивания с использованием грохота а (то есть, который прошел через грохот а), представляет собой главным образом дробленый шлак, восстановленные окатыши, материал защиты пода и т.д., как описано выше, но также включает и высококачественное металлическое железо. Соответственно, прошедший через сито материал а предпочтительно подвергается сортировке магнитным сепаратором (107а на Фиг. 3-3) для того, чтобы собрать магнитно притягиваемое вещество а, разделить его на металлическое железо и другой материал в нижеописанном процессе тонкого измельчения а, и собрать металлическое железо в нижеописанном процессе b сбора металлического железа. Магнитный сепаратор, используемый в процессе магнитного отбора/разделения а, особо не ограничивается, так что может использоваться известный магнитный сепаратор.
[Процесс тонкого измельчения а]
Магнитно притягиваемое вещество а, полученное отбором в вышеописанном процессе магнитного отборе/разделения а, тонко измельчается с использованием мельницы тонкого помола (108а на Фиг. 3-3), которая применяет силу трения и/или силу удара, в процессе тонкого измельчения а. В качестве мельницы тонкого помола могут использоваться, например, шаровая дробилка или стержневая дробилка.
Во время тонкого измельчения магнитно притягиваемого вещества а масса магнитно притягиваемого вещества а, подаваемая в шаровую дробилку или стержневую дробилку, предпочтительно составляет от 5 до 25% массы шаров в шаровой дробилке или стержней в стержневой дробилке. Эффективность тонкого измельчения может быть улучшена путем задания процента массы магнитно притягиваемого вещества а относительно массы шаров или стержней, равным 5% или более. Этот процент более предпочтительно составляет 10% или более. Однако, если процент массы магнитно притягиваемого вещества а относительно массы шаров или стержней является слишком высоким, процент частиц, в которых металлическое железо и шлак не разделились, увеличивается. Соответственно, этот процент предпочтительно составляет 25% или менее, и более предпочтительно составляет 20% или менее.
Продолжительность тонкого измельчения магнитно притягиваемого вещества (продолжительность тонкого измельчения) в мельнице тонкого помола (108а на Фиг. 3-3) предпочтительно составляет 10 мин или менее, и более предпочтительно от 2 до 7 мин. Если продолжительность тонкого измельчения является слишком большой, тонкоизмельченный шлак начинает связываться с металлическим железом, и процент шлака в металлическом железе повышается. Соответственно, продолжительность тонкого измельчения предпочтительно составляет 10 мин или менее, и более предпочтительно 7 мин или менее, и еще более предпочтительно 6 мин или менее. С другой стороны, задание продолжительности тонкого измельчения, равной 2 мин или более, обеспечивает тонкое измельчение шлака и увеличивает его отделяемость от металлического железа. Продолжительность тонкого измельчения более предпочтительно составляет 3 мин или более.
После тонкого измельчения в мельнице тонкого помола (108а на Фиг. 3-3) может быть выполнена сортировка в магнитном сепараторе (107d на Фиг. 3-3) для сбора магнитно притягиваемого вещества в качестве металлического железа (104а на Фиг. 3-3).
[Другое]
Способ производства металлического железа в соответствии с третьим изобретением может дополнительно включать, в качестве первой модификации, процесс для выполнения просеивания восстановленного продукта с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм (в дальнейшем также называемый процессом просеивания с) перед дроблением восстановленного продукта, выгруженного из нагревательной печи с подвижным подом, и полученный оставшийся на сите материал с может быть измельчен с использованием ударной дробилки (процесс дробления).
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать, в качестве второй модификации, процесс для выполнения просеивания восстановленного продукта с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм (в дальнейшем также называемый процессом просеивания с), процесс для выполнения просеивания полученного прошедшего через сито материала с использование грохота b, имеющего размер отверстий решета от 2 до 8 мм (процесс просеивания b), перед дроблением восстановленного продукта, выгруженного из нагревательной печи с подвижным подом, и оставшийся на сите материал b, который является прошедшим через сито материалом с, может быть измельчен с использованием ударной дробилки (процесс дробления).
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать, в качестве третьей модификации, процесс для сортировки магнитным сепаратором полученного оставшегося на сите материала b, который является прошедшим через сито материалом с, полученным во второй модификации, и дробления магнитно притягиваемого вещества с использованием ударной дробилки. Иными словами, он может дополнительно включать процесс для выполнения просеивания восстановленного продукта с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм (процесс просеивания с), процесс для выполнения просеивания полученного прошедшего через сито материала c с использованием грохота b, имеющего размер отверстий решета от 2 до 8 мм (процесс просеивания b), перед дроблением восстановленного продукта, выгруженного из нагревательной печи с подвижным подом, и процесс для сортировки полученного оставшегося на сите материала b, который является прошедшим через сито материалом с, с использованием магнитного сепаратора и дробления магнитно притягиваемого вещества с использованием ударной дробилки (процесс дробления).
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать, в качестве четвертой модификации, процесс для выполнения просеивания восстановленного продукта с использованием грохота b, имеющего размер отверстий решета от 2 до 8 мм (процесс просеивания b), перед дроблением восстановленного продукта, выгруженного из нагревательной печи с подвижным подом, и процесс для дробления оставшегося на сите материала b с использованием ударной дробилки (процесс дробления).
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать, в качестве пятой модификации, процесс для сортировки оставшегося на сите материала b, полученного в четвертой модификации, с использованием магнитного сепаратора, и дробление магнитно притягиваемого вещества с использованием ударной дробилки. Иными словами, в него может быть дополнительно включен процесс перед дроблением восстановленного продукта, выгруженного из нагревательной печи с подвижным подом, где восстановленный продукт просеивается с использованием грохота b, имеющего размер отверстий решета от 2 до 8 мм, перед дроблением восстановленного продукта (процесс просеивания b), причем оставшийся на сите материал b сортируется с использованием магнитного сепаратора, и магнитно притягиваемое вещество измельчается с использованием ударной дробилки (процесс дробления).
В то время как в первой модификации дроблению подвергается фракция грубых частиц восстановленного продукта, остающаяся на грохоте с, имеющем размер отверстий решета от 15 до 20 мм, вторая модификация отличается от нее тем, что дроблению подвергается средняя фракция восстановленного продукта, которая проходит через грохот с, но не проходит через грохот b, имеющий размер отверстий решета от 2 до 8 мм. С другой стороны, в четвертой модификации дроблению подвергается грубая и средняя фракция восстановленного продукта, которая не проходит через грохот b, имеющий размер отверстий решета от 2 до 8 мм. Кроме того, по сравнению со второй модификацией третья модификация сортирует оставшийся на сите материал b, прошедший через грохот с, с использованием магнитного сепаратора, и измельчает магнитно притягиваемое вещество с использованием ударной дробилки. Кроме того, по сравнению с четвертой модификацией пятая модификация сортирует оставшийся на сите материал b с использованием магнитного сепаратора и измельчает магнитно притягиваемое вещество с использованием ударной дробилки.
[Модификации 1-5]
Модификации с первой по третью будут описаны со ссылкой на Фиг. 3-3. Кроме того, четвертая и пятая модификации будут описаны со ссылкой на Фиг. 3-4. Фиг. 3-4 представляет собой диаграмму процесса для описания другого способа производства металлического железа в соответствии с настоящим изобретением. Те части на Фиг. 3-4, которые являются теми же самыми, что и на Фиг. 3-1 и Фиг. 3-3, обозначаются теми же самыми ссылочными позициями, чтобы избежать избыточного описания. На Фиг. 3-4 ссылочная позиция 107g обозначает магнитный сепаратор.
[Первая модификация]
При нагревании агломерата в нагревательной печи с подвижным подом имеют место случаи, когда металлическое железо плавится на поде и объединяется с соседним металлическим железом и формирует большие комки. Таким же образом, есть случаи, где расплавы шлака на поде и соединениях с другим соседним шлаком и формируют большие комки. Шлак, формирующий большие комки, дробится во время выгрузки из нагревательной печи и последующей обработки, и таким образом разламывается на более мелкозернистые части. Однако металлическое железо, формирующее большие комки, не разламывается на более мелкозернистые части, и остается в больших комках. Подача больших комков металлического железа на процесс дробления нагружает дробилку, приводя к ее заметному изнашиванию.
Соответственно в первой модификации, как проиллюстрировано на Фиг. 3-3, восстановленный продукт, который является материалом, выгруженным из нагревательной печи 101 с подвижным подом, просеивается с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм (105 на Фиг. 3-3). Крупнозернистый материал (материал, оставшийся на сите с) остающийся на грохоте с, подается в дробилку 102 и дробится путем ударного воздействия в дробилке 102.
[Вторая модификация]
Когда агломерат нагревается в нагревательной печи при температуре 1300°C или выше, материал покрытия пода, такой как углеродсодержащие частицы, огнеупорные частицы и т.д., может быть нанесен на под нагревательной печи для защиты. Подходящая зернистость покрывающего под материала составляет, например, от 0,5 до 3 мм, что означает, что этот материал представляет собой мелкие частицы. Этот материал покрытия пода выгружается из нагревательной печи наряду с восстановленным материалом после нагрева агломерата. Соответственно, частицы среднего размера, которые прошли через грохот с в вышеописанном процессе просеивания с (прошедший через сито материал с), включают материал покрытия пода.
Соответственно, во второй модификации, как проиллюстрировано на Фиг. 3-3, восстановленный продукт, выгруженный из нагревательной печи 101 с подвижным подом, просеивается с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм (105 на Фиг. 3-3), и среднезернистый материал, который прошел через грохот с (прошедший через сито материал с), просеивается с использованием грохота b, имеющего размер отверстий решета от 2 до 8 мм (10 6 на Фиг. 3-3). Причина, по которой размер отверстий для грохота b, используемого в процессе просеивания b, составляет от 2 до 8 мм, заключается в том, что эти отверстия должны быть немного более крупными, чем диаметр зерна покрывающего под материала для того, чтобы удалить материал покрытия пода. Мелкозернистый материал, который прошел через грохот b (прошедший через сито материал b), удаляется, и среднезернистый материал, остающийся на грохоте b, может подаваться в дробилку 102 через непоказанный путь, и там дробиться.
[Третья модификация]
В третьей модификации среднезернистый материал, собранный как прошедший через сито материал с на грохоте b, может быть отсортирован в магнитном сепараторе (107b на Фиг. 3-3), и после этого подан в дробилку 102 через непоказанный путь, и магнитно притягиваемое вещество может быть измельчено с применением ударного воздействия, как описано выше. Эффективность сбора металлического железа, полученного дроблением магнитно притягиваемого вещества, может быть улучшена путем предварительной сортировки магнитно непритягиваемого вещества магнитным сепаратором.
Кроме того, среднезернистый материал, собранный как прошедший через сито материал с на грохоте b, может быть отсортирован в магнитном сепараторе (107b на Фиг. 3-3), после чего магнитно притягиваемое вещество подается в мельницу тонкого помола (108b на Фиг. 3-3), тонко измельчается, и магнитно непритягиваемое вещество предварительно отбирается магнитным сепаратором (107е на Фиг. 3-3), улучшая таким образом эффективность сбора металлического железа (104b на Фиг. 3-3), получаемого путем тонкого измельчения магнитно притягиваемого вещества.
[Четвертая модификация]
В четвертой модификации, как проиллюстрировано на Фиг. 3-4, восстановленный продукт, который представляет собой материал, выгруженный из нагревательной печи 101 с подвижным подом, просеивается с использованием грохота b, имеющего размер отверстий решета от 2 до 8 мм (106 на Фиг. 3-4), крупнозернистый и среднезернистый материал, остающийся на грохоте b, подается в дробилку 102 через непоказанный путь и дробится с применением ударного воздействия. Иными словами, в четвертой модификации грохот с, имеющий размер отверстий решета от 15 до 20 мм (105 на Фиг. 3-3), не используется, так что грубые частицы, достаточно большие для того, чтобы остаться на грохоте с, также включаются в оставшийся на сите материал b. С другой стороны, мелкие частицы, которые прошли через грохот b (прошедший через сито материал b), удаляются в четвертой модификации.
[Пятая модификация]
В пятой модификации крупнозернистый и среднезернистый материал, собранный как оставшийся на сите материал b, может быть отсортирован в магнитном сепараторе (107g на Фиг. 3-4), полученное магнитно притягиваемое вещество может быть подано в дробилку (102 на Фиг. 3-4) и измельчено с применением ударного воздействия. Предварительная сортировка магнитно непритягиваемого вещества магнитным сепаратором позволяет повысить эффективность сбора металлического железа, полученного дроблением магнитно притягиваемого вещества.
Способ производства металлического железа в соответствии с настоящим изобретением может дополнительно включать процесс сортировки магнитным сепаратором прошедшего через сито материала b, полученного просеиванием с использованием грохота b, и получения магнитно притягиваемого вещества b (в дальнейшем также называемый процессом магнитного отбора/разделения b), процесс тонкого измельчения полученного магнитно притягиваемого вещества b с использованием мельницы тонкого помола, в котором применяют силу трения и/или силу удара (в дальнейшем также называемый процессом тонкого измельчения b), и процесс дополнительной сортировки полученного тонкоизмельченного материала с использованием магнитного сепаратора и сбора магнитно притягиваемого вещества в качестве металлического железа (в дальнейшем также называемый процессом сбора металлического железа с). Дальнейшее описание будет сделано со ссылкой на Фиг. 3-3.
В то время как материал, состоящий из мелких частиц, которые прошли через грохот b (прошедший через сито материал b), представляет собой главным образом материал покрытия пода, в нем также присутствуют примесные мелкозернистые частицы металлического железа. Шлак прилипает к этим мелкозернистым частицам металлического железа при перемешивании, и процент шлаковых включений в мелкозернистых частицах металлического железа, как было найдено, составляет 30%, что очень много. Соответственно, материал, состоящий из мелких частиц, которые прошли через грохот b (прошедший через сито материал b), может быть отсортирован в магнитном сепараторе (107c на Фиг. 3-3), и отсортированное магнитно притягиваемое вещество b может быть тонко измельчено в мельнице тонкого помола (108c на Фиг. 3-3) для того, чтобы разделить его на металлическое железо и шлак, и после этого может быть отсортировано в магнитном сепараторе (107f на Фиг. 3-3), и отсортированное магнитно притягиваемое вещество может быть собрано в качестве металлического железа (104c на Фиг. 3-3). Иными словами, для отделения и удаления шлака из магнитно притягиваемого вещества b, полученного путем сортировки прошедшего через сито материала b магнитным сепаратором, соответственно используется мельница тонкого помола, которая может применять по меньшей мере одно из силы трения и силы удара. Репрезентативным примером такой мельницы тонкого помола является шаровая дробилка. Тонкоизмельченный материал, тонкоизмельченный в мельнице тонкого помола, может быть разделен магнитом.
Магнитный сепаратор, используемый в процессе магнитного отбора/разделения b, специально не ограничивается, и может использоваться известный магнитный сепаратор, тот же самый, что и в вышеописанном процессе магнитного отбора/разделения а.
В качестве мельницы тонкого помола в процессе тонкого измельчения b может использоваться мельница тонкого помола, используемая в вышеописанном процессе тонкого измельчения а.
Условия во время тонкого измельчения магнитно притягиваемого вещества b предпочтительно являются теми же самыми, как и в вышеописанном процессе тонкого измельчения а; масса магнитно притягиваемого вещества b, подаваемая в шаровую дробилку или в стержневую дробилку, предпочтительно составляет от 5 до 25% от массы шаров в шаровой дробилке или стержней в стержневой дробилке.
Продолжительность тонкого измельчения магнитно притягиваемого вещества b в мельнице тонкого помола (продолжительность тонкого измельчения) предпочтительно составляет 10 мин или менее (не включая 0 мин), более предпочтительно от 2 до 7 мин, и еще более предпочтительно от 3 до 6 мин, точно так же, как и в процессе тонкого измельчения а.
При тонком измельчении магнитно притягиваемого вещества b магнитно притягиваемое вещество b и магнитно притягиваемое вещество а могут быть смешаны перед тонким измельчением. Причина этого заключается в том, что и магнитно притягиваемое вещество b, и магнитно притягиваемое вещество а являются мелкими частицами с прилипшим к ним шлаком, и таким образом может использоваться одна и та же мельница тонкого помола.
Используемая в процессах тонкого измельчения а и b мельница тонкого помола предпочтительно имеет механизм, способный нагнетать газ внутрь мельницы с линейной скоростью 20 м/с или более. Чрезмерно тонкое измельчение с использованием шаровой дробилки или стержневой дробилки приводит к повторному объединению отделенного металлического железа и шлака, и полученная смесь становится магнитно притягиваемым веществом, в котором шлак прикреплен к металлическому железу. Продувка машины с линейной скоростью газа 20 м/с или более может предотвратить повторное объединение шлака и металлического железа. Линейная скорость газа более предпочтительно составляет 30 м/с. Верхний предел линейной скорости газа составляет, например, 50 м/с или менее, хотя особо не ограничивается.
Следует отметить, что настоящее изобретение является схожим с известным способом FASTMET и способом ITmk3 в плане того, что агломерат, сформированный из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, нагревают при высокой температуре для получения металлического железа (восстановленное железо). Однако, оно отличается в плане того, что восстановленный продукт, включающий металлическое железо и шлак, который выгружается из нагревательной печи с подвижным подом, дробят с применением ударного воздействия и сортируют с использованием сепаратора для сбора металлического железа, уменьшая таким образом количество шлака, вводимого в процесс рафинирования, который является следующим процессом.
В соответствии с описанным выше третьим изобретением восстановленный продукт, содержащий металлическое железо и шлак, который представляет собой материал, выгруженный из нагревательной печи с подвижным подом, дробится с применением ударного воздействия, и таким образом металлическое железо и шлак могут быть эффективно разделены. Кроме того, восстановленный продукт сортируется с использованием грохота перед дроблением восстановленного продукта, и таким образом восстановленный продукт может быть эффективно раздроблен. Кроме того, условия применения ударного воздействия к восстановленному продукту для дробления соответствующим образом контролируются, и таким образом эффективность дробления восстановленного продукта может быть улучшена. В соответствии с настоящим изобретением металлическое железо может быть эффективно собрано путем просеивания измельченного материала с использованием грохота с размером отверстий от 3 до 5 мм.
Таким образом было описано третье изобретение.
Даже после завершения вышеописанного первого изобретения, вышеописанного второго изобретении и вышеописанного третьего изобретения авторы настоящего изобретения ранее предложили технологию, в которой достигается высокая разделяемость при разделении на металлическое железо и шлак спеченного металлического железного тела, полученного путем нагревания агломерата, включающего содержащий оксид железа материал и углеродистый материал, в нагревательной печи для того, чтобы восстановить оксид железа в агломерате (японская патентная заявка №2012-99165). Особенность этой технологии заключается в том, что содержащее металлическое железо спеченное тело формируется как структура, в которой смесь, содержащая гранулированное металлическое железо и шлак, заключена во внешнюю оболочку, содержащую металлическое железо и шлак, в состоянии, когда температура составляет 1000°C или ниже.
Даже после предложения этой технологии в вышеупомянутой японской патентной заявке №2012-99165, авторы настоящего изобретения тщательно изучили увеличение процента шлака, удаляемого из металлического железосодержащего спеченного тела для получения металлического железа, содержащего мало шлака. В результате было обнаружено, что металлическое железо, содержащее мало шлака, может быть произведено путем выполнения обработки, комбинирующий тонкое измельчение и сортировку с использованием решета, и таким образом было выполнено четвертое изобретение.
Способ производства металлического железа согласно четвертому изобретению будет описан со ссылкой на Фиг. 4-1. Фиг. 4-1 представляет собой блок-схему для описания способа производства металлического железа в соответствии с настоящим изобретением.
Способ производства металлического железа в соответствии с настоящим изобретением включает процесс производства агломерата, сформованного из смеси сырья, включающей содержащий оксид железа материал и углеродистый материал (в дальнейшем также называемый процессом формования агломерата), Процесс 1 нагревания полученного агломерата в нагревательной печи для восстановления оксида железа в агломерате с получением содержащего металлическое железо спеченного тела, в котором смесь, содержащая гранулированное металлическое железо и шлак, окружена внешней оболочкой, содержащей металлическое железо и шлак, в состоянии, когда поверхностная температура составляет 1000°C или ниже (в дальнейшем также называемый процессом нагрева), Процесс 2 тонкого измельчения полученного содержащего металлическое железо спеченного тела (в дальнейшем также называемый первым процессом тонкого измельчения), Процесс 3 просеивания тонкоизмельченного материала, полученного в первом процессе тонкого измельчения, с использованием грохота а (в дальнейшем также называемый процессом просеивания), Процесс 4 дополнительного тонкого измельчения грубых частиц, остающихся на грохоте а (в дальнейшем также называемый вторым процессом тонкого измельчения), и Процесс 5 сбора металлического железа путем удаления шлака из тонкоизмельченного материала, полученного во втором процессе тонкого измельчения (в дальнейшем также называемый процессом сбора металлического железа).
