Многореакторная химическая производственная система - RU2455059C2
Код документа: RU2455059C2
Чертежи






Описание
Уровень техники изобретения
В химическом способе редко бывает, чтобы данный способ использовал стехиометрические количества реагентов при, по существу, полном превращении в простом реакторе. Поэтому, когда реагенты составляют значительную часть затрат способа, непрореагировавший материал часто возвращают в реактор, обычно после некоторого физического отделения желаемого продукта от непрореагировавшего материала. Иногда это отделение может быть достигнуто внутри реактора, например, когда реагенты являются газами, продукт образуется в жидком виде в условиях реакции и непрерывно удаляется, и используется перемешиваемый баковый реактор с вентилятором ввода газа. В этой конкретной ситуации физическое разделение и возврат происходят внутри реакторной емкости.
Альтернативно, разделение и возврат реагента могут происходить вне реактора. Одним примером такой конфигурации может быть поршневой проточный газофазный реактор, где продукт может конденсироваться из газовой фазы путем охлаждения. Непрореагировавшие газы могут затем повторно сжиматься и, по меньшей мере, частично возвращаться на вход реактора, возможно, после такой обработки, как очистка или химическое разделение.
Есть несколько причин, почему количества реагентов, применяемых в реакторе для образования желаемого конечного продукта, редко являются стехиометрическими. Бывает, что ограничения давления паров требуют нестехиометрической реакции. Например, при газофазном гидрировании высокого давления высококипящих органических соединений водород будет присутствовать в большом избытке, даже хотя теоретически возможна высокая конверсия за один проход реагента. Другой причиной может быть то, что реакция ограничивается равновесием. Например, в катализируемых кислотой этерификациях спирт часто находится в избытке, чтобы достигать высокой конверсии кислоты.
Хотя может быть возможным достигать высокой конверсии реагентов в ограничиваемой равновесием реакции в желаемый конечный продукт, используя большой избыток реагентов, альтернативной возможностью является удаление одного из продуктов реакции. Например, очистка газа может удалять воду от реакции этерификации, непрерывно сдвигая условия в реакторе от равновесия и тем самым смещая реакцию в направлении полного превращения.
Однако когда продукт не может быть удален, чтобы сдвигать равновесие в направлении полного превращения, высокая общая конверсия может быть достигнута только путем отделения продукта от смеси реагентов и последующего возврата непрореагировавшего материала в реактор.
Кроме того, даже когда равновесная реакция имеет определенные условия или аспекты, которые благоприятны для высокой конверсии в желаемый конечный продукт, кинетика реакции может предлагать, что более высокая общая скорость получения или лучшая экономика способа могут достигаться путем работы реактора в условиях, благоприятных для сравнительно низкой конверсии реагентов и затем возврата непрореагировавшего материала после физического отделения продукта. Некоторые типичные реакции или способы такого типа, в которых превращение реагентов в желаемый продукт является только частичным и в которых остаются значительные количества непрореагировавшего материала, которые могут возвращаться в реактор после физического отделения продукта, включают в себя реакцию синтез-газа в метанол, диметиловый эфир, их смеси, парафины Фишера-Тропша и аммиак.
Используя ограниченную равновесием реакцию для получения метанола в качестве примера, так как метанол является одним из наибольших по объему химических продуктов, производимых сегодня в мире, превращение метанола обычно осуществляют в двухэтапном способе. На первом этапе метан реагирует с водой или частично окисляется кислородом, давая моноксид углерода и водород при некотором количестве диоксида углерода и остаточном метане (т.е. синтез-газ). На втором этапе синтез-газ превращается в метанол.
Второй этап превращения синтез-газа в метанол является хорошо известным способом. Он обычно включает в себя каталитический способ, использующий, среди прочих, катализатор на основе меди, такой как катализатор, содержащий восстановленную смесь оксида цинка/оксида меди. Чтобы обеспечить оптимальное получение метанола по этой реакции, реакцию обычно проводят при давлениях в диапазоне 40-100 бар и при температурах выше 200°С и ниже 320°С, причем температурный диапазон от 220 до 280°С является более типичным. Получение самого синтез-газа обычно выполняют при давлениях в диапазоне 20-40 бар в зависимости от применяемой технологии установки реформинга.
Вследствие особого механизма реакции получения метанола реакция не идет к завершению, так как концентрация получаемого метанола ограничивается равновесием. Более конкретно, количество метанола, содержащегося в газовом продукте, выходящем из реактора, составляет приблизительно 6-8% мол. от всего газа, хотя оно может быть выше. Этот метанол удаляют из данного потока газа продуктов путем его конденсации посредством охлаждения потока газа продуктов до менее 110°С и более типично ниже 60°С. Охлажденный метанол может затем удаляться из потока газа, тогда как излишек синтез-газа посылают обратно в реактор, чтобы дополнительно превращать синтез-газ. Это дает дополнительный метанол, получаемый из синтез-газа, возвращаемого обратно в реактор в комбинации с некоторым количеством свежего синтез-газа, который также поступает в реактор.
При выполнении этого этапа возврата один хорошо известный способ включает в себя применение компрессора циркуляции, который принимает излишек синтез-газа из сепаратора и сжимает его, чтобы преодолеть перепад давления, который имеет место в реакторе и сепараторе. Данный тип реактора обычно называется реактором с петлей циркуляции и схематически показан на фиг.1. В этом реакторе концентрация метанола в синтез-газе, покидающем реактор, является достаточно низкой, чтобы объемная скорость потока излишка синтез-газа через компрессор циркуляции составляла обычно от двух (2) до десяти (10) величин объемной скорости потока свежего синтез-газа, вводимого в реактор отдельно от синтез-газа, поступающего в реактор из компрессора циркуляции. Очищенный газовый поток в количестве приблизительно от 4 до 8% от потока возвращаемого синтез-газа также отбирают из петли циркуляции, чтобы регулировать концентрацию инертного материала, которая возрастает в реакторе в результате рециркуляции.
Одним значительным недостатком описанного выше реактора с петлей циркуляции является стоимость компрессора циркуляции. Часто функцию циркуляции внедряют в цепной компрессор, который сжимает синтез-газ до давления петли циркуляции, а также обеспечивает повторное сжатие возвращаемых газов. Цепной компрессор представляет собой дорогой предмет оборудования и может быть одним, наиболее дорогим заказываемым компонентом в конструкции установки получения метанола. Как установлено выше, поток в высокой рециркуляцией используют для достижения высокой общей конверсии синтез-газа. Компрессор циркуляции также становится значительно дешевле на единицу сжимаемого объема по мере увеличения масштаба установки. Таким образом, использование способа, применяющего компрессор циркуляции, является на практике предпочтительным для установок, производящих относительно высокий дневной выход метанола в отношении современной производственной установки с одной линией, таких как установки, производящие около 5000 тонн в день в 2005, когда требуется максимальная эффективность и может достигаться интеграция компрессора синтез-газа и компрессора циркуляции, чтобы сделать использование компрессора циркуляции экономически жизнеспособным.
В качестве альтернативы реактору с петлей циркуляции предполагается, что установка может использовать комплект из множества реакторов или каскадный способ (фиг.2), где синтез-газ сначала подается в первый реактор для реакции с содержащимся в нем катализатором с получением метанола. Полученный газ затем входит в первый сепаратор или выбивающий бак, где метанол, полученный в первом реакторе, охлаждается в жидкую форму и отделяется от излишка синтез-газа. Первый сепаратор может функционировать, отделяя метанол от синтез-газа, любым желаемым образом, таким как с помощью гравитации или путем приложения силы центрифугирования к продуктам. Оставшийся излишек синтез-газа затем направляется во второй реактор, где подвергается такой же реакции, давая дополнительный метанол. Этот дополнительный метанол удаляется из второго реактора и направляется во второй сепаратор таким же образом. Число реакторов и сепараторов может выбираться, чтобы получить комплект из множества реакторов, который достигает желаемого процента превращения синтез-газа в метанол. Например, при использовании оптимальной композиции синтез-газа, которая дает конверсию в метанол 50% в каждом реакторе, может быть выбран комплект реакторов, включающий в себя четыре реактора и четыре сепаратора, которые теоретически приводят к достижению 95-процентной общей конверсии синтез-газа в метанол после четвертого сепаратора.
