Прессующий валец - RU2632343C2
Код документа: RU2632343C2
Чертежи



Описание
Изобретение относится к прессующему вальцу для вальцового пресса, в частности для брикетирования, прессования или измельчения гранулированного материала, со стержнем вальца и закрепленным на стержне вальца охлажденным или выполненным с возможностью охлаждения бандажом.
Вальцовый пресс имеет, как правило, два вращающихся в противоположных направлениях прессующих вальца. При брикетировании или прессовании гранулированный сыпучий материал уплотняется между вальцами. Для этого бандаж со стороны наружной периферии оснащен, как правило, пресс-формами, к примеру матрицами для брикетирования или прессования. Изобретение включает в себя, однако, и прессующие вальцы с бандажами, которые снабжены другим износозащитным слоем, к примеру для измельчения материала под высоким давлением.
В частности, при горячем брикетировании или при горячем прессовании прессующие вальцы вследствие взаимодействия с обрабатываемым материалом подвергаются воздействию высоких температур, так что и температура самих бандажей повышается. Это имеет место, к примеру, при переработке восстановленных железных руд или губчатого железа, температуры которых могут составлять свыше 900°C. При высоких температурах бандажи и, в частности, закрепленные на них пресс-формы, к примеру матрицы, подвергаются, как правило, сильному износу. Для ограничения износа уже было предложено охлаждать прессующие вальцы или их бандажи, к примеру методом водяного охлаждения.
Так в выкладном описании к изобретению DE 1029723 уже был описан прессующий валец для вальцового пресса, который состоит из полого корпуса вальца и бандажа, причем цилиндрическая наружная поверхность вальца по своей периферии в зоне подвергнутого термоусадке бандажа оснащена винтообразным пазом, который совместно с бандажом образует канал для охлаждающего или нагревающего средства. Охлаждающие каналы расположены, таким образом, как бы между стержнем вальца и бандажом.
То же самое относится к прессующему вальцу, описанному в немецкой патентной заявке DE 809546, с подвергнутой термоусадке на стержень вальца наружной поверхностью вальца, в которой каналы выполнены в виде пазов на поверхности оси вальца, которые на каждой стороне входят в кольцевое пространство с отверстиями к центру оси.
Прессующий валец с охлаждением известен из DE 2536670 А1. В данном варианте осуществления охлаждение стержня вальца осуществляется через несколько имеющих параллельные оси охлаждающих каналов, которые интегрированы в сам стержень вальца. Наружная поверхность вальца состоит из множества сегментов, граничащих по периферии с имеющими параллельные оси продольными кромками и соединенных на концах со стержнем вальца с возможностью разъема.
Чтобы уменьшить охлаждение пресс-форм и, тем самым, износ пресс-форм, уже предлагалось также интегрировать в саму наружную поверхность вальца имеющие параллельные оси охлаждающие отверстия, которые соединены с каналами для подачи и отведения охлаждающей среды в стержне вальца (см. DE 2536668 А1). И в этом варианте осуществления наружная поверхность образуется посредством множества сегментов, закрепленных на стержне разъемным образом. Помещенные в сегменты, имеющие параллельные оси охлаждающие каналы соединены со сформированными в стержне вальца радиальными отверстиями посредством соединительных средств, к примеру изогнутых участков трубопровода. В альтернативном варианте предлагается присоединить каналы, все или группами, к одному или нескольким кольцевым трубопроводам, которые затем соединены с радиальным подающим или отводящим отверстием в стержне вальца. На практике и они должен быть реализованы посредством отдельных трубопроводов, стальных гофрированных рукавов и т.д., так как используется наружная поверхность, состоящая из нескольких сегментов.
Прессующий валец ранее описанного типа известен, к примеру, из DE 19833456 А1. При этом сбоку на бандаже закреплены направляющие или распределительные кольца, которые располагаются непосредственно на торцевых сторонах бандажа. Направляющие или распределительные кольца имеют на своей соответствующей торцевой стороне бандажа внутренней стороне круговые кольцевые пазы, которые распределяют охлаждающую среду по всей закрытой направляющим кольцом зоне торцевой стороны бандажа. Направляющие или распределительные кольца, соответственно, посредством отдельных трубных соединений соединены с радиальными подающими и отводящими каналами.
Исходя из известного уровня техники в основе изобретения лежит техническая задача создания прессующего вальца для вальцового пресса ранее описанного типа, отличающегося улучшенной схемой охлаждения.