Сначала будет описано содержащее металлическое железо спеченное тело. Структура содержащего металлического железо спеченного тела сама по себе является той же самой, что и структура содержащего металлического железо спеченного тела, раскрытого в японской патентной заявке №2012-99165, предложенной ранее авторами настоящего изобретения. Иными словами, внешняя оболочка содержащего металлическое железо спеченного тела включает металлическое железо и шлак. Включение шлака во внешнюю оболочку означает, что ее легче тонко измельчить, так как ее прочность меньше, чем прочность внешней оболочки, составленной из одного только металлического железа. С другой стороны, внутри внешней оболочки находится смесь, включающая частицы металлического железа и шлак. Смесь, окружаемая внешней оболочкой (в дальнейшем также называемая включением), является смесью, включающей частицы металлического железа и шлак, и соответственно включение также легко измельчается. Соответственно, металлическое железо может быть эффективно собрано путем отделения внешней оболочки от включения и удаления шлака из внешней оболочки. Кроме того, частицы металлического железа могут быть эффективно собраны путем удаления шлака из включения.
Температура поверхности содержащего металлического железо спеченного тела составляет 1000°C или ниже. Это означает, что агломерат был нагрет в нагревательной печи и после этого охлажден. Иными словами, содержащее металлическое железо спеченное тело получается путем нагревания агломерата, включающего содержащий оксид железа материал и углеродистый материал, в нагревательной печи, и нагревательная печь нагревается до температуры приблизительно от 1000 до 1500°C, как будет описано позже. Соответственно, температура поверхности 1000°C или ниже означает состояние охлаждения после нагрева.
Содержащее металлическое железо спеченное тело нуждается в полном покрытии внешней оболочкой для удержания внутренней смеси (включение) в пределах внешней оболочки от утечки. Достаточно, чтобы прочность содержащего металлическое железо спеченного тела находилась в пределах диапазона, в котором возможно поддержание формы при выгрузке из нагревательной печи разгрузочным устройством и т.п. Соответственно, достаточно, чтобы процент площади поперечного сечения части внешней оболочки составлял приблизительно 50% или более в поперечном сечении, проходящем через центр содержащего металлическое железо спеченного тела.
Внешняя оболочка предпочтительно формируется в форме сети (сетки) из металлического железа со множеством промежутков, как в пористом материале.
Рекомендуется, чтобы внешняя оболочка имела сетчатую композицию из металлических частиц, связанных друг с другом, и шлака, присутствующего по меньшей мере частично в композиции в промежутках сетки. Шлак, присутствующий по меньшей мере частично в промежутках сетчатой композиции, означает, что прочность внешней оболочки является более слабой, чем если бы она была составлена из одного только металлического железа, и соответственно ее легче измельчить.
Далее будет описан способ производства металлического железа в соответствии с настоящим изобретением.
[Процесс формования агломерата]
В процессе формования агломерата агломерат формируется из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, производя тем самым агломерат.
Конкретные примеры вышеупомянутого содержащего оксид железа материала, который может использоваться, включают железную руду, песок с содержанием частиц железной руды, пыль от производства чугуна, цветной остаток плавления, отходы производства чугуна и т.д.
Низкосортный содержащий оксид железа материал, который традиционно не мог обычно использоваться, может использоваться в качестве содержащего оксид железа материала в настоящем изобретении.
Иными словами, железная руда содержит пустую породу. Пустая порода является компонентом, составляющим железную руду, добытую из шахты (сырую руду), вместе с минералами, включающими полезный металл, и обычно состоит из оксидов, таких как SiO2 и Al2O3. Количество пустой породы, включенной в железную руду, различается в зависимости от области производства, где добывается железная руда. Железную руду, содержащую небольшое количество пустой породы, называют высококачественной железной рудой, а железную руду, содержащую большое количество пустой породы, называют низкосортной железной рудой.
Использование низкосортной железной руды для производства металлического железа имеет тенденцию приводить к следующим проблемам. Иными словами, использование низкосортной железной руды согласно вышеописанному способу (1) приводит к увеличенному количеству компонента шлака, содержащегося в агломерате, из-за пустой породы, содержавшейся в железной руде, объединенной с зольным компонентом, содержавшимся в углеродистом материале, и таким образом полученное восстановленное железо включает много шлака, и сортность получаемого железа становится низкой. Использование низкосортной железной руды согласно вышеописанному способу (2) приводит к увеличенному количеству шлака, образующегося при плавлении, и к покрытию расплавленным шлаком нерасплавленного восстановленного железа, что препятствует передаче тепла к восстановленному железу, и таким образом восстановленное железо и шлак не могут быть разделены в достаточной степени. Кроме того, восстановленное железо, полученное вышеописанными способами (1) и (2), может использоваться в качестве сырья для очистки, например, в электропечи, но необходимым условием для этого является небольшое количество пустой породы, вводимое в электропечь за один раз. Большое количество пустой породы приводит к большому количеству шлака, производимого при очистке в электропечи, и соответственно к большому количеству необходимой электроэнергии.
Таким образом, для производства металлического железа рекомендуется высококачественная железная руда, содержащая небольшое количество пустой породы. Однако, глобальное производство стали повышается даже при том, что источники поставки высококачественной железной руды ограничены, и таким образом существуют опасения, что поставляемого количества высококачественной железной руды будет недостаточно.
С другой стороны, в соответствии с настоящим изобретением структура содержащего металлическое железо спеченного тела, полученного путем нагрева агломерата, включающего содержащий оксид железа материал и углеродистый материал, состоит из внешней оболочки и включения, как описано выше, и объединяет тонкое измельчение и просеивание с использованием грохота, что будет описано позже. Соответственно, шлак может быть эффективно удален из содержащего металлическое железо спеченного тела даже при использовании низкосортного содержащего оксид железа материала.
Вышеупомянутый низкосортный содержащий оксид железа материал означает, что процент общей массы SiO2 и Al2O3 относительно общей массы железа (T.Fe) [процент шлака = (SiO2+Al2O3)/Т.Fe×100] составляет 5% или более. SiO2 и Al2O3 для различных типов пустой породы, включенной в содержащий оксид железа материал (например, железную РУДУ), составляют относительно высокий процент, и соответственно они используются в качестве представителей пустой породы в настоящем документе. Процент общей массы SiO2 и Al2O3 относительно общей массы железа определяется как процент шлака, и материал с процентом шлака 5% или менее называется высококачественным содержащим оксид железа материалом. Процент пустой породы может составлять 11% или более, или может составлять 12% или более.
Примеры углеродсодержащего материала, который может использоваться, включают уголь, кокс и т.д. Для углеродсодержащего материала достаточно включать достаточное количество углерода для восстановления оксида железа, входящего в содержащий оксид железа материал. В частности, достаточно, чтобы количество углерода находилось в избытке от 0 до 5 масс. % относительно количества углерода, достаточного для восстановления оксида железа, входящего в содержащий оксид железа материал.
Смесь, включающая содержащий оксид железа материал и углеродсодержащий восстановитель, предпочтительно дополнительно содержит вещество для управления точкой плавления.
Вещество для управления точкой плавления означает материал, который влияет на точку плавления компонентов, отличающихся от оксида железа, включенных в агломерат (особенно пустой породы), и исключает материал, который влияет на точку плавления металлического железа. Иными словами, путем добавления к смеси вещества для управления точкой плавления температура плавления компонентов агломерата, кроме оксида железа, (особенно пустой породы), может быть изменена, и их температура плавления может быть, например, снижена. Это способствует плавлению пустой породы, формируя таким образом расплавленный шлак. Часть оксида железа растворяется в расплавленном шлаке в это время, и восстанавливается и становится металлическим железом в расплавленном шлаке. Металлическое железо, произведенное в расплавленном шлаке, входит в контакт с металлическим железом, восстановленным в его твердом состоянии, и агрегируется как твердое восстановленное железо.
В качестве вещества для управления точкой плавления предпочтительно используется вещество для управления точкой плавления, включающее по меньшей мере источник СаО.
Предпочтительно в качестве источника СаО добавляется, например, по меньшей мере одно вещество, выбранное из группы, включающей СаО (негашеная известь), Ca(OH)2 (гашеная известь), CaCO3 (известняк) и CaMg(CO3)2 (доломит).
Вышеупомянутый источник СаО сам по себе может использоваться в качестве вещества для управления точкой плавления, или источник MgO, источник Al2O3, источник SiO2 и т.п., например, может использоваться в дополнение к источнику СаО. MgO, Al2O3 и - SiO2 также являются веществами, которые влияют на точку плавления других компонентов, кроме железа (особенно пустой породы), содержащихся в агломерате, таким же образом, как и СаО, описанный выше.
В качестве источника MgO предпочтительно добавляется по меньшей мере одно вещество, выбранное из группы, включающей, например, порошок MgO, Mg-содержащий материал, извлеченный из естественной руды или морской воды и т.п., и MgCO3. В качестве источника Al2O3 предпочтительно добавляется, например, порошок Al2O3, боксит, бемит, гиббсит, диаспор и т.д. Примеры веществ, которые могут использоваться в качестве источника SiO2, включают порошок SiO2, кварцевый песок и т.д.
Агломерат может дополнительно включать связующее вещество и т.п., в качестве компонента, отличающегося от содержащего оксид железа материала, углеродсодержащего восстановителя и вещества для управления точкой плавления.
Примеры, которые могут использоваться в качестве связующего вещества, включают полисахариды и т.п. (например, крахмалы, такие как кукурузный крахмал, мука и т.д.).
Содержащий оксид железа материал, углеродсодержащий восстановитель и вещество для управления точкой плавления предпочтительно измельчаются перед смешиванием. Например, для содержащего оксид железа материала рекомендуется средний размер зерна от 10 до 60 мкм, для углеродсодержащего восстановителя рекомендуется средний размер зерна от 10 до 60 мкм, и для вещества для управления точкой плавления рекомендуется средний размер зерна от 5 до 90 мкм.
Средства, с помощью которых содержащий оксид железа материал и т.д. измельчаются, особо не ограничиваются, и могут использоваться известные средства. Например, может использоваться вибрационная дробилка, роликовая дробилка, шаровая дробилка и т.п.
В качестве мешалки для перемешивания смеси могут использоваться, например, мешалка с вращающимся контейнером или мешалка с неподвижным контейнером. Примеры мешалки с вращающимся контейнером, которая может использоваться, включают вращающуюся цилиндрическую мешалку, двойную конусную мешалку, воронкообразный блендер и т.п. Примеры мешалки с неподвижным контейнером, которая может использоваться, включают смеситель, имеющий в чане для перемешивания вращающиеся лопасти (например, лопатки).
Примеры компактора для формования агломерата смеси, который может использоваться, включают гранулятор с вращающимся диском (дисковый гранулятор), цилиндрический гранулятор (барабанный гранулятор), двухвалковый брикетировщик и т.п.
Форма агломерата особенно не ограничивается, и может представлять собой, например, агрегаты, зерна, брикеты, окатыши, прутки и т.п., и предпочтительно представляет собой брикеты или окатыши.
[Процесс нагрева]
В процессе нагрева агломерат, полученный в описанном выше процессе формования агломерата, вводится в нагревательную печь и нагревается для восстановления оксида железа в агломерате, производя тем самым содержащее металлическое железо спеченное тело, которое имеет смесь, включающую частицы металлического железа и шлак внутри внешней оболочки, включающей металлическое железо и шлак, температура поверхности которой составляет 1000°C или менее.
Авторы настоящего изобретения принимали во внимание структуру содержащего металлическое железо спеченного тела, и после изучения каждой части внешней оболочки, составляющей содержащее металлическое железо спеченное тело, и смеси (включения), находящейся внутри внешней оболочки (в дальнейшем также называемой центральной частью), на предмет улучшения отделимости при разделении на (зернистое) металлическое железо и шлак, было найдено, что формы части внешней оболочки и центральной части изменяются следующим образом.
При введении в нагревательную печь агломерат нагревается внешним тепловым излучением, происходит следующая реакция, и производится металлическое железо.
Fe2O3+2CO→2Fe+2CO2
(Часть внешней оболочки)
На начальной стадии нагревания тепловым излучением недостаточно, и таким образом поверхностная температура части внешней оболочки является низкой. В это время при температурах, например, ниже 1250°C существует состояние, в котором мелкозернистое металлическое железо и шлак в полурасплавленном состоянии смешиваются (в дальнейшем также упоминается как композиция А). Соответственно, разделяемость металлического железа и шлака является чрезвычайно плохой. Эта форма наблюдается в случаях, когда продолжительность нагревания является недостаточной, а также в нижней части агломерата (около пода), где подводимое количество тепла является небольшим.
По мере нагрева агломерата и повышения поверхностной температуры части внешней оболочки (например, до температуры 1250°C или выше, но ниже чем 1330°C), металлическое железо спекается и становится сетчатым, расплавленный шлак становится несколько больше, и существует состояние, в котором расплавленный шлак рассеивается в сетчатой форме металлического железа (в дальнейшем также упоминается как композиция В). Рост расплавленного шлака в этой форме недостаточен, и таким образом разделяемость металлического железа и шлака не может считаться хорошей. Эта форма в частности наблюдается на верхней части внешней оболочки агломерата.
По мере того, как нагревание агломерата продолжается, и температура поверхности части внешней оболочки становится еще выше (например, 1330°C или выше), металлическое железо соединяется в форме пластин, расплавленного шлака становится больше, и существует состояние, в котором металлическое железо рассеивается в расплавленном шлаке (в дальнейшем также упоминается как композиция С). В этом состоянии расплавленный шлак достаточно вырос, так что разделяемость металлического железа и шлака является хорошей. Эта форма, в частности, наблюдается в верхней части внешней оболочки агломерата.
Композиция А и композиция В наблюдаются на всей внешней оболочке агломерата на ранних стадиях нагревания, но композиция С наблюдается только в верхней части внешней оболочки, где повышение температуры является высоким, и потребление углеродистого материала является большим. Иными словами, даже если температура в пределах печи поднимается до уровня, например, 1300°C или выше, распределение температур в агломерате является неоднородным, и образуется перепад температур между верхней и нижней частями агломерата. Соответственно, в то время как верхняя часть внешней оболочки часто становится композицией С, нижние части внешней оболочки часто становятся только композицией А или композицией В.
(Центральная часть)
Центральная часть нагревается за счет теплопередачи от части внешней оболочки, так что шлак плавится после того, как металлическое железо образует сетчатую форму. В этом расплавленном шлаке практически отсутствует FeO. После этого, когда металлическое железо насытится углеродом, металлическое железо становится гранулированным (в дальнейшем также упоминается как композиция D).
С другой стороны, если температура повышается в состоянии, в котором углерод и FeO присутствуют во внутренней части агломерата, FeO и углерод в расплавленном шлаке реагируют, и мелкозернистое металлическое железо производится в расплавленном шлаке (в дальнейшем также упоминается как композиция Е). Если FeO находится в непосредственной близости, когда шлак начинает плавиться, FeO растворяется в шлаке и понижает точку плавления шлака, таким образом увеличивая количество шлака. Если в этом состоянии углерод находится в непосредственной близости, происходит восстановление при плавке согласно следующему выражению, образуя чрезвычайно мелкозернистое металлическое железо. Это состояние представляет собой композицию Е. Эта композиция Е наблюдается во внутренности агломерата, где температура повысилась в состоянии, в котором образование твердого металлического железа было медленным.
2FeO(жидкость)+С→2Fe(твердое)+CO2(газ)
Если температура нагрева задана высокой, так что часть внешней оболочки приобрела форму композиции С, и агломерат был внезапно нагрет, чтобы улучшить разделяемость металлического железа и шлака, центральная часть также быстро нагревается, форма композиции становится композицией Е. Соответственно, расплавленный шлак, который вырос до большого размера, может быть хорошо удален из части внешней оболочки, которая стала композицией С, но центральная часть, ставшая композицией Е, имеет чрезвычайно мелкозернистое металлическое железо, таким образом, разделяемость от шлака становится плохой.
Для того, чтобы превратить центральную часть в композицию D, чтобы улучшить разделяемость между металлическим железом и шлаком, необходимо, чтобы компонент пустой породы был расплавлен, но металлическое железо не было расплавлено. Расплавленное состояние металлического железа зависит от начальной температуры науглероживания металлического железа и количества науглероживания. Если количество включенного углерода является чрезмерным, науглероживание металлического железа протекает даже в том случае, если шлак недостаточно расплавлен, так что расплавленное металлическое железо может образовать мелкозернистые сферические гранулы. Соответственно, рекомендуется, чтобы температура плавления компонента пустой породы поддерживалась на уровне 1300°C или ниже.
В настоящем изобретении температура в положении приблизительно на 20 мм выше агломерата, введенного в нагревательную печь, оценивается как эквивалентная температуре внутри нагревательной печи.
В качестве нагревательной печи может использоваться известная печь, и может использоваться, например, нагревательная печь с подвижным подом. Нагревательная печь с подвижным подом является нагревательной печью, в которой под перемещается через печь как ленточный конвейер, конкретным примером чего является печь с вращающимся подом. Вышеупомянутая печь с вращающимся подом является печью, в которой под имеет вид круга (формы пончика), так что начальная точка и конечная точка пода находятся в одном и том же положении. Агломерат, подаваемый на под, восстанавливается путем нагревания при прохождении одного круга через печь, производя тем самым (гранулированное) металлическое железо. Соответственно, печь с вращающимся подом имеет средства загрузки в самом дальнем положении против направления вращения для подачи агломерата в печь, и средства разгрузки в самом дальнем положении в направлении вращения (которое фактически является непосредственно предшествующим положению загрузки благодаря вращательной структуре).
[Первый процесс тонкого измельчения]
Содержащее металлическое железо спеченное тело, полученное в вышеупомянутом процессе нагрева, тонко измельчается в первом процессе тонкого измельчения для того, чтобы разделить его на часть внешней оболочки содержащего металлическое железо спеченного тела и часть включения. Иными словами, тонкое измельчение должно быть выполнено в первом процессе тонкого измельчения так, чтобы часть внешней оболочки и часть включения отделялись друг от друга без чрезмерной силы, прикладываемой к части внешней оболочки содержащего металлическое железо спеченного тела, и чтобы часть внешней оболочки не измельчалась на слишком мелкие частицы.
Щековая дробилка, валковый пресс, молотковая дробилка и т.п. могут использоваться в способе для тонкого измельчения содержащего металлическое железо спеченного тела в вышеупомянутом первом процессе тонкого измельчения.
В случае использования валкового пресса тонкое измельчение предпочтительно выполняется с зазором между валками, устанавливаемым равным 60-90% малой оси агломерата. Термин «малая ось» агломерата означает среднее значение, вычисленное путем измерения размера зерна десяти агломератов. Следует отметить, что при получении среднего значения, агломераты в разломанном состоянии и агломераты, деформированные на тонкие осколки, могут быть устранены, и получаемое среднее значение основывается на размере зерна агломератов, имеющих правильную форму (например, сферическую).
Если зазор между валками превышает 90% малой оси агломерата, содержащее металлическое железо спеченное тело практически не измельчается вообще, и соответственно разделение на части внешней оболочки и части включения становится затруднительным. Соответственно, зазор между валками предпочтительно составляет 90% малой оси агломерата или менее, более предпочтительно 85% или менее, и еще более предпочтительно 80% или менее. Однако, если зазор между валками составляет 60% малой оси агломерата или менее, к части внешней оболочки прикладывается чрезмерная сила, часть внешней оболочки также тонко измельчается, и ее отделение от части включения становится затруднительным. Соответственно, зазор между валками предпочтительно составляет 60% малой оси агломерата или более, более предпочтительно 65% или более, и еще более предпочтительно 70% или более.
Малая ось агломерата может быть основана на значениях, полученных путем измерения малой оси по меньшей мере десяти агломератов, и их усреднения.