Однако в более реалистических ситуациях, когда композиция синтез-газа является менее оптимальной, т.е. когда стехиометрия синтез газа отходит от стехиометрии желаемой реакции, например, отношение ([моли водорода]-[моли диоксида углерода])/([моли моноксида углерода]+[моли диоксида углерода]) составляет от 2,5 до 3,0, комплекты из больше чем четырех реакторов и, может быть, даже комплекты из 10 реакторов потребуются для высокой конверсии (>95%). Кроме того, когда присутствуют стехиометрические количества реагентов в синтез-газе, но также присутствуют высокие уровни инертных веществ, потребуются комплекты из большого числа реакторов, например, там, где автотермический реформинг с воздухом выполняют для получения синтез-газа, что приводит к разбавлению синтез-газа высокими уровнями азота.
Есть несколько областей в способе получения метанола, где возможность применять каскад реакторов была бы выгодной. В принципе, выгода от использования каскада возникает из отсутствия необходимости в компрессоре циркуляции. Кроме того, следует понимать, что при строительстве с нуля завода по производству метанола компрессор циркуляции часто является частью компрессора, связанного с компрессией синтез-газа. Таким образом, устранение компрессора синтез-газа вместе с компрессором циркуляции при сооружении нулевого цикла дает максимальную выгоду.
Хотя применение простого каскада реакторов для данной конкретной цели описано в определенных ссылках предшествующего уровня техники, данные ссылки, которые обсуждают применение такого каскада реакторов, фокусируются исключительно на способах, посредством которых рабочее давление реформера может быть подстроено к давлению синтеза метанола. Например, патенты США №5177114; 5245110; 5472986 и 7019039 представляют собой патенты, которые описывают изобретения в области автотермического реформинга с использованием воздуха вместо кислорода. Однако, хотя эти патенты в целом описывают применение каскадных реакторов в способе синтеза метанола, они не касаются вопросов, как каскад реакторов может быть сделан экономичным. Кроме того, каждый из патентов США №5177114; 5245110 и 5472986 описывает способ получения метанола, где компрессор циркуляции может быть устранен в результате автотермической работы реформера и затем превращения синтез-газа в метокси-соединение с использованием набора от трех до пяти реакторов с конденсацией продукта между всеми стадиями. Обычный здравый смысл говорит, что каскадный способ не может давать высокую конверсию синтез-газа в метанол, указываются эффективности по углероду для секции синтеза метанола менее чем 80%, тогда как в обычной установке достижимы эффективности свыше 95%.
Кроме того, патент США №6255357 описывает способ получения метанола, который использует сжатие газа окислителя для нагрева сжиганием парового реформера в качестве средства достижения механически осуществимого парового реформера высокого давления с рабочим давлением, достаточным, чтобы обеспечивать значительное рабочее давление на протяжении способа. Данный способ также включает в себя каскад реакторов после реформера, где синтез-газа превращается в метанол. Сжатие поступающего в реформер природного газа устраняет необходимость компрессора синтез-газа выше каскада реакторов, а также устраняет необходимость компрессора циркуляции. Однако, как и в предыдущих ссылках, каскад реакторов только в общем описывается без какого-либо обсуждения того, как можно сделать этот каскад экономичным.
Другие ситуации, касающиеся способа получения метанола, где было бы выгодно применять компрессор циркуляции, включают в себя ситуации, где данный компрессор добавляется к существующей установке получения метанола с такой возможностью или в качестве добавления к плановой конструкции установки получения метанола с целью удаления любого оставшегося метанола из продувочного газа, выпускаемого из установки. Одна система такого типа, которая направлена на наименьшее потенциальное и реальное присутствие метанола в продувочном газе, описана в патенте США №6258860, который включен сюда посредством ссылки во всей полноте. Описанный способ направляет поток продувочного газа, производимый зоной синтеза метанола, в другую зону производства или синтеза метанола, чтобы собирать метанол, присутствующий в потоке продувочного газа, а также дополнительно заставлять реагировать непрореагировавшие компоненты потока продувочного газа с получением дополнительного метанола.
Однако способ, описанный в патенте '860, имеет определенные недостатки в том, что он использует компрессор для сжатия объединенного потока продувочного газа и возвращаемого синтез-газа перед дальнейшей реакцией данного объединенного потока. Так как, как обсуждается ранее, компрессор циркуляции является очень дорогостоящим предметом в системе получения метанола, использование дополнительных компрессоров циркуляции для возврата метанола из продувочного газа очень нежелательно, особенно для систем, производящих сравнительно небольшой дневной выход метанола по сравнению с современной максимальной цепной производственной установкой, такой как установки, производящие приблизительно 5000 тонн в день в 2005.
Другой пример, где работа дополнительного компрессора может быть устранена посредством применения каскадного реакторного агрегата, может выступать как часть ремонта или реконструкции метанольного завода. Если ремонт или реконструкция влекут за собой увеличенное производство синтез-газа, то потребуется увеличить мощность конвертера метанола. Может быть возможно увеличить эффективность реактора путем лучшей упаковки катализатора или разделения катализатора на множество слоев в одном реакторе. Однако когда реактор уже обеспечивает эффективное применение катализатора, может быть невозможно экономично увеличить производительность реактора. Кроме того, другим ограничением на работу реактора в данной ситуации является перепад давления газа способа вдоль реактора. Увеличение скорости рециркуляции, увеличение объема катализатора, увеличение потока сырья или снижение скорости продувки будут увеличивать перепад давления газа способа вдоль реактора. Конечно, будет закономерное ограничение на мощность компрессора циркуляции, а также повторное сжатие газа для повторного ввода в реактор.
Одной альтернативой умерить эти проблемы была бы работа метанольного конвертера в условиях пониженной конверсии, но с высокой скоростью подачи газа, тем самым позволяя избегать ограничений перепада давления и используя отдельную каскадную реакторную систему для превращения непрореагировавших газов в метанол без необходимости дополнительного компрессора или замены оригинального реактора. Это также имеет преимущества способа увеличенной производительности с низким риском, так как производительность оригинального реактора хорошо известна. Конечно, будет много других обстоятельств, при которых каскадная система может быть использована, но все эти обстоятельства будут обеспечиваться при экономичном дизайне каскадной системы.
Один существенный недостаток типов комплектов множественных или каскадных реакторов, используемых в производстве метанола, описываемых в предшествующем уровне техники, происходит от конечной конструкции каждого реактора, теплообменника(ов) или сепаратора, образующих индивидуальный реакторный комплект. Более конкретно, так как часть синтез-газа теряется в каждом реакторном комплекте вследствие его превращения в метанол, часто каждый последующий реакторный комплект и сепаратор делают меньше, чем непосредственно предшествующие, чтобы приспособиться к снижению скорости потока входящего синтез-газа. Можно ожидать, что это будет очень выгодно из-за снижения количества материала, необходимого для сооружения каждого последующего реакторного комплекта. Однако каждый реакторный комплект требует такой же функциональности, соединений, охлаждения и доступа для замены катализатора, что становится более трудным и/или дорогим для производства при постепенном уменьшении масштаба. Кроме того, охлаждение, разделение газ-жидкость и повторный нагрев несущего метанол потока по мере его прохождения между различными реакторными комплектами должны выполняться эффективным и экономичным образом. Кроме того, все реакторные комплекты и сепараторы должны изготавливаться способными работать при повышенных давлениях (40-100 бар), которые требуют реакции, протекающие при конверсии синтез-газа в метанол.
