Способы, системы и приспособления для контроля сварных швов прокладок - RU2722558C2
Код документа: RU2722558C2
Чертежи











Описание
Область техники, к которой относится настоящее изобретение
[0001] Раскрытие относится к тестированию целостности сварных швов прокладок.
Уровень техники настоящего изобретения
[0002] Оборудование, такое как оборудование, используемое на производственном объекте, может содержать пару фланцев и прокладку между парой фланцев. Такие прокладки могут содержать сварной шов, и сварной шов можно контролировать с использованием методов неразрушающих испытаний.
Краткое раскрытие настоящего изобретения
[0003] В одном аспекте раскрыт способ. Способ может предусматривать размещение приспособления поверх части трубной части прокладки, при этом прокладка содержит первую половину и вторую половину, при этом первая половина содержит первую плоскую часть и первую манжетную часть, а вторая половина содержит вторую плоскую часть и вторую манжетную часть, при этом первая плоская часть приварена к первому фланцу, при этом вторая плоская часть приварена ко второму фланцу, при этом первая манжетная часть соединена со второй манжетной частью посредством сварного шва прокладки, и первая манжетная часть, соединенная со второй манжетной частью, образует трубную часть прокладки, при этом приспособление содержит гнездо и инжекционный порт; размещение ультразвукового зонда в гнезде таким образом, чтобы ультразвуковой зонд располагался под углом к сварному шву; заливка через инжекционный порт контактной текучей среды между ультразвуковым зондом и трубной частью прокладки; и сканирование по меньшей мере части сварного шва прокладки ультразвуковым зондом, при этом сканирование по меньшей мере части сварного шва включает передачу ультразвуковым зондом множества ультразвуковых волн через контактную текучую среду в трубную часть прокладки и перемещение приспособления в продольном направлении вдоль трубной части прокладки.
[0004] В еще одном аспекте раскрыт способ, в котором первый фланец соединен с кожухом теплообменника, и при этом второй фланец соединен с распределительной камерой теплообменника.
[0005] В еще одном аспекте раскрыт способ, в котором сварной шов представляет собой герметичный сварной шов.
[0006] В еще одном аспекте раскрыт способ, в котором ультразвуковой зонд представляет собой ультразвуковой зонд на фазированной решетке, и при этом ультразвуковой зонд на фазированной решетке содержит призму и преобразователь.
[0007] В еще одном аспекте раскрыт способ, в котором размещение ультразвукового зонда в гнезде включает размещение призмы в гнезде.
[0008] В еще одном аспекте раскрыт способ, в котором ультразвуковой зонд расположен ближе ко второму фланцу, чем к первому фланцу.
[0009] В еще одном аспекте раскрыт способ, в котором контактная текучая среда представляет собой воду.
[0010] В еще одном аспекте раскрыт способ, в котором сканирование сварного шва дополнительно включает вращение приспособления в направлении по окружности вдоль трубной части прокладки.
[0011] В еще одном аспекте раскрыт способ, в котором вращение приспособления в направлении по окружности представляет собой вращение приспособления в направлении по окружности приблизительно на 0,600 дюйма.
[0012] В еще одном аспекте раскрыт способ, в котором вращение приспособления в направлении по окружности представляет собой вращение приспособления против часовой стрелки в сторону первого фланца.
[0013] В еще одном аспекте раскрыт способ, в котором сканирование сварного шва дополнительно включает вращение приспособления во втором направлении по окружности, противоположном направлению по окружности.
[0014] В еще одном аспекте раскрыт способ, в котором перемещение приспособления в продольном направлении вдоль трубной части включает перемещение приспособления в продольном направлении приблизительно на 0,500 дюйма.
[0015] В еще одном аспекте раскрыт способ, в котором приспособление соединено с двигателем, и при этом вращение приспособления в направлении по окружности представляет собой вращение приспособления в направлении по окружности двигателем.
[0016] В еще одном аспекте раскрыт способ, в котором приспособление соединено с двигателем, и при этом перемещение приспособления в продольном направлении включает перемещение приспособления в продольном направлении двигателем.
[0017] В еще одном аспекте раскрыт способ, при этом способ может дополнительно предусматривать определение дефекта по меньшей мере части сварного шва прокладки на основании сканирования по меньшей мере части сварного шва ультразвуковым зондом.
[0018] В еще одном аспекте раскрыта система. Система может содержать приспособление, расположенное поверх части трубной части прокладки, при этом прокладка содержит первую половину и вторую половину, при этом первая половина содержит первую плоскую часть и первую манжетную часть, а вторая половина содержит вторую плоскую часть и вторую манжетную часть, при этом первая плоская часть приварена к первому фланцу, при этом вторая плоская часть приварена ко второму фланцу, при этом первая манжетная часть соединена со второй манжетной частью посредством сварного шва прокладки, и первая манжетная часть, соединенная со второй манжетной частью, образует трубную часть прокладки, при этом приспособление содержит гнездо, направляющую вращения и инжекционный порт; и ультразвуковой зонд, расположенный в гнезде, при этом приспособление выполнено с возможностью вращения в направлении по окружности вдоль трубной части прокладки по направляющей вращения, и при этом приспособление выполнено с возможностью перемещения в продольном направлении вдоль трубной части прокладки.
[0019] В еще одном аспекте раскрыта система, при этом сварной шов представляет собой герметичный сварной шов.
[0020] В еще одном аспекте раскрыта система, при этом ультразвуковой зонд представляет собой ультразвуковой зонд на фазированной решетке.
[0021] В еще одном аспекте раскрыта система, при этом система дополнительно содержит двигатель, соединенный с приспособлением, при этом приспособление выполнено с возможностью вращения двигателем в направлении по окружности вдоль трубной части прокладки по направляющей вращения.
[0022] В еще одном аспекте раскрыто приспособление. Приспособление может содержать гнездо; инжекционный порт; и направляющую вращения, при этом приспособление выполнено с возможностью расположения поверх части трубной части прокладки, при этом прокладка содержит первую половину и вторую половину, при этом первая половина содержит первую плоскую часть и первую манжетную часть, а вторая половина содержит вторую плоскую часть и вторую манжетную часть, при этом первая плоская часть приварена к первому фланцу, при этом вторая плоская часть приварена ко второму фланцу, при этом первая манжетная часть соединена со второй манжетной частью посредством сварного шва прокладки, и первая манжетная часть, соединенная со второй манжетной частью, образует трубную часть прокладки, при этом приспособление выполнено с возможностью вращения в направлении по окружности вдоль трубной части прокладки по направляющей вращения, и при этом приспособление выполнено с возможностью перемещения в продольном направлении вдоль трубной части прокладки.
Краткое описание фигур
[0023] Сопровождающие фигуры, которые включены, чтобы обеспечить дополнительное понимание раскрытия, включены в данное описание и составляют его часть, иллюстрируют варианты осуществления раскрытия и вместе с подробным описанием служат для объяснения принципов настоящего изобретения. Не делается попытка показать детали конструкции настоящего изобретения более подробно, чем может быть необходимо для общего понимания настоящего изобретения и различных способов, с помощью которых оно может быть реализовано на практике.
[0024] На фиг. 1 представлен теплообменник согласно иллюстративному варианту осуществления.