В случае использования молотковой дробилки предпочтительно применение настолько большой силы удара, насколько это возможно, но нет никакой потребности применять такую силу удара, которая измельчила бы железо, и достаточно применить такую силу удара, которая разрушит один только шлак. Кроме того, в случае использования молотковой дробилки тонкое измельчение предпочтительно выполняется в состоянии без прутьев решета.
[Процесс просеивания]
В процессе просеивания тонкоизмельченный материал, полученный в первом процессе тонкого измельчения, просеивается с использованием грохота а и разделяется на часть внешней оболочки и часть включения. Иными словами, так как содержащее металлическое железо спеченное тело тонко измельчается в первом процессе тонкого измельчения и разделяется на другую часть оболочки и часть включения, оно разделяется на другую часть оболочки и часть включения в этом процессе просеивания после первого процесса тонкого измельчения с использованием грохота а. При разделении на другую часть оболочки и часть включения, часть включения обычно относительно меньше, чем часть внешней оболочки, и таким образом размер отверстий грохота а может быть отрегулирован так, чтобы обеспечить разделение на другую часть оболочки и часть включения.
Грохот а может быть грохотом, имеющим решето с размером отверстий менее 1 мм, но такое решето легко забивается, так что размер отверстий грохота предпочтительно составляет 1 мм или более. Верхний предел размера отверстий грохота а предпочтительно составляет, например, 8 мм или менее, более предпочтительно 5 мм или менее, и еще более предпочтительно 3,5 мм или менее.
Грубые зерна, остающиеся на грохоте а, дополнительно измельчаются в описанном ниже втором процессе тонкого измельчения.
С другой стороны, мелкие частицы, которые прошли через грохот а, могут быть отсортированы на магнитно притягиваемое вещество и магнитно непритягиваемое вещество в магнитном сортировщике, и магнитно притягиваемое вещество может быть собрано в качестве металлического железа.
Мелкие частицы, которые прошли через грохот а, предпочтительно тонко измельчаются перед сортировкой в магнитном сепараторе. Магнитный отбор после тонкого измельчения позволяет дополнительно повысить значение Т.Fe магнитно притягиваемого вещества.
Также следует отметить, что магнитно непритягиваемое вещество, отсортированное магнитным сепаратором, может быть дополнительно отсортировано на магнитно притягиваемое вещество и магнитно непритягиваемое вещество в магнитном сепараторе, и магнитно притягиваемое вещество может быть собрано как металлическое железо. Процесс дополнительной сортировки магнитно притягиваемого вещества и сбора металлического железа может быть повторен многократно по мере необходимости.
[Второй процесс тонкого измельчения]
Во втором процессе тонкого измельчения грубые частицы, оставшиеся на грохоте а в процессе просеивания, дополнительно тонко измельчаются. Грубые частицы, оставшиеся на грохоте а, эквивалентны главным образом части внешней оболочки, образующей содержащее металлическое железо спеченное тело. Во втором процессе тонкого измельчения часть внешней оболочки тонко измельчается для того, чтобы разделить ее на металлическое железо и шлак. В это время, части композиции В и композиции С внешней оболочки, образующей содержащее металлическое железо спеченное тело, состоят практически из металлического железа, и соответственно расплющиваются вместо того, чтобы быть измельченными во втором процессе тонкого измельчения. Соответственно, они могут быть собраны как большие расплющенные комки металлического железа в описанном ниже процессе сбора металлического железа. С другой стороны, части внешней оболочки, состоящие из композиции А, содержат большое количество примесного шлака, и соответственно тонко измельчаются во втором процессе тонкого измельчения и разделяются на металлическое железо и шлак. Соответственно, шлак легко удаляется из тонкоизмельченного материала в описанном ниже процессе сбора металлического железа, и металлическое железо может быть эффективно собрано.
Валковый пресс, молотковая дробилка и т.п. могут использоваться в способе для тонкого измельчения содержащего металлическое железо спеченного тела в вышеупомянутом втором процессе тонкого измельчения. Особенно предпочтительным является использование валкового пресса. Использование валкового пресса позволяет расплющить металлическое железо, включенное в часть внешней оболочки, и соответственно металлическое железо может быть собрано в больших формах. Чем больше размер металлического железа, тем больше улучшается его разделяемость со шлаком, и, таким образом, тем выше эффективность сбора металлического железа.
В случае использования валкового пресса зазор между валками предпочтительно устанавливается равным 3 мм или менее для осуществления тонкого измельчения. Зазор между валками может меняться в зависимости от размера частиц, и соответственно может быть установлен равным 0 мм.
В случае использования молотковой дробилки во втором процессе тонкого измельчения тонкое измельчение может быть выполнено в состоянии либо с присутствующими прутьями решета, либо с отсутствующими прутьями решета. Периферийная скорость молотка предпочтительно составляет от 30 до 40 м/с. В том случае, когда тонкое измельчение выполняется с присутствующими прутьями решета, частицы с размером больше, чем интервал между прутьями решета, неоднократно тонко измельчаются молотками, так что молотки предпочтительно останавливаются после соответствующего промежутка времени. В соответствии с опытом авторов настоящего изобретения было найдено, что предпочтительной является остановка молотков в течение 10 с.
[Процесс сбора металлического железа]
В процессе сбора металлического железа шлак удаляется из тонкоизмельченного материала, полученного во втором процессе тонкого измельчения, и металлическое железо собирается. Иными словами, тонкоизмельченный материал, полученный во втором процессе тонкого измельчения, является смесью (тонкоизмельченным материалом) металлического железа и шлака, полученного путем тонкого измельчения части внешней оболочки содержащего металлическое железо спеченного тела, и шлак удаляется из этого тонкоизмельченного материала в процессе сбора металлического железа для сбора металлического железа.
В то время как способ удаления шлака из тонкоизмельченного материала конкретно не ограничивается, примеры, которые могут использоваться, включают способ с использованием магнитного сепаратора и способ с использованием грохота.
[Магнитное разделение]
В случае использования магнитного сепаратора тонкоизмельченный материал, полученный во втором процессе тонкого измельчения, может быть отсортирован на магнитно притягиваемое вещество и магнитно непритягиваемое вещество магнитным сепаратором, и магнитно притягиваемое вещество может быть собрано как металлическое железо.
Магнитно непритягиваемое вещество, отсортированное в магнитном сепараторе, может быть дополнительно отсортировано магнитным сепаратором, и магнитно притягиваемое вещество может быть собрано как металлическое железо. Магнитно непритягиваемое вещество представляет собой главным образом шлак, но в магнитно непритягиваемом веществе обычно есть некоторое количество примеси металлического железа, так что рекомендуется сбор металлического железа из магнитно непритягиваемого вещества для того, чтобы улучшить выход металлического железа. Следует отметить, что процесс дополнительной сортировки магнитно непритягиваемого вещества магнитным сепаратором и сбор металлического железа может быть повторен многократно по мере необходимости.
[Просеивание]
В случае просеивания тонкоизмельченный материал, полученный во втором процессе тонкого измельчения, может быть просеян с использованием грохота b, имеющего такой же размер отверстий, как и размер отверстий грохота а или более, чем размер отверстий грохота а, причем грубые частицы, остающиеся на грохоте b, собираются как металлическое железо.
Грохот b предпочтительно имеет размер отверстий, например, от 1 до 8 мм, более предпочтительно от 2 до 5 мм, и наиболее предпочтительно от 2 до 3,5 мм. Если размер отверстий решета менее 1 мм, часть недостаточно измельченной внешней оболочки (в частности, композиция А) включается в первый процесс тонкого измельчения, снижая таким образом выход железа. С другой стороны, при выполнении просеивания с использованием грохота, размер отверстий которого составляет 3,35 мм или более, увеличивает концентрацию Fe в грубых частицах, остающихся на грохоте, и таким образом может быть получен собранный материал с более высокой концентрацией Fe. Однако, если размер отверстий решета устанавливается равным 8 мм или более, количество грубых частиц, остающихся на грохоте, является слишком маленьким, и таким образом металлическое железо не может быть собрано.
Следует отметить, что размер отверстий решета, описанный выше, является значением для малой оси окатышей 19 мм перед восстановлением, и если размер окатышей изменяется, то размер отверстий грохота также может быть изменен.
С другой стороны, мелкие частицы, которые проходят через грохот b, могут быть отсортированы на магнитно притягиваемое вещество и магнитно непритягиваемое вещество магнитным сепаратором, и магнитно притягиваемое вещество может быть собрано как металлическое железо. Следует отметить, что процесс дополнительной сортировки магнитно непритягиваемого вещества магнитным сепаратором и сбор металлического железа может быть повторен многократно по мере необходимости.
В то время как может использоваться известный магнитный сепаратор, предпочтительно может использоваться магнитный сепаратор с сухим барабаном. Использование магнитного сепаратора с мокрым барабаном может привести к тому, что восстановленное железо будет окисляться при контакте с водой, и таким образом чистота восстановленного железа может ухудшаться.
Как описано выше, четвертое изобретение включает нагревание агломерата, сформированного из смеси сырья, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, для получения содержащего металлическое железо спеченного тела, в котором смесь, содержащая гранулированное металлическое железо и шлак, заключена во внешнюю оболочку, содержащую металлическое железо и шлак, в состоянии, в котором температура составляет 1000°C или ниже, и это содержащее металлическое железо спеченное тело обрабатывают комбинацией тонкого измельчения и просеивания с использованием грохота. Соответственно, процент удаления шлака из содержащего металлическое железо спеченного тела может быть увеличен, и может быть произведено металлическое железо с небольшим содержанием шлака.
Таким образом было описано четвертое изобретение.
Далее настоящее изобретение будет дополнительно описано посредством Примеров. Следует отметить однако, что настоящее изобретение никоим образом не ограничивается следующими Примерами, и что различные модификации могут быть сделаны и реализованы без отступления от объема и сущности настоящего изобретения, описанного в настоящем документе, и все они также включены в объем настоящего изобретения.
Настоящая патентная заявка испрашивает приоритет на основе Японской патентной заявки №2012-173453, поданной 3 августа 2012 г., Японской патентной заявки №2012-173454, поданной 3 августа 2012 г., Японской патентной заявки №2013-110283, поданной 24 мая 2013 г., и Японской патентной заявки №2013-90688, поданной 23 апреля 2013 г. Настоящий документ ссылается на вышеупомянутые Японскую патентную заявку №2012-173453, Японскую патентную заявку №2012-173454, Японскую патентную заявку №2013-110283 и Японскую патентную заявку №2013-90688 во всей их полноте.
ПРИМЕРЫ
Следующие Примеры 1-1 - 1-8 являются примерами первого изобретения, следующие Примеры 2-1 - 2-7 являются примерами второго изобретения, следующие Примеры 3-1 - 3-6 являются примерами третьего изобретения, и следующие Пример 4-1 и Пример 4-2 являются примерами четвертого изобретения.
[Пример 1-1]
В Примере 1-1 сухие окатыши получали на основе диаграммы процесса, проиллюстрированной на Фиг. 1-1. Полученные сухие окатыши нагревали в печи с вращающимся подом, тонко измельчали, магнитно разделяли и т.д. для получения металлического железа.
Получали железные руды А и В, имеющие различный состав, их смешивали с углем, известняком и связующим веществом, и формовали в агломераты, получая, таким образом, агломераты (окатыши). Таблица 1-1 ниже иллюстрирует компонентные составы железных руд А и В. Компонентный состав угля иллюстрируется в Таблице 1-2 ниже. В качестве связующего вещества использовали связующее вещество на основе крахмала.
Окатыш А содержал 76,3 масс. % железной руды А, 16,9 масс. % угля, 4,1 масс. % известняка, 1,1 масс. % глинозема и 1,5 масс. % связующего вещества.
Окатыш В содержал 71,8 масс. % железной руды В, 15,8 масс. % угля, 10,9 масс. % известняка и 1,5 масс. % связующего вещества.
Чашевый окомкователь 1 использовался для производства окатышей, у которых средняя длина главной оси составляла 19 мм, и полученные окатыши высушивались один час при температуре 180°C. Компонентные составы высушенных окатышей иллюстрируются в Таблице 1-3 ниже.
Затем высушенные окатыши были помещены в печь 2 с вращающимся подом и нагреты. Непосредственно перед помещением высушенных окатышей в печь 2 с вращающимся подом на под печи с вращающимся подом слоем толщиной 5 мм был помещен угольный порошок, имеющий диаметр зерна 3 мм или менее в качестве материала покрытия пода для защиты пода. Множество горелок устанавливали на боковых стенках печи 2 с вращающимся подом, и высушенные окатыши, помещенные на под, нагревали путем горения природного газа с использованием этих горелок. Температуру в печи измеряли измерительным щупом, установленным в положении на 60 см выше высушенных окатышей, причем управление температурой осуществляли на основе измерений, сделанных именно в этом температурном положении.
Затем, когда высушенные окатыши помещали на под, и температура нагрева становилась стабильной, образец массой от 3 до 5 кг извлекали, уменьшали до 1-2 кг, просеивали, тонко измельчали и подвергали магнитному разделению, получая, таким образом, металлическое железо. Это будет подробно описано ниже.
Во-первых, восстановленный материал, выгруженный из печи 2 с вращающимся подом, содержит материал покрытия пода, который находился на поде и соответственно был просеян с использованием грохота 3. В качестве грохота 3 использовали грохот, имеющий размер отверстий 3,35 мм, эквивалентный вышеописанному грохоту а.
В качестве дробилки, которая применяет ударное воздействие в одном направлении, использовалась молотковая дробилка 4, для раздробления материала, собранного в качестве материала, оставшегося на грохоте 3. Скорость вращения молотков молотковой дробилки 4 устанавливали равной 3600 об/мин. Грохот (указанный как сито в Таблице 1-4) присоединяли к молотковой дробилке 4 в качестве сепаратора, и после того, как заданное время тонкого измельчения истекло, было получено разделение на три типа материала: оставшийся на сите материал, прошедший через сито материал, и мелкий порошок, который был отделен воздушным разделением. Размер отверстий грохота, присоединенного к молотковой дробилке 4, составлял 7,9 мм.
Оставшийся на сите материал #1, измельченный молотковой дробилкой 4 и отделенный на грохоте (сите) представлял собой металлическое железо и был собран в качестве продукта.
Прошедший через сито материал, измельченный молотковой дробилкой 4 и отделенный на грохоте (сите), просеивали с использованием грохота 5 и разделяли на оставшийся на сите материал и прошедший через сито материал. Размер отверстий грохота 5 составлял 3,35 мм.
Оставшийся на сите материал, отделенный на грохоте 5, магнитно отбирали/разделяли на магнитно притягиваемое вещество #2 и магнитно непритягиваемое вещество #3 в магнитном сепараторе 6. В результате магнитно притягиваемое вещество #2 представляло собой металлическое железо, включающее шлак, и было собрано в качестве продукта. С другой стороны, магнитно непритягиваемое вещество #3 представляло собой шлак.
Прошедший через сито материал, отделенный на грохоте 5, магнитно разделяли на магнитно притягиваемое вещество #4 и магнитно непритягиваемое вещество #5 в магнитном сепараторе 7. Магнитно притягиваемое вещество #4 представляло собой железо, включающее шлак. С другой стороны, магнитно непритягиваемое вещество #5 представляло собой шлак.
Отделенный воздушным разделением мелкий порошок (мелкий порошок перед циклонным сепаратором), образовавшийся от дробления молотковой дробилкой 4, мелко измельчали в чашевой мельнице 8, и после этого отбирали/разделяли на магнитно притягиваемое вещество #6 и магнитно непритягиваемое вещество #7 в магнитном сепараторе 9. В результате магнитно притягиваемое вещество #6 представляло собой металлическое железо, включающее шлак. С другой стороны, магнитно непритягиваемое вещество #7 представляло собой шлак. Следует отметить, что зернистость прошедшего через сито материала, отделенного на грохоте 5 без воздушного разделения, была относительно грубой, масса порошка с диаметром зерна 0,1 мм или более составляла 95% или более.
Материал, собранный как прошедший через сито материал на грохоте 3, магнитно отбирали/разделяли на магнитно притягиваемое вещество и магнитно непритягиваемое вещество с использованием магнитного сепаратора 10.
Магнитно притягиваемое вещество, полученное путем магнитного отбора/разделения в магнитном сепараторе 10, тонко измельчали в чашевой мельнице 11, и после этого отбирали/разделяли на магнитно притягиваемое вещество #9 и магнитно непритягиваемое вещество #10 с использованием магнитного сепаратора 12.
Магнитно непритягиваемое вещество #8, полученное путем магнитного разделения в магнитном сепараторе 10, представляло собой смесь материала покрытия пода и шлака.
Таблица 1-5 ниже иллюстрирует компонентный состав и массовую долю относительно общей массы фракций #1 - #10 при использовании окатыша В. В Таблице 1-5 ниже M.Fe представляет собой количество металлического железа.
Таблица 1-5 также иллюстрирует компонентный состав и массовую долю относительно общей массы фракций #9 и #10 в объединенном состоянии.
Как можно понять из Таблицы 1-5, прошедший через сито материал #1, отделенный в молотковой дробилке 4, содержал 97,22% T.Fe, а магнитно притягиваемое вещество #2 содержало 96,79% T.Fe. Оставшийся на сите материал #1 и магнитно притягиваемое вещество #2 собирали в качестве продукта (металлическое железо), и средний процент металлизации составлял 99,6%. Тонкое измельчение этого металлического железа было предпринято с использованием чашевой мельницы, которая обладает большой силой дробления, но они практически не разрушились. В результате было найдено, что весь объем не нуждается в тонком измельчении в молотковой дробилке 4, поскольку частицы с размером 3,35 мм или более являются высококачественным металлическим железом. Иначе говоря, было найдено, что для дробления восстановленного продукта, выгруженного из печи с вращающимся подом, предпочтительной является молотковая дробилка, имеющая структуру, в которой дробление выполняют заданное количество времени в молотковой дробилке 4, которая является ударной дробилкой, и грубые частицы, имеющие определенный уровень размера, выгружают. Кроме того, для грохота 5, на котором дополнительно просеивают материал, прошедший через грохот, предусмотренный в молотковой дробилке 4, было найдено, что предпочтительно выбирать грохот, который дает дробленый материал, в котором максимальный размер прошедших через сито зерен составляет приблизительно 3 мм.
С другой стороны, в материале, прошедшем через грохот 5, магнитно притягиваемое вещество #4 содержит 90,55% T.Fe. Кроме того, мелкий порошок, отделенный воздушным разделением в молотковой дробилке 4, тонко измельчали в чашевой мельнице 8 и затем подвергали магнитному отбору/разделению в магнитном сепараторе 9 для получения магнитно притягиваемого вещества #6, которое показало высокое значение для T.Fe, равное 84,49%.
Далее, Таблица 1-6 показывает массовые проценты оставшегося на сите материала #1, магнитно притягиваемого вещества #2 и магнитно притягиваемого вещества #4 как 100%, а также процент шлака в каждом образце.
Кроме того, Таблица 1-6 показывает массовые проценты магнитно притягиваемого вещества #6 и магнитно притягиваемого вещества #9 как 100%, а также процент шлака в каждом образце.
Аналитические результаты #1, #2 и #4 в Таблице 1-6 показывают, что продукт с небольшим процентом шлака может быть собран просто способом разделения с использованием различия в размерах частиц после дробления, таким как просеивание и воздушное разделение, и т.д. С другой стороны, аналитические результаты #6 и #9 показывают, что даже для полученных после дробления мелких частиц и прошедшего через грохот а материала, для которых отделение шлака является трудным, выполнение дополнительного тонкого измельчения позволяет эффективно удалять шлак.

