Способ пластической обработки металлов и устройство для пластической обработки - RU2598065C2
Код документа: RU2598065C2
Чертежи


Описание
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу пластической обработки и к устройству для пластической обработки, в котором сталь, содержащая аустенит, может быть сформована, предотвращая утонение или разрывы.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известны различные способы пластической обработки, способные повысить формуемость стали. Например, в способе пластической обработки, описанном в Патентном документе 1, сначала, перед прессовым формованием стали, сталь предварительно нагревают в нагревательной печи и подобном до температуры мартенситного превращения АС3 или выше, что является аустенитной однофазной областью приблизительно 750°С-1000°С. Эту сталь в состоянии аустенитной единственной фазы подвергают прессовому формованию и закаляют резким охлаждением, используя теплоперенос из стали в пресс-форму. В результате получается прессованное изделие с высокой прочностью и прекрасной точностью размеров.
Дополнительно, в способе пластической обработки, раскрытом в Патентном документе 2, аустенитную сталь подвергают вытяжке путем нагревания матрицы пресс-формы с одновременным охлаждением пуансона пресс-формы. В результате часть стали, которая образует фланец после формования, нагревается за счет теплопереноса от матрицы для уменьшения ее сопротивления деформации, а другая часть стали охлаждается за счет теплопереноса от пуансона для увеличения ее сопротивления деформации, что позволяет вытягивать сталь. Соответственно, сталь можно вытягивать, на допуская появления складок и разрывов.
Дополнительно, в способе пластической обработки, описанном в Патентном документе 3, в металлографической структуре стали заготовки коэффициент заполнения бейнитного феррита и/или зернистого бейнитного феррита в качестве первичной фазы поддерживают на уровне 70% или более, а коэффициент заполнения остаточного аустенита как вторичной фазы поддерживают на уровне 5-30%, а концентрацию углерода в остаточном аустените поддерживают на уровне 1,0% по массе или более. В результате, величина общего удлинения стали, которая при комнатной температуре составляет 7%, при 250°С составляет 20%, в результате чего пластичность при этой температуре улучшается.
С помощью этих известных технологий предшествующего уровня техники пластичность стали, содержащей аустенит, в некоторой степени повышается. Однако, в настоящее время появилась потребность в дополнительном повышении пластичности, поскольку формы деталей усложнились и их толщина уменьшилась.
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: не прошедшая экспертизу заявка на патент Японии, первая публикация №2005-177805.
Патентный документ 2: не прошедшая экспертизу заявка на патент Японии, первая публикация №2007-111765.
Патентный документ 3: не прошедшая экспертизу заявка на патент Японии, первая публикация №2004-190050.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение было создано с учетом вышеописанных проблем и его целью является создание способа пластической обработки и устройства для пластической обработки, в которых, если в качестве заготовки используют содержащую аустенит сталь, можно предотвратить утонение и разрывы, и повысить формуемость такой стали.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМЫ
Объем настоящего изобретения определяется следующим:
(1) Согласно первому аспекту настоящего изобретения предлагается способ пластической обработки содержащей аустенит стали, который содержит этапы, на которых: анализируют физические свойства, измеряя Tβ, σLβ и σHβ для каждой степени β вытяжки, где Тβ представляет температуру максимальной пластичности при превращении, вызванном деформацией, в °С, которая меняется в зависимости от степени β вытяжки; σLβ представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которое зависит от степени β вытяжки при температурах ниже Тβ; а σHβ представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки при температурах выше Тβ; выполняют процесс анализа режима деформации, на котором анализируют степень βх вытяжки, выбираемую из диапазона степеней β вытяжки, когда эта степень вытяжки является степенью вытяжки в расчетной точке разрыва, которая задается при пластической деформации стали; осуществляют нагрев так, чтобы локальная температура Tlocal находилась в первом температурном диапазоне, определенном выражением 1 после выбора Tβх из Тβ, выбора σLβх из σLβ и выбора σНβх из σНβ, где Tβх представляет максимальную температуру пластичности при превращении, вызванном деформацией в °С, для степени βх вытяжки; σLβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которое зависит от степени βх вытяжки при температурах ниже Tβх; σНβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которое зависит от степени βх вытяжки при температурах выше Tβх; а Tlocal представляет локальную температуру в °С в расчетной точке разрыва; и осуществляют рабочий процесс пластической деформации стали после нагревания:

(2) В способе пластической обработки по п. (1), в процессе анализа режима деформации далее можно анализировать изменение температуры ΔTlocal, где ΔTlocal представляет изменение температуры в °С локальной температуры Tlocal, которая изменяется во время пластической деформации стали; и в процессе нагревания нагревание можно осуществлять так, чтобы локальная температура Tlocal находилась во втором температурном диапазоне, определенном следующим выражением 2:

(3) В способе пластической обработки по п. (1) или (2) в процессе нагревания по меньшей мере один элемент из ряда, содержащего сталь, пресс-форму и окружающее пространство вокруг стали можно нагревать так, чтобы локальная температура Tlocal находилась в этом диапазоне.
(4) В способе пластической обработки по п. (1) или (2) в процессе нагревания греющую среду можно нагревать так, чтобы локальная температура Tlocal находилась в этом температурном диапазоне; и в процессе обработки сталь можно пластически деформировать, используя давление греющей среды.