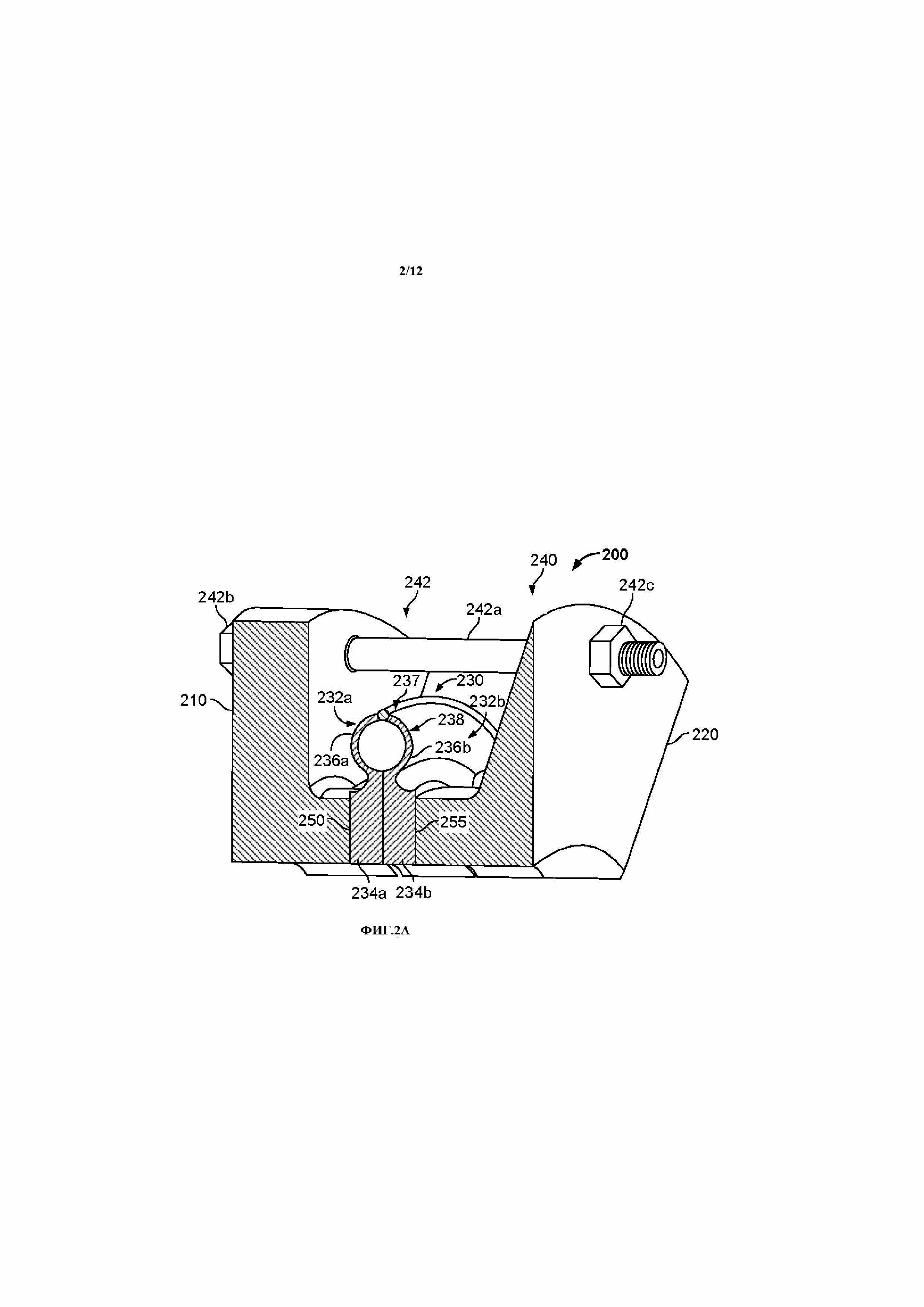
[0025] На фиг. 2A представлено прокладочное соединение в поперечном разрезе согласно иллюстративному варианту осуществления.
[0026] На фиг. 2В представлены аспекты прокладочного соединения согласно иллюстративному варианту осуществления.
[0027] На фиг. 3 представлен сварной шов согласно иллюстративному варианту осуществления.
[0028] На фиг. 4 представлено приспособление согласно иллюстративному варианту осуществления.
[0029] На фиг. 5 представлено приспособление, расположенное поверх части трубной части прокладки согласно иллюстративному варианту осуществления.
[0030] На фиг. 6А представлена первая фаза иллюстративного контроля сварного шва прокладки.
[0031] На фиг. 6В представлена вторая фаза иллюстративного контроля сварного шва прокладки.
[0032] На фиг. 6С представлена третья фаза иллюстративного контроля сварного шва прокладки.
[0033] На фиг. 6D представлена четвертая фаза иллюстративного контроля сварного шва прокладки.
[0034] На фиг. 7 представлено приспособление, расположенное поверх части трубной части прокладки согласно иллюстративному варианту осуществления.
[0035] На фиг. 8 представлен способ контроля сварного шва прокладки согласно иллюстративному варианту осуществления.
Подробное раскрытие настоящего изобретения
[0036] В настоящем описании изложены способы, системы и приспособления для контроля сварных швов прокладок. В частности, варианты осуществления могут принимать вид или относиться к приспособлению, которое содержит гнездо и направляющую вращения. В гнезде может быть расположен ультразвуковой зонд.
[0037] В иллюстративном исполнении приспособление может быть расположено поверх трубной части прокладки. Прокладка может содержать первую половину и вторую половину. Кроме того, первая половина может содержать первую плоскую часть и первую манжетную часть, а вторая половина может содержать вторую плоскую часть и вторую манжетную часть. Кроме того, первая плоская часть может быть сварена с первым фланцем, вторая плоская часть может быть сварена со вторым фланцем, первая манжетная часть может быть соединена со второй манжетной частью посредством сварного шва прокладки, и первая манжетная часть, соединенная со второй манжетной частью, может образовать трубную часть прокладки. Первый и второй фланцы могут быть связаны с оборудованием, используемым на производственном объекте.
[0038] Кроме того, в некоторых исполнениях сварной шов прокладки можно сканировать ультразвуковым зондом. Сканирование сварного шва может предусматривать передачу в трубную часть прокладки множества ультразвуковых волн ультразвуковым зондом и перемещение приспособления в продольном направлении вдоль трубной части прокладки. Кроме того, в некоторых исполнениях сканирование может дополнительно предусматривать вращение приспособления в направлении по окружности в разных точках вдоль трубной части прокладки. Приспособление может быть выполнено с возможностью вращения в направлении по окружности по направляющей вращения.
[0039] Предпочтительно, варианты осуществления, изложенные в настоящем описании, могут улучшить ультразвуковое сканирование сварного шва прокладки. Например, варианты осуществления, изложенные в настоящем описании, могут улучшить сканирование покрытия сварного шва, что, в свою очередь, может улучшить обнаружение дефектов (или недостатков) в сварном шве прокладки. За счет улучшения обнаружения дефектов в сварном шве прокладки можно уменьшить протечки текучей среды между первым и вторым фланцами во время работы оборудования, что, в свою очередь, может улучшить надежность оборудования и/или безопасность человека рядом с оборудованием.
Примеры
Пример 1 - Оборудование
[0040] На фиг. 1 представлен теплообменник 100 согласно иллюстративному варианту осуществления. Теплообменник 100 может содержать кожух 110, первую распределительную камеру (или плавающую головку) 120 и вторую распределительную камеру 130. Кожух 110 может содержать первый фланец 112 кожуха, второй фланец 114 кожуха, впуск 116 кожуха и выпуск 118 кожуха. Кроме того, первая распределительная камера 120 может содержать фланец 122 распределительной камеры и выпуск 124 распределительной камеры. Кроме того, вторая распределительная камера 130 может содержать фланец 132 распределительной камеры и впуск 134 распределительной камеры.
[0041] В некоторых вариантах осуществления теплообменник 100 может быть выполнен с возможностью передачи тепла между двумя текучими средами. Например, теплообменник 100 может принимать вид кожухотрубного теплообменника и может содержать трубный пучок (не показано). Трубный пучок может проходить между первой распределительной камерой 120 и второй распределительной камерой 130 и может быть окружен кожухом 110, первой распределительной камерой 120 и второй распределительной камерой 130. В таких примерах теплообменник 100 может быть выполнен с возможностью передачи тепла между: (i) текучей средой трубного пространства, которая протекает по трубному пучку из впуска 134 распределительной камеры в выпуск 124 распределительной камеры, и (ii) текучей средой межтрубного пространства, которая протекает по трубному пучку из впуска 116 кожуха в выпуск 118 кожуха.
[0042] Текучая среда трубного пространства и текучая среда межтрубного пространства во многих различных вариантах осуществления могут принимать множество разных форм. В некоторых вариантах осуществления теплообменник 100 может быть расположен на нефтеперерабатывающем заводе, а текучая среда трубного пространства и/или текучая среда межтрубного пространства могут представлять собой различные формы нефтепродуктов, такие как газойль. Однако в других вариантах осуществления теплообменник может быть расположен на различных других производственных объектах, таких как химический завод или электростанция (напр., электростанция на ископаемом топливе или атомная электростанция), и текучая среда трубного пространства и текучая среда межтрубного пространства может представлять собой любой подходящий технологический флюид.
[0043] Кроме того, как показано на фиг. 1, первый фланец 112 кожуха может быть соединен с фланцем 122 распределительной камеры с помощью первого множества крепежных приспособлений 140, а второй фланец 114 кожуха может быть соединен с фланцем 132 распределительной камеры с помощью второго множества крепежных приспособлений 150. Первое множество крепежных приспособлений 140 и второе множество крепежных приспособлений 150 могут включать любое подходящее крепежное приспособление, выполненное с возможностью соединения фланца кожуха (напр., первого фланца 112 кожуха) с фланцем распределительной камеры (напр., с фланцем 122 распределительной камеры), такое как болт с гайками.