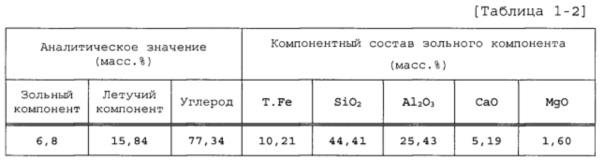
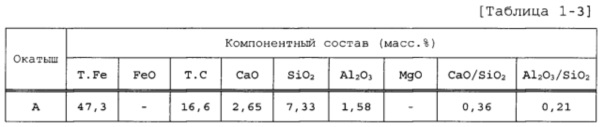



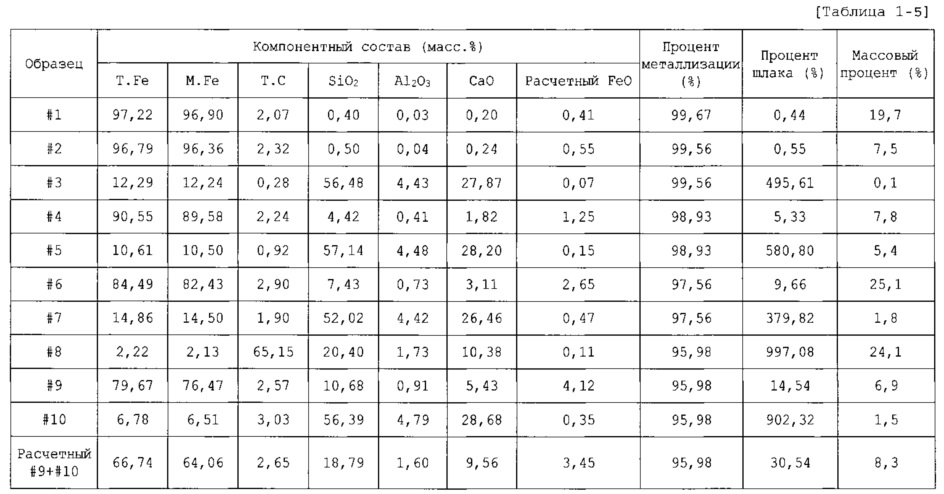

[Пример 1-2]
В Примере 1-2 изучали выбор дробилки для дробления выгруженного из печи с вращающимся подом восстановленного продукта, включающего металлическое железо и шлак.
Сухие окатыши В, показанные в Таблице 1-3, нагревали при температуре 1430°C в течение 11 мин или при температуре 1460°C в течение 12 мин в печи с вращающимся подом. Окатыши, полученные при нагревании до температуры 1430°C в течение 11 мин, представляли собой восстановленное железо в форме зерен, в то время как окатыши, полученные при нагревании до температуры 1460°C в течение 12 мин, представляли собой зерна металлического железа. Образцы восстановленного зернистого железа или образцы зерен металлического железа, полученные таким образом, магнитно разделяли, и процент шлака в магнитно притягиваемом веществе измеряли на основе Выражения (1), приведенного выше. Процент шлака в образцах восстановленного зернистого железа составлял 19,0%, в то время как процент шлака в образцах зерен металлического железа составлял 11,9%. Результаты для образцов восстановленного зернистого железа, полученные при нагревании до температуры 1430°C, изображены белыми столбцами на столбчатой диаграмме Фиг. 1-2, в то время как результаты для образцов зерен металлического железа, полученные путем нагревания при температуре 1460°C, изображены заштрихованными столбцами на столючатой диаграмме Фиг. 1-2.
Из образцов, выгруженных из печи с вращающимся подом, собирали 1 кг частиц, которые имеют диаметр 3,35 мм или более, и помещали в шаровую дробилку 30 см в диаметре и 30 см длиной, где дробили при скорости 10 об/мин в течение 20 мин. Шары, помещенные в шаровую дробилку, имели массу 20 кг. Измельченный материал магнитно разделяли магнитным сепаратором, и процент шлака в магнитно притягиваемом веществе измеряли на основе вышеупомянутого Выражения (1). Фиг. 1-2 иллюстрирует результаты для образцов восстановленного зернистого железа, полученные путем нагревания при температуре 1430°C, и результаты для образцов зерен металлического железа, полученные путем нагревания при температуре 1460°C. В результате процент шлака для образцов зерен металлического железа снижался до 3,2%, в то время как процент шлака для образцов восстановленного зернистого железа практически не снижался (процент шлака составлял 15,9%). Причина этого предположительно заключается в том, что металлическое железо деформируется в состоянии, при котором существенного разделения шлака не происходит, и таким образом шлак, присутствующий внутри образца, становился трудноотделимым.
Затем образцы восстановленного зернистого железа, полученные путем нагревания при температуре 1430°C, и образцы зерен металлического железа, полученные путем нагревания при температуре 1460°C, измельчали с использованием молотковой дробилки. Фиг. 1-2 иллюстрирует результаты для образцов восстановленного зернистого железа, полученные путем нагревания при температуре 1430°C, и результаты для образцов зерен металлического железа, полученные путем нагревания при температуре 1460°C. В результате процент шлака для образцов зерен металлического железа снижался до 2,4%, а процент шлака для образцов восстановленного зернистого железа снижался до 5,9%.
Из вышеприведенных результатов было найдено, что дробление с использованием молотковой дробилки является подходящим для отделения металлического железа от материала, выгруженного из печи с вращающимся подом, диаметр зерен которого составляет 3,35 мм или более.
[Пример 1-3]
Фиг. 1-3 представляет собой схематическую диаграмму, иллюстрирующую пример конфигурации, используемый вместо молотковой дробилки. Обычная молотковая дробилка имеет решето (грохот), предусмотренное внутри дробилки в качестве сепаратора, и дробление выполняется до тех пор, пока размер зерен материала не станет равным или менее, чем размер отверстий грохота. С другой стороны, восстановленный продукт, полученный из нагревательной печи с подвижным подом, содержит твердое металлическое железо с большим размером зерна, но задача дробилки в настоящем изобретении состоит в том, чтобы удалить шлак, прилипший к металлическому железу, а не раздробить металлическое железо и уменьшить размер его зерна. Соответственно, путем обеспечения грохота вне молотковой дробилки, а не внутри, настоящее изобретение дает возможность непрерывного сбора продукта металлического железа без уменьшения размера зерна.
Фиг. 1-3 иллюстрирует такой пример конфигурации, в котором восстановленный продукт вводится в дробилку 21 и дробится ударным воздействием. Дробилка 21 не имеет внутри решета. Материал, измельченный в дробилке 21, подается на грохот 22, где он просеивается. Может использоваться, например, грохот 22, имеющий размер отверстий решета 2 мм.
Прошедший через грохот 22 материал является смесью металлического железа и шлака.
Оставшийся на грохоте 22 материал подается на грохот 23, где выполняется вторая стадия просеивания. Может использоваться, например, грохот 23, имеющий размер отверстий решета 8 мм. Материал, имеющий размер зерна 8 мм или более, мог быть недостаточно раздроблен на дробилке, и таким образом оставшийся на грохоте 23 материал может подаваться в дробилку 21 и подвергаться дроблению. С другой стороны, прошедший через грохот 23 материал является металлическим железом, имеющим размер зерна приблизительно от 2 до 8 мм.
[Пример 1-4]
Фиг. 1-4 представляет собой схематическую диаграмму, иллюстрирующую пример конфигурации другого процесса производства металлического железа в соответствии с настоящим изобретением. Те части на Фиг. 1-4, которые являются теми же самыми, что и изображенные на Фиг. 1-1, обозначены теми же самыми ссылочными позициями, чтобы избежать излишнего описания.
На Фиг. 1-4, смесь, включающая содержащий оксид железа материал, углеродсодержащий восстановитель и присадку, формуется в агломерат с использованием чашевого окомкователя 1, получая, таким образом, агломерат. Полученный агломерат вводится в печь 2 с вращающимся подом и нагревается. Восстановленный продукт, полученный путем нагревания в печи 2 с вращающимся подом, просеивается с использованием грохота 3. Следует отметить, что в то время как данное описание делается относительно случая использования чашевого окомкователя 1, настоящее изобретение не ограничивается этим, и может использоваться другой окомкователь, отличный от чашевого окомкователя, брикетировщик, экструдер и т.п.
Материал, собранный в грохоте 3 как оставшийся на сите материал, подается в стержневую дробилку 4а, которая является ударной дробилкой, и измельчается.
Оставшийся на сите материал, полученный дроблением в стержневой дробилке 4а и просеиванием на грохоте, предусмотренном вне стержневой дробилки, собирается как металлическое железо (#1).
Прошедший через сито материал, полученный дроблением в стержневой дробилке 4а и просеиванием на грохоте, предусмотренном вне стержневой дробилки, подается к магнитному сепаратору 7 и разделяется на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Магнитно непритягиваемое вещество #5, отсортированное в магнитном сепараторе 7, является шлаком.
Материал, собранный в грохоте 3 как прошедший через сито материал, подается к магнитному сепаратору 10, разделяется на магнитно притягиваемое вещество и магнитно непритягиваемое вещество.
Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 7, и магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 10, подаются к шаровой дробилке 11а и тонко измельчаются, и тонкоизмельченный материал подается к магнитному сепаратору 12 и разделяется на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 12, собирается как металлическое железо (#9). С другой стороны, магнитно непритягиваемое вещество (#10), отсортированное в магнитном сепараторе 12, представляет собой металлическое железо с высоким процентом шлака.
Магнитно непритягиваемое вещество (#8), отсортированное в магнитном сепараторе 10, почти целиком представляет собой материал покрытия пода.
[Пример 1-5]
В Примере 1-5 металлическое железо получали, следуя процессу производства металлического железа, проиллюстрированному на Фиг. 1-5, и изучали условия дробления в дробилке 34 и тип мельницы тонкого помола, соответственно используемой в качестве мельницы 38 тонкого помола.
Сначала на основе Фиг. 1-5 будут описаны процессы производства металлического железа. Агломерат формовали из смеси, включающей содержащий оксид железа материал, углеродсодержащий восстановитель и присадку, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом и восстанавливали путем нагрева. Восстановленный продукт, включающий металлическое железо и шлак, который был выгружен из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Грубые частицы (оставшийся на сите материал), полученные в грохоте 32, дробили с использованием ударной дробилки 34. Измельченный материал, полученный дроблением, разделяли на два типа с использованием сепаратора 35.
В качестве сепаратора 35 использовали грохот. Оставшийся на сите материал, полученный при просеивании на грохоте, собирали из системы в качестве продукта. С другой стороны, прошедший через сито материал, полученный путем просеивания на грохоте, вводили в магнитный сепаратор 37. Магнитно притягиваемое вещество, полученное путем магнитного разделения в магнитном сепараторе 37, вводили в мельницу 38 тонкого помола. Следует отметить, что вышеупомянутый сепаратор 35 и вышеупомянутый магнитный сепаратор 37 могут быть опущены.
Тонкоизмельченный материал, полученный в мельнице 38 тонкого помола, вводили в магнитный сепаратор 39 и магнитно разделяли. Магнитно притягиваемое вещество, полученное путем магнитного разделения, собирали в точке 48 как металлическое железо. Если полученное магнитно притягиваемое вещество нуждалось в дальнейшем отделении от шлака, его передавали в мельницу тонкого помола 40 вместо того, чтобы собирать в качестве металлического железа в точке 48.
Тонкоизмельченный материал, полученный в мельнице тонкого помола 40, вводили в магнитный сепаратор 41, и выполняли магнитное разделение. Магнитно притягиваемое вещество, полученное путем магнитного разделения, собирали в точке 49 в качестве металлического железа. Если полученное магнитно притягиваемое вещество нуждается в дальнейшем отделении от шлака, оно может снова неоднократно введено в мельницу тонкого помола и тонко измельчено и магнитно разделено вместо того, чтобы быть собранным в качестве металлического железа в точке 49.
Магнитно притягиваемое вещество, полученное из магнитного сепаратора 41, подавали на машину 36 для формования агломерата (например, брикетировщик), формовали в агломерат и собирали в качестве продукта 51. Следует отметить, что машина 36 для формования агломерата может быть опущена. Кроме того, Фиг. 1-5 не иллюстрирует пути для выгрузки из системы магнитно непритягиваемого вещества, отсортированного магнитными сепараторами 37, 39 и 41.
Следующими в этом примере изучали условия дробления в дробилке 34.
В качестве агломерата использовали окатыш В, показанный в Таблице 1-3 выше. Этот агломерат вводили в нагревательную печь 31 с подвижным подом и восстанавливали путем нагрева. Восстановление путем нагрева в печи выполняли при температуре от 1400 до 1450°C.
Использовали грохот 32, имеющий размер отверстий решета 3,35 мм.
В качестве дробилки 34 использовали стержневую дробилку. Внутренний диаметр стержневой дробилки составлял 0,5 м, длина составляла 0,9 мм, и внутрь помещали 460 кг стержней, служащих измельчающей средой.
Количество материала, состоящего из грубых частиц, введенного в стержневую дробилку, составляло 50 кг, условия дробления включали скорость вращения 40 об/мин и продолжительность дробления 3 мин, 5 мин и 10 мин. В результате процент шлака в дробленом продукте, полученном дроблением в течение 3 мин, составлял 10,2%, процент шлака в дробленом продукте, полученном дроблением в течение 5 мин, составлял 9,8%, и процент шлака в дробленом продукте, полученном дроблением в течение 10 мин, составлял 9,6%.
Процент шлака означает процент общей массы SiO2 и Al2O3относительно массы T.Fe, содержащейся в дробленом продукте:
Из вышеописанных результатов было найдено, что время дробления 3 мин в дробилке 34 является достаточным.
Кроме того, в данном Примере также изучали тип мельницы тонкого помола, соответственно используемой в качестве мельницы 38 тонкого помола. Следует отметить, что сепаратор 35 и магнитный сепаратор 37 были опущены.
Стержневая дробилка или клеточная дробилка использовались в качестве мельницы 38 тонкого помола.
В случае использования стержневой дробилки тонкое измельчение выполняли один раз (продолжительность тонкого измельчения 15 мин). В результате процент шлака составил 13,8% при использовании стержневой дробилки в качестве мельницы 38 тонкого помола.
В случае использования клеточной дробилки тонкое измельчение выполняли три раза. Иначе говоря, после одного прохода тонкого измельчения часть материала собирали, магнитно сортировали, и измеряли процент шлака в полученном магнитно притягиваемом веществе. Остаток материала подвергали второму проходу тонкого измельчения. После второго прохода тонкого измельчения часть материала собирали, магнитно сортировали, и измеряли процент шлака в полученном магнитно притягиваемом веществе. Остаток материала подвергали третьему проходу тонкого измельчения, после которого его магнитно сортировали, и измеряли процент шлака в полученном магнитно притягиваемом веществе. Использованная клеточная дробилка имела четыре ряда с диаметром наружного ряда 0,75 м и стержни клетки, сталкивающиеся с измельчаемым материалом на максимальной скорости 40 м/с. В результате в случае использования клеточной дробилки в качестве мельницы 38 тонкого помола первый проход давал 9,8% шлака, второй проход давал 7,9% шлака, и третий проход давал 6,5% шлака. Было найдено, что в случае использования клеточной дробилки процент шлака может быть уменьшен еще сильнее путем повторения тонкого измельчения.
Из вышеописанных результатов использования клеточной дробилки в качестве мельницы 38 тонкого помола было найдено, что процент шлака, содержащийся в тонкоизмельченном материале, был относительно ниже в случае использования клеточной дробилки по сравнению с использованием стержневой дробилки.
[Пример 1-6]
В Примере 1-6 металлическое железо получали, следуя процессу производства металлического железа, проиллюстрированному на Фиг. 1-6, и изучали количество T.Fe, включенное в тонкоизмельченный материал, и выход железа.
Сначала будет описан процесс производства металлического железа, проиллюстрированный на Фиг. 1-6(а).
Агломерат формовали из смеси, включающей содержащий оксид железа материал, углеродсодержащий восстановитель и присадку, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом и восстанавливали путем нагрева.
Восстановленный продукт, включающий металлическое железо и шлак, который был выгружен из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Материал, состоящий из мелких частиц (прошедший через сито материал), полученный на грохоте 32, вводили в магнитный сепаратор 42 и магнитно разделяли. Магнитно непритягиваемое вещество, полученное путем магнитного разделения, выгружали из системы в точке 43 и использовали в качестве материала покрытия пода для нагревательной печи с подвижным подом. Магнитно притягиваемое вещество, полученное путем магнитного разделения, имело значение T.Fe 66,05%, и его вводили в мельницу 44 тонкого помола и измельчали.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 44 тонкого помола, разделяли на два типа с использованием сепаратора 45. На Фиг. 1-6(а) в качестве сепаратора 45 использовали магнитный сепаратор 45.
В данном Примере в качестве мельницы 44 тонкого помола, показанной на Фиг. 1-6(а), использовали шаровую дробилку, и магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 42, тонко измельчали. Использовалась шаровая дробилка, имеющая внутренний диаметр 0,5 м и длину 0,5 м. Загружали приблизительно 40 кг измельчаемого материала, 180 кг измельчающей среды в виде шаров, и тонкое измельчение выполняли при скорости вращения 40 об/мин при продолжительности тонкого измельчения 9 мин. Следует отметить, что продолжительность тонкого измельчения устанавливали равной 9 мин, потому что увеличение процента T.Fe в магнитно притягиваемом веществе, которое отбирали, было затруднительным при увеличении продолжительности тонкого измельчения свыше 9 мин.
Измеряли количество T.Fe, содержащееся в тонкоизмельченном материале, полученном путем тонкого измельчения в мельнице 44 тонкого помола, и выход железа. В результате значение T.Fe составило 84,5%, а выход железа составил 96,3%.
Далее будет описан процесс производства металлического железа, проиллюстрированный на Фиг. 1-6(b). Процесс производства металлического железа, проиллюстрированный на Фиг. 1-6(b), представляет собой модификацию описанного выше процесса производства металлического железа, проиллюстрированного на Фиг. 1-6(а).
Процесс производства металлического железа,
проиллюстрированный на Фиг. 1-6(b), является тем же самым, что и процесс производства металлического железа, проиллюстрированный на Фиг. 1-6(а), за исключением того, что добавляли процесс тонкого измельчения магнитно притягиваемого вещества, полученного с помощью магнитного сепаратора 45, с использованием мельницы 46 тонкого помола и магнитный сепаратор 52, магнитно разделяющий тонкоизмельченный материал, полученный в мельнице 46 тонкого помола. Следует отметить, что сепаратор 45 (магнитный сепаратор 45) может быть опущен.
В данном Примере в качестве мельницы 44 тонкого помола и мельницы 46 тонкого помола, проиллюстрированных на Фиг. 1-6(b), использовали клеточные дробилки. Иначе говоря, магнитно притягиваемое вещество, отделенное в магнитном сепараторе 42, тонко измельчали в клеточной дробилке 44, часть материала собирали, и остаток вводили в клеточную дробилку 46 и тонко измельчали.
Условия тонкого измельчения в клеточной дробилке были теми же самыми, что и условия, описанные в Примере 1-5 выше.
Материал, собранный из тонкоизмельченного материала, полученного путем тонкого измельчения в клеточной дробилке 44 (например, первого тонкого измельчения), отделяли магнитным разделением в непоказанном магнитном сепараторе. Значение T.Fe в полученном магнитно притягиваемом веществе составляло 85,8%, а выход железа составлял 97,7%. Материал, собранный из тонкоизмельченного материала, полученного путем тонкого измельчения в клеточной дробилке 44 (то есть, первого тонкого измельчения), разделяли в непоказанном магнитном сепараторе, и полученное магнитно притягиваемое вещество просеивали с использованием грохота с размером отверстий решета 0,3 мм для удаления мелкого порошка, имеющего размер зерна 0,3 мм или менее. Мелкий порошок с размером зерна 0,3 мм или менее содержит большое количество шлака, но небольшое количество T.Fe, так что в то время, как выход железа снижался до 89,4%, количество T.Fe увеличилось до 93,6%, обеспечивая железному продукту еще более высокую ценность использования.
Тонкоизмельченный материал, полученный путем тонкого измельчения в клеточной дробилке 46 (то есть, второго тонкого измельчения), разделяли в магнитном сепараторе 52. Значение T.Fe в полученном магнитно притягиваемом веществе составило 88,7%, а выход железа составил 95,9%.
[Пример 1-7]
В Примере 1-7 металлическое железо получали, следуя процессам производства металлического железа, проиллюстрированным на Фиг. 1-7, и изучали влияние, которое тип мельницы 44 тонкого помола оказывает на величину T.Fe в тонкоизмельченном материале, а также на выход железа.
Сначала на основе Фиг. 1-7 будут описаны процессы производства металлического железа.
Агломерат формовали из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом, и восстанавливали путем нагрева. Восстановленный продукт, включающий металлическое железо и шлак, который был выгружен из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Размер отверстий грохота, использованного в качестве грохота 32, составлял 3,35 мм.
