Система удаления футеровки мельницы - RU2759955C2
Код документа: RU2759955C2
Чертежи








Описание
ПРИОРИТЕТНЫЕ ДОКУМЕНТЫ
[0001] По настоящей заявке испрашивается приоритет австралийской предварительной заявки №2017900684, озаглавленной «Mill Linear Removal System», поданной 28 февраля 2017, и австралийской предварительной заявки №2017902225, озаглавленной «Mill Linear Removal System», поданной 12 июня 2017, содержание которых полностью включено в настоящий документ посредством ссылок.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение относится к способу и системе удаления футеровок мельниц из мельниц, таких как рудо–размольных мельниц, которые имеют изношенные и требующие замены футеровки.
УРОВЕНЬ ТЕХНИКИ
[0003] Ссылка в данном описании изобретения на какую–либо предшествующую публикацию (или полученную из нее информацию), или на какой–либо известный вопрос, не является и не должна рассматриваться как признание или допущение, или как какая–либо форма утверждения, что предшествующая публикация (или полученная из нее информация) или известный вопрос является частью общедоступных сведений в области деятельности, к которой относится данное описание изобретения.
[0004] Футеровки мельниц являются требующими удаления изнашиваемыми компонентами, используемыми для защиты оболочки размольной мельницы от повреждения и для обеспечения механизма поднятия рудного измельчаемого материала во время работы мельницы для размалывания рудного измельчаемого материала до необходимого размера. Футеровки мельницы необходимо заменять через равные промежутки времени, потому что рудный измельчаемый материал подвергает футеровки износу до тех пор, пока оболочка мельницы не начинает подвергаться риску повреждения, или эффективность процесса размалывания существенно ухудшается.
[0005] Футеровку мельницы прикрепляют к внутренней стороне размольных мельниц посредством крепежных деталей. На фиг.1 показан крепежный узел, используемый для прикрепления таких футеровок. Болт имеет овальную головку, которая расположена в овальной полости в футеровке. Оператор, находящийся внутри мельницы, вводит болт в футеровку и через оболочку или корпус мельницы. Затем находящийся снаружи мельницы человек, выполняющий замену футеровки, устанавливает гайку и шайбу на болт и затягивает его с использованием различных динамометрических ключей.
[0006] В настоящее время процесс удаления футеровки мельницы требует, чтобы операторы находились как с внутренней стороны, так и с наружной стороны мельницы. Гайки и шайбы удаляют с болтов с наружной стороны мельницы с использованием молотков или гайковертов. Затем болт проталкивают насквозь оболочки мельницы с наружной стороны либо вручную, либо посредством молотков или гидравлических отбойных молотков. В зависимости от многих оказывающих влияние факторов, футеровочные болты могут просто проскальзывать как через оболочку, так и через футеровку, и падать вниз на измельчаемый материал или, альтернативно, овальная головка футеровочного болта может оставаться заклиненной в футеровке, если на нее неправильно воздействовали молотком,и в этом случаефутеровочный болт и футеровка вместе падают на измельчаемый материал. Довольно часто это требует некоторого ручного/машинного дополнительного вмешательства, чтобы выбить саму футеровку из оболочки мельницы.
[0007] В конечном итоге выбитые футеровочные болты и футеровки должны быть подняты с уровня измельчаемого материала и удалены из мельницы, так как старые болты и изношенные футеровки будут повреждать новые футеровки, если они будут оставлены в мельнице, и мельница начнет работать. Болты, как правило, являются достаточно легкими, чтобы их можно было перемещать вручную, но футеровки должны быть подобраны посредством машины, используемой для замены футеровок мельниц, упоминаемой в настоящем документе, как машина для замены футеровок мельниц.
[0008] К моменту, когда необходимо удалить футеровку, она становится сильно изношенной по сравнению с ее первоначальной формой. Как правило, единственными деталями, остающимися такими же, как они были сформированы, являются отверстие для футеровочного болта и задняя сторона футеровки, обращенная к оболочке мельницы. Отверстие для футеровочного болта частично защищено футеровочным болтом. Все подъемные проушины и, в значительной степени, большая часть профиля футеровки изнашивается. Изнашиваемый профиль футеровки является изменяемым и непредсказуемым.
[0009] Для прикрепления изношенных футеровок к машине для замены футеровок мельниц операторы, находящиеся внутри мельницы, используют ремни, цепи, традиционные подъемные устройства и захваты. Затем футеровки подбирают и размещают на тележке для футеровок и вывозят из мельницы, или используют другие ручные способы для удаления футеровочных болтов и футеровок мельницы из внутренней части мельницы.
[0010] Работа в непосредственно близости с машиной для замены футеровок мельниц в ограниченном пространстве на мокрой поверхности, которая состоит из камней и шаров, в атмосфере, которая является горячей, влажной и некомфортной, и в окружающей среде, в которой трудно осуществлять связь, является опасной.
[0011] Поэтому преимущественной является разработка системы и способа удаления футеровки мельницы, которые исключают необходимость нахождения операторов внутри мельницы, чтобы улучшать безопасность и снижать риск потенциальных несчастных случаев.
[0012] Все это является предпосылками, проблемами и трудностями, связанными с созданием настоящего изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0013] В одной расширенной форме аспект настоящего изобретения стремится предоставить способ удаления футеровки из мельницы, причем футеровки, прикрепленной к оболочке мельницы посредством по меньшей мере одного футеровочного болта, причем способ, включающий в себя:
a) приведение в движение по меньшей мере одного футеровочного болта через оболочку мельниц до тех пор, пока он не будет удерживаться в футеровке, посредством чего в положении удерживания головку по меньшей мере одного футеровочного болта открывают с обеспечением выступания из футеровки по направлению в внутренней части мельницы;
b) введение в зацепление инструмента с по меньшей мере одним футеровочным болтом; и,
c) снятие футеровки с оболочки мельницы с использованием инструмента, обеспечивая посредством этого удаление футеровки из мельницы.
[0014] В одном варианте осуществления инструмент вводят в зацепление с по меньшей мере частью открытой головки по меньшей мере одного футеровочного болта.
[0015] В одном варианте осуществления способ дополнительно включает в себя:
a) соединение удерживающего элемента с по меньшей мере одним футеровочным болтом; и,
b) приведение в движение по меньшей мере одного футеровочного болта через оболочку мельницы до тех пор, пока удерживающий элемент не будет заклиниваться в отверстии для футеровочного болта футеровки для удерживания посредством этого футеровочного болта в футеровке.
[0016] В одном варианте осуществления по меньшей мере один футеровочный болт удерживают вблизи задней поверхности футеровки.
[0017] В одном варианте осуществления удерживающий элемент является кольцом, которое вводят в зацепление посредством резьбы с по меньшей мере одним футеровочным болтом.
[0018] В одном варианте осуществления кольцо является кольцом, сходящимся на конус.
[0019] В одном варианте осуществления кольцо располагают на стержневой части по меньшей мере одного футеровочного болта.
[0020] В одном варианте осуществления диаметр отверстия для футеровочного болта в футеровке меньше, чем диаметр отверстия для футеровочного болта в оболочке мельницы.
[0021] В одном варианте осуществления во время монтажа футеровки, разрезную переходную втулку вводят в отверстие для футеровочного болта футеровки вблизи ее задней поверхности с обеспечением уменьшения эффективного диаметра отверстия для футеровочного болта.
[0022] В одном варианте осуществления во время приведения в движение по меньшей мере одного футеровочного болта через оболочку мельницы, кольцо заклинивается в разрезной переходной втулке для удерживания посредством этого футеровочного болта в футеровке.
[0023] В одном варианте осуществления диаметр отверстия для футеровочного болта футеровке является по существу равным диаметру отверстия для футеровочного болта в оболочке мельницы.
[0024] В одном варианте осуществления кольцо навинчивают на конец по меньшей мере одного футеровочного болта с обеспечением увеличения эффективной длины по меньшей мере одного футеровочного болта.
[0025] В одном варианте осуществления кольцо навинчивают на конец по меньшей мере одного футеровочного болта так, чтобы конец по меньшей мере одного футеровочного болта касался нижней поверхности части кольца, имеющей выемку.
[0026] В одном варианте осуществления длина отверстия для футеровочного болта в футеровке больше, чем длина по меньшей мере одного футеровочного болта.
[0027] В одном варианте осуществления по меньшей мере один футеровочный болт имеет удлиняющую головку часть, выполненную с обеспечением увеличения эффективной длины футеровочного болта.
[0028] В одном варианте осуществления удлиняющая головку часть является частью, либо:
a) прикрепленной к головке по меньшей мере одного футеровочного болта; либо
b) выполненной за одно целое с головкой по меньшей мере одного футеровочного болта.
