Концентрическая симметричная система теплообменников с разветвленной поверхностью - RU2663676C1
Код документа: RU2663676C1
Чертежи


Описание
Уровень техники
Изобретение в целом относится к системам и способам переработки пищевых продуктов. Более конкретно, изобретение относится к системе теплообменников с разветвленной поверхностью, через которую можно накачивать пищевой продукт.
Нагревание или охлаждение очень вязких продуктов достигается за счет применения концентрического теплообменника. В концентрическом теплообменнике продукт проходит через кольцевое пространство, образованное между двумя перекрывающимися трубами. За счет уменьшения размера кольцевого пространства (зазора между трубами) продукт можно более эффективно нагревать или охлаждать. Однако уменьшение величины зазора приводит к повышению значений общего рабочего давления теплообменника. При более высоких значениях рабочего давления к конструкции теплообменника предъявляются более высокие требования по прочности, что приводит к увеличению высоты оборудования и снижению скорости потока. Уменьшение зазоров для продуктов может также ограничивать диапазон продуктов, допустимых для переработки, включая продукты, содержащие твердые частицы.
Охлаждение или нагревание эмульсий на белковой основе характеризуется исключительно высокой сложностью теплопередачи. Сложность в первую очередь заключается в высокой вязкости, волокнистой структуре материала, более высоком давлении и необходимости поддержания исходной структуры продукта по мере его прохождения через теплообменник. Например, существующие системы непрерывных поточных теплообменников, которые осуществляют переработку очень вязких продуктов (от 1000 до более чем 35000 сП) и для которых требуется множество линий подачи продукции для обеспечения высоких скоростей потока - от 45,36 до более 136 кг в минуту (от 100 до более 300 фунтов в минуту) - без чрезмерного давления на впуске (более 3,45 МПа (500 фунтов на кв. дюйм)), как правило, склонны к забиванию или закупорке продуктами. Закупорки на любой одной или нескольких из множества линий подачи продуктов в системе теплообменников могут привести к неправильной переработке продуктов, что, в свою очередь, может снижать качество и выход конечного продукта. Кроме того, для непрерывной переработки очень вязких продуктов, содержащих влагу или летучие соединения, во многих случаях требуется нагревание или охлаждение продукта под давлением с высокой степенью контроля. Чтобы уменьшить или предотвратить мгновенное испарение влаги или других летучих компонентов, требуется теплообменник, который сможет работать с широким диапазоном давлений и температур, не повреждая матрицу продукта по мере его прохождения через теплообменник.
Для решения данной проблемы были разработаны системы теплообменников с множеством подающих насосов, осуществляющих подачу в отдельные блоки теплообменников. Однако такой тип конструкции значительно повышает затраты на разработку и сложность системы.
Кроме того, для существующих процессов непрерывного изготовления заменителей мясных, рыбных или овощных пищевых продуктов небольшой толщины или тонкой нарезки (например, шинкованные или нарезанные продукты) требуется глубокое охлаждение и аккуратное обращение для сохранения внешнего вида продуктов перед упаковкой. Кроме того, эти процессы сложно контролировать, у них меньше выход, применяемое оборудование сложнее чистить, и они характеризуются меньшей приспособляемостью к продукции, поскольку можно получать лишь ограниченное число текстур и/или форм продуктов. В настоящее время для решения этих проблем предпринимается одна или более из следующих попыток, которые включают в себя: адаптацию рецептур с применением более дорогих ингредиентов, например пшеничной клейковины, применение процессов переработки партиями с большой площадью охлаждения и зоной выдержки и отдельных этапов резки.
В некоторых случаях повышение количества высококачественных ингредиентов, например пшеничной клейковины или более дорогих мясных отрубов, может повышать качество продукта, но это также значительно увеличивает стоимость продукта. Можно применять специализированное оборудование для охлаждения, однако, как правило, это увеличивает стоимость производства, требует больших площадей производственных помещений и может усложнять очистку.
Непрерывный процесс изготовления заменителей мясных или других белковых продуктов, которые подвергаются шинкованию, нарезанию или приданию тонкой формы иным способом, включает несколько ключевых этапов: 1) подготовку мяса, 2) подготовку мясной эмульсии, 3) этап термофиксации прокачиваемого продукта, 4) первоначальное охлаждение и резку, 5) конвейерную транспортировку и повторное охлаждение, 6) окончательную резку и/или формование, 7) смешивание кусков и подливы, 8) наполнение упаковки и герметизацию, 9) стерилизацию и 10) наклейку этикеток и окончательную упаковку. В процессе термофиксации с высоким усилием сдвига горячий кусок на выходе из установки для эмульгирования проходит через трубчатый выдерживатель. Назначением трубчатого выдерживателя является создание достаточного противодавления и первоначальное охлаждение куска для предотвращения неконтролируемого мгновенного испарения влаги. При неконтролируемом мгновенном испарении матрица продукта куска может повреждаться, что приводит к низкому качеству продукта и меньшему выходу. На выходе из трубчатого выдерживателя большие круглые куски разрезают на четверти или части другого размера, доступные для переработки, для последующей транспортировки на первоначальный и заключительный этапы охлаждения куска. Первоначальное охлаждение обычно выполняется в охладителе или морозильном аппарате с интенсивным движением воздуха. Глубокое охлаждение необходимо для обеспечения затвердевания текстуры куска перед этапом заключительной резки и формования. Более твердый кусок позволяет выполнить более ровный отрез с меньшим количеством мелких частиц, что повышает выход и качество конечного продукта.
Продукты, полученные в рамках процесса этого типа, в сравнении с альтернативными процессами по существу отличаются более высоким качеством как за счет внешнего вида, так и за счет конечной текстуры. Однако в данном процессе требуется проведение этапа обработки материала при конвейерной транспортировке продукта в скороморозильный аппарат с интенсивным движением воздуха или аналогичную холодильную установку и из него.
Раскрытие изобретения
В настоящем описании предложена концентрическая симметричная система теплообменников с разветвленной поверхностью. Система включает в себя впускной коллектор, который равномерно разделяет основной поток в первой секции системы, а также включает в себя группу трубчатых концентрических теплообменников, расположенных параллельно и последовательно. Поток через каждую ветвь системы можно дополнительно разделять с помощью вспомогательных коллекторов. Разделение основного потока обеспечивает эффективный теплообмен при более высоких и регулируемых скоростях потока продукта, а также при более низких значениях давления на впуске теплообменника. Более низкие значения давления на впуске снижают стоимость конструкции теплообменника и позволяют прикреплять режущие устройства на выходах обменника для создания продуктов уникальной формы. Режущие или формовочные устройства можно устанавливать на конце теплообменника с разветвленной поверхностью для обеспечения охлаждения и резки на одном этапе процесса, исключая этап обработки материала, заключающийся в конвейерной транспортировке материала в скороморозильный аппарат с интенсивным движением воздуха или аналогичную холодильную установку и из него. Расположение режущих и формовочных устройств непосредственно на выходе из теплообменника позволяет уменьшить количество мелких частиц, обеспечивает закрытое исполнение системы, которую легче очищать, которая занимает меньшую производственную площадь и позволяет проводить процесс термофиксации при более высоких значениях температуры и давления.
В общем варианте осуществления предложен способ. Способ включает в себя этапы разделения пищевого продукта, который перемещается по одиночному каналу, по меньшей мере на два потока продукта, каждый из которых поступает в отдельное ответвление группы теплообменников приблизительно с одинаковой скоростью потока в каждом ответвлении относительно других ответвлений, и при этом каждое из ответвлений группы содержит теплообменник.