Грубые частицы (оставшийся на сите материал), полученные на грохоте 32, магнитно разделяли, и магнитно притягиваемое вещество собирали в качестве продукта. Мелкозернистый материал, полученный из грохота 32 (прошедший через сито материал), вводили в магнитный сепаратор 42 и разделяли магнитным разделением. Отделенное магнитно непритягиваемое вещество выгружали из системы в точке 43 и использовали в качестве материала покрытия пода для нагревательной печи с подвижным подом. Магнитно притягиваемое вещество, полученное путем магнитного разделения, вводили в мельницу 44 тонкого помола и измельчали.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 44 тонкого помола, вводили в магнитный сепаратор 55 и разделяли магнитным разделением.
Магнитно притягиваемое вещество, полученное путем разделения в магнитном сепараторе 55, разделяли на два типа с использованием сепаратора 45. Фиг. 1-7 иллюстрирует пример использования грохота 45 в качестве сепаратора 45. Размер отверстий грохота составлял 0,3 мм.
Прошедший через сито материал, просеянный в грохоте 45, используемом в качестве сепаратора 45, выгружали из системы. Оставшийся на сите материал вводили в машину 53 для формования агломерата (например, брикетировщик), формовали в агломерат, имеющий форму, такую как брикет и т.п., и собирали в качестве продукта 54.
В том случае, если выход железа имеет приоритет перед чистотой железа в продукте, грохот 45 может быть опущен, а магнитно притягиваемое вещество после магнитного сепаратора 55 может быть сформовано и взято в качестве продукта.
В данном Примере в качестве мельницы 44 тонкого помола, показанной на Фиг. 1-7, использовалась шаровая дробилка или клеточная дробилка.
Использовалась шаровая дробилка, имеющая внутренний диаметр 0,5 м и длину 0,5 м. Загружали приблизительно 40 кг измельчаемого материала, 180 кг измельчающей среды в виде шаров, и тонкое измельчение выполняли при скорости вращения 40 об/мин при продолжительности тонкого измельчения 9 мин. Следует отметить, что продолжительность тонкого измельчения устанавливали равной 9 мин, потому что увеличение процента T.Fe в магнитно притягиваемом веществе, которое было отобрано, было затруднительным при увеличении продолжительности тонкого измельчения свыше 9 мин.
Измеряли количество T.Fe, содержащееся в тонкоизмельченном материале, полученном путем тонкого измельчения в мельнице 44 тонкого помола, и выход железа. В результате значение T.Fe составило 84,46%, а выход железа составил 96,27%.
С другой стороны, в случае использования клеточной дробилки, магнитно притягиваемое вещество, отделенное в магнитном сепараторе 42, тонко измельчали в клеточной дробилке 44. После тонкого измельчения в клеточной дробилке 44 (после первого тонкого измельчения) собранный материал разделяли магнитным разделением в магнитном сепараторе 55. Значение T.Fe в полученном магнитно притягиваемом веществе составило 85,77%, а выход железа составил 97,7%.
Кроме того, оставшийся на сите материал, полученный на грохоте 45, просеивали с использованием грохотов, имеющих размер отверстий решета 0, 045 мм, 0,3 мм, 1,0 мм и 3,35 мм для того, чтобы рассортировать его на пять фракций: 0,045 мм или менее, более чем 0, 045 мм, но не более 0,3 мм, более чем 0,3 мм, но не более 1,0 мм, более чем 1,0 мм, но не более 3,35 мм, и более чем 3,35 мм. Вычисляли значение T.Fe в каждой фракции. В результате значение T.Fe во фракции 0,045 мм или менее составило 32,30%, количество T.Fe во фракции более чем 0,045 мм, но не более 0,3 мм составило 45,27%, количество T.Fe во фракции более чем 0,3 мм, но не более 1,0 мм составило 86, 82%, количество T.Fe во фракции более чем 1,0 мм, но не более 3,35 мм составило 96,18%, и количество T.Fe во фракции более чем 3,35 мм составило 96,20%. Как можно заметить из этих результатов, чем мельче фракция порошка, тем больше в нем шлака и меньше значение T.Fe. Соответственно, удаление мелкого порошка немного уменьшает выход железа, но влияние этого является небольшим. С другой стороны, среднее значение T.Fe может быть поднято, и таким образом это является эффективным. Следует отметить, что в то время, как для сортировки мелкого порошка использовали грохот, в случае сортировки большого количества мелкого порошка, имеющего диаметр зерна 2 мм или менее, вместо грохота может использоваться, например, воздушный сепаратор.
Кроме того, материал, собранный из тонкоизмельченного материала, полученного путем тонкого измельчения в клеточной дробилке 44 (то есть, первого тонкого измельчения), разделяли в магнитном сепараторе 55, и полученное магнитно притягиваемое вещество просеивали с использованием грохота с размером отверстий решета 0,3 мм для удаления мелкого порошка, имеющего размер зерна 0,3 мм или менее. Мелкий порошок с размером зерна 0,3 мм или менее содержит большое количество шлака, но небольшое количество T.Fe, так что в то время, как выход железа снижался до 89,4%, количество T.Fe увеличилось до 93,6%, обеспечивая железному продукту еще более высокую ценность использования.
Кроме того, после тонкого измельчения в клеточной дробилке в качестве первого прохода некоторая часть снова возвращают в клеточную дробилку, и выполняют второй проход тонкого измельчения. Тонкоизмельченный материал затем вводят в магнитный сепаратор 55 и разделяют путем магнитного разделения так, чтобы рассортировать его на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Магнитно непритягиваемое вещество, полученное путем сортировки, просеивают на решете сепаратором 25. Вычисляют значение T.Fe в материале, оставшемся на сите, а также выход железа. В результате значение T.Fe составило 88,72%, а выход железа составил 95,9%.
Из вышеописанных результатов можно заметить, что значение T.Fe в полученном тонкоизмельченном материале и выход железа изменяются в зависимости от типа мельницы 44 тонкого помола.
[Пример 1-8]
В Примере 1-8 все процессы способа производства металлического железа в соответствии с настоящим изобретением будут описаны со ссылкой на Фиг. 1-8.
Агломерат формовали из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом, и восстанавливали путем нагрева.
Восстановленный продукт, включающий металлическое железо и шлак, который выгружали из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Грубые частицы (оставшийся на сите материал), полученные на грохоте 32, магнитно разделяли с использованием магнитного сепаратора 33. Отделенное магнитно непритягиваемое вещество выгружали из системы непоказанным путем. Магнитно притягиваемое вещество, полученное путем магнитного разделения, измельчали с использованием ударной дробилки 34.
Измельченный материал, полученный путем дробления, разделяли на два типа с использованием сепаратора 35. В качестве сепаратора 35 может использоваться, например, магнитный сепаратор, воздушный сепаратор, грохот b и т.п.
В случае использования в качестве сепаратора 35 магнитного сепаратора магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть введено в машину 36 для формования агломерата, а магнитно непритягиваемое вещество может быть введено в магнитный сепаратор 37. В случае использования в качестве сепаратора 35 магнитного сепаратора магнитная сила предпочтительно устанавливается так, чтобы она была более слабой, чем в магнитном сепараторе 37, используемом далее по схеме.
В случае использования в качестве сепаратора 35 воздушного сепаратора материал, состоящий из грубых частиц, и материал с большой удельной массой, полученные путем воздушного разделения, могут быть введены в машину 36 для формования агломерата, а материал, состоящий из мелких частиц, может быть загружен в магнитный сепаратор 37.
В случае использования в качестве сепаратора 35 грохота b оставшийся на сите материал, полученный путем просеивания, может быть введен в машину 36 для формования агломерата, а прошедший через сито материал может быть загружен в магнитный сепаратор 37.
Магнитно непритягиваемое вещество, полученное путем магнитного разделения в магнитном сепараторе 37, может быть выгружено из системы, а магнитно притягиваемое вещество может быть загружено в магнитный сепаратор 36. Если полученное магнитно притягиваемое вещество нуждается в дополнительном отделении от шлака, магнитно притягиваемое вещество может быть загружено в мельницу 38 тонкого помола.
Тонкоизмельченный материал, полученный в мельнице 38 тонкого помола, может быть загружен в магнитный сепаратор 39 и разделен магнитным разделением. Магнитно непритягиваемое вещество, полученное путем магнитного разделения, может быть выгружено из системы, а магнитно притягиваемое вещество может быть введено в машину 36 для формования агломерата. Если полученное магнитно притягиваемое вещество нуждается в дополнительном отделении от шлака, магнитно притягиваемое вещество может быть загружено в мельницу 40 тонкого помола.
Тонкоизмельченный материал, полученный в мельнице 40 тонкого помола, может быть введен в магнитный сепаратор 41 и разделен магнитным разделением. Магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть введено в машину 36 для формования агломерата, а магнитно непритягиваемое вещество может быть выгружено из системы непоказанным путем.
В то время как на Фиг. 1-8 был проиллюстрирован пример, в котором магнитный сепаратор 37, магнитный сепаратор 39, и магнитный сепаратор 41 обеспечиваются отдельно, их может заменить единственный магнитный сепаратор. Кроме того, в то время как на Фиг. 1-8 был проиллюстрирован пример, в котором мельница 38 тонкого помола и мельница 40 тонкого помола обеспечиваются отдельно, их может заменить единственная мельница тонкого помола. Количество повторений магнитного разделения и тонкого измельчения не ограничивается количеством раз, показанным на Фиг. 1-8, и может равняться одному, как само собой разумеется.
Дальнейшее описание будет сделано, возвращаясь к грохоту а 32.
Материал, состоящий из мелких частиц (прошедший через сито материал), полученный на грохоте 32, загружается в магнитный сепаратор 42 и разделяется путем магнитного разделения. Следует отметить, что вместо магнитного сепаратора 42 может использоваться воздушный сепаратор.
Магнитно непритягиваемое вещество, полученное путем магнитного разделения, может быть выгружено из системы в точке 43 и снова использовано, например, в качестве материала покрытия пода. Магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть загружено из магнитного сепаратора 42 в машину 36 для формования агломерата или может быть загружено из магнитного сепаратора 42 в мельницу 44 тонкого помола и измельчено.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 44 тонкого помола, разделяется на два типа с использованием сепаратора 45. В качестве сепаратора 45 может использоваться, например, магнитный сепаратор, воздушный сепаратор, и т.п. В случае использования в качестве сепаратора 45 магнитного сепаратора магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть загружено в мельницу 46 тонкого помола, а магнитно непритягиваемое вещество может быть выгружено из системы в точке 47. В случае использования в качестве сепаратора 45 воздушного сепаратора материал, состоящий из грубых частиц, и материал с большой удельной массой, полученные путем воздушного разделения, могут быть загружены в мельницу 46 тонкого помола, а материал, состоящий из мелких частиц, может быть выгружен из системы в точке 47. В качестве сепаратора 45 могут использоваться как магнитный сепаратор, так и воздушный сепаратор.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 46 тонкого помола, вводили в магнитный сепаратор 56 и разделяли путем магнитного разделения для удаления магнитно непритягиваемого вещества. Магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть введено в машину 36 для формования агломерата, сформовано, например, в брикеты и т.п., и может использоваться в качестве источника железа.
Следует отметить, что мельница 44 тонкого помола и мельница 46 тонкого помола могут быть мельницами тонкого помола различных типов, и в случае материала, в котором шлак легко отделяется, мельница 46 тонкого помола может быть опущена, а количество стадий тонкого измельчения может быть равным 1.
[Пример 2-1]
В Примере 2-1 изучали зависимость между зернистостью и внешним видом материала, выгруженного из нагревательной печи с подвижным подом, когда агломерат, включающий содержащий оксид железа материал и углеродсодержащий восстановитель, нагревают в нагревательной печи с подвижным подом.
Сначала смесь железной руды, угля, известняка и связующего вещества формовали в агломераты, получая, таким образом, агломераты (окатыши). В качестве связующего вещества использовали связующее вещество на основе крахмала. Чашевый окомкователь использовали для производства окатышей, производя сферические окатыши, средний диаметр которых составлял 19 мм, и полученные сферические окатыши сушили один час при температуре 180°C. Компонентные составы высушенных окатышей проиллюстрированы в Таблице 2-1 ниже.
Затем высушенные окатыши помещали в печь с вращающимся подом, нагревали в течение 10 мин при температуре приблизительно 1450°C и расплавляли, чтобы сформировать расплавленное металлическое железо и расплавленный шлак. В печи также образовывался восстановленный продукт. Полученную смесь охлаждали средствами охлаждения, предусмотренными на выходе печи с вращающимся подом, и полученное твердое вещество выгружали из печи с вращающимся подом и дополнительно охлаждали.
Выгруженный материал, включающий металлическое железо, шлак и материал покрытия пода, который выгружали из печи с вращающимся подом, просеивали с использованием грохота, имеющего размер отверстий 2,5 мм.
Прошедший через сито материал, полученный путем просеивания, сортировали и магнитно разделяли с использованием магнитного сепаратора на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Магнитно притягиваемое вещество собирали как металлическое железо. Магнитно непритягиваемое вещество представляло собой главным образом материал покрытия пода, и соответственно было переработано.
С другой стороны, оставшийся на сите материал, полученный при просеивании, представлял собой металлическое железо, которое может быть собрано в качестве продукта и рассортировано на четыре типа на основе внешней формы. Вычисляли массовый процент каждого из четырех типов металлического железа относительно общего количества, а также вычисляли массовый процент каждой фракции для каждого металлического железа. Результаты показаны в Таблице 2-2 ниже. Компонентные составы четырех типов металлического железа также были измерены, и результаты показаны в Таблице 2-3 ниже.
На основе Таблицы 2-2 и Таблицы 2-3 могут быть сделаны следующие наблюдения.
(Металлическое железо А)
Внешняя форма металлического железа А была зернистой. Массовый процент металлического железа относительно общего количества составил 60,5%. Как можно заметить из Таблицы 2-2, металлическое железо главным образом имело диапазон гранулярности от 5 до 15 мм, и представляло собой высококачественное гранулированное металлическое железо, содержащее мало шлака, как можно заметить из Таблицы 2-3.
(Металлическое железо В)
Внешняя форма металлического железа В была сплющенной, состоящей из множества кусочков металлического железа, прилипших друг к другу. Массовый процент металлического железа В относительно общего количества составлял 13,8%. Как можно заметить из Таблицы 2-2, металлическое железо В имело широкий диапазон гранулярности, от 5 до 25,4 мм, и представляло собой металлическое железо, содержащее несколько больше шлака, чем металлическое железо А, как можно заметить из Таблицы 2-3.
(Металлическое железо С)
Внешняя форма металлического железа С представляла собой множество больших комков металлического железа, объединенных вместе, с большим количеством шлака между ними. Массовый процент металлического железа С относительно общего количества составлял 10,6%. Как можно заметить из Таблицы 2-2, металлическое железо С главным образом имело диапазон гранулярности от 15 до 25,4 мм, и представляло собой металлическое железо, содержащее больше шлака, чем металлическое железо А и В, как можно заметить из Таблицы 2-3.
(Металлическое железо D)
Внешняя форма металлического железа D представляла собой смесь металлического железа в форме внешней оболочки и сферических окатышей. Массовый процент металлического железа D относительно общего количества составлял 15,1%. Как можно заметить из Таблицы 2-2, металлическое железо D главным образом имело диапазон гранулярности от 15 до 19 мм, и представляло собой металлическое железо, которое из всех четырех типов металлического железа содержало больше всего шлака, как можно заметить из Таблицы 2-3. Фиг. 2-1 показывает фотографию к диаграмме, на которой сфотографирована внешняя форма металлического железа D.



Затем изучали способ разделения металлического железа и шлака в металлическом железе D, которое содержит самое большое количество шлака и имеет низкое качество.
Металлическое железо D тонко измельчали в дисковой дробилке, которая является вибрационным типом дробилки. Конкретно, 112 г металлического железа D помещали в дисковую дробилку, тонко измельчали в течение 30 с, просеивали с использованием грохота с размером отверстий решета 1 мм, и оставшийся на сите материал дополнительно тонко измельчали в течение 3 мин.
Изучали гранулометрическое распределение тонкоизмельченного материала, полученного путем тонкого измельчения в течение 3,5 мин оставшегося на сите материала, и результаты показаны в Таблице 2-4 ниже. Как можно заметить из Таблицы 2-4, грубые частицы, имеющие диапазон гранулярности 3,35 мм или более, составляли 46,92% от общего количества. Эти грубые частицы представляли собой металлическое железо, и соответственно их было трудно сделать мельче.
Затем тонкоизмельченный материал, полученный путем тонкого измельчения в течение 3,5 мин оставшегося на сите материала, магнитно разделяли, и измеряли массовый процент магнитно притягиваемого вещества и магнитно непритягиваемого вещества. Результаты измерения показаны в Таблице 2-5 ниже. В Таблице 2-5 M.Fe означает количество металлического железа. Как можно заметить из Таблицы 2-5, при магнитном разделении удаляли 12,71% магнитно непритягиваемого вещества. Количество шлака (SiO2+CaO+Al2O3), содержащегося в магнитно непритягиваемом веществе, составило 77%.
Для магнитно притягиваемого вещества были вычисляли процент металлизации, общая сумма SiO2 и Al2O3, процент шлака и процент удаления шлака, результаты чего проиллюстрированы в Таблице 2-6 ниже.
Процент металлизации (%)=(М.Fe/T.Fe)×100
Процент шлака (%)=(SiO2+Al2O3)/Т.Fe×100
Процент удаления шлака (%) = [1 - (количество шлака в магнитно притягиваемом веществе после тонкого измельчения / количество шлака в материале перед тонким измельчением)] × 100
Следует отметить, что количество шлака для вычисления процента удаления шлака означает общую сумму SiO2+CaO+Al2O3.
Как можно заметить из Таблицы 2-6, процент металлизации составил 94,99%, то есть, был высоким, процент шлака уменьшился с 5,69% до 4,81%, а процент удаления шлака составил 56,63%. Таким образом было найдено, что металлическое железо, имеющее процент шлака 4,81%, может быть произведено даже из низкосортного металлического железа D путем тонкого измельчения и магнитного разделения.



[Пример 2-2]
Как проиллюстрировано в вышеописанном Примере 2-1, целесообразно просеивать выгруженный материал, содержащий металлическое железо и шлак, который выгружается из печи с вращающимся подом, затем разделять оставшийся на сите материал на основе внешней формы, тонко измельчать то металлическое железо, в котором количество содержащегося шлака является самым большим, и магнитно разделять полученный тонкоизмельченный материал для сбора металлического железа. Однако, с промышленной точки зрения, существуют случаи, в которых подходящий способ разделения недоступен для выбора.
Соответственно, в Примере 2-2 изучали способ для тонкого измельчения смешанного материала в Таблице 2-2 (смесь металлического железа A-D, которая является оставшимся на сите материалом, полученным путем просеивания выгруженного материала, содержащего металлическое железо и шлак, который выгружали из печи с вращающимся подом), магнитного отбора и извлечения металлического железа.
Для дробления смешанного материала использовалась молотковая дробилка, способная к ударному воздействию. Скорость вращения молотков составляла 1200 об/мин, а интервал между прутьями решета был установлен равным 10 мм. В дробилку загружали 2,4 кг смешанного материала и дробили в течение приблизительно 40 с. Это было повторено дважды, после чего было измерено гранулометрическое распределение. Результаты показаны в Таблице 2-7 ниже. Гранулометрическое распределение перед дроблением также показано в Таблице 2-7.
Как можно заметить из Таблицы 2-7, доля порошка, размер зерна которого составлял 5,66 мм или более, составляла 90,7% перед дроблением, но после дробления доля порошка, размер зерна которого составлял 5,66 мм или более, уменьшилась до 66,8%, а процент порошка, имеющего размер зерна меньше, чем 5,66 мм, увеличился.
Порошок после дробления разделяли вручную с использованием магнита, и изучали гранулометрическое распределение магнитно притягиваемого вещества и магнитно непритягиваемого вещества. Результаты этого проиллюстрированы на Фиг. 2-2. На Фиг. 2-2 гранулометрическое распределение магнитно притягиваемого вещества обозначено квадратами, а гранулометрическое
распределение магнитно непритягиваемого вещества обозначено треугольниками. Гранулометрическое распределение порошка перед дроблением также показано на Фиг. 2-2 и обозначено ромбиками.
Из Фиг. 2-2 можно заметить, что мелкозернистый материал, полученный в результате дробления, является магнитно непритягиваемым веществом.
Компонентные составы магнитно притягиваемого вещества и магнитно непритягиваемого вещества иллюстрируются в Таблице 2-8 ниже. Таблица 2-8 также иллюстрирует компонентный состав порошка после дробления, но перед магнитным разделением (вычисленное значение). Как можно заметить из Таблицы 2-8 ниже, магнитно непритягиваемое вещество содержит 12,14% T.Fe, а все остальное практически является шлаком.