Для решения данной задачи изобретение предлагает прессующий валец для вальцового пресса, со стержнем вальца и закрепленным на стержне вальца охлажденным или выполненным с возможностью охлаждения бандажом,
причем в бандаже ниже наружной поверхности бандажа, то есть рабочей поверхности, сформировано несколько распределенных по периферии, имеющих параллельные оси охлаждающих каналов, которые посредством радиально проходящих подающих и отводящих каналов соединены с аксиальным центральным каналом в стержне вальца,
причем на стержне вальца расположены, по меньшей мере, два подсоединенных соответственно с торцевой стороны к бандажу распределительных кольца, в которых расположены проходящие в направлении периферии кольцевые каналы, которые (соответственно напрямую) соединены, с одной стороны, с радиальными подающими и отводящими каналами, а с другой стороны, с имеющими параллельные оси охлаждающими каналами.
Такой прессующий валец назначен, в частности, для брикетирования или прессования и особо предпочтительно для горячего брикетирования или горячего прессования. Изобретение включает в себя, однако, и прессующие вальцы для других областей применения, к примеру для дробления или измельчения гранулированного материала.
Изобретение исходит при этом, прежде всего, из научных выводов о том, что эффективное охлаждение достигается посредством расположенных внутри бандажа охлаждающих каналов. Охлаждающие каналы располагаются поэтому очень близко к поверхности бандажа или близко к расположенным на бандаже пресс-формам и/или износозащитным слоям, так что охлаждение осуществляется там, где производится и подача тепла. Такое эффективное охлаждение приводит, в частности, к увеличению срока службы и к уменьшению эксплуатационных расходов, так как износ бандажа или расположенных на нем пресс-форм существенно снижается. Кроме того, ввиду охлаждения бандажа возможно безаварийное закрепление осуществленных в предпочтительном варианте монолитными и полностью круговыми кольцевых бандажей на стержне вальца, а именно, в частности, методом напрессовки в горячем состоянии. Опасность того, что напрессованный бандаж в результате нагревания отделиться от стержня вальца, более не актуальна. Наконец, вследствие охлаждения повышается производительность вальцового пресса, так как, в целом, можно работать с большей пропускной способностью, не увеличивая температуру рабочего инструмента. Далее, в результате охлаждения и, тем самым, оптимизированного по напряжению варианта осуществления, предотвращаются повреждения, к примеру вследствие трещинообразования. Эти преимущества в соответствии с изобретением, в частности, также технологически простым способом могут быть достигнуты посредством того, что предусмотрено, по меньшей мере, два соответственно с торцевой стороны подсоединенных к бандажу распределительных кольца, в которых расположены проходящие в направлении периферии кольцевые каналы, соединенные, с одной стороны, с радиальными подающими и отводящими каналами, а с другой стороны, с имеющими параллельные оси охлаждающими каналами. Распределительные кольца посредством встроенных в них кольцевых каналов обеспечивают эффективное распределение охлаждающей среды, к примеру охлаждающей жидкости, предпочтительно воды или нечто аналогичного. В ходе изготовления можно отказаться от использования дорогостоящих трубопроводных систем, стальных гофрированных рукавов или других соединительных средств. Так как посредством отдельно изготовленных распределительных колец, в которые интегрированы кольцевые каналы, производится безупречное разделение охлаждающей среды. Охлаждающая среда попадает из центрального канала через ориентированные в радиальном направлении подающие и отводящие каналы в распределительное кольцо и там, через кольцевой канал, разделяется на отдельные имеющие параллельные оси охлаждающие каналы.
В соответствии с изобретением радиальные подающие и отводящие каналы, с одной стороны, и имеющие параллельные оси охлаждающие каналы, с другой стороны, соединены посредством распределительных колец, и притом, при отказе от использования отдельных систем трубопроводов, стальных гофрированных рукавов или нечто подобного. Это удается, к примеру, благодаря тому, что распределительные кольца при промежуточном подсоединении уплотнений подсоединены непосредственно к бандажу и к стержню вальца. Для этого распределительные кольца расположены, соответственно, в зоне радиальных подающих и отводящих каналов на стержне вальца, так что они перекрывают радиальные подающие и отводящее каналы. В аксиальном разрезе вальца закрепленные с обеих сторон на бандаже распределительные кольца проходят, следовательно, выше радиальных подающих и отводящих каналов, так что распределительные кольца непосредственно при промежуточном подсоединении уплотнений и без использования отдельных трубопроводов, стальных гофрированных рукавов или нечто подобного, могут быть закреплены на стержне вальца и подсоединены к радиальным подающим и отводящим каналам. Под уплотнениями между распределительным кольцом и стержнем вальца понимаются в особо предпочтительном варианте кольцеобразные уплотнительные элементы, к примеру уплотнительные кольца круглого сечения. Под уплотнениями между распределительным кольцом и бандажом понимаются в особо предпочтительном варианте плоские уплотнения.