В варианте осуществления способ дополнительно включает подачу пищевого продукта на формовочное или режущее устройство по мере выхода пищевого продукта из ответвлений группы теплообменников.
В варианте осуществления способ дополнительно включает нагревание впускного коллектора, который разделяет пищевой продукт.
В варианте осуществления, в котором каждое ответвление группы содержит трубчатый концентрический теплообменник, содержащий внешнюю оболочку, неподвижно расположенную в группе, и дополнительно содержащий центральную трубу, соединенную с узлом, реверсивно соединенным с внешней оболочкой и выполненным с возможностью съема, пищевой продукт подается напрямую в кольцевое пространство, образованное между внешней оболочкой и центральной трубой. Способ может дополнительно включать изменение конфигурации одного из теплообменников посредством выдвижения центральной трубы и узла из конца ответвления группы, изменения конфигурации центральной трубы и узла и повторной вставки центральной трубы и узла в конец ответвления группы. Изменение конфигурации центральной трубы и узла может включать операцию, которую выбирают из группы, состоящей из изменения встречного потока теплообменника на поперечный поток теплообменника, добавления встроенной контрольно-измерительной аппаратуры, удаления встроенной контрольно-измерительной аппаратуры, замены центральной трубы на другую центральную трубу с другим диаметром и их комбинации. Способ может дополнительно включать направление среды теплообменника через центральную трубу и через внешнюю оболочку каждого из трубчатых концентрических теплообменников.
В варианте осуществления способ дополнительно включает формирование пищевого продукта на выходе из ответвлений группы теплообменников, и по меньшей мере одно из ответвлений придает пищевому продукту форму, отличную от форм, придаваемых другими ответвлениями.
В другом варианте осуществления предложена система. Система включает в себя впускной коллектор, который направляет пищевой продукт из одиночного канала с диаметром по меньшей мере в два ответвления группы теплообменников, причем каждое из ответвлений группы имеет диаметр, который приблизительно равен диаметру других ответвлений и меньше диаметра одиночного канала, и при этом каждое из ответвлений группы содержит теплообменник.
В варианте осуществления каждое из ответвлений группы содержит трубчатый концентрический теплообменник, причем каждый из трубчатых концентрических теплообменников содержит узел впускного патрубка сердечника, присоединенный посредством центральной трубы к узлу выпускного патрубка сердечника, а центральная труба передает среду теплообменника.
В варианте осуществления каждое из ответвлений группы содержит первый теплообменник, расположенный последовательно со вторым теплообменником таким образом, что первый и второй теплообменники каждого ответвления образуют непрерывный путь для пищевого продукта, и при этом второй теплообменник имеет большую площадь поперечного сечения, чем первый теплообменник.
В варианте осуществления система дополнительно содержит установку для эмульгирования, которая формирует пищевой продукт и расположена выше по потоку от одиночного канала. Между установкой для эмульгирования и впускным коллектором может быть расположен нагнетательный насос.
В варианте осуществления впускной коллектор содержит основной впускной коллектор, который разделяет пищевой продукт, поступающий из одиночного канала, на по меньшей мере два потока продукта, причем впускной коллектор дополнительно содержит вспомогательный коллектор, который расположен между впускным коллектором и группой и который дополнительно разделяет основной поток на по меньшей мере два потока продукта.
В варианте осуществления система дополнительно содержит формовочные или режущие устройства, которые непосредственно прикреплены к выходу группы теплообменников и расположены на противоположном конце группы теплообменников относительно впускного коллектора.
В другом варианте осуществления предложен способ. Способ включает в себя этапы направления пищевого продукта из одиночного канала в по меньшей мере два ответвления группы теплообменников и контроль параметров теплообменника в каждом из ответвлений по отдельности.
В варианте осуществления способ включает контроль клапанов в группе по отдельности, причем каждое из ответвлений группы содержит первый теплообменник и второй теплообменник, расположенные последовательно, и клапаны, расположенные на впуске и выпуске каждого из ответвлений.
В варианте осуществления способ включает автоматическую регулировку в теплообменнике группы параметра, который выбирают из группы, состоящей из скорости потока среды теплообменника, температуры среды теплообменника и их комбинаций в ответ на скорость основного потока через теплообменник. Параметры в каждом из ответвлений можно автоматически и по отдельности контролировать в ответ на показатели встроенной контрольно-измерительной аппаратуры в каждом из ответвлений. Показатели можно выбирать из группы, состоящей из значений давления, температуры, скорости потока и их комбинаций.
Преимущество настоящего описания заключается в нагревании или охлаждении очень вязких материалов без необходимости во множестве подающих насосов для продукции.
Еще одно преимущество настоящего описания заключается в нагревании или охлаждении очень вязких материалов при уменьшении закупорки теплообменника и повышении качества конечного продукта и общих технологических показателей.
Кроме того, преимущество настоящего описания заключается в нагревании или охлаждении очень вязких материалов при улучшенном управлении процессом и обеспечении улучшенной расширяемости и приспособляемости.
Еще одно преимущество настоящего описания заключается в нагревании или охлаждении очень вязких материалов при оптимизации размещения аппарата для формирования, формования и отрезания продукта на выходе теплообменника.
Другое преимущество настоящего описания заключается в конструкции теплообменника, которую легко чистить и которая является более гигиеничной.
Еще одно преимущество настоящего описания заключается в нагревании или охлаждении материалов, применяемых для изготовления продуктов с пищевой основой, таких как заменители мяса/рыбы или другие пищевые продукты, которые легко повредить при нагревании или охлаждении.
Еще одно преимущество настоящего описания заключается в нагревании или охлаждении продуктов с высокой вязкостью, например полимеров, паст, эмульсии, камедей и т.п.
Другое преимущество настоящего описания заключается в нагревании или охлаждении перерабатываемого материала, который требует изменения текстуры при сохранении исходной структуры материала по мере его выхода из теплообменника.
Еще одно преимущество настоящего описания заключается в обеспечении расширяемости и лучшей технологической приспособляемости процесса путем обеспечения теплообменника, собранного в виде разветвленных секций.
Другое преимущество настоящего описания заключается в уменьшении производственной площади, занимаемой теплообменником, путем соединения секций двойными коленами так, что секции можно располагать друг над другом и расширять.
Еще одно преимущество настоящего описания заключается в улучшении контроля процесса за счет встраивания контрольно-измерительной аппаратуры, такой как температурные зонды, датчики давления или манометры, устройства контроля потока и т.п.
Другое преимущество настоящего описания заключается в размещении клапанов между сегментами теплообменника для отведения продукта или изоляции ветвей теплообменника для безразборной очистки или для отключения участков группы теплообменников для снижения общих скоростей потока.
Еще одно преимущество настоящего описания заключается в обеспечении точного регулирования температуры на каждом ответвлении теплообменника.
Еще одно преимущество настоящего описания заключается в достижении большей приспособляемости, поскольку зоны нагревания/охлаждения легко конфигурировать последовательно или параллельно в зависимости от требований к продукту.
Еще одно преимущество настоящего описания заключается в предложении теплообменника, в котором трубы могут быть гофрированы или в котором для усиления потока при теплопередаче могут быть добавлены стационарные смесители.
Еще одно преимущество настоящего описания заключается в направлении основного потока, выходящего из теплообменника, к режущим плашкам или решеткам, чтобы обеспечить возможность изготовления продуктов с определенными формами и/или текстурами.
Еще одно преимущество настоящего описания заключается в размещении режущих плашек и режущего оборудования на выходе теплообменника так, чтобы можно было обеспечить разные формы и срезы, выпуская широкий ассортимент продуктов, которые невозможно получить при использовании существующих конструкций теплообменников.