(5) В способе пластической обработки по любому из пп. (1)-(4), в процессе анализа режима деформации при анализе расчетной точки разрыва, степень βх вытяжки и изменение температуры ΔTlocal можно анализировать, используя моделирование пластической деформации.
(6) Согласно другому аспекту настоящего изобретения предлагается устройство для пластической обработки, которое выполняет способ пластической обработки по любому из пп. (1)-(3) и (5), при этом устройство содержит корпус, в котором расположена сталь и пресс-форма, нагревательное устройство, которое нагревает по меньшей мере один элемент из ряда, содержащего сталь, пресс-форму и окружающее пространство вокруг стали, и рабочее устройство, которое пластически деформирует сталь, нагретую нагревательным устройством, с применением пресс-формы.
(7) Устройство для пластической обработки по п. (6), далее может содержать изолирующий элемент, предназначенный для закрывания корпуса.
(8) Устройство по п. (6) или (7) далее может содержать устройство для измерения температуры, которое измеряет соответствующую температуру стали, пресс-формы и внутреннего пространства в корпусе.
(9) Согласно еще одному аспекту изобретения предлагается устройство для пластической обработки, которое осуществляет способ пластической обработки по любому из пп. (1), (2), (4) и (5), содержащее: корпус, в котором находятся сталь и пресс-форма, устройство подачи греющей среды, которое подает греющую среду в пресс-форму; нагревательное устройство, которое нагревает по меньшей мере один элемент из ряда, содержащего сталь, пресс-форму, окружающее пространство вокруг стали, и греющую среду; и рабочее устройство, которое пластически деформирует сталь, нагретую нагревательным устройством, используя давление греющей среды.
(10) Устройство для пластической обработки по п. (9), далее может содержать изолирующий элемент, предназначенный для закрывания корпуса.
(11) Устройство для пластической обработки по п. (9) или (10) далее может содержать устройство для измерения температуры, которое измеряет соответствующую температуру стали, пресс-формы, внутреннего пространства корпуса, и греющей среды.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Согласно вышеописанным аспектам настоящего изобретения содержащая аустенит сталь физически деформируется в температурном диапазоне, включающем температуру максимальной пластичности при превращении, вызванном деформацией, которая соответствует степени вытяжки для расчетной точки разрыва стали. Следовательно, явление пластичности, наведенной превращением, возникающее в этой стали, можно использовать в максимальной степени. В результате появляется возможность создать способ пластической обработки и устройство для пластической обработки, в которых можно предотвратить утонение и улучшить способность к деформации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематическая иллюстрация явления пластичности, наведенной превращением.
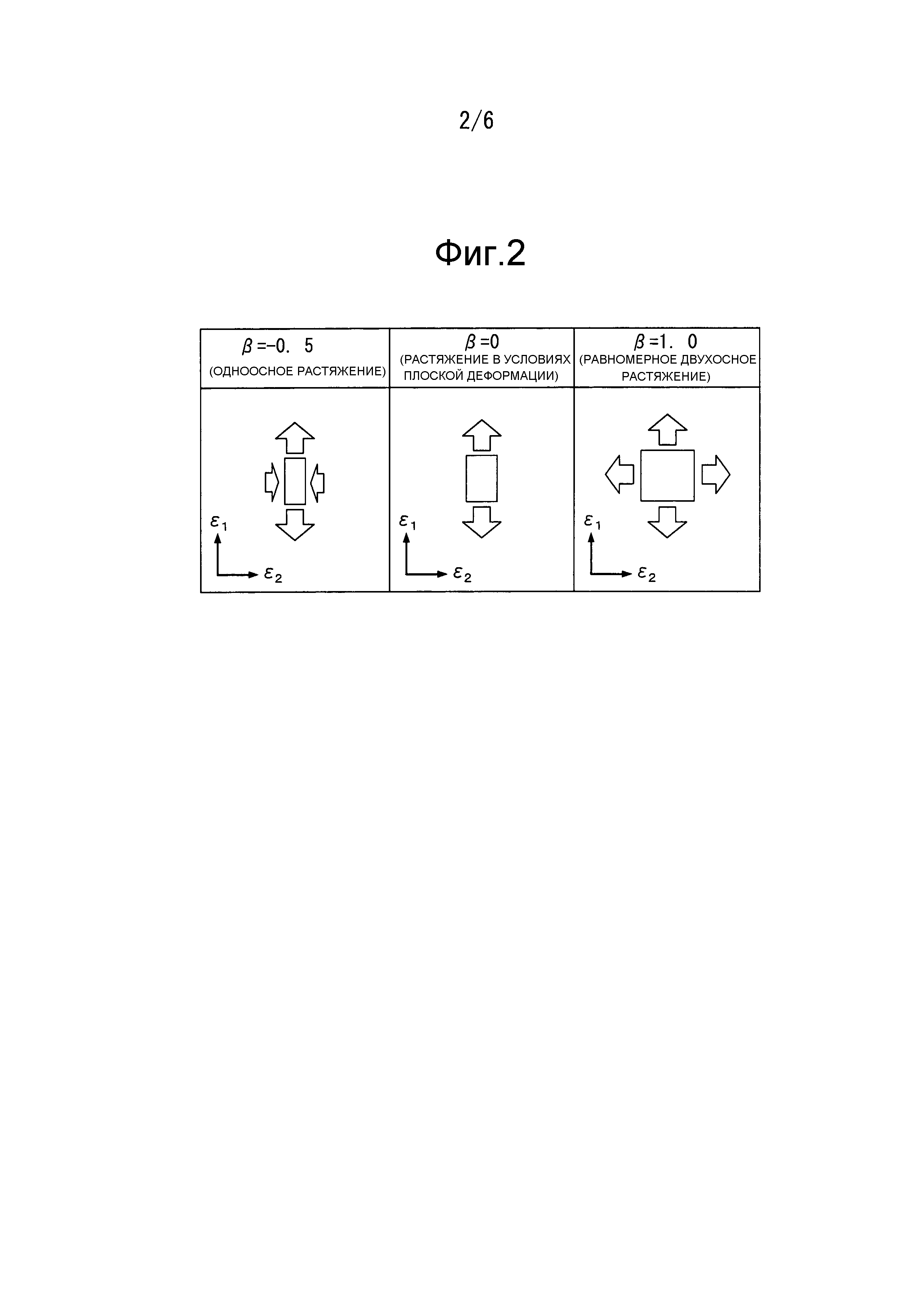
Фиг. 2 - схематическая иллюстрация одноосного растяжения, растяжения в условиях плоской деформации и в условиях равномерного двухосного растяжения.