[0029] В одном варианте осуществления удлиняющая головку является частью, либо:
a) приваренной к головке по меньшей мере одного футеровочного болта; либо,
b) отлитой или выкованной в виде части по меньшей мере одного футеровочного болта.
[0030] В одном варианте осуществления удлиняющая головку часть имеет одну или более частей для зацепления, с которыми инструмент может быть введен в зацепление для снятия футеровки с оболочки.
[0031] В одном варианте осуществления части для зацепления образованы посредством расположенных на расстоянии друг от друга секций, имеющих выемки, расположенных по длине удлиняющей головку части.
[0032] В одном варианте осуществления футеровку поддерживают на внутренней стороне мельницы посредством машины для замены футеровок мельницы, в то время как по меньшей мере один футеровочный болт приводят в движение через оболочку мельницы.
[0033] В одном варианте осуществления инструмент прочно прикрепляют к машине для замены футеровок мельниц.
[0034] В одном варианте осуществления инструмент является переходной пластиной, имеющей множество расположенных на расстоянии друг от друга зубцов, образующих между собой щели для принятия по меньшей мере части головки по меньшей мере одного футеровочного болта, причем способ дополнительно включает в себя выравнивание соответствующих щелей переходной пластины с по меньшей мере одним футеровочным болтом головки и захватывание по выбору по меньшей мере одного футеровочного болта при направлении выровненных щелей на головку по меньшей мере одного футеровочного болта.
[0035] В одном варианте осуществления смежные зубцы переходной пластины имеют профиль, выполненный с обеспечением соответствия со сходящейся на конус секцией головки по меньшей мере одного футеровочного болта.
[0036] В одном варианте осуществления по меньшей мере один футеровочный болт приводят в движение через оболочку мельницы с использованием молота, управляемого оператором снаружи мельницы.
[0037] В одной расширенной форме аспект настоящего изобретения стремится предоставить систему удаления футеровки из мельницы, причем футеровки, прикрепленной к оболочке мельницы посредством по меньшей мере одного футеровочного болта, причем систему, включающую в себя:
a) по меньшей мере один футеровочный болт, который приводят в движение через оболочку мельницы до тех пор, пока он не будет удерживаться в футеровке, посредством чего в положении удерживания головку по меньшей мере одного футеровочного болта открывают с обеспечением выступания из футеровки к внутренней части мельницы;
b) инструмент, выполненный с возможностью зацепления с по меньшей мере одним футеровочным болтом; и,
c) машину для замены футеровок мельниц, прочно прикрепленную к инструменту и выполненную с возможностью снятия футеровки с оболочки мельницы после введения в зацепление инструмента с по меньшей мере одним футеровочным болтом для обеспечения посредством этого удаления футеровки из мельницы.
[0038] В одном варианте осуществления инструмент вводят в зацепление с по меньшей мере частью открытой головки по меньшей мере одного футеровочного болта.
[0039] В одном варианте осуществления система дополнительно включает в себя удерживающий элемент, который соединяют с по меньшей мере одним футеровочным болтом, и в которой по меньшей мере один футеровочный болт приводят в движение через оболочку мельниц до тех пор, пока удерживающий элемент не будет заклиниваться в отверстии для футеровочного болта футеровки для удерживания посредством этого футеровочного болта в футеровке.
[0040] В одном варианте осуществления удерживающий элемент является кольцом, которое вводят в зацепление посредством навинчивания либо:
a) на стержневую часть по меньшей мере одного футеровочного болта; либо
b) на конец по меньшей мере одного футеровочного болта.
[0041] В одном варианте осуществления кольцо является кольцом, сходящимся на конус.
[0042] В одном варианте осуществления система дополнительно включает в себя разрезную переходную втулку, которую вводят в отверстие для футеровочного болта футеровки вблизи ее задней поверхности с обеспечением уменьшения эффективного диаметра отверстия для футеровочного болта.
[0043] В одном варианте осуществления по меньшей мере один футеровочный болт имеет удлиняющую головку часть, выполненную с обеспечением увеличения эффективной длины футеровочного болта.
[0044] В одном варианте осуществления инструмент является переходной пластиной, имеющей множество расположенных на расстоянии друг от друга зубцов, образующих между собой щели для принятия по меньшей мере части головки по меньшей мере одного футеровочного болта.
[0045] В одном варианте осуществления смежные зубцы переходной пластины имеют профиль, выполненный с обеспечением соответствия со сходящейся на конус секцией головки по меньшей мере одного футеровочного болта.
[0046] В одной расширенной форме аспект настоящего изобретения стремится предоставить инструмент для использования при удалении футеровки из мельницы, причем инструмент, включающий в себя:
a) корпус, выполненный с возможностью прикрепления к машине для замены футеровок мельниц, причем машины для замены футеровок мельниц, выполненной с возможностью управления положением корпуса относительно футеровки; и,