[0044] В некоторых вариантах осуществления первая прокладка (не показано) может быть расположена между первым фланцем 112 кожуха и фланцем 122 распределительной камеры, а вторая прокладка (не показано) может быть расположена между вторым фланцем 114 кожуха и фланцем 132 распределительной камеры. Кроме того, в некоторых вариантах осуществления в качестве прокладочного соединения может упоминаться комбинация прокладки, расположенной между первым фланцем и вторым фланцем.
[0045] Во время работы теплообменника 100, первая прокладка может уменьшать протечки текучей среды (напр., текучей среды трубного пространства и/или текучей среды межтрубного пространства) между первым фланцем 112 кожуха и фланцем 122 распределительной камеры, а вторая прокладка может уменьшать протечки текучей среды между вторым фланцем 114 кожуха и фланцем распределительной камеры 134.
[0046] Однако первая прокладка может иметь дефект изготовления и/или установки и/или результат рабочих напряжений, которые могут способствовать протечке текучей среды между первым фланцем 112 кожуха и фланцем 122 распределительной камеры, а вторая прокладка может содержать такой дефект, который может способствовать протечке текучей среды между вторым фланцем 114 кожуха и фланцем 132 распределительной камеры. Кроме того, запуск и выключение теплообменника 100 может вызывать тепловые напряжения компонентов теплообменника 100, которые могут способствовать протечке текучей среды между первым фланцем 112 кожуха и фланцем 122 распределительной камеры и/или протечке текучей среды между вторым фланцем 114 кожуха и фланцем 132 распределительной камеры.
[0047] На фиг. 2A представлено прокладочное соединение 200 в поперечном разрезе согласно иллюстративному варианту осуществления. Прокладочное соединение 200 может содержать первый фланец 210, второй фланец 220 и прокладку 230. Как показано на фиг. 2A, прокладка 230 может быть расположена между первым фланцем 210 и вторым фланцем 220. Кроме того, первый фланец 210, прокладка 230 и второй фланец 220 могут быть соединены с помощью множества крепежных приспособлений 240. Кроме того, как показано на фиг. 2A, множество крепежных приспособлений могут содержать первое крепежное приспособление 242. В некоторых вариантах осуществления первое крепежное приспособление 242 может принимать вид болта с гайками, и в таких вариантах осуществления первое крепежное приспособление 242 может содержать болт 242a, первую гайку 242b и вторую гайку 242c.
[0048] Кроме того, прокладка 230 может содержать первую половину 232a и вторую половину 232b. Первая половина 232a может содержать первую плоскую часть 234a и первую манжетную часть 236a, а вторая половина 232b может содержать вторую плоскую часть 234b и вторую манжетную часть 236b. Первая плоская часть 234a может быть сварена с первым фланцем 210, а вторая плоская часть 234b может быть сварена со вторым фланцем 220. В проиллюстрированном примере сварной шов 250 соединяет первую плоскую часть 234a и первый фланец 210, а сварной шов 255 соединяет вторую плоскую часть 234b и второй фланец 220. Кроме того, первая манжетная часть 236a может быть соединена со второй манжетной частью 236b посредством сварного шва 237 прокладки 230, и первая манжетная часть 236a, соединенная со второй манжетной частью 236b, образует трубную часть 238 прокладки 230. В некоторых вариантах осуществления сварной шов 237 прокладки 230 может принимать вид герметичного сварного шва. Кроме того, в некоторых вариантах осуществления первая плоская часть 234a может быть сварена со второй плоской частью 234b.
[0049] Трубная часть 238 прокладки 230 может проходить по окружности между первым фланцем 210 и вторым фланцем 220. Аналогичным образом, сварной шов 237 прокладки 230 может проходить по окружности между первым фланцем 210 и вторым фланцем 220. На фиг. 2В представлены аспекты прокладочного соединения 200 согласно иллюстративному варианту осуществления. Как показано на фиг. 2B, множество крепежных приспособлений 240 может дополнительно содержать второе крепежное приспособление 244, третье крепежное приспособление 246 и четвертое крепежное приспособление 248. Кроме того, как показано на фиг. 2B, первый фланец 210 может быть соединен с первой частью 215 оборудования 205, а второй фланец 220 может быть соединен со второй частью 225 оборудования 205.
[0050] В некоторых вариантах осуществления первый фланец 210 может принимать вид или иметь форму, аналогичную первому фланцу 110 кожуха, а второй фланец 220 может принимать вид или иметь форму, аналогичную фланцу 122 распределительной камеры. Соответственно, в некоторых вариантах осуществления оборудование 205 может принимать вид или иметь форму, аналогичную теплообменнику 100, первая часть 215 оборудования 205 может принимать вид или быть аналогична кожуху 110, а вторая часть 225 оборудования 205 может принимать вид или иметь форму, аналогичную распределительной камере 120. Однако в других вариантах осуществления оборудование 205 может принимать вид другого оборудования, используемого на технологических объектах, такого как емкость, резервуар, трубопровод и т.д.
[0051] Кроме того, в некоторых вариантах осуществления второе крепежное приспособление 244, третье крепежное приспособление 246 и четвертое крепежное приспособление 248 могут принимать вид или иметь форму, аналогичную первому крепежному приспособлению 242. Компоненты второго крепежного приспособления 244, третьего крепежного приспособления 246 и четвертого крепежного приспособления 248 могут иметь одинаковые компоновку и функцию по аналогии с компонентами первого крепежного приспособления 242 с такими же или аналогичными номерами.
[0052] Трубная часть 238 прокладки 230 может содержать наружный диаметр и внутренний диаметр. В некоторых вариантах осуществления наружный диаметр трубной части 238 может быть между 210 и 220 миллиметров, например, приблизительно 216 миллиметров. Кроме того, в некоторых вариантах осуществления внутренний диаметр трубной части 238 может быть между 204 и 216 миллиметров, например, приблизительно 210 миллиметров. Кроме того, трубная часть 238 прокладки 230 может быть полой.
[0053] Кроме того, в некоторых вариантах осуществления трубная часть 238 может быть выполнена с возможностью отклонения в ответ на тепловое напряжение. В этой компоновке отклонение трубной части 238 может способствовать уменьшению или предотвращению протечки текучей среды между первым фланцем 210 и вторым фланцем 220 во время работы оборудования 205. В некоторых вариантах осуществления прокладка 230 может упоминаться как сварная кольцевая прокладка. И в некоторых таких вариантах осуществления прокладка 230 может представлять собой прокладку A24, продаваемую Kempchen & Co. Gmbh. Прокладка 230 может представлять собой другие прокладки, также продаваемые Kempchen, включая прокладку A21, A22, A23 или A25.
[0054] На фиг. 3 представлен сварной шов 300 согласно иллюстративному варианту осуществления. Сварной шов 237 может принимать вид или иметь форму, аналогичную сварному шву 300. Сварной шов 300 может содержать верхний заполняющий слой 310, корневой слой 320 и облицовочный слой 330. Сварной шов 300 может соединять первую обрабатываемую деталь 340 и вторую обрабатываемую деталь 350. Первая обрабатываемая деталь 340 может принимать вид или иметь форму, аналогичную первой манжетной части 236a, а вторая обрабатываемая деталь 350 может принимать вид или иметь форму, аналогичную второй манжетной части 236b. В некоторых вариантах осуществления сварной шов 300 может представлять собой герметичный сварной шов.
[0055] Как показано на фиг. 3, верхний заполняющий слой 310 может иметь угол 312 и размер 314 по высоте. В некоторых вариантах осуществления угол 312 может быть относительно оси (не показано), по существу перпендикулярной первой обрабатываемой детали 340 и второй обрабатываемой детали 350. Кроме того, в некоторых вариантах осуществления угол 312 может быть между 40 и 50 градусов, например, 45 градусов. В некоторых вариантах осуществления угол 312 может получать форму в результате разделки кромок с зазором (или нахлестом) между 0,5 и 1,5 миллиметра, например, 1 миллиметр. Термин «по существу перпендикулярный» согласно настоящему раскрытию означает точно перпендикулярный либо одно или более отклонений от точно перпендикулярного, которые существенно не влияют на контроль сварного шва прокладки согласно настоящему описанию.
[0056] Кроме того, в некоторых вариантах осуществления размер 314 по высоте может быть между 1 и 3 миллиметра, например, 2 миллиметра. Кроме того, корневой слой 320 может иметь размер 322 по высоте. В некоторых вариантах осуществления размер 322 по высоте может быть между 0,5 и 2 миллиметра, например, 1 миллиметр. Кроме того, в некоторых вариантах осуществления корневой слой 320 может иметь размер по ширине между 0,5 и 3 миллиметра, например, 1 миллиметр.