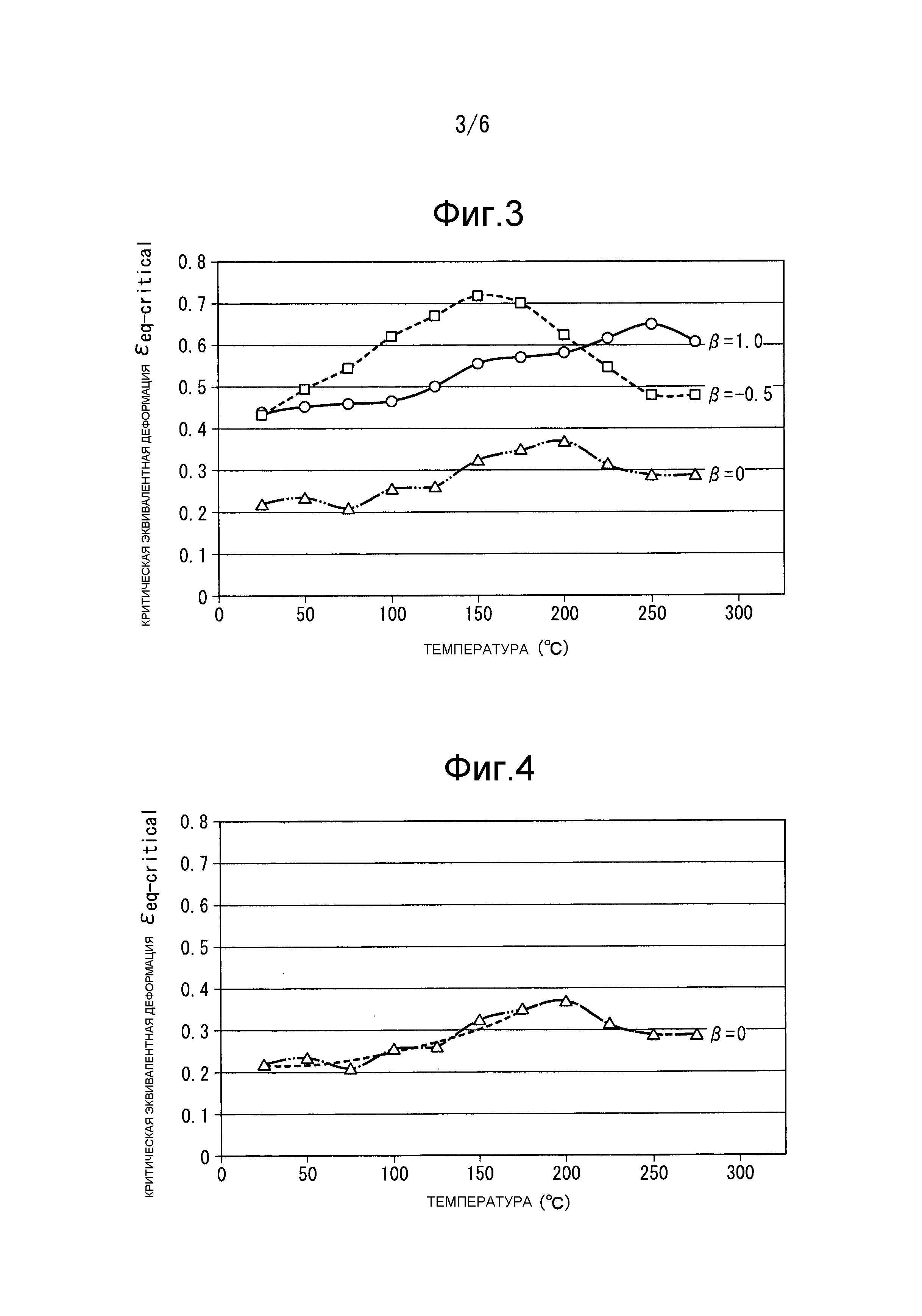
Фиг. 3 - диаграмма температурной зависимости критической эквивалентной деформации низкоуглеродистой стали при каждой степени β вытяжки.
Фиг. 4 - диаграмма, иллюстрирующая выравнивающую кривую нормального распределения температурной зависимости критической эквивалентной деформации при β=0 на Фиг. 3.
