Способ обессеривания бензина - RU2638168C2
Код документа: RU2638168C2
Чертежи


Описание
Настоящее изобретение относится к способу глубокого обессеривания бензина, содержащего диолефины, олефины и сернистые соединения, включая меркаптаны, с минимальным потреблением водорода и сохранением октанового числа.
Уровень техники
Производство реформулированных бензинов, отвечающих новым стандартам в отношении окружающей среды, требует в частности небольшого понижения в них концентрации олефинов, но существенного понижения концентрации ароматических соединений (особенно бензола) и серы. Бензины каталитического крекинга, которые могут составлять от 30 до 50% пула бензина, имеют высокое содержание олефинов и серы. Сера, присутствующая в реформулированных бензинах, почти на 90% содержится в бензине каталитического крекинга (FCC, “Fluid Catalytique Cracking” или каталитический крекинг в псевдоожиженном слое). Обессеривание (гидрообессеривание) бензинов и главным образом бензинов FCC является, таким образом, без сомнения важным для удовлетворения техническим требованиям.
В результате предварительной гидрообработки (гидрообессеривание) сырья, направляемого на каталитический крекинг, получают бензины FCC, содержащие обычно менее 100 м.д. серы. Эти установки гидрообработки, тем не менее, работают в жестких условиях температуры и давления, что предполагает значительное потребление водорода и высокие капиталовложения. Кроме того, обессеривают все сырье полностью, что ведет к обработке очень больших объемов сырья.
Следовательно, для соответствия техническим требованиям в отношении серы существует необходимость в дообработке путем гидрообработки (или гидрообессеривания) бензинов каталитического крекинга. Если эта дообработка проводится в обычных условиях, знакомых специалисту, можно еще больше понижать содержание серы в бензине. Однако главным недостатком этого способа является значительное понижение октанового числа бензинов FCC в связи с насыщением олефинов в процессе гидрообработки.
В патенте US 4131537 говорится об интересе, который представляет фракционирование бензина на несколько фракций, предпочтительно на три, в зависимости от их точки кипения и их обессеривание в условиях, которые могут быть различными, и в присутствии катализатора, содержащего по меньшей мере один металл группы VIb и/или группы VIII. В этом патенте указано, что наилучший результат достигают, если бензин делят на три фракции и если фракцию, имеющую промежуточные точки кипения, обрабатывают в мягких условиях.
Во французском патенте FR 2785908 говорится об интересе, который представляет фракционирование бензина на легкую фракцию и тяжелую фракцию с последующей специфической гидрообработкой легкой бензиновой фракции на катализаторе на основе никеля и гидрообработкой тяжелой бензиновой фракции на катализаторе, содержащем по меньшей мере один металл группы VIII и/или по меньшей мере один металл группы VIb.
Из возможных способов производства топлива с низким содержанием серы очень широко использовался способ, заключающийся в специфической обработке базовых бензинов с высоким содержанием серы способами гидрообессеривания в присутствии водорода. Традиционными способами бензины обессеривают не селективно путем гидрирования большей части олефинов, что вызывает существенное понижение октанового числа и высокое потребление водорода. Самые последние способы, такие как способ Prime G+ (товарный знак), позволяют обессеривать бензины крекинга с высоким содержанием олефинов, ограничивая гидрирование моноолефинов и, следовательно, понижение октанового числа. Такие способы описаны, например, в заявках на патент ЕР 1077247 и ЕР 1174485.
Как указано в заявке на патент ЕР 1077247 до стадии гидрообработки преимущественно проводят стадию селективного гидрирования обрабатываемого сырья. Эта первая стадия гидрирования заключается главным образом в селективном гидрировании диеновых соединений (диолефинов), превращении путем утяжеления насыщенных легких серосодержащих соединений (путем повышения их молекулярной массы), т.е. серосодержащих соединений, точка кипения которых ниже точки кипения тиофена, таких как метантиол, этантиол, т.к. это позволяет получать затем путем простой перегонки и без понижения октанового числа обессеренную легкую бензиновую фракцию, состоящую из большого количества олефинов.
Стадия гидрообессеривания бензинов крекинга, которые содержат моноолефины, заключается по катализатору типа сульфида переходного металла проходит сырье, подлежащее обработке, смешанное с водородом, для превращения серосодержащих соединений в сульфид водорода (H2S). Реакционную смесь затем охлаждают для конденсации бензина. Газообразную фазу, содержащую избыток водорода и H2S, отделяют и обессеренный бензин извлекают.
Остаточные серосодержащие соединения, главным образом присутствующие в обессеренном бензине, можно разделять на две разные группы: негидрированные серосодержащие соединения, присутствующие в сырье, с одной стороны, и серосодержащие соединения, образовавшиеся в реакторе в результате вторичных реакций, называемых реакциями рекомбинации. В этой последней группе серосодержащих соединений более многочисленными соединениями являются меркаптаны, полученные добавлением H2S, образовавшимся в реакторе, к моноолефинам, присутствующим в сырье. Меркаптаны, имеющие химическую формулу R-SH, где R обозначает алкильную группу, также называют рекомбинантными меркаптанами и они составляют главным образом от 20% масс. до 80% масс. остаточной серы в обессеренном бензине.
Стадия селективного гидрирования, описанная в заявке на патент ЕР 1077247, является необходимой для того, чтобы предупредить постепенную дезактивацию катализатора селективного гидрообессеривания, избежать постепенного загрязнения реактора полимерной смолой, образующейся на поверхности катализаторов или в реакторе, и слишком быстрого загрязнения теплообменников. Насыщение диолефинов главным образом не является необходимым для конечного использования обессеренного бензина. Недостатком этой стадии селективного гидрирования, необходимой только для хорошего функционирования способа в заявке на патент ЕР 1077247, является излишне высокое потребление водорода, связанное с насыщением диолефинов сырья. Поскольку гидрирование диолефинов проводится в жестких условиях, оно главным образом сопровождается низкой степенью гидрирования олефинов, которая еще больше повышает потребление водорода и приводит к понижению октанового числа. Наконец, кроме использованного водорода, водород также теряется в начале перегонки между стадией селективного гидрирования и стадией гидрообессеривания способа в заявке на патент ЕР 1077247 в той мере, в которой избыток водорода требуется главным образом для превращения почти всех диолефинов на первой стадии.
Известен также патент US 6984312, в котором раскрывается способ обработки легкого бензина каталитического крекинга (С5-175°С), содержащего олефины, диолефины, меркаптаны и тяжелые серосодержащие органические соединения. Способ включает в себя первую стадию тиоэтерификации, на которой меркаптаны вводят во взаимодействие с диолефинами сырья в присутствии катализатора тиоэтерификации для получения сульфидов. Бензин, подвергшийся этой первой стадии, затем направляют в дистилляционную колонну, где его фракционируют на легкую фракцию, обедненную серой, и тяжелую фракцию, содержащую сульфиды, образовавшиеся на первой стадии, а также тяжелые серосодержащие органические соединения, изначально присутствовавшие в подлежащем обработке бензине. Затем тяжелую фракцию обрабатывают в присутствии водорода и тяжелой нафта, крекированного в зоне реактивной перегонки, содержащей катализатор гидрообессеривания. Крекированную тяжелую нафту возвращают в зону реактивной перегонки так, чтобы дистилляционная колонна могла работать при высокой температуре, сохраняя жидкую фракцию в слое катализатора.
Способом, описанным в патенте US 6984312, трудно получать легкую фракцию бензина, которая отвечает будущим техническим требованиям в отношении содержания серы, т.е. с верхним пределом общего содержания серы в бензине, составляющим 50 м.д. (масс.), даже 30 или 10 м.д. масс. (без дообработки этой легкой фракции). Действительно, удаление меркаптанов происходит путем добавления к диолефинам, содержащимся в сырье, катализатора тиоэтерификации на основе никеля или палладия. Следовательно, катализатор этого типа катализирует также селективное гидрирование диолефинов. Таким образом, обе реакции являются конкурирующими в отношении диолефинов и в результате происходит ограниченное превращение меркаптанов путем тиоэтерификации. Легкий бензин, получаемый в верхней части дистилляционной колонны способом, описанным в патенте US 6984312, может, следовательно, содержать значительную фракцию легких меркаптанов, присутствующих в первоначальном сырье. Поэтому дообработка легкой фракции гидрообессериванием является необходимой для уменьшения содержания серы в легкой фракции бензина.
Недостатком способа, описанного в патенте US 6984312, является также то, что обрабатывают только легкий бензин, а не весь бензин в целом. Было выявлено, что общий бензин (диапазон температур кипения которого составляет главным образом от 20°С до 230°С) нельзя эффективно обработать в реакторе тиоэтерификации из-за высокого содержания серы, которая является ядом для катализаторов тиоэтерификации, в частности, катализаторов на основе никеля (см. патент US 7638041) или на основе палладия (см. патент US 5595634).
Целью изобретения, таким образом, является способ получения бензина из широкого в отношении температуры кипения бензинового спектра, имеющего низкое содержание серы, т.е. содержание серы, составляющее меньше 50 м.д. масс., предпочтительно меньше 30 м.д. или 10 м.д. масс., ограничивая при этом потребление водорода и понижение октанового числа.
Краткое описание изобретения.
С этой целью предлагается способ обработки бензина, содержащего диолефины, олеины и серосодержащие соединения, включая меркаптаны, причем указанный способ включает в себя следующие стадии:
а) проводят стадию демеркаптизации путем присоединения по меньшей мере части меркаптанов к олефинам путем приведения в контакт бензина по меньшей мере с первым катализатором при температуре от 50 до 250°С, давлении от 0,4 до 5 МПа и LVVH от 0,5 до 10 час-1, при этом первый катализатор представляет собой сульфид и содержит первый носитель, по меньшей мере один металл, выбранный из группы VIII, и по меньшей мере один металл, выбранный из группы VIb периодической таблицы элементов, массовый процент, выраженный в эквиваленте оксида металла, выбранного из группы VIII, по отношению к общей массе катализатора, составляет от 1 до 30% и массовый процент, выраженный в эквиваленте оксида металла, выбранного из группы VIb, составляет от 1 до 30% по отношению к общей массе катализатора;
b) в дистилляционной колонне проводят фракционирование бензина, выходящего со стадии а), по меньшей мере на первую промежуточную легкую бензиновую фракцию с общим содержанием серы, которое меньше, чем в исходном бензине, и вторую промежуточную тяжелую бензиновую фракцию, содержащую большую часть исходных серосодержащих соединений;
с) вводят поток водорода и по меньшей мере вторую промежуточную тяжелую бензиновую фракцию, выходящую со стадии b), в каталитическую дистилляционную колонну, включающую в себя по меньшей мере одну реакционную зону, содержащую по меньшей мере один второй катализатор в виде сульфида, содержащий второй носитель, по меньшей мере один металл группы VIII и по меньшей мере один металл группы VIb, причем условия в каталитической дистилляционной колонне выбирают так, чтобы в присутствии водорода привести в контакт промежуточный тяжелый бензин, выходящий со стадии b), со вторым катализатором для расщепления серосодержащих соединений до H2S,
d) выводят из каталитической дистилляционной колонны по меньшей мере одну конечную легкую бензиновую фракцию, содержащую H2S, и обессеренную тяжелую бензиновую фракцию, причем конечную легкую бензиновую фракцию выводят в точке, расположенной над реакционной зоной, а обессеренную тяжелую бензиновую фракцию выводят в точке, расположенной под реакционной зоной.
