Устройство соэкструзии - RU2563684C2
Код документа: RU2563684C2
Чертежи



Описание
Область техники
Настоящее изобретение имеет отношение к созданию устройства соэкструзии с содействием газа для формования пищевых продуктов, таких как зерновые (хлебные) продукты или закуски, а также к созданию способа его использования.
Уровень техники
Традиционные системы соэкструзии выполнены так, что тестообразный материал экструдируют относительно нагнетаемого заполнения или флюида. Типично эти системы выполнены так, что нагнетаемое заполнение или флюид подают в головку соэкструзии через трубу, прикрепленную к головке. Труба типично прикреплена под углом 90° к лицевой стороне головки и затем совершает поворот на 90° внутри головки, чтобы совместиться с центром отверстия головки, через которое экструдируют пищевой продукт. Пищевой продукт экструдируют поверх трубы, создающей внутреннюю полость в пищевом продукте, когда из трубы нагнетают наполнение или флюид во внутреннюю полость.
Одна такая система раскрыта в патентной заявке Великобритании No. 2297936A. В этой заявке раскрыт узел головки для экструзии растяжимого (расширяемого) продукта. В головке образовано сквозное расточное отверстие, в которое поступает растяжимый продукт с лицевой стороны головки. Соосная газовая труба установлена в расточке и имеет свободный конец, который выступает наружу из лицевой стороны головки. Заявленная газовая труба прикреплена под углом 90° к лицевой стороне головки и затем совершает поворот на 90° внутри головки, а именно внутри расточки, чтобы совместиться с центром расточки, через которую экструдируют растяжимый продукт. Кроме того, газовая труба входит в головку рядом с лицевой стороной головки и идет только вдоль ограниченного участка расточки. Выпуск головки образован на стороне головки между сквозным расточным отверстием и трубчатой распоркой, которая прикреплена к газовой трубе. Также заявлено использование второй трубы для осаждения крема на продукт. Растяжимый продукт подают поверх трубчатой распорки и наружу через выпуск головки. За счет воздействия теплоты и давления на растяжимый продукт на выпуске головки происходит растяжение продукта, проходящего через выпуск головки. Таким образом, у выпуска головки, растяжимый продукт имеет толщину стенки, которая больше, чем толщина выпуска головки между расточкой и трубчатой распоркой.
Другая такая система раскрыта в патенте США No. 6,586,031. В этом патенте раскрыт способ изготовления полых трубок формованных гранул пищевого продукта или полупродуктов. При дополнительном нагреве гранулы раздуваются, чтобы получить растянутые, формованные кусочки (гранулы) пищевого продукта с кольцевыми полостями. Заявленный способ начинается с операции экструзии теста через экструдер, имеющий вставку головки экструдера. Тесто из экструдера проходит через вставку экструдера, чтобы образовать жгут в виде трубки, имеющий участок стенки, ограничивающий внутреннюю полость, вытянутую по оси вдоль трубчатого жгута. Воздух вводят во внутреннюю полость жгута через инжектор, установленный внутри вставки экструдера, когда трубчатый жгут выходит из вставки экструдера. Воздух вводят во внутреннюю полость для того, чтобы поддерживать участок стенки трубчатого жгута, так чтобы экструдат трубчатого жгута, выходящий из вставки экструдера, сохранял свою форму без деформации при последующей обработке трубчатого экструдата при помощи растягивающих валиков. При выходе из вставки экструдера тесто сразу же расширяется (растягивается) или предварительно раздувается, за счет резкого падения давления (от давления внутри головки соэкструзии до атмосферного давления) и ввода кипящей воды в тесто. Тесто проходит заданное расстояние, для его охлаждения, после выхода из вставки экструдера, ранее вхождения в зазор, образованный между верхним валиком и нижним валиком. Валики совместно действуют как ленточный конвейер. Валики смещены друг от друга так, что расстояние между ними равно диаметру выхода вставки экструдера, и поэтому немного меньше чем диаметр растянутого, предварительно раздутого жгута, входящего в зазор. Таким образом, жгут сжимается, когда он входит в зазор между валиками. Валики работают при скорости, большей, чем скорость, при которой экструдируют жгут. Таким образом, при контакте со жгутом валики растягивают жгут по оси вдоль направления, в котором экструдируют жгут. Растяжение, произведенное при помощи валиков, противодействует расширению, вызванному предварительным раздувом, и позволяет получить жгут, имеющий диаметр, равный диаметру выхода вставки экструдера. Воздух, поданный во внутреннюю полость жгута, регулируют так, чтобы достаточное давление было приложено к участку стенки жгута, чтобы предотвратить сплющивание внутренней полости, когда жгут сжимают и растягивают по оси при помощи валиков. После выхода из валиков, жгут подают к резаку, который разрезает трубчатый жгут на отдельные полые трубки формованных гранул пищевого продукта или полупродуктов для дальнейшей обработки.