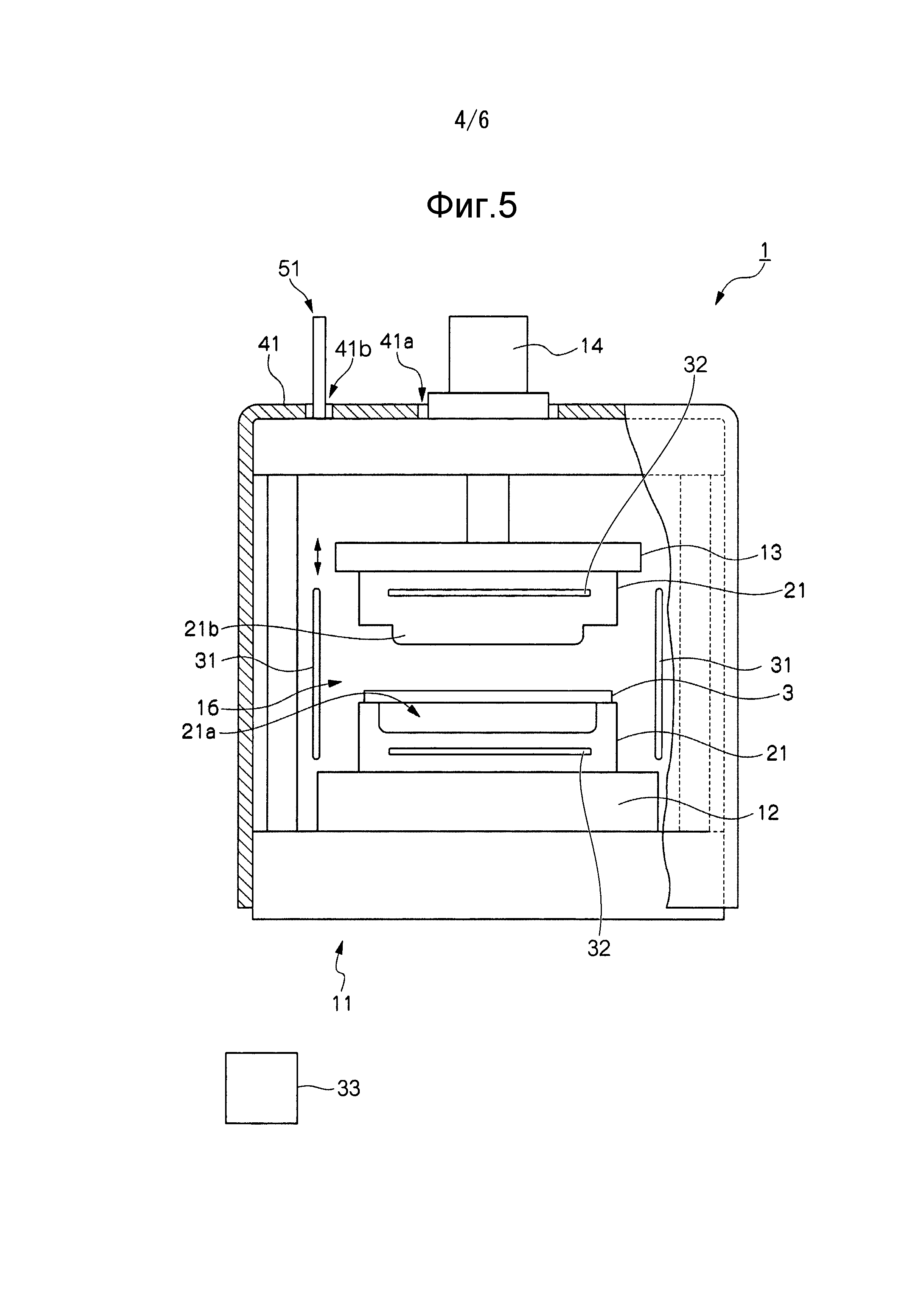
Фиг. 5 - вид спереди с частичным вырезом схематической конфигурации устройства для пластической обработки по варианту настоящего изобретения.