Способ по изобретению включает в себя первую стадию а), на которой серосодержащие соединения типа меркаптана (R-SH) превращают в более тяжелые серосодержащие соединения путем взаимодействия с олефинами, присутствующими в обрабатываемом бензине. Реакции демеркаптизации по изобретению отличаются удалением меркаптанов при помощи олефинов:
- либо путем прямого присоединения к двойной связи для получения сульфидов с более высокой точкой кипения,
- либо путем гидролиза: водород, присутствующий в реакторе, приводит к образованию H2S посредством контакта с меркаптаном, который присоединяется прямо к двойной связи олефина с образованием более тяжелого меркаптана, т.е. с более высокой точкой кипения. Этот путь, тем не менее, является более редким в предпочтительных условиях проведения реакции.
На этой первой стадии утяжеления меркаптанов достигают очень высокой степени конверсии (>90% и очень часто >95%), т.к. реакции демеркаптизации проводят селективно с использованием олефинов, которые главным образом присутствуют в больших количествах. Самые легкие меркаптаны являются самыми реакционноспособными на этой стадии а).
К тому же H2S, если он присутствует в сырье, превращается в меркаптан (который тоже может превращаться) путем присоединения к олефинам при помощи катализатора в выбранных условиях. Это позволяет избежать присутствия H2S в газах, находящихся в верхней части на стадии b), которые содержат очень много водорода, не вступившего во взаимодействие на стадии а), который следует рециркулировать на стадию а). Эта рециркуляция, ставшая возможной за счет отсутствия H2S в этих газах, позволяет еще больше сократить потребление водорода на стадии а), что является преимуществом способа по изобретению.
Реакции демеркаптизации предпочтительно проводят на катализаторе, содержащем по меньшей мере один металл группы VIII (группы 8, 9 и 10 новой периодической классификации Handbook of Chemistry and Physics, 76 издание, 1995-1996) и по меньшей мере один металл группы VIb (группа 6 новой периодической классификации Handbook of Chemistry and Physics, 76 издание, 1995-1996) и носитель.
Перед приведением в контакт с подлежащим обработке сырьем катализатор проходит стадию сульфирования. Катализатор участвует в целевых реакциях демеркаптизации только в форме сульфида. Сульфирование предпочтительно проводят в сульфатвосстанавливающей среде, т.е. в присутствии H2S и водорода для превращения металлических оксидов в сульфиды, такие, например, как MoS2 и Ni3S2.
Согласно изобретению способ включает в себя стадию b) фракционирования потока, выходящего со стадии а) демеркаптизации, который проводят в колонне фракционирования (или сплиттер). Конфигурация колонны обеспечивает разделение бензина по меньшей мере на две фракции, а именно: промежуточную легкую бензиновую фракцию с общим содержанием серы, которое меньше, чем в исходном бензине, и промежуточную тяжелую бензиновую фракцию, содержащую большую часть исходных серосодержащих соединений, а также серосодержащие продукты, образовавшиеся на стадии а). Дистилляционная колонна на стадии b) может также функционировать как депентанизатор или дегексанизатор. Предпочтительно точку разделения дистилляционной колонны на стадии b) выбирают так, чтобы тиофен не попадал в промежуточную легкую бензиновую фракцию. Серосодержащие соединения с более низкой точкой кипения, чем точка кипения тиофена (т.е. 84°С), превращают на стадии а) демеркаптинизации и следовательно, они перемещаются в промежуточную тяжелую фракцию, комбинация стадий а) и b) позволяет получать промежуточную легкую бензиновую фракцию с очень низким содержанием серы.
Промежуточная легкая бензиновая фракция имеет содержание серы меньше 50 м.д. масс., предпочтительно меньше 30 м.д., даже меньше 10 м.д. и содержит по меньшей мере совокупность олефинов С5, предпочтительно соединения С5 и по меньшей мере 20% масс. олефинов С6. Извлечение большей части олефинов из сырья в промежуточной легкой бензиновой фракции позволяет существенно улучшить селективность способа в отношении гидрирования олефинов и избежать чрезмерного потребления водорода, т.к. олефины не направляются обратно в секцию селективного гидрообессеривания и, следовательно, не будут гидрироваться.
Промежуточная тяжелая бензиновая фракция содержит главным образом углеводороды с температурой кипения, например, выше 84°С, тяжелые серосодержащие соединения (из группы тиофенов, сульфидов, дисульфидов), изначально присутствовавшие в подлежащем обработке бензине, а также серосодержащие соединения, главным образом типа сульфидов, которые образовались в ходе стадии а) путем добавления меркаптанов к олефинам.
Согласно изобретению способ включает в себя стадию с) гидрообессеривания тяжелой фракции, вышедшей со стадии фракционирования b). Эту обработку проводят в дистилляционной колонне, в которой находится каталитическая реакционная зона, называемой также «каталитической колонной».
Эта стадия с) заключается в обессеривании сырья каталитической колонны путем контактирования с водородом, впрыскиваемым в колонну, и катализатором гидрообессеривания.
Дистилляционная колонна выполнена с возможностью функционирования в рабочих условиях, которые позволяют вводить во взаимодействие серосодержащие соединения сырья (меркаптаны, сульфиды и тиофеновые соединения) с водородом с образованием H2S.
Одновременно со стадией с) в каталитической дистилляционной колонне происходит стадия d), на которой разделяют сырье, состоящее по меньшей мере из второй промежуточной тяжелой фракции, выходящей со стадии фракционирования b), возможно в смеси с рециркуляционным потоком, по меньшей мере на две фракции, а именно, конечную обессеренную легкую бензиновую фракцию, полученную в результате разложения серосодержащих соединений, и обессеренную тяжелую фракцию.
Конечную обессеренную легкую бензиновую фракцию выводят из верхней части каталитической колонны с H2S, полученным путем обессеривания, и водородом, не вступившим во взаимодействие, тогда как обессеренную тяжелую фракцию выводят главным образом из нижней части, даже со дна каталитической колонны.
В качестве варианта дополнительную обессеренную бензиновую фракцию можно извлекать в качестве бокового отгона в точке, расположенной между точкой ввода сырья и дном колонны.
Конечную обессеренную легкую бензиновую фракцию, сопровождаемую H2S и водородом, не вступившим во взаимодействие в каталитической колонне, затем конденсируют для отделения неконденсируемых соединений от жидкой фазы. Часть этой конечной легкой бензиновой фракции удаляют, а другую часть возвращают в колонну в качестве внутреннего рефлюкса.
В качестве варианта способ по изобретению включает в себя также стадию рециркуляции всей или части обессеренной тяжелой бензиновой фракции в каталитическую дистилляционную колонну. При использовании возможной рециркуляции можно также осуществлять дополнительную подачу и очистку рециркуляционного потока.
В соответствии с вариантом осуществления, в котором рециркуляция обессеренной тяжелой бензиновой фракции является полной и дополнительного извлечения не происходит, фракционирование, осуществляемое в каталитической колонне, служит только для того, чтобы обеспечить рециркуляцию обессеренной тяжелой бензиновой фракции. В этом случае конечная легкая бензиновая фракция, извлекаемая из верхней части каталитической дистилляционной колонны, состоит из второй промежуточной тяжелой бензиновой фракции, выходящей со стадии b). Обессеренная тяжелая фракция, которую выводят со дна колонны, в этом случае состоит из углеводородной фракции, введенной при дополнительной загрузке, с точкой кипения, находящейся в более высоком температурном диапазоне, чем вторая промежуточная тяжелая фракция, выходящая со стадии b). Эта внешняя углеводородная фракция, которую затем рециркулируют по контуру в каталитическую дистилляционную колонну, служит для сохранения жидкой фазы на дне каталитической колонны, обеспечивая работу колонны при более высокой температуре для обессеривания самых тяжелых серосодержащих молекул, которые наиболее трудно поддаются конверсии. Дно каталитической колонны, работающей при высокой температуре, является зоной каталитического слоя, наиболее чувствительного к дезактивации в результате отложения кокса или смол. Эта более тяжелая фракция предпочтительно является фракцией парафинового типа и служит растворителем для смывания кокса и смол, которые откладываются на дне каталитической колонны. Это смывание является необходимым для получения длительного жизненного цикла каталитического слоя. Это тем более правильно, т.к. сырье в каталитической колонне содержит большое количество ненасыщенных соединений типа диолефинов.
Этот вариант осуществления является преимущественным для ограничения потребления водорода на стадии а), т.к. стадия гидрирования предшественников смол и кокса (в частности, соединений типа диолефинов) не является необходимой.
В соответствии с другим вариантом осуществления, в котором рециркуляция обессеренной тяжелой бензиновой фракции не происходит, промежуточную тяжелую бензиновую фракцию, выходящую со стадии фракционирования b), разделяют по меньшей мере на две фракции, причем каждая из этих фракций является обессеренной. При такой конфигурации обе фракции, извлекаемые на выходе из каталитической колонны, используют прямо в пуле бензина.
В соответствии с другим вариантом осуществления каталитическая дистилляционная колонна выполнена с возможностью разделять вторую промежуточную тяжелую бензиновую фракцию, выходящую со стадии фракционирования b), по меньшей мере на две обессеренные фракции. В этом варианте осуществления к тому же происходит дополнительная подача внешней фракции тяжелых углеводородов. Эти дополнительно введенные углеводороды рециркулируют в каталитическую дистилляционную колонну для сохранения жидкой фазы на дне каталитической колонны. В этом случае обе обессеренные фракции, происходящие из второй промежуточной тяжелой бензиновой фракции, выводят соответственно из верхней части колонны (конечная легкая фракция) и при помощи бокового отгона (дополнительная обессеренная бензиновая фракция), а обессеренная тяжелая фракция, которую выводят со дна колонны, является рециркуляционной тяжелой фракцией. В рамках изобретения можно также осуществлять частичные рециркуляции.
Преимущество способа по изобретению заключается в том, что нет необходимости обессеривать легкую бензиновую фракцию, выходящую со стадии фракционирования b), т.к. почти все серосодержащие соединения типа меркаптана превратились на стадии а) в соединения с более высокой молекулярной массой, так что они перешли в тяжелую бензиновую фракцию. Эта бензиновая фракция имеет низкое содержание серы и хорошее октановое число и не требует дообработки.
На стадии а) реакции гидрирования не требуются. Водород, если его используют, служит главным образом для сохранения гидрирующей поверхности катализатора, обеспечивая высокий выход реакций демеркаптизации. Таким образом, низкое давление отрицательно не сказывается на способе по изобретению и потребление водорода является низким, что является преимуществом способа по изобретению.
