Способ и установка для изготовления стеклопластикового профиля для использования в качестве армирующего элемента для упрочнения стенки горной выработки - RU2536996C2
Код документа: RU2536996C2
Чертежи



Описание
Изобретение относится к изготовлению армирующих элементов для упрочнения поверхности туннельной выработки. Точнее, настоящее изобретение относится к стеклопластиковому профилю с улучшенным сопротивлением выдергиванию, чем у обычных профилей, используемых для той же цели. Настоящее изобретение также относится к способу изготовления данного стеклопластикового профиля с ограниченным числом этапов и относительно низкими затратами. Настоящее изобретение также относится к установке для реализации способа, т.e. для изготовления стеклопластикового профиля согласно изобретению.
В области упрочнения стенок тоннельной выработки известные стеклопластиковые элементы уже используют в течение многих лет, особенно там, где присутствует глина и рыхлые грунты. Данные элементы можно использовать для упрочнения поверхности выработки, а также в качестве радиальных забиваемых элементов крепления. Также известно соединение стеклопластиковых профилей с окружающим грунтом с помощью цементирования. Другими словами, каждый профиль заливают цементным раствором после вставления в надлежащее заранее просверленное отверстие в стене, подлежащей упрочнению. Устройство профилей, их длина и их плотность (т.e. число на квадратный метр) изменяется согласно условиям работ. Стеклопластиковые профили обычно имеют развитое поперечное сечение или, альтернативно, осевую полость, используемую для ввода цементного раствора.
На Фиг.1-3 показан обычно используемый стеклопластиковый профиль (10). Показанный профиль имеет круглое сечение с полостью внутри с наружным диаметром, изменяющимся в большинстве случаев от 55 до 70 миллиметров. Профиль (10) обычно изготавливают с использованием процесса получения одноосноориентированного волокнистого пластика, во время которого стекловолокно, предварительно импрегнированное полимерной основой, проходит через нагретую плашку круглой формы. Как показано на Фиг.1, в конце процесса получения одноосноориентированного волокнистого пластика наружную поверхность (1A) профиля (1) подвергают станочной обработке для улучшения адгезии с цементным раствором. В частности, станочная обработка состоит из выполнения канавки (2) с удалением материала фрезерованием профиля, при этом вырезают части продольных волокон, образующих профиль, уменьшая прочность последнего. Как показано, данная канавка проходит по спирали аналогично нитке резьбы.
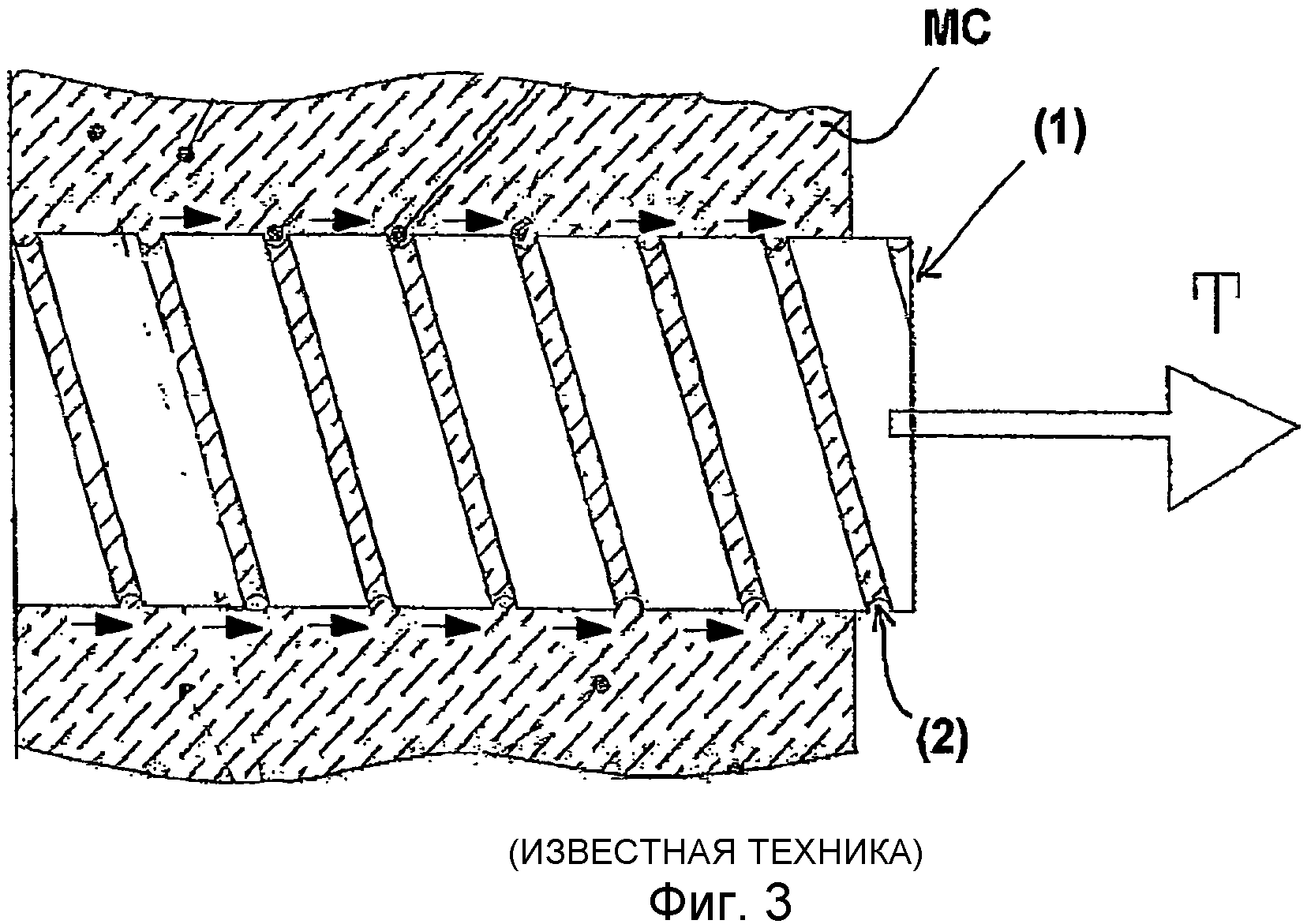
Как показано на Фиг.3, во время установки профиля (10) цементный раствор (5) вводят между наружной поверхностью (1A) профиля (1) и стенкой предварительно пробуренного шпура через клапаны или через другие функционально эквивалентные элементы. В конкретном варианте с клапанами последние устанавливают в точках, расположенных по длине профиля. Цементный раствор (MC) достигает клапанов, проходя через трубы (не показано), установленные внутри продольной полости (3) профиля (1) для последующего распространения вокруг соответствующей поверхности (1A), также с заполнением спиральной канавки (2), как ясно показано на Фиг.3. При любом растягивающем напряжении (T) в профиле на цементный раствор (MC), размещенный в канавке (2), действует срезающее усилие, при этом создается низкое сопротивление выдергиванию профиля. Геометрическая форма профиля (1) обуславливает продольное прерывание установленных снаружи стеклянных волокон. Данные волокна на практике являются существенно нарушенными и поэтому не могут вносить вклад в прочность (TS) на растяжение. Также замечено, что вследствие уменьшения рабочего сечения, обусловленного удалением материала, в настоящее время используемые стеклопластиковые профили не обеспечивают приемлемой прочности на растяжение.