Один пример системы, которая раскрывает этот недостаток, описан в патенте США №6723886 в способе получения метанола с использованием реактивной дистилляции. Однако, хотя имеет место удаление метанола между слоями реактора путем конденсации внутри реактора, эта конденсация должна протекать при температуре реакции, а конденсация при повышенной температуре ограничивает конверсию метанола до приблизительно 60%. Однако даже при таком значительном ограничении, накладываемом на получение метанола, это соответствует точке зрения современной индустрии, что конденсация при пониженной температуре не жизнеспособна.
Следовательно, желательно разработать множественный или каскадный реакторный комплект и способ для получения продуктов ограничиваемых равновесием реакций, например метанола, использующий данный комплект множества реакторов для получения превращения подаваемого синтез-газа с высоким процентом в метанол путем конденсации метанола в отходящем газе реактора в межстадийном теплообменнике сырье/сток. Также желательно, чтобы данный комплект множества реакторов работал без необходимости компрессора циркуляции газа и предпочтительно без необходимости сооружения множества индивидуальных реакторов, теплообменников и сепараторов. Другими словами, конструкция теплообменника должна быть подходящей для эффективной работы и интегрирования в реакторные комплекты, также минимизируя число необходимых предметов оборудования.
Что касается задачи минимизации необходимого числа предметов оборудования в реакторном комплекте, легко понять обычный подход к решению этой проблемы устранения предметов оборудования и снижения стоимости предметов оборудования путем отсылки к конкретным проблемам обычного цикла синтеза метанола. Кроме компрессора циркуляции цикл синтеза метанола содержит шесть принципиальных операций: 1) предварительный нагрев газа; 2) реакция данного газа с образованием метанола; 3) удаление тепла реакции в виде тепла высокого качества; 4) охлаждение данного газа до температур конденсации метанола; 5) конденсация метанола с использованием охлаждающей воды; и 6) разделение пар/жидкость. В обычной установке может быть два объединения этих функций с целью минимизации необходимых предметов оборудования, а именно удаление тепла реакции осуществляют путем повышения пара в оболочечном и трубчатом реакторе, и предварительный нагрев газа осуществляют путем теплообмена подаваемый поток/отходящий поток. Таким образом, типичный цикл синтеза будет состоять из, по меньшей мере, шести предметов оборудования: 1) начальный нагреватель; 2) теплообменник подаваемый поток/отходящий поток; 3) реактор; 4) узел отбора высококачественного тепла; 5) водяной охладитель; и 6) сепаратор газ-жидкость.
Повышение пара непосредственно в реакторе устраняет необходимость отдельного узла отбора тепла высокого качества. Однако также требуется паросборник с реактором, и это не уменьшает число предметов оборудования.
Что касается использования теплообменника подаваемый поток/отходящий поток, самая высокая энергетическая эффективность достигается с высокоэффективным теплообменником, который способен максимизировать охлаждение потока отходящего газа. Увеличение количества отбираемого высококачественного тепла снижает разницу температур в теплообменнике подаваемый поток/отходящий поток. Следовательно, для максимального выхода высококачественного тепла требуется высокоэффективный теплообменник. Однако оболочечные и трубчатые теплообменники, используемые в комплектах множества реакторов в предшествующем уровне техники, могут достигать высокой эффективности только путем соединения множества теплообменных узлов, снова увеличивая число требуемых предметов оборудования. Пригодность отбора высококачественного тепла отчасти зависит от температуры, при которой его отбирают. В частности, для метанольного способа отбор высококачественного тепла из секции синтеза метанола применяют для повышения пара для реформера. Это требует, чтобы поток, из которого отбирается тепло, был выше минимальной температуры, обычно 200-250°С. Однако температуры конденсации метанола находятся в области 60-100°С. Для эффективной работы, следовательно, требуются теплообменники, которые могут работать с областью температуры горячего газа приблизительно 150°С. Теплоту реакции отбирают путем охлаждения потока реагента на эквивалент обычно 50-100°С сухого тепла. Если подаваемый газ вводят в метанольный реактор при температуре ниже температуры отбора высококачественного тепла, это означает меньшую энергетическую эффективность в системе и увеличивает необходимость низкокачественного охлаждения. Поэтому разность температур в теплообменнике подаваемый поток/отходящий поток будет поддерживаться менее чем 50°С и обычно 20-30°С. Когда в реакторе могут быть достигнуты высокие конверсии за один проход, такие как при пропорциональной стехиометрии, высоком рабочем давлении, эффективном удалении тепла и низкой общей конверсии, температурные ограничения могут быть более слабыми. Однако это часто дает большую сложность реактора и меньшую общую эффективность.
Мера производительности теплообменника может обсуждаться в терминах диапазона температур и средней разницы температур в потоке. Данная величина (диапазон, деленный на срт) называется число NТU, и, как можно видеть выше, было бы желательно для энергетически эффективного метанольного способа, чтобы теплообменники подаваемый поток/отходящий поток работали при числе NТU выше 5 и более предпочтительно выше 7.
Проблема, касающаяся числа предметов оборудования, также не облегчается, когда петля циркуляции заменяется каскадной системой. Без рециркуляции нет необходимости в компрессоре циркуляции. Однако для каждого контакта с катализатором потребуется до шести дополнительных предметов оборудования, как обсуждается выше. Одна возможность снижения числа предметов оборудования заключается в устранении некоторых из теплообменников. Например, вместо отбора высококачественного тепла от реакторных газов, эти газы могут быть использованы для непосредственного нагрева входящих исходных газов. Теплообменник сырье/отходящие газы тогда меньше в результате увеличенной движущей температуры, но тепло реакции тогда теряется с холодной водой и получается менее эффективный способ.
Следовательно, чтобы улучшить экономику и эффективность метанольных каскадных систем предшествующего уровня техники, необходимо решить следующие проблемы: 1) минимизировать число предметов оборудования; 2) увеличить эффективность теплообменников подаваемый поток/отходящий поток; и 3) интегрировать множество функций в одиночных предметах оборудования.
Сущность изобретения
Один способ, посредством которого может быть достигнуто улучшение экономики и эффективности каскадных реакторных систем и который является составной частью аппаратуры и способа настоящего изобретения, представляет собой использование теплообменников с развитой поверхностью или пластинчатых в каскадной реакторной системе. В частности, ребристые плитчатые (паяные или диффузионно-связанные) теплообменники или теплообменники с вытравленными каналами (ТВК) способны достигать высокой эффективности, устраняя необходимость множества элементов для одиночного или предварительного нагревателя, доводя до требуемой эффективности. Способы построения пластинчатых теплообменников также позволяют теплообменникам множества потоков объединяться в один агрегат. Например, выходящие газы реактора могут проходить через один пластинчатый теплообменник, где в первой секции газ охлаждается высокотемпературным охладителем, таким как сжатая вода при 200-250°С. Во второй секции теплообменника реакторные газы охлаждаются путем термического контакта с входным потоком реактора. Наконец в третьей секции реакторные газы охлаждаются охлаждающей водой с конденсацией воды.