Другое преимущество способа по изобретению заключается в том, что обе первые стадии можно осуществлять при одинаковом давлении (за исключением потери сырья), т.к. стадия а) требует небольшого количества водорода, даже совсем не требует, также как и стадия b). Отсутствие необходимости в реакции удаления диенов на стадии а) также является благоприятным в отношении потребления водорода, т.к. на этой стадии водород не потребляется или потребляется в очень малом количестве. Такое функционирование при изодавлении на стадиях а) и b) позволяет возвращать газ из верхней части колонны на стадии b) с высоким содержанием водорода в реактор демеркаптизации на стадии а), если на стадии а) катализатор должен иметь гидрирующую поверхность, пригодную для высокой степени конверсии при демеркаптизации. Эта рециркуляция позволяет снизить потребление водорода на стадии а) и избежать потери этого водорода в системе подачи газообразного топлива. Этот водород обычно не содержит H2S, т.к. последний не продуцируется катализатором, используемым на стадии а) в выбранных условиях. Этот H2S даже может преобразовываться на стадии а) в случае присутствия в сырье.
Преимущество способа по изобретению связано с тем, что катализатор и рабочие условия, используемые на стадии а), позволяют в противоположность реакторам тиоэтерификации, таким как описаны в уровне техники, обрабатывать весь бензин (т.е. С5-220°С) с высоким содержанием серы. Обработка всей бензиновой фракции за счет катализатора особенно предпочтительна для сохранения жидкой фазы на стадии с), если требуется высокая степень превращения при обессеривании, т.е. если каталитическая колонна работает при высокой температуре.
Использование каталитической колонны, а не традиционного реактора гидрообессеривания в неподвижном слое позволяет осуществлять непрерывное орошение каталитической зоны противотоком жидкости внутри колонны. Это орошение каталитической зоны позволяет также смывать смолы, которые могут образовываться при полимеризации диолефинов. Парциальное давление водорода также является более низким по сравнению с традиционным гидрообессеривание в неподвижном слое, что помогает избегать нежелательных реакций гидрирования олефинов, которые вызывают одновременно избыточное потребление водорода и снижение октанового числа.
Другое преимущество, связанное с использованием каталитической колонны для селективного гидрообессеривания, заключается в том, что непрерывный нисходящий поток водорода перемещает Н2S, образовавшийся в ходе реакций гидрообессеривания, и способствует, таким образом, ограничению образования рекомбинантных меркаптанов путем добавления сульфида водорода к остающимся олефинам.
Подробное описание изобретения.
Объектом настоящего изобретения является способ обессеривания бензина с ограниченным содержанием серы, исходя из бензина, предпочтительно происходящего из установки каталитического крекинга, коксования или установки для снижения вязкости. Бензин может представлять собой бензин так называемого полного крекинга (С5-220°С) или бензин, конечная температура кипения которого ниже или равна 210°С (легкий бензин).
Согласно изобретению бензин подвергают сначала стадии а) превращения серосодержащих соединений, главным образом меркаптанов, самых легких соединений бензина, при помощи олефинов для увеличения их молекулярной массы. Способ также включает в себя вторую стадию b), которая заключается в перемещении всего или части бензина со стадии а) во фракционную колонну, называемую также “сплиттер”.
Такая последовательность операций позволяет получать легкую фракцию, содержание серы в которой снижено без существенного уменьшения содержания олефинов и при высокой степени гидрообессеривания, а также без необходимости обработки этого легкого бензина в дополнительной секции гидрообессеривания или использования способов, позволяющих восстанавливать октановое число бензина.
Способ по изобретению позволяет, таким образом, получать легкую бензиновую фракцию, которую можно направлять прямо в пул бензина, общее содержание серы в которой составляет меньше 50 м.д., предпочтительно меньше 30 м.д., даже меньше 10 м.д. в зависимости от количества первоначально присутствовавшей серы и химической природы серосодержащих соединений.
Способ по изобретению содержит также стадию с) гидрообессеривания тяжелой фракции, происходящей со стадии фракционирования b). Эту обработку проводят в дистилляционной колонне, в которой находится каталитическая реакционная зона, называемая также «каталитической колонной».
Эта вторая стадия заключается в обессеривании этой первой тяжелой фракции путем контактирования с водородом на каталитическом слое.
Каталитическая дистилляционная колонна имеет конфигурацию для функционирования в рабочих условиях, которые позволяют одновременно:
- вводить во взаимодействие серосодержащие соединения сырья (меркаптаны, сульфиды и тиофеновые соединения) с водородом с образованием H2S,
- разделять сырье, содержащее по меньшей мере промежуточную тяжелую бензиновую фракцию, происходящую со стадии фракционирования b) по меньшей мере на две фракции, а именно, конечную легкую бензиновую фракцию, обедненную серосодержащими соединениями до очень низкого содержания серы и содержащую большую часть олефинов, и тяжелую обессеренную фракцию, также с низким содержанием серы.
В рамках настоящей заявки выражение «каталитическая колонна» означает устройство, в котором каталитическая реакция и разделение продуктов происходят по меньшей мере одновременно. Используемое устройство может включать в себя дистилляционную колонну, оборудованную каталитической секцией, в которой каталитическая реакция и перегонка происходят одновременно. Речь также может идти о дистилляционной колонне в сочетании по меньшей мере с одним реактором, находящимся внутри указанной колонны и на стенке последней. Внутренний реактор может функционировать как реактор, работающий в парообразной фазе, или как реактор, работающий в жидкой фазе с циркуляцией жидкость/пар в одном направлении или в противотоке.
Преимущество использования каталитической дистилляционной колонны по сравнению с реактором с одним неподвижным слоем, работающим в газообразной фазе, заключается в возможности осуществлять непрерывное орошение каталитической зоны противотоком жидкости внутри колонны. Это орошение каталитической зоны позволяет уменьшать коксование катализатора и, таким образом, продлевать цикл катализатора гидрообессеривания. Парциальное давление водорода также понижено по сравнению с традиционным гидрообессериванием в неподвижном слое, что помогает избегать нежелательных реакций гидрирования олефинов, которые приводят одновременно к чрезмерному потреблению водорода и снижению октанового числа. Использование каталитической колонны позволяет также контролировать реакцию, способствуя обмену выделяющимся теплом; тепло, выделяющееся в ходе реакции, может поглощаться теплом для испарения смеси.
Бензин, подлежащий обработке.
Способ по изобретению позволяет обрабатывать бензиновую фракцию любого типа, содержащую серу, предпочтительно, бензиновую фракцию, происходящую из установки каталитического крекинга, диапазон температур кипения которой обычно составляет примерно от температур кипения углеводородов, содержащих 2 или 3 атома углерода (С2 или С3), до примерно 250°С, более предпочтительно примерно от температур кипения углеводородов, содержащих 5 атомов углерода, до примерно 220°С.
Способ по изобретению применяется также к бензиновой фракции, предварительно стабилизированной, т.е. бензиновой фракции, из которой удалены углеводороды, содержащие меньше 6 или 5 атомов углерода.
Способом по изобретению можно также обрабатывать бензиновое сырье, называемое «легким», с конечной точкой кипения ниже указанных выше, которая, например, ниже или равна 210°С, ниже или равна 180°С, ниже или равна 160°С или ниже или равна 145°С.
Содержание серы в бензиновых фракциях, полученных каталитическим крекингом (FCC), зависит от содержания серы в сырье, обработанным FCC, от присутствия или отсутствии предварительной обработки сырья FCC, а также от конечной точки кипения фракции. Главным образом содержание серы во всей бензиновой фракции, в частности, происходящей из FCC, больше или равно 100 м.д. масс. и главным образом больше 500 м.д. масс. В бензинах, конечная точка кипения которых превышает 200°С, содержание серы часто больше 1000 м.д. масс., в некоторых случаях оно может даже достигать значений порядка 4000-5000 м.д. масс.
Например, бензины, происходящие из установок каталитического крекинга (FCC), содержат в среднем от 0,5% до 5% масс. диолефинов, от 20% до 50% масс. олефинов, от 10 м.д. до 0,5% масс. серы, из которой меркаптаны составляют главным образом менее 300 м.д. Меркаптаны главным образом концентрируются в легких фракциях бензина и более конкретно во фракции, температура кипения которой ниже 120°С.
Следует отметить, что серосодержащие соединения, присутствующие в бензине, могут также содержать гетероциклические серосодержащие соединения, такие, например, как тиофены, алкилтиофены или бензотиофены.
Стадия а) утяжеления меркаптанов при помощи олефинов
Эта стадия заключается в превращении легких серосодержащих соединений из группы меркаптанов, т.е. соединений, которые на выходе со стадии b) фракционирования содержались бы в легком бензине, в более тяжелые серосодержащие соединения, которые перемещаются в промежуточную тяжелую бензиновую фракцию на стадии b) фракционирования.
На этой стадии а) происходит реакция демеркаптизации, в ходе которой меркаптаны присоединяются к олефинам сырья в присутствии катализатора.
Обычно меркаптаны, которые могут взаимодействовать на стадии а), являются следующими (перечень не является исчерпывающим): метилмеркаптан, этилмеркаптан, н-пропилмеркаптан, изопропилмеркаптан, изобутилмеркаптан, третбутилмеркаптан, н-бутилмеркаптан, вторбутилмеркаптан, изоамилмеркаптан, н-амилмеркаптан, α-метилбутилмеркаптан, α-этилпропилмеркаптан, н-гексилмеркаптан, 2-меркаптогексан.
Реакцию демеркаптизации предпочтительно проводят на катализаторе, содержащем по меньшей мере один металл группы VIII (группы 8, 9 и 10 новой периодической классификации Handbook of Chemistry and Physics, 76 издание, 1995-1996), по меньшей мере один металл группы VIb (группа 6 новой периодической классификации Handbook of Chemistry and Physics, 76 издание, 1995-1996) и носитель. Металл группы VIII предпочтительно выбирают из никеля и кобальта и в частности из никеля. Металл группы VIb предпочтительно выбирают из молибдена и вольфрама и очень предпочтительно из молибдена.
Носитель катализатора предпочтительно выбирают из оксида алюминия, алюмината никеля, оксида кремния, карбида кремния или смеси этих оксидов. Предпочтительно используют оксид алюминия и более предпочтительно чистый оксид алюминия. Предпочтительно используют носитель с общей пористостью, измеренной ртутной порометрией, составляющей от 0,4 до 1,4 см3/г и предпочтительно от 0,5 до 1,3 см3/г. Удельная поверхность носителя предпочтительно составляет от 70 м2/г до 350 м2/г. В предпочтительном варианте носитель является кубической гамма-модификацией оксида алюминия или дельта-модификацией оксида алюминия.
Катализатор, используемый на стадии а), главным образом содержит:
- носитель, состоящий из гамма- или дельта-модификации оксида алюминия с удельной поверхностью от 70 м2/г до 350 м2/г.