Раскрытие изобретения
В соответствии с настоящим изобретением предлагается устройство соэкструзии с содействием газа, предназначенное для использования вместе с экструдером. Экструдер вырабатывает тесто и содержит выход экструдера для перемещения теста из экструдера. Головка соэкструзии имеет заднюю сторону и лицевую сторону, причем указанная головка имеет связь с экструдером, чтобы получать тесто из экструдера. По меньшей мере одно сопло образовано за счет расточки в головке соэкструзии. Сопло вытянуто вдоль оси сопла к выходу сопла на лицевой стороне указанной головки соэкструзии. По меньшей мере один инжектор в виде трубы, идущей между впуском инжектора и выпуском инжектора, идет вдоль оси сопла. Инжектор идет от задней стороны до лицевой стороны головки соэкструзии и проходит через расточку головки соэкструзии. Инжектор входит в головку соэкструзии через заднюю сторону головки соэкструзии. Инжектор и сопло совместно формуют из теста жгут, который является трубчатым и имеет участок стенки и внутреннюю полость, окруженную участком стенки, когда тесто экструдируют из выхода сопла и относительно инжектора. Источник сжатого газа подает сжатый газ в инжектор, чтобы радиально растягивать участок стенки жгута, когда жгут диспергируется от инжектора. Радиальное растяжение является результатом давления, приложенного к участку стенки жгута за счет сжатого газа, введенного во внутреннюю полость жгута из выпуска инжектора. Труба идет между источником сжатого газа и инжектором и служит для подачи сжатого газа в инжектор. Труба идет между концом выше по течению, расположенным рядом с источником сжатого газа, и концом ниже по течению, расположенным рядом с инжектором. Система доставки имеет связь с трубой и подает увлекаемый материал, такой как множество частиц, в трубу. Головка соэкструзии смещена от экструдера, чтобы образовать полость между ними. Расположенный ниже по течению конец трубы соединен с впуском инжектора в полости. Это позволяет трубе работать при температуре окружающей среды. Инжектор получает сжатый газ, увлеченный вместе с увлекаемым материалом ранее поступления на впуск инжектора. Инжектор осаждает увлекаемый материал на внутреннюю поверхность участка стенки жгута, когда жгут растягивается радиально при помощи сжатого газа, который захвачен в увлекаемый материал или во множество частиц.
В общих чертах, в соответствии с настоящим изобретением предлагается способ соэкструзии для приготовления формованных кусочков (гранул) пищевого продукта, модифицированный таким образом, что поток сжатого газа вводится во внутреннюю полость экструдированных жгутов пищевого материала, такого как, например, сваренное тесто. Настоящее изобретение предусматривает дополнительные варианты осуществления способа соэкструзии, когда материал может быть увлечен в поток сжатого газа, так что он может быть осажден внутри внутренней полости экструдированных жгутов пищевого материала, такого как, например, сваренное тесто.
Преимуществом настоящего изобретения является то, что оно позволяет производить формованные кусочки пищевого продукта, имеющие меньшую плотность, чем произведенные с использованием известного ранее оборудования для соэкструзии.
Другим преимуществом настоящего изобретения является то, что оно позволяет производить формованные кусочки пищевого продукта, имеющие уникальную текстуру, отличающуюся от текстуры продуктов, произведенных с использованием известного ранее оборудования для соэкструзии.
Еще одним преимуществом настоящего изобретения является то, что оно позволяет использовать несущую способность сжатого газа или сжатого воздуха для переноса частиц, чтобы заполнять полость жгута экструдированного пищевого материала частицами или осаждать их на поверхности полости.