Для порошка после дробления, но перед магнитным разделением, а также для магнитно притягиваемого вещества вычисляли T.Fe, основность (CaO/SiO2), процент шлака, и Т.С, результаты чего показаны в Таблице 2-9 ниже. В то время как порошок после дробления, но перед магнитным разделением имел процент шлака 1,69%, он уменьшался до 0,72% для магнитно притягиваемого вещества.
На Фиг. 2-3 показана фотография для диаграммы, на которой сфотографировано магнитно притягиваемое вещество. Можно заметить, что дробление с использованием молотковой дробилки истирало поверхность частиц, и что шлак был отделен и удален, как проиллюстрировано на Фиг. 2-3.




[Пример 2-3]
В Примере 2-3 изучали способ сбора металлического железа из прошедшего через сито материала, полученного просеиванием выгруженного материала, включающего металлическое железо и шлак, выгруженного из печи с вращающимся подом в вышеописанном Примере 2-1, с использованием грохота, имеющего размер отверстий 2,5 мм.
Таблица 2-10 ниже показывает гранулометрическое распределение магнитно притягиваемого вещества, полученного путем магнитного разделения с использованием магнитного сепаратора прошедшего через сито материала при просеивании с использованием грохота, имеющего размер отверстий 2,5 мм. Порошок, имеющий размер зерна менее чем 1,0 мм, составил 53,38% всего магнитно притягиваемого вещества, как можно заметить из Таблицы 2-10.
Кроме того, Таблица 2-11 ниже показывает компонентный состав магнитно притягиваемого вещества, полученного путем магнитного разделения с использованием магнитного сепаратора прошедшего через сито материала при просеивании с использованием грохота, имеющего размер отверстий 2,5 мм. Процент металлизации был высоким и составил 98,5% (=73,87/74,97×100), но процент шлака был также высоким и составил 13,6% [=(8,43+1,73)/74,97×100], как можно заметить из Таблицы 2-11.
Соответственно, магнитно притягиваемое вещество, полученное путем магнитного разделения с использованием магнитного сепаратора прошедшего через сито материала при просеивании с использованием грохота, имеющего размер отверстий 2,5 мм, тонко измельчали, и полученный тонкоизмельченный материал снова подвергали магнитному разделению, и металлическое железо собирали. Иначе говоря, магнитно притягиваемое вещество, полученное путем магнитного разделения с использованием магнитного сепаратора прошедшего через сито материала при просеивании с использованием грохота, имеющего размер отверстий 2,5 мм, тонко измельчали путем помещения 1,4 кг магнитно притягиваемого вещества (материала) в цилиндрический контейнер, имеющий диаметр 305 мм и длину 305 мм, вместе с 20 кг стальных шаров, и вращалось со скоростью 68 об/мин. Продолжительность тонкого измельчения составляла 0 мин (без измельчения), 5 мин, 15 мин и 30 мин. Полученный тонкоизмельченный материал магнитно разделяли в магнитном сепараторе, и для каждого из магнитно притягиваемого вещества и магнитно непритягиваемого вещества изучали гранулометрические распределения. Результаты показаны в Таблице 2-12 ниже. Таблица 2-12 также показывает процент магнитно притягиваемого вещества и процент магнитно непритягиваемого вещества.
Для магнитно притягиваемого вещества вычисляли процент шлака, результаты чего показаны в Таблице 2-12, а также взаимосвязь между продолжительностью тонкого измельчения и процентом шлака иллюстрируются на Фиг. 2-4. В магнитно притягиваемом веществе, полученном при продолжительности дробления 5 мин, процент шлака составил 9,44%, тогда как в магнитно притягиваемом веществе, полученном при продолжительности дробления 30 мин, процент шлака снижался до 5,89%, как можно заметить из Таблицы 2-12 и Фиг. 2-4. Соответственно, можно заметить, что более длительное время тонкого измельчения позволяет уменьшить процент шлака и собрать высококачественное металлическое железо. Однако после 15 мин тонкого измельчения сокращение процента шлака было небольшим, и основной эффект тонкого измельчения был получен за 15 мин.
Фиг. 2-5 показывает гранулометрическое распределение магнитно притягиваемого вещества и магнитно непритягиваемого вещества. На Фиг. 2-5 черные ромбы представляют результаты для магнитно притягиваемого вещества при продолжительности тонкого измельчения 0 мин, белые ромбы представляют результаты для магнитно непритягиваемого вещества при продолжительности тонкого измельчения 0 мин, черные квадраты представляют результаты для магнитно притягиваемого вещества при продолжительности тонкого измельчения 5 мин, белые квадраты представляют результаты для магнитно непритягиваемого вещества при продолжительности тонкого измельчения 5 мин, черные треугольники представляют результаты для магнитно притягиваемого вещества при продолжительности тонкого измельчения 15 мин, белые треугольники представляют результаты для магнитно непритягиваемого вещества при продолжительности тонкого измельчения 15 мин, черные кружки представляют результаты для магнитно притягиваемого вещества при продолжительности тонкого измельчения 30 мин, и белые кружки представляют результаты для магнитно непритягиваемого вещества при продолжительности тонкого измельчения 30 мин.
Из Таблицы 2-12 и Фиг. 2-5 можно заметить, что гранулометрическое распределение магнитно притягиваемого вещества незначительно изменяется даже при увеличении времени тонкого измельчения, но при увеличении времени тонкого измельчения, в магнитно непритягиваемом веществе количество мелкого порошка, имеющего размер зерна 0,50 мм или менее, увеличивается.



[Пример 2-4]
В Примере 2-4 металлическое железо получали, следуя процессам производства металлического железа, проиллюстрированным на Фиг. 2-6, и изучали условия дробления в дробилке 34 и тип мельницы тонкого помола, соответственно используемой в качестве мельницы 38 тонкого помола.
Сначала на основе Фиг. 2-6 будут описаны процессы производства металлического железа. Агломерат формовали из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом и нагревали так, чтобы агломерат плавился и сформировал расплавленное металлическое железо, расплавленный шлак и восстановленный продукт. Полученную смесь охлаждали, и твердое вещество, полученное путем охлаждения, выгружали из нагревательной печи 31 с подвижным подом. Выгруженный материал, содержащий металлическое железо, шлак и материал покрытия пода, который выгружали из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Грубые частицы (оставшийся на сите материал), полученные на грохоте 32, дробили с использованием ударной дробилки 34. Измельченный материал, полученный дроблением, разделяли на два типа с использованием сепаратора 35.
В качестве сепаратора 35 использовали грохот. Оставшийся на сите материал, полученный путем просеивания на грохоте, собирали из системы в качестве продукта. С другой стороны, прошедший через сито материал, полученный путем просеивания на грохоте, вводили в магнитный сепаратор 37. Магнитно притягиваемое вещество, полученное путем магнитного разделения в магнитном сепараторе 37, вводили в мельницу 38 тонкого помола. Следует отметить, что вышеупомянутый сепаратор 35 и вышеупомянутый магнитный сепаратор 37 могут быть опущены.
Тонкоизмельченный материал, полученный в мельнице 38 тонкого помола, вводили в магнитный сепаратор 39 и магнитно разделяли. Магнитно притягиваемое вещество, полученное путем магнитного разделения, собирали в точке 48 как металлическое железо. Если полученное магнитно притягиваемое вещество нуждалось в дополнительном отделении от шлака, его загружали в мельницу 40 тонкого помола вместо того, чтобы собирать в качестве металлического железа в точке 48.
Тонкоизмельченный материал, полученный в мельнице 40 тонкого помола, вводили в магнитный сепаратор 41, и выполняли магнитное разделение. Магнитно притягиваемое вещество, полученное путем магнитного разделения, собирали в точке 49 как металлическое железо. Если полученное магнитно притягиваемое вещество нуждается в дополнительном отделении от шлака, его можно снова неоднократно вводить в мельницу тонкого помола, тонко измельчать и магнитно разделять, вместо того, чтобы собирать в качестве металлического железа в точке 49.
Магнитно притягиваемое вещество, полученное из магнитного сепаратора 41, вводили в машину 36 для формования агломерата (например, брикетировщик), формовали в агломерат и собирали в качестве продукта 51. Следует отметить, что машина 36 для формования агломерата может быть опущена. Кроме того, Фиг. 2-6 не иллюстрирует пути для выгрузки из системы магнитно непритягиваемого вещества, отсортированного магнитными сепараторами 37, 39 и 41.
Затем в этом Примере изучали условия дробления в дробилке 34.
В качестве агломерата использовали окатыш, показанный в Таблице 2-13 ниже. Этот агломерат вводили в нагревательную печь 31 с подвижным подом и восстанавливали путем нагрева. Восстановление путем нагрева в печи выполняли при температуре от 1400 до 1450°C.

Использовали грохот 32 с размером отверстий решета 3,35 мм.
В качестве дробилки 34 использовали стержневую дробилку. Внутренний диаметр стержневой дробилки составлял 0,5 м, длина составляла 0,9 м, и внутрь помещали 460 кг стержней, служащих средой тонкого измельчения.
Количество материала, состоящего из грубых частиц, введенного в стержневую дробилку, составляло 50 кг, условия дробления включали скорость вращения 40 об/мин и продолжительность дробления 3 мин, 5 мин и 10 мин. В результате процент шлака в продукте, полученном дроблением в течение 3 мин, составил 10,2%, процент шлака в продукте, полученном дроблением в течение 5 мин, составил 9,8%, и процент шлака в продукте, полученном дроблением в течение 10 мин, составил 9,6%. Следует отметить, что процент шлака в материале, состоящем из грубых частиц, введенном в стержневую дробилку, составлял 28,0%.
Процент шлака указывает на процент общей массы SiO2 и Al2O3 относительно массы T.Fe, содержащейся в крупнозернистом материале или раздробленном продукте
Из вышеприведенного было найдено, что продолжительность дробления 3 мин в дробилке 34 является достаточной.
Кроме того, в данном Примере также изучали тип мельницы тонкого помола, соответственно используемой в качестве мельницы 38 тонкого помола. Следует отметить, что сепаратор 35 и магнитный сепаратор 37 были опущены.
В качестве мельницы 38 тонкого помола использовались стержневая дробилка или клеточная дробилка.
В случае использования стержневой дробилки тонкое измельчение выполняли один раз (продолжительность тонкого измельчения 15 мин). В результате процент шлака составил 13,8% с использованием стержневой дробилки в качестве мельницы 38 тонкого помола.
В случае использования клеточной дробилки тонкое измельчение выполняли три раза. Иначе говоря, после одного прохода тонкого измельчения часть материала собирали, его магнитно отбирали, и измеряли процент шлака в полученном магнитно притягиваемом веществе. Остаток материала подвергали второму проходу тонкого измельчения. После второго прохода тонкого измельчения собирали часть материала, его магнитно отбирали, и измеряли процент шлака в полученном магнитно притягиваемом веществе. Остаток материала подвергали третьему проходу тонкого измельчения, после которого его магнитно отбирали, и измеряли процент шлака в полученном магнитно притягиваемом веществе. Использованная клеточная дробилка имела четыре ряда с диаметром наружного ряда 0,75 м и стержни клетки, сталкивающиеся с измельчаемым материалом на максимальной скорости 40 м/с. В результате, в случае использования клеточной дробилки в качестве мельницы 38 тонкого помола первый проход давал 9,8% шлака, второй проход давал 7,9% шлака, и третий проход давал 6,5% шлака. Было найдено, что в случае использования клеточной дробилки процент шлака может быть уменьшен еще сильнее путем повторения тонкого измельчения.
Из вышеописанных результатов было найдено, что процент шлака, содержащийся в тонкоизмельченном материале, был относительно ниже в случае использования клеточной дробилки по сравнению с использованием стержневой дробилки в качестве мельницы 38 тонкого помола. [Пример 2-5]
В Примере 2-5 металлическое железо получали, следуя процессу производства металлического железа,
проиллюстрированному на Фиг. 2-7, и изучали количество T.Fe, включенного в тонкоизмельченный материал, а также выход железа.
Сначала будет описан процесс производства металлического железа, проиллюстрированный на Фиг. 2-7(а).
Агломерат формовали из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом и нагревали, и агломерат расплавляли для того, чтобы сформировать расплавленное металлическое железо, расплавленный шлак и восстановленный агломерат. Полученную смесь охлаждали, и твердое вещество, полученное путем охлаждения, выгружали из нагревательной печи 31 с подвижным подом.
Восстановленный продукт, включающий металлическое железо, шлак и материал покрытия пода, который выгружали из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Материал, состоящий из мелких частиц (прошедший через сито материал), полученный на грохоте 32, вводили в магнитный сепаратор 42 и магнитно разделяли. Магнитно непритягиваемое вещество, полученное путем магнитного разделения, выгружали из системы в точке 43 и использовали в качестве материала покрытия пода для нагревательной печи с подвижным подом. Магнитно притягиваемое вещество, полученное путем магнитного разделения, имело 66,05% T.Fe, и вводили в мельницу 44 тонкого помола и измельчено.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 44 тонкого помола, разделяли на два типа с использованием сепаратора 45. На Фиг. 2-7(а) в качестве сепаратора 45 использовали магнитный сепаратор 45.
В данном Примере в качестве мельницы 44 тонкого помола, показанной на Фиг. 2-7(а), использовалась шаровая дробилка, и магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 42, тонко измельчали. Использовалась шаровая дробилка, имеющая внутренний диаметр 0,5 м и длину 0,5 м. Загружали приблизительно 40 кг измельчаемого материала, 180 кг измельчающей среды в виде шаров, и тонкое измельчение выполняли при скорости вращения 40 об/мин при продолжительности тонкого измельчения 9 мин. Следует отметить, что продолжительность тонкого измельчения устанавливали равной 9 мин, потому что увеличение процента T.Fe в магнитно притягиваемом веществе, которое было отобрано, было затруднительным при увеличении продолжительности тонкого измельчения свыше 9 мин.
Измеряли количество T.Fe, содержащееся в тонкоизмельченном материале, полученном путем тонкого измельчения в мельнице 44 тонкого помола, и выход железа. В результате значение T.Fe составило 84,5%, а выход железа составил 96,3%.
Далее будет описан процесс производства металлического железа, проиллюстрированный на Фиг. 2-7(b). Процесс производства металлического железа, проиллюстрированный на Фиг. 2-7(b), представляет собой модификацию описанного выше процесса производства металлического железа, проиллюстрированного на Фиг. 2-7(а).
Процесс производства металлического железа, проиллюстрированный на Фиг. 2-7(b), является тем же самым, что и процесс производства металлического железа, проиллюстрированный на Фиг. 2-7(а), за исключением того, что добавлены процесс тонкого измельчения магнитно притягиваемого вещества, полученного с помощью магнитного сепаратора 45, с использованием мельницы 46 тонкого помола, и магнитный сепаратор 52, магнитно разделяющий тонкоизмельченный материал, полученный в мельнице 46 тонкого помола. Следует отметить, что сепаратор 45 (магнитный сепаратор 45) может быть опущен.
В данном Примере в качестве мельницы 44 тонкого помола и мельницы 46 тонкого помола, проиллюстрированных на Фиг. 2-7(b), использовали клеточные дробилки. Иначе говоря, магнитно притягиваемое вещество, отделенное в магнитном сепараторе 42, тонко измельчали в клеточной дробилке 44, часть материала собирали, и остаток вводили в клеточную дробилку 46 и тонко измельчали.
Условия тонкого измельчения в клеточной дробилке были теми же самыми, что и условия, описанные в Примере 2-5 выше.
Материал, собранный из тонкоизмельченного материала, полученного путем тонкого измельчения в клеточной дробилке 44 (например, первого тонкого измельчения), отделяли магнитным разделением в непоказанном магнитном сепараторе. Значение T.Fe в полученном магнитно притягиваемом веществе составило 85,8%, а выход железа составил 97,7%. Материал, собранный из тонкоизмельченного материала, полученного путем тонкого измельчения в клеточной дробилке 44 (то есть, первого тонкого измельчения), разделяли в непоказанном магнитном сепараторе, и полученное магнитно притягиваемое вещество просеивали с использованием грохота с размером отверстий решета 0,3 мм для удаления мелкого порошка, имеющего размер зерна 0,3 мм или менее. Мелкий порошок с размером зерна 0,3 мм или менее содержит большое количество шлака, но небольшое количество T.Fe, так что в то время, как выход железа упал до 89,4%, количество T.Fe увеличилось до 93,6%, обеспечивая железному продукту еще более высокую ценность использования.
Тонкоизмельченный материал, полученный путем тонкого измельчения в клеточной дробилке 46 (то есть, второго тонкого измельчения), разделяли в магнитном сепараторе 52. Значение T.Fe в полученном магнитно притягиваемом веществе составило 88,7%, а выход железа составил 95,9%.
[Пример 2-6]
В Примере 2-6 металлическое железо получали, следуя процессам производства металлического железа, проиллюстрированным на Фиг. 2-8, и изучали влияние, которое тип мельницы 44 тонкого помола оказывает на величину T.Fe в тонкоизмельченном материале, а также на выход железа.
Сначала на основе Фиг. 2-8 будут описаны процессы производства металлического железа.
Агломерат формовали из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом и нагревали так, чтобы агломерат плавился, чтобы сформировать расплавленное металлическое железо, расплавленный шлак и восстановленный агломерат. Полученную смесь охлаждали, и твердое вещество, полученное путем охлаждения, выгружали из нагревательной печи 31 с подвижным подом. Восстановленный продукт, включающий металлическое железо, шлак и материал покрытия пода, который выгружали из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Размер отверстий грохота составлял 3,35 мм.
Грубые частицы (оставшийся на сите материал), полученные на грохоте 32, магнитно разделяли, и магнитно притягиваемое вещество собирали в качестве продукта. Мелкозернистый материал, полученный из грохота 32 (прошедший через сито материал), вводили в магнитный сепаратор 42 и магнитно разделяли. Магнитно отделенное магнитно непритягиваемое вещество выгружали из системы в точке 43 и использовали в качестве материала покрытия пода для нагревательной печи с подвижным подом. Магнитно притягиваемое вещество, полученное путем магнитного разделения, вводили в мельницу 44 тонкого помола и измельчали.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 44 тонкого помола, вводили в магнитный сепаратор 55 и магнитно разделяли.
Магнитно притягиваемое вещество, полученное путем разделения в магнитном сепараторе 55, разделяли на два типа с использованием сепаратора 45. Фиг. 2-8 иллюстрирует пример использования грохота 45 в качестве сепаратора 45. Размер отверстий грохота составлял 0,3 мм.
Материал, прошедший через грохот 45, используемый в качестве сепаратора 4 5, выгружали из системы. Оставшийся на сите материал вводили в машину 53 для формования агломерата (например, брикетировщик), формовали в агломерат, имеющий такую форму, как брикет и т.п., и собирали в качестве продукта 54.
В том случае, если выход железа имеет приоритет перед чистотой железа в продукте, грохот 45 может быть опущен, а магнитно притягиваемое вещество после магнитного сепаратора 55 может быть сформовано и взято в качестве продукта.
В данном Примере в качестве мельницы 44 тонкого помола, показанной на Фиг. 2-8, использовалась шаровая дробилка или клеточная дробилка.
Использовалась шаровая дробилка, имеющая внутренний диаметр 0,5 м и длину 0,5 м. Загружали приблизительно 40 кг измельчаемого материала, 180 кг измельчающей среды в виде шаров, и тонкое измельчение выполняли при скорости вращения 40 об/мин при продолжительности тонкого измельчения 9 мин. Следует отметить, что продолжительность тонкого измельчения устанавливали равной 9 мин, потому что увеличение процента T.Fe в магнитно притягиваемом веществе, которое было отобрано, было затруднительным при увеличении продолжительности тонкого измельчения свыше 9 мин.
Измеряли количество T.Fe, содержащееся в тонкоизмельченном материале, полученном путем тонкого измельчения в мельнице 44 тонкого помола, и выход железа. В результате значение T.Fe составило 84,46%, а выход железа составил 96,27%.
С другой стороны, в случае использования клеточной дробилки, магнитно притягиваемое вещество, отделенное в магнитном сепараторе 42, тонко измельчали в клеточной дробилке 44. После тонкого измельчения в клеточной дробилке 44 (после первого тонкого измельчения) собранный материал разделяли магнитным разделением в магнитном сепараторе 55. Значение T.Fe в полученном магнитно притягиваемом веществе составило 85,77%, а выход железа составил 97,7%.