Вариант осуществления в соответствии с изобретением отличается особенно простой конструкцией и оптимизированным процессом охлаждения. Отказ от специальных соединительных труб или нечто подобного позволяет в полной мере использовать ширину вальца, так что можно работать с более широкими бандажами или сегментами. Благодаря этому оптимизируется и процесс охлаждения, так что неожиданным образом распределительные кольца, несмотря на высокие температуры, непосредственно при промежуточном подсоединении соответствующих уплотнений, могут быть подсоединены к стержню вальца, без необходимости использования, к примеру, гофрированных рукавов.
При этом распределительные кольца в особо предпочтительном варианте осуществлены, соответственно, в виде полностью круговых монолитных распределительных колец, к примеру из стали. Необходимые каналы могут быть сформированы в распределительных кольцах посредством обработки резанием. Эти отдельные распределительные кольца имеют, кроме того, то преимущество, что они могут использоваться еще многократно вне зависимости от бандажа, к примеру, когда бандаж, вследствие соответствующего износа, должен быть заменен. Таким образом, имеется, к примеру, возможность закреплять распределительные кольца лишь на бандаже (а не на стержне вальца), к примеру разъемным образом посредством винтовых соединений.
Технологически наиболее просто распределительное кольцо можно изготовить, если в распределительных кольцах выбраны пазы со стороны внутренней периферии, которые в направлении внутренней периферии проходят, по меньшей мере, по одной части внутренней периферии и которые в смонтированном состоянии распределительного кольца образуют со стержнем вальца кольцевые каналы. Следовательно, нет необходимости в том, чтобы «полностью» интегрировать кольцевые каналы в распределительные кольца, а технологически просто можно сформировать открытые пазы со стороны внутренней периферии, так что, в конце концов, в ходе монтажа образуются кольцевые каналы, причем кольцевые каналы в этом случае с одной стороны будут ограничены поверхностью стержня вальца.
При этом целесообразно подсоединять распределительные кольца к бандажу и/или к стержню вальца при промежуточном подсоединении уплотнений. В предпочтительном варианте предусмотрены как уплотнения между бандажом и распределительным кольцом, с одной стороны, так и между бандажом и стержнем вальца, с другой стороны. Уплотнение между распределительным кольцом и стержнем вальца целесообразно, в частности, тогда, когда посредством описанных пазов образуются кольцевые каналы. Уплотнения между распределительным кольцом и бандажом предпочтительны, так как кольцевой канал через соответствующие соединительные каналы подсоединен к отдельным охлаждающим каналам, причем эти соединительные каналы могут быть осуществлены, к примеру, в виде направляющих каналов. В качестве уплотнений могут использоваться, к примеру, графитовые уплотнения или графитовослоистые уплотнения.
В рамках изобретения предусмотрено, что в каждое распределительное кольцо интегрирован лишь один-единственный, полностью круговой по всей периферии, кольцевой канал. Преимущество состоит в том, что тогда для каждого распределительного кольца необходимо также лишь одно радиальное подающее или отводящее отверстие, так что на стабильность стержня вальца в этом случае оказывается лишь минимальное воздействие. В соответствии с предпочтительным вариантом осуществления в каждом распределительном кольце может быть сформировано, однако, и несколько кольцевых каналов, проходящих соответственно не по всей периферии, а по определенному вписанному углу, к примеру от 90 до 180°, которые соответственно посредством отдельных подающих или отводящих каналов подсоединены к центральному каналу. Так, можно работать, к примеру, с двумя кольцевыми каналами на одно распределительное кольцо, проходящими соответственно по вписанному углу в 180°. Такой вариант осуществления имеет преимущество в том, что распределение охлаждающей среды, в частности, с точки зрения максимально равномерного распределения и, тем самым, однородной охлаждающей способности, может быть оптимизировано. При таком варианте осуществления, к примеру, с двумя кольцевыми каналами необходимы тогда лишь два подающих канала и два отводящих канала, так что можно работать также с относительно небольшим количеством отверстий в стержне вальца. В принципе, однородное распределение охлаждения могло бы быть оптимизировано посредством последующего распределения на большое количество кольцевых каналов. Однако это могло бы, в силу необходимого в этом случае большого количества радиальных отверстий, оказать негативное воздействие на стабильность вальца, так что в предпочтительном варианте предполагается работать не более чем с четырьмя кольцевыми каналами или участками каналов на одно распределительное кольцо.