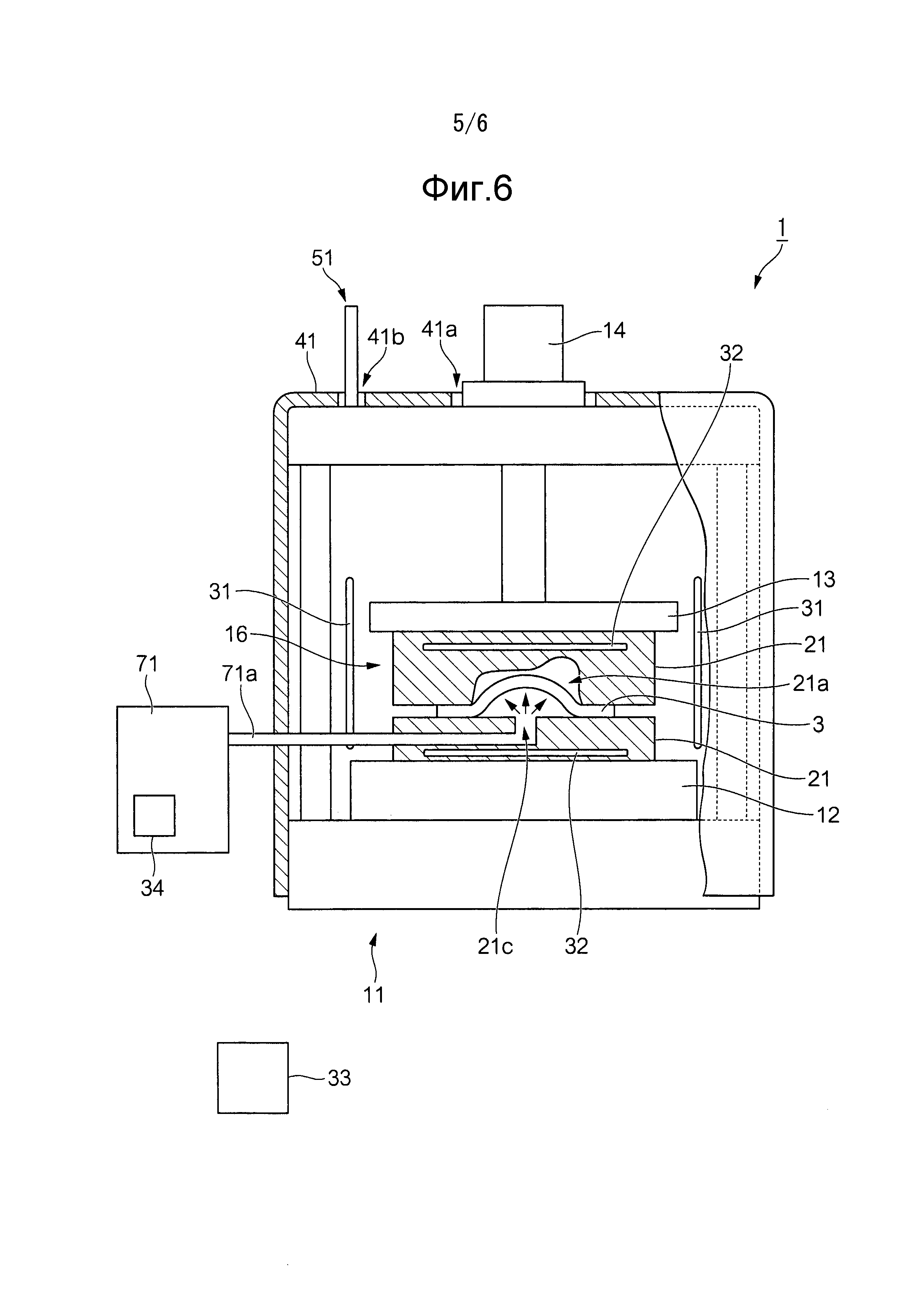
Фиг. 6 - вид спереди с частичным вырезом схематической конфигурации устройства для пластической обработки по другому варианту настоящего изобретения.
Фиг. 7 - схема, иллюстрирующая формование путем вытяжки посредством цилиндрического угольника.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее следует подробное описание способа пластической обработки и устройства для пластической обработки по вариантам осуществления настоящего изобретения. Однако, настоящее изобретение не ограничивается конфигурациями нижеописанных вариантов, и в них могут быть внесены различные изменения, не выходящие за пределы объема изобретения.
Сначала будет описан способ пластической обработки по варианту осуществления настоящего изобретения. В способе пластической обработки по настоящему изобретению в качестве заготовки используется содержащая аустенит сталь, и в максимальной степени используется явление пластичности, наведенной превращением в этой стали.
Далее следует описания явления пластичности, наведенной превращением (TRIP-эффект). На Фиг. 1 схематически показано явление пластичности, наведенной превращением. Как показано на Фиг. 1, например, когда содержащую аустенит сталь (TRIP-сталь) деформируют с растягивающим напряжением, после некоторой величины деформации возникает местное сужение. Когда возникает утонение, напряжение в тонком участке возрастает. Из-за этого напряжения возникает превращение, обусловленное напряжением, (на Фиг. 1 показанное позицией А), при котором остающийся аустенит превращается в мартенсит. Поскольку мартенсит имеет большую прочность, чем другие микроструктуры, местное сужение упрочняется при этом превращении, обусловленным напряжением, по сравнению с другими участками, и деформация местного сужения больше не прогрессирует. В результате, деформация развивается вблизи области сужения, где имеется сравнительно меньшая прочность. Явление, при котором утонение, вызванное превращением, обусловленным напряжением, и подавление деформации повторяются, называют явлением пластичности, наведенной превращением (TRIP). В результате, материал внутри равномерно деформируется и достигается превосходная пластичность.
Однако вышеописанное явление TRIP зависит от температуры. Повышение пластичности с помощью этого явления TRIP достигается только в конкретном диапазоне температур. Кроме того, температура (далее именуемая "температура максимальной пластичности при превращении, вызванном деформацией") при которой достигается максимальная пластичность при явлении TRIP (трансформация, наведенная напряжением) зависит от химической структуры и металлографической структуры TRIP-стали. Далее, в результате глубоких исследований, авторы обнаружили, что температура максимальной пластичности при превращении, вызванном деформацией, имеет зависимость от степени β вытяжки (зависимость от режима пластической деформации), согласно которой ее величина меняется со степенью β вытяжки (режим пластической деформации) во время пластической деформации.