Также известны способы, в которых металлическую нить или ленту обертывают вокруг профиля, выполненного из волокон стеклопластика, который затем полимеризуют. После полимеризации нить или ленту снимают с профиля, при этом остается отпечаток, формирующий рифление профиля. Такие способы описаны, например, в известных документах JP-57-18484, EP-0667228, EP-0733456. В данных случаях рифление профиля не выполняется до полимеризации профиля, но получается в виде отпечатка, оставляемого нитью или лентой, которую обязательно должны снять после проведения полимеризации.
Таким образом, главной задачей настоящего изобретения является создание нового стеклопластикового профиля и нового способа изготовления данного профиля, обеспечивающих преодоление вышеупомянутых недостатков.
Для данной основной задачи настоящего изобретения является создание стеклопластикового профиля, имеющего высокое сопротивление выдергиванию, больше, чем достигается в обычных решениях.
Другой задачей настоящего изобретения является создание способа изготовления данного стеклопластикового профиля, включающего в себя ограниченное число этапов, простого в исполнении и с конкурентоспособными затратами.
Дополнительной задачей настоящего изобретения является создание профиля и способа, надежных и относительно простых в реализации и с конкурентоспособными затратами. Еще одной целью настоящего изобретения является создание установки, обеспечивающей реализацию способа согласно настоящему изобретению.
Настоящее изобретение, таким образом, относится к стеклопластиковому профилю для использования в качестве армирующего элемента для упрочнения стенки горной выработки, например при проходке галерей и/или тоннелей. Профиль согласно изобретению содержит аксиально натягивающийся корпус, образованный стеклянными волокнами, закрепленными в полимерной смоле в процессе полимеризации. Профиль отличается тем, что его наружная поверхность имеет волнистый тренд или, по существу, волнообразный тренд относительно аксиальной плоскости сечения профиля. В частности, данная наружная волнистая поверхность образована с помощью сжатия различной степени самых дальних от оси волокон профиля. На практике согласно изобретению самые дальние от оси стеклянные волокон сжаты на аксиальных интервалах и сохраняют свою целостность, поддерживая стойкость сечения профиля. По результатам наблюдений волнистый тренд наружной поверхности профиля предпочтительно увеличивает его сопротивление выдергиванию, поскольку цементный раствор, окружающий профиль, работает в основном на сжатие, а не на срез, как в случае с обычными профилями.
Настоящее изобретение также относится к способу изготовления стеклопластикового профиля согласно настоящему изобретению. Способ предусматривает импрегнирование стеклянных волокон полимерной смолой и последующее их ориентирование по осевому направлению с расположением их для выполнения конфигурации аксиально натягивающегося профиля. Способ согласно изобретению предусматривает сжатие самых дальних от оси стеклянных волокон на аксиальных интервалах для придания волнистого тренда наружной поверхности профиля, т.e. волнообразного тренда относительно аксиальной плоскости сечения профиля. Профиль затем проходит процесс полимеризации, закрепляющий структуру профиля.
Согласно возможному варианту осуществления самые дальние от оси волокна сжимаются с помощью нитевидного элемента сжатия, который может, например, быть нитью, выполненной из полиэфира, стеклянных волокон или другого функционально эквивалентного материала. Нитевидный элемент сжатия может удаляться по завершении процесса полимеризации или более предпочтительно и выгодно может оставаться встроенным и заключенным в профиль после процесса полимеризации.
Согласно изобретению сжатие самых дальних от оси стеклянных волокон профиля является таким, что наружная поверхность (15b) профиля и нитевидный элемент сжатия вместе имеют в целом волнистую форму, по существу, соответствующую волнистой форме необходимого готового профиля. Другими словами, образование готового волнистого профиля уже завершается перед этапом полимеризации и не зависит от удаления нитевидного элемента после полимеризации. В данном способе весь процесс изготовления профиля становится гораздо проще и быстрее известных процессов.
Согласно первому возможному варианту осуществления способа нитевидный элемент сжатия выполнен в виде нити с круглым сечением и наматывается по спирали, предпочтительно, с постоянным шагом вокруг профиля так, что наружная поверхность имеет регулярный тренд, предпочтительно синусоидальный, относительно аксиальной плоскости сечения. Согласно альтернативному варианту осуществления нитевидный элемент сжатия имеет вогнутое сечение и наматывается на стеклопластиковый профиль, по существу, с нулевым шагом, то есть с шагом, по существу, сравнимым с толщиной нитевидного элемента. По завершении сжатия самые дальние от оси стеклянные волокона частично располагаются в углублении, образованном сечением нитевидного элемента. Таким способом, волнистый тренд образуется на наружной поверхности профиля.
В способе настоящего изобретения волнистый профиль образуется полностью перед полимеризацией и поэтому не зависит от удаления нитевидного элемента сжатия после полимеризации.
Настоящее изобретение также относится к установке для реализации способа согласно настоящему изобретению. Установка согласно изобретению содержит емкость импрегнирования, содержащую полимерную смолу, которой стеклянные волокна импрегнируют. Установка также содержит средство ориентации и расположения стеклянных волокон для обеспечения ориентации в аксиальном направлении волокон и расположения, соответствующего аксиальному профилю. Установка также содержит средство сжатия для сжатия самых дальних от оси стеклянных волокон профиля на аксиальных интервалах для придания поверхности волнистого тренда. В частности, данное средство сжатия функционально установлено выше по потоку от соответствующего средства полимеризации, с помощью которого выполняют процесс полимеризации для закрепления стеклянных волокон в полимерной смоле.
Дополнительные признаки и преимущества настоящего изобретения должны стать ясны из описания вариантов осуществления профиля согласно настоящему изобретению и соответствующего способа и установки для изготовления данного профиля, показанных в качестве не ограничивающего примера в прилагаемых чертежах, на которых показано следующее.
На Фиг.1 показан вид сбоку участка профиля из композитного материала, используемого в настоящее время.
На Фиг.2 показано сечение профиля Фиг.1.
На Фиг.3 показана схема применения профиля Фиг.1 и 2.
На Фиг.4 показана боковая проекция участка первого варианта осуществления профиля согласно настоящему изобретению.