Еще одно преимущество настоящего описания заключается в изготовлении разнообразных типов продуктов-заменителей мяса/рыбы.
Еще одно преимущество настоящего описания заключается в снижении температуры горячего куска с высокой степенью контроля под давлением.
Кроме того, другое преимущество настоящего описания заключается в устранении потребности в морозильном аппарате, зоне выдерживания и автономных режущих устройствах, что позволяет получить полностью непрерывный процесс при существенном уменьшении площади, занимаемой оборудованием.
Еще одно преимущество настоящего описания заключается в достижении увеличенной площади поперечного сечения потока так, что противодавление можно уменьшить.
Еще одно преимущество настоящего описания заключается в улучшении теплопередачи посредством обеспечения возможности добавления концентрических вставок.
Кроме того, другое преимущество настоящего описания заключается в улучшении теплопередачи за счет применения меньших площадей поперечного сечения продуктов, при котором по-прежнему обеспечивается возможность переработки больших кусков продуктов, например, за счет применения трубчатых элементов теплообменника с уменьшенным диаметром или применения прямоугольных элементов теплообменника с уменьшенным зазором.
Еще одно преимущество настоящего описания заключается в обеспечении прямого поточного отрезания и формования продукта по мере его выхода из теплообменника.
Еще одно преимущество настоящего описания заключается в достижении более крупных форматов продуктов, при которых можно формировать, отрезать и/или формовать более крупные куски продуктов.
Кроме того, другое преимущество настоящего описания заключается в получении более однородного продукта посредством постепенного перехода площади поперечного сечения продукта с целью уменьшения образования разрывов и поддержания однородности продукта.
Еще одно преимущество настоящего описания заключается в предложении расширяемой системы путем обеспечения возможности расположения друг над другом и установки под углом ответвлений или элементов теплообменника.
Еще одно преимущество настоящего описания заключается в достижении лучшей технологической приспособляемости за счет обеспечения возможности многозонального охлаждения и смешивания разных конфигураций теплообменника.
Еще одно преимущество настоящего описания заключается в обеспечении более равномерного основного потока через теплообменник.
Дополнительные особенности и преимущества описаны в настоящем документе и будут очевидны после прочтения следующего подробного описания.
Краткое описание чертежей
На фиг. 1 представлен вид в перспективе варианта осуществления симметричной системы теплообменников с разветвленной поверхностью, представленной в настоящем описании.
На фиг. 2 представлен схематический вид сбоку в горизонтальной проекции теплообменника, применяемого в ветви варианта осуществления системы теплообменников с разветвленной поверхностью, представленной в настоящем описании.
На фиг. 3 представлен вид с торца в перспективе теплообменника, применяемого в ветви варианта осуществления системы теплообменников с разветвленной поверхностью, представленной в настоящем описании.
На фиг. 4 представлен вид с торца в горизонтальной проекции выходной пластины, применяемой на конце ветви варианта осуществления системы теплообменников с разветвленной поверхностью, представленной в настоящем описании.
На фиг. 5 представлена принципиальная схема варианта осуществления системы переработки пищевых продуктов, представленной в настоящем описании.
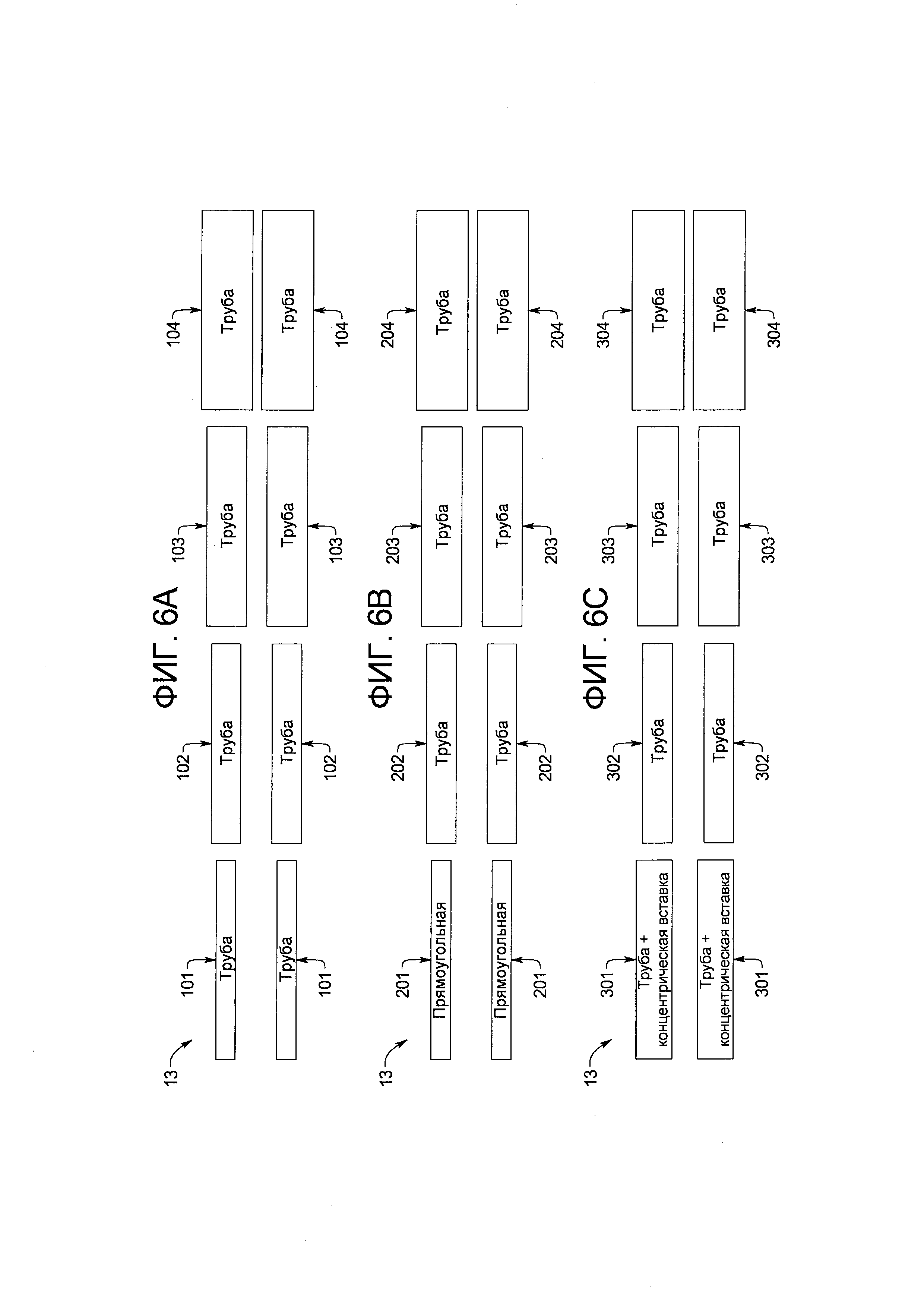
На фиг. 6А-6С представлены принципиальные схемы вариантов осуществления симметричной группы теплообменников с разветвленной поверхностью, представленной в настоящем описании.
Осуществление изобретения
В настоящем описании и приложенных пунктах формулы изобретения формы единственного числа включают в себя указания на множественное число, если из контекста четко не следует иное. В контексте настоящего документа следует понимать, что термин «приблизительно» относится к числам в диапазоне числительных от -10% до +10% от указанной величины. Например, «приблизительно 100» относится к диапазону от 90 до 110. Более того, следует понимать, что все числовые диапазоны в настоящем документе включают в себя все целые или дробные числа, входящие в диапазон.