- массовое содержание оксида металла группы VIb составляет от 1 до 30% масс. по отношению к общей массе катализатора,
- массовое содержание оксида металла группы VIII составляет от 1 до 30% масс. по отношению к общей массе катализатора,
- степень сульфирования металлов, входящих в состав указанного катализатора, по меньшей мере равна 60%,
- молярное соотношение неблагородного металла группы VIII и металла группы VIb составляет от 0,6 до 3 моль/моль.
В частности было обнаружено, что технические свойства катализаторов улучшаются, если катализатор имеет следующие характеристики:
- носитель, состоящий из гамма-модификации оксида алюминия с удельной поверхностью, составляющей от 180 м2/г до 270 м2/г,
- массовое содержание оксида металла группы VIb, выраженное в форме оксида, составляет от 4 до 20% масс по отношению к общей массе катализатора, предпочтительно от 6 до 18% масс.,
- массовое содержание оксида металла группы VIII, выраженное в форме оксида, составляет от 3 до 15% масс. и предпочтительно от 4 до 12% масс. по отношению к общей массе катализатора,
- молярное соотношение неблагородного металла группы VIII и металла группы VIb составляет от 0,6 до 3 моль/моль и предпочтительно от 1 до 2,5 моль/моль.
В предпочтительном варианте осуществления изобретения используют катализатор с массовым содержанием оксида никеля (в форме NiO), составляющим от 4 до 12% масс., с массовым содержанием оксида молибдена (в форме МоО3), составляющим от 6 до 18% масс. и массовым соотношением никель/молибден, составляющим от 1 до 2,5, при этом металлы нанесены на носитель, состоящий только из оксида алюминия, и степень сульфирования металлов, входящих в состав катализатора, превышает 80%.
Катализатор по изобретению можно получать любой известной специалисту технологией и в частности путем пропитки выбранного носителя металлами групп VIII и VIb.
После введения металлов групп VIII и VIb и возможно формовки катализатора его подвергают активации. Цель этой обработки главным образом заключается в превращении молекулярных предшественников металлов в оксидную фазу. В этом случае речь идет об окислительной обработке, но можно также провести просто сушку катализатора. В случае окислительной обработки, называемой также прокаливанием, катализатор главным образом обрабатывают на воздухе или в атмосфере разведенного кислорода и температура обработки главным образом составляет от 200°С до 550°С, предпочтительно от 300°С до 500°С.
После прокаливания металлы, нанесенные на носитель, находятся в форме оксидов. В случае никеля и молибдена металлы находятся главным образом в форме МоО3 или NiO. Перед приведением в контакт с обрабатываемым сырьем катализаторы проходят стадию сульфирования. Сульфирование предпочтительно осуществляют в сульфатвосстанавливающей среде, т.е. в присутствии Н2S и водорода для превращения оксидов металлов в сульфиды, такие как например МоS2 и Ni3S2. Сульфирование осуществляют путем подачи на катализатор потока, содержащего Н2S и водород, или же серосодержащего соединения, способного разлагаться до Н2S в присутствии катализатора и водорода. Полисульфиды такие, как диметилдисульфид, являются предшественниками Н2S, широко используемыми для сульфирования катализаторов. Температуру устанавливают так, чтобы Н2S вступил во взаимодействие с металлическими оксидами с образованием металлических сульфидов. Это сульфирование можно осуществлять in situ или ex situ (внутри реактора или вне реактора) реактора демеркаптизации при температуре от 200 до 600°С и более предпочтительно от 300 до 500°С.
Стадию а) можно проводить без добавления водорода в реактор, но предпочтительно водород впрыскивают вместе с сырьем для сохранения гидрирующей способности поверхности катализатора для высокой степени конверсии при демеркаптизации. Обычно стадию а) осуществляют при отношении расход H2/расход сырья, составляющем от 0 до 25 Nм3 водорода на м3 сырья, предпочтительно от 0 до 10 Nм3 водорода на м3 сырья, очень предпочтительно от 0 до 5 Nм3 водорода на м3 сырья и более предпочтительно от 0,5 до 2 Nм3 водорода на м3 сырья.
Общее количество сырья обычно вводят через вход реактора. Тем не менее, в некоторых случаях предпочтительно вводить часть или все сырье между двумя последовательными каталитическими слоями, находящимися в реакторе. Этот вариант осуществления позволяет в частности продолжать работу реактора, если вход в реактор забит отложениями полимеров, частиц или смол, присутствующих в сырье.
Подлежащий обработке бензин приводят в контакт с катализатором при температуре от 50°С до 250°С, предпочтительно от 80°С до 220°С и еще более предпочтительно от 90°С до 200°С, с объемной скоростью жидкости (LHVS), составляющей от 0,5 h-1до 10 h-1, причем единицей объемной скорости жидкости является литр сырья на литр катализатора в час (л/л⋅час). Давление составляет от 0,4 МПа до 5 МПа и предпочтительно от 0,6 до 2 МПа и более предпочтительно от 0,6 до 1 МПа.
По окончании стадии а) содержание меркаптанов в бензине, обработанном в условиях, изложенных выше, понижено. Главным образом полученный бензин содержит менее 50 м.д. масс. меркаптанов и предпочтительно менее 10 м.д. масс. Легкие серосодержащие соединения, температура кипения которых ниже температуры кипения тиофена (84°С), главным образом превращаются более чем на 80%, даже более чем на 90%. Олефины не гидрируются или гидрируются в очень малой степени, что позволяет поддерживать хорошее октановое число на выходе со стадии а). Степень гидрирования олефинов, как правило, меньше 2%.
Стадия b) разделения на промежуточную легкую бензиновую фракцию и промежуточную тяжелую бензиновую фракцию
Стадию b) разделения преимущественно проводят в традиционной дистилляционной колонне, называемой также “сплиттер”. Эта фракционная колонна позволяет разделять промежуточную легкую бензиновую фракцию с низким содержанием серосодержащих соединений и промежуточную тяжелую бензиновую фракцию, предпочтительно содержащую большую часть серосодержащих соединений, изначально присутствующих в исходном бензине.
Эта фракционная колонна работает главным образом при давлении от 0,1 до 2 МПа и предпочтительно от 0,6 до 1 МПа. Следует отметить, что это давление может по существу быть таким же (за исключением потери сырья) как и давление в реакторе на стадии а). Такое функционирование при изодавлении на стадиях а) и b) позволяет возвращать газ из верхней части колонны стадии b) с высоким содержанием водорода в реактор демеркаптизации на стадии а) (если на стадии а) катализатор должен иметь гидрирующую поверхность, пригодную для высокой степени конверсии при демеркаптизации). Это рециркуляция позволяет понизить потребление водорода на стадии а) и избежать потери этого водорода в системе подачи газообразного топлива. Этот водород обычно не содержит H2S, т.к. последний не продуцируется катализатором, используемым на стадии а) в выбранных условиях.
Число теоретических тарелок в этой разделительной колонне обычно составляет от 10 до 100, предпочтительно от 20 до 60. Флегмовое число, полученное делением расхода жидкости в колонне на расход дистиллята, выраженным в кг/час, главным образом меньше единицы и предпочтительно меньше 0,8.
Промежуточный легкий бензин, полученный разделением b), содержит главным образом по меньшей мере совокупность олефинов С5, предпочтительно, соединений С5 и по меньшей мере 20% олефинов С6. Температуру фракционирования колонны часто устанавливают так, чтобы тиофен не перемещался в промежуточную легкую бензиновую фракцию. Таким образом, первоначальная температура диапазона дистилляции промежуточной тяжелой бензиновой фракции составляет около 84°С. Эта первоначальная температура возможно является более высокой в зависимости от ожидаемого содержания серы в промежуточной легкой бензиновой фракции и может составлять примерно 100°С, даже до 120°С.
В качестве альтернативы дистилляционная колонна имеет конфигурацию, позволяющую боковой отбор промежуточной бензиновой фракции, т.е. бензиновой фракции, точки кипения которой находятся между конечной точкой кипения промежуточной легкой бензиновой фракции и начальной точкой кипения промежуточной тяжелой бензиновой фракции. Указанную промежуточную бензиновую фракцию можно затем подвергать гидрообессериванию в предназначенном для этой цели реакторе и затем смешивать с промежуточной легкой бензиновой фракцией.
Стадии с) и d) гидрообессеривания в каталитической колонне.
Реакция обессеривания на стадии с) является реакцией гидрообессеривания, заключающейся в прохождении сырья в присутствии водорода, который впрыскивают в указанную колонну, по меньшей мере по одному катализатору, по меньшей мере частично находящемуся в форме сульфида, содержащему по меньшей мере один металл группы VIII, по меньшей мере один металл группы VIb и возможно фосфор, при температуре от 210°С до 350°С, предпочтительно от 220°С до 320°С. Давление в верхней части колонны главным образом поддерживают между примерно 0,1 и примерно 4 МПа и предпочтительно между 1 и 3 МПа. Отношение расход Н2/расход сырья в колонне составляет от 25 до 400 Nм3 на м3 жидкого сырья и предпочтительно от 40 до 100 Nм3 на м3 жидкого сырья.
Металл группы VIII предпочтительно представляет собой кобальт или никель, а металл группы VIb главным образом представляет собой молибден или вольфрам. Предпочтительными являются сочетания кобальт-молибден и никель-молибден. Содержание металла группы VIII, выраженное оксидом, составляет главным образом от 0,5 до 25% масс., предпочтительно от 1 до 10% масс. по отношению к массе катализатора. Содержание металла группы VIb, выраженное оксидом, составляет главным образом от 1,5 до 60% масс., предпочтительно от 3 до 50% масс. по отношению к массе катализатора.
Предпочтительно, если катализатор относится к типу кобальт-молибден, содержание кобальта, выраженное оксидом, составляет главным образом от 0,5 до 15% масс. и более предпочтительно от 2 до 5% масс., содержание молибдена, выраженное оксидом, составляет от 1,5 до 60% масс. и более предпочтительно от 5 до 20% масс.
Предпочтительно, если катализатор относится к типу никель-молибден, содержание никеля, выраженное оксидом, составляет главным образом от 0,5 до 25% масс. и более предпочтительно от 5 до 25% масс., содержание молибдена, выраженное оксидом, составляет от 1,5 до 30% масс. и более предпочтительно от 3 до 20% масс.
Носитель катализатора обычно представляет собой твердое пористое вещество, такое, например, как оксид алюминия, оксид кремния-оксид алюминия или другие твердые пористые вещества, такие как, например, оксид магния, оксид кремния или оксид титана, индивидуально или в смеси с оксидом алюминия или оксидом кремния-оксидом алюминия и может изначально быть в виде экструдированных элементов малого диаметра или сфер. В колонне катализатор должен иметь структуру, адаптированную к каталитической дистилляции с тем, чтобы одновременно действовать как каталитический агент для проведения реакций, а также как агент массопереноса с тем, чтобы обеспечивать доступные разделительные ярусы вдоль слоя.