b) средство для зацепления с футеровочным болтом, выполненное за одно целое с корпусом или прикрепленное к корпусу, которое обеспечивает зацепление инструмента с по меньшей мере одним футеровочным болтом, который был приведен в движение через оболочку мельницы и удерживается в футеровке, посредством чего головку по меньшей мере одного футеровочного болта открывают с обеспечением выступания из футеровки к внутренней части мельницы,
причем, после введения инструмента в зацепление с по меньшей мере одним футеровочным болтом, обеспечивается снятие футеровки с оболочки мельницы с использованием инструмента для обеспечения посредством этого удаления футеровки из мельницы.
[0047] В одном варианте осуществления средство для зацепления с футеровочным болтом содержит множество щелей, образованных в виде зубцов для принятия по меньшей мере части головки по меньшей мере одного футеровочного болта.
[0048] В одном варианте осуществления смежные зубцы инструмента имеют профиль, выполненный с обеспечением соответствия со сходящейся на конус секцией головки по меньшей мере одного футеровочного болта.
[0049] Следует понимать, что широкие формы изобретения и их соответствующие отличительные признаки могут быть использованы совместно, взаимозаменяемо и/или независимо, и ссылка на отдельные широкие формы не предназначена для ограничения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0050] Различные примеры и варианты осуществлений настоящего изобретения описаны ниже со ссылкой на сопроводительные чертежи, на которых:
[0051] Фиг.1 – схематический общий вид поперечного сечения монтажной конструкции футеровки мельницы;
[0052] Фиг.2 – блок–схема примера способа удаления футеровки из мельницы;
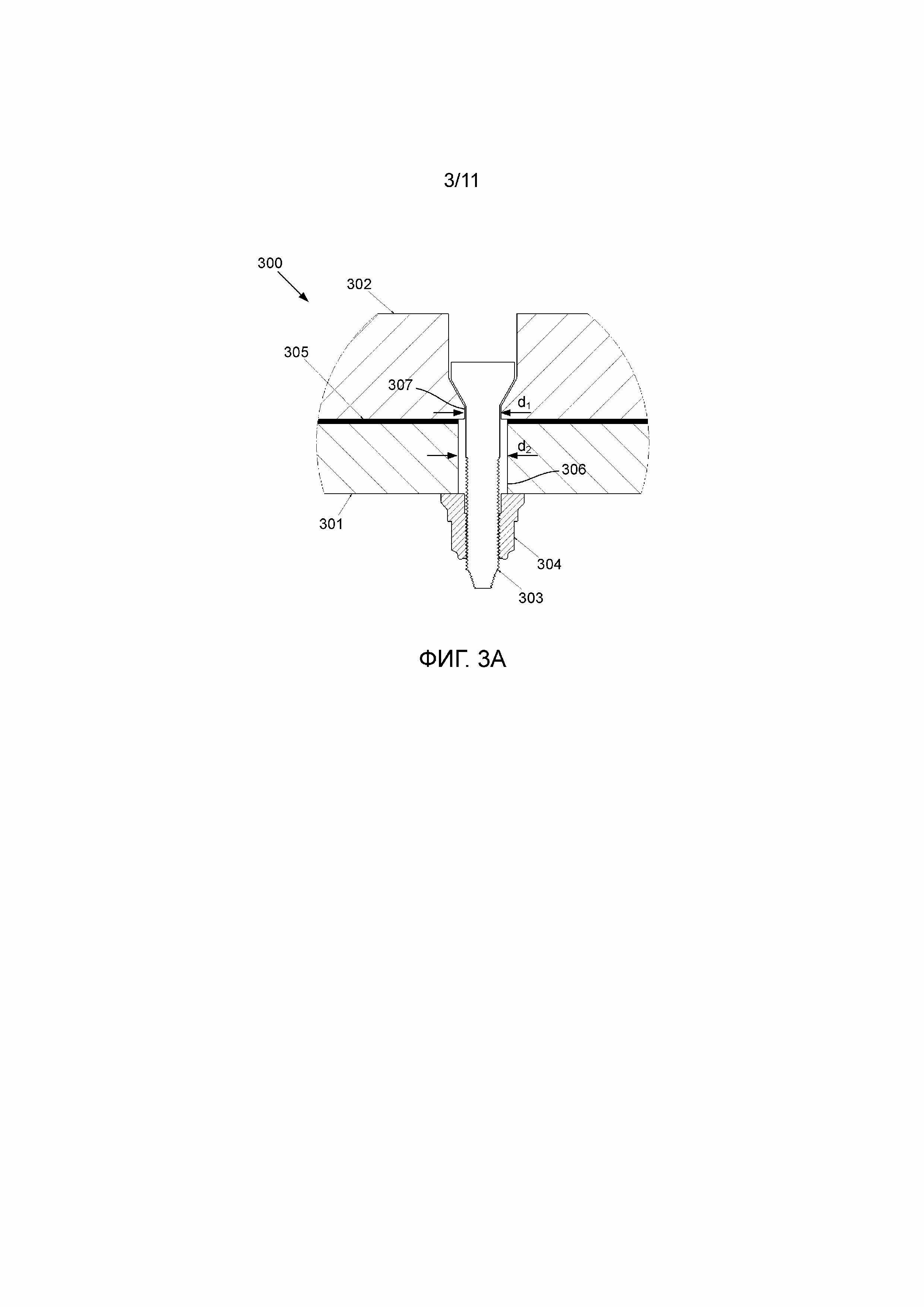
[0053] Фиг. 3A – схематический вид поперечного сечения примера монтажной конструкции футеровки мельницы, в котором диаметр отверстия для болта в футеровке меньше, чем диаметр отверстия для болта в оболочке мельниц;
[0054] Фиг.3B – схематический вид поперечного сечения монтажной конструкции на фиг.3A во время удаления футеровки;
[0055] Фиг.3C – схематический общий вид кольца для футеровочного болта, которое устанавливают на футеровочный болт во время удаления футеровки;
[0056] Фиг.4A – схематический вид поперечного сечения примера монтажной конструкции футеровки мельницы, в котором диаметр болтового отверстия в футеровке номинально равен диаметру болтового отверстия в оболочке мельниц;
[0057] Фиг.4B схематический общий вид разрезной переходной втулки, которую вводят в заднюю часть болтового отверстия в футеровке до монтажа футеровки мельницы;
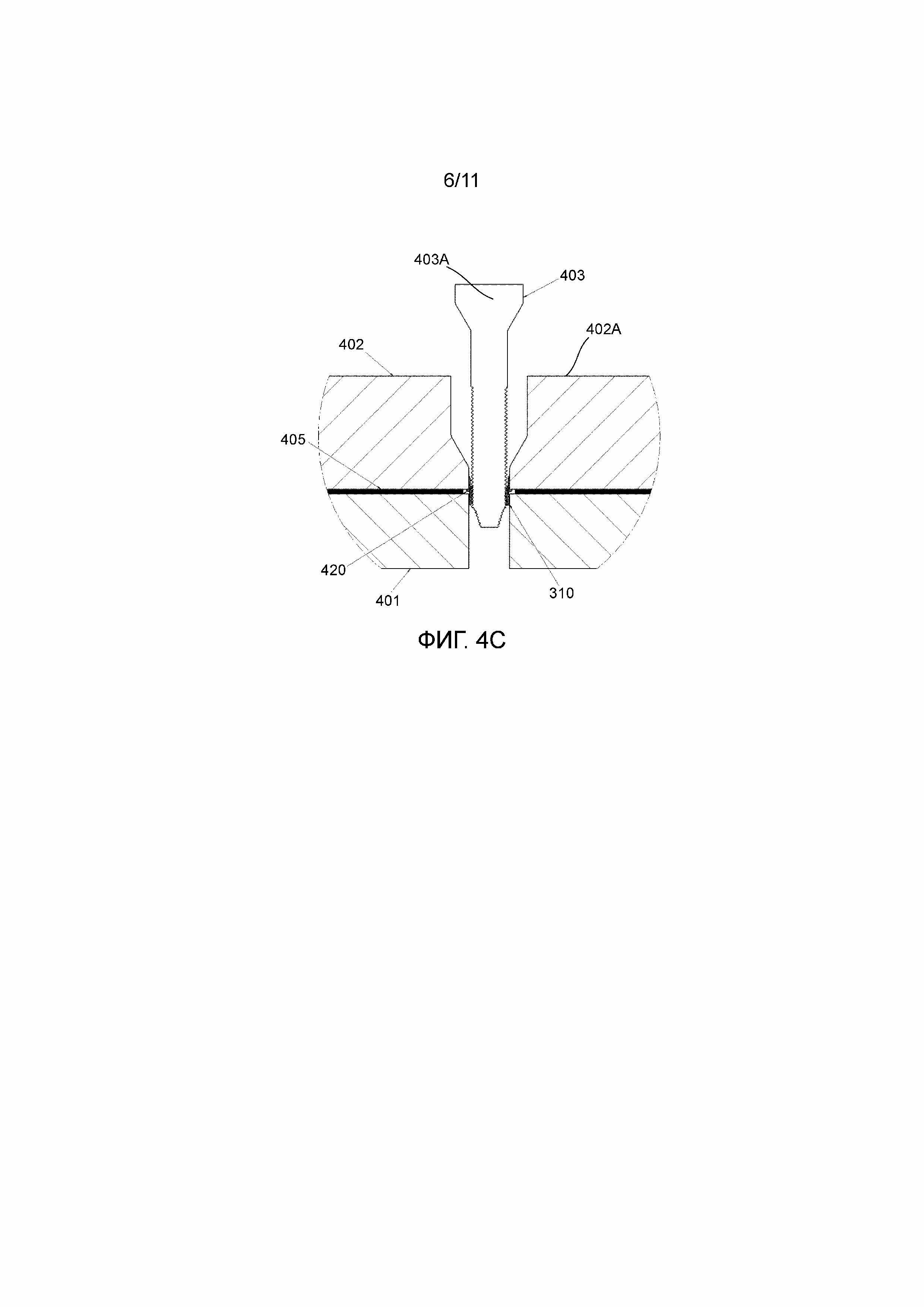
[0058] Фиг.4C – схематический вид поперечного сечения монтажной конструкции на фиг.4A во время удаления футеровки;
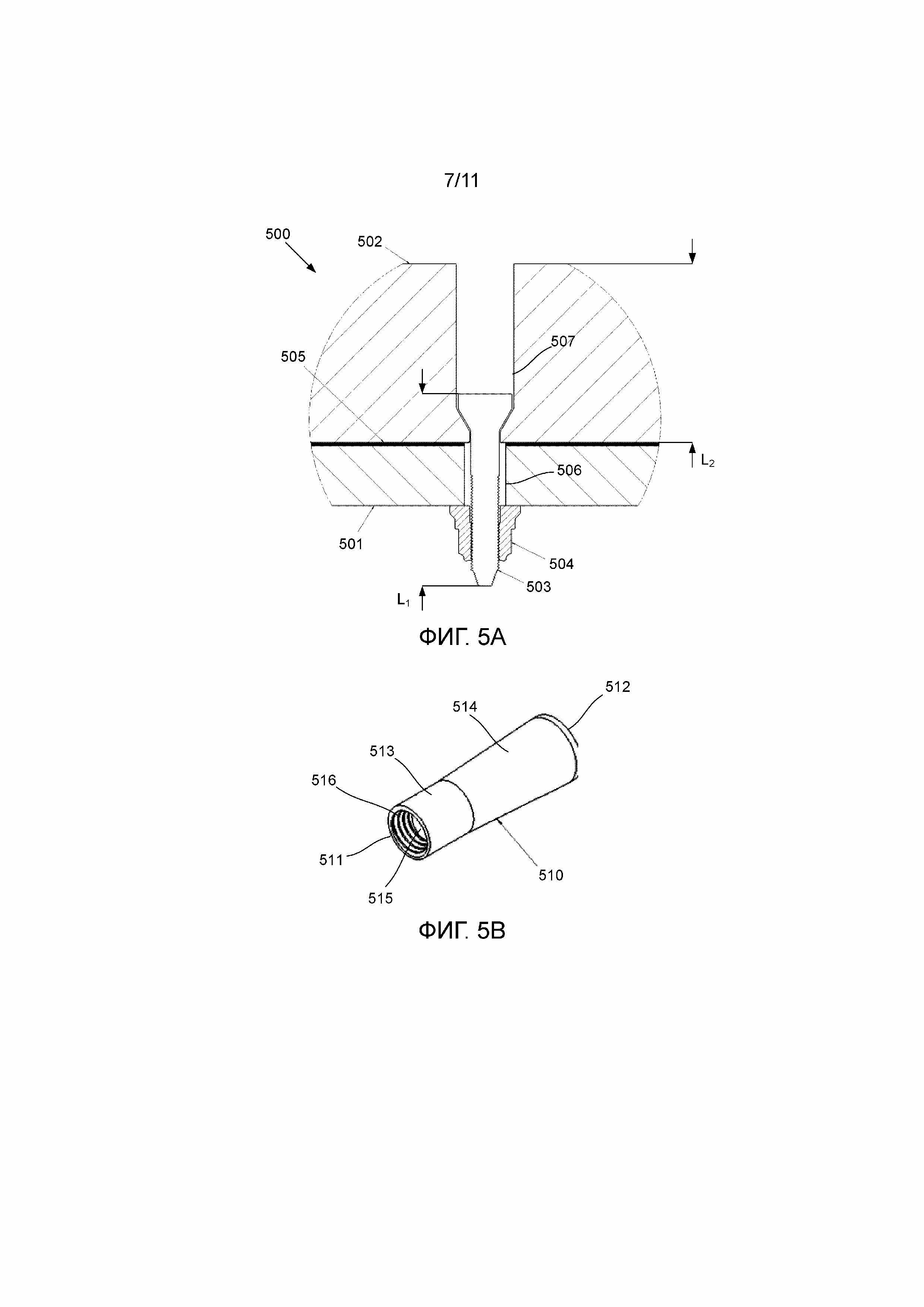
[0059] Фиг.5A – схематический вид поперечного сечения примера монтажной конструкции футеровки мельницы, в котором длина футеровочного болтового отверстия в футеровке мельницы номинально больше, чем длина футеровочного болта;
[0060] Фиг.5B – схематический общий вид удлиненного кольца, которое устанавливают на футеровочный болт в монтажной конструкции футеровки мельницы на фиг.5A во время удаления футеровки;
[0061] Фиг.5C – схематический вид поперечного сечения монтажной конструкции на фиг.5A во время удаления футеровки;
[0062] Фиг.6A – схематический вид поперечного сечения примера монтажной конструкции футеровки мельницы, имеющей глубокую футеровку, при котором футеровочный болт имеет удлиненную головку, выполненную с возможностью увеличения эффективной длины футеровочного болта;
[0063] Фиг.6B – схематический общий вид примера футеровочного болта, имеющего удлиненную головку;
[0064] Фиг.6C – схематический вид поперечного сечения монтажной конструкции на фиг.6A во время удаления футеровки;
[0065] Фиг.7A – схематический общий вид примера инструмента, используемого для захвата открытых футеровочных болтов, приближающегося к футеровке мельницы для улучшения удаления футеровки; и,
[0066] Фиг.7B – схематический общий вид инструмента на фиг.7A, захватывающего футеровку мельницы посредством открытых футеровочных болтов.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0067] Далее со ссылкой на фиг.2 описан пример способа удаления футеровки из оболочки мельницы.
[0068] Следует понимать, что футеровку прикрепляют к оболочке или к корпусу мельницы посредством по меньшей мере одного крепежного болта, который далее в настоящем документе упоминается как футеровочный болт.
[0069] В этом примере на этапе 200 способ включает в себя приведение в движение по меньшей мере одного футеровочного болта через оболочку мельницы до тех пор, пока он не будет удерживаться в футеровке, посредством чего в положении удерживания головку по меньшей мере одного футеровочного болта открывают с обеспечением выступания из футеровки к внутренней части мельницы. Как правило, оператор, находящийся снаружи мельницы, удаляет гайку и шайбу футеровочного болта с использованием молотков или гайковертов. Приведение в движение футеровочного болта осуществляется посредством проталкивания болта насквозь оболочки мельницы либо вручную, либо с использованием кувалд или гидравлических отбойных молотков. При проталкивании футеровочного болта насквозь оболочки мельницы снаружи, предотвращается его полное проскальзывание через отверстие в футеровке с обеспечением удерживания в ней, как более подробно описано ниже.