Описываемая здесь степень β вытяжки выражается, когда двухосными деформациями в состоянии двухосного растяжения являются максимальная главная деформация ε1 и минимальная главная деформация ε2, как β=ε2÷ε1. В этом выражении ε1≥ε2. Состояние когда β=-0,5, именуется состоянием одноосного растяжения, состояние когда β=0 именуется состоянием напряжения плоской деформации, а состояние когда β=1,0 именуется состоянием равномерного двухосного растяжения. На Фиг. 2 приведена схематическая диаграмма, показывающая одноосное растяжение, растяжение в условиях плоской деформации и равномерное двухосное растяжение. Как показано на Фиг. 2, одноосное напряжение, когда β=-0,5, является режимом деформации, при котором сталь растягивается в направлении ε1 и сжимается в направлении ε1 на Фиг. 2 и этот режим деформации соответствует пластической обработке, например, вытяжке. Растяжение в условиях плоской деформации, когда β=0, это режим деформации, когда сталь растягивается в направлении ε1 и не деформируется в направлении ε2 на Фиг. 2, и такая деформация соответствует пластической обработке, такой как гибка. Равное двухосное растяжение, при котором β=1,0, это режим деформации, при котором сталь растягивается в направлении ε1 и растягивается в направлении ε2 на Фиг. 2, и такой режим деформации соответствует пластической обработке, например, штамповке с вытяжкой.
Для эффективного применения эффекта TRIP для улучшения пластической деформируемости, необходимо одновременно учитывать оба фактора: температуру максимальной пластичности при превращении, вызванном деформацией, которая является величиной, уникальной для каждого типа стали, и степень β вытяжки (режим пластической деформации) во время пластической деформации, которая влияет на эту температуру максимальной пластичности при превращении, вызванном деформацией. Однако в известных технологиях по прототипам эти факторы не учитываются. Температура максимальной пластичности при превращении, вызванном деформацией является величиной, которая зависит от степени β вытяжки и поэтому далее будет представлена показателем Тβ. Например, когда степень β вытяжки = -0,5, температура максимальной пластичности при превращении, вызванном деформацией, будет обозначаться как Т-0,5.
На Фиг. 3 показана температурная зависимость критической эквивалентной деформации εeq-critical при каждой степени β вытяжки. На Фиг. 3 штриховая кривая с квадратными точками показывает результаты для β=-05, штрихпунктирная кривая с треугольными точками показывает результаты для β=0, а сплошная кривая с круглыми точками показывает результаты для β=1,0. Кроме того, эквивалентной деформацией εeq называется деформация, которая рассчитывается по нижеприведенному выражению А, когда двухосными деформациями в состоянии двухосного растяжения являются максимальная главная деформация ε1 и минимальная главная деформация ε2. Эта эквивалентная деформация εeq относится к эквивалентной одноосной составляющей напряженно-деформированного состояния, которая высчитывается из составляющей напряженно деформированного состояния при многоосном напряженном состоянии. Эта эквивалентная деформация εeq применяется для сравнения разных режимов пластической деформации, т.е. для сравнения пластической деформируемости (пластичности) при разных степенях β вытяжки. Критическая эквивалентная деформация εeq-critical означает эквивалентную деформацию εeq при которой в стальной заготовке происходит разрыв.

Как показано на Фиг. 3, величины критической эквивалентной деформации εeq-critical (пластичности) увеличиваются в конкретном температурном диапазоне. Как описано выше, улучшение пластичности возникает в результате TRIP-эффекта. Таким образом, улучшение пластичности в результате TRIP эффекта зависит от температуры. Например, когда β=-0,5, температура максимальной пластичности при превращении, вызванном деформацией Т-0,5 равна 150°С, и критическая эквивалентная деформация при этой температуре имеет наивысшую величину.
Кроме того, на Фиг. 3 показано, что температура максимальной пластичности при превращении, вызванном деформацией Тβ изменяется в зависимости от степени β вытяжки. Например, как описано выше, при β=-0,5, температура максимальной пластичности при превращении, вызванном деформацией Т-0,5 равна 150°С, но при β=0, температура максимальной пластичности при превращении, вызванном деформацией Т0 равна 200°С, а при β=1,0, температура максимальной пластичности при превращении, вызванном деформацией Т1,0равна 250°С. Таким образом, температура максимальной пластичности при превращении, вызванном деформацией Тβ зависит от степени β вытяжки.
На Фиг. 4 температурная зависимость критической эквивалентной деформации εeq-critical при β=0 на Фиг. 3 показана штрихпунктирной линией, а выравнивающая кривая построена исходя из предположения, что температурная зависимость следует кривой гауссова распределения и обозначена штриховой линией. Как описано выше, когда степень β вытяжки равна 0, температура, при которой критическая эквивалентная деформация εeq-critical улучшается до наивысшей величины благодаря явлению TRIP, равна 200°С, которая является температурой максимальной пластичности при превращении, вызванном деформацией Т0. Однако, как показано на Фиг. 4, температура, при которой критическая эквивалентная деформация εeq-critical улучшается, имеет конкретный диапазон. Эта температура, при которой критическая эквивалентная деформация εeq-critical улучшается, может быть получена и по выравнивающей кривой, построенной исходя из предположения, что температурный диапазон следует кривой гауссова распределения, показанной штриховой линией на Фиг. 4.