В контексте настоящего документа термины «содержащий», «включающий в себя» и «имеющий в составе» являются включающими или неограничивающими терминами, которые не исключают дополнительных, не перечисленных элементов или этапов способа. Однако аппараты и способы, представленные в настоящем описании, могут не иметь какого-либо элемента, который конкретно не описан в настоящем документе. Таким образом, описание какого-либо варианта осуществления, определяемое в настоящем документе при помощи термина «содержащий», также представляет собой описание вариантов осуществления, «состоящих по существу из» и «состоящих из» указанных элементов.
Термин «домашнее животное» означает любое животное, которое могло бы получать пользу или удовольствие от пищевых продуктов, представленных в настоящем описании. Домашнее животное может представлять собой птицу, жвачное животное, животное из семейства псовых, лошадиных, кошачьих, полорогих, волчьих, мышиных, овец или свиней. Домашнее животное может представлять собой любое подходящее животное, причем настоящее описание не ограничено конкретным домашним животным. Термин «животное-компаньон» означает собаку или кошку. Термин «корм для домашнего животного» означает любую смесь, предназначенную для употребления домашним животным.
На фиг. 1 по существу представлен вариант осуществления системы 10 теплообменников с разветвленной поверхностью, представленной в настоящем описании. Система 10 теплообменников с разветвленной поверхностью содержит основной впускной коллектор 11, который позволяет равномерно разделять поток пищевого продукта, поступающий из одиночного канала, например, с переходом от одного диаметра трубы к по меньшей мере двум меньшим диаметрам трубы, имеющим приблизительно одинаковый размер. Пищевой продукт может представлять собой корм для домашнего животного, хотя предназначенные для употребления людьми композиции также включены в настоящее описание. Пищевой продукт может быть очень вязким. Например, пищевой продукт может обладать вязкостью 1000 сП или более; 2000 сП или более; 10000 сП или более; 100000 сП или более; или даже 200000 сП или более. Основной поток может разделяться на два или более потоков продукта основным впускным коллектором 11, и предпочтительно потоки имеют приблизительно одинаковую скорость потока относительно друг друга.
Затем разделенный поток продукта может проходить через вспомогательный впускной коллектор 12, который дополнительно разделяет поток продукта перед поступлением в секцию теплопередачи (группа 13 теплообменников) в системе 10 теплообменников с разветвленной поверхностью. Вспомогательный впускной коллектор 12 дополнительно разделяет потоки продукта равномерно, например, с переходом от одного диаметра трубы к по меньшей мере двум меньшим диаметрам трубы, имеющим приблизительно одинаковый размер. Предпочтительно потоки продукта имеют приблизительно одинаковую скорость потока относительно друг друга при поступлении в группу 13 теплообменников. Может применяться любое количество вспомогательных впускных коллекторов 12, и потоки пищевого продукта могут равномерно разделяться любое число раз.
За счет равномерного разделения потоков продукта таким образом можно обеспечивать более высокие общие значения скоростей основного потока при снижении значений давления на впуске теплообменника. Более низкие значения давления на впуске снижают общую стоимость системы 10 теплообменников с разветвленной поверхностью. Кроме того, разделенные основные потоки обеспечивают возможность применения большего количества зон теплопередачи для заданного основного потока.
После равномерного разделения основного потока один или более раз пищевой продукт поступает в два или более ответвлений или ветвей группы 13 теплообменников (термины «ответвление» и «ветвь» используются в настоящем документе как синонимы). Каждый из потоков продукта поступает в соответствующее ответвление группы 13. Группа 13 теплообменников может содержать теплообменники 14, расположенные внутри ответвлений. Как показано на фиг. 1, одно из ответвлений может быть присоединено к другому ответвлению и вспомогательному впускному коллектору 12 при помощи двойного плеча, так что эти ответвления вертикально совмещены, и другие ответвления в группе 13 могут иметь аналогичную конфигурацию.
Предпочтительно каждое ответвление группы 13 теплообменников имеет приблизительно такую же длину и приблизительно такое же поперечное сечение потока при заданном расстоянии по длине, что и другие ответвления. В варианте осуществления каждое ответвление по физическим характеристикам идентично другим ответвлениям в группе 13. Каждое ответвление может быть выполнено с одной или более секциями теплообменника для применения многозонального охлаждения или нагревания пищевого продукта. Управление охлаждением или нагреванием каждого ответвления группы 13 теплообменников может осуществляться независимо, но предпочтительно равномерно, чтобы обеспечить возможность равномерного распределения основного потока через каждое ответвление группы 13 теплообменников. Каждый элемент теплообменника может быть трубчатым, прямоугольным или может иметь другую форму. Каждое из ответвлений группы 13 теплообменников может иметь элементы теплообменников с разными формами поперечных сечений потока внутри ответвления. Одну или более секций каждого ответвления можно приподнимать или наклонять под углом, чтобы обеспечить возможность контролируемого удаления летучих компонентов потока продукта из системы 10 теплообменников.
Каждая ветвь группы 13 теплообменников может содержать один или более теплообменников 14, и если применяется более одного теплообменника 14, то их размещают последовательно так, что теплообменники 14 образуют сегменты ветвей группы 13. На фиг. 1 показана каждая ветвь группы 13 теплообменников, содержащая по три последовательных теплообменника 14, однако группа 13 теплообменников может иметь любое число теплообменников 14 в каждой ветви. Теплообменники 14, расположенные последовательно в ветви группы 13 теплообменников, образуют непрерывный путь прохождения для продукта через ветвь группы 13 теплообменников. Клапаны и/или другая контрольно-измерительная аппаратура, такая как температурные зонды, датчики давления или манометры, устройства контроля потока и т.п., могут быть расположены между смежными теплообменниками 14 в ветви группы 13 и/или внутри одного или более теплообменников 14. В варианте осуществления ответвления группы 13 могут иметь разные элементы, так что порции пищевого продукта могут перерабатываться по-разному, как более подробно описано ниже.
Как показано на фиг. 2, один или более из теплообменников 14 в ответвлении группы 13 могут представлять собой концентрический теплообменник, содержащий концентрическую вставку. Например, один или более из теплообменников 14 в ответвлении группы 13 могут содержать узел 21 впускного патрубка сердечника, узел 24 выпускного патрубка сердечника и центральную трубу 23, которая присоединяет узел 21 впускного патрубка сердечника к узлу 24 выпускного патрубка сердечника и через которую протекает теплопередающая среда для нагрева или охлаждения. Каждое ответвление группы 13 содержит оболочку 22, так что центральная труба 23 может быть вставлена в оболочку 22 с образованием кольцевого пространства между центральной трубой 23 и оболочкой 22. В варианте осуществления оболочка 22 может быть неподвижно расположена в группе 13. Однако в некоторых вариантах осуществления группа 14 теплообменников не содержит каких-либо концентрических теплообменников.
В любых теплообменниках 14, которые могут представлять собой концентрические теплообменники, теплопередающая среда для нагрева или охлаждения может протекать внутри оболочки 22 и через центральную трубу 23, в то время как пищевой продукт протекает через кольцевое пространство в том же направлении (поперечный поток теплообменника) или противоположном направлении (встречный поток теплообменника). Внешний участок кольцевого пространства теплообменника 14 представляет собой оболочку 22, а самый внутренний участок кольцевого пространства представляет собой центральную трубу 23. При движении продукта по длине теплообменникам продукт может нагреваться или охлаждаться с обеих сторон, в частности, оболочкой 22 на внешней поверхности продукта и центральной трубой 23 на внутренней поверхности продукта.