[0070] Далее на этапе 210 способ включает в себя введение в зацепление инструмента с по меньшей мере одним футеровочным болтом. Инструмент обычно выполняют с возможностью захвата каждого футеровочного болта для достижения посредством этого непрямого соединения с самой футеровкой через болты, которые действуют как анкерные точки. Следует понимать, что инструмент может иметь любую пригодную форму, которая обеспечивает зацепление с футеровочными болтами, выступающими из футеровки и, как правило, выполнен с возможностью эксплуатации внутри мельницы без необходимости присутствия оператора внутри мельницы.
[0071] В заключении, способ включает в себя этап 220 снятия футеровки с оболочки мельницы с использованием инструмента для того, чтобы обеспечивать посредством этого удаление футеровки из мельницы. С этой целью инструмент обычно прикрепляют к машине для замены футеровок мельниц, которая выполнена с возможностью управления положением инструмента относительно футеровки для обеспечения посредством этого перемещения инструмента в положение для захвата футеровочных болтов и затем для снятия изношенной футеровки с оболочки мельницы.
[0072] Вышеописанный способ обеспечивает ряд преимуществ.
[0073] Первое, способ обеспечивает безопасное и надежное захватывание изношенной футеровки, когда футеровка все еще находится на своем месте на оболочке мельницы без необходимости для оператора вручную осуществлять соединение между изношенной футеровкой и машиной для замены футеровок мельниц, как происходит в современной практике. Поэтому способ может обеспечивать удаление изношенной футеровки из мельницы без необходимости нахождения оператора внутри мельницы.
[0074] Посредством обеспечения выступания в достаточной степени головки болта из профиля изношенной футеровки, способ дает возможность использования типовой овальной головки болта в качестве средства соединения футеровки с машиной для замены футеровок мельниц. Во время процесса размола футеровочный болт защищен, так как футеровочный болт расположен внизу внутри отверстия для футеровочного болта. Соответственно, футеровочный болт обычно не подвержен износу, и поэтому профиль и параметры поперечного сечения футеровочного болта остаются по большей части в соответствии с техническими условиями на изготовление. Это обеспечивает изготовление инструмента с возможностью стабильного взаимодействия с открытыми головками болтов без необходимости выполнения соединения оператором внутри мельницы. Это отличается от того, что происходит с подъемными проушинами, расположенными на футеровке, которые, как правило, изнашиваются, и от самой футеровки, которая, как правило, изнашивается до того момента, когда ее профиль становится изменяемым и непредсказуемым.
[0075] Кроме того, болт обеспечивает подходящую точку подъема для футеровки, так как он достаточно прочный для того, чтобы многократно выдерживать вес футеровки. Футеровочные болты также обеспечивают механизм для захвата футеровки, когда она все еще находится на своем месте на оболочке мельницы. Современные устройства для поднятия изношенной футеровки требуют доступа к задней поверхности футеровки, тогда как использование футеровочных болтов, которые были протолкнуты через футеровку для открывания головки, исключает необходимость доступа к задней поверхности футеровки.
[0076] Поскольку футеровочные болты уже находятся на своем месте, необходимо просто привести их в движение для прохождения через футеровку для открывания их головок с обеспечением захватывания их инструментом для снятия футеровки. Это исключает необходимость в каком–либо дополнительном оборудовании, которое вручную присоединяют к футеровке изнутри мельницы для обеспечения снятия футеровки.
[0077] Ниже описаны некоторые дополнительные отличительные признаки.
[0078] В одном примере инструмент вводят в зацепление с по меньшей мере частью открытой головки по меньшей мере одного футеровочного болта. Каждая головка футеровочного болта, как правило, имеет овальную форму, которая сходится на конус вниз к поперечному сечению стержня. Как правило, инструмент выполняют с возможностью захвата вокруг сходящейся на конус секции головки, однако это не является существенным, и в других примерах инструмент может просто входить в зацепление с частью стержня футеровочного болта.
[0079] Как правило, способ дополнительно включает в себя соединение удерживающего элемента с по меньшей мере одним футеровочным болтом, и приведение в движение по меньшей мере одного футеровочного болта через оболочку мельницы до тех пор, пока удерживающий элемент не будет заклиниваться в отверстии для футеровочного болта футеровки для удерживания посредством этого футеровочного болта в футеровке. Удерживающий элемент обычно надежно заклинивается в отверстии для футеровочного болта футеровки посредством трения или посадки с натягом. Удерживающий элемент должен иметь соответствующие размеры и/или должен быть соответственно расположен на футеровочном болте для обеспечения того, чтобы головка футеровочного болта выступала из внутренней поверхности футеровки, когда удерживающий элемент заклинивается в отверстии для футеровочного болта футеровки.