Для сведения к минимуму гидрирования олефинов в обработанном сырье предпочтительно использовать катализатор типа кобальт-молибден, в котором плотность молибдена, выраженная в % масс. МоО3 на единицу поверхности, превышает 0,07 и предпочтительно превышает 0,12. Катализатор по изобретению предпочтительно имеет удельную поверхность меньше 250 м2/г, более предпочтительно меньше 230 м2/г и очень предпочтительно меньше 190 м2/г.
Для достижения высокой степени конверсии при гидрообессеривании и одновременно при гидрировании олефинов (в частности, на дне каталитической колонны при рециркуляции тяжелой бензиновой фракции) предпочтительным является использование катализатора типа никель-молибден. Катализатор по изобретению в этих случаях предпочтительно имеет удельную поверхность от 70 до 250 м2/г.
Нанесение металлов на носитель осуществляют любыми известными специалисту методами, такими, например, как сухая пропитка избытком раствора, содержащего предшественники металлов. Указанный раствор выбирают так, чтобы растворять предшественники металлов в требуемых концентрациях. В случае синтеза катализатора СоМо, например, предшественником молибдена может являться оксид молибдена, гептомолибдат аммония. В отношении кобальта можно, например, назвать нитрат кобальта, гидроксид кобальта, карбонат кобальта. Предшественники главным образом растворяют в среде, обеспечивающей их растворение в требуемых концентрациях. Таким образом, в разных случаях в качестве растворителя используют водную и/или органическую среду. Фосфор можно добавлять в виде фосфорной кислоты.
В рамках изобретения в реакционной зоне можно использовать более одного каталитического слоя, например, два разных каталитических слоя, отделенных друг от друга пространством. При некоторых конфигурация каталитическая колонна может также содержать более одного каталитического слоя, содержащих разные катализаторы, в частности, если требуется использовать эффективную комбинацию разных свойств катализаторов типа кобальт-молибден и типа никель-молибден. В другой конфигурации в способе по изобретению каталитический слой колонны может находиться только над или только под местом ввода сырья.
При работе каталитической колонны в реакционной зоне одновременно образуются пар и жидкость. Значительную часть пара составляет водород, остальное состоит из части выпаренного сырья и сульфида водорода.
Как при любой дистилляции в системе существует градиент температуры так, что в нижней части колонны находятся соединения с более высокой температурой кипения, чем в верхней части колонны. Дистилляция позволяет разделять соединения, присутствующие в сырье, за счет разницы температуры кипения.
Реакционное тепло, возможно выделяющееся в каталитической колонне, выводят путем испарения смеси на дистилляционной тарелке, о которой идет речь. Следовательно, температурный профиль колонны является очень устойчивым и каталитические реакции, которые протекают на слое, не мешают ее работе. Также эта стабильность температурного профиля позволяет получать устойчивую кинетику реакций, т.к. они являются изотермическими на каждом разделительном ярусе, при этом температуры зависят только от равновесия жидкость-пар разделительных ярусов и регулировки давления в колонне.
Каталитическая дистилляционная колонна имеет конфигурацию, обеспечивающую функционирование в рабочих условиях, которые позволяют разделять сырье, состоящее по меньшей мере из второй промежуточной тяжелой фракции, происходящей со стадии фракционирования b), по меньшей мере на две фракции, а именно обессеренную конечную легкую бензиновую фракцию, полученную разложением серосодержащих соединений, и обессеренную тяжелую фракцию.
Конечную легкую бензиновую фракцию извлекают в верхней части каталитической колонны с Н2S, образовавшимся в ходе обессеривания, и водорода, не вступившего во взаимодействие, тогда как обессеренную тяжелую бензиновую фракцию извлекают со дна каталитической колонны.
В варианте дополнительную обессеренную бензиновую фракцию можно извлекать путем бокового отбора в точке, расположенной между местом ввода сырья и дном колонны.
Предпочтительно конечную легкую бензиновую фракцию, сопровождаемую Н2S, образовавшимся в ходе реакций обессеривания и не вступившим во взаимодействие водородом, охлаждают до температуры, главным образом ниже 60°С для конденсации углеводородов. Газообразные фазы (содержащие главным образом образовавшийся Н2S и не вступивший во взаимодействие водород) и жидкую углеводородную фазу (т.е. пригодную для переработки конечную легкую бензиновую фракцию) разделяют в сепараторе. Часть этой конечной легкой бензиновой фракции перемещают в пул бензина, тогда как другую часть рециркулируют в колонну в качестве внутреннего рефлюкса. Внутренний рефлюкс одновременно пригоден для осуществления дистилляции сырья и позволяет также осуществлять постоянную промывку катализатора. Нисходящий поток жидкости в колонне позволяет очищать катализатор от кокса и смол, которые могут образовываться в частности в результате присутствия в сырье высоконенасыщенных соединений, диолефинового или ацетиленового типа. Это позволяет уменьшать дезактивацию катализатора и, следовательно, обеспечивать продолжительный цикл.
Газообразную фазу, богатую Н2S и водородом, можно направлять, например, в абсорбер, содержащий амины, для очистки и извлечения водорода для его повторного использования в способе.
В варианте способ по изобретению включает в себя также стадию рециркуляции в каталитической колонне всей или части обессеренной тяжелой бензиновой фракции, которую отбирают со дна указанной каталитической колонны. Если используют эту возможную рециркуляцию, можно также осуществлять дополнительную загрузку и очищать рециркуляционный поток.
В качестве альтернативы рециркуляционный поток может также содержать внешнюю фракцию углеводородов (поступающую с дополнительной загрузкой), начальная точка кипения которой выше или равна точке кипения промежуточной тяжелой бензиновой фракции. Эту внешнюю фракцию углеводородов выводят со дна каталитической дистилляционной колонны и возвращают по контуру в указанную колонну.
Различные варианты способа по изобретению приводятся ниже, причем перечень этих вариантов не является исчерпывающим.
В первом варианте сырье, которое подают на стадию с), состоящее из промежуточной тяжелой бензиновой фракции, происходящей со стадии b), разделяют по меньшей мере на две бензиновые фракции. В этом варианте конечную легкую бензиновую фракцию и обессеренную тяжелую фракцию, происходящие со стадии с) и d), являются пригодными для прямой переработки для пула бензина. Этот вариант предпочтительно используют, если бензиновая фракция, впрыскиваемая на стадии а) через вход линии, является широкой бензиновой фракцией, т.е. имеющей диапазон температур кипения примерно от температур кипения углеводородов, содержащих 2 или 3 атома углерода (С2 или С3), примерно до 250°С или более предпочтительно от температур кипения углеводородов, содержащих 2 или 3 атома углерода (С2 или С3), примерно до 220°С или более предпочтительно примерно от температур кипения углеводородов, содержащих 5 атомов углерода, примерно до 220°С. Его можно также использовать с легким бензином, т.е. имеющим конечную точку кипения ниже 210°С.
В этом варианте каталитический слой предпочтительно состоит из одного слоя катализатора типа кобальт-молибден.
Конечная легкая бензиновая фракция, извлекаемая из верхней части колонны, и обессеренная тяжелая фракция, извлекаемая из нижней части колонны, являются бензиновыми фракциями, обессеренными до очень низкого содержания серы, т.е. имеющими содержание серы менее 50 м.д. масс. и предпочтительно менее 30 м.д. или 10 м.д. масс. Конечная легкая бензиновая фракция главным образом представляет собой фракцию, диапазон температур кипения которой обычно составляет примерно от начальной температуры кипения сырья в каталитической колонне, главным образом составляющей от 80 до 120°С, до примерно 145°С или предпочтительно примерно до 160°С или более предпочтительно примерно до 180°С. Обессеренная тяжелая фракция главным образом представляет собой фракцию, диапазон температур кипения которой обычно составляет примерно от конечной температуры кипения конечной легкой бензиновой фракции примерно до конечной температуры кипения сырья в каталитической колонне, главным образом составляющей от 220 до 250°С. Обе фракции, извлекаемые на выходе из каталитической колонны, можно затем смешивать и отправлять в десорбер для удаления последних растворенных следов Н2S для окончательного перемещения в пул бензина.
Во втором варианте сырье на стадии с) содержит промежуточную тяжелую бензиновую фракцию, происходящую со стадии b), и всю или часть рециркуляционной обессеренной тяжелой фракции, отобранной из нижней части каталитической колонны. Этот вариант используют в частности, когда бензиновая фракция, впрыскиваемая на стадии а) через вход линии, является легкой бензиновой фракцией с конечной температурой кипения ниже 220°С, например, ниже или равной 210°С, ниже или равной 180°С, ниже или равной 160°С или ниже или равной 145°С.
Тем не менее, если промежуточная тяжелая бензиновая фракция, извлеченная из нижней части дистилляционной колонны на стадии b), имеет конечную температуру кипения примерно 180°С, желательно дополнительно вводить внешнюю тяжелую бензиновую фракцию в качестве рециркуляции для сохранения жидкой фазы в каталитической колонне в выбранных рабочих условиях. Эта рециркуляция позволяет, таким образом, промывать катализатор в нижней части, что является желательным в случае, если сырье на стадии гидрообессеривания содержит предшественники кокса и смол.
Предпочтительно простое дополнительное введение тяжелой фракции осуществляют в рециркуляционный поток и указанная тяжелая фракция возвращается по контуру в колонну. Эта внешняя рециркуляционная бензиновая фракция обычно имеет диапазон перегонки от конечной температуры обрабатываемого сырья, т.е. в диапазоне от 145°С примерно до 210°С в этом варианте, до температуры, составляющей примерно от 180°С до 240°С. Эта внешняя рециркуляционная фракция может, например, являться обессеренной крекированной тяжелой бензиновой фракцией. Внешняя рециркуляционная тяжелая фракция должна иметь низкое содержание ненасыщенных соединений для использования в качестве растворителя для оптимальной промывки катализатора.
В этом варианте каталитическая колонна предпочтительно содержит два каталитических слоя, расположенных соответственно над и под местом ввода сырья в колонну. Предпочтительно на дно каталитической колонны загружают катализатор, обладающий одновременно свойством гидрообессеривания и гидрирования. Катализатор, содержащий по меньшей мере один металл группы VIII и по меньшей мере один металл группы VIb в виде сульфида, в котором предпочтительно металл группы VIII является никелем, а металл группы VIb является молибденом. Катализатор, находящийся в верхней зоне, напротив, предпочтительно является катализатором типа кобальт-молибден.
В третьем варианте из каталитической колонны выводят три разные фракции:
- обессеренную конечную легкую бензиновую фракцию, выводимую из верхней части колонны и пригодную для переработки для пула бензина,
- обессеренную тяжелую фракцию, выводимую из нижней части колонны, большую часть которой рециркулируют в каталитическую дистилляционную колонну;
- и дополнительную обессеренную бензиновую фракцию, выводимую из точки, расположенной между местом отбора обессеренной конечной легкой бензиновую фракции и местом отбора из нижней части колонны. Предпочтительно эту фракцию выводят в точке, расположенной между местом ввода сырья в колонну и местом отбора из нижней части колонны.