[0057] Кроме того, в некоторых вариантах осуществления облицовочный слой 330 может иметь первую (верхнюю) часть 332a и вторую (нижнюю) часть 332b. Первая часть 332a может иметь половину размера 334a по ширине и размер 336a по высоте, а вторая часть 332b может иметь половину размера 334b по ширине и размер 336b по высоте. В некоторых вариантах осуществления половина размера 334a по ширине может быть между 5 и 7 миллиметров, например, 6,5 миллиметров. С такой компоновкой первая часть 332a может иметь размер по ширине между 10 и 14 миллиметров, например, 13 миллиметра. Кроме того, в некоторых вариантах осуществления размер 336a по высоте может быть между 1 и 3 миллиметра, например, 2 миллиметра. Кроме того, в некоторых вариантах осуществления половина размера 334b по ширине может быть между 2 и 4 миллиметра, например, 3,5 миллиметров. С такой компоновкой вторая часть 332b может иметь размер по ширине между 4 и 8 миллиметров, например, 7 миллиметров. Кроме того, в некоторых вариантах осуществления размер 336b по высоте может составлять между 0,5 и 2 миллиметра, например, 1 миллиметр. Кроме того, в некоторых вариантах осуществления первая часть 332a может иметь размер нахлеста между 3 и 5 миллиметров, например, 4 миллиметра, а вторая часть 332b может иметь размер нахлеста между 2 и 4 миллиметра, например, 3 миллиметра.
[0058] Кроме того, сварной шов 300 может иметь зону 360 теплового воздействия (HAZ). В некоторых вариантах осуществления HAZ может иметь ширину между 5 и 10 миллиметров, например, 5 миллиметров или 10 миллиметров.
[0059] В некоторых вариантах осуществления сварной шов 300 может содержать сталь, такую как сталь 1020. Кроме того, в некоторых вариантах осуществления сварной шов 300 может содержать такой же или аналогичный материал, как в первой обрабатываемой детали 340 и/или во второй обрабатываемой детали 350. Кроме того, в некоторых вариантах осуществления в сварном шве 300 может содержаться или проявляться дефект. Дефект может принимать вид трещины, пустоты, разрыва или другого недостатка верхнего заполняющего слоя 310, корневого слоя 320 и/или облицовочного слоя 300. В некоторых вариантах осуществления дефект может проявляться во время изготовления сварного шва 300. Кроме того, в некоторых вариантах осуществления, когда сварной шов 300 содержится в производственном оборудовании (напр., в оборудовании 205), дефект может проявляться во время работы оборудования. И в некоторых таких вариантах осуществления дефект может проявляться во время запуска или выключения оборудования.
Пример 2 - Приспособления
[0060] На фиг. 4 представлено приспособление 400 согласно иллюстративному варианту осуществления. Приспособление 400 может содержать корпус 410, гнездо 420, направляющую 430 вращения, отверстия 440 инжекционного порта и установочные отверстия 450. Кроме того, инжекционные порты 440 могут включать первый инжекционный порт 442 и второй инжекционный порт 444. Кроме того, установочные отверстия 450 могут включать первое установочное отверстие 452 и второе установочное отверстие 454.
[0061] Корпус 410 может иметь форму для расположения поверх трубной части прокладки, такой как трубная часть 238 прокладки 230. В некоторых вариантах осуществления корпус 410 может содержать различные материалы, такие как пластмасса, композитный материал или металл.
[0062] Кроме того, гнездо 420 может принимать вид полости в корпусе 410, а в гнезде 420 может быть расположен ультразвуковой зонд. В каждом из установочных отверстий 450 могут быть установлены крепежные приспособления для закрепления ультразвукового зонда в гнезде 420. В некоторых вариантах осуществления крепежные приспособления могут принимать вид установочных винтов. Однако в других вариантах осуществления крепежные приспособления могут содержать любое подходящее крепежное приспособление, выполненное с возможностью закрепления ультразвукового зонда в гнезде. Кроме того, направляющая 430 вращения может принимать вид плоского разреза корпуса 410. Приспособление 400 может быть выполнено с возможностью вращения по направляющей 430 вращения.
[0063] Кроме того, как показано на фиг. 4, каждый инжекционный порт из инжекционных портов 440 может содержать сквозное отверстие инжекционного порта в корпусе 410. Каждый инжекционный порт может дополнительно содержать штуцер инжекционного порта, установленный в сквозном отверстии инжекционного порта и трубопровод инжекционного порта, установленный поверх штуцера инжекционного порта. Инжекционные порты 440 могут быть выполнены с возможностью подачи контактной текучей среды, обеспечивающей передачу ультразвуковым зондом множества ультразвуковых волн. Для целей пояснения штуцеры инжекционных портов и трубопроводы инжекционных портов не проиллюстрированы на фиг. 4. Однако штуцеры инжекционных портов и трубопроводы инжекционных портов проиллюстрированы на фиг. 5.
[0064] В некоторых вариантах осуществления приспособление 400 может быть изготовлено с использованием одного или более размеров первого фланца (напр., первого фланца 210), второго фланца (напр., второго фланца 220) и/или трубной части прокладки. Например, один или более размеров первого фланца, второго фланца и/или трубной части могут быть измерены, и приспособление 400 может быть изготовлено с использованием трехмерного принтера и одного или более измеренных размеров первого фланца, второго фланца и/или трубной части.
[0065] Хотя установочные отверстия 450 описаны выше как включающие первое установочное отверстие 452 и второе установочное отверстие 454, в других вариантах осуществления приспособление может включать больше или меньше, чем два установочных отверстия. Например, приспособление может включать одно установочное отверстие, которое может принимать вид или иметь форму, аналогичную первому установочному отверстию 452.
[0066] Кроме того, хотя инжекционные порты 440 описаны выше как включающие первый инжекционный порт 442 и второй инжекционный порт 444, в других вариантах осуществления приспособление может включать больше или меньше, чем два инжекционных порта. Например, приспособление может включать один инжекционный порт, который может принимать вид или иметь форму, аналогичную первому инжекционному порту 442.
[0067] На фиг. 5 представлено приспособление 500, расположенное поверх части трубной части 238 прокладки 230 согласно иллюстративному варианту осуществления. Приспособление 500 может содержать корпус 510, гнездо 512, направляющую 514 вращения, первый инжекционный порт 516 и второй инжекционный порт 518, и крепежное приспособление 519. Корпус 510 может принимать вид или иметь форму, аналогичную корпусу 410, гнездо 512 может принимать вид или иметь форму, аналогичную гнезду 420, а направляющая 514 вращения может принимать вид или иметь форму, аналогичную направляющей 430 вращения.
[0068] Как показано на фиг. 5, ультразвуковой зонд 520 может быть расположен в гнезде 512. Ультразвуковой зонд 520 может быть закреплен в гнезде 512 по меньшей мере частично с помощью крепежного приспособления 519. Ультразвуковой зонд 520 может быть дополнительно закреплен в гнезде 512 с помощью второго крепежного приспособления (не показано). В некоторых вариантах осуществления крепежное приспособление 519 может принимать вид установочного винта. Однако в других вариантах осуществления крепежным приспособлением 519 может быть любое подходящее крепежное приспособление, выполненное с возможностью закрепления ультразвукового зонда 520 в гнезде 512.
[0069] Ультразвуковой зонд 520 может быть выполнен с возможностью сканирования по меньшей мере части сварного шва 237. Например, ультразвуковой зонд 520 может быть выполнен с возможностью передачи множества ультразвуковых волн в трубную часть 238 прокладки 230. По меньшей мере часть ультразвуковых волн, передаваемых ультразвуковым зондом 520, может отражаться сварным швом 237, и ультразвуковой зонд 520 может принимать отраженные ультразвуковые волны.
[0070] В некоторых вариантах осуществления ультразвуковой зонд 520 может принимать вид ультразвукового зонда на фазированной решетке. Кроме того, в некоторых таких вариантах осуществления ультразвуковой зонд 520 может содержать преобразователь Olympus 10L16, продаваемый Olympus.
[0071] Кроме того, первый инжекционный порт 516 может содержать первый штуцер 516b инжекционного порта, установленный в первом отверстии 516a инжекционного порта, а второй инжекционный порт 518 может содержать второй штуцер 518b инжекционного порта, установленный во втором отверстии 518a инжекционного порта. В некоторых вариантах осуществления каждый из первого штуцера 516b инжекционного порта и второго штуцера 518b инжекционного порта может содержать металл, такой как латунь.