На Фиг.5 дополнительно показано сечение по линии IV-IV на Фиг.4.
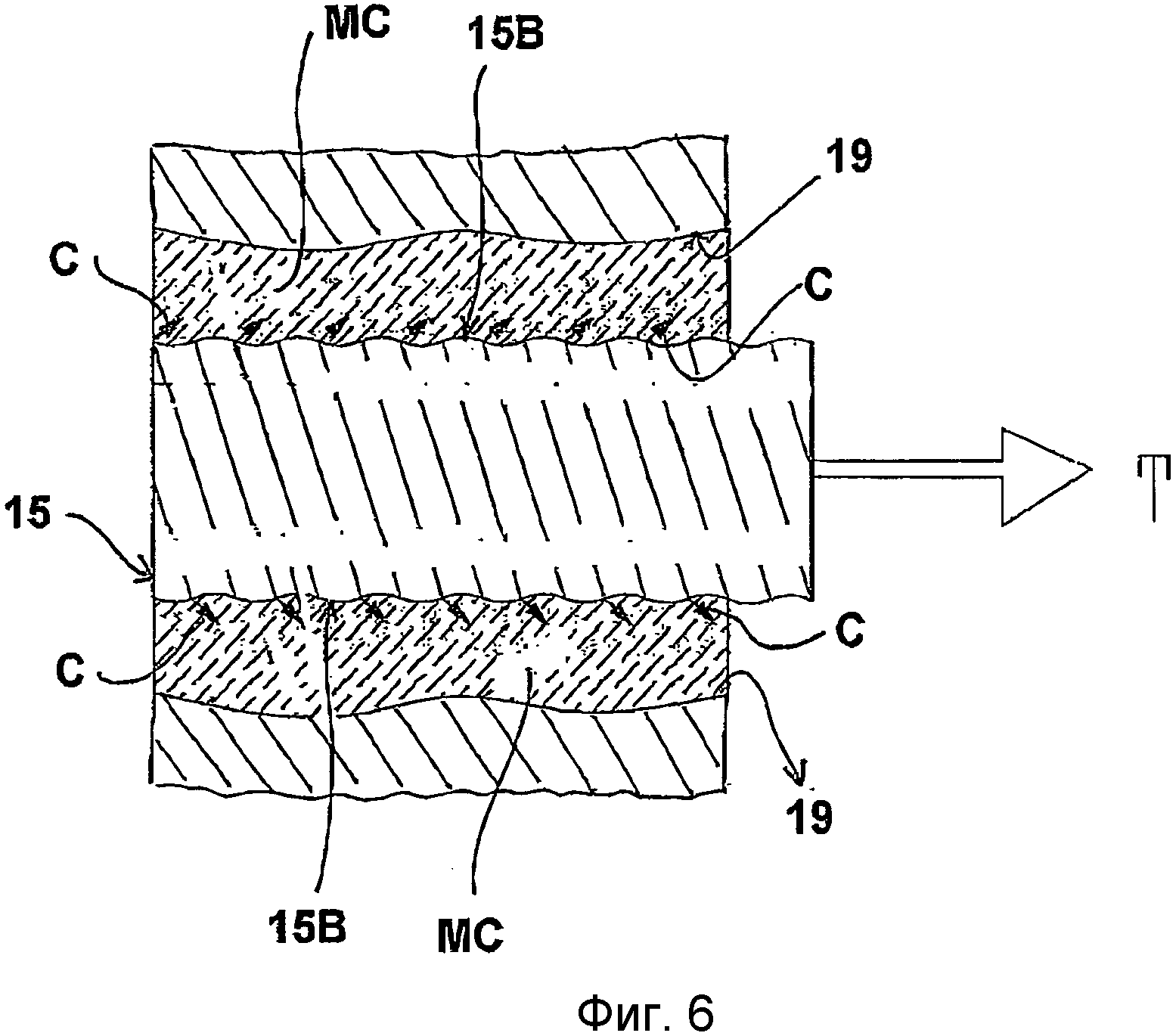
На Фиг.6 показано применения профиля Фиг.4.
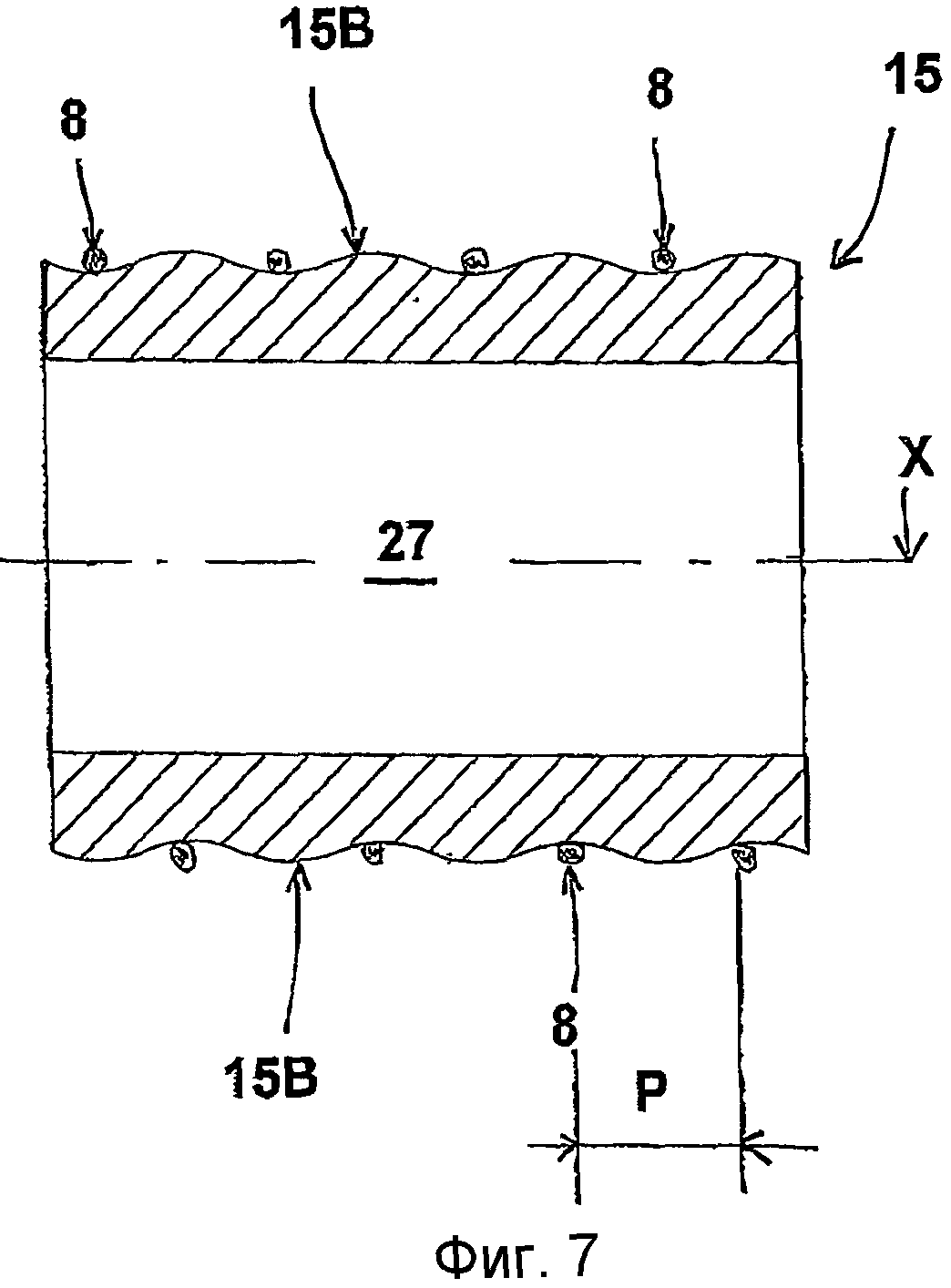
На Фиг.7 показано продольное сечение участка второго варианта осуществления профиля согласно настоящему изобретению.