Кроме того, магнитно притягиваемое вещество, полученное путем магнитного разделения в магнитном сепараторе 55, просеивали с использованием грохотов, имеющих размер отверстий решета 0, 045 мм, 0,3 мм, 1,0 мм и 3,35 мм для того, чтобы рассортировать его на пять фракций: 0,045 мм или менее, более чем 0,045 мм, но не более 0,3 мм, более чем 0,3 мм, но не более 1,0 мм, более чем 1,0 мм, но не более 3,35 мм, и более чем 3,35 мм. Вычисляли значение T.Fe в каждой фракции. В результате значение T.Fe во фракции 0,045 мм или менее составило 32,30%, количество T.Fe во фракции более чем 0,045 мм, но не более 0,3 мм составило 45,27%, количество T.Fe во фракции более чем 0,3 мм, но не более 1,0 мм составило 86,82%, количество T.Fe во фракции более чем 1,0 мм, но не более 3,35 мм составило 96,18%, и количество T.Fe во фракции более чем 3,35 мм составило 96,20%. Как можно заметить из этих результатов, чем мельче фракция порошка, тем больше в нем шлака и меньше значение T.Fe. Соответственно, удаление мелкого порошка незначительно уменьшает выход железа, но влияние этого является небольшим. С другой стороны, среднее значение T.Fe может быть поднято, и таким образом это является эффективным. Следует отметить, что в то время, как для сортировки мелкого порошка использовали грохот, в случае сортировки большого количества мелкого порошка, имеющего диаметр зерна 2 мм или менее, вместо грохота может использоваться, например, воздушный сепаратор.
Кроме того, материал, собранный из тонкоизмельченного материала, полученного путем тонкого измельчения в клеточной дробилке 44 (то есть, первого тонкого измельчения), разделяли в магнитном сепараторе 55, и полученное магнитно притягиваемое вещество просеивали с использованием грохота с размером отверстий решета 0,3 мм для удаления мелкого порошка, имеющего размер зерна 0,3 мм или менее. Мелкий порошок с размером зерна 0,3 мм или менее содержит большое количество шлака, но небольшое количество T.Fe, так что в то время, как выход железа снижался до 89,4%, количество T.Fe увеличилось до 93,6%, обеспечивая железному продукту еще более высокую ценность использования.
Кроме того, после тонкого измельчения в клеточной дробилке в качестве первого прохода некоторую часть снова возвращают в клеточную дробилку, и выполняют второй проход тонкого измельчения. Тонкоизмельченный материал затем вводят в магнитный сепаратор 55 и разделяют путем магнитного разделения так, чтобы рассортировать его на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Магнитно непритягиваемое вещество, полученное путем сортировки, просеивают на решете сепаратором 25. Вычисляют значение T.Fe в материале, оставшемся на сите, а также выход железа. В результате значение T.Fe составило 88,72%, а выход железа составил 95,9%.
Из вышеописанных результатов можно заметить, что значение T.Fe в полученном тонкоизмельченном материале и выход железа изменяются в зависимости от типа мельницы 44 тонкого помола.
[Пример 2-7]
В Примере 2-7 все процессы способа производства металлического железа в соответствии с настоящим изобретением будут описаны со ссылкой на Фиг. 2-9.
Агломерат формовали из смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, получая, таким образом, агломерат. Полученный агломерат вводили в нагревательную печь 31 с подвижным подом и нагревали для расплавления агломерата и формирования расплавленного железа, расплавленного шлака и восстановленного агломерата. Полученную смесь охлаждали, и твердое вещество, полученное путем охлаждения, выгружали из нагревательной печи 31 с подвижным подом.
Восстановленный продукт, включающий металлическое железо, шлак и материал покрытия пода, который выгружали из нагревательной печи 31 с подвижным подом, разделяли на крупнозернистый материал и материал, состоящий из мелких частиц, с использованием грохота 32. Грубые частицы (оставшийся на сите материал), полученные на грохоте 32, магнитно разделяли с использованием магнитного сепаратора 33. Отделенное магнитно непритягиваемое вещество выгружали из системы непоказанным путем. Магнитно притягиваемое вещество, полученное путем магнитного разделения, измельчали с использованием ударной дробилки 34.
Измельченный материал, полученный путем дробления, разделяли на два типа с использованием сепаратора 35. В качестве сепаратора 35 может использоваться, например, магнитный сепаратор, воздушный сепаратор, грохот b и т.п.
В случае использования в качестве сепаратора 35 магнитного сепаратора магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть введено в машину 36 для формования агломерата, а магнитно непритягиваемое вещество может быть введено в магнитный сепаратор 37. В случае использования в качестве сепаратора 35 магнитного сепаратора магнитная сила предпочтительно устанавливается так, чтобы она была более слабой, чем в магнитном сепараторе 37, используемом далее по схеме.
В случае использования в качестве сепаратора 35 воздушного сепаратора материал, состоящий из грубых частиц, и материал с большой удельной массой, полученные путем воздушного разделения, могут быть введены в машину 36 для формования агломерата, а материал, состоящий из мелких частиц, может быть загружен в магнитный сепаратор 37.
В случае использования в качестве сепаратора 35 грохота b оставшийся на сите материал, полученный путем просеивания, может быть введен в машину 36 для формования агломерата, а прошедший через сито материал может быть загружен в магнитный сепаратор 37.
Магнитно непритягиваемое вещество, полученное путем магнитного разделения в магнитном сепараторе 37, может быть выгружено из системы, а магнитно притягиваемое вещество может быть загружено в магнитный сепаратор 36. Если полученное магнитно притягиваемое вещество нуждается в дополнительном отделении от шлака, магнитно притягиваемое вещество может быть загружено в мельницу 38 тонкого помола.
Тонкоизмельченный материал, полученный в мельнице 38 тонкого помола, может быть загружен в магнитный сепаратор 39 и разделен магнитным разделением. Магнитно непритягиваемое вещество, полученное путем магнитного разделения, может быть выгружено из системы, а магнитно притягиваемое вещество может быть введено в машину 36 для формования агломерата. Если полученное магнитно притягиваемое вещество нуждается в дополнительном отделении от шлака, магнитно притягиваемое вещество может быть загружено в мельницу 40 тонкого помола.
Тонкоизмельченный материал, полученный в мельнице 40 тонкого помола, может быть введен в магнитный сепаратор 41 и разделен магнитным разделением. Магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть введено в машину 36 для формования агломерата, а магнитно непритягиваемое вещество может быть выгружено из системы непоказанным путем.
В то время как на Фиг. 2-9 был проиллюстрирован пример, в котором магнитный сепаратор 37, магнитный сепаратор 39, и магнитный сепаратор 41 обеспечиваются отдельно, их может заменить единственный магнитный сепаратор. Кроме того, в то время как на Фиг. 2-9 был проиллюстрирован пример, в котором мельница 38 тонкого помола и мельница 40 тонкого помола обеспечиваются отдельно, их может заменить единственная мельница тонкого помола. Количество повторений магнитного разделения и тонкого измельчения не ограничивается количеством раз, показанным на Фиг. 2-9, и может равняться одному, как само собой разумеется.
Дальнейшее описание будет сделано, возвращаясь к грохоту а 32.
Материал, состоящий из мелких частиц (прошедший через сито материал), полученный на грохоте 32, загружают в магнитный сепаратор 42 и разделяют путем магнитного разделения. Следует отметить, что вместо магнитного сепаратора 42 может использоваться воздушный сепаратор.
Магнитно непритягиваемое вещество, полученное путем магнитного разделения, может быть выгружено из системы в точке 43 и снова использовано, например, в качестве материала покрытия пода. Магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть загружено из магнитного сепаратора 42 в машину 36 для формования агломерата, или может быть загружено из магнитного сепаратора 42 в мельницу 44 тонкого помола и измельчено.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 44 тонкого помола, разделяется на два типа с использованием сепаратора 45. В качестве сепаратора 45 может использоваться, например, магнитный сепаратор, воздушный сепаратор, и т.п. В случае использования в качестве сепаратора 45 магнитного сепаратора магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть загружено в мельницу 46 тонкого помола, а магнитно непритягиваемое вещество может быть выгружено из системы в точке 47. В случае использования в качестве сепаратора 45 воздушного сепаратора материал, состоящий из грубых частиц, и материал с большой удельной массой, полученные путем воздушного разделения, могут быть загружены в мельницу 46 тонкого помола, а материал, состоящий из мелких частиц, может быть выгружен из системы в точке 47. В качестве сепаратора 45 могут использоваться как магнитный сепаратор, так и воздушный сепаратор.
Тонкоизмельченный материал, полученный путем тонкого измельчения в мельнице 46 тонкого помола, вводят в магнитный сепаратор 56 и разделяют путем магнитного разделения для удаления магнитно непритягиваемого вещества. Магнитно притягиваемое вещество, полученное путем магнитного разделения, может быть введено в машину 36 для формования агломерата, сформовано, например, в брикеты и т.п., и может использоваться в качестве источника железа.
Следует отметить, что мельница 44 тонкого помола и мельница 46 тонкого помола могут быть мельницами тонкого помола различных типов, и в случае материала, в котором шлак легко отделяется, мельница 46 тонкого помола может быть опущена, а количество стадий тонкого измельчения может быть равным 1.
[Пример 3-1]
После нагревания агломерата, включающего содержащий оксид железа материал и углеродсодержащий восстановитель, в нагревательной печи с подвижным подом и просеивания восстановленного продукта, выгруженного из нагревательной печи, с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм, выполняли просеивание прошедшего через сито материала с с использованием грохота, имеющего размер отверстий решета 3,35 мм (эквивалентного вышеописанному грохоту b). Смесь выше грохота b дробили с использованием дробилки, и шлак, прилипший к металлическому железу или окруженный металлическим железом, был отделен. Условия во время дробления смеси на грохоте изучали в Примере 3-1.
Окатыши, содержащие углеродистый материал (средний диаметр: 19 мм), получали в качестве агломерата, содержащие углеродистый материал окатыши вводили в нагревательную печь и нагревали в течение 11 мин при температуре 1450°C. Компонентный состав содержащих углеродистый материал окатышей показан в Таблице 3-1 ниже.
После просеивания выгруженного из нагревательной печи восстановленного продукта с использованием грохота с, имеющего размер отверстий решета от 15 до 20 мм, выполняли просеивание прошедшего через сито материала с с использованием грохота, имеющего размер отверстий решета 3,35 мм (эквивалентного вышеописанному грохоту b). Восстановленный продукт содержал металлическое железо, восстановленные окатыши (то есть смесь металлического железа и шлака), шлак, материал покрытия пода и т.д.
Смесь, полученная как оставшийся на сите материал, была раздроблена с использованием дробилки. В качестве дробилки использовалась молотковая дробилка с горизонтальным валом, такая, как проиллюстрировано на Фиг. 3-2. Технические характеристики молотковой дробилки были следующими:
Скорость вращения молотков: 3600 об/мин
Ширина конца лопасти молотка: 4,8 мм
Максимальная длина ротора: 254 мм
Скорость конца лопасти молотка: 48 м/с
Размер отверстий решета, предусмотренного в молотковой дробилке: 7,8 мм
1 кг смеси, полученной как оставшийся на сите материал, вводили в молотковую дробилку, и дробление выполняли в течение 5 с и 10 с. В результате в случае, когда продолжительность дробления составляла 10 с, поверхность частиц, оставшихся на решете, предусмотренном в молотковой дробилке, обладала металлическим блеском, и таким образом было установлено, что шлак отделен в достаточной степени.
Кроме того, в случае, когда продолжительность дробления составляла 5 с, поверхность частиц, оставшихся на решете, предусмотренном в молотковой дробилке, также обладала металлическим блеском, как и в случае, когда продолжительность дробления составляла 10 с. Таким образом было найдено, что продолжительность дробления, равная 5 с, является достаточной.
Гранулометрическое распределение (кумулятивная зернистость) измеряли для порошка, полученного путем дробления в молотковой дробилке. Результаты измерения иллюстрируются на Фиг. 3-5. На Фиг. 3-5 ромбы представляют порошок, оставшийся на решете, предусмотренном в молотковой дробилке, квадраты представляют порошок, который прошел через решето, предусмотренное в молотковой дробилке, и треугольники представляют порошок, унесенный газом, выходящим из молотковой дробилки, и собранный циклонным сепаратором, соединенным с молотковой дробилкой.
Из Фиг. 3-5 можно заметить, что градиент совокупной гранулярности изменяется между размером зерна 2 мм и 3 мм для порошка, который прошел через решето, предусмотренное в молотковой дробилке (квадраты на Фиг. 3-5). Соответственно, порошок, который прошел через решето, предусмотренное в молотковой дробилке (квадраты на Фиг. 3-5), просеивали с использованием грохота, имеющего размер отверстий 3,35 мм. Проценты шлака [(SiO2+Al2O3)/Т.Fe] в порошке, оставшемся на грохоте (в дальнейшем обозначенном как +3,35 мм) и в порошке, который прошел через грохот (в дальнейшем обозначенном как -3,35 мм), вычисляли на основе данных химического анализа. В результате было найдено, что процент шлака во фракции +3,35 мм составил 7,1%, тогда как процент шлака во фракции -3,35 мм составил 240,7%, так что разница в проценте шлака между оставшимся на сите материалом и прошедшим через сито материалом является большой.
Таким образом, как можно заметить по результатам Примера 3-1, порошок с большим размером зерна, остающийся на грохоте, имеющем размер отверстий решета 3,35 мм, содержит большое количество металлического железа, в то время как порошок с маленьким размером зерна, который прошел через грохот, имеющий размер отверстий 3,35 мм, содержит большое количество шлака. Соответственно было найдено, что металлическое железо и шлак имеют различные гранулометрические распределения.
[Пример 3-2]
Дробление выполняли в Примере 3-2 при различных условиях дробления молотковой дробилкой с использованием того же самого типа оборудования, что и молотковая дробилка, использованная в описанном выше Примере 3-1, но с различными техническими характеристиками. Скорость вращения молотков, ширина конца лопасти молотка, максимальная длина ротора, скорость лезвий молотков, размер отверстий решета, предусмотренного в молотковой дробилке, и продолжительность дробления иллюстрируются в Таблице 3-2 ниже как условия дробления в молотковой дробилке. Результаты №1, показанные в Таблице 3-2 ниже, означают результаты вышеописанного Примера 3-1.
Процент полученного путем дробления молотковой дробилкой порошка, размер зерна которого составлял 5 мм или менее, процент порошка, размер зерна которого составлял 3 мм или менее, и процент порошка, размер зерна которого составлял 1 мм или менее, получали из гранулометрического распределения. Результаты также показаны в Таблице 3-2 ниже.
Кроме того, индексы дробления вычисляли на основе скорости движения лезвий молотков, размера отверстий решета, предусмотренного в молотковой дробилке, и продолжительности дробления, которые также показаны в Таблице 3-2.
На основании Таблицы 3-2 может быть сделано следующее наблюдение.
№1 представляет собой пример, удовлетворяющий предварительным условиям, предусмотренным в настоящем изобретении, и в то время как процент частиц, размер зерна которых превышает 5 мм, составлял 53,7%, процент частиц, размер зерна которых составляет 3 мм или менее, составлял 33,2%. 66,8% частиц, размер зерна которых превышает 3 мм, обладало металлическим блеском, и таким образом можно предположить, что металлическое железо и шлак были соответственно разделены.
Скорость конца лопасти в №2 медленнее, чем в №1, но даже когда скорость конца лопасти молотка составляет 30 м/с, происходит чрезмерное дробление, если индекс дробления превышает 2000, и весь объем становится частицами, имеющими размер зерна 5 мм или менее. Частицы после дробления не обладали металлическим блеском, и таким образом возможно, что разделение металлического железа и шлака было недостаточным.
Что касается №3, скорость конца лопасти молотка составляла 105 м/с, и индекс дробления намного превышал 2000, так что прошедший через сито материал, полученный путем просеивания с использованием грохота, имеющего размер отверстий 1 мм, составлял 100%, указывая на то, что не только шлак, но также и металлическое железо было раздроблено. Соответственно, можно заметить, что условия дробления, использованные в №3, приводят к чрезмерному дроблению.
Из вышеприведенных результатов можно предположить, что условия, при которых скорость конца лопасти является большой, а индекс измельчения является небольшим, являются подходящими для дробления смеси металлического железа и шлака. Подходящими можно считать скорость конца лопасти от 30 до 60 м/с, и индекс дробления от 800 до 2000.


[Пример 3-3]
В Примере 3-3 восстановленный продукт, выгруженный из нагревательной печи в вышеописанном Примере 3-1, просеивали с использованием грохота, имеющего размер отверстий 3,35 мм (эквивалентно вышеописанному грохоту b), и смесь полученного прошедшего через сито материала была магнитно разделена с использованием магнита. Магнитно притягиваемое вещество, полученное путем магнитного разделения, представляло собой главным образом мелкозернистое металлическое железо и шлак, в то время как материал покрытия пода составлял большую часть магнитно непритягиваемого вещества.
Соответственно, в данном Примере изучали повышение сорта железа магнитно притягиваемого вещества, полученного путем магнитного разделения. Иначе говоря, прошедшую через сито смесь тонко измельчали с использованием шаровой дробилки в представленном варианте осуществления для повышения сорта железа магнитно притягиваемого вещества, и изучали разделяемость металлического железа и шлака. Это будет более подробно описано ниже.
В вышеупомянутом Примере 3-1 восстановленный продукт, который является материалом, выгруженным из нагревательной печи, просеивали с использованием грохота, имеющего размер отверстий 3,35 мм (эквивалентно вышеописанному грохоту b), и смесь полученного прошедшего через сито материала магнитно разделяли с использованием барабанного магнитного сепаратора. Следует отметить, что в данном Примере компонентный состав содержащих углеродистый материал окатышей изменяли, и получали восстановленные продукты (A и В), содержащие различное количество шлака. Количество шлака, содержащегося в восстановленном продукте А, составляло приблизительно 8%, а количество шлака, содержащегося в восстановленном продукте В, составляло приблизительно 18%. Что касается полученного магнитно притягиваемого вещества, 20 кг шаров и 1,4 кг прошедшей через сито смеси (материал А или материал В) помещали в шаровую дробилку (304 мм в диаметре и 304 мм длиной), и тонкое измельчение выполняли при скорости вращения 68 об/мин с различной продолжительностью тонкого измельчения.
Продолжительность тонкого измельчения составляла 0 мин, 10 мин, 20 мин и 30 мин. Тонкоизмельченный материал разделяли вручную с использованием магнита, и вычисляли процент магнитно непритягиваемого вещества. Процент магнитно непритягиваемого вещества вычислялся как массовый процент магнитно непритягиваемого вещества относительно массы тонкоизмельченного материала. Фиг. 3-6 иллюстрирует соотношение между
продолжительностью тонкого измельчения и процентом магнитно непритягиваемого вещества.
На основании Фиг. 3-6 может быть сделано следующее наблюдение. Продолжительность тонкого измельчения 0 мин означает, что тонкое измельчение с использованием шаровой дробилки не выполняли, и таким образом процент магнитно непритягиваемого вещества в материале А составил приблизительно 8%, а процент магнитно непритягиваемого вещества в материале В составил приблизительно 18%. Тот факт, что магнитно непритягиваемое вещество включали в материал, который не был тонко измельчен, означает, что магнитно непритягиваемое вещество, включенное в восстановленный продукт, не было достаточно отделено в барабанном магнитном сепараторе. В то время как материал А и материал В показывают различные проценты магнитно непритягиваемого вещества перед тонким измельчением с использованием шаровой дробилки, процент магнитно непритягиваемого вещества увеличивался посредством выполнения тонкого измельчения, и после тонкого измельчения в течение 20 мин процент магнитно непритягиваемого вещества был приблизительно тем же самым. Сравнение продолжительности тонкого измельчения 20 мин и 30 мин показывает, что после 20 мин скорость увеличения процента магнитно непритягиваемого вещества становится небольшой и почти обнуляется. Соответственно, достаточно установить продолжительность тонкого измельчения равной приблизительно 20 мин. Теперь, что касается материала В, процент магнитно непритягиваемого вещества после тонкого измельчения в течение 20 мин, как видно на Фиг. 3-6, составляет 33%, и таким образом вычисление увеличения процента магнитно непритягиваемого вещества на основе следующего выражения дает приблизительно 84%. Таким образом, в соответствии с настоящим изобретением, процент магнитно непритягиваемого вещества может быть увеличен приблизительно на 84% путем выполнения тонкого измельчения с использованием шаровой дробилки.