Для улучшения распределения охлаждающей среды и реализации максимально однородного охлаждения в соответствии со следующим предложением изобретения целесообразным является интегрировать в охлаждающие каналы или в некоторые охлаждающие каналы дроссельные устройства, которые уменьшают поперечное сечение потока отдельных охлаждающих каналов на заданную величину. Изобретение исходит при этом из тезиса о том, что, прежде всего, технологически рационально изготавливать все охлаждающие каналы с одинаковым поперечным сечением. В зависимости от геометрии кольцевого канала и, в частности, от положения подающих каналов, можно получить, однако, неоднородное охлаждение, так как, выходя из радиального подающего канала, не во все охлаждающие каналы охлаждающая жидкость подается равномерно. Это обстоятельство может быть разрешено в предпочтительном варианте осуществления изобретения посредством того, что некоторые охлаждающие каналы снабжаются соответствующими дроссельными устройствами. При этом в предпочтительном варианте речь идет о простом уменьшении диаметра, которое может быть реализовано, к примеру, посредством использования соответствующих кольцевых элементов или заслонок, которые интегрируются в охлаждающие каналы или присоединяются к охлаждающим каналам. В предпочтительном варианте эти элементы или заслонки интегрируются не непосредственно в охлаждающе каналы, расположенные непосредственно в бандаже, а в граничащие с ними участки в распределительных кольцах. При этом заранее, посредством соответствующих расчетов и в предпочтительном варианте посредством соответствующих испытаний, можно определить, какие охлаждающие магистрали следует снабдить соответствующими дроссельными устройствами или какие дроссельные устройства следует предусмотреть для обеспечения соответствующей охлаждающей способности, причем в различных охлаждающих магистралях могут быть использованы совершенно разные дроссельные устройства. Так, может быть целесообразным реализовать в отдельных охлаждающих магистралях уменьшение диаметра более чем на 20%, а при определенных обстоятельствах даже более чем на 40%. Во всяком случае, при помощи соответствующих дроссельных устройств можно реализовать в целом безупречное однородное охлаждение и притом даже тогда, когда работают лишь с одним или двумя кольцевыми каналами на одно распределительное кольцо.
Распределительное кольцо в предпочтительном варианте изготовлено из стали. То же самое, как правило, относится и к стержню вальца. Бандаж также может быть изготовлен из стали, причем расположенные на бандаже пресс-формы и износозащитный слой в предпочтительном варианте изготавливаются методом порошковой металлургии и закрепляются на бандаже, к примеру посредством изостатического горячего прессования (HIP). В особо предпочтительном варианте важные с точки зрения изобретения охлаждающие каналы используются, следовательно, в бандаже, пресс-формы и/или износозащитный слой которого изготовлены методом порошковой металлургии, к примеру методом изостатического горячего прессования.
Изобретение реализуется в предпочтительном варианте применительно к монолитному, полностью круговому кольцевому бандажу. В предпочтительном варианте он подвергается термоусадке на стержне. Изобретение включает в себя, однако, и другие типы закрепления, к примеру склеивание или закрепление посредством призматической шпонки.