При прохождении пищевого продукта в теплообменник 14 основной поток проходит вокруг узла 21 впускного патрубка сердечника. Узел 21 впускного патрубка сердечника, обращенный к линии подачи продукта, имеет обтекаемую конструкцию и может содержать переднюю кромку для уменьшения силы торможения продукта и предотвращения накопления продукта на входе в теплообменник 14. Узел 21 впускного патрубка сердечника направляет прохождение основного потока отдельно от теплопередающего элемента (центральной трубы 23) и позволяет теплопередающей среде выходить из теплообменника 14 без контакта с потоком продукта. Например, узел 21 впускного патрубка сердечника может содержать одну или более трубок 31, присоединенных к центральной трубе 23 и проходящих от внутренней стороны теплообменника 14 через оболочку 22 к внешней стороне теплообменника 14. В варианте осуществления одна или более трубок 31 в узле 21 впускного патрубка сердечника могут быть по существу перпендикулярны центральной трубе 23, как показано на фиг. 3.
При приближении пищевого продукта к выходу из теплообменника 14 продукт проходит мимо узла 24 выпускного патрубка сердечника. Как и узел 21 впускного патрубка сердечника, узел 24 выпускного патрубка сердечника является обтекаемым и может содержать переднюю кромку для предотвращения накопления продукта на выходе или забивания им выхода каждого теплообменника 14. Узел 24 выпускного патрубка сердечника направляет прохождение основного потока вокруг теплопередающего элемента (центральной трубы 23) и позволяет теплопередающей среде поступать в центральную трубу 23 без контакта с потоком продукта. Например, узел 24 выпускного патрубка сердечника может содержать одну или более трубок 31, присоединенных к центральной трубе 23 и проходящих от внешней стороны теплообменника 14 через оболочку 22 к внутренней стороне теплообменника 14. В варианте осуществления одна или более трубок 31 в узле 24 выпускного патрубка сердечника могут быть по существу перпендикулярны центральной трубе 23, как показано на фиг. 3. Затем пищевой продукт, выходящий из теплообменника 14, поступает в любой следующий теплообменник 14 в ветви группы 13 теплообменников системы 10 теплообменников с разветвленной поверхностью.
Каждый узел 21 впускного патрубка сердечника соединен с соответствующим узлом 24 выпускного патрубка сердечника центральной трубой 23, через которую протекает теплопередающая среда. Таким образом, теплообменник 14 может быть образован путем вставки узла 21 впускного патрубка сердечника, узла 24 выпускного патрубка сердечника и центральной трубы 23 в оболочку 22 в требуемой конфигурации. При соединении узла 21 впускного патрубка сердечника с соответствующим узлом 24 выпускного патрубка сердечника центральная труба 23 образует сердечник теплообменника 14. Например, центральная труба 23 может быть присоединена к узлу 24 выпускного патрубка сердечника и вставлена в оболочку 22, а открытый конец центральной трубы 23 может быть присоединен к узлу 21 впускного патрубка сердечника с образованием концентрического теплообменника 14. Каждый из теплообменников 14 присоединен к выходу вспомогательных впускных коллекторов 12 с целью сборки системы 10 и получения требуемой конфигурации системы 10. Для изменения конфигурации системы 10 узел 24 выпускного патрубка сердечника и центральная труба 23 могут быть отсоединены от узла 21 впускного патрубка сердечника. Затем узел 24 выпускного патрубка сердечника и центральная труба 23 могут быть извлечены из конца соответствующего ответвления группы 13. После этого новая конфигурация центральной трубы 23 и узла 24 выпускного патрубка сердечника могут быть соединены и вставлены в оболочку 22 и присоединены к открытому концу соответствующей конфигурации узла 21 впускного патрубка сердечника с образованием теплообменника 14. Каждый из вновь сконфигурированных теплообменников 14 может быть присоединен к выходу вспомогательных впускных коллекторов 12 с образованием группы 13 теплообменников.
Для облегчения сборки теплообменника 14 внутри оболочки 22 теплообменника 14 один конец центральной трубы 23 может быть снабжен резьбой, приварен или может иметь подходящий компрессионный фитинг для стыковки с задней стороной узла 21 впускного патрубка сердечника. Другой конец центральной трубы 23 может быть снабжен резьбой, приварен или может иметь подходящий компрессионный фитинг для стыковки с узлом 24 выпускного патрубка сердечника. Предпочтительно по меньшей мере один конец концентрического теплообменника 14 (узел 21 впускного патрубка сердечника, центральная труба 23 и узел 24 выпускного патрубка сердечника) выполнен с возможностью отсоединения для упрощения сборки и разборки теплообменника 14. Для предотвращения попадания теплопередающей среды в поток продукта к резьбовому участку соединения может быть добавлена подходящая прокладка.
Как показано на фиг. 1 и 4, система 10 теплообменников с разветвленной поверхностью может содержать выходные пластины 25 на конце группы 13 теплообменников напротив основного впускного коллектора 11. Например, к последнему теплообменнику 14 каждой ветви группы 13 системы 10 теплообменников с разветвленной поверхностью может быть прикреплена одна из выходных пластин 25. Пищевой продукт может достигать выходной пластины 25 после прохождения через все из теплообменников 14 последовательно в ветви группы 13, в которую пищевой продукт был направлен основным впускным коллектором 11 и/или вспомогательным впускным коллектором 12.
Выходные пластины 25 могут формовать продукт в виде продукта, подаваемого из группы 13. Например, каждая из выходных пластин 25 может иметь одно или более отверстий, которые придают требуемую форму продукту, проходящему через выходную пластину 25. Выходные пластины 25 предпочтительно непосредственно прикреплены к группе 13 теплообменников так, что выход продукта из группы 13 теплообменников и его формование выходной пластиной 25 происходит по существу одновременно в рамках одного этапа.
Вышеприведенное описание основано на конфигурации теплообменника 14, предназначенной для встречного потока. Однако теплообменник 14 может быть легко сконфигурирован для поперечного потока так, что пищевой продукт поступает в теплообменник 14 вблизи узла 24 выпускного патрубка сердечника и выходит из теплообменника 14 вблизи узла 21 впускного патрубка сердечника. В связи с этим группа 13 теплообменников может содержать теплообменники 14 в параллельной и/или последовательной конфигурациях для обеспечения большей приспособляемости, в особенности при переработке продуктов или материалов, которые могут требовать уникальных профилей нагревания или охлаждения.
Если второй теплообменник 14 присоединен к первому теплообменнику 14 в ветви группы 13 теплообменников, то формы узла 21 впускного патрубка сердечника и смежного узла 24 выпускного патрубка сердечника могут отличаться друг от друга, чтобы обеспечить правильное совмещение узлов 21 и 24. Например, узел 21 впускного патрубка сердечника и смежный узел 24 выпускного патрубка сердечника могут иметь взаимодополняющие друг друга поверхности. В варианте осуществления передняя и задняя сторона первого узла 21 впускного патрубка сердечника могут иметь переднюю кромку. Задняя сторона первого узла 24 впускного патрубка сердечника может быть плоской, так что задняя сторона первого узла 24 выпускного патрубка сердечника может быть совмещена с плоской поверхностью второго узла 21 впускного патрубка сердечника в пределах режущей кромки. Чтобы обеспечить надлежащее совмещение, плоские поверхности могут быть механически обработаны с применением шпонки или набора штифтов. Узел 21 впускного патрубка сердечника и/или узел 24 выпускного патрубка сердечника могут присоединяться к оболочке 22 группы 13 при помощи фланца с креплением на болтах, I-образного линейного фитинга или другого подходящего фитинга для обеспечения простоты сборки или разборки. Например, узел 21 впускного патрубка сердечника и/или узел 24 выпускного патрубка сердечника могут быть реверсивно присоединены к оболочке 22 группы 13. Для обеспечения надежных соединений между теплообменниками 14 и предотвращения утечек продукта между соединяющимися металлическими поверхностями может применяться прокладка, позволяющая создать гигиеничную конструкцию. Конструкция теплообменников 14 также обеспечивает возможность безразборной очистки без демонтажа теплообменника 14.