Когда применяется последовательность или каскад реакторов, как обсуждается выше, соответствующий дизайн для отбора тепла может меняться по мере того, как реактор уменьшается в размере. В первых реакторах данного ряда стоимость отбора тепла более экономичная, так как энергия, отбираемая на один агрегат, является наибольшей. С каждым последующим меньшим реактором и соответствующим теплообменником количество энергии, которая доступна на один агрегат, снижается, так как скорость получения метанола в данном агрегате меньше, и стоимость отбора тепла может стать чрезмерно высокой. Поэтому настоящее изобретение может использовать в качестве первого реактора паро-повышающий или трубчатый газоохлаждаемый реактор в петле рецикла, как обсуждается ранее. Каждый последующий реакторный комплект использует высокоэффективный теплообменник вышеуказанного типа, объединяя отбор высококачественного тепла, теплообмен подаваемый поток/отходящий поток и конденсацию метанола с использованием охлаждающей воды, тогда как последний реакторный комплект использует высокоэффективный теплообменник для теплообмена подаваемый поток/отходящий поток и водяное охлаждение.
Даже для небольших агрегатов получения метанола может быть также возможно внедрять функции теплообмена, т.е. высокоэффективные теплообменники, для каждого реакторного комплекта в один изготавливаемый агрегат. Это возможно посредством применения пластинчатых теплообменников, которые подходят для такой конструкции. Кроме того, отдельно от объединения теплообменников в один агрегат, объединение самих реакторов, а также сепараторов пар/жидкость в одном или отдельных агрегатах также возможно. При таком малом масштабе производства настоящее изобретение может иметь все реакторы, соединенные в один предмет оборудования, и все теплообменники в одном агрегате, а также все сепараторы пар/жидкость. В результате каскадный метанольный способ эффективно редуцируется до только трех принципиальных предметов оборудования.
Объединение этих агрегатов допустимо для нескольких разных приложений интегрированных агрегатов. Например, комплект из набора каскадных реакторов от 3 до 4 реакторов может соединяться с потоком продувочного газа из цикла синтеза метанола, давая возможность дополнительной реакции содержимого потока продувочного газа в данном агрегате, образуя дополнительный метанол. Это увеличит процент общей конверсии цикла без увеличения скорости рецикла, так как только продувочный газ направляется через агрегат комплектов каскадных реакторов. Также добавление каскадного реакторного агрегата увеличит количество метанола, который может быть получен из заданного потока метана, или, как часть более широкой реконструкции существующего способа, повысит мощность секции синтеза метанола без увеличения скорости газа через компрессор циркуляции.
Следовательно, согласно первому объекту настоящего изобретения обеспечивается улучшенная система химического производства с комплектом множественных или каскадных реакторов, в которой поступающий реакционный газ, входящий в первый реактор, представляет собой излишек реакционного газа и/или продувочный газ от обычного одинарного реактора, комплекта каскадных реакторов или реакторной системы с петлей рециркуляции, каждый из которых питается от парового реформера или автотермического реформера. Газ сначала проходит через первый высокоэффективный теплообменник пластинчатого типа или с развитой поверхностью, где поступающий синтез-газ входит в термический контакт с некоторыми или всеми газообразными реакционными продуктами, выходящими из первого реактора, чтобы охлаждать газообразные реакционные продукты и предварительно нагревать поступающий синтез-газ. Некоторые или все газы, выходящие из первого реактора, могут вступать в термический контакт с дополнительным потоком для отбора высококачественного тепла перед входом в секцию теплообмена подаваемый поток/отходящий поток. Охлаждение реакционных продуктов заставляет желаемый продукт конденсироваться в жидком виде в теплообменнике. Дополнительное охлаждение несущего продукт потока затем вызывается термическим контактом с дополнительным потоком охлаждающего устройства, который также вводится в вышеуказанный теплообменник, причем такая конструкция известна как многопоточный теплообменник. Охлажденные реакционные продукты, включая конденсированный жидкий продукт, могут удаляться непосредственно из теплообменника или могут затем течь в первый сепаратор, где конденсированный жидкий продукт извлекается в сепараторе, тогда как излишек реакционного газа направляется во второй реактор для дополнительного получения желаемого химического соединения. Перед достижением второго реактора избыточный реакционный газ проходит через второй высокоэффективный теплообменник, нагреваясь газообразными реакционными продуктами, выходящими из второго реактора, и в результате конденсирует продукт, содержащийся в полученных газах, выходящих из второго реактора. Высокоэффективный теплообменник пластинчатого типа или с развитой поверхностью конденсирует желаемый продукт, например метанол, получаемый в каждой из реакционных зон, высокоэкономичным образом, так как каждый высокоэффективный теплообменник имеет близкую технологическую температуру с противоточной конструкцией, чтобы минимизировать количество необходимой охлаждающей воды и максимизировать количество отбираемого пара. Дополнительная конденсация достигается путем введения дополнительного охлаждающего потока в высокоэффективный теплообменник так, чтобы вызывать термический контакт с несущим продукт потоком и увеличивать количество продукта, конденсируемого из несущего продукт потока. Кроме того, в противоположность другим ссылкам, которые указывают, что межстадийное удаление метанола путем конденсации не практично или не экономично, таким как K.R.Westerterp, New Methanol Processes, "Energy Efficiency in Process Technology" Ed. P.A.Pilarvachi, Elsevier Applied Science, 1993, pp.1142-1153, 1147, применение высокоэффективных теплообменников пластинчатого типа или с развитой поверхностью для обеспечения межстадийной конденсации метанола работает и практичным, и экономически жизнеспособным образом в аппаратуре и способе данного изобретения.
Согласно другому объекту настоящего изобретения различные комплекты реакторов каскадной системы образуются в качестве реакционных зон, интегрированных в одну реакторную емкость, так что только данная реакторная емкость и соответствующее входное и выходное оборудование на емкости необходимо сооружать, чтобы противостоять температурам и давлениям, требуемым для реакции получения метанола. Реакционные продукты из каждой реакционной зоны проходят через высокоэффективные теплообменники, которые также образованы в блочной конфигурации, расположенные и соединенные между каждой реакционной зоной в реакторной емкости, и зону сепаратора, расположенную в отдельной емкости сепарации, построенном подобно реакторной емкости. Данная конструкция различных реакционных зон внутри реакционной емкости и различных зон сепаратора внутри емкости сепаратора сильно снижает стоимость материалов, необходимых для сооружения данных различных емкостей, так как разности давления между соответствующими зонами в каждой реакционной емкости и емкости сепаратора минимальны. Это устраняет необходимость сооружения индивидуальных стенок между различными зонами из материалов, способных выдерживать высокие разности давлений между реакционным давлением и атмосферным давлением, с которыми столкнутся в противном случае.
Согласно еще одному дополнительному объекту настоящего изобретения обеспечивается улучшенная система получения метанола с комплектом множественных или каскадных реакторов, в которой метанол сначала получается посредством использования любой подходящей системы получения метанола, такой как обычный цикл синтеза метанола с компрессором циркуляции. Поток продувочного газа из этой системы получения метанола затем направляется через каскадную систему комплекта трех или более реакторов, образованную согласно настоящему изобретению, в которой непрореагировавшие компоненты потока продувочного газа дополнительно реагируют, образуя дополнительный метанол. Эти реакторы сконструированы отдельно или в виде части единственной емкости с отдельной стенкой, разработанной так, чтобы поддерживать разницу давлений между реакторами и обеспечивать доступ между реакторами, помогающий заполнять отдельные слои катализатором. В каждом реакторном комплекте единственный многопоточный теплообменник используется, чтобы отбирать высококачественное тепло, осуществлять теплообмен подаваемый поток/отходящий поток и вызывать конденсацию метанола путем дополнительного охлаждения охлаждающей средой, такой как вода. Кроме того, компактные многопоточные теплообменники располагаются, таким образом, вдоль реакторного комплекта, чтобы минимизировать количество соединений между каскадным реакторным комплектом и циклом синтеза.