Еще одним преимуществом настоящего изобретения является то, что оно позволяет уменьшить закупоривание трубы, подающей увлеченные частицы в головку соэкструзии, за счет перемещения изгиба на 90 градусов в трубе из его старого положения внутри головки соэкструзии в местоположение снаружи от головки соэкструзии. Это позволяет значительно увеличить радиус изгиба по сравнению с традиционными головками соэкструзии, причем на изгиб воздействует температура окружающей среды, а не повышенная температура внутри головки соэкструзии.
Указанные ранее и другие предпочтительные характеристики изобретения будут более ясны специалистам в данной области из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, на которых аналогичные детали имеют одинаковые позиционные обозначения.
Краткое описание чертежей
На фиг.1 показан схематический чертеж, поясняющий работу примерного варианта осуществления настоящего изобретения, позволяющего производить отформованный пищевой продукт и выпускать частицы (кусочки) отформованного пищевого продукта.
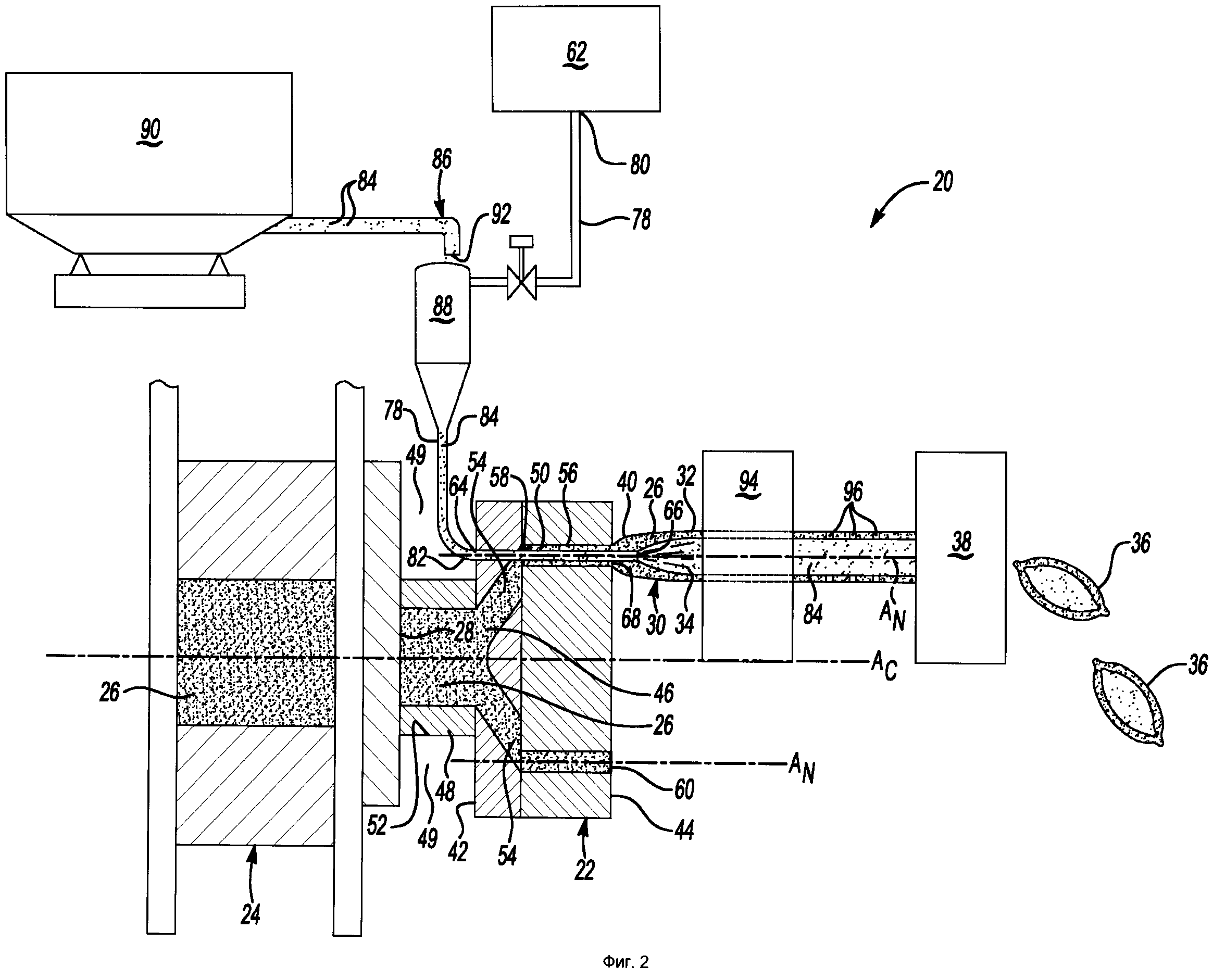
На фиг.2 показан схематический чертеж, поясняющий работу второго примерного варианта осуществления настоящего изобретения, позволяющего производить отформованный пищевой продукт и выпускать частицы (кусочки) отформованного пищевого продукта.