В варианте осуществления каждый из узлов выпускных патрубков является реверсивно съемным относительно смежного узла выпускного патрубка другого теплообменника 14 в той же ветви группы 13 теплообменников. Например, каждый из узлов выпускных патрубков может быть реверсивно присоединен или отсоединен от смежного узла выпускного патрубка другого теплообменника 14 в той же ветви группы 13 теплообменников. Конфигурация выбранного теплообменника 14 в группе 13 может быть изменена для включения в него требуемой встроенной контрольно-измерительной аппаратуры и/или другой требуемой характеристики. Например, конфигурация выбранного теплообменника может быть изменена для того, чтобы включить в него центральную трубу 23 другого размера, которая может обеспечивать другое количество среды теплообменника и/или другой размер кольцевого пространства; центральную трубу 23 другого типа, такую как гофрированная труба; стационарный смеситель, расположенный в потоке теплопередающей среды и/или в потоке пищевого продукта в зависимости, например, от значений вязкости, количества присутствующего волокна или частиц и т.п.; и/или другую встроенную контрольно-измерительную аппаратуру, такую как температурные зонды, датчики давления или манометры, устройства контроля потока и т.п. Альтернативно или дополнительно стационарные смесители и встроенная контрольно-измерительная аппаратура могут быть расположены между теплообменниками 14 в ветви группы 13. Выбранный теплообменник 14 может быть заменен без замены расположенных выше по потоку теплообменников 14 в той же ветви группы 13. В результате этого встроенная конфигурация системы 10 может быть по желанию легко и гибко изменена.
В настоящем описании также предложен непрерывный процесс изготовления заменителей мясных или других белковых продуктов, которые подвергаются шинкованию, нарезанию или приданию тонкой формы другим способом. Процесс может включать этап термофиксации с высоким усилием сдвига в установке для эмульгирования, после чего горячий кусок на выходе из установки для эмульгирования может транспортироваться через систему 10 теплообменников с разветвленной поверхностью для охлаждения. Процесс позволяет обеспечить возможность непрерывного изготовления корма для домашнего животного, заменителей мяса или других белковых продуктов, имеющих уникальные текстуры или форму.
При этом непрерывном процессе может применяться система 100 переработки пищевых продуктов, показанная на фиг. 5. Система 100 переработки пищевых продуктов может содержать подающий насос 101; прокачивающий термофиксирующий компонент 102 (установка для эмульгирования с высоким усилием сдвига, микроволновая печь, омический и/или радиочастотный нагревательный компонент); необязательно второй насос 103, который может представлять собой насос высокого давления, в зависимости от объемов продукции, составов, вязкости и т.п.; систему 10 теплообменников с разветвленной поверхностью; режущие или формовочные устройства 104, такие как устройства, содержащие выходные пластины 25 на конце группы 13 теплообменников напротив основного впускного коллектора 11. В ходе процесса осуществляется работа с пищевыми продуктами, поэтому предпочтительно все оборудование выполнено с возможностью безразборной очистки и изготовлено из подходящих материалов пищевого класса.
Процесс может обеспечивать охлаждение или нагревание, а затем заключительную резку в рамках одного этапа процесса, исключая этап обработки материала, заключающийся в конвейерной транспортировке материала в скороморозильный аппарат с интенсивным движением воздуха или аналогичную холодильную установку и из него. В рамках процесса размещение режущих или формовочных устройств непосредственно на выходах группы 13 теплообменников сокращает количество мелких частиц и обеспечивает закрытое исполнение системы, которая легче очищается и занимает меньшую производственную площадь. Данная конструкция позволяет проводить процесс термофиксации при более высоких значениях температуры и давления. Благодаря переработке при более высоких значениях температуры и давления может достигаться более значительное текстурирование продукта. В свою очередь, более значительное текстурирование обеспечивает возможность изготовления более широкого ассортимента конечных продуктов высокого качества по сравнению с существующими процессами, в которых применяются двухтрубные большие одиночные концентрические трубчатые и прямоточные пластинчатые теплообменники.
В ходе процесса после этапа термофиксации применяется система 10 теплообменников с разветвленной поверхностью. Например, если на этапе термофиксации применяют установку для эмульгирования с высоким усилием сдвига, расположенную ниже по потоку от подающего насоса 101, продукт можно нагревать и эмульгировать, а затем прокачивать через систему 10 теплообменников с разветвленной поверхностью. Предпочтительно система 10 теплообменников с разветвленной поверхностью содержит только один подающий насос 101. Система 10 теплообменников с разветвленной поверхностью может содержать второй насос 103, причем второй насос 103 расположен между термофиксирующим компонентом 102 (например, установкой для эмульгирования) и системой 10 теплообменников с разветвленной поверхностью. Второй насос 103 может поднимать давление продукта так, что продукт может транспортироваться с большей легкостью и стабильностью через систему 10 теплообменников с разветвленной поверхностью при контроле давления на этапе нагревания в термофиксирующем компоненте 102. Система 10 теплообменников с разветвленной поверхностью может понижать температуру горячего куска с очень высокой степенью контроля под давлением. Формовочные и/или режущие устройства 104, такие как устройства, содержащие выходные пластины 25, присоединяют к системе 10 теплообменников с разветвленной поверхностью на выходах группы 13 теплообменников.
Как подробно описано выше, система 10 теплообменников с разветвленной поверхностью, применяемая в этом процессе, может иметь симметрично разветвленную трубчатую конструкцию и концентрические вставки, такие как центральная труба 23, узел 21 впускного патрубка сердечника и узел 24 выпускного патрубка сердечника. Система 10 теплообменников с разветвленной поверхностью симметрично разветвлена путем равномерного разделения основного потока, например, с переходом от одного большего диаметра трубы к по меньшей мере двум меньшим, но равным диаметрам трубы. Разветвление или разделение можно выполнять много раз по мере необходимости до тех пор, пока основной поток не будет разделяться равномерно каждый раз. Благодаря симметричному разделению потока основной поток может быть равномерно распределен между каждым ответвлением или ветвью группы 13 теплообменников. Концентрические вставки с охлаждающей способностью, такие как центральная труба 23, узел 24 выпускного патрубка сердечника и узел 21 впускного патрубка сердечника, могут применяться для образования кольцевого пространства в теплообменнике 14 с целью улучшения теплопередачи по сравнению с традиционными теплообменниками. Вследствие высокой вязкости и волокнистого строения термофиксированных мясных эмульсий, эти концентрические вставки могут быть разработаны для обеспечения постоянного потока по длине группы 13 теплообменников и между теплообменниками 14, которые образуют сегменты группы 13.
Благодаря тому что система 10 теплообменников сконструирована с симметрично разветвленными сегментами, могут достигаться более высокие объемы при уменьшении давления на впуске теплообменников. Для обеспечения надлежащего потока кускового продукта перед охлаждающими секциями системы 10 теплообменников с разветвленной поверхностью разветвленные сегменты (основной впускной коллектор 11 и вспомогательный впускной коллектор 12) могут нагреваться. Это нагревание позволяет уменьшать накопление продукта на боковых стенках разветвленных сегментов системы 10 теплообменников перед поступлением в группу 13 теплообменников. Кроме того, для обеспечения надлежащего потока и сведения к минимуму накопления продукта на боковых стенках системы 10 теплообменников с разветвленной поверхностью те поверхности, которые контактируют с продуктом, могут быть хорошо отполированы и изготовлены из подходящего материала пищевого класса, такого как нержавеющая сталь.