Согласно еще одному объекту настоящего изобретения комплект множества реакторов, использующий высокоэффективные теплообменники пластинчатого типа или с развитой поверхностью, может применяться в качестве отдельно стоящей стационарной или мобильной системы и/или в качестве дополнения к существующему комплекту реакторов с петлей рециркуляции или к существующему каскадному реакторному комплекту, дополнительно увеличивая процент конверсии в метанол этих предварительно существующих реакторов, или сохраняя общую конверсию модифицированного способа при снижении эффективности рециклического способа посредством, например, снижения скорости рецикла.
Многочисленные дополнительные объекты, признаки и преимущества настоящего изобретения будут видны из последующего подробного описания вместе с фигурами чертежей.
Краткое описание чертежей
Данные чертежи иллюстрируют лучший рассматриваемый в настоящее время вариант осуществления настоящего изобретения.
В данных чертежах:
Фиг.1 представляет собой схематичный вид реакторной системы с петлей рецикла предшествующего уровня техники.
Фиг.2 представляет собой схематичный вид комплекта множества реакторов или каскадной системы предшествующего уровня техники.
Фиг.3 представляет собой схематичный вид комплекта множества реакторов на фиг.2, включающего в себя ряд межстадийных теплообменников подаваемый поток/отходящий поток, сконструированных согласно настоящему изобретению.
Фиг.4 представляет собой схематичный вид второго варианта осуществления реакторного комплекта на фиг.3, в котором отдельные реакторы, теплообменники и сепараторы образованы в виде зон, расположенных внутри единственной емкости.
Фиг.5А-5С представляют собой изометрические виды конструкций головных частей теплообменников подаваемый поток/отходящий поток реактора на фиг.4.
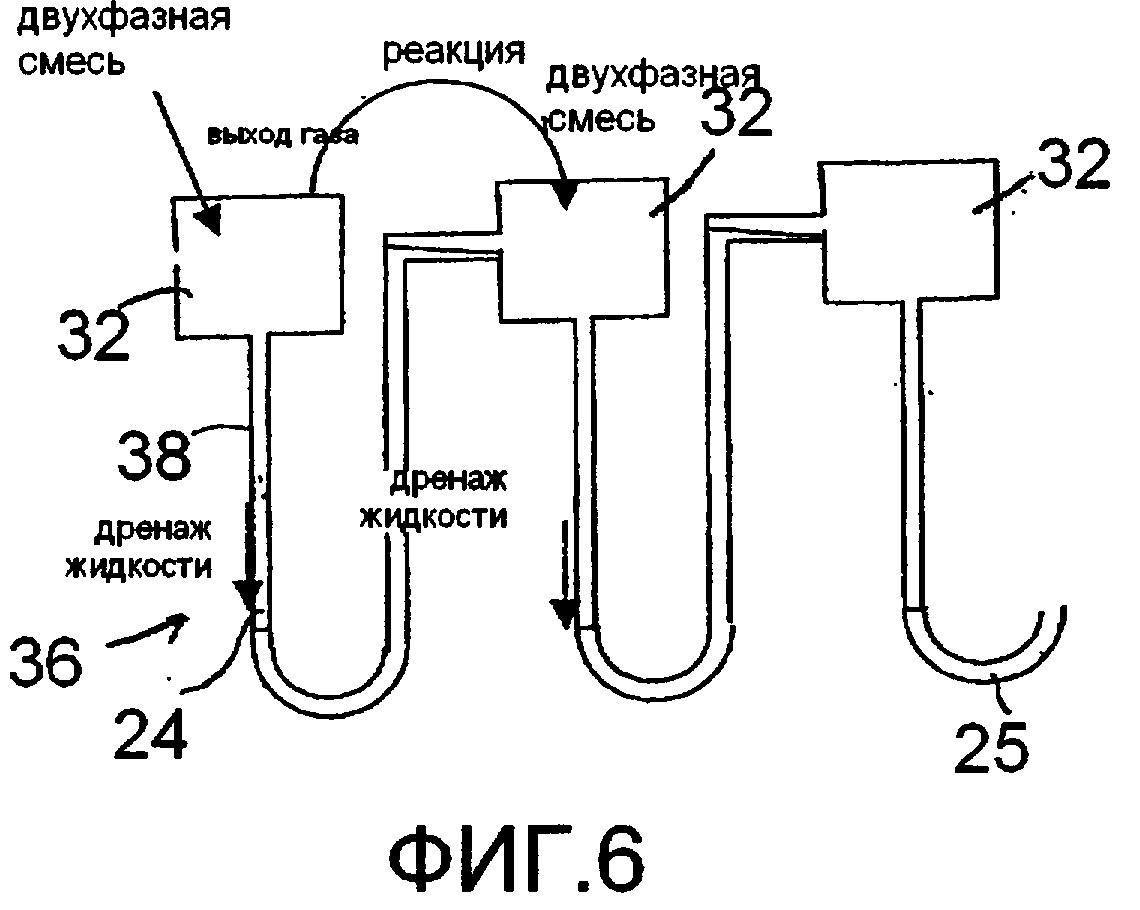
Фиг.6 представляет собой схематичный вид сливной выпускной системы для сепараторов реактора на фиг.4.
Фиг.7 представляет собой схематичный вид реакторного комплекта на фиг.3, присоединенного к потоку продувочного газа реакторной системы получения метанола.
Подробное описание предпочтительных вариантов осуществления
Со ссылкой на фигуры чертежей, на которых одинаковые ссылочные позиции обозначают одинаковые части по всему описанию, система получения метанола, которая может быть использована с настоящим изобретением или замещаться им, указывается в целом как 100 на фиг.1. Показанная система 100 представляет собой обычный цикл синтеза метанола, который получает поток 160 синтез-газа из реформера 120, превращает часть синтез-газа в метанол в реакторе 140 и выпускает объединенный поток 180 непрореагировавшего синтез-газа и метанола в конденсатор или сепаратор 200. Объединенный поток 180 разделяется в сепараторе 200 на поток 220 метанола, который собирается, и поток 240 рециркуляции, который направляется из сепаратора 200 в компрессор 260 циркуляции. Компрессор 260 сжимает газ в потоке 240 рециркуляции и направляет сжатый газовый поток 280 обратно в реактор 140. Однако часть потока 240 рециркуляции, входящего в компрессор 280, отводится в виде потока 300 продувочного газа перед сжатием.
Кроме того, другая система получения метанола предшествующего уровня техники, которая может быть использована с настоящим изобретением, представляет собой комплект множества реакторов или каскадную систему 320, показанную на фиг.2. Подобно рециклической системе 100 каскадная система 320 также включает в себя реформер 120, который производит и направляет поток 160 синтез-газа в первый реактор 140, который превращает часть потока 160 в метанол, образуя объединенный поток 180, который выходит из реактора 140. Этот объединенный поток 180 затем входит в первый сепаратор 200, где он разделяется на поток 220 метанола и первый поток 340 излишка синтез-газа. Этот поток 340 излишка синтез-газа затем направляется во второй реактор 360 для дополнительной реакции данного потока в метанол. Полученный второй объединенный поток 380 затем проходит во второй сепаратор 400, где второй поток 220' метанола образуется и объединяется с потоком 220, а второй поток 340' излишка синтез-газа проходит в третий реактор 360'. Третий реактор 360' образует из второго потока 340' излишка третий объединенный поток 380', который проходит в третий сепаратор 400' и который выходит в виде третьего потока 220" метанола и третьего потока 340" излишка синтез-газа. Третий поток 220" метанола объединяется с потоками 220 и 220', а третий поток 340" излишка проходит в четвертый реактор 360". Реактор 360" преобразует поток 340" излишка в четвертый объединенный поток 380", который входит в четвертый сепаратор 400". Четвертый сепаратор 400" разделяет объединенный поток 380" на четвертый поток 220"' метанола и поток 420 продувочного газа.