Изобретение поясняется далее более детально на основании представляющего лишь один пример осуществления чертежа, на котором представлено:
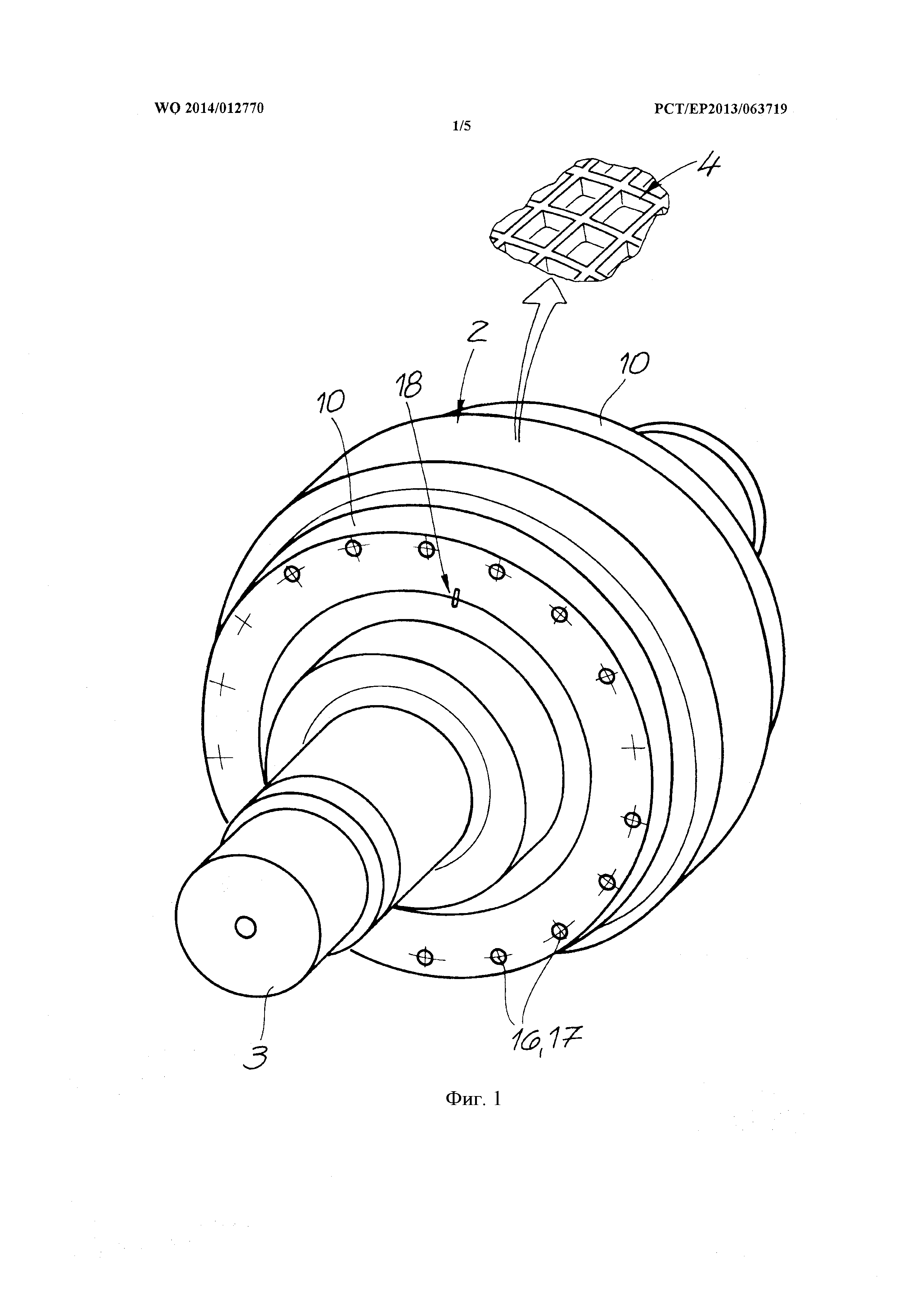
фиг. 1 - прессующий валец в соответствии с изобретением в перспективном изображении,
фиг. 2 - аксиальный разрез предмета изобретения в соответствии с фиг. 2,
фиг. 3 - упрощенный аксиальный разрез (в другой плоскости разреза),
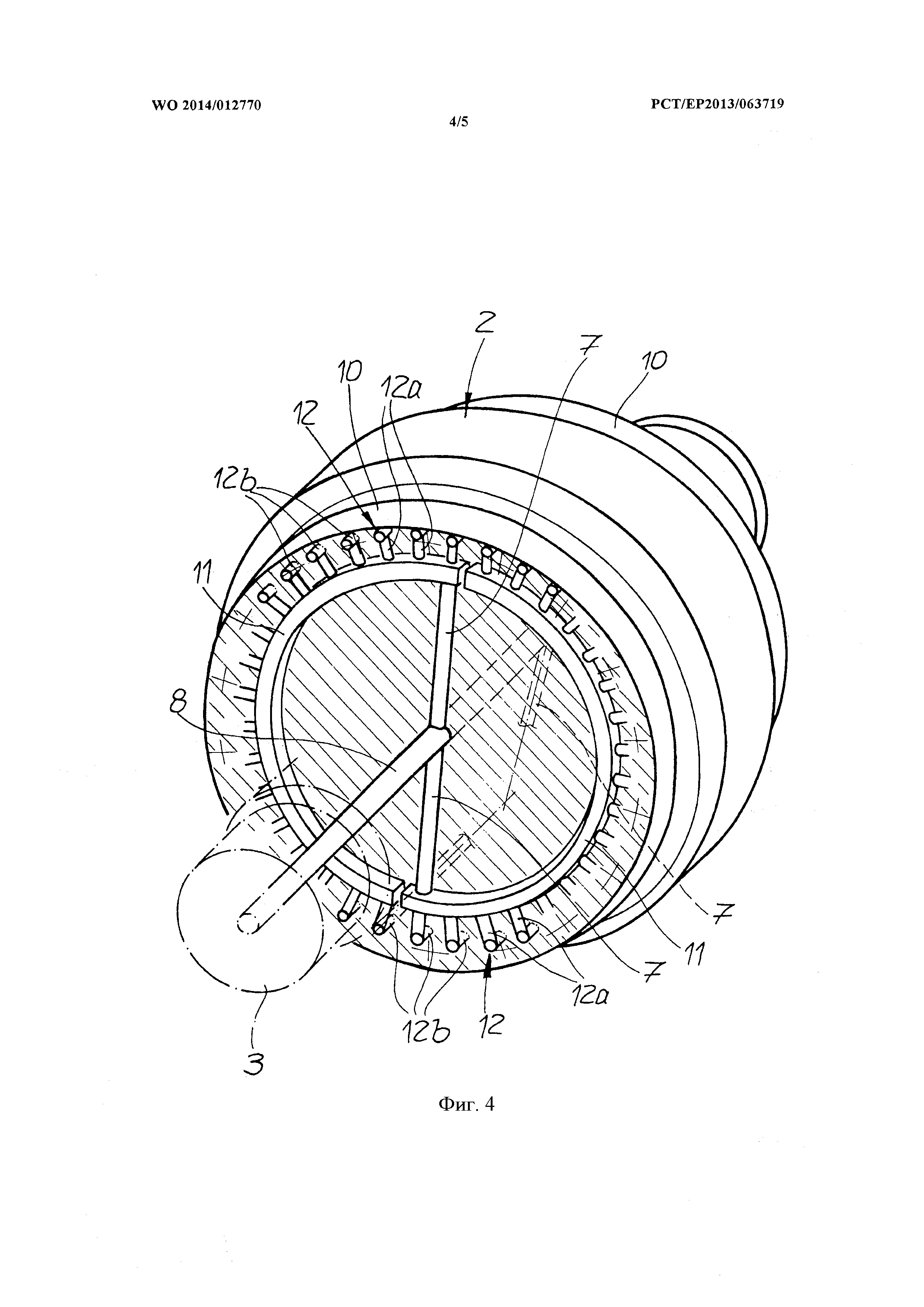
фиг. 4 - предмет изобретения в соответствии с фиг. 1 на «частично открытом» виде и
фиг. 5 - частичный разрез предмета изобретения в соответствии с фиг. 2 на другом виде.
Фиг. 1 демонстрирует прессующий валец для вальцового пресса, в частности для брикетирования или прессования и особо предпочтительно для горячего брикетирования или горячего прессования гранулированного материала. Такой прессующий валец состоит в своей базовой комплектации из стержня 1 вальца и закрепленного на стержне 1 вальца бандажа 2. Стержень 1 вальца осуществлен монолитно с валом 3, который при промежуточном подсоединении опор 5 с возможностью вращения установлен на не изображенной раме машины. Бандаж 2 осуществлен как полностью круговой монолитный кольцевой бандаж, который, к примеру, посредством термической усадки закреплен на стержне 1 вальца. Со стороны наружной периферии бандаж 2 оснащен пресс-формами 4, которые могут быть осуществлены, к примеру, в виде матриц для брикетирования или прессования. Эта пресс-форма 4 на фигурах лишь обозначена. Бандаж 2 изготовлен при этом, к примеру, из стали, причем пресс-формы 4 изготовлены в виде слоя износа, к примеру методом порошковой металлургии, и установлены на бандаже 2, к примеру посредством метода изостатического горячего прессования. Таким образом, мы получаем монолитно изготовленный бандаж 2 с интегрированными в него инструментами или матрицами.