Поток между ветвями системы 10 теплообменников с разветвленной поверхностью можно автоматически контролировать путем изменения потока и/или температуры теплопередающей среды, например, при помощи процессора. В варианте осуществления процессор может быть соединен с возможностью связи и контроля насосов, клапанов и/или устройств регулирования температуры, присоединенными к трубкам 31 и/или центральным трубам 23, которые передают среду теплообменника. Охлаждение в каждом теплообменнике 14 группы 13 может быть параллельным или последовательным, в зависимости от необходимого профиля охлаждения. Для обеспечения возможности лучшей адаптации соединения для теплопередающей среды, такие как соединения между центральной трубой 23, узлом 21 впускного патрубка сердечника, узлом 24 выпускного патрубка сердечника и внешней оболочкой 22, могут быть быстроразъемными, так что конфигурацию охлаждения можно легко модифицировать. В зависимости от объемов продукта и допустимых значений давления теплообменники 14 группы 13 могут быть соединены и/или расположены друг над другом так, чтобы обеспечить большую величину зоны теплообмена на меньшей производственной площади. Встроенные расходомеры, температурные зонды, датчики давления и/или технологическая контрольно-измерительная аппаратура другого типа могут быть встроены в линию, чтобы обеспечить получение данных об условиях процесса. Затем эти данные об условиях процесса могут применяться для обеспечения контроля каждого ответвления группы 13 теплообменников. Например, если расходомер указывает на уменьшение основного потока в одном из ответвлений группы 13 теплообменников, то охлаждение в этом ответвлении может быть уменьшено для обеспечения большего основного потока.
После прохождения пищевого продукта через группу 13 теплообменников размер продукта может быть изменен в соответствии с различными внешними видами конечного продукта. Формовочные и/или режущие устройства 104, такие как решетки стационарных или вибрационных ножей, могут быть прикреплены к выходам группы 13 теплообменников. Эти ножевые решетки могут представлять собой вертикальные, горизонтальные и/или диагональные ножи, в зависимости от формы изготавливаемого продукта. Если требуется большее число определенных форм, на выходах группы 13 теплообменников могут быть установлены режущие плашки с более сложными конструкциями. Наборы режущих плашек с разными формами могут быть установлены на каждом из выходов группы 13 теплообменников, чтобы обеспечить возможность одновременного производства продуктов разной формы. Например, первый тип режущей плашки может применяться на подмножестве выходов, второй тип режущей плашки может применяться на другом подмножестве выходов, и первый и второй типы режущей плашки могут образовывать формы, имеющие по меньшей мере одну характеристику, отличающую их друг от друга. Вместе с ножевыми решетками или режущими плашками может прикрепляться вращающееся устройство или устройство аналогичного типа для поперечной резки. Это устройство для поперечной резки позволяет отрезать выходящий материал требуемой толщины или длины. Скорость устройства для поперечной резки можно автоматически контролировать в зависимости от значений скорости основного потока, например, при помощи процессора.
Второй насос 103, который применяется между термофиксирующим компонентом 102 (например, установкой для эмульгирования) и системой 10 теплообменников, предпочтительно представляет собой нагнетательный насос, способный транспортировать кусковой материал при подходящих значениях давления, обеспечивая при этом согласованный поток между каждым ответвлением группы 13 теплообменников. Поток в каждом из ответвлений можно контролировать за счет наличия согласованного потока с низкой пульсацией и при необходимости изменения величины охлаждения в каждом из ответвлений группы 13 теплообменников. Второй насос 103 может представлять собой поршневой, коловратный или шестеренный насос. В варианте осуществления применяется коловратный или шестеренный насос, поскольку эти типы насосов можно помещать непосредственно в технологическую линию. Второй насос 103 выбирают для работы с требуемыми значениями входного/выходного давления.
Как показано на фиг. 6А-6С, каждое из ответвлений группы 13 теплообменников может быть сконструировано с увеличивающейся площадью поперечного сечения потока от входа к выходу каждого ответвления. Предпочтительно каждое из ответвлений имеет одинаковую степень увеличения площади поперечного сечения потока; например, при заданном расстоянии по длине ответвления это ответвление имеет такую же площадь поперечного сечения потока по сравнению с таким же расстоянием в других ответвлениях. В варианте осуществления повышения площади поперечного сечения потока можно достичь за счет конфигурирования группы 13 теплообменников таким образом, что каждый из теплообменников 14 имеет большую площадь поперечного сечения по сравнению с предшествующим теплообменником 14. Например, каждый из теплообменников 14 может иметь больший диаметр по сравнению с предшествующим теплообменником 14. Переход между теплообменниками 14 может быть выполнен так, чтобы площадь поперечного сечения и/или форма основного потока постепенно изменялись для сведения к минимуму механической нагрузки на пищевой продукт.
Например, на фиг. 6А показан вариант осуществления группы 13 теплообменников, и каждое ответвление группы 13 содержит первую трубчатую секцию 101 теплообменника, соединенную со второй трубчатой секцией 102 теплообменника, которая имеет больший диаметр, чем первая трубчатая секция 101 теплообменника. В каждом ответвлении вторая трубчатая секция 102 теплообменника присоединена к третьей трубчатой секции 103 теплообменника, которая имеет больший диаметр, чем вторая трубчатая секция 102 теплообменника, и третья трубчатая секция 103 теплообменника присоединена к четвертой трубчатой секции 104 теплообменника, которая имеет больший диаметр, чем третья трубчатая секция 103 теплообменника. Группе 13 теплообменников в соответствии с настоящим описанием не требуется концентрическая вставка; в варианте осуществления, показанном на фиг. 6А, секции 101-104 теплообменника не имеют концентрических вставок.
В другом примере на фиг. 6В показан вариант осуществления группы 13 теплообменников, и каждое ответвление группы 13 теплообменников содержит первую прямоугольную секцию 201 теплообменника, присоединенную ко второй трубчатой секции 202 теплообменника, которая имеет большую площадь поперечного сечения, чем первая прямоугольная секция 201 теплообменника. В каждом ответвлении вторая трубчатая секция 202 теплообменника присоединена к третьей трубчатой секции 203 теплообменника, которая имеет больший диаметр, чем вторая трубчатая секция 202 теплообменника, и третья трубчатая секция 203 теплообменника присоединена к четвертой трубчатой секции 204 теплообменника, которая имеет больший диаметр, чем третья трубчатая секция 203 теплообменника. Группе 13 теплообменников в соответствии с настоящим описанием не требуется концентрическая вставка; в варианте осуществления, показанном на фиг. 6В, секции 201-204 теплообменника не имеют концентрических вставок.
В еще одном примере на фиг. 6С показан вариант осуществления группы 13 теплообменников, и каждое ответвление группы 13 содержит первую трубчатую секцию 301 теплообменника, содержащую концентрическую вставку и присоединенную ко второй трубчатой секции 302 теплообменника, которая имеет больший диаметр, чем первая трубчатая секция 301 теплообменника. В каждом ответвлении вторая трубчатая секция 302 теплообменника присоединена к третьей трубчатой секции 303 теплообменника, которая имеет больший диаметр, чем вторая трубчатая секция 302 теплообменника, и третья трубчатая секция 303 теплообменника присоединена к четвертой трубчатой секции 304 теплообменника, которая имеет больший диаметр, чем третья трубчатая секция 303 теплообменника.