Этот вариант предпочтительно используют, если бензиновая фракция, впрыскиваемая на стадии а) через вход линии, является широкой бензиновой фракцией, т.е. имеющей диапазон температур кипения, составляющий обычно примерно от температур кипения углеводородов, содержащих 2 или 3 атома углерода (С2 или С3), примерно до 250°С или предпочтительно примерно от температур кипения углеводородов, содержащих 2 или 3 атомов углерода (С2 или С3), примерно до 220°С, или более предпочтительно примерно от температур кипения углеводородов, содержащих 5 атомов углерода, примерно до 220°С. Этот вариант также является предпочтительным, если каталитическая колонна должна функционировать с очень высокими степенями конверсии (глубокое обессеривание), следовательно при высокой температуре, в частности, если конечная температура фракции, обработанной способом по изобретению, является особенно высокой и, следовательно, сырье содержит тяжелые серосодержащие соединения типа тиофеновых или бензотиофеновых, трудно поддающихся обессериванию.
Рециркуляция тяжелой фракции в каталитическую колонну позволяет, несмотря на высокую температуру, сохранять жидкую фазу в колонне и позволяет таким образом повышать скорость промывки катализатора, находящегося в нижней части. Действительно, работа при более высокой температуре способствует образованию кокса и смол при полимеризации диолефинов, содержащихся в сырье, в частности, в нижней части колонны, где температуры являются самыми высокими.
Предпочтительно в рециркуляционный контур дополнительно вводят внешнюю фракцию углеводородов. Эта внешняя тяжелая фракция обычно имеет диапазон дистилляции от 220°С до 270°С, предпочтительно от 220°С до 250°С. Эта тяжелая фракция является главным образом крекированной тяжелой фракцией, происходящий из фракционирования FCC, например, LCO (Light Cycle Oil, т.е. фракция, полученная каталитическим крекингом и кипящая в температурном интервале, который выше, чем температурный интервал бензина) или керосиновой фракцией или фракцией газойля прямой перегонки (straight-run gazole).
В этом варианте каталитическая колонна предпочтительно содержит два каталитических слоя, расположенных соответственно над и под местом вводы сырья в колонну. Катализатор, находящийся в каталитической зоне в нижней части колонны, предпочтительно является катализатором типа никель-молибден. Катализатор, находящийся в верхней зоне, предпочтительно является катализатором типа кобальт-молибден, обеспечивающим хорошую селективность реакций гидрообессеривания по сравнению с реакциями гидрирования олефинов для сохранения октанового числа обработанного сырья.
Конечная легкая бензиновая фракция, извлекаемая из верхней части колонны, и обессеренная дополнительная бензиновая фракция, извлекаемая в виде бокового отгона, являются бензиновыми фракциями, обессеренными до низкого содержания серы, т.е. с содержанием серы менее 50 м.д. масс. и предпочтительно менее 30 м.д. или 10 м.д. масс. Конечная легкая бензиновая фракция главным образом представляет собой фракцию, диапазон температур кипения которой обычно составляет примерно от начальной температуры кипения сырья, обработанного в каталитической колонне (главным образом от 80 до 120°С), до примерно температуры выше 145°С или предпочтительно примерно до температуры выше 160°С или более предпочтительно примерно до 180°С. Обессеренная дополнительная бензиновая фракция главным образом представляет собой фракцию, диапазон температур кипения которой обычно составляет примерно от конечной температуры кипения конечной легкой бензиновой фракции до примерно конечной температуры кипения второй промежуточной тяжелой бензиновой фракции, происходящей со стадии b), т.е. примерно до температуры, составляющей от 210 до 230°С. Обе фракции, извлекаемые на выходе из каталитической колонны (конечная легкая бензиновая фракция и обессеренная дополнительная бензиновая фракция), можно затем смешивать и отправлять в десорбер для удаления последних растворенных следов Н2S с последующим окончательным хранением в пуле бензина.
Краткое описание фигур
Эти аспекты, а также другие аспекты изобретения будут понятны из подробного описания способов осуществления изобретения со ссылкой на чертежи, на которых:
- на фигуре 1 показана первая схема способа по изобретению;
- на фигуре 2 показана вторая схема способа по изобретению;
- на фигуре 3 показана третья схема способа по изобретению;
- на фигуре 4 показана четвертая схема способа по изобретению.
На фигурах сходные элементы обычно обозначены одинаково.
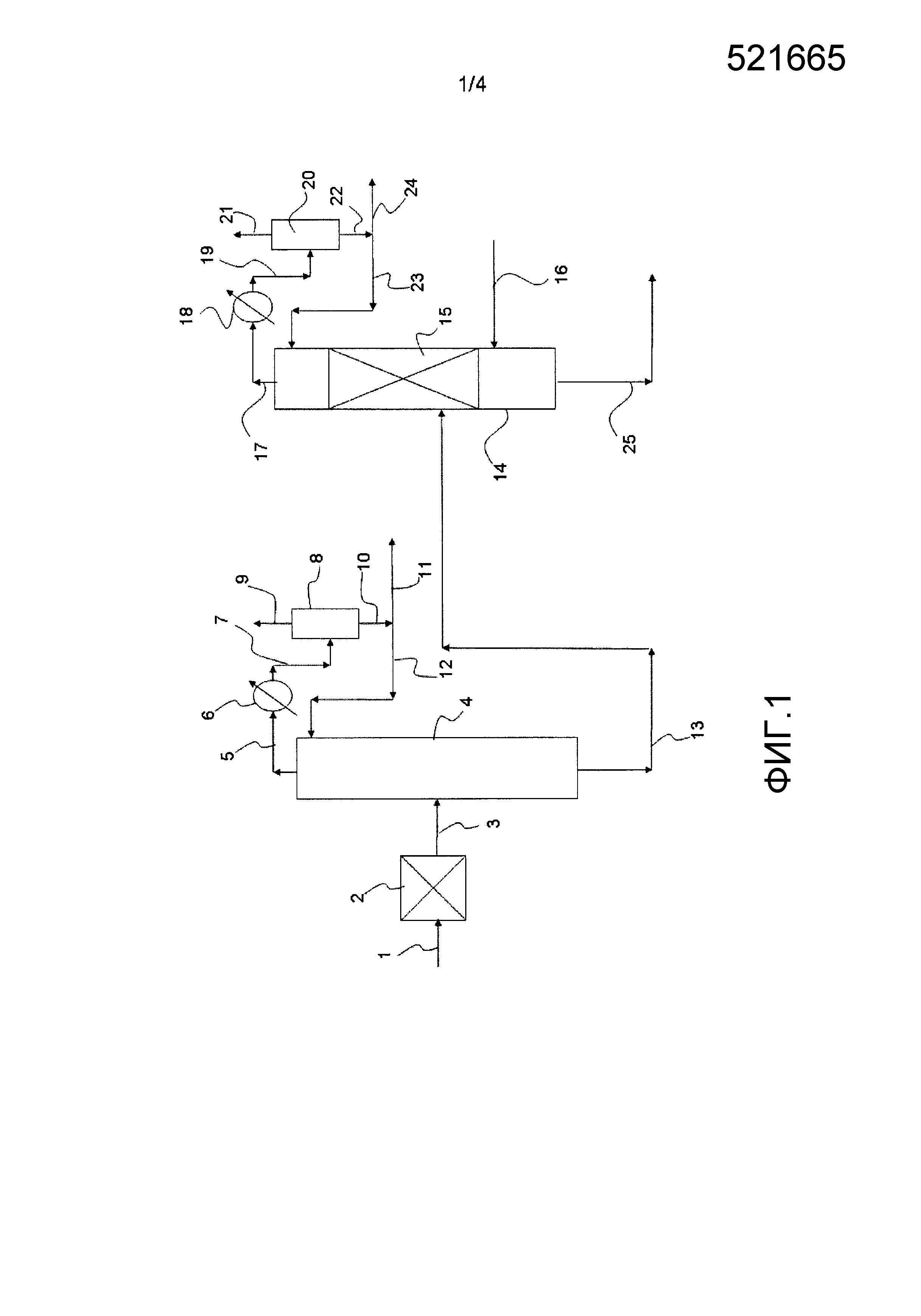
На фигуре 1 показана первая схема способа по изобретению обработки бензинового сырья, содержащего в частности диолефины, олеины и серосодержащие соединения типа меркаптанов и из группы тиофенов, для получения нескольких бензиновых фракций с общим содержанием серы меньше 50 м.д. (масс.), предпочтительно меньше 30, даже меньше 10 м.д. масс.
Согласно способу бензиновое сырье, подлежащее обработке, возможно с дополнительной загрузкой водорода, направляют в реактор демеркаптизации 2 по линии загрузки 1.
Реактор 2 включает в себя каталитическую секцию, снабженную каталитическим слоем, специально выбранным для селективного присоединения меркаптанов к олефинам в целях увеличения их молекулярной массы.
Предпочтительно реактор представляет собой реактор с неподвижным каталитическим слоем, который функционирует в трехфазной или двухфазной системе и одна из фаз которого (катализатор) является твердой.
Реакции демеркаптизации протекают главным образом при температуре от 50 до 250°С, под давлением, составляющим от 0,6 до 2 МПа и с объемной скоростью жидкости от 0,5 h-1 до 10 h-1.
Поток, выходящий со стадии а) демеркаптизации, затем направляют во фракционную колонну 4, называемую также “сплиттер” по трубопроводу 3. Фракционная колонна 4 выполнена с возможностью разделения промежуточной легкой бензиновой фракции с низким содержанием серы и промежуточной тяжелой бензиновой фракции, содержащей большую часть серы, первоначально присутствующей в подлежащем обработке бензине. Рабочее давление в этой колонне главным образом составляет от 0,1 до 2 МПа и предпочтительно от 0,6 до 1 МПа. Число теоретических тарелок в этой фракционной колонне главным образом составляет от 10 до 100 и предпочтительно от 20 до 60. Флегмовое число, выраженное как отношение движения жидкости в колонне, разделенного на расход дистиллята, выраженный в кг/час, главным образом меньше 1 и предпочтительно меньше 0,8. Промежуточный легкий бензин, полученный разделением, содержит главным образом по меньшей мере совокупность олефинов С5, предпочтительно соединений С5 и по меньшей мере 20% олефинов С6. Главным образом эта легкая фракция содержит очень малое количество серы, т.е. меньше 50 м.д. масс, предпочтительно меньше 30 м.д. масс., даже меньше 10 м.д. масс. Дообработка легкой фракции до ее использования в качестве базового бензина не является необходимой.
Как показано на фиг.1, промежуточную легкую бензиновую фракцию, выведенную из верхней части фракционной колонны по линии 5, охлаждают при помощи теплообменника 6, затем перемещают в газожидкостный сепаратор 9. Газовый поток, содержащий неконденсируемые соединения, главным образом водород, выводят из нижней части сепаратора по линии 9, тогда как жидкую бензиновую фракцию выводят из нижней части по линии 10, часть которой служит для загрузки пула бензина (по трубопроводу 11), а другая часть соответствует рефлюксу дистилляции.