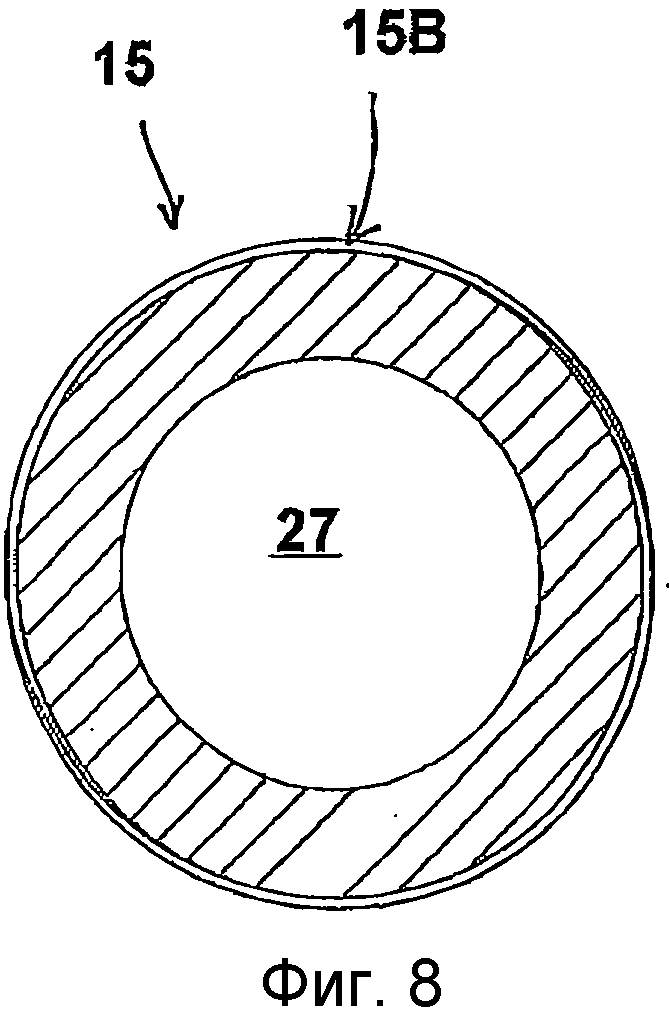
На Фиг.8 показано поперечное сечение профиля Фиг.7.
На Фиг.9 показан дополнительный вариант осуществления профиля согласно настоящему изобретению.
На Фиг.10 показана схема установки для изготовления профиля согласно настоящему изобретению.
Профиль согласно настоящему изобретению указан ниже позицией 15. Данный профиль 15 имеет аксиально натягивающийся корпус, выполненный из стеклянных волокон 15A, 15B, выставленных по осевому направлению X. Более точно, стеклянные волокна 15A, 15B закреплены в полимерной смоле, предпочтительно, полиэфирной, с помощью процесса полимеризации. Согласно изобретению наружная поверхность 15B корпуса 15 сжата на продольных интервалах так, что имеет волнистый тренд, т.e. по существу, волнообразный тренд относительно аксиальной плоскости сечения профиля 15, т.e. относительно плоскости сечения, содержащей продольную ось. Волнистый тренд поверхности 5B образуется с помощью различной степени сжатия самых дальних от оси стеклянных волокон 5B, которые, по существу, сжимаются на аксиальных интервалах. Более точно, "сжатие" направлено, как смятие, по существу, в радиальном направлении наружных волокон 5B так, что наружная поверхность 15B образована более сжатыми участками, чередующимися с менее сжатыми участками. Выражение "радиальное направление" указывает поперечное направление, по существу, ортогональное осевому направлению X.
На Фиг.4 показана боковая проекция участка профиля 15 согласно настоящему изобретению. На Фиг.5 показано продольное сечение, на котором видно расположение волокон 5A, 5B, образующих профиль 15. Как ясно видно, самые близкие к продольной оси волокна 5A профиля 15 выставлены параллельно осевому направлению X и проходят интегрально и непрерывно без продольных прерываний. Самые дальние от оси волокна 5B в отличие от этого сжаты на аксиальных интервалах, но не прерываются в продольном направлении. В частности, сжатие самых дальних от оси волокон 5B образует участки профиля 15, на которых имеется радиальное расширение D1 и другие участки, на которых имеется радиальное расширение D2. Непрерывность самых дальних от оси волокон 15B предпочтительно увеличивает прочность на растяжение профиля относительно прочности обычного профиля, такого как профиль Фиг.1. Другими словами, в отличие от обычных решений самые дальние от оси волокна 5B профиля 15 не прерываются и не нарушаются в продольном направлении, но только сжимаются.
На Фиг.6 показана схема возможного применения профиля 15. Точнее, на данном чертеже показана возможная установка профиля 15, вставленного в предварительно пробуренный шпур, выполненный в стенке горной выработки, подлежащей упрочнению. Объем пространства между профилем 15 и поверхностью 19 предварительно пробуренного шпура заполнен цементным раствором MC. Наружная структура поверхности 15B обеспечивает то, что во время приложения растягивающего напряжения T к профилю 15 цементный раствор MC в основном работает на сжатие (указано стрелками C), а не на срез, как происходит в обычных решениях (см. Фиг.3). Через цементный раствор напряжения сжатия передаются непосредственно на стенку предварительно пробуренного шпура. Следовательно, сопротивление выдергиванию профиля 15 предпочтительно увеличивается, поскольку цементные растворы MC с одной стороны имеют высокую прочность на сжатие и с другой стороны передают напряжения сжатия на окружающую породу. Лабораторные испытания показывают, что при одинаковом сечении и радиальном размере сопротивление выдергиванию профиля 15 согласно изобретению превышает на 40% и более данный показатель обычных профилей, имеющих структуру, показанную на Фиг.1-3. Сопротивление выдергиванию на практике определяют, как растягивающее напряжение T, которое должно быть приложено к профилю для выдергивания его из окружающей стенки, в которой он зацементирован.