Варианты осуществления, показанные на фиг. 6А-6С, представляют собой примеры, не имеющие ограничительного характера, и не ограничивают конфигурацию группы 13 теплообменников каким-либо образом. Для каждого из изображенных вариантов осуществления показаны два ответвления, однако в группе 13 теплообменников может применяться любое число симметричных ответвлений, предпочтительно с одинаковыми длиной и площадью поперечного сечения на заданном расстоянии по длине ответвлений. Кроме того, каждый из этих вариантов осуществления может быть объединен с другим вариантом осуществления, показанным на фиг. 6А-6С, и/или с любым другим вариантом осуществления, описанным в настоящем документе.
Пищевой продукт, перерабатываемый с использованием устройств и способов, описанных в настоящем документе, может содержать один или более из ароматизатора, красителя, эмульгированного или измельченного мяса, белка, эмульгированного или измельченного фрукта, эмульгированного или измельченного овоща, антиоксиданта, витамина, минерального вещества, волокна или пребиотика.
Не имеющие ограничительного характера примеры подходящих ароматизаторов включают в себя дрожжи, животный твердый жир, переработанную кормовую муку животного происхождения (например, из птицы, говядины, баранины, свинины), ароматизирующие экстракты или смеси (например, запеченная говядина), специи и т.п. Подходящие специи включают в себя петрушку, душицу, шалфей, розмарин, базилик, тимьян, лук-резанец и т.п. Не имеющие ограничительного характера примеры подходящих красителей включают в себя красители для пищевой, лекарственной и косметической промышленности (FD&C), такие как синий №1, синий №2, зеленый №3, красный №3, красный №40, желтый №5, желтый №6 и т.п.; натуральные красители, такие как карамельный краситель, аннато, хлорофиллин, кошениль, бетанин, куркуму, шафран, красный перец, ликопин, сок бузины, пандан, клиторию и т.п.; диоксид титана; и любой другой подходящий пищевой краситель, известный специалисту в данной области.
Не имеющие ограничительного характера примеры подходящих мясных продуктов для применения в качестве эмульгированного или измельченного мяса включают в себя птицу, говядину, свинину, баранину и рыбу, особенно виды мясных продуктов, подходящие для домашних животных. Могут применяться любые виды мясных продуктов и мясных субпродуктов, включая такие мясные продукты, как цельная говяжья или баранья туша; постная свиная обрезь; говяжьи рульки; телятина; говяжья и свиная щековина; и мясные субпродукты, такие как губы, рубец, сердца, языки, говядина, куриное мясо или рыба, полученные механической обвалкой, говяжьи и свиные печень, легкие и почки и т.п. В варианте осуществления мясо представляет собой комбинацию различных видов мяса. Пищевой продукт не ограничен конкретным видом мяса или комбинацией видов мяса, и любое мясо, известное специалисту в данной области, может применяться для приготовления пищевой смеси.
Дополнительно или альтернативно может применяться растительный и/или зерновой белок, такой как белок канолы, гороховый белок, кукурузный белок (например, молотая кукуруза или кукурузный глютен), пшеничный белок (например, молотая пшеница или пшеничный глютен), соевый белок (например, соевая мука, соевый концентрат или соевый изолят), рисовый белок (например, молотый рис или рисовый глютен) и т.п. Если применяется мука, она также обеспечит некоторое количество белка. Таким образом, может применяться материал, представляющий собой одновременно растительный белок и муку.
Не имеющие ограничительного характера примеры подходящих овощей для применения в качестве эмульгированных или измельченных овощей включают в себя картофель, тыкву крупноплодную, цукини, шпинат, редис, спаржу, помидоры, капусту, горох, морковь, кукурузу, зеленую фасоль, лимскую фасоль, брокколи, брюссельскую капусту, цветную капусту, сельдерей, огурцы, репу, ямс и их комбинации. Не имеющие ограничительного характера примеры подходящих фруктов для применения в качестве эмульгированных или измельченных фруктов включают в себя яблоко, апельсин, грушу, персик, землянику, банан, вишню, ананас, тыкву, киви, виноград, голубику, малину, манго, гуаву, клюкву, ежевику или их комбинации. Пищевой продукт не ограничен конкретным видом эмульгированных или измельченных фруктов или овощей или их комбинацией, и любой фрукт или овощ, известный специалисту в данной области, может применяться для приготовления пищевой смеси.
Не имеющие ограничительного характера примеры подходящих витаминов включают в себя витамин А, любой из витаминов В, витамин С, витамин D, витамин Е и витамин К: в том числе различные соли, эфиры или другие производные вышеперечисленного. Не имеющие ограничительного характера примеры подходящих минеральных веществ включают в себя кальций, фосфор, калий, натрий, железо, хлорид, бор, медь, цинк, магний, марганец, йод, селен и т.п. Не имеющие ограничительного характера примеры подходящих антиоксидантов включают в себя бутилгидроксианизол/бутилгидрокситолуол (ВНА/ВНТ), витамин Е (токоферолы) и т.п.
Не имеющие ограничительного характера примеры подходящих волокон включают в себя перевариваемые или неперевариваемые, растворимые или нерастворимые, ферментируемые или неферментируемые волокна. Предпочтительные волокна получают из растительных источников, таких как морские растения, но могут также применяться и микробиологические источники волокна. Могут применяться разнообразные растворимые или нерастворимые волокна.
Не имеющие ограничительного характера примеры подходящих пребиотиков включают в себя фруктоолигосахариды, глюкоолигосахариды, галактоолигосахариды, изомальтоолигосахариды, ксилоолигосахариды, соевые олигосахариды, лактосахарозу, лактулозу и изомальтулозу. В варианте осуществления пребиотик представляет собой корень цикория, экстракт корня цикория, инулин или их комбинации. Как правило, пребиотики вводят в количествах, достаточных для положительного стимулирования полезной микрофлоры в кишечнике и инициирования размножения этих благоприятных бактерий. Типичные количества составляют от приблизительно одного до приблизительно 10 граммов на порцию или от приблизительно 5% до приблизительно 40% рекомендованной для животного суточной дозы клетчатки.
Выбор количеств каждого ингредиента пищевого продукта известен специалистам в данной области. Конкретные количества каждого дополнительного ингредиента зависят от разнообразных факторов, таких как, например, ингредиент, включаемый в композицию глазури; вид животного; возраст, масса тела, общее состояния здоровья, пол и рацион питания животного; норма потребления для животного; цель, с которой пищевой продукт дают животному; и т.п. Таким образом, происхождение и количества ингредиентов могут изменяться в широких пределах и отличаться от предпочтительных вариантов осуществления, описанных в настоящем документе.
Следует понимать, что специалистам в данной области будут очевидны различные изменения и модификации предпочтительных в настоящее время вариантов осуществления, описанных в настоящем документе. Такие изменения и модификации можно вносить без отступления от сущности и объема объекта настоящего изобретения и без уменьшения предполагаемых преимуществ. Следовательно, предполагается, что прилагаемая формула изобретения охватывает такие изменения и модификации.
Реферат
Концентрическая симметричная система (10) теплообменников с разветвленной поверхностью включает в себя впускной коллектор (11), который равномерно разделяет основной поток в первой секции системы, а также группу (13) трубчатых концентрических теплообменников (14), расположенных параллельно и последовательно. Поток через каждую ветвь системы можно дополнительно разделить с помощью вспомогательных коллекторов (12). Разделение основного потока обеспечивает эффективный теплообмен при более высоких и регулируемых скоростях потока продукта, а также при более низких значениях давления на впуске теплообменника. 3 н. и 17 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Система охлаждения пищевых продуктов, в частности, в самолете
Патенты аналоги
Система охлаждения пищевых продуктов, в частности, в самолете
Комментарии