На фиг.3 показан частично вид сбоку в разрезе, где можно увидеть головку соэкструзии с питающей трубой, расположенной снаружи от узла головки соэкструзии.
На фиг.4 показан частично вид сбоку в разрезе устройства соэкструзии с содействием газа в соответствии с настоящим изобретением.
На фиг.5 показана частично вертикальная проекция с задней стороны головки соэкструзии в соответствии с настоящим изобретением, где показана система питания головки соэкструзии.
Подробное описание изобретения
На чертежах показано устройство 20 соэкструзии с содействием газа.
Устройство 20 соэкструзии содержит головку 22 соэкструзии, предназначенную для прикрепления к экструдеру 24. Головка 22 соэкструзии имеет связь с экструдером 24, чтобы получать тесто 26 из экструдера 24. Экструдер 24 вырабатывает тесто 26 и содержит выход 28 экструдера, предназначенный для перемещения теста 26 из экструдера 24. Несмотря на то, что экструдером 24 может быть экструдер 24 любого типа, в данном случае использован экструдер DX, который работает с использованием теплоты и давления.
Пищевой материал, такой как тесто 26 после пропаривания из экструдера 24 с пропариванием, поступает в головку 22 соэкструзии и экструдируется в жгуты 30 за счет потока сжатого газа или сжатого воздуха. Такая экструзия позволяет получать жгуты 30 теста 26 в виде трубки, имеющие участок 32 стенки, ограничивающий внутреннюю полость 34, которая идет в целом по оси вдоль осевой линии жгута 30. После выхода из головки 22 соэкструзии, жгуты 30 разрезают на отдельные кусочки 36 пищевого продукта, имеющие внутреннюю полость, например, разрезают роторным обжимным резаком 38. Отдельными кусочками 36 пищевого продукта могут быть закрытые продукты в виде подушечек, продукты с открытыми концами, фасонные объемные пищевые продукты, или пищевые продукты любой другой формы, известные специалистам в данной области. В примерном варианте осуществления тестом 26 является сваренное тесто 26 (тесто после пропаривания), однако следует иметь в виду, что тестом 26 может быть любое тесто 26 или пластичный и упругий пищевой материал, известный специалистам в области экструзии.
Головка 22 соэкструзии в соответствии с настоящим изобретением имеет заднюю сторону 42 и лицевую сторону 44 и используется для того, чтобы формовать жгут 30 из теста 26, полученного из экструдера 24. Впуск 46 головки 22 соэкструзии идет вдоль центральной оси Ас от задней стороны 42 к лицевой стороне 44 головки 22 соэкструзии. Впуск 46 головки имеет связь с выходом 28 экструдера 24, чтобы получать тесто 26 из экструдера 24.
Устройство 20 соэкструзии в соответствии с настоящим изобретением может иметь удлинитель 48, идущий между выходом 28 экструдера 24 и впуском 46 головки 22 соэкструзии. Удлинитель 48 служит для перемещения теста 26 из экструдера 24 в головку 22 соэкструзии. Трубчатый удлинитель 48 имеет диаметр d1 удлинителя меньше чем диаметр d2 экструдера 24 и диаметр d3 головки 22 соэкструзии, чтобы образовать полость 49 между задней стороной 42 головки 22 соэкструзии и экструдером 24. Полость 49 позволяет использовать инжектор 50, который входит в головку 22 соэкструзии с задней стороны 42. Кроме того, полость 49 создает зазор для установки трубы 78 в полости 49. Это преимущество обсуждается далее более подробно. В то время как удлинитель 48 в соответствии с примерным вариантом осуществления имеет внутренний трубчатый участок 52, который идет линейно вдоль центральной оси Aс и служит для перемещения теста 26 через него, следует иметь в виду, что внутренний трубчатый участок 52 может иметь любую подходящую геометрию. Например, внутренний трубчатый участок 52 может быть коническим между выходом 28 экструдера и впуском 46 головки. Удлинитель 48 может быть модифицирован для обеспечения различных параметров потока теста 26.