[(процент магнитно непритягиваемого вещества при продолжительности тонкого измельчения 20 мин - процент магнитно непритягиваемого вещества при продолжительности тонкого измельчения 0 мин) / процент магнитно непритягиваемого вещества при продолжительности тонкого измельчения 0 мин] × 100 = 84 (%)
[Пример 3-4]
В вышеупомянутом Примере 3-1 восстановленный продукт, который является материалом, выгруженным из нагревательной печи, просеивали с использованием грохота, имеющего размер отверстий 3,35 мм (эквивалентно вышеописанному грохоту b), и смесь, полученная на решете, была грубо раздроблена молотковой дробилкой. Условия предварительного дробления совпадали с условиями, приведенными в вышеописанном Примере 3-1.
Измельченный материал просеивали с использованием грохота, имеющего размер отверстий 4,8 мм, прошедшую через сито смесь собирали и магнитно разделяли с использованием барабанного магнитного сепаратора. Магнитно притягиваемое вещество тонко измельчали с использованием шаровой дробилки для повышения сорта железа магнитно притягиваемого вещества, полученного магнитным разделением. Что касается тонкого измельчения полученного магнитно притягиваемого вещества, 20 кг шаров и 1,4 кг магнитно притягиваемого вещества помещали в шаровую дробилку (304 мм в диаметре и 304 мм длиной), и тонкое измельчение выполняли при скорости вращения 68 об/мин с различной продолжительностью тонкого измельчения. Продолжительность тонкого измельчения составляла 0 мин, 10 мин, 20 мин и 30 мин.
Тонкоизмельченное магнитно притягиваемое вещество разделяли вручную с использованием магнита, и вычисляли процент магнитно непритягиваемого вещества. Соотношение между продолжительностью тонкого измельчения и процентом магнитно непритягиваемого вещества показано на Фиг. 3-7.
На основании Фиг. 3-7 может быть сделано следующее наблюдение. Причина того, что значение процента магнитно непритягиваемого вещества составляло 12% или 19% при продолжительности тонкого измельчения 0 мин означает, что магнитно непритягиваемое вещество, которое не могло быть отделено магнитным разделением с использованием барабанного магнитного сепаратора, было отделено вручную путем выполнения магнитного разделения с использованием магнита. Это означает, что металлическое железо и шлак уже были разделены даже без тонкого измельчения. Задание продолжительности тонкого измельчения равной 10 мин повышает процент увеличения процента магнитно непритягиваемого вещества на 10-25%, но дальнейшее увеличение продолжительности тонкого измельчения имеет тенденцию уменьшать процент магнитно непритягиваемого вещества. Это явление, как полагают, происходит благодаря тому, что тонкоизмельченный шлак снова прилипает к металлическому железу. Соответственно, можно заметить, что при тонком измельчении с использованием шаровой дробилки продолжительность тонкого измельчения предпочтительно находится в пределах 10 мин.
[Пример 3-5]
Пример 3-5 выполняли так же, как и вышеописанный Пример 3-4, но отличался выполнением грубого дробления с использованием клеточной дробилки вместо молотковой дробилки, а также использованием шаровой дробилки или стержневой дробилки для тонкого измельчения магнитно притягиваемого вещества. Иначе говоря, в вышеописанном Примере 3-1 восстановленный продукт, который выгружали из нагревательной печи, просеивали с использованием грохота, имеющего размер отверстий 3,35 мм (эквивалентно вышеописанному грохоту b), и смесь, полученную на решете, грубо дробили клеточной дробилкой. Условия грубого дробления заключались в том, что у клетки было четыре ряда (диаметр внешнего ряда составлял 745 мм, а диаметр внутреннего ряда составлял 610 мм), скорость вращения составляла 1000 об/мин, объем загрузки составлял 10 тонн в час при одноразовой загрузке в 13 кг.
Дробленый продукт просеивали с использованием грохота, имеющего размер отверстий 3,35 мм, прошедшую через сито смесь собирали и магнитно разделяли с использованием барабанного магнитного сепаратора. Магнитно притягиваемое вещество тонко измельчали с использованием шаровой дробилки или стержневой дробилки для повышения сорта железа магнитно притягиваемого вещества, полученного магнитным разделением.
(Шаровая дробилка)
Тонкое измельчение магнитно притягиваемого вещества выполняли путем загрузки 180 кг шаров и 38 кг магнитно притягиваемого вещества в шаровую дробилку (525 мм диаметром × 450 мм длиной), скорость вращения устанавливали равной 41 об/мин, и продолжительность тонкого измельчения устанавливали равной 0 мин, 3 мин, 6 мин, 9 мин и 12 мин.
(Стержневая дробилка)
Тонкое измельчение магнитно притягиваемого вещества выполняли путем загрузки 460 кг стержней и 42 кг магнитно притягиваемого вещества в стержневую дробилку (525 мм диаметром × 900 мм длиной), скорость вращения устанавливали равной 41 об/мин, а продолжительность тонкого измельчения устанавливалась равной 0 мин, 3 мин, 6 мин, 9 мин и 12 мин.
Распыляемое магнитно притягиваемое вещество магнитно разделяли вручную с использованием магнита, и получали процент магнитно непритягиваемого вещества.
Соотношение между продолжительностью тонкого измельчения и процентом магнитно непритягиваемого вещества показано на Фиг. 3-8. Ромбы на Фиг. 3-8 представляют результаты тонкого измельчения с использованием шаровой дробилки, а квадраты представляют результаты тонкого измельчения с использованием стержневой дробилки.
На основе Фиг. 3-8 может быть сделано следующее наблюдение. Процент магнитно непритягиваемого вещества составляет 10%, когда продолжительность тонкого измельчения составляет 0 мин, независимо от того, использовалась ли для тонкого измельчения шаровая дробилка или стержневая дробилка. Это означает, что магнитно непритягиваемое вещество, которое не могло быть отделено магнитным разделением с использованием барабанного магнитного сепаратора, было отделено вручную путем выполнения магнитного разделения с использованием магнита. Тонкое измельчение с использованием шаровой дробилки и тонкое измельчение с использованием стержневой дробилки показывают очень похожие результаты. Можно заметить, что процент магнитно непритягиваемого вещества является самым большим при продолжительности тонкого измельчения 6 мин, а увеличение продолжительности тонкого измельчения уменьшает процент магнитно непритягиваемого вещества. Можно также заметить, что величина уменьшения больше при тонком измельчении с использованием шаровой дробилки.
По результатам вышеописанного можно заметить, что процент магнитно непритягиваемого вещества увеличивается приблизительно на 54% путем тонкого измельчения магнитно притягиваемого вещества в течение 6 мин с использованием шаровой дробилки или стержневой дробилки, и что сорт металлического железа улучшается.
[Пример 3-6]
Фиг. 3-9 представляет собой схематическую диаграмму, иллюстрирующую другой процесс производства металлического железа в соответствии с настоящим изобретением. На Фиг. 3-9 смесь, включающая содержащий оксид железа материал, углеродсодержащий восстановитель и присадку, формуют в агломерат с использованием чашевого окомкователя 1, получая, таким образом, агломерат. Полученный агломерат вводят в печь 2 с вращающимся подом и нагревают. Восстановленный продукт, полученный путем нагревания в печи 2 с вращающимся подом, просеивают с использованием грохота 3, имеющего размер отверстий решета 3,35 мм (эквивалентно грохоту b).
Материал, собранный в грохоте 3 как оставшийся на сите материал, подают в стержневую дробилку 4а, которая является ударной дробилкой, и измельчают. Оставшийся на сите материал, полученный путем дробления в стержневой дробилке 4а и просеивания в грохоте (эквивалентном грохоту а), предусмотренном снаружи стержневой дробилки, собирают как металлическое железо. С другой стороны, прошедший через сито материал, полученный путем дробления в стержневой дробилке 4а и просеивания в грохоте (эквивалентном грохоту а), предусмотренном снаружи стержневой дробилки, подают в магнитный сепаратор 10 и разделяют на магнитно притягиваемое вещество и магнитно непритягиваемое вещество. Материал, собранный в грохоте 3 как прошедший через сито материал, подают в магнитный сепаратор 10 и разделяют на магнитно притягиваемое вещество и магнитно непритягиваемое вещество.
Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 10, собирают как металлическое железо. Магнитно непритягиваемое вещество, отсортированное в магнитном сепараторе 10, подают в шаровую дробилку 11а и тонко измельчают, и тонкоизмельченный материал подают в магнитный сепаратор 12 и разделяют на магнитно притягиваемое вещество и магнитно непритягиваемое вещество.
Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 12, собирают как металлическое железо. С другой стороны, магнитно непритягиваемое вещество, отсортированное в магнитном сепараторе 12, практически полностью является шлаком.
Как описано выше, металлическое железо также может быть произведено с помощью примера конфигурации, проиллюстрированного на Фиг. 3-9.
[Пример 4-1]
Агломерат, сформованный из смеси сырого материала, включающей содержащий оксид железа материал и углеродистый материал, нагревали в нагревательной печи, и оксид железа в агломерате восстанавливали, получая, таким образом, содержащее металлическое железо спеченное тело.
Железную руду, имеющую компонентный состав, показанный в Таблице 4-1 ниже, использовали в качестве материала, содержащего оксид железа. В этой таблице T.Fe означает полное количество железа. Уголь, имеющий компонентный состав, показанный в Таблице 4-2 ниже, использовали в качестве углеродистого материала. Из железной руды и угля была сформирована смесь сырья, к которой далее добавляли порошок известняка и Al2O3 в качестве вещества для управления точкой плавления и муку в качестве связующего вещества, к которой было добавлено небольшое количество воды, и во вращающемся грануляторе получали окатыши, содержащие углеродистый материал, имеющие малую ось 19 мм.
Полученные окатыши, содержащие углеродистый материал, сушили при температуре 180°C, получая, таким образом, сухие окатыши (агломерат). Таблица 4-3 ниже показывает компонентный состав сухих окатышей. Основность (СаО/SiO2) и отношение Al2O3 и SiO2 (Al2O3/SiO2) вычисляли на основе компонентного состава сухих окатышей, показанного в Таблице 4-3, и показаны в той же таблице.
Горизонтальная электрическая печь была подготовлена в качестве нагревательной печи, и сухие окатыши нагревали в течение в общей сложности 11 мин в горизонтальной электрической печи, температура которой повышалась ступенчато до 1200°C, 1350°C и 1370°C, чтобы вызвать реакцию восстановления. После этого сухие окатыши извлекали в зону охлаждения и охлаждали до комнатной температуры, получая, таким образом, содержащие металлическое железо спеченные тела. Атмосфера внутри горизонтальной электрической печи и атмосфера в зоне охлаждения представляли собой газовую атмосферу из смеси углекислого газа и азота в объемном отношении 75% на 25%.
Состояние полученных содержащих металлическое железо спеченных тел представляло собой смесь, содержащую гранулированное металлическое железо и шлак, заключенный внутри оболочки, содержащей металлическое железо и шлак, а их поверхностная температура составляла 1000°C или ниже. Средняя малая ось содержащих металлическое железо спеченных тел составляла 15 мм.
Полученные содержащие металлическое железо спеченные тела тонко измельчали, и шлак удаляли для получения металлического железа. Фиг. 4-2 представляет собой принципиальную схему этого процесса. Дальнейшее описание будет сделано со ссылкой на Фиг. 4-2. Следует отметить, что части, соответствующие Фиг. 4-1, обозначены теми же самыми ссылочными позициями.
После того, как содержащие металлическое железо спеченные тела 1 (9 кг) тонко измельчали с использованием щековой дробилки, обозначенной ссылочной позицией 2 на Фиг. 4-2 (первый процесс тонкого измельчения), тонкоизмельченный материал просеивали с использованием грохота, обозначенного ссылочной позицией 3 на Фиг. 4-2 (процесс просеивания). В качестве грохота а использовали грохот, имеющий размер отверстий 1 мм.
Мелкие частицы, которые прошли через грохот а, сортировали на магнитно притягиваемое вещество 11 и магнитно непритягиваемое вещество 12 с использованием магнитного сепаратора 7, и магнитно притягиваемое вещество 11 собирали как металлическое железо. Масса магнитно притягиваемого вещества составила 2,38 кг, а значение T.Fe составило 72,8%.
С другой стороны, грубые частицы, оставшиеся на грохоте а, подавали в валковый пресс 4а с использованием вибрационного подающего механизма со скоростью подачи 0,1 кг/мин, и после тонкого измельчения с использованием валкового пресса 4а (зазор между валками был установлен равным 1 мм) (второй процесс тонкого измельчения) магнитный сепаратор 5а использовали для того, чтобы рассортировать их на магнитно притягиваемое вещество и магнитно непритягиваемое вещество.
Магнитно притягиваемое вещество, полученное путем сортировки в магнитном сепараторе 5а, подвергали трехкратному тонкому измельчению в валковых прессах 4b-4d и разделению в магнитных сепараторах 5b-5d, и магнитно притягиваемое вещество собирали как металлическое железо (процесс сбора металлического железа). Иначе говоря, магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 5а, тонко измельчали с использованием валкового пресса 4b (зазор между валками был установлен равным 0,15 мм), и после этого сортировали на магнитно притягиваемое вещество и магнитно непритягиваемое вещество с использованием магнитного сепаратора 5b. Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 5b, тонко измельчали с использованием валкового пресса 4c (зазор между валками был установлен равным 0,15 мм), и после этого сортировали на магнитно притягиваемое вещество и магнитно непритягиваемое вещество с использованием магнитного сепаратора 5c. Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 5c, тонко измельчали с использованием валкового пресса 4d (зазор между валками был установлен равным 0,15 мм), и после этого сортировали на магнитно притягиваемое вещество и магнитно непритягиваемое вещество с использованием магнитного сепаратора 5d. Магнитно притягиваемое вещество, отсортированное в магнитном сепараторе 5d, собирали как металлическое железо. Масса магнитно притягиваемого вещества, отсортированного в магнитном сепараторе 5d, составила 3,9 кг, а значение T.Fe составило 88,1%.
Магнитно непритягиваемое вещество, отсортированное в магнитных сепараторах 5а, 5b, 5c и 5d, было рассортировано на магнитно притягиваемое вещество 9 и магнитно непритягиваемое вещество 10 в ручном магнитном сепараторе 6, и магнитно притягиваемое вещество 9 собирали как металлическое железо.
Масса магнитно притягиваемого вещества 9 составила 1,23 кг, а значение T.Fe составило 75,9%.
Согласно вышеприведенным результатам, в соответствии с настоящим изобретением из общей массы (9 кг) содержащих металлическое железо спеченных тел 83,4% [(2,38+3,9+1,23)/9×100] собирали как металлическое железо.



[Пример 4-2]
Содержащие металлическое железо спеченные тела, полученные в вышеописанном Примере 4-1, тонко измельчали другими средствами, и шлак удаляли для получения металлического железа. Фиг. 4-3 представляет собой принципиальную схему этого процесса. Дальнейшее описание будет сделано со ссылкой на Фиг. 4-3. Следует отметить, что части, соответствующие Фиг. 4-1 и Фиг. 4-2, обозначены теми же самыми ссылочными позициями. На Фиг. 4-3 ссылочная позиция 13 обозначает барабанный магнитный сепаратор, ссылочная позиция 14 обозначает средство тонкого измельчения, ссылочная позиция 15 обозначает магнитный сепаратор, и ссылочная позиция 18 обозначает магнитно непритягиваемое вещество.
После того, как содержащие металлическое железо спеченные тела 1 (34,5 кг) тонко измельчали с использованием валкового пресса, обозначенного ссылочной позицией 2 на Фиг. 4-3 (первый процесс тонкого измельчения), тонкоизмельченный материал просеивали с использованием грохота а, обозначенного ссылочной позицией 3 на Фиг. 4-3 (процесс просеивания). В качестве грохота а использовали грохот, имеющий размер отверстий 1 мм.
Мелкие частицы, которые прошли через грохот а, тонко измельчали в дисковой дробилке 16, и после этого сортировали на магнитно притягиваемое вещество 11 и магнитно непритягиваемое вещество 12 с использованием магнитного сепаратора 7, и магнитно притягиваемое вещество 11 собирали как металлическое железо. Масса магнитно притягиваемого вещества 11, магнитно отделенного в магнитном сепараторе 7, составила 6,28 кг, а значение T.Fe составило 75,25%.
В случае сортировки мелких частиц, которые прошли через грохот а, на магнитно притягиваемое вещество 11 и магнитно непритягиваемое вещество 12 с использованием магнитного сепаратора 7, поскольку они не были тонко измельчены в дисковой дробилке 16 и магнитно притягиваемое вещество 11 было собрано как металлическое железо, значение T.Fe магнитно притягиваемого вещества 11, отсортированного магнитным сепаратором 7, составило 71,26%. Таким образом можно заметить, что значение T.Fe в магнитно притягиваемом веществе повысилось на 4% за счет тонкого измельчения в дисковой дробилке 16.
С другой стороны, грубые частицы, оставшиеся на грохоте а, подавали в молотковую дробилку 4 и тонко измельчали, и грохот 5а (имеющий размер отверстий решета 2,38 мм), использовали для того, чтобы рассортировать их на грубые частицы, остающиеся на грохоте 5а, и мелкие частицы, проходящие через грохот 5а.
Грубые частицы, оставшиеся на грохоте 5а, подавали в разделитель 17 и сохраняли, в то время как их часть возвращали к молотковой дробилке 4 и снова тонко измельчали, а часть подавали на грохот 5b и сортировали на грубые частицы, остающиеся на грохоте 5b, и мелкие частицы, проходящие через грохот 5b, с использованием грохота 5b (размер отверстий решета 4,76 мм).
Грубые частицы, оставшиеся на грохоте 5b, возвращали в молотковую дробилку 4 и снова тонко измельчали. Процесс возвращения грубых частиц, оставшихся на грохоте 5b, в молотковую дробилку 4 и повторного тонкого измельчения повторяли три раза. В результате масса мелких частиц, полученных при прохождении через грохот 5b первый раз, составила 7,0 кг, процент магнитно непритягиваемого вещества, содержащегося в этих мелких частицах, составил 2,5%, и процент шлака составил 17,8%. Масса мелких частиц, полученных при прохождении через грохот 5b второй раз, составила 2,0 кг, и процент магнитно непритягиваемого вещества, содержащегося в этих мелких частицах, составил 1,5%, и процент шлака составил 16,4%. Масса мелких частиц, полученных при прохождении через грохот 5b третий раз, составила 1,1 кг, и процент магнитно непритягиваемого вещества, содержащегося в этих мелких частицах, составил 1,0%, и процент шлака составил 14,7%.
Мелкие частицы, которые прошли через грохот 5b, подавали на грохот 5c, и грохот 5c (с размером отверстий решета 2,38 мм) использовали для того, чтобы рассортировать их на грубые частицы, остающиеся на грохоте 5c, и мелкие частицы, проходящие через грохот 5c. Грубые частицы 8, оставшиеся на грохоте 5c, собирали как металлическое железо. Масса грубых частиц 8 составила 15,7 кг, а значение T.Fe составило 78%.
Реферат
Изобретение относится к способу производства металлического железа. Осуществляют формование агломерата смеси, включающей содержащий оксид железа материал и углеродсодержащий восстановитель, вводят полученный агломерат в нагревательную печь с подвижным подом и восстанавливают путем нагрева. Восстановленный продукт, содержащий металлическое железо и шлак, выгружают из нагревательной печи с подвижным подом, дробят с использованием дробилки, разделяют путем просеивания с использованием грохота, имеющего отверстия размером 2-8 мм, на материал, состоящий из грубых частиц, и материал, состоящий из мелких частиц. При этом объемная плотность материала, состоящего из грубых частиц, составляет от 1,2 до 3,5 кг/л. Полученный материал, состоящий из грубых частиц, дробят с использованием ударной дробилки, сортируют с использованием сепаратора и осуществляют сбор металлического железа. Изобретение дает возможность непрерывного и эффективного сбора продукта металлического железа без уменьшения размера зерна. 4 н. и 35 з.п. ф-лы, 29 ил., 24 табл., 23 пр.
Комментарии