Система получения метанола с комплектом множества реакторов, построенная согласно настоящему изобретению, указана в целом как 10 на фиг.3. Система 10 получает поток 16 синтез-газа из реформера (не показан), превращает синтез-газ в метанол на стадиях и в конце выпускает поток 21 продувочного газа и объединенный поток 25 метанола. Существенно, что отсутствует компрессор циркуляции, хотя система все еще эффективно функционирует, что позволяет экономично использовать ее в относительно маломасштабных приложениях, производящих меньше чем 2500 тонн метанола в день и, более конкретно, приблизительно меньше чем 1500 или меньше чем 1000 тонн метанола в день. Она может быть, однако, масштабирована для крупномасштабной работы, а также уменьшена в размере без существенного ущерба.
Синтез-газ обычно содержит приблизительно 66% мол. водорода, 20% мол. моноксида углерода, 9% мол. диоксида углерода и 2% мол. метана. Он также будет содержать любой азот, который присутствовал в метане, исходно подаваемом в реформер, где образуется синтез-газ. Действительная композиция будет зависеть от давления и температуры, используемых в реформинге, способа реформинга (паровой реформинг, автотермический и др.), и от того, добавляется ли или присутствует диоксид углерода в потоке метана, подаваемом в реформер.
Система 10 включает в себя некоторое число реакторных комплектов 11, 13, 15, 17, расположенных последовательно, так что каждый нижерасположенный реакторный комплект получает отходящий поток из непосредственно вышерасположенного реакторного комплекта в качестве подаваемого потока, дополнительно перемещает подаваемый поток и выпускает поток 24 конденсированного метанола и поток 20 отходящего газа. Поток отходящего газа из самого нижнего реакторного комплекта образует поток 21 продувочного газа.
Как показано на фиг.3, каждый из реакторных комплектов 11, 13, 15, 17 включает в себя реактор 12, сепаратор 18 и теплообменник 22 подаваемый поток/отходящий поток. Каждый из реакторов 12 получает подаваемый поток 16 или 20 и выпускает поток 14 продукта. Поток 14 продукта от каждого из реакторов 12 направляется через соответствующий теплообменник 22, где он охлаждается путем теплообмена с исходным потоком 16 или 20 для реактора данного комплекта с конденсацией метанола из данного потока продукта. Поток 14 дополнительно охлаждается путем введения охлаждающего устройства в структуру теплообменника 22 подаваемый поток/отходящий поток, такого, что достигается термический контакт. Поток 14 продукта от каждого реакторного комплекта 11, 13, 15, 17 затем направляется в соответствующий сепаратор 18 любого подходящего типа, который, в свою очередь, обеспечивает возвращаемый поток 20 в реактор 12 нижеследующего реакторного комплекта. Как указано выше, возвращаемый поток 20 из сепаратора 18 последнего реакторного комплекта 15 выпускается в качестве потока 21 продувочного газа.
Реакторы 12 могут быть выбраны из любых подходящих типов реакторов для применения в реакции получения метанола, известных в данной области техники. Предпочтительно каждый реактор состоит из множества адиабатических слоев с охлаждением текучей среды способа после каждого слоя так, что производится пар, применяемый в качестве средства. Даже два адиабатических слоя на реактор достаточны, чтобы обеспечить правильную работу данного способа. Подходящие альтернативные реакторы могут рассматриваться путем сравнения с обычными метанольными реакторами, такими как паровые зачехленные трубы (или реактор Лурги), трубчатый охлаждаемый реактор от Davy-Synetix, реактор с адиабатическим слоем с более чем двумя слоями, или возможно реакторы с множеством адиабатических слоев сферической или радиальной геометрии среди прочих. Каждый реактор 12 содержит катализатор синтеза метанола, такой как катализатор, содержащий смесь восстановленный оксид цинка/оксид меди. Превращение обычно происходит при 40-100 бар и температурах свыше 200°С, обычно при 220-280°С, но не выше 310°С. Обычно поток 14 продукта будет содержать приблизительно 5% мол метанола. Более высокие величины конверсии могут быть достигнуты при меньших температурах, но при затрате больших объемов катализатора.
Теплообменники 22 предпочтительно выбирают пластинчатыми теплообменниками, такими как диффузионно-связанный пластинчатый теплообменник с вытравленными каналами, изготавливаемый Heatric of Dorset, UK, или теплообменники с развитой поверхностью, такие как диффузионно-связанный ребристый пластинчатый теплообменник, от Heatric, или паяный ребристый пластинчатый теплообменник, от Chart Industries of Bracknell, UK, спирально закрученный теплообменник или другие подходящие скомпонованные пластинчатые теплообменники в противоположность трубчатым теплообменникам с оболочкой предшествующего уровня техники. Эти типы теплообменников являются предпочтительными, так как теплообменники 22 пластинчатого типа или с развитой поверхностью способны обеспечивать близкую температуру потоков флюидов, проходящих через теплообменники 22, так что потоки продуктов выходят из теплообменников 22 с разницей температур до пяти (5) градусов между ними. Это эффективно минимизирует количество требуемой охлаждающей воды и максимизирует отбор пара из теплообменников 22, так что эти типы теплообменников имеют эффективность больше чем 7 NТU.
Теплообменники 22 также способны к многопоточной и/или противоточной работе, так что множество операций теплопереноса может иметь место в одном теплообменнике 22. Более конкретно, теплообменники 22 эффективно охлаждают метанольный компонент в каждом из потоков 14 продукта, конденсируя метанол в потоках 14 продукта и делая возможным удаление метанола в сепараторах 18 высокоэкономичным образом. Поток дополнительного охлаждающего устройства вводят в теплообменник, чтобы максимизировать конденсацию метанола. Кроме того, тепло, удерживаемое потоками 14 продукта, эффективно используется для повышения температуры подаваемого потока 16 и возвращаемых потоков 20 до входа потоков 16 и 20 в реактор 12. Метанол обычно начинает конденсироваться при 110°С в зависимости от концентрации и реакционного давления. Для эффективного удаления метанола (>75%), когда выходная концентрация является типичной (5%), теплообменники 22 предпочтительно конструируют, чтобы охлаждать потоки 16 продукта ниже 60°С путем введения потока охлаждающего средства в теплообменник подаваемый поток/отходящий поток. Более предпочтительно, возвращаемый в реактор поток 20 может проходить через единственный пластинчатый теплообменник 22, где в первой секции газ охлаждается высокотемпературным охладителем, таким как сжатая вода при 200-250°С. Во второй секции теплообменника 22 реакторные газы затем охлаждаются посредством термического контакта с входным реакторным потоком 16. Наконец, в третьей секции реакторные газы охлаждаются охлаждающей водой с конденсацией воды.
Хотя система 10, показанная на фиг.3, демонстрирует четыре реакторных комплекта 11, 13, 15, 17, число реакторных комплектов и составляющих компонентов каждого реакторного комплекта может меняться по желанию. Например, оптимальная работа показанного варианта осуществления с четырьмя реакторами 12 требует строгого регулирования композиции синтез-газа в исходном потоке 16, чтобы сохранять стехиометрическое отношение [(Н2-СО2)/(СО+СО2)] от 2:1 до 3:1 и предпочтительно от 2,1-2,2/1, чтобы достигать 95-процентной конверсии синтез-газа в метанол, требуемой для экономически выгодного способа. Однако посредством добавления дополнительных реакторных комплектов, до десяти (10), система будет способна давать приемлемые общие конверсии синтез-газа (т.е. свыше 95% для СО(х) или свыше 90% для Н2) с более широким диапазоном композиций подаваемого газа, имеющих отношения от 3:1 до 2:1, и/или для исходных газов с изменяющимися композициями, такими как присутствуют в стимулируемых СО2 месторождениях газа.