На Фиг.4 также показано, что наружная поверхность 15B профиля 15 имеет достаточно регулярный волнистый тренд в продольном направлении и, более точно, по существу, синусоидальный тренд на аксиальной плоскости сечения. Более точно, наружная поверхность 15B предпочтительно имеет вогнутый участок 16 (практически, указывающий более сжатый участок) и выпуклый участок 17 (т.e. менее сжатый участок), которые проходят по спирали, сменяя друг друга в аксиальном направлении X. Как лучше описано ниже, данную структуру можно получить, например, наматыванием сжимающего нитевидного элемента 8 по спирали с постоянным шагом во время формирования профиля 15 и, в частности, перед процессом полимеризации, благодаря которому стеклянные волокна 5A, 5B крепятся к полимерной смоле. На Фиг.7-9 показан второй вариант осуществления профиля 15 согласно настоящему изобретению, отличающийся от показанного на Фиг.4-6 поперечным сечением профиля 15, где термин "поперечный" указывает сечение в плоскости, по существу, ортогональной осевому направлению X. В данном втором решении профиль 15 имеет полость 27, по существу, круглого сечения, проходящую аксиально, предпочтительно по всей длине профиля. Данная полость 27 имеет функцию обеспечения прохода труб (не показано), подающих цементный раствор MC.
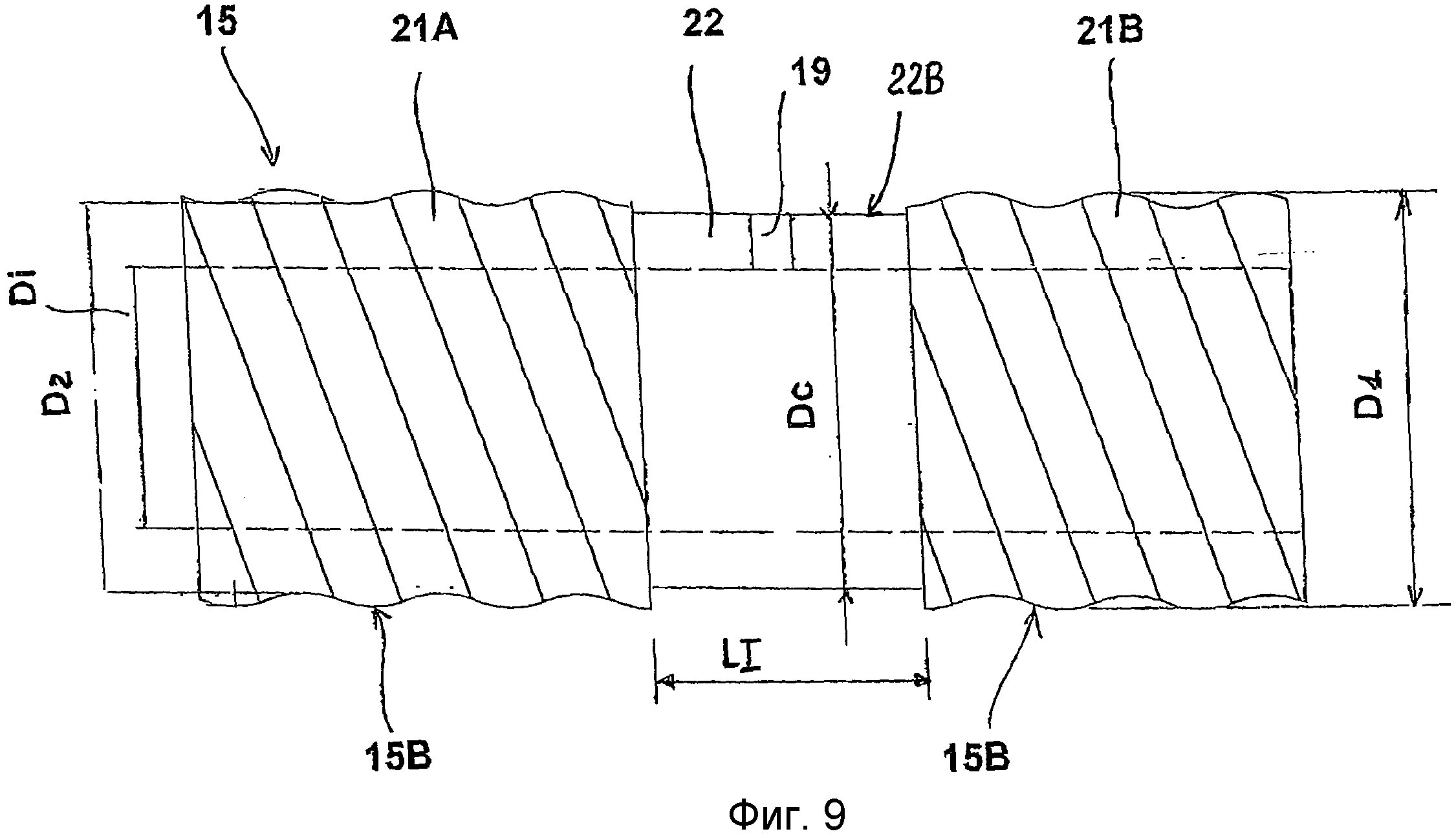
На Фиг.9 показан второй участок профиля 15 для данного второго варианта осуществления. Более точно, данный второй участок содержит первую часть 21A и вторую часть 21B, имеющие наружную поверхность 15B, соответствующую поверхности, показанной на Фиг.7 и 8. Промежуточная часть 22 образована между двумя частями 21A, 21B для установки клапанов выпуска (не показано) цементного раствора MC, подаваемого к данным клапанам через трубы (не показано), установленные функционально проходящими вдоль аксиальной полости 17. Как показано, промежуточная часть 22 имеет, по существу, цилиндрическую наружную поверхность, т.e. не имеет волнистого тренда, отличающего другие части профиля 15. Радиальный канал 19 создан для обеспечения прохода цементного раствора MC из аксиальной полости 27 профиля 15 наружу.
Настоящее изобретение также относится к способу изготовления профиля согласно настоящему изобретению. Более точно, способ можно использовать как для получения профиля со сплошным сечением, такого как профиль, показанный на Фиг.4-6, так и профиля, снабженного аксиальной полостью 27, показанного на Фиг.7-9.