[0072] Каждый из первого инжекционного порта 516 и второго инжекционного порта 518 может быть выполнен с возможностью подачи контактной текучей среды между ультразвуковым зондом 520 и трубной частью 238 прокладки 230. С такой компоновкой ультразвуковой зонд 520 может быть выполнен с возможностью передачи множества ультразвуковых волн через контактную текучую среду в трубную часть 238. В некоторых вариантах осуществления контактная текучая среда может представлять собой воду или глицерин. Однако в других вариантах осуществления контактная текучая среда может представлять собой любую подходящую текучую среду, выполненную с возможностью передачи ультразвуковых волн. Кроме того, в некоторых вариантах осуществления контактная текучая среда может протекать по трубной части 238, а затем вытекать из приспособления 500. Например, контактная текучая среда может вытекать из приспособления 500 через направляющую 514 вращения и/или пространство между трубной частью 238 и корпусом 510.
[0073] Как показано на фиг. 5, первый инжекционный порт 516 может дополнительно содержать первый трубопровод 516c инжекционного порта, соединенный с первым штуцером 516b инжекционного порта, а второй инжекционный порт 518 может дополнительно содержать второй трубопровод 518c инжекционного порта, соединенный со вторым штуцером 518c инжекционного порта. Каждый из первого трубопровода 516c инжекционного порта и второго трубопровода 518c инжекционного порта может направлять контактную текучую среду в первый штуцер 516b инжекционного порта и второй штуцер 518b инжекционного порта, соответственно. В некоторых вариантах осуществления каждый из первого трубопровода 516c инжекционного порта и второго трубопровода 518c инжекционного порта может направлять контактную текучую среду из отдельного источника контактной текучей среды. Однако в других вариантах осуществления первый трубопровод 516c инжекционного порта может направлять контактную текучую среду из иного источника контактной текучей среды, чем второй трубопровод 518c инжекционного порта.
[0074] Кроме того, в некоторых вариантах осуществления, в которых ультразвуковой зонд 520 представляет собой ультразвуковой зонд на фазированной решетке, ультразвуковой зонд 520 может содержать призму 522 и преобразователь 524. Как показано на фиг. 5, призма 522 может быть расположена в гнезде 512, а преобразователь 524 может быть расположен на призме 522. В некоторых вариантах осуществления преобразователь 524 может быть прикреплен к призме 552. Например, преобразователь 524 может быть прикреплен к призме 552 болтами.
[0075] Призма 522 может иметь поверхность, которая контактирует с трубной частью 238 прокладки 230 (или с контактной текучей средой, подаваемой через первый инжекционный порт 516 и второй инжекционный порт 518). В некоторых вариантах осуществления поверхность призмы 522, которая контактирует с трубной частью 238, может совпадать (или иметь контур) поверхности трубной части 238. Кроме того, в некоторых вариантах осуществления призма 522 может содержать пластмассовый материал. Кроме того, в некоторых вариантах осуществления призма 552 может иметь размер по высоте, размер по длине, размер по ширине, и смещение. Кроме того, в некоторых вариантах осуществления размер призмы 552 по высоте может быть между 5 и 6 миллиметров, например, приблизительно 5,35 миллиметров. Кроме того, в некоторых вариантах осуществления размер призмы 552 по длине может быть между 10 и 12 миллиметров, например, приблизительно 11,14 миллиметра. Кроме того, в некоторых вариантах осуществления размер призмы 552 по ширине может быть между 9 и 11 миллиметров, например, приблизительно 10,87 миллиметров. Кроме того, в некоторых вариантах осуществления смещение может быть между 9 и 11 миллиметров, например, приблизительно 10,8 миллиметров.
[0076] Преобразователь 524 может быть выполнен с возможностью передачи множества ультразвуковых волн через призму 522 и через контактную текучую среду, подаваемую в трубную часть 238 прокладки 230 через первый инжекционный порт 516 и второй инжекционный порт 518. Преобразователь 524 может иметь отверстие с геометрическим размером. В некоторых вариантах осуществления геометрический размер может быть между 4 и 6 миллиметров, например, приблизительно 4,96 миллиметра. Кроме того, в некоторых вариантах осуществления преобразователь 524 может содержать некоторое количество передающих элементов, и каждый передающий элемент может иметь размер шага. Кроме того, в некоторых вариантах осуществления преобразователь 524 может содержать 16 или 32 передающих элемента. Кроме того, в некоторых вариантах осуществления, когда преобразователь содержит 16 передающих элементов, каждый из передающих элементов может иметь размер шага между 0,25 и 0,5 миллиметров, например, приблизительно 0,31 миллиметра.
[0077] Кроме того, преобразователь 524 может быть ориентирован под углом 530 к поверхности трубной части 238. В некоторых вариантах осуществления угол 530 может быть между 30 и 40 градусов, например, 33,6 и 36,6 градусов. С такой компоновкой ультразвуковой зонд 520 может быть под углом к сварному шву 237. угол может зависеть от угла 530.
[0078] Кроме того, как показано на фиг. 5, ультразвуковой зонд 520 может дополнительно содержать передающую линию 526. Передающая линия 526 может быть соединена с преобразователем 524, и ультразвуковой сигнал может направляться из передающей линии 526 в преобразователь 524.
[0079] Кроме того, поверх сварного шва 237 прокладки 230 может быть расположена направляющая 514 вращения приспособления 500. Приспособление 500 может быть выполнено с возможностью вращения в направлении 542 по направляющей 514 вращения. Кроме того, приспособление 500 может быть выполнено с возможностью вращения в направлении, противоположном направлению 542. Как показано на фиг. 5, направлением 542 может быть направление по окружности вдоль трубной части 238 прокладки 230. Аналогичным образом, направлением, противоположным направлению 542, может быть направление по окружности вдоль трубной части 238.
[0080] Величина вращения приспособления 500 вдоль направления 542 и/или вдоль направления, противоположного направлению 542, может быть основана по меньшей мере частично на размере по ширине направляющей 514 вращения. В некоторых вариантах осуществления размер направляющей 514 вращения по ширине может быть между 0,400 и 0,800 дюйма, например, приблизительно 0,600 дюйма. Однако в других вариантах осуществления размер направляющей 514 вращения по ширине может быть больше, чем 0,800 дюйма, или меньше, чем 0,400 дюйма. Кроме того, в некоторых вариантах осуществления размер направляющей 514 вращения по ширине может быть выбран на основании сканирования сварного шва 237 ультразвуковым зондом 520. Соответственно, в некоторых вариантах осуществления размер направляющей 514 вращения по ширине может быть выбран по меньшей мере частично на основании одного или более параметров сварного шва 237 и/или ультразвукового зонда 520.
[0081] Кроме того, приспособление 500 может быть выполнено с возможностью перемещения в направлении 544. Кроме того, приспособление 500 может быть выполнено с возможностью перемещения в направлении, противоположном направлению 544. Как показано на фиг. 5, направлением 544 может быть продольное направление вдоль трубной части 238 прокладки 230. Аналогичным образом, направлением, противоположным направлению 544, может быть продольное направление вдоль трубной части 238.
[0082] Один или более размеров приспособления 500 могут быть выбраны на основании одного или более размеров первого фланца 210, второго фланца 220 и/или трубной части 238 прокладки 230. Например, один или более размеров первого фланца 210, второго фланца 220 и/или трубной части 238 прокладки 230 могут быть измерены, и соответствующие размеры приспособления 500 могут быть выбраны на основании измеренных размеров первого фланца 210, второго фланца 220 и/или трубной части 238.
[0083] Приспособление 500 и ультразвуковой зонд 520 может образовать систему 550.
[0084] Хотя приспособление 500 описано выше, как содержащее первый инжекционный порт 516 и второй инжекционный порт 518, в других вариантах осуществления приспособление может содержать больше или меньше, чем два инжекционных порта. Например, приспособление может содержать один инжекционный порт, который может принимать вид или иметь форму, аналогичную первому инжекционному порту 516.
Пример 3 - Контроль сварного шва прокладки
[0085] В некоторых вариантах осуществления в сварном шве 237 прокладки 230 может содержаться или проявляться дефект, который может способствовать протечке текучей среды между первым фланцем 210 и вторым фланцем 220 во время работы оборудования 205. Соответственно, может быть необходимо контролировать сварной шов 237 на наличие дефектов.
[0086] На фиг. 6A-6D представлен пример 600 контроля сварного шва 237 прокладки 230. В примере 600 приспособление 500 может располагаться поверх части трубной части 238 прокладки 230, и по меньшей мере часть сварного шва 237 можно сканировать ультразвуковым зондом 520. Пример 600 изображен в виде последовательности из четырех фаз 610-640 на фиг. 6A-D. Однако пример 600 может выполняться за любое количество фаз или комбинаций фаз. Кроме того, с целью иллюстрирования аспектов приспособления 500 первый фланец 210, второй фланец 220 и прокладка 230 на фиг. 6A-6D показаны в поперечном разрезе.