Промежуточная тяжелая бензиновая фракция, выведенная из нижней части фракционной колонны 4 и содержащая большую часть серосодержащих продуктов, включая те, которые образовались в ходе стадии а) демеркаптизации, служит сырьем на третьей стадии способа по изобретению.
На фигуре 1 промежуточную тяжелую бензиновую фракцию направляют по линии 13 в каталитическую дистилляционную колонну 14, снабженную реакционной зоной 15, содержащей по меньшей мере один слой катализатора. По изобретению катализатор выбирают так, чтобы он был способен разлагать серосодержащие соединения до Н2S в присутствии водорода, обеспечивая селективность в отношении гидрирования олефинов для сохранения октанового числа сырья. Катализатор гидрообессеривания используют в его сульфидной форме и он содержит пористый носитель, по меньшей мере один металл группы VIII, по меньшей мере один металл группы VIb. Предпочтительно катализатор, используемый в способе по изобретению в варианте, изображенном на фигуре 1, является катализатором типа кобальт-молибден.
Для проведения каталитической конверсии серосодержащих соединений по линии 16 подают водород.
Каталитическая дистилляционная колонна 14 выполнена с возможностью осуществлять фракционирование указанной промежуточной тяжелой бензиновой фракции по меньшей мере на две фракции, а именно конечную обессеренную тяжелую бензиновую фракцию и конечную обессеренную легкую бензиновую фракцию. Обе фракции: конечную обессеренную тяжелую бензиновую фракцию и конечную обессеренную легкую бензиновую фракцию можно затем направлять в десорбер для удаления последних растворенных следов Н2S (не изображено).
Как показано на фигуре 1 промежуточную тяжелую бензиновую фракцию, происходящую со стадии b), приводят в контакт в реакционной секции 15 с водородом, подаваемым по трубопроводу 16, и катализатором гидрообессеривания для превращения серосодержащих соединений в Н2S. Одновременно с реакцией превращения происходит фракционирование промежуточной тяжелой бензиновой фракции с получением конечного легкого бензина, содержащего Н2S, образовавшегося при разложении серосодержащих соединений. Конечный легкий бензин выводят из верхней части дистилляционной колонны по трубопроводу 17.
Конечную легкую бензиновую фракцию, перегоняемую в верхней части фракционной колонны, вместе с Н2S, образовавшимся в результате реакций обессеривания, и водородом, не вступившим во взаимодействие в колонне, затем охлаждают при помощи теплообменника 18, затем перемещают по трубопроводу 19 в газожидкостный сепаратор 20, где разделяют газовый поток, содержащий главным образом водород и Н2S (трубопровод 21) и обессеренный тяжелый бензин. Обессеренный тяжелый бензин затем разделяют на две фракции, одну из которых рециркулируют в дистилляционную колонну 14 для обеспечения рефлюкса и другую фракцию, которую можно использовать в пуле бензина после возможного прохождения через десорбер Н2S. Газы из верхней части можно перемещать в установку абсорбции аминами для отделения водорода от сероводорода для очистки водорода и возможной рециркуляции. Способ по изобретению, представленный на фигуре 1, относится главным образом к обработке широкой бензиновой фракции.
Второй вариант осуществления способа по изобретению показан на фигуре 2. Этот вариант осуществления главным образом отличается от первого варианта наличием рециркуляционного потока фракции из нижней части каталитической колонны к месту ввода сырья в колонну. На фигуре 2 фракция потока, выходящего по трубопроводу 25, смешивают с промежуточным тяжелым бензином в трубопроводе 26 и возвращают, таким образом, в каталитическую дистилляционную колонну. Дополнительное введение внешней тяжелой фракции осуществляют по линии 27 в этот рециркуляционный поток. В этой цепи предусмотрен выпуск 29. Рециркуляция тяжелой фракции через вход в каталитическую колонну позволяет, несмотря на высокую температуру в нижней части колонны, сохранять жидкую фазу в колонне и позволяет таким образом увеличивать расход на промывку катализатора в нижней части. Эта промывка от смол и кокса, образовавшегося в результате присутствия высоко ненасыщенных соединений в промежуточной тяжелой бензиновой фракции, обеспечивает используемым катализаторам продолжительный цикл с высокой степенью конверсии. Каталитическая колонна предпочтительно содержит два каталитических слоя, находящихся соответственно над и под местом ввода сырья. Катализатор в каталитической зоне, расположенной в нижней части колонны, предпочтительно является катализатором типа никель-молибден. Катализатор, находящийся в верхней зоне, предпочтительно является катализатором типа кобальт-молибден.
Третий вариант осуществления способа по изобретению показан на фигуре 3. Этот вариант осуществления главным образом отличается от второго варианта тем, что дополнительную обессеренную тяжелую бензиновую фракцию выводят по трубопроводу 28 в точке, находящейся между местом ввода сырья и дном указанной колонны.
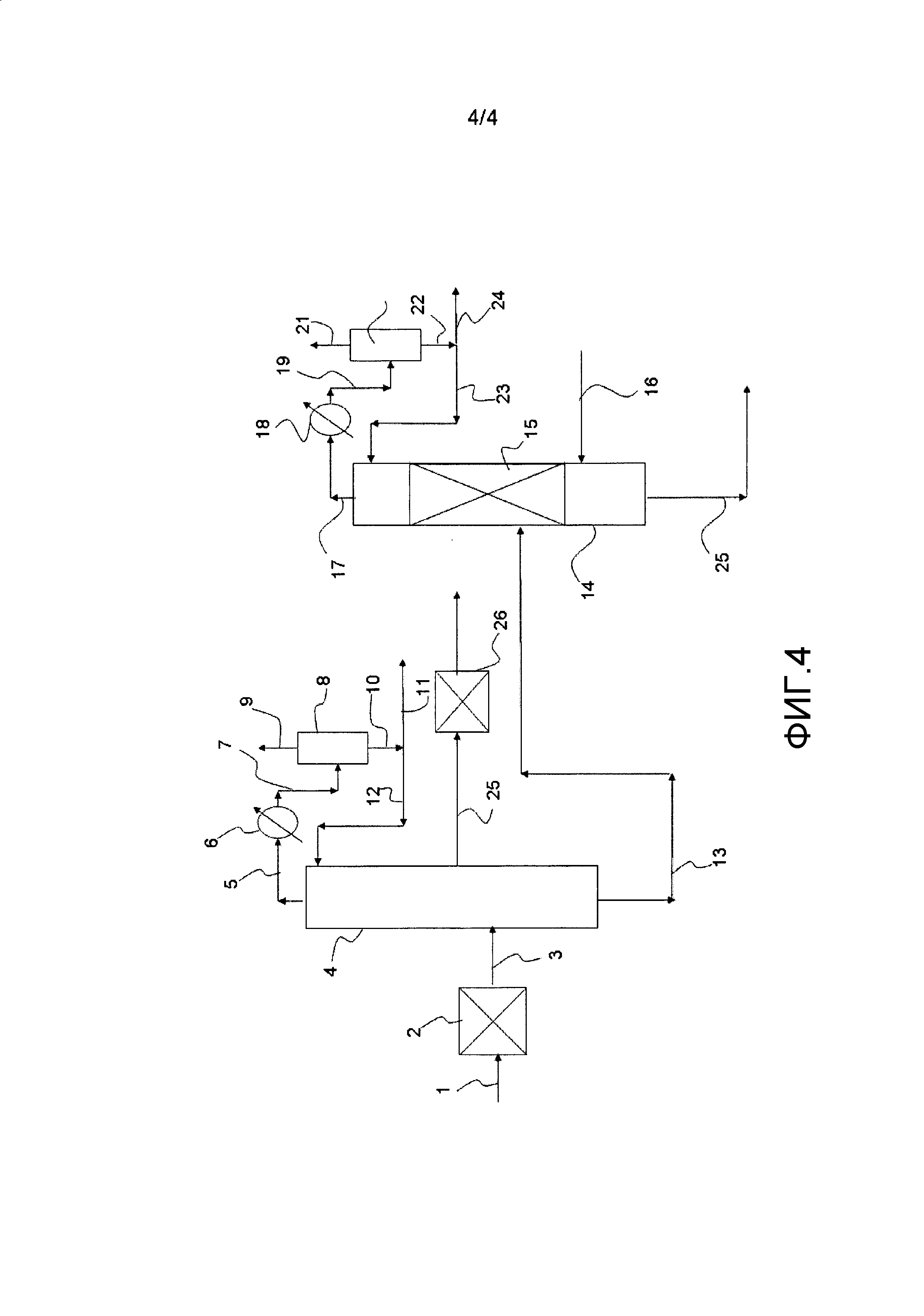
Четвертый вариант осуществления способа изображен на фигуре 4. Этот вариант осуществления имеет те же характеристики, что и способ осуществления по фигуре 1 и предусматривает на стадии b) фракционирования в дистилляционной колонне 4 дополнительный боковой отгон бензиновой фракции, диапазон температур кипения которой находится в интервале от конечной температуры кипения промежуточной легкой бензиновой фракции и начальной температуры кипения промежуточной тяжелой бензиновой фракции. На фигуре 4 бензиновую фракцию выводят в виде бокового отгона из дистилляционной колонны 4 по линии 25. Точка вывода по линии 25 находится в колонне между местом вывода в верхней части по линии 5 и местом вывода из нижней части колонны. Предпочтительно вывод осуществляют над местом ввода сырья по линии 3 в колонну 4. Эту бензиновую фракцию направляют в установку гидрообессеривания 26, предназначенную для превращения в присутствии водорода, в частности, меркаптанов и соединений типа тиофенов, присутствующих в указанной фракции, в Н2S. Установка 26 состоит из камеры, содержащей по меньшей мере один слой катализатора гидрообессеривания.
Предпочтительно катализатор гидрообессеривания включает в себя по меньшей мере один носитель, по меньшей мере один металл группы VIII (группы 8, 9 и 10 новой периодической классификации Handbook of Chemistry and Physics, 76 издание, 1995-1996) и по меньшей мере один металл группы VIb (группа 6 новой периодической классификации Handbook of Chemistry and Physics, 76 издание, 1995-1996). Предпочтительно плотность металлов группы VIb катализатора на единицу поверхности носителя составляет (включая предельные значения) от 2,10-4 до 18,10-4 г оксидов металлов группы VIb на м2 носителя, предпочтительно составляет (включая предельные значения) от 3,10-4 до 16,10-4 г оксидов металлов группы VIb на м2 носителя, более предпочтительно составляет (включая предельные значения) от 3,10-4 до 14,10-4 г оксидов металлов группы VIb на м2 носителя, очень предпочтительно составляет (включая предельные значения) от 4,10-4 до 13,10-4 г оксидов металлов группы VIb на м2 носителя.