[0080] В одном примере по меньшей мере один футеровочный болт удерживают вблизи задней поверхности футеровки. Другими словами, удерживающий элемент, как правило, заклинивается в задней части футеровки мельницы, когда футеровочный болт приводят в движение через оболочку мельницы.
[0081] В одном примере удерживающий элемент является кольцом, которое вводят в зацепление посредством навинчивания на по меньшей мере один футеровочный болт. Как правило, футеровочный болт прикрепляют к оболочке мельницы с использованием гайки и шайбы. Сначала гайку и шайбу удаляют снаружи мельницы, и кольцо присоединяют к концу болта, как правило, вдоль стержня футеровочного болта. Размеры кольца для футеровочного болта должны быть выполнены с возможностью соответствия размерам футеровочного болта и диаметру отверстий в футеровке и в оболочке мельницы.
[0082] Как правило, кольцо сходится на конус таким образом, чтобы оно входило в отверстие в футеровке, но заклинивалось по мере его проталкивания. Следует понимать, что максимальный диаметр кольца должен быть выполнен для прохождения через отверстие в оболочке мельницы.
[0083] Как упоминалось выше, кольцо, как правило, располагают на части стержня по меньшей мере одного футеровочного болта. В этой связи на внутреннем диаметре кольца должна быть выполнена резьба с обеспечением соответствия с резьбой стержня футеровочного болта, с достаточно неплотной посадкой, чтобы его можно было легко присоединить к футеровочному болту, даже если резьба футеровочного болта была слегка повреждена.
[0084] Описанная выше конструкция является предпочтительной для использования тогда, когда диаметр отверстия для футеровочного болта в футеровке меньше, чем диаметр отверстия для футеровочного болта в оболочке мельницы. В этой ситуации кольцо является единственным, что необходимо для удерживания футеровочного болта в футеровке.
[0085] Однако, это не является стандартной конструкцией для большинства размольных мельниц. Фактически, достаточно типично, когда диаметр отверстия для футеровочного болта в футеровке по существу равен диаметру отверстия для футеровочного болта в оболочке мельницы. В этой ситуации кольцо, выполненное с возможностью исключения взаимодействия с отверстием в оболочке мельницы, также будет непригодно для заклинивания в отверстии в футеровке. Соответственно, футеровочный болт не будет удерживаться в футеровке.
[0086] Для преодоления этого недостатка во время монтажа футеровки в отверстие для футеровочного болта футеровки вблизи ее задней поверхности вставляют разрезную переходную втулку для обеспечения уменьшения эффективного диаметра отверстия для футеровочного болта. После этого такая конструкция обеспечивает то, что во время приведения в движение по меньшей мере одного футеровочного болта через оболочку мельницы кольцо заклинивается в разрезной переходной втулке для удерживания посредством этого футеровочного болта в футеровке. Кольцо в такой конструкции может быть таким, как было описано выше. Единственное отличие заключается в том, что вместо заклинивания кольца в отверстии в футеровке оно будет заклиниваться в разрезной переходной втулке во время приведения в движение футеровочного болта через оболочку мельницы.
[0087] Размеры разрезной переходной втулки являются важными. Втулка должна иметь наружный диаметр, слегка больший, чем диаметр отверстия для футеровочного болта в футеровке, внутренний диаметр с допуском на прохождение через него футеровочного болта после его запрессовки и тонкий фланец на одном конце для его посадки на заднюю часть футеровки мельницы. Внутренний диаметр, как правило, сходится на конус вовнутрь к внутренней поверхности футеровки, и втулку разрезают вдоль ее длины для обеспечения легкой запрессовки разрезной переходной втулки в заднюю часть футеровки вручную или посредством легкого постукивания молотком по сборочной оправке. Разрезные переходные втулки вставляют в новые футеровки мельниц перед их доставкой в размольную мельницу для размещения на оболочке мельницы.
[0088] В другом примере для глубоких футеровок длина отверстия для футеровочного болта в футеровке больше, чем длина по меньшей мере одного футеровочного болта. Когда футеровочный болт пробивают насквозь оболочки мельницы, он не является достаточно длинным для того, чтобы обеспечивать выступание головки футеровочного болта из внутренней поверхности футеровки для того, чтобы ее можно было захватывать инструментом.
[0089] Эта проблема может быть преодолена несколькими способами. В одном примере кольцо навинчивают на конец по меньшей мере одного футеровочного болта с обеспечением увеличения эффективной длины по меньшей мере одного футеровочного болта. Как правило, кольцо навинчивают на конец по меньшей мере одного футеровочного болта так, чтобы конец по меньшей мере одного футеровочного болта касался нижней поверхности части кольца, имеющей выемку.
[0090] Размеры такого удлиненного кольца должны быть выполнены с возможностью соответствия размеру футеровочного болта и диаметру отверстий в футеровке и в оболочке мельницы. Наружный диаметр удлиненного кольца для футеровочного болта должен сходиться на конус так, чтобы оно входило в отверстие в футеровке, но при этом заклинивалось при его проталкивании. Максимальный диаметр удлиненного кольца для футеровочного болта, однако, должен быть выполнен с возможностью прохождения через отверстия в оболочке мельницы. Удлиненное кольцо футеровочного болта должно иметь внутреннюю резьбу на одном конце для соответствия с меньшей сходящейся на конус резьбой на конце футеровочного болта. Резьбы должны иметь такие размеры, чтобы конец футеровочного болта касался нижней поверхности отверстия в удлиненном кольце футеровочного болта. Это является важным при выбивании футеровочного болта, причем сила молотка не должна передаваться через резьбы, а должна передаваться через материал сердечника футеровочного болта и через удлиненное кольцо футеровочного болта.
[0091] Следует понимать, что удлиненное кольцо может быть использовано для заклинивания в задней части отверстия для футеровочного болта в футеровке либо напрямую, либо через разрезную переходную втулку, как было описано выше, если диаметр отверстия для футеровочного болта в футеровке является номинально таким же, как и диаметр отверстия для футеровочного болта в оболочке мельницы.
[0092] В другом примере по меньшей мере один футеровочный болт имеет удлиняющую головку часть, выполненную с возможностью увеличения эффективной длины футеровочного болта. Дополнительная длина, появляющаяся за счет удлиняющей головку части, обеспечивает то, что при приведении в движение болта через оболочку мельницы до его заклинивания в футеровке, по меньшей мере часть удлиняющей головку части футеровочного болта открывается с обеспечением выступания из футеровки к внутренней части мельницы. Таким образом, даже при глубоких футеровках всегда будет существовать возможность захвата головки (или удлиненной головки) футеровочного болта, когда его снаружи приводят в движение через оболочку для обеспечения посредством этого эффективного удаления футеровок мельниц без необходимости нахождения оператора внутри мельницы.
[0093] Следует понимать, что удлиняющая головку часть может быть либо прикреплена к головке по меньшей мере одного футеровочного болта, либо образована за одно целое с головкой головки по меньшей мере одного футеровочного болта. Соответственно, в одном примере удлиняющую головку часть приваривают к головке стандартного футеровочного болта с обеспечением увеличения ее эффективной длины. Альтернативно, удлиняющая головку часть может быть отлита или выкована как часть по меньшей мере одного футеровочного болта так, чтобы удлиненная головка и футеровочный болт являлись единой однородной деталью.
[0094] Как правило, удлиняющая головку часть имеет одну или более частей для зацепления, с которыми инструмент может быть введен в зацепление для снятия футеровки с оболочки. Части для зацепления могут быть образованы посредством расположенных на расстоянии друг от друга секций с выемками, по длине удлиняющей головку части. Формирование таких секций с выемкой, вырезом или плоских секций по длине удлиняющей головку части создает фланцы или губки, которые могут быть использованы для введения инструмента в зацепление. В одном примере удлиняющая головку часть выполнена с возможностью зацепления инструмента вокруг секций с фланцами (которые могут сходиться на конус), расположенных в промежуточной и в концевой частях удлиняющей головку части. Наличие многочисленных мест для захватывания является преимущественным, так как известно, насколько футеровка будет подвержена износу, и, независимо от величины износа, имеющегося как на футеровке, так и на футеровочном болте, если кольцо для футеровочного болта расположено в задней части футеровки, всегда будет место в удлиняющей головку части футеровочного болта, которое может быть захвачено посредством инструмента.