По меньшей мере один канал 54 образован в головке 22 соэкструзии, который имеет связь с впуском 46 головки. В примерном варианте осуществления в головке 22 соэкструзии образованы множество каналов 54, которые получают тесто 26 из впуска 46 головки и направляют поток теста 26 от впуска 46 головки. Каналы 54 идут радиально из впуска 46 головки и имеют связь с соплом 56.
Сопло 56 направляет поток теста 26 из головки 22 соэкструзии. Сопло 56 образовано за счет расточки 58 в головке 22 соэкструзии, которая идет вдоль оси AN сопла к выходу 60 сопла на лицевой стороне 44 головки 22 соэкструзии. В примерном варианте осуществления ось AN сопла является параллельной центральной оси Ac.
В примерном варианте осуществления головка 22 соэкструзии содержит множество сопел 56, причем каждое из сопел 56 образовано за счет расточки 58 в головке 22 соэкструзии. Все сопла из множества сопел 56 смещены радиально относительно лицевой стороны 44 (центра лицевой стороны) и центральной оси Ac, и идут вдоль соответствующей оси AN сопла к выходу 60 сопла. Каждое из сопел 56 имеет связь с соответствующим каналом 54, который создает путь перемещения через головку 22 соэкструзии, от впуска 46 головки, через канал 54 и далее из выхода 60 сопла. Несмотря на то, что форма расточки 58 в примерном варианте осуществления является в целом цилиндрической, следует иметь в виду, что форма расточки 58, образующей сопло 56, может быть овальной или любой другой двухмерной экструдируемой формой, известной специалистам в данной области.
Устройство 20 соэкструзии в соответствии с настоящим изобретением дополнительно содержит по меньшей мере один инжектор 50, который идет через головку 22 соэкструзии вдоль оси сопла. Инжектор 50 имеет связь с источником 62 сжатого газа, чтобы перемещать сжатый газ в виде потока сжатого газа через головку 22 соэкструзии и во внутреннюю полость 34 жгута 30. В примерном варианте осуществления устройство 20 соэкструзии содержит множество инжекторов 50, причем каждый из инжекторов 50 проходит полностью через головку 22 соэкструзии линейно вдоль оси сопла AN. Инжектор 50 представляет собой трубку, которая имеет впуск 64 инжектора и выпуск 66 инжектора. Выпуск 66 инжектора может выступать наружу из лицевой стороны 44 головки 22 соэкструзии вдоль оси сопла. Это гарантирует, что когда поток сжатого газа и любой материал, содержащийся в потоке сжатого газа, соударяется с внутренней поверхностью экструдированного жгута 30, то, после того как экструдированный жгут 30 будет охлажден в достаточной степени, он не разрывается, когда его радиально растягивают за счет давления сжатого газа внутри жгута 30. В примерном варианте осуществления впуск 64 инжектора выступает наружу из задней сторон 42 головки 22 соэкструзии вдоль оси сопла AN в полость 49, расположенную между экструдером 24 и головкой 22 соэкструзии.
Кольцо 68 образовано на выходе 60 сопла между расточкой 58 и по меньшей мере одним инжектором 50. Кольцо 68 задает начальную форму теста 26, когда тесто 26 проходит через выход 60 сопла. Это означает, что жгут 30, который содержит участок 32 стенки и внутреннюю полость 34 внутри участка 32 стенки, формуется тогда, когда тесто 26 диспергируется через кольцо 68 и поверх выпуска 66 инжектора. Внешняя форма кольца 68 определяется формой расточки 58. В то время как форма расточки 58 в примерном варианте осуществления является в целом цилиндрической, следует иметь в виду, что форма расточки 58, определяющая форму кольца 68, может быть овальной или любой другой двухмерной экструдируемой формой, известной специалистам в данной области.