[0087] На фиг. 6А представлена первая фаза 610 примера 600 согласно иллюстративному варианту осуществления. В первой фазе 610 приспособление 500 может быть расположено поверх части трубной части 238 прокладки 230 в первой ориентации 602. Как показано на фиг. 6A, направляющая 514 вращения может иметь первый (левый) конец 514a и второй (правый) конец 514b. Первый конец 514a может быть расположен ближе к первому фланцу 210, чем ко второму фланцу 220, а второй конец 514b может быть расположен ближе ко второму фланцу 220, чем к первому фланцу 210. В первой ориентации 602 второй конец 514b может быть расположен на заданном расстоянии 617a от сварного шва 237. Кроме того, в некоторых вариантах осуществления в первой ориентации 602 первый конец 514a может контактировать с частью сварного шва 237 (напр., с краем первой части 332a облицовочного слоя 330). В некоторых вариантах осуществления заданное расстояние 617a может быть между 0,400 и 0,800 дюйма, например, приблизительно 0,600 дюйма.
[0088] Кроме того, в первой фазе 610 контактная текучая среда (не показано) может подаваться через первый инжекционный порт 516 и второй инжекционный порт 518 (не показано на фиг. 6A-6D) между ультразвуковым зондом 520 и трубной частью 238 прокладки 230.
[0089] Кроме того, в первой фазе 610 ультразвуковой зонд 520 может передавать множество ультразвуковых волн 615a через контактную текучую среду в трубную часть 238 прокладки 230. Множество ультразвуковых волн 615a может проходить в трубной части 238 через первую часть сварного шва 237.
[0090] На фиг. 6В представлена вторая фаза 620 примера 600 согласно иллюстративному варианту осуществления. Во второй фазе 620 приспособление 500 может быть расположено поверх части трубной части 238 прокладки во второй ориентации 604. Приспособление 500 может быть переведено из первой ориентации 602 во вторую ориентацию 604 за счет вращения приспособления 500 в направлении 618 по окружности вдоль трубной части 238. В некоторых вариантах осуществления приспособление 500 может быть повернуто в направлении 618 по окружности против часовой стрелки от второго фланца 220 в сторону первого фланца 210.
[0091] Во второй ориентации 604 первый конец 514a направляющей вращения может быть расположен на заданном расстоянии 617b от сварного шва 237. В некоторых вариантах осуществления заданное расстояние 617b может быть по существу равно заданному расстоянию 617a. Кроме того, в некоторых вариантах осуществления во второй ориентации 604 второй конец 514b может контактировать с частью сварного шва 237 (напр., с краем первой части 332a облицовочного слоя 330). Термин «по существу равен» согласно настоящему раскрытию означает точно равен либо одно или более отклонений от точно равного, которые существенно не влияют на контроль сварного шва прокладки согласно настоящему описанию.
[0092] Кроме того, аналогично первой фазе 610, во второй фазе 620 первый инжекционный порт 516 и второй инжекционный порт 518 могут подавать контактную текучую среду между ультразвуковым зондом 520 и трубной частью 238 прокладки 230.
[0093] Кроме того, аналогично первой фазе 610, во второй фазе 620 ультразвуковой зонд 520 может передавать множество ультразвуковых волн 615b через контактную текучую среду в трубную часть 238 прокладки 230. Множество ультразвуковых волн 615b могут проходить в трубной части 238 через первую часть сварного шва 237.
[0094] На фиг. 6С представлена третья фаза 630 примера 600 согласно иллюстративному варианту осуществления. В третьей фазе 630 приспособление 500 может быть расположено поверх части трубной части 238 прокладки 230 в третьей ориентации 606. Приспособление 500 может быть переведено из второй ориентации 604 в третью ориентацию 606 за счет вращения приспособления 500 в направлении, противоположном направлению 618 по окружности. В некоторых вариантах осуществления приспособление 500 может быть повернуто в направлении, противоположном направлению 618 по окружности по часовой стрелке, от первого фланца 210 в сторону второй фланца 220.
[0095] В третьей ориентации 606 первый конец 514a направляющей 514 вращения может быть ближе к сварному шву 237, чем второй конец 514b направляющей 514 вращения. В некоторых вариантах осуществления третья ориентация 606 может быть такой же или аналогичной первой ориентации 602.
[0096] Кроме того, аналогично первой фазе 610 и второй фазе 620, в третьей фазе 630 первый инжекционный порт 516 и второй инжекционный порт 518 могут подавать контактную текучую среду между ультразвуковым зондом 520 и трубной частью 238 прокладки 230.
[0097] Кроме того, аналогично первой фазе 610 и второй фазе 620, в третьей фазе 630 ультразвуковой зонд 520 может передавать множество ультразвуковых волн 615c через контактную текучую среду в трубную часть 238 прокладки 230. Множество ультразвуковых волн 615b может проходить в трубной части 238 через первую часть сварного шва 237.
[0098] На фиг. 6D представлена четвертая фаза 640 примера 600 согласно иллюстративному варианту осуществления. В четвертой фазе 640 приспособление 500 может быть расположено над другой частью трубной части 238 прокладки 230 в четвертой ориентации 608. Приспособление 500 может быть переведено из третьей ориентации 606 в четвертую ориентацию 608 за счет перемещения приспособления 500 в продольном направлении 619 вдоль трубной части. В некоторых вариантах осуществления приспособление 500 может быть переведено из третьей ориентации 606 в четвертую ориентацию 608 за счет перемещения приспособления на заданное расстояние в продольном направлении 619. Кроме того, в некоторых вариантах осуществления заданным расстоянием может быть размер преобразователя 544 по ширине.
[0099] В четвертой ориентации 608 второй конец 514b направляющей 514 вращения может быть расположен на заданном расстоянии 617d от сварного шва 237. В некоторых вариантах осуществления заданное расстояние 617d может быть по существу равно заданному расстоянию 617a и/или заданному расстоянию 617b. Кроме того, в некоторых вариантах осуществления в четвертой ориентации 608 первый конец 514a направляющей 514 вращения может контактировать с частью сварного шва 237.
[0100] Кроме того, аналогично первой фазе 610, второй фазе 620 и третьей фазе 630, в четвертой фазе 640 первый инжекционный порт 516 и второй инжекционный порт 518 могут подавать контактную текучую среду между ультразвуковым зондом 520 и трубной частью 238 прокладки 230.
[0101] Кроме того, аналогично первой фазе 610, второй фазе 620 и третьей фазе 630, в четвертой фазе 640 ультразвуковой зонд 520 может передавать множество ультразвуковых волн 615d через контактную текучую среду в трубную часть 238 прокладки 230. Множество ультразвуковых волн 615d могут проходить в трубной части 238 через вторую часть сварного шва 237.
[0102] Как показано на фиг. 6A-6D, в фазах 602-608 ультразвуковой зонд 520 может быть расположен ближе ко второму фланцу 220, чем к первому фланцу 210. Кроме того, во время фаз 602-608 призма 522 может проходить с заданной скоростью. В некоторых вариантах осуществления заданная скорость призмы 522 может быть между 2 и 3 миллиметра в секунду, например, приблизительно 2,4 миллиметра в секунду.
[0103] Множество ультразвуковых волн 615a могут принимать различные формы. Например, множество ультразвуковых волн 615a могут представлять собой поперечные волны. Кроме того, множество ультразвуковых волн 615a могут иметь разные параметры. В некоторых вариантах осуществления множество ультразвуковых волн 615a может содержать 16 пучков. Однако в некоторых вариантах осуществления множество ультразвуковых волн 615a могут содержать больше или меньше, чем 16 пучков, например, 32 пучка. Кроме того, в некоторых вариантах осуществления отдельный пучок множества ультразвуковых волн 615a может быть отделен от другого пучка множества ультразвуковых волн 615a промежутком между 0,5 и 1,5 градуса, например, приблизительно 0,97 градуса. Кроме того, в некоторых вариантах осуществления множество ультразвуковых волн 615a могут иметь заданную скорость поперечной волны. Кроме того, в некоторых вариантах осуществления заданная скорость поперечной волны может быть между 2 и 4 миллиметра в секунду, например, приблизительно 3,24 миллиметра в секунду. Кроме того, в некоторых вариантах осуществления множество ультразвуковых волн 615a могут иметь заданную скорость продольной волны. Кроме того, в некоторых вариантах осуществления заданная скорость продольной волны может быть между 4 и 6 миллиметров в секунду, например, приблизительно 5,89 миллиметров в секунду.
[0104] Кроме того, в некоторых вариантах осуществления каждый пучок множества ультразвуковых волн 615a может передаваться по существу за одно и то же время. Термин «по существу одно и то же» согласно настоящему раскрытию означает точно одно и то же либо одно или более отклонений от одного и того же, которые существенно не влияют на контроль сварного шва прокладки согласно настоящему описанию.