Содержание, выраженное по отношению к общей массе катализатора, металлов группы VIb, предпочтительно составляет (включая предельные значения) от 1 до 20% масс. оксидов металлов группы VIb, более предпочтительно составляет (включая предельные значения) от 1,5 до 18% масс. оксидов металлов группы VIb, очень предпочтительно составляет (включая предельные значения) от 2 до 15% масс. оксидов металлов группы VIb, еще более предпочтительно составляет (включая предельные значения) от 2,5 до 12% масс. оксидов металлов группы VIb. Предпочтительно металл группы VIb является молибденом или вольфрамом, или смесью этих двух металлов и более предпочтительно металл группы VIb является только молибденом или вольфрамом. Металл группы VIb очень предпочтительно является молибденом.
Содержание, выраженное по отношению к общей массе катализатора, металлов группы VIII катализатора, предпочтительно составляет (включая предельные значения) от 0,1 до 20% масс. оксидов металлов группы VIII, предпочтительно составляет (включая предельные значения) от 0,2 до 10% масс. оксидов металлов группы VIII и более предпочтительно составляет (включая предельные значения) от 0,3 до 5% масс. оксидов металлов группы VIII. Предпочтительно металл группы VIII является кобальтом или никелем, или смесью этих двух металлов и более предпочтительно металл группы VIII является только кобальтом или никелем. Металл группы VIII очень предпочтительно является кобальтом.
Молярное отношение металлов группы VIII к металлам группы VIb главным образом составляет (включая предельные значения) от 0,1 до 0,8, предпочтительно составляет (включая предельные значения) от 0,2 до 0,6, более предпочтительно составляет (включая предельные значения) от 0,3 до 0,5.
Катализатор гидрообессеривания может дополнительно содержать фосфор. Содержание фосфора предпочтительно составляет (включая предельные значения) от 0,1 до 10% масс. Р2О5, более предпочтительно составляет (включая предельные значения) от 0,2 до 5% масс. Р2О5, очень предпочтительно составляет (включая предельные значения) от 0,3 до 4% масс. Р2О5, еще более предпочтительно составляет (включая предельные значения) от 0,35 до 3% масс. Р2О5, по отношению к общей массе катализатора.
Если фосфор присутствует, молярное отношение фосфора к металлу группы VIb главным образом больше или равно 0,25, предпочтительно больше или равно 0,27, более предпочтительно составляет (включая предельные значения) от 0,27 до 2, еще более предпочтительно составляет (включая предельные значения) от 0,35 до 1,40, очень предпочтительно составляет (включая предельные значения) от 0,35 до 1,10, еще более предпочтительно составляет (включая предельные значения) от 0,45 до 1,0, даже составляет (включая предельные значения) от 0,50 до 0,95.
Носитель катализатора является пористым твердым веществом, выбранным из группы, состоящей из: оксидов алюминия, оксидов кремния, оксидов кремния - оксидов алюминия или оксидов титана или магния, используемых индивидуально или в смеси с оксидом алюминия или оксидом кремния - оксидом алюминия. Его предпочтительно выбирают из группы, состоящей из: оксида кремния, группы переходных оксидов алюминия и оксидов кремния - оксидов алюминия, очень предпочтительно носитель главным образом состоит по меньшей мере из переходного оксида алюминия, т.е. содержит по меньшей мере 51% масс., предпочтительно по меньшей мере 60% масс., очень предпочтительно по меньшей мере 80% масс., даже по меньшей мере 90% масс. переходного оксида алюминия. Он может состоять только из переходного оксида алюминия.
Удельная поверхность носителя, используемого для получения катализатора, до введения металлов групп VIb и VIII и возможно формования и термической обработки, составляет главным образом меньше 200 м2/г, предпочтительно меньше 170 м2/г, более предпочтительно меньше 150 м2/г, очень предпочтительно меньше 135 м2/г, даже меньше 100 м2/г и даже меньше 85 м2/г. Носитель можно получить с использованием любого предшественника, любым способом получения и при помощи любого устройства для формования, известного специалисту.
Примеры
В реактор с неподвижным слоем, с нисходящим потоком загружают 1000 сс катализатора NiMo 8/8 на носителе из алюмината никеля в форме сфер размером 2-4 мм. Его сульфируют сначала путем впрыскивания в течение 4 часов при VVH=2 h-1 при 350°С и 2,5 МПа гептанового сырья, содержащего 4% DMDS при расходе водорода 500 N литров/литр. В этих условиях DMDS разлагается до H2S и обеспечивает сульфирование катализатора.
Сырье, используемое для опытного испытания, представляет собой бензин FCC, начальная точка кипения которого РI=2°С, а конечная точка кипения которого РF=208°С.
Рабочие условия являются следующими:
Р=1,0 МПа
Т=100°С
VVH=3 h-1
Н2/НС=2 N литров/литр.
Было отмечено, что в этих условиях превращение меркаптанов от С1 до С3 достигает 97,6%. Эти меркаптаны являются серосодержащими соединениями, которые наиболее вероятно оказываются в легкой бензиновой фракции после перегонки.
Было отмечено, что олефины почти не подвергались гидрированию между входом и выходом из реактора. Следовательно, октановое число не понизилось.
Кроме того, использованный хроматографический метод позволяет идентифицировать диолефины С5, которые выходят из группы олефинов. Этими диолефинами являются: изопрен, 1,3-циспентадиен и 1,3-транспентадиен. Степень их превращения в реакторе составляет примерно 17%.
Наконец, измерение MAV (Maleic Anhydride Value) дает информацию о количестве высоконенасыщенных соединений, присутствующих в выходящих потоках. Было отмечено, что потоки, выходящие из реактора, имеют величину MAV, очень близкую к сырью.
Поток, выходящий из реактора, затем разделяют в дистилляционной колонне в периодическом режиме. Поток направляют в ребойлер объемом 100 л, нагреваемый сопротивлениями, тогда как конденсацию в верхней части колонны обеспечивают водой с добавлением гликоля с тем, чтобы не допустить потери легких соединений. Температура воды с добавлением гликоля составляет 15°С.
Колонна имеет диаметр 10 см и футеровку (буферы multiknit) на высоте 2 м. Разделение осуществляют с флегмовым числом, равным 15. Давление при разделении является атмосферным давлением. Если термопара в верхней части достигает температуры 65°С, а температура в нижней части составляет около 90°С, дистилляция останавливается. Требуемая температура разделения составляет 65°С.
Эта периодическая дистилляция позволяет осуществлять разделение в опытном режиме, воспроизводящем промышленный сплиттер, имеющий следующие характеристики:
- 40 теоретических тарелок;
- давление в колбе обратного холодильника: 0,9 МПа;
- флегмовое число: 0,9;
- температура разделения: 65°С.
Легкая бензиновая фракция, извлекаемая из верхней части колонны, содержит 32,8% масс. исходного бензина.
Комбинация реактора демеркаптизации со сплиттером позволяет таким образом выводить промежуточную легкую бензиновую фракцию, имеющую низкое содержание серы.
Тяжелую бензиновую фракцию, происходящую из нижней части сплиттера, направляют затем в каталитическую дистилляционную колонну. Эта тяжелая бензиновая фракция, называемая промежуточной, в результате разделения имеет немного более высокое MAV, чем сырье.
Промежуточную тяжелую бензиновую фракцию впрыскивают в каталитическую дистилляционную колонну диаметром 5 см и высотой 12 м.
В эту колонну загружают 0,75 кг катализатора гидрообессеривания на основе кобальта и молибдена на носителе из оксида алюминия в сульфидной форме. Этот катализатор содержит 3% масс. кобальта в форме оксида и 10% масс. молибдена в форме оксида. Сырье впрыскивают в присутствии водорода так, что 70% масс. катализатора находится на уровне места ввода сырья. Каталитическая дистилляционная колонна функционирует в следующих рабочих условиях:
- давление в верхней части колонны: 1,6 МПа
- температура в верхней части слоя: 270°С
- температура в нижней части слоя: 315°С
- отношение водорода к расходу сырья: 100 Nм3/м3
- флегмовое число: 2
Реферат
Изобретение относится к способу обработки – обессеривания бензина, содержащего диолефины, олеины и серосодержащие соединения, включая меркаптаны. Способ включает в себя следующие стадии: a) проводят стадию демеркаптизации путем добавления по меньшей мере части меркаптанов к олефинам путем приведения в контакт бензина по меньшей мере с первым катализатором при температуре от 50 до 250°С, давлении от 0,4 до 5 МПа и с объемной скоростью жидкости (LHSV) от 0,5 до 10 ч, при этом первый катализатор представляет собой сульфид и содержит первый носитель, по меньшей мере один металл, выбранный из группы VIII, и по меньшей мере один металл, выбранный из группы VIb Периодической таблицы элементов, причем первый катализатор имеет следующие характеристики: носитель, состоящий из гамма-модификации оксида алюминия с удельной поверхностью, составляющей от 180 до 270 м/г, содержание металла группы VIb, выраженное в форме оксида, составляет от 4 до 20 мас.% по отношению к общей массе катализатора, содержание металла группы VIII, выраженное в форме оксида, составляет от 3 до 15 мас.% по отношению к общей массе катализатора, молярное соотношение металла группы VIII и металла группы VIb составляет от 0,6 до 3 моль/моль; b) в дистилляционной колонне проводят фракционирование бензина, выходящего со стадии а) по меньшей мере на первую промежуточную легкую бензиновую фракцию с общим содержанием серы, которое меньше, чем в исходном бензине, и вторую промежуточную тяжелую бензиновую фракцию, содержащую большую часть исходных серосодержащих соединений; c) вводят поток водорода и по меньшей мере вторую промежуточную тяжелую бензиновую фракцию, выходящую со стадии b), в каталитическую дистилляционную колонну (14), включающую в себя по меньшей мере одну реакционную зону (15), содержащую по меньшей мере один второй катализатор в виде сульфида, содержащий второй носитель, по меньшей мере один металл группы VIII и один металл группы VIb, с содержанием металла группы VIII, выраженным в форме оксида, составляющим от 0,5 до 25 мас.% по отношению к массе катализатора, и содержанием металла группы VIb, выраженным в форме оксида, составляющим от 1,5 до 60 мас.% по отношению к массе катализатора, причем условия в каталитической дистилляционной колонне выбирают так, чтобы в присутствии водорода привести в контакт промежуточный тяжелый бензин, выходящий со стадии b), со вторым катализатором для расщепления серосодержащих соединений до HS, при этом приведение в контакт со вторым катализатором осуществляют под давлением от 0,1 до 4 МПа и при температуре от 210 до 350°С; d) выводят из каталитической дистилляционной колонны по меньшей мере одну конечную легкую бензиновую фракцию, содержащую HS, и обессеренную тяжелую бензиновую фракцию, причем конечную легкую бензиновую фракцию выводят в точке, расположенной над реакционной зоной, а обессеренную тяжелую бензиновую фракцию выводят в точке, расположенной под реакционной зоной. 13 з.п. ф-лы, 4 ил., 4 табл., 1 пр.
Комментарии