Установка инжектора 50 по всей длине сопла 56 обеспечивает охлаждение теста 26, что позволяет снизить начальное растяжение теста 26, проходящего через выход 60 сопла. Это охлаждение, в дополнение к положительному давлению внутри сопла 56, позволяет получить продукт, имеющий более низкую плотность. Увеличение длины инжектора 50 в сопле 56 улучшает охлаждение как с использованием сжатого газа, проходящего через инжектор 50, так и без него, однако охлаждение может быть усилено за счет потока сжатого газа, проходящего через инжектор 50.
Устройство в соответствии с настоящим изобретением может иметь вставку 70, имеющую вход 72 вставки и выход 74 вставки, причем указанная вставка расположена в расточке 58 рядом с выходом 60 сопла. Диаметр вставки 70 уменьшается от входа 72 вставки к выходу 74 вставки, чтобы сжимать тесто 26 ранее его выхода из головки 22 соэкструзии. Когда используют вставку 70, тогда кольцо 68 устанавливают между выходом 74 вставки и по меньшей мере одним инжектором 50, чтобы формовать жгут 30.
Линия 76 подачи сжатого газа или труба 78 соединена с впуском 64 инжектора, чтобы подавать сжатый газ или сжатый воздух в виде потока сжатого газа из источника 62 сжатого газа в инжектор 50. Потоки сжатого газа из впуска 64 инжектора движутся к выпуску 66 инжектора, а затем выходят из инжектора 50 и поступают во внутреннюю полость 34 жгута 30, так что жгут 30 формуется над выпуском 66 инжектора. Сжатый газ позволяет надувать жгут 30 и производить радиальное растяжение участка 32 стенки жгута 30. В предпочтительном варианте осуществления настоящего изобретения в головку 22 соэкструзии подают сжатый воздух. Сжатый воздух является предпочтительным потому, что он является нетоксичным, причем многие установки для производства пищевых продуктов уже имеют в наличии источник сжатого воздуха. Однако могут быть использованы и альтернативные источники сжатого газа, такого как сжатый азот, сжатый углекислый газ, или же источники сверхкритического флюида (или жидкости), который превращается в газ при данных режимах экструзии.
Труба 78 имеет конец 80, расположенный выше по течению, и конец 82, расположенный ниже по течению, и служит для подачи потока сжатого газа от источника 62 сжатого газа в инжектор 50. Труба 78 может быть изготовлена из любого подходящего известного материала, в том числе, но без ограничения, из нержавеющей стали, пластмассы или поливинилхлорида. Труба 78 установлена снаружи от головки 22 соэкструзии, причем ее конец 80, расположенный выше по течению, соединен с источником 62 сжатого газа, а ее конец 82, расположенный ниже по течению, соединен с впуском 64 инжектора 50. Конец 82, расположенный ниже по течению, соединен с впуском 64 инжектора в полости 49 между экструдером 24 и задней стороной 42 головки 22 соэкструзии. Это позволяет трубе 78 работать при температуре окружающей среды, а не при более высокой температуре внутри головки 22 соэкструзии. Это является особенно важным, когда частицы (порошкообразный материал) 84 увлекаются в поток сжатого газа. Температура окружающей среды снаружи от головки 22 соэкструзии позволяет частицам 84 в потоке через трубу 78 проходить без их расплавления, что могло бы приводить к закупориванию трубы 78.
Труба 78 дополнительно содержит по меньшей мере один изгиб или переходный участок, расположенный под углом. Это может быть изгиб под углом 90 градусов или под любым другим углом, образующий переходный участок. В примерном варианте осуществления, труба 78 установлена так, что изгиб трубы 78 под углом 90 градусов расположен снаружи от головки 22 соэкструзии, что позволяет трубе 78 работать при температуре окружающей среды вместо более высокой температуры головки 22 соэкструзии. Кроме того, внешнее положение установки позволяет трубе 78 иметь изгиб с большим радиусом, причем труба 78 может иметь больший диаметр, если это желательно. В заявленном варианте осуществления изгиб трубы 78 под углом 90 градусов имеет радиус больше чем 1 дюйм. Расположение изгиба при температуре окружающей среды снаружи от головки 22 соэкструзии также способствует направлению потока частиц 84 через трубу 78 и в инжектор 50.