Согласно фиг.4, в более конкретном варианте осуществления данного изобретения система 10' включает в себя реакторную емкость 27, которая определяет число реакционных зон 26 в ней, каждая из которых содержит реактор 12 для соответствующего реакторного комплекта 11', 13', 15' и т.д. Система 10' также включает в себя емкость 30 сепарации, которая определяет число зон 32 сепарации в ней для каждого реакторного комплекта 11', 13', 15' и т.д. Емкости 27 и 30 конструируют таким образом, который позволяет емкостям 27 и 30 выдерживать повышенную температуру (от 200°С до 310°С) и давление (40-100 бар), требуемые для реакции получения метанола. Для разделения разных реакционных зон 26 разделяющие стенки 28 располагаются между соседними зонами 26. Так как все реакционные зоны 26 располагаются внутри емкости 27, только разница давлений между зонами 26 представляет собой перепад давления между потоками способа, втекающими в последовательные реакционные зоны 26 и вытекающие из них, которая обычно составляет приблизительно 0,2-2,0 бар. Таким образом, разделяющие стенки 28 сооружают из материалов, которые должны выдерживать только разницу давлений приблизительно 0,2-2,0 бар, которые гораздо дешевле, чем материалы, образующие емкость 27, и стенки 28 могут иметь простую сварную конструкцию. Легкость сооружения может приводить к конструкции, которая применяет больше чем одну реакторную емкость, обеспечивая множество реакторных зон, и больше чем одну емкость сепарации, обеспечивая сепараторы метанола. Кроме того, доступ к каждой из зон 26 может обеспечиваться через стенки 28 во внутренней точке доступа (не показана), способной выдерживать 2 бар давления, вместо внешней точки доступа (не показана), требующей конструкцию, выдерживающую давление от сорока (40) до ста (100) бар. Также с включением реакторов 12, теплообменников 22 и сепараторов 18 в разные емкости 27 и 30, и блоком 40 теплообмена, будет обсуждаться, система 10 может функционировать при том же давлении, как реформер (не показан), который подает синтез-газ в систему 10, устраняя необходимость компрессии синтез-газа перед подачей в систему 10.
Аналогично, конкретный вариант осуществления системы 10' также включает в себя емкость 30 сепарации, которая определяет число зон 32 сепарации или отделяет емкости, каждая из которых содержит теплообменник 22 и сепаратор 18 для соответствующего реакторного комплекта 11', 13', 15'. Зоны 32 сепарации отделяются одна от другой разделяющими стенками 34. Опять, так как перепад давления между соседними зонами 32 сепарации очень низкий, например меньше чем два (2) бара, разделяющие стенки могут быть изготовлены из материалов подобно стенкам 28 и гораздо менее дорогим, чем материалы, применяемые для сооружения емкости 30 сепарации. Кроме того, как показано на фиг.6, вследствие малого перепада давления между зонами 32, может использоваться сливная система 36, которая соединяет каждую из зон 32 и позволяет потоку 24 конденсированного метанола течь из зоны 32 сепарации вниз по дренажной трубе 38 в соседнюю зону 32 сепарации под действием разницы давлений между зонами 32 сепарации. Дренажная труба 38 и сливная система 36 тем самым позволяют потоку 24 метанола течь между соответствующими зонами 32 сепарации или отделенными емкостями, образуя объединенный поток 25, без необходимости активного регулирования уровня метанола в зонах 32 сепарации и поддерживая газовый затвор. В простейшей конструкции зоны 32 могут быть образованы с входом смешанной фазы (поток 14 продукта), верхним выходом газа (возвращаемый поток 20) и нижним выходом жидкости (поток 24 метанола), когда жидкость может непосредственно оседать из газа смешанной фазы под действием гравитации.
Как показано на фиг.4 и 5, теплообменники 22 также могут быть включены в один блок 40, где все теплообменники 22 располагаются, выравнивая в линию точки входа и выхода (не показаны) для охлаждающей жидкости, текущей через теплообменники 22, так что они могут соединяться головной частью 42, которая в свою очередь функционально соединяется с трубой 44, распределяя поток охлаждающего флюида на вход 45 каждого соответствующего теплообменника 22. Так как теплообменники 22 образованы из теплообменников пластинчатого типа или с развитой поверхностью, таких как теплообменники с вытравленными каналами, единственная головная часть 42 может быть использована для одного флюида, подаваемого в каждый из теплообменников 22, чтобы обеспечить охлаждающую воду и/или нагретый пар в теплообменники 22. Подобный тип головной части (не показана), но с разделяющими стенками (не показаны) также может размещаться на каждом теплообменнике 22 в блоке 40, который сконструирован так, чтобы функционировать как реакционная зона, которая заменяет зоны 26 в емкости 27 путем размещения катализатора реакции в данной головной части, которая получает подаваемый поток 14 или один из возвращаемых потоков 20 из зон 32 сепарации. Данная головная часть позволяет реакции образования метанола протекать внутри головной части и затем перенаправляет поток 16 продукта с метанолом и излишком синтез-газа обратно в теплообменник 22, к которому данная головная часть присоединяется.
В конкретных вариантах осуществления на фиг.4-6, где система 10' получения метанола включает в себя реакторную емкость 27 с множеством реакционных зон 26, блок 40 с теплообменниками 22 и емкость 30 сепарации с зонами 32 сепарации, система 10' может быть разработана для сооружения либо в виде подвижного узла, либо в виде закрепленного узла, который имеет способность синтезировать от 1 до 500 метрических тонн метанола в день. Также в добавление к применению системы 10' в виде одиночно стоящего узла, система 10' может быть соединена с потоком продувочного газа из реактора с петлей циркуляции или любой другой системы получения метанола, чтобы увеличивать конверсию реактора с петлей циркуляции или комплекта множества реакторов путем использования продувочного газа в качестве подаваемого потока 16 для реакторного комплекта 10'. Такое применение особенно выгодно, когда система 10' реакторных комплектов образована с реакторной емкостью 27, блоком 40 теплообмена и емкостью 30 сепарации.
Обращаясь к рисунку на фиг.7, показан другой вариант осуществления настоящего изобретения, в котором система 10 используется в качестве системы 52 извлечения метанола, которая функционально соединяется с потоком 50 продувочного газа компрессора 260 циркуляции системы 100 с петлей рециркуляции, подобно описанной ранее системе 10'. Система 52 включает в себя реакторы 54, 54', 54", функционально соединяющиеся друг с другом и которые предпочтительно образованы в виде простых адиабатических реакторов. Поток 50 продувочного газа, выходящий из компрессора 260 циркуляции, сначала проходит через первый теплообменник 56 для предварительного нагрева потока 50 продувочного газа перед входом в первый реактор 54. Поток 50 продувочного газа нагревается потоком 58 продукта первого реактора, который выходит из первого реактора 54 и проходит через первый теплообменник 56, вступая в термический контакт и повышая температуру потока 50 продувочного газа. Одновременно поток 50 продувочного газа понижает температуру первого потока 58 продукта, который состоит из метанола и еще не прореагировавшего продувочного газа. Этот, теперь охлажденный, первый поток 58 продукта затем проходит из первого теплообменника 56 в первый сепаратор 60, где поток 58 продукта дополнительно охлаждается, образуя первый поток 62 метанола и первый поток 64 непрореагировавшего продувочного газа. Первый поток 62 метанола собирается из первого сепаратора 60, образуя поток 90 метанольного продукта, тогда как первый поток 64 непрореагировавшего продувочного газа направляется во второй теплообменник 56', чтобы охлаждать и нагреваться вторым потоком 58' продукта, приходящим из второго реактора 54' системы 52 извлечения метанола таким же образом, как описано для первого теплообменника 56. Кроме того, второй поток 58' продукта, выходящий из второго реактора 54', обрабатывается вторым теплообменником 56' и вторым сепаратором 60' аналогично потоку 58 продукта, выходящему из первого реактора 54, чтобы генерировать второй поток 62' метанола, который собирается из второго сепаратора 60' и добавляется к потоку 90 метанольного продукта, и второй поток 64' непрореагировавшего продувочного газа.