Прессующий валец оснащен в соответствии с изобретением устройством жидкостного охлаждения, к примеру водяного охлаждения. Для этого в бандаж 2 ниже поверхности бандажа или ниже инструментов 4 интегрировано множество распределенных по периферии и охлаждающих каналов 6, оси которых располагаются параллельно друг другу. Можно видеть, что эти имеющие параллельные оси охлаждающие каналы 6 встроены не в стержень 1 вальца, а в бандаж 2, так что имеет место особенно эффективное охлаждение поверхности вальца или инструментов 4. Эти имеющие параллельные оси охлаждающие каналы посредством радиально расположенных подающих и отводящих каналов 7 соединены с аксиальным центральным каналом 8 в стержне 1 вальца. Этот центральный канал 8 посредством соответствующего вращающегося коллектора соединен с устройством 9 подачи и выпуска жидкости, установленным сбоку на валу 3 вальца.
В соответствии с изобретением распределение охлаждающей среды осуществляется посредством двух присоединенных к бандажу соответственно с торцевых сторон распределительных колец 10. Речь идет о специально изготовленных, полностью круговых монолитных распределительных кольцах 10, которые могут изготавливаться, к примеру, из стали и сбоку подсоединяться к бандажу 2. В каждое из этих распределительных колец 10 встроен один или несколько кольцевых каналов 11, проходящих вдоль направления периферии распределительных колец 10 и соединенных, с одной стороны, с радиальными подающими и отводящими каналами 7, а с другой стороны, с имеющими параллельные оси охлаждающими каналами 6. Через эти специальные распределительные кольца 10 производится в дальнейшем простое распределение охлаждающей среды. Одно из колец 10 образует при этом распределительное кольцо, через которое распределяется жидкость, а другое противолежащее кольцо образует как бы сборное кольцо. Термин «распределительное кольцо» включает в себя, следовательно, и его сборную функцию.
На фигурах, в целом, можно видеть, что радиальные подающие и отводящие каналы 7, с одной стороны, и имеющие параллельные оси охлаждающие каналы 6, с другой стороны, соединены исключительно посредством распределительных колец 10, при отказе от отдельных систем трубопроводов или стальных гофрированных рукавов. Для этого распределительное кольцо 10 при промежуточном подсоединении уплотнений 14, 15 герметизировано, с одной стороны, в отношении бандажа 2 и, с другой стороны, в отношении стержня 1 вальца. Распределительные кольца 10 расположены, соответственно, в зоне радиальных подающих и отводящих каналов 7 на стержне 1 вальца, так что распределительные кольца 10 как бы перекрывают подающие и отводящие каналы 7. Таким образом, практически вся ширина вальца может быть использована для бандажа 2.
Уплотнения 14, 15 осуществлены в виде кольцеобразных уплотнений. Между распределительным кольцом 10 и бандажом 2 предусмотрены соответственно два перфорированных плоских уплотнения 14 и притом в предпочтительном варианте по одному плоскому уплотнению 14 на распределительное кольцо 10. Между распределительным кольцом 10 и стержнем 1 вальца предусмотрены соответственно два кольцеобразных уплотнения, которые в предпочтительном варианте имеют идентичные диаметры, причем оба уплотнения 15 расположены с обеих сторон соответствующего радиального подающего и отводящего канала 7. Под этими уплотнениями 15 могут пониматься, к примеру, уплотнительные кольца круглого сечения.
В частности, на фиг. 3 и 4 можно видеть, что интегрированные в распределительные кольца 10 кольцевые каналы 11 посредством большого количества соединительных каналов 12 подсоединены к отдельным охлаждающим каналам 6, причем эти соединительные каналы 12 в примере осуществления изобретения осуществлены в виде поворотных каналов 12, состоящих, с одной стороны, из радиально ориентированного участка 12а канала, а с другой стороны, из ориентированного параллельно оси участка 12b канала, причем радиальные участки 12а канала подсоединены к кольцевым каналам 11 звездообразно, а ориентированные параллельно оси участки 12b канала входят в охлаждающие каналы 6, продолжающиеся в параллельном оси направлении.