[0105] Кроме того, множество ультразвуковых волн 615a передаваемых ультразвуковым зондом 520, могут преломляться. Например, по меньшей мере часть ультразвуковых волн могут преломляться при выходе из призмы 522 и при входе в трубную часть 238 прокладки 230. В некоторых вариантах осуществления по меньшей мере некоторые пучки из множества ультразвуковых волн 516a могут преломляться между 45 и 75 градусов при выходе из призмы 522 и при входе в трубную часть 238.
[0106] В некоторых вариантах осуществления каждое из множества ультразвуковых волн 615b, множества ультразвуковых волн 616c и множества ультразвуковых волн 615d может принимать вид или иметь форму, аналогичную множеству звуковых волн 615a.
[0107] Кроме того, пример 600 может включать множество параметров сканирования. Например, фазы 610-640 могут предусматривать диапазон сканирования, длину сканирования и индексное смещение. В некоторых вариантах осуществления диапазон сканирования может быть между 45 и 50 миллиметров, например, приблизительно 48,89 миллиметров. Кроме того, в некоторых вариантах осуществления длина сканирования может быть между 15 и 20 миллиметров, например, приблизительно 19,42 миллиметра. Кроме того, в некоторых вариантах осуществления индексное смещение может быть между -0,25 и -0,75 миллиметров, например, приблизительно -0,48 миллиметров.
[0108] В фазах 610-630 может обеспечиваться охват сканирования первой части сварного шва 237. Кроме того, после расположения приспособления 500 в четвертой ориентации 608 в фазе 640, фазы 620 и 630 могут быть выполнены с обеспечением охвата сканирования второй части сварного шва 237. Кроме того, комбинация фаз 610-640 может быть выполнена с обеспечением охвата сканирования сварного шва 237.
[0109] В некоторых вариантах осуществления фазы 610-630 могут обеспечивать полный (или абсолютный) охват сканирования первой части сварного шва 237. С такой компоновкой в примере 600 может обеспечиваться полный объемный контроль первой части сварного шва 237. Аналогичным образом, в некоторых вариантах осуществления после расположения приспособления 500 в четвертой ориентации 608 в фазе 640, фазы 620 и 630 могут быть выполнены с обеспечением полного охвата сканирования второй части сварного шва 237. С такой компоновкой в примере 600 может обеспечиваться полный объемный контроль второй части сварного шва 237. Кроме того, комбинация фаз 610-640 может быть выполнена с обеспечением полного охвата сканирования сварного шва 237 для того, чтобы обеспечивать полный объемный контроль сварного шва 237. Соответственно, комбинация фаз 610-640 может быть выполнена для ультразвукового контроля сварного шва 237.
[0110] В некоторых вариантах осуществления дефект в сварном шве 237 может быть определен на основании сканирования ультразвуковым зондом 520. Например, часть сварного шва 237 может отражать ультразвуковые волны, передаваемые ультразвуковым зондом 520, и определение, что часть сварного шва 237 имеет дефект, может происходить на основании отраженных ультразвуковых волн, принимаемых ультразвуковым зондом 520. Кроме того, определение размера дефекта в части сварного шва 237 может происходить на основании отраженных ультразвуковых волн, принимаемых ультразвуковым зондом 520. Кроме того, определение местоположения дефекта в части сварного шва 237 может происходить на основании отраженных ультразвуковых волн, принимаемых ультразвуковым зондом 520. В некоторых вариантах осуществления отраженные ультразвуковые волны, принимаемые ультразвуковым зондом 520, могут показывать, что часть сварного шва имеет дефект, размер дефекта в части сварного шва и/или местоположение дефекта в части сварного шва 237. После обнаружения дефекта в сварном шве 237 дефект может быть устранен и/или может быть заменен сварной шов 237.
[0111] В некоторых вариантах осуществления фаза 610 может быть выполнена в первый период времени, фаза 620 может быть выполнена во второй период времени, фаза 630 может быть выполнена в третий период времени, а фаза 640 может быть выполнена в четвертый период времени. Кроме того, в некоторых вариантах осуществления фазы 610-640 могут выполняться по существу в строгой последовательности. Термин «по существу последовательный» согласно настоящему раскрытию означает строгую непрерывность или одно или более отклонений от строгой непрерывности, которые существенно не влияют на контроль сварного шва прокладки согласно настоящему описанию.
[0112] Пример 600 может выполняться во множестве ситуаций. Например, пример 600 может выполняться перед вводом оборудования 205 в эксплуатацию в первый раз. Кроме того, пример 600 может выполняться после выведения оборудования 205 из эксплуатации. В некоторых вариантах осуществления, как показано на фиг. 6A-6D, пример 600 может выполняться перед установкой множества крепежных приспособлений 240 между первым фланцем 210 и вторым фланцем 220. Кроме того, в некоторых вариантах осуществления пример 600 может выполняться после установкой множества крепежных приспособлений 240 между первым фланцем 210 и вторым фланцем 220. В некоторых вариантах осуществления, когда множество крепежных приспособлений 240 имеет вид множества болтов с гайками, множество крепежных приспособлений 240 устанавливают при затягивании множества болтов.
[0113] Кроме того, пример 600 и/или комбинация фаз 610-640 могут быть выполнены в сочетании с другими методами неразрушающих испытаний. Например, перед установкой между первым фланцем 210 и вторым фланцем 220 множества крепежных приспособлений 240, перед выполнением примера 600 может быть выполнен контроль сварного шва 237 с применением проникающей флуоресцентной жидкости. Кроме того, перед установкой между первым фланцем и вторым фланцем 220 множества крепежных приспособлений 240, перед выполнением примера 600 может быть выполнен контроль компонента сварного шва 237 (напр., корневого слоя 320) с применением проникающей флуоресцентной жидкости. В качестве другого примера, перед установкой между первым фланцем 210 и вторым фланцем 220 множества крепежных приспособлений 240, после выполнения комбинации фаз 610-640 может быть выполнен контроль поверхности сварного шва 237 вихревыми токами. В качестве еще одного примера, после установки между первым фланцем 210 и вторым фланцем 220 множества крепежных приспособлений 240, после выполнения комбинации фаз 610-640 может быть выполнен контроль поверхности сварного шва 237 вихревыми токами.
[0114] На фиг. 7 представлено приспособление 700, расположенное поверх части трубной части 238 прокладки 230, согласно иллюстративному варианту осуществления. Приспособление 700 может использоваться в сочетании с примером 600. Компоненты приспособления 700 фиг. 7 могут иметь одинаковые компоновку и функцию по аналогии с компонентами приспособления 500 на фиг. 5 с такими же или аналогичными номерами. Приспособление 700 аналогично приспособлению 500 за исключением того, что приспособление 700 соединено с двигателем 710 соединением 712. Соединение 712 соединяет двигатель 710 с корпусом 510.
[0115] Приспособление 700 может быть выполнено с возможностью вращения двигателем 710. Например, приспособление 700 может быть выполнено с возможностью вращения двигателем 710 в направлении 542 и/или в направлении, противоположном направлению 542. Кроме того, приспособление 700 может быть выполнено с возможностью перемещения двигателем. Например, приспособление может быть выполнено с возможностью перемещения двигателем 710 в направлении 544 и/или в направлении, противоположном направлению 544.
[0116] Двигатель 710 может включать любой подходящий двигатель для вращения и/или перемещения приспособления 700. В некоторых вариантах осуществления двигатель 710 может содержать механизм привода, подходящий для вращения и/или перемещения приспособления 700. Соединением 710 может быть любое подходящее проводное или беспроводное соединение для соединения двигателя 710 с приспособлением 700. В некоторых вариантах осуществления двигатель 710 может быть физически расположен на корпусе 510. Однако в других вариантах осуществления двигатель 510 физически может быть расположен не на корпусе 410.
[0117] Приспособление 700, ультразвуковой зонд 520 и двигатель 710 могут образовать систему 750.
Пример 4 - Способы
[0118] На фиг. 8 представлен способ 800 контроля сварного шва прокладки согласно иллюстративному варианту осуществления. Способ 800 начинается в блоке 802 с размещения приспособления поверх части трубной части прокладки. Прокладка может содержать первую половину и вторую половину, при этом первая половина может содержать первую плоскую часть и первую манжетную часть, при этом вторая половина может содержать вторую плоскую часть и вторую манжетную часть, при этом первая плоская часть может быть сварена с первым фланцем, вторая плоская часть может быть сварена со вторым фланцем, первая манжетная часть может быть соединена со второй манжетной частью посредством сварного шва прокладки, и первая манжетная часть может быть соединена со второй манжетной частью с образованием трубной части прокладки, при этом приспособление содержит гнездо и инжекционный порт.