Далее следует описание способа получения температурного диапазона, в котором критическая эквивалентная деформация εeq-critical улучшается вышеописанным явлением TRIP, по выравнивающей кривой (функция аппроксимации). Во-первых, исходя из предположения, что температурная зависимость критической эквивалентной деформации εeq-critical описывается кривой гауссова распределения, эту температурную зависимость аппроксимируют до функции плотности распределения вероятностей, представленной нижеследующими выражениями В и С. Здесь нижеследующее выражение В, в котором β представляет степень вытяжки, выражает функцию аппроксимации (выравнивающая кривая критической эквивалентной деформации которая зависит от степени β вытяжки в нижней части температурного диапазона относительно Тβ) температурной зависимости критической эквивалентной деформации εeq-critical в нижней части температурного диапазона относительно температуры максимальной пластичности при превращении, вызванном деформацией Тβ, при которой критическая эквивалентная деформация εeq-critical улучшается до наивысшей величины. Нижеприведенное выражение С в котором β представляет степень вытяжки, выражает функцию аппроксимации (выравнивающая кривая критической эквивалентной деформации которая зависит от степени β вытяжки в верхней части температурного диапазона относительно Тβ) температурной зависимости критической эквивалентной деформации εeq-critical в верхней части температурного диапазона относительно температуры максимальной пластичности при превращении, вызванном деформацией Тβ, при которой критическая эквивалентная деформация εeq-critical улучшается до наивысшей величины. В выражениях В и С соответствующие символы означают следующее:
εeq-critical - критическая эквивалентная деформация
Т - температура
Тβ - температура максимальной пластичности при превращении, вызванном деформацией
σLβ - среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки при температурах ниже Тβ
σНβ - среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки при температурах выше Тβ
е - натуральный логарифм
π - константа
С1-С4 - константы


Когда принимается в расчет математическое определение функции плотности распределения вероятностей, температурный диапазон, в котором критическая эквивалентная деформация εeq-critical улучшается за счет явления TRIP, можно выразить, используя σLβ и σНβ, описанные выше. То есть, этот температурный диапазон можно выразить, например, как диапазон от (Тβ-3×σLβ) до (Тβ+3×σНβ); от (Тβ-2×σLβ) до (Тβ+2×σНβ); от (Тβ-σLβ) до (Тβ+σНβ). Здесь диапазон (Тβ-3×σLβ) до (Тβ+3×σНβ) математически представляет интегральную величину плотности распределения вероятностей 0,9974; диапазон (Тβ-2×σLβ) до (Тβ+2×σНβ) математически представляет интегральную величину плотности распределения вероятностей 0,9544, а диапазон (Тβ-σLβ) до (Тβ+σНβ) математически представляет интегральную величину плотности распределения вероятностей 0,6826.
Таким образом, температурный диапазон, в котором критическая эквивалентная деформация εeq-critical улучшается явлением TRIP можно выразить, используя σLβ и σНβ, которые являются среднеквадратичными отклонениями для кривой (выравнивающей кривой критической эквивалентной деформации), которая построена, исходя из предположения, что температурный диапазон следует нормальной кривой распределения. Величины σLβ и σНβ зависят от степени β вытяжки. Далее, например, когда степень β вытяжки равно 0, σLβ и σНβ будут представлены σL0 и σН0. Когда β=0, как показано на Фиг. 4, в результате анализа выравнивающей кривой, температура максимальной пластичности при превращении, вызванном деформацией Т0 равна 200°С, а σL0 равна 55°С и σН0 равна 19°С. Анализ выравнивающей кривой для получения σLβ и σНβ можно выполнять, применяя приложения для общего анализа данных и построения графиков, или электронные таблицы, имеющие функцию построения графиков.
На Фиг. 4, например, температурный диапазон, в котором критическая эквивалентная деформация εeq-critical улучшается за счет явления TRIP, можно выразить как 35°С до 257°С для диапазона от (Т0-3×σL0) до (Т0+3×σН0); 90°С до 238°С для диапазона от (Т0-2×σL0) до (Т0+2×σН0); и 145°С до 219°С для диапазона от (Т0-σL0) до (Т0+σН0) и т.п. Однако, в результате глубоких исследований, проведенных на различных сортах стали и с разными степенями деформации, авторы обнаружили, что когда в качестве температурного диапазона принят диапазон (Тβ-2×σLβ) до (Тβ+1,25×σНβ), то температурный диапазон в котором критическая эквивалентная деформация εeq-critical улучшается в результате вышеописанного явления TRIP, можно предпочтительно выразить без превышения или недостатка. Соответственно, в способе пластической обработки по настоящему изобретению в качестве температурного диапазона, в котором критическая эквивалентная деформация εeq-critical улучшается в результате вышеописанного явления TRIP, принят диапазон (Тβ-2×σLβ) до (Тβ+1,25×σНβ). В другом случае нижний предел этого температурного диапазона можно при необходимости задать как (Тβ-1,75×σLβ), (Тβ-1,5×σLβ) или (Тβ-1,25×σLβ). Аналогично, верхний предел этого температурного диапазона можно задать как (Тβ+1,20×σНβ), (Тβ+1,15×σНβ) или (Тβ+1,10×σLβ).