Система 86 доставки соединена последовательно с трубой 78, чтобы подавать увлекаемый материал, такой как множество частиц 84, в поток сжатого газа. В примерном варианте осуществления настоящего изобретения, когда жгуты 30 выходят из головки 22 соэкструзии, увлекаемый материал или частицы 84, увлеченные в поток сжатого газа, продуваются через внутреннюю полость 34 внутри жгутов 30 и осаждаются на внутренней поверхности 98 участка 32 стенки жгута 30. Следует иметь в виду, что увлекаемый материал не ограничен только частицами 84, но может содержать пасты, порошки, наполнители, различные виды теста, крахмалы, сахар, специи, крема или жидкости. Таким образом, наполнители или другие материалы, придающие добавочный цвет и вкус, могут быть введены внутрь каждого кусочка пищевого продукта. Система 86 доставки может быть использована для подачи как одного типа увлекаемого материала, так и множества увлекаемых материалов в сжатый газ.
Система 86 доставки может иметь пневматический эдуктор 88 Вентури, как это показано на фиг.2, и питатель 90. Система 86 доставки подает увлекаемый материал или множество частиц 84 в трубу 78 выше по течению от расположенного ниже по течению конца 82 трубы 78. В результате частицы 84 будут введены в поток сжатого газа ранее входа в инжектор 50, причем этот ввод происходит при температуре окружающей среды. Как это показано на фиг.2, питатель 90 содержит запас частиц и выпускает дозированное количество частиц 84 или увлекаемого материала через выходное отверстие 92. Показанный питатель 90 частиц имеет шнек для перемещения частиц 84 к выходному отверстию 92. Питатель 90 пространственно ориентирован таким образом, что частицы 84 или увлекаемый материал поступают в пневматический эдуктор 88 Вентури. Пневматический эдуктор 88 Вентури использует давление, созданное за счет эффекта Вентури, чтобы вводить частицы 84 в поток сжатого газа. Таким образом, в головку 22 поступает поток сжатого газа, содержащий увлеченные частицы 84.
В альтернативном варианте осуществления настоящего изобретения, таком как показанный на фиг.1, предусмотрено, что пневматический эдуктор 88 Вентури может быть заменен простым Т-образным соединением или любым другим подходящим известным соединением, позволяющим вводить увлекаемый материал в газовый поток. Также следует иметь в виду, что питатель 90 может быть заменен простой линией подачи материала, когда желательно производить увлечение прокачиваемого материала.
Когда жгут 30 выходит из головки 22 соэкструзии, тогда тесто 26 растягивается (позиция 40) за счет давления, приложенного к участку 32 стенки за счет заполнения внутренней полости 34 жгута 30 сжатым газом и увлеченными частицами 84 из потока сжатого газа, выходящего из выпуска 66 инжектора. Таким образом, тесто 26 растягивается радиально, так что толщина участка 32 стенки уменьшается. Важно, что это уменьшение толщины участка 32 стенки соответствует уникальной текстуре кусочка пищевого продукта и его низкой плотности. Настоящее изобретение позволяет выпускать кусочки пищевого продукта, которые имеют текстуру и плотность, отличающиеся от получаемых в известных соэкструдерах. В частности, могут быть произведены кусочки пищевого продукта, которые имеют низкую плотность в диапазоне от 10 унций на галлон до 30 унций на галлон, причем плотность 14 унций на галлон является предпочтительной. Кроме того, настоящего изобретения позволяет выпускать кусочки пищевого продукта, которые являются хрустящими и имеют хлопьевидную текстуру.
Устройство в соответствии с настоящим изобретением может дополнительно содержать резак 38, который смещен от лицевой стороны 44 головки 22 соэкструзии и позволяет разрезать жгут 30 на отдельные кусочки 36 пищевого продукта. В примерном варианте осуществления резак 38 представляет собой роторный обжимной резак 38, однако следует иметь в виду, что может быть использован любой подходящий известный обжимной резак 38 или другой резак 38. В предпочтительном варианте осуществления настоящего изобретения роторный обжимной резак 38 по меньшей мере частично уплотняет один конец жгута 30, так что поток сжатого газа будет захвачен внутри внутренней полости 34 жгута 30. Таким образом, внутренняя полость 34 будет постоянно заполнена сжатым газом и увлеченными частицами 84, чтобы растягивать участок 32 стенки жгута 30. Следует иметь в виду, что роторный обжимной резак 38 не является обязательным для осуществления настоящего изобретения, причем поток сжатого газа с достаточным давлением может быть использован для растяжения участка 32 стенки жгута 30 в отсутствии функции уплотнения, создаваемой за счет роторного обжимного резака 38.