[0119] В некоторых вариантах осуществления приспособление может принимать вид или иметь форму, аналогичную приспособлению 500 и/или приспособлению 700. Кроме того, в некоторых вариантах осуществления прокладка может принимать вид прокладки 230. Кроме того, в некоторых вариантах осуществления первый фланец может принимать вид или иметь форму, аналогичную первому фланцу 210. Кроме того, в некоторых вариантах осуществления второй фланец может принимать вид или иметь форму, аналогичную второму фланцу 220. Кроме того, в некоторых вариантах осуществления первый фланец может быть соединен с кожухом теплообменника, а второй фланец может быть соединен с распределительной камерой теплообменника. Кроме того, в некоторых вариантах осуществления теплообменник может принимать вид или иметь форму, аналогичную теплообменнику 100, кожух может принимать вид или иметь форму, аналогичную кожуху 110, а распределительная камера может принимать вид или иметь форму, аналогичную первой распределительной камере 120. Кроме того, в некоторых вариантах осуществления сварной шов может представлять собой герметичный сварной шов.
[0120] Кроме того, способ 800 продолжается в блоке 804 с размещением ультразвукового зонда в гнезде таким образом, чтобы ультразвуковой зонд располагался под углом к сварному шву. В некоторых вариантах осуществления ультразвуковой зонд может принимать вид или иметь форму, аналогичную ультразвуковому зонду 520. Кроме того, в некоторых вариантах осуществления ультразвуковой зонд может содержать ультразвуковой зонд на фазированной решетке, а ультразвуковой зонд на фазированной решетке может содержать призму и преобразователь. Кроме того, в некоторых вариантах осуществления размещение ультразвукового зонда в гнезде может предусматривать размещение призмы в гнезде. Кроме того, в некоторых вариантах осуществления ультразвуковой зонд может быть расположен ближе ко второму фланцу, чем к первому фланцу.
[0121] Кроме того, способ 800 продолжается в блоке 806 с заливкам через инжекционный порт контактной текучей среды между ультразвуковым зондом и трубной частью прокладки. В некоторых вариантах осуществления контактная текучая среда может представлять собой воду.
[0122] Кроме того, способ 800 продолжается в блоке 808 со сканированием по меньшей мере части сварного шва прокладки ультразвуковым зондом. Кроме того, сканирование по меньшей мере части сварного шва может предусматривать: передачу ультразвуковым зондом множества ультразвуковых волн через контактную текучую среду в трубную часть прокладки и перемещение приспособления в продольном направлении вдоль трубной части прокладки.
[0123] В некоторых вариантах осуществления сканирование сварного шва может дополнительно предусматривать вращение приспособления в направлении по окружности вдоль трубной части прокладки. Кроме того, в некоторых вариантах осуществления сканирование сварного шва может дополнительно предусматривать вращение приспособления в направлении по окружности вдоль трубной части прокладки. Кроме того, в некоторых вариантах осуществления вращение приспособления в направлении по окружности может предусматривать вращение приспособления в направлении по окружности приблизительно на 0,600 дюйма. Кроме того, в некоторых вариантах осуществления сканирование сварного шва дополнительно включает вращение приспособления во втором направлении по окружности, противоположном направлению по окружности. Кроме того, в некоторых вариантах осуществления перемещение приспособления в продольном направлении вдоль трубной части может предусматривать перемещение приспособления в продольном направлении приблизительно на 0,500 дюйма.
[0124] Кроме того, в некоторых вариантах осуществления приспособление может быть соединено с двигателем, а вращение приспособления в направлении по окружности может предусматривать вращение приспособления в направлении по окружности двигателем. Кроме того, в некоторых вариантах осуществления приспособление может быть соединено с двигателем, и перемещение приспособления в продольном направлении может предусматривать перемещение приспособления в продольном направлении двигателем. Кроме того, в некоторых вариантах осуществления способ 800 может дополнительно предусматривать определение дефекта по меньшей мере части сварного шва прокладки на основании сканирования по меньшей мере части сварного шва.
[0125] Приведенные выше примеры являются всего лишь иллюстративными и не должны считаться исчерпывающим списком всех возможных вариантов осуществления, вариантов применения или модификаций настоящего изобретения. Таким образом, специалистам в данной области должны быть понятны различные модификации и варианты описанных способов и систем настоящего изобретения без выхода за пределы объема и сущности настоящего изобретения. Хотя изобретение было описано в сочетании с конкретными вариантами осуществления, должно быть понятно, что заявленное изобретение не должно быть неоправданно ограничено такими конкретными вариантами осуществления. На самом деле, для специалиста должны быть очевидны различные модификации описанных вариантов осуществления изобретения.
[0126] Должно быть понятно, что изобретение не ограничено конкретной методологией, протоколами и т.д., изложенными в настоящем описании, так как специалист должен признать, что они могут изменяться. Также должно быть понятно, что терминология, используемая в настоящем описании, используется только с целью описания отдельных вариантов осуществления и не предназначена для ограничения объема настоящего изобретения. Также следует заметить, что в рамках изобретения и в приложенной формуле изобретения единственные формы «a», «an» и «the» включают множественную ссылку, если из контекста явно не следует иное. Таким образом, например, ссылкой на «приспособление» является ссылка на одно или более приспособлений и их эквивалентов, известных специалистам в данной области.
[0127] Если не определено иное, все технические и научные термины, используемые в настоящем описании, имеют такие значения, которые обычно понятны рядовому специалисту в области, к которой относится настоящее изобретение. Варианты осуществления настоящего изобретения и различные его признаки, и предпочтительные подробности более полно объяснены со ссылкой на неограничивающие варианты осуществления и/или проиллюстрированы на сопровождающих чертежах и детально изложены в следующем описании. Необходимо заметить, что признаки, проиллюстрированные на чертежах, не обязательно нарисованы в масштабе, и признаки одного варианта осуществления могут быть использованы с другими вариантами осуществления, как должно быть понятно специалисту, даже если это не указано явно в настоящем описании.
[0128] Любые приведенные в настоящем описании числовые значения включают все значения от нижнего значения до верхнего значения с шагом в одну единицу при условии, что имеется разрыв по меньшей мере в две единицы между любым более низким значением и любым более высоким значением. В качестве примера, если утверждается, что концентрация компонента или значения технологического параметра, такого как, например, размер, угловой размер, давление, время и т.п., составляет, например, от 1 до 90, конкретно от 20 до 80, более конкретно от 30 до 70, предполагается, что в этом описании явно перечислены такие значения, как 15-85, 22-68, 43-51, 30-32 и т.д. Для значений, которые составляют менее одного, считается, что одна единица составляет 0,0001, 0,001, 0,01 или 0,1 по необходимости. Это только примеры того, что предполагается конкретно, и все возможные комбинации числовых значений между перечисленными самым низким значением и самым высоким значением должны рассматриваться, как определенно указанные в этой заявке аналогичным образом.
[0129] Описаны конкретные способы, устройства и материалы, хотя при практической реализации или тестировании настоящего изобретения могут использоваться любые способы и материалы, аналогичные или эквивалентные способам и материалам, изложенным в настоящем описании. Раскрытия всех ссылок и публикаций, перечисленных выше, включены явным образом посредством ссылки во всей своей полноте в той же степени, как если бы каждое было отдельно включено посредством ссылки.
Реферат
Использование: для контроля сварного шва прокладки. Сущность изобретения заключается в том, что размещают приспособление для контроля сварного шва прокладки поверх части трубной части прокладки, при этом прокладка содержит первую половину и вторую половину, при этом первая половина содержит первую плоскую часть и первую манжетную часть, а вторая половина содержит вторую плоскую часть и вторую манжетную часть, при этом первая плоская часть приварена к первому фланцу, при этом вторая плоская часть приварена ко второму фланцу, при этом первая манжетная часть соединена со второй манжетной частью посредством сварного шва прокладки, и первая манжетная часть, соединенная со второй манжетной частью, образует трубную часть прокладки, при этом приспособление для контроля сварного шва прокладки содержит гнездо и инжекционный порт; размещают ультразвуковой зонд в гнезде таким образом, чтобы ультразвуковой зонд располагался под углом к сварному шву; выполняют заливку через инжекционный порт контактной текучей среды между ультразвуковым зондом и трубной частью прокладки; и сканируют по меньшей мере часть сварного шва прокладки ультразвуковым зондом, при этом сканирование по меньшей мере части сварного шва предусматривает: передачу ультразвуковым зондом множества ультразвуковых волн через контактную текучую среду в трубную часть прокладки, и перемещение приспособления для контроля сварного шва прокладки в продольном направлении вдоль трубной части прокладки. Технический результат: обеспечение возможности улучшения обнаружения дефектов в сварном шве прокладки. 3 н. и 17 з.п. ф-лы, 4 пр., 12 ил.