Второй поток 64' непрореагировавшего продувочного газа направляется из второго сепаратора 60' в третий реактор 54" через третий теплообменник 56" таким же образом, как описано выше для прохода потока 50 продувочного газа и первого потока 54 непрореагировавшего продувочного газа через теплообменники 56 и 56'. Третий реактор 54" использует второй поток 64" непрореагировавшего продувочного газа, чтобы генерировать третий поток 58" продукта, который направляется через теплообменник 56" в третий сепаратор 60", который образует собираемый третий поток 62" метанола, который добавляется к потоку 90 метанольного продукта, и третий поток 54" продувочного газа, который выпускается из системы 52.
Число реакторов 54, 54' и 54" может меняться по необходимости от одного до любого требуемого количества для желаемой конверсии метанола и может выбираться из любых подходящих типов реакторов для применения в реакции получения метанола, известных в данной области техники. Предпочтительно, каждый реактор состоит из простого адиабатического реактора и, наиболее предпочтительно, с множеством адиабатических слоев с охлаждением флюида данного способа после каждого слоя, так что производится пар, применяемый в качестве средства. Даже два адиабатических слоя на реактор достаточны для корректной работы данного способа. Подходящие альтернативные реакторы могут быть выбраны аналогично реакторам, описанным выше в качестве альтернатив для реакторов 12, применяемых в системе 10.
Теплообменники 56, 56' и 56" сооружаются аналогично теплообменникам 22, обсуждаемым ранее, и предпочтительно выбираются среди пластинчатых теплообменников, таких как диффузионно-связанный теплообменник с вытравленными каналами, или теплообменников с развитой поверхностью, таких как диффузионно-связанный ребристый пластинчатый теплообменник или паяный ребристый пластинчатый теплообменник, в противоположность трубчатым теплообменникам с оболочкой предшествующего уровня техники. Эти типы теплообменников являются предпочтительными по тем же причинам, что описаны в отношении теплообменников 22, применяемых в системе 10, а именно благодаря их способности обеспечивать близкую температуру потоков флюидов, проходящих через теплообменники 56, 56' и 56", и способности этих теплообменников функционировать многопоточным и/или противоточным образом. Это эффективно минимизирует количество требуемой охлаждающей воды и максимизирует отбор пара из теплообменников 56, 56' и 56". В результате, теплообменники 56, 56' и 56" также эффективно охлаждают метанольный компонент в каждом из потоков 58, 58' и 58" продуктов, конденсируя метанол в потоках 58, 58' и 58" продуктов и делая возможным удаление метанола в сепараторах 60, 60' и 60" высокоэкономичным образом.
Дополнительно, потоки 58, 58' и 58" реакторных продуктов могут охлаждаться с помощью потока средства (не показано) перед входом в теплообменники 56, 56' и 56". Существенно, что отсутствует компрессор циркуляции, хотя система все еще эффективно функционирует, что позволяет экономично использовать ее в относительно маломасштабных приложениях, производящих приблизительно от 1000 до 1500 тонн метанола в день. Она может быть, однако, масштабирована для крупномасштабной работы, а также уменьшена в размере без существенного ущерба.
Кроме того, система 52 извлечения метанола может включать в себя комбинацию элементов (не показаны), которые функционируют как каждый из теплообменников 56, 56' и 56" и сепараторов 60, 60' и 60", минимизируя число компонентов, применяемых в системе 52 извлечения метанола.
Кроме того, система 52 извлечения метанола может применяться в виде отдельно устанавливаемой стационарной или подвижной системы и/или в виде дополнений к существующей системе 100 реакторов с петлей циркуляции или существующей системе 320 каскадных реакторов, чтобы дополнительно увеличивать процент превращения в метанол этих предварительно существующих реакторов или сохранять общее превращение модифицированного способа, несмотря на смягчение эффективности способа рециркуляции посредством, например, снижения скорости рецикла. Также система 52 может применяться с системами 10, которые производят другие соединения, получаемые по реакциям, ограничиваемым равновесием, такие как высшие спирты или диметиловый эфир, среди прочих.
Различные альтернативы предполагаются находящимися внутри объема последующей формулы изобретения, конкретно указывающей и отчетливо заявляющей предмет данного изобретения.
Реферат
Изобретение относится к многореакторной системе и способу для производства продукта, получаемого по ограничиваемой равновесием реакции. Система содержит реакторную емкость, выполненную с возможностью выдерживания рабочих температур и давлений реакции получения продукта, причем реакторная емкость содержит множество реакционных зон, образованных в реакторной емкости с помощью разделительных стенок, емкость сепарации, выполненную с возможностью выдерживания рабочих температур и давлений реакции получения продукта, причем емкость сепарации содержит множество зон сепарации, образованных в емкости сепарации с помощью разделительных стенок, и реакторные комплекты, содержащие множество теплообменников подаваемый поток/отходящий поток. Причем теплообменник первого реакторного комплекта функционально соединен с реакционной зоной подаваемым потоком, а теплообменники остальных реакторных комплектов функционально соединены с реакционной зоной возвращаемым потоком. Изобретение обеспечивает экономику и эффективность метанольной каскадной системы. 4 н. и 16 з.п. ф-лы, 7 ил.
Формула
a) реакторную емкость (27), выполненную с возможностью выдерживания рабочих температур и давлений реакции получения продукта, причем реакторная емкость (27) содержит множество реакционных зон (26), образованных в реакторной емкости (27) с помощью разделительных стенок, проходящих по реакторной емкости (27) для образования реакционных зон (26), причем разделительные стенки (28) выполнены с возможностью выдерживания перепада температуры и давления в каждой соседней реакционной зоне (26);
b) емкость (30) сепарации, выполненную с возможностью выдерживания рабочих температур и давлений реакции получения продукта, причем емкость (30) сепарации содержит множество зон (32) сепарации, образованных в емкости (30) сепарации с помощью разделительных стенок, проходящих по емкости (30) сепарации для образования зон (32) сепарации, причем каждая разделительная стенка выполнена с возможностью выдерживания перепада температуры и давления в соседних зонах (32) сепарации; и
c) реакторные комплекты (11, 13, 15, 17), содержащие множество теплообменников (22) подаваемый поток/отходящий поток, причем теплообменник (22) первого реакторного комплекта (11) функционально соединен с реакционной зоной (26) подаваемым потоком (16) и теплообменники (22) остальных реакторных комплектов (13, 15, 17) функционально соединены с реакционной зоной (26) возвращаемым потоком (20).
a) реакторную емкость (27), выполненную с возможностью выдерживания рабочих температур и давлений реакции получения продукта,
b) множество разделительных стенок (28), проходящих по внутренней части реакторной емкости для образования множества реакционных зон (26) в реакторной емкости (27), причем разделительные стенки (28) выполнены с возможностью выдерживания перепада температуры и давления в соседних реакционных зонах (26).
a) емкость (30) сепарации, выполненную с возможностью выдерживания рабочих температур и давлений реакции получения продукта, и
b) множество разделительных стенок (34), проходящих по внутренней части емкости (30) сепарации для образования зон (32) сепарации, причем разделительные стенки (34) выполнены с возможностью выдерживания перепада температуры и давления в соседних реакционных зонах (32).
a) обеспечивают систему по п.1;
b) направляют подаваемый поток (16) через указанную систему;
d) выводят поток (24) собранного продукта из указанной системы.
Комментарии