Устройство в соответствии с настоящим изобретением может дополнительно содержать устройство 94 перфорирования, образующее множество перфораций 96 в жгуте 30. Перфорации 96 проходят радиально через участок 32 стенки жгута 30 и позволяют потоку сжатого газа протекать через перфорации 96. Перфорации 96 позволяют использовать увеличенные количества сжатого газа и добавлять увеличенные количества частиц 84 во внутреннюю полость 34 жгута 30, без дополнительного наполнения газом жгута 30. Устройство 94 перфорирования может содержать, но без ограничения, колесо с шипами, устройство с лазерным лучом и устройство со струей воды, или же это может быть любое другое подходящее известное устройство 94 перфорирования.
Несмотря на то, что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что он не имеет ограничительного характера и в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки приведенной далее формулы изобретения. Следует иметь в виду, что объем правовой защиты настоящего изобретения может быть определен только следующей формулой изобретения.
Реферат
Изобретение относится к пищевой промышленности, а именно к устройству соэкструзии с использованием газа для формирования пищевых зерновых продуктов и закусок. Устройство (20) содержит головку (22) соэкструзии, имеющую связь с экструдером (24). Сопло (56) образовано за счет расточки (58) сопла в головке соэкструзии, идущей вдоль оси (A) сопла к выходу (60) сопла головки соэкструзии. Инжектор (50) проходит через расточку головки соэкструзии вдоль оси сопла. Инжектор и сопло совместно формуют из теста (26) жгут (30), который является трубчатым и имеет участок (32) стенки и внутреннюю полость (34), окруженную участком стенки, когда тесто экструдируют из выхода сопла и относительно инжектора. Источник (62) сжатого газа подает сжатый газ из выпуска инжектора и во внутреннюю полость жгута, чтобы радиально растягивать участок стенки жгута. Система (86) доставки подает увлекаемый материал в сжатый газ в трубе (78), соединенной с впуском инжектора. Использование изобретения позволит повысить качество получаемого продукта.18 з.п. ф-лы, 5 ил.
Формула
экструдер для приготовления теста, имеющий выход экструдера для перемещения теста из него;
головку соэкструзии, имеющую заднюю сторону и лицевую сторону и связь с указанным экструдером для получения теста из него;
по меньшей мере одно сопло, образованное за счет расточки в указанной головке соэкструзии, которая идет вдоль оси сопла к выходу сопла на лицевой стороне головки соэкструзии;
по меньшей мере один инжектор в виде трубы, идущей между впуском и выпуском инжектора и выпуском инжектора и через указанную расточку головки соэкструзии вдоль оси сопла, чтобы из теста формовать жгут, который является трубчатым и имеет участок стенки и внутреннюю полость, окруженную участком стенки, когда тесто экструдируют из выхода сопла и относительно инжектора;
источник сжатого газа, который имеет связь с указанным инжектором, чтобы подавать сжатый газ в указанный инжектор, для того, чтобы радиально растягивать участок стенки жгута за счет давления приложенного к участку стенки жгута сжатого газа, введенного во внутреннюю полость жгута из указанного выпуска указанного инжектора;
трубу, идущую между источником сжатого газа и инжектором, имеющую расположенный выше по течению конец и расположенный ниже по течению конец и служащую для подачи сжатого газа в инжектор;
систему доставки, которая имеет связь с указанной трубой, чтобы подавать увлекаемый материал в указанную трубу выше по течению от расположенного ниже по течению конца указанной трубы;
причем головка соэкструзии смещена от экструдера, чтобы образовать полость между ними, при этом расположенный ниже по течению конец указанной трубы соединен с впуском инжектора в указанной полости, чтобы труба работала при температуре окружающей среды, причем в указанный инжектор подают сжатый газ вместе с увлекаемым материалом ранее поступления на впуск инжектора, при этом инжектор осаждает увлекаемый материал на внутреннюю поверхность участка стенки жгута, когда жгут растягивается радиально.
Комментарии