В примере осуществления изобретения для реализации кольцевых каналов 11 в распределительных кольцах 10 со стороны внутренней периферии выбраны пазы 13, которые проходят в направлении внутренней периферии, по меньшей мере, по одной части внутренней периферии и которые в смонтированном состоянии распределительного кольца 10 образуют со стержнем 1 вальца кольцевые каналы 11. Это выявляется, к примеру, на основании фиг. 2 и, особенно, фиг. 5. Так на фиг. 5 можно видеть паз 13, который со стороны внутренней периферии выбран в распределительном кольце 10, к примеру, посредством обработки резанием. Этот паз 13 совместно с внешней периферией стержня 1 вальца образует кольцевой канал 11. При этом на фиг. 3 и 5 видно, что в данных вариантах осуществления как между распределительным кольцом 10 и бандажом 2, так и между распределительным кольцом 10 и стержнем 1 вальца расположены уплотнения 14, 15. Фиг. 2 демонстрирует, что распределительные кольца 10 закреплены на бандаже 2 с возможностью разъема, а именно посредством винтовых соединений. Для этого в распределительных кольцах 10 сформированы соответствующие отверстия, к примеру сверленые отверстия 16, через которые в бандаж могут устанавливаться соответствующие винты 17. При этом можно отказаться от специального закрепления распределительных колец 10 на стержне 1 вальца. Особо предпочтительным является при этом тот факт, что распределительные кольца 10 могут использоваться многократно вне зависимости от бандажа, к примеру, после соответствующего износа бандажа 2.
Фиг. 4 демонстрирует, впрочем, что в каждое распределительное кольцо 10 интегрирован не только один-единственный полностью круговой кольцевой канал 11, но что и в каждое распределительное кольцо 10 интегрированы соответственно два кольцевых канала 11, которые проходят соответственно лишь по вписанному углу в 180°. Каждый из этих кольцевых каналов 11 посредством одного-единственного подающего или отводящего канала 7 соединен с центральным каналом 8. Посредством реализации двух отдельных кольцевых каналов и, следовательно, двух отдельных охлаждающих систем улучшается распределение охлаждающей среды. Тем не менее нет необходимости в размещении большого количества радиально расположенных каналов в стержне, так что гарантируется стабильный вариант осуществления системы.
В принципе, имеется потребность в том, чтобы добиться распределенного по периферии однородного охлаждения. Тем самым предполагается, что охлажденная среда равномерно подается в отдельные охлаждающие каналы 6 или равномерно проходит через них. Поскольку - как представлено на фигурах - работают с кольцевыми каналами 11, проходящими по большому вписанному углу, то мощность потока в отдельных охлаждающих каналах может быть, в зависимости от обстоятельств, неравномерной. Таким образом, имеется возможность усиленного прохождения охлаждающей жидкости через отдельные охлаждающие каналы 6, по сравнению с остальными. В связи с этим, предпочтительной может являться установка в отдельных охлаждающих каналах 6, в ходе изготовления вальца или в ходе изготовления бандажа и/или распределительных колец, дроссельных устройств или присоединение к этим охлаждающим каналам дроссельных устройств. Речь может идти о простом механическом уменьшении диаметра. Технологически это можно решить простым способом, к примеру посредством того, что в распределительные кольца, а именно в аксиальные участки 12b соединительных каналов 12, вставляются или монтируются дроссельные элементы, имеющие меньший диаметр, по сравнению с охлаждающими каналами 6. Этот диаметр может быть предварительно определен, к примеру, опытным путем, так что изготавливаются распределительные кольца, которые отличаются улучшенным распределением охлаждающей среды. На фигурах эти дроссельные устройства, которые могут быть осуществлены, к примеру, в виде заслонок, не изображены.
Для упрощения монтажа целесообразно предусмотреть на стержне и на распределительных кольцах монтажную разметку 18, к примеру пазы или другие отличительные признаки, которые в направлении вращения ориентируются относительно друг друга.
Реферат
Изобретение относится к прессующему вальцу для вальцового пресса, используемого для брикетирования, прессования или измельчения гранулированного материала. Прессующий валец содержит стержень (1) и закрепленный на стержне бандаж (2). В бандаже (2) расположены распределенные по периферии охлаждающие каналы (6), которые посредством радиально проходящих подающих и отводящих каналов (7) соединены с аксиальным центральным каналом (8) в стержне (1). На стержне (1) расположены по меньшей мере два подсоединенных с торцевых сторон к бандажу (2) распределительных кольца (10). В упомянутых кольцах выполнены проходящие в направлении к периферии кольцевые каналы (11), соединенные с одной стороны с радиальными подающими и отводящими каналами (7), а с другой стороны – с охлаждающими каналами (6). При этом распределительные кольца (10) расположены в зоне радиальных подающих и отводящих каналов (7) и перекрывают упомянутые каналы. В результате обеспечивается улучшение охлаждения прессующего вальца. 10 з.п. ф-лы, 5 ил.
Комментарии