Способ согласно изобретению предусматривает импрегнирование стеклянных волокон 5A, 5B полимерной смолой, предпочтительно полиэфирной. Волокна 5A, 5B ориентируются предпочтительно под действием растягивающего напряжения согласно осевому направлению X и взаимно расположены так, что образуют конфигурацию профиля 15, натягивающегося, по существу, аксиально. Способ согласно изобретению, таким образом, предусматривает сжатие самых дальних от оси стеклянных волокон 5B профиля 15 на аксиальных интервалах для придания волнистого тренда в продольном направлении наружной поверхности 15B, показанный, по существу, волнообразным трендом в продольном направлении на аксиальной плоскости сечения IV-IV на Фиг.4. Аксиальная плоскость сечения принадлежит, по существу, к связке плоскостей с осью X в качестве центральной оси.
Более точно, данное сжатие наружной поверхности 15B реализуется во время волочения и при этом аксиального продвижения профиля 15. Затем профиль 15 проходит процесс полимеризации, благодаря которому стеклянные волокна 5A, 5B, из которых профиль состоит, закрепляются в нужном положении и с нужной формой в полимерной смоле.
В отличие от обычных процессов получения одноосно ориентированного волокнистого пластика конечную форму профиля 15 устанавливают до, а не после этапа полимеризации. В частности, волнообразная форма наружной поверхности 15B придается с помощью сжатия самых дальних от оси волокон 5B без какого-либо их продольного прерывания. Другими словами, в наружных волокнах 5B поддерживается целостная и непрерывная структура для их относительного продольного натяжения в целом.
Поэтому волнообразная форма наружной поверхности 15B не зависит от того, убран элемент сжатия, использовавшийся перед полимеризацией для сжатия волокон, или нет, так что его можно предпочтительно оставлять встроенным в профиль даже после полимеризации для создания его интегральной части.
Согласно возможному предпочтительному варианту осуществления изобретения самые дальние от оси стеклянные волокна 5B радиально сжимаются с помощью нитевидного элемента 8 сжатия (показан на Фиг.7), который наматывается по спирали на наружную поверхность 15B профиля 15. Выражение "нитевидный элемент сжатия" в общем указывает элемент, который может наматываться на профиль аналогично прохождению нити, ленты или других аналогичных позиций для создания сжатия. Нитевидный элемент сжатия может быть выполнен из металла или неметаллического материала. Во втором случае он может быть выполнен, например, из полиэфирных или стеклянных волокон. Другие типы материала можно также использовать. Кроме того, нитевидный элемент сжатия может иметь круглое поперечное сечение (как в случае резьбы) или альтернативно также полигональное сечение.
По первому варианту осуществления способа согласно изобретению элемент 8 по типу нитки резьбы имеет форму нити со сплошным круглым сечением и наматывается, по существу, по спирали с постоянным шагом P так, что наружная поверхность 15B имеет, по существу, регулярный тренд, по существу, вдоль всего продольного удлинения, как показано на Фиг.7. Данная нитка резьбы остается намотанной на профиль 15 во время процесса полимеризации для сохранения волнообразной структуры, приданной наружной поверхности 15B. Благодаря процессу полимеризации стеклянные волокна 5A, 5B закрепляются в полимерной смоле на постоянной основе, практически занимая положение, приданное им при натяжении нитевидного элемента 8 сжатия. По завершении процесса полимеризации нитевидный элемент 8 сжатия можно отделить от наружной поверхности 15B, но более предпочтительно, элемент остается встроенным в полимеризованный профиль.
Согласно дополнительному варианту осуществления способа изобретения нитевидный элемент 8 сжатия имеет вогнутое поперечное сечение, например полукруглое, и наматывается на профиль 15, по существу, по спирали с нулевым шагом, то есть, по существу, сравнимым с толщиной нитевидного элемента. В частности, элемент 8 по типу нитки резьбы наматывается так, что полукруглая сторона обращена к наружным волокнам профиля 15. Следом за данной намоткой и последующей полимеризацией самые дальние от оси стеклянные волокна 5B частично располагаются в полукруглой выемке для образования волнистого тренда наружной поверхности 15B профиля 15. По завершении процесса полимеризации нитевидный элемент 8 может быть отделен от профиля 15 для "освобождения" наружной поверхности 5B или, более предпочтительно, он может оставаться встроенным в полимеризованный профиль, что делает процесс даже проще и дешевле.
Способ согласно изобретению также обеспечивает получение профиля с пустотным продольным сечением, показанным на Фиг.7 и 8. В данном случае способ предусматривает использование цилиндрического сердечника, вокруг которого продольные волокна 5A, 5B ориентируются и располагаются перед сжатием самых дальних от оси волокон 5B, т.e. перед процессом полимеризации. Диаметр цилиндрического сердечника практически устанавливает диаметр Di аксиальной полости 27 профиля 15 (Фиг.9).
С точки зрения выполнения работы, после того как стеклянные волокна 5A, 5B импрегнированы, они ориентируются согласно осевому направлению X и располагаются вокруг цилиндрического сердечника (не показано). Затем самые дальние от оси волокна 5B сжимаются предпочтительно с помощью спирального наматывания нитевидного элемента 8, как описано выше. При таком способе профиль 15 проходит коаксиально с цилиндрическим сердечником, который может также предлагать предпочтительную поддержку аксиальному перемещению профиля. Следом за процессом полимеризации и любым отделением нитевидного элемента 8 сжатия от профиля 15 последний снимается с цилиндрического сердечника для обеспечения его дальнейшего использования.
Способ согласно изобретению можно также использовать для получения конфигурации профиля, показанной на Фиг.9, для которой создают промежуточный участок 22 между двумя частями 21A, 21B, имеющими волнообразную наружную поверхность 15B. В частности, данный промежуточный участок 22 имеет цилиндрическую или в любом случае неволнообразную наружную поверхность 22B. Для получения данной поверхности способ также предусматривает использование нитевидного элемента 8 сжатия со сплошным круглым сечением, который наматывается вокруг волокна 5A, 5B, по существу, с нулевым шагом наматывания, по существу, сравнимым с толщиной самого нитевидного элемента, для длины L1 промежуточного участка 22.