[0095] Как правило, футеровку поддерживают на внутренней стороне мельницы посредством машины для замены футеровок мельниц во время приведения в движение по меньшей мере одного футеровочного болта через оболочку мельницы. Такая поддержка необходима, поскольку после удаления гайки на наружной стороне оболочки мельницы и приведения в движение футеровочного болта через оболочку мельницы, нет больше ничего, что удерживало бы футеровку на оболочке. Поэтому, для того чтобы предотвращать падение футеровки с оболочки на расположенный внизу измельчаемый материал, желательно, чтобы машина для замены футеровок мельниц удерживала бы футеровку на месте во время проталкивания футеровочных болтов.
[0096] В дополнение к обеспечению поддержки для футеровки с целью предотвращения падения ее с оболочки во время пробивания футеровочных болтов, машина для замены футеровок мельниц используется также для управления положением инструмента относительно футеровки. В этой связи инструмент прочно прикрепляют к машине для замены футеровок мельниц, например, к рычагу, стреле и тому подобному, чем можно по требованию управлять для перемещения инструмента.
[0097] В одном примере инструмент является переходной пластиной, имеющей множество расположенных на расстоянии друг от друга зубцов, образующих между собой щели для принятия по меньшей мере части головки по меньшей мере одного футеровочного болта. Способ может поэтому дополнительно включать в себя выравнивание соответствующих щелей переходной пластины с по меньшей мере одним футеровочным болтом головки и, по выбору, захватывания по меньшей мере одного футеровочного болта посредством направления выровненных щелей на головку по меньшей мере одного футеровочного болта.
[0098] Для того чтобы обеспечивать прочный захват между переходной пластиной и футеровочными болтами, смежные зубцы переходной пластины профилируют с обеспечением соответствия со сходящейся на конус секцией головки по меньшей мере одного футеровочного болта.
[0099] Описанный ранее способ удаления изношенной футеровки из мельницы может быть обеспечен без необходимости нахождения оператора внутри мельницы. В этом способе оператор, как правило, находится снаружи мельницы, чтобы, например, способствовать приведению в движение по меньшей мере одного футеровочного болта через оболочку мельницы с использованием молотка или тому подобного.
[0100] В другой расширенной форме изобретение предоставляет систему удаления футеровки из мельницы, причем футеровки, прикрепленной к оболочке мельницы по меньшей мере посредством одного футеровочного болта, причем системы, включающей в себя по меньшей мере один футеровочный болт, который приводят в движение через оболочку мельницы до тех пор, пока он не будет удерживаться в футеровке, посредством чего в положении удерживания головку по меньшей мере одного футеровочного болта открывают с обеспечением выступания из футеровки к внутренней части мельницы. Система дополнительно включает в себя инструмент, выполненный с возможностью зацепления с по меньшей мере одним футеровочным болтом, и машину по замене футеровок мельниц, прочно прикрепленную к инструменту и выполненную с возможностью снятия футеровки с оболочки мельницы после введения в зацепление инструмента с по меньшей мере одним футеровочным болтом для обеспечения посредством этого удаление футеровки из мельницы.
[0101] В дополнительной расширенной форме настоящее изобретение предоставляет инструмент для использования при удалении футеровки из мельницы, причем инструмент, включающий в себя корпус, выполненный с возможностью прикрепления к машине для замены футеровок мельниц, причем машина для замены футеровок мельниц выполнена с возможностью управления положением корпуса относительно футеровки. Инструмент дополнительно включает в себя средство для зацепления с футеровочным болтом, выполненное за одно целое с корпусом или прикрепленное к корпусу, что обеспечивает зацепление инструмента с по меньшей мере одним футеровочным болтом, который был приведен в движение через оболочку мельницы и удерживается в футеровке так, что головка по меньшей мере одного футеровочного болта открывается с обеспечением выступания из футеровки к внутренней части мельницы, причем после введения инструмента в зацепление с по меньшей мере одним футеровочным болтом, обеспечивается снятие футеровки с оболочки мельницы с использованием инструмента, обеспечивая посредством этого удаление футеровки из мельницы.
[0102] В одном примере средство для зацепления с футеровочным болтом содержит множество щелей, выполненных между расположенными на расстоянии друг от друга зубцов для приема по меньшей мере части головки по меньшей мере одного футеровочного болта. Как правило, зубцы выполнены за одно целое с корпусом, который может представлять собой конструкцию в виде плиты. Как было описано ранее, смежные зубцы инструмента, как правило, имеют профиль, выполненный с возможностью соответствия со сходящейся на конус секцией головки по меньшей мере одного футеровочного болта для того, чтобы способствовать прочному соединению между ними.
[0103] На фиг.3A показан пример монтажной конструкции 300 футеровки мельницы, в которой диаметр болтового отверстия в футеровке меньше, чем диаметр болтового отверстия в оболочке мельницы.
[0104] В этом примере футеровка 302 жестко соединена с оболочкой мельницы 301 посредством по меньшей мере одного футеровочного болта 303. Футеровочный болт 303 проходит через отверстие 307 в футеровке 302 и через отверстие 306 в оболочке 301 так, что конец футеровочного болта выступает наружу оболочки 301. Футеровочный болт 303 прикрепляют к оболочке 301 посредством гайки (и обжимной шайбы) 304. Резиновая обшивка 305 используется для облицовывания внутреннего диаметра оболочки 301 мельницы и расположена между футеровкой 302 мельницы и оболочкой 301. Следует понимать, что футеровку 302 мельницы устанавливают на мельницу до начала замены футеровки мельницы, предпочтительно, посредством усовершенствованных способов замены футеровки, которые не требуют присутствия оператора внутри мельницы, но стандартные способы замены футеровки, требующие присутствия оператора внутри мельницы, также могут быть использованы.
[0105] Компоновка, показанная на фиг.3A, представляет собой компоновку, используемую в эксплуатируемой размольной мельнице до начала замены футеровки мельницы. В этом примере диаметр d1 болтового отверстия в футеровке 302 меньше, чем диаметр d2 болтового отверстия в оболочке 301 мельницы.
[0106] Когда начинают замену футеровки мельницы, сначала оператор, находящийся снаружи мельницы, удаляет гайку 304 футеровочного болта с футеровочного болта 303. Затем кольцо 310 для футеровочного болта, такое, как например, показанное на фиг.3C, навинчивают на стержень футеровочного болта 303. Кольцо 310 представляет собой тело в форме усеченного конуса, которое сходится на конус от первого конца 311 ко второму концу 312 и имеет внутреннюю резьбу.
[0107] Затем, как правило, футеровку 302 поддерживают на внутренней части мельницы посредством машины для замены футеровок мельницы. Это предотвращает отделение футеровки 302 от оболочки 301 и падение на измельчаемый материал в то время, когда болты 303 пробивают через оболочку 301. При поддерживаемой футеровке 302 оператор бьет молотком по концу футеровочного болта 303 с наружной стороны оболочки 301, приводя тем самым футеровочный болт 303 в движение через оболочку 301. Футеровочный болт 303 приводят в движение до тех пор, пока кольцо 310 не будет заклиниваться в задней части футеровки 302 мельницы вблизи ее задней поверхности 302B. Так как кольцо 310 сходится на конус, оно будет постепенно тем больше заклиниваться в болтовом отверстии футеровки 302, чем больше его приводят в движение через оболочку 301. В конечном итоге кольцо 310 будет предотвращать дальнейшее перемещение футеровочного болта 303, и он будет удерживаться или захватываться в футеровке 302.
[0108] В положении удерживания, как показано на фиг.3B, головку 303A футеровочного болта 303 открывают с возможностью выступания из футеровки 302 к внутренней части мельницы. Головка 303A должна в достаточной степени выступать из профиля изношенной футеровки, чтобы обеспечивать захват открытой головки инструментом, как подробно описано далее.
[0109] На фиг.4A показан пример монтажного устройства 400 футеровки мельницы, в котором диаметр болтового отверстия в футеровке является номинально таким же, как и диаметр болтового отверстия в оболочке мельницы.
[0110] В этом примере футеровка 402 жестко соединена с оболочкой 401 мельницы посредством по меньшей мере одного футеровочного болта 403. Футеровочный болт 403 проходит через отверстие 407 в футеровке 402 и через отверстие 406 в оболочке 401 так, что конец футеровочного болта выступает из оболочки 401. Футеровочный болт 403 прикреплен к оболочке 401 посредством гайки (и обжимной шайбы)404. Резиновая обшивка 405 используется для облицовки внутреннего диаметра оболочки 401 мельницы и расположена между футеровкой 402 мельницы и оболочкой 401. Следует понимать, что футеровку 402 мельницы устанавливают на мельницу, предпочтительно, посредством усовершенствованных способов замены футеровки до начала замены футеровки мельницы, которые не требуют присутствия оператора внутри мельницы, но стандартные способы замены футеровки, требующие присутствия оператора внутри мельницы, также могут быть использованы.