Когда степень вытяжки β равна 0, и когда температурный диапазон задан как (Тβ-2×σL0) до (Тβ+1,25×σН0), температурный диапазон, в котором критическая эквивалентная деформация εeq-critical улучшается в результате вышеописанного явления TRIP, составляет 90°С до 223,75°С. То есть понятно, что в случае низкоуглеродистой стали пластическую обработку следует проводить в температурном диапазоне 90°С до 223,75°С для улучшения пластической деформируемости в том режиме деформации, в котором степень β вытяжки равна 0.
Из вышеизложенного понятно, что для формования аустенитной стали (TRIP-стали), в максимальной степени предотвращая утонение или разрыв, следует применять следующий способ. Этот способ может содержать этапы, на которых (1) предварительно измеряют температуру максимальной пластичности при превращении, вызванном деформацией Тβ (°С), стали, из которой изготовлена заготовка, при каждой степени (β) вытяжки, измеряют среднеквадратичное отклонение σLβ выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки, при температурах ниже Тβ как стандарт Тβ, и измеряют среднеквадратичное отклонение σНβ выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки, при температурах выше Тβ как стандарт Тβ; (2) предварительно задают режим пластической деформации локальной области стали, в которой наиболее вероятно возникновение утонения или разрыва во время формования, то есть задают степень βх вытяжки этой локальной области; (3) управляют температурой локальной области так, чтобы она находилась в диапазоне (Тβх-2×σLβх) до (Тβх+1,25×σНβх), подходящем для степени βх вытяжки; и (4) пластически обрабатывают сталь в условиях, когда температура локальной области находится в этом температурном диапазоне. В это диапазоне βх представляет степень β вытяжки, равную х (β=х); Тβх представляет температуру максимальной пластичности при превращении, вызванном деформацией, когда степень β вытяжки равно х; σLβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени βх вытяжки, при температурах ниже Тβх как стандарт Тβх; а σНβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени βх вытяжки, при температурах выше Тβх как стандарт Тβх; Тβх, σLβх и σНβх предварительно измеряют для каждого значения степени вытяжки β и включают в Тβ, σLβ и σНβ. Соответственно, способы измерения Тβх, σLβх и σНβх остаются такими же, которые применяются для Тβ, σLβ и σНβ.
Конкретнее, в способе пластической обработки по настоящему изобретению в качестве заготовки используют содержащую аустенит сталь и способ содержит этапы на которых: осуществляют процесс анализа физических свойств, измеряя Тβ, σLβ и σНβ для каждой степени β вытяжки, где Тβ представляет температуру максимальной пластичности при превращении, вызванном деформацией, в °С, которая меняется в зависимости от степени β вытяжки; σLβ представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которое зависит от степени β вытяжки при температурах ниже Тβ; а σHβ представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки при температурах выше Тβ; выполняют процесс анализа режима деформации, анализируя степень βх вытяжки, выбираемое из степени вытяжки β, где степень βх вытяжки является степенью деформации для расчетной точки разрыва, которая задается во время пластической деформации стали; осуществляют процесс нагревания стали так, чтобы локальная температура Tlocal находилась в первом температурном диапазоне, определенном приведенным ниже выражением D после выбора Тβх из Тβ, выбора σLβх из σLβ и выбора σНβх из σLβ, соответственно, где Тβх представляет температуру максимальной пластичности стали при превращении, вызванном деформацией, в °С, для степени βх вытяжки; σLβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которое зависит от степени βх вытяжки, при температурах ниже Тβх; σHβ представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени βх вытяжки, при температурах выше Тβх, а Tlocal представляет локальную температуру в °С расчетной точки разрыва; и осуществляют процесс пластической деформации стали после процесса нагревания.

В процессе анализа физических свойств измеряют температуру максимальной пластичности стали при превращении, вызванном деформацией, в °С, используемой в качестве заготовки, при каждой степени вытяжки β. Способ измерения температуры Tβ максимальной пластичности стали при превращении, вызванном деформацией, не ограничен каким либо конкретным способом. Например, при каждой температуре можно проводить тест на сферическое растяжение, при котором конец испытуемой детали зафиксирован, а вертикальный и горизонтальны размеры образца изменяют. Температура при которой критическая эквивалентная деформация (пластичность) εeq-critical улучшается до наивысшего значения задается как температура Tβ максимальной пластичности стали при превращении, вызванном деформацией, при ее степени вытяжки β. Далее, для каждой степени вытяжки стали вышеописанным анализом выравнивающей кривой получают среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки, при температурах ниже Тβ; и среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки, при температурах выше Тβ.
В процессе анализа режима деформации, когда сталь пластически деформируют, определяют локальную область (расчетную точку разрыва), в которой наиболее вероятно утонение или разрыв, и в качестве режима пластической деформации этой локальной области задают степень вытяжки βх. Эту степень вытяжки βх выбирают из степеней вытяжки, измеренных в процессе анализа физических свойств. Способ измерения расчетной точки разрыва и степени βх вытяжки не ограничен конкретным способом. Например, можно выполнить тест на вписанную окружность. Тест на вписанную окружность является способом, при котором перед обработкой на заготовку наносят круглый или сетчатый рисунок; определяют локальную область (расчетную точку разрыва), в которой вероятно произойдет утонение или разрыв из-за пластической деформации; и измеряют форму рисунка этой локальной области для определения режима пластической деформации (степень βх вытяжки) локальной области. На основе этих результатов теста на вписанную окружность режим пластической деформации локальной области можно классифицировать как одноосное растяжение (β=-0,5), область вытяжки (-0,5