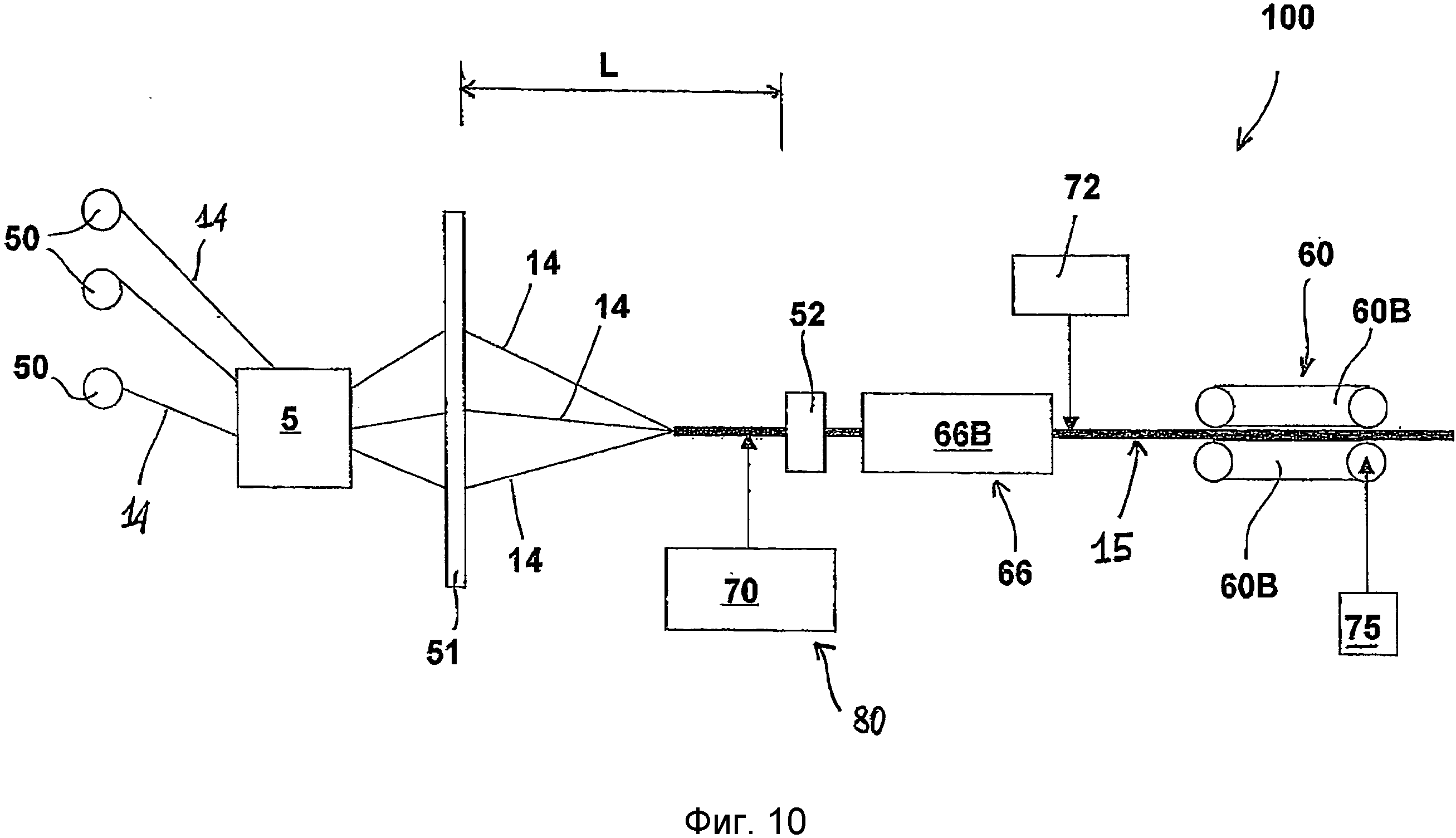
Настоящее изобретение также относится к установке 100 для изготовления профиля 15, выполненного из стеклянных волокон 5A, 5B согласно настоящему изобретению. На Фиг.10 показана схема установки 100 для возможной реализации способа изготовления стеклопластикового профиля 15, описанного выше. Установка согласно изобретению 100 содержит емкость 5 импрегнирования, содержащую полимерную смолу, которой стеклянные волокна 5A, 5B, предназначенные для формирования профиля 15, импрегнируются. В частности, вследствие их диаметра (порядка десятых долей миллиметра) стеклянные волокна 5A, 5B собираются в нити 14 перед поступлением в емкость 5 импрегнирования. Каждая из данных нитей 14 практически составлена из группы стеклянных волокон. Нити заранее устанавливают в подающих бобинах 50, осуществляющих подачу в установке 100.
Данная установка содержит средство 51, 52 ориентации и расположения для ориентации нитей 14 стеклянных волокон 5A, 5B согласно осевому направлению X для выполнения конфигурации аксиально натягивающегося профиля 15. Установка 100 также содержит протягивающее средство 60 для протягивания профиля 15 вдоль направления протягивания, по существу, параллельно осевому направлению X. С помощью протягивающего средства 60 профиль 15, выполненный из стеклянных волокон 5A, 5B, предпочтительно изготавливают по "непрерывному" процессу.
Установка 100 также содержит средство 66 полимеризации, выполненное с возможностью активирования процесса полимеризации для закрепления структуры профиля 15. В частности, данное средство 66 полимеризации, по существу, образованное полимеризационной печью 66B, выполнено с возможностью нагрева профиле 15 до нужной температуры полимеризации. Данный нагрев происходит при проходе профиля 15 через полимеризационную печь 66B вследствие протягивания, выполняемого протягивающим средством 60 установленным ниже по потоку от печи.
Установка 100 согласно изобретению отличается тем, что содержит средство 80 сжатия самых дальних от оси волокон 5B профиля 15. Данное средство установлено между емкостью 5 импрегнирования и полимеризационной печью 66. Средство 80 сжатия действует на самые дальние от оси волокна 5B профиля для придания формы наружной поверхности 15B профиля 15 согласно конфигурации и задачам, описанным выше. Данное средство 80 сжатия предпочтительно содержит блок 70 наматывания, с помощью которого нитевидный элемент 8 сжатия наматывается на поверхность 15B профиля 15. Блок 70 наматывания отрегулирован так, что наматывание данного нитевидного элемента 8 проходит согласно, по существу, продвижению по спирали с постоянным шагом P. Работу блока 70 наматывания, по скорости наматывания, регулируют как функцию скорости протягивания профиля 15 протягивающим средством 60. На практике, расширение шага P спирали задается комбинированием скорости подачи профиля 15 со скоростью наматывания нитевидного элемента 8 сжатия. С помощью данной регулировки возможно, например, получение структуры профиля 15, показанной на Фиг.9. В данном случае для получения неволнообразной поверхности 22B промежуточного участка 22 скорость протягивания уменьшается, и скорость наматывания нитевидного элемента 8 сжатия увеличивается (или, в крайнем случае, остается неизменной). В данном режиме нить можно наматывать по спирали с шагом, по существу, близким к нулю, так что наружные волокна 5B сжимаются до диаметра DC, как показано на Фиг.9.