[0111] Компоновка, показанная на фиг.4A, представляет собой компоновку, используемую в эксплуатируемой размольной мельнице до начала замены футеровки мельницы. В этом примере диаметр d1 болтового отверстия в футеровке 402 является номинально таким же, как и диаметр d2 болтового отверстия в оболочке 401 мельницы. В этом примере для удерживания футеровочного болта 403 в футеровке 402 в болтовое отверстие 407 в футеровке вблизи ее задней поверхности 402B вводят разъемную переходную втулку 420. Разъемная переходная втулка 420 выполнена с возможностью уменьшения эффективного диаметра болтового отверстия в футеровке 402. Разъемную переходную втулку 420 вводят в заднюю часть футеровки мельницы до ее размещения в мельнице (то есть во время первоначальной операции облицовывания, когда футеровка мельницы является новой, и до того, как она становится изношенной футеровкой).
[0112] Пример разъемной переходной втулки 420 показан на фиг.4B. Втулка 420 представляет собой тело в форме кольца, имеющего внутренний диаметр, который сходится на конус вовнутрь к внутренней поверхности футеровки 402 от первого конца 421 ко второму концу 422. Вокруг первого конца 421 втулки 420 в радиальном направлении проходит тонкий фланец 423, который при использовании садится на заднюю поверхность 402B футеровки 402 при полной запрессовке, как показано на фиг.4A. Втулка 420 дополнительно включает в себя разрез 425 вдоль своей длины, который обеспечивает легкую запрессовку втулки 420 в заднюю часть футеровки вручную или посредством постукивания легким молотком по сборочной оправке. Резиновую обшивку 405, которой облицован внутренний диаметр оболочки мельницы, либо поставляют с отверстиями, большими, чем фланец 423 втулки, либо резину просто запрессовывают локально вокруг фланца 423 втулки. На фиг.4A показана резиновая обшивка 405 с увеличенным отверстием, которая не взаимодействует с фланцем 423 втулки.
[0113] Когда начинают замену футеровки мельницы, сначала оператор, находящийся снаружи мельницы, удаляет гайку 404 футеровочного болта с футеровочного болта 403. Затем кольцо 310 футеровочного болта, как показано, например, на фиг.3C и описано выше, навинчивают на стержень футеровочного болта 403.
[0114] Затем, как правило, футеровку 402 поддерживают на внутренней стороне мельницы посредством машины для замены футеровок мельниц, как было описано выше, для предотвращения падения футеровки 402 в измельчаемый материал. При поддерживаемой футеровке 402 оператор бьет молотком по концу футеровочного болта 403 снаружи оболочки 401 для приведения тем самым в движение футеровочного болта 403 через оболочку 401. Футеровочный болт 403 приводят в движение до тех пор, пока кольцо 310 не будет заклиниваться в разрезной переходной втулке 420, введенной в заднюю часть футеровки 403 мельницы. Так как кольцо 310 сходится на конус, оно будет тем больше заклиниваться в болтовом отверстии футеровки 402, чем больше его будут приводить в движение через оболочку 401. В конечном итоге кольцо 310 будет предотвращать дальнейшее перемещение футеровочного болта 403, и он будет становиться удерживаемым или захваченным в футеровке 402.
[0115] В состоянии удерживания, как показано на фиг.4C, головку 403A футеровочного болта 403 открывают с обеспечением выступания из футеровки 402 к внутренней части мельницы. Головка 403A должна в достаточной степени выступать из профиля изношенной футеровки для обеспечения захватывания открытой головки инструментом, как подробно описано ниже.
[0116] На фиг.5A показан пример монтажной конструкции 500 футеровки мельницы, в которой длина отверстия для футеровочного болта в футеровке мельницы является номинально большей, чем длина футеровочного болта.
[0117] В этом примере глубокая футеровка 502 жестко соединена с оболочкой мельницы 501 посредством по меньшей мере одного футеровочного болта 503. Футеровочный болт 503 проходит через отверстие 507 в футеровке 502 и через отверстие 506 в оболочке 501 таким образом, что конец футеровочного болта выступает снаружи оболочки 501. Футеровочный болт 503 прикреплен к оболочке 501 посредством гайки (и обжимной шайбы) 504. Резиновую обшивку 505 используют для облицовки внутреннего диаметра оболочки 501 мельницы 501 и располагают между футеровкой 502 мельницы и оболочкой 501. Следует понимать, что футеровку 502 мельницы устанавливают на мельницу, предпочтительно, посредством усовершенствованных способов замены футеровки мельниц, которые не требуют присутствия оператора внутри мельницы, но стандартные способы замены футеровки, требующие присутствия оператора внутри мельницы, также могут быть использованы.
[0118] Компоновка, показанная на фиг.5A, представляет собой компоновку, используемую в эксплуатируемой размольной мельнице до начала замены футеровки мельницы. В этом примере длина L1 футеровочного болта 503 меньше, чем длина L2 болтового отверстия в футеровке 502.
[0119] Когда начинают замену футеровки мельницы, сначала оператор, находящийся снаружи мельницы, удаляетгайку 504 для футеровочного болта с футеровочного болта 503. Затем удлиненное кольцо 510 футеровочного болта, как показано, например, на фиг.5B, навинчивают на конец футеровочного болта 503. Удлиненное кольцо 510 имеет первую цилиндрическую часть 513 корпуса и вторую усеченно–коническую или сходящуюся на конус часть 514 корпуса. Вторая часть 514 корпуса является, как правило, цельной частью, в то время как первая часть 513 корпуса имеет выемку 516, имеющую внутреннюю резьбу, которая проходит от первого конца 511 до дна 515 выемки. Выемка 516, имеющая внутреннюю резьбу, имеет резьбу, которая соответствует сходящейся на конус резьбе на конце футеровочного болта 503. Как лучше показано на фиг.5C, удлиненное кольцо 510 навинчивают на конец футеровочного болта 503 так, чтобы конец футеровочного болта 503 касался дна 515 выемки. Таким образом, когда футеровочный болт 503 выбивают молотком, сила молотка передается через материал сердечника футеровочного болта 503 и через удлиненное кольцо 510, а не через резьбы.
[0120] Затем, как правило, футеровку 502 поддерживают на внутренней стороне мельницы посредством машины для замены футеровок мельниц, как описано ранее, для предотвращения падения футеровки 502 в измельчаемый материал. При поддерживаемой футеровке 502 оператор бьет молотком по концу 512 удлиненного кольца 510, соединенного с футеровочным болтом 503 снаружи оболочки 501 для приведения в движение посредством этого футеровочного болта 503 через оболочку 501. Футеровочный болт 503 приводят в движение до тех пор, пока удлиненное кольцо 510 не будет заклиниваться в задней части футеровки 502 мельницы вблизи задней поверхности 502B. Поскольку вторая часть 514 корпуса удлиненного кольца 510 сходится на конус, оно будет тем больше заклиниваться в болтовом отверстии футеровки 502, чем больше его будут приводить в движение через оболочку 501. В конечном итоге, кольцо 510 будет предотвращать дальнейшее перемещение футеровочного болта 503, и будет удерживаться или захватываться в футеровке 502.
[0121] В положении удерживания, как показано на фиг.5C, головку 503A футеровочного болта 503 открывают с обеспечением выступания из футеровки 502 к внутренней части мельницы. Головка 503A должна в достаточной степени выступать из изношенного профиля футеровки для обеспечения захвата открытой головки инструментом, как подробно описано ниже. Соответственно, следует понимать, что для достижения этого длина удлиненного кольца 510 должна в достаточной степени увеличивать длину футеровочного болта 503.
[0122] На фиг.6A показан дополнительный пример монтажной конструкции 600 глубокой футеровки мельницы, в которой длина болтового отверстия в футеровке мельниц номинально больше, чем длина футеровочного болта.
[0123] В этом примере глубокая футеровка 602 жестко соединена с оболочкой 601 мельницы по меньшей мере посредством одного футеровочного болта 603, имеющего удлиняющую головку часть 620, как подробно описано ниже. Футеровочный болт 603 проходит через отверстие 607 в футеровке 602 и через отверстие 606 в оболочке 601 так, что конец футеровочного болта выступает наружу оболочки 601. Футеровочный болт 603 прикрепляют к оболочке 601 посредством гайки (и обжимного кольца) 604. Резиновую обшивку 605 используют для облицовки внутреннего диаметра оболочки 601 мельницы и располагают между футеровкой 602 мельницы и оболочкой 601. Следует понимать, что футеровку 502 мельницы устанавливают на мельницу, предпочтительно, посредством усовершенствованных способов замены футеровок мельниц, которые не требуют присутствия оператора внутри мельницы, но стандартные способы замены футеровок мельниц, требующие присутствия оператора внутри мельницы, также могут быть использованы.