Скорость протягивания профиля 15 регулируется с помощью датчика 75 положения или функционально эквивалентного средства. Протягивающее средство 60 может являться стандартным средством, используемым в обычных способах получения одноосно ориентированного волокнистого пластика, таким как пара протягивающих ремней 60B, расположенных с противоположных сторон профиля 5 для передачи на него совместного и сбалансированного действия волочения.
В описанном выше случае наблюдается, что в варианте, в котором используется нитевидный элемент 8 сжатия с вогнутым поперечным сечением, наматываемым, по существу, по спирали с нулевым шагом, затем средство 66 полимеризации может также содержать нагретую плашку (или форму) стандартного типа, используемого в обычных способах получения одноосно ориентированного волокнистого пластика.
Как показано на Фиг.10, в возможном варианте осуществления средство 51, 52 ориентации и расположения стеклянных волокон 5A, 5B содержит первый направляющий элемент 51 и второй направляющий элемент 52, расположенные, соответственно, ниже по потоку от емкости 5 импрегнирования и выше по потоку от полимеризационной печи 66B. В частности, первый направляющий элемент 51 имеет функцию установки нитей 14, составленных стеклянными волокнами, под натяжением и ориентации их ко второму направляющему элементу 52. В возможном варианте осуществления первый направляющий элемент 51 образован в виде плиты, снабженной отверстиями, через которые пропускаются нити 14. В частности, данная плита также выполняет функцию снятия для удаления любой лишней смолы, забираемой нитями 14 в емкости 5 импрегнирования.
Как указано выше, второй направляющий элемент 52 функционально установлен выше по потоку от полимеризационной печи 66B и сразу ниже по потоку от средства 80 сжатия, с помощью которого элемент 8 сжатия по типу резьбы наматывается на профиль 15. Здесь следует отметить, что продольное расстояние L между первым и вторым направляющими элементами 51, 52, соответственно, выбрано так, что нити 14 уже, по существу, ориентированы согласно осевому направлению X или согласно направлению протягивания. С конструктивной точки зрения второй направляющий элемент 52 может быть выполнен виде цилиндра, через который пропускается профиль 15 для продолжения его направления к полимеризационной печи 66B.
Для получения стеклопластикового профиля, показанного на Фиг.7-9, установка согласно изобретению может снабжаться цилиндрическим сердечником для поддержания и протягивания профиля 15. Согласно описанному выше для способа варианта осуществления в данном случае нити 14, выполненные из стеклянных волокон 5A, 5B, располагаются вокруг предпочтительно металлического цилиндрического сердечника, основной функцией которого является, по существу, образование аксиальной полости 27 профиля 15. Вместе с тем цилиндрический сердечник также имеет функцию обеспечения протягивания профиля 15 во время начального этапа его формирования. На практике протягивающее средство 60 вначале протягивает цилиндрический сердечник в аксиальном направлении X для выполнения затем своего действия волочения непосредственно на профиле 15.
Также на Фиг.10 показано средство 72 удаления нитевидного элемента 8 сжатия, функционально установленное ниже по потоку от полимеризационной печи 66B. Данное средство выполнено для непрерывного отделения нитевидного элемента 8 во время протягивания профиля вдоль направления протягивания.
В предпочтительном варианте установка не имеет средства 72 удаления, поскольку элемент 8 по типу нитки резьбы может предпочтительно оставаться встроенным в профиль после его полимеризации.
Технические решения, принятые для профиля и для способа и установки для изготовления профиля, обеспечивают в полной мере достижение указанных выше цели и задач. В частности, профиль согласно изобретению имеет более высокое сопротивление выдергиванию, чем при обычных технических решениях. Способ согласно изобретению обеспечивает изготовление профиля с ограниченным числом операций и с конкурентоспособными затратами по сравнению с используемыми обычными известными способами. Представленные профиль, способ и установка могут иметь ряд модификаций и вариантов, охватываемых объемом концепции изобретения; кроме того, все детали могут быть заменены другими технически эквивалентными деталями.
На практике используемые материалы и возможные при определенных обстоятельствах размеры и формы могут быть любыми согласно требованиям и уровню техники.
Реферат
Настоящее изобретение относится к стеклопластиковому профилю, к способу изготовления данного стеклопластикового профиля и к установке для изготовления стеклопластикового профиля согласно изобретению. Техническим результатом заявленного изобретения является улучшение сопротивления выдергиванию изготавливаемых профилей и уменьшение трудоемкости их изготовления. Технический результат достигается способом изготовления профиля, выполненного из стеклянных волокон, используемого для упрочнения стенки горной выработки, содержащий этапы, на которых импрегнируют стеклянные волокна полимерной смолой. Затем ориентируют стеклянные волокна в продольном направлении и размещают данные волокна для выполнения аксиально натягивающегося профиля. Далее осуществляют сжатие самых дальних от оси стеклянных волокон профиля на аксиальных интервалах с помощью нитевидного элемента сжатия для придания волнистой формы, соответствующей волнистой форме готового профиля, комбинации наружной поверхности профиля и нитевидного элемента сжатия. Причем наружная поверхность профиля имеет синусоидальную форму относительно аксиальной плоскости сечения. После этого осуществляют в профиле процесс полимеризации. 3 н. и 12 з.п. ф-лы, 10 ил.
Формула
импрегнируют стеклянные волокна (5A, 5B) полимерной смолой;
ориентируют стеклянные волокна (5A, 5B) в продольном направлении и размещают данные волокна для выполнения аксиально натягивающегося профиля (15);
осуществляют сжатие самых дальних от оси стеклянных волокон (5B) профиля (15) на аксиальных интервалах с помощью, по существу, нитевидного элемента (8) сжатия для придания волнистой формы, по существу, соответствующей волнистой форме готового профиля, комбинации наружной поверхности (15B) профиля (15) и нитевидного элемента сжатия, причем наружная поверхность (15В) профиля 15 имеет, по существу, синусоидальную форму относительно аксиальной плоскости сечения;
осуществляют в профиле (15) процесс полимеризации.
по меньшей мере, одну емкость импрегнирования (5) для импрегнирования стеклянных волокон (5A, 5B) полимерной смолой;
средство ориентации и расположения (51, 52) стеклянных волокон (5A, 5B) для ориентирования волокон по осевому направлению X и расположения волокон для выполнения конфигурации, по существу, натягивающегося в аксиальном направлении профиля (15);
средство (80) сжатия, представляющее собой, по существу, нитевидный элемент (8) для сжатия самых дальних от оси стеклянных волокон (5B) профиля (15) на аксиальных интервалах для придания волнистой формы, по существу, соответствующей волнистой форме готового профиля, комбинации наружной поверхности (15B) профиля (15) и нитевидного элемента сжатия, причем наружная поверхность (15В) профиля 15 имеет, по существу, синусоидальную форму относительно аксиальной плоскости сечения;
средство полимеризации профиля.
Комментарии