[0124] Компоновка, показанная на фиг.6A, используется в эксплуатируемой размольной мельнице до начала замены футеровки мельницы. В этом примере длина L1 футеровочного болта 603 меньше, чем длина L2 болтового отверстия в футеровке 602.
[0125] Когда начинают замену футеровки мельницы, сначала оператор, находящийся снаружи мельницы, удаляет гайку 604 с футеровочного болта 603. Кольцо 310 футеровочного болта, такое как, например, показанное на фиг.3C и описанное ранее, навинчивают на стержень футеровочного болта 603.
[0126] Затем, как правило, футеровку 602 поддерживают на внутренней стороне мельницы посредством машины для замены футеровок мельниц, как описано ранее, для предотвращения падения футеровки 602 в измельчаемый материал. При поддерживаемой футеровке 602 оператор ударяет молотком по концу футеровочного болта 603 снаружи оболочки 601 для приведения, таким образом, футеровочного болта 603 в движение через оболочку 601. Футеровочный болт 603 приводят в движение до тех пор, пока кольцо 310 не будет заклиниваться в задней части футеровки 602 мельницы 602 вблизи ее задней поверхности 602B. Поскольку кольцо 310 сходится на конус, оно будет тем больше заклиниваться в болтовом отверстии футеровки 602, чем больше его будут приводить в движение через оболочку 601. В конечном итоге кольцо 310 будет предотвращать дальнейшее перемещение футеровочного болта 603, и он будет удерживаться или захватываться в задней части футеровки 602.
[0127] В положении удерживания, как показано на фиг.6C, часть 624, 626 удлиняющей головку части 620 футеровочного болта 603 открывают с обеспечением выступания из внутренней поверхности 602A футеровки 602 к внутренней части мельницы. Удлиняющая головку часть 620 должна в достаточной степени выступать из профиля изношенной футеровки для обеспечения захвата удлиненной головки инструментом, как подробно описано ниже.
[0128] Удлиняющая головку часть 620 футеровочного болта 603 может быть приварена к головке 603A стандартного футеровочного болта 603, как, например, показано на фиг.6A. На фиг.6B линия 630 сварки показана между головкой 603A стандартного футеровочного болта и удлиняющей головку частью 620. Альтернативно, удлиняющая головку часть может быть отлита или выкована, как часть футеровочного болта так, чтобы удлиненная головка и футеровочный болт представляли собой единую однородную часть. Удлиняющая головку часть 620 может иметь любую пригодную форму при условии, что имеется одна или более частей для зацепления для того, чтобы обеспечивать ее захват инструментом.
[0129] В примере, показанном на фиг.6B, удлиняющая головку часть 620 содержит продолговатый стержень, проходящий между базовым концом 622 и головным концом 626. По длине стержня расположены секции 623, 625 с выемками, которые в одном примере могут иметь форму плоских выемок или радиальных вырезов. Секции 623, 625 с выемками, как правило, расположены на расстоянии друг от друга для того, чтобы образовывать секции 623, 625 с фланцами соответственно на базовом и головном концах 622, 626, а также на промежуточной секции 624. Во время использования инструмент может захватывать сзади либо промежуточную, либо концевую секцию с фланцами, обеспечивая тем самым захват удлиняющей головку части 620 инструментом, когда она выступает из поверхности 602A футеровки.
[0130] Поэтому использование удлиняющей головку части футеровочного болта обеспечивает увеличение эффективной длины футеровочного болта, что решает проблему стандартных футеровочных болтов, которые являются слишком маленькими для выступания из поверхности футеровки мельницы при их забивании насквозь оболочки, что происходит в случае глубоких футеровок мельниц, когда отверстие для футеровочного болта в футеровке мельницы является очень глубоким по отношению к длине футеровочного болта. Следует понимать, что футеровочный болт, имеющий удлиняющую головку часть, так же может быть использован во многих предшествующих схемах и описанных способах.
[0131] Все способы, описанные выше, имеют своим результатом футеровочные болты, удерживаемые или захватываемые в футеровке мельницы, при этом головка футеровочного болта остается выступающей из профиля поверхности футеровки. При наличии выступающей головки существует возможность введения инструмента в зацепление с открытой головкой футеровочного болта, обеспечивая посредством этого удаление футеровки из оболочки мельницы.
[0132] На фиг.7A и 7B показан инструмент 700 для зацепления с футеровочными болтами и упрощения удаления изношенных футеровок 702 из мельницы. Как показано на фиг.7A, головки 703A овальной формы футеровочных болтов открыты так, что они выступают из внутренней поверхности изношенной футеровки 702.
[0133] Инструмент 700 в форме переходной пластины выполнен с возможностью селективного захвата футеровочных болтов. Инструмент 700 имеет корпус 710, выполненный с возможностью соединения с машиной для замены футеровок мельниц, например, с рычагом, стрелой или тому подобным, относящемся к машине, чем можно по требованию управлять для перемещения инструмента 700.
[0134] В этом примере корпус 710 инструмента 700 включает в себя множество расположенных на расстоянии друг от другa зубцов 711, 712, 713, 714, 715, 716, образующих между собой щели для приема по меньшей мере части головки 703A соответствующего футеровочного болта. Когда футеровочные болты выполнены с удлиненной головкой, щели могут по меньшей мере частично принимать или входить в зацепление с фланцевой частью удлиненной головки. Зубцы переходной пластины устанавливают у конкретных центров для соответствия различным комбинациям центров футеровочных болтов различных футеровок в мельнице. Кроме того, смежные зубцы переходной пластины имеют профиль, выполненный с обеспечением соответствия со сходящейся на конус головкой 703A футеровочного болта для улучшения прочного соединения между ними. При эксплуатации машина для замены футеровок мельниц будет осуществлять управление положением инструмента 700 относительно футеровки так, чтобы выравнивать выступающие футеровочные болты с соответствующими щелями в инструменте. Затем инструмент 700 поднимают для введения в зацепление с футеровочными болтами снизу и заставляют сходящиеся на конус секции головок футеровочных болтов входить в соответствующие щели комплиментарной формы. В примере, показанном на фиг.7B, головки 703A футеровочных болтов соответственно введены в зацепление между зубцами((711, 712), (713, 714) и (715, 716)).
[0135] После того, как инструмент был надлежащим образом введен в зацепление с футеровочными болтами, машиной для замены футеровок мельниц можно управлять для поднятия инструмента и, посредством этого, снятия футеровки с оболочки мельницы и затем удаления из мельницы.
[0136] Соответственно, по меньшей мере в одном примере предлагается способ и система, обеспечивающие безопасное и надежное удаление изношенной футеровки из мельницы без необходимости нахождения оператора внутри мельницы. Это обеспечивается разработкой способа, посредством которого изношенная футеровка может быть соединена с машиной для замены футеровок мельниц без выполнения соединения оператором вручную. Устранение потребности в нахождении оператора внутри мельницы улучшает безопасность и уменьшает риск возникновения травмы или смерти при работе в такой опасной окружающей среде.
[0137] Во всем данном описании изобретения и в приводимой далее формуле изобретения, если только контекст не требует иного, следует понимать, что слово «содержат» и такие его варианты, как «содержит», «содержащий» предполагает включение в себя установленного целого число или группы из целых чисел или этапов, но не исключение какого–либо другого целого числа или группы чисел.
[0138] Специалистам в данной области техники очевидно, что возможны многочисленные вариации и модификации. Все такие вариации и модификации, которые очевидны для специалистов в данной области техники, находятся в пределах сущности и объем изобретения.
Реферат
Изобетение относится к области измельчения продукта. Предложен способ удаления футеровки из мельницы, прикрепленной к оболочке мельницы посредством по меньшей мере одного футеровочного болта, согласно которому соединяют удерживающий элемент с по меньшей мере одним футеровочным болтом и приводят в движение по меньшей мере один футеровочный болт через оболочку мельницы до тех пор, пока удерживающий элемент не будет заклиниваться в отверстии для футеровочного болта футеровки для удерживания посредством этого футеровочного болта в футеровке, посредством чего в положении удерживания головку по меньшей мере одного футеровочного болта открывают с обеспечением выступания из футеровки к внутренней части мельницы. Затем вводят в зацепление инструмент с по меньшей мере одним футеровочным болтом и снимают футеровку с оболочки мельницы с использованием инструмента, тем самым обеспечивая удаление футеровки из мельницы. Изобретение обеспечивает высокую эффективность при использовании. 3 н. и 29 з.п. ф-лы, 16 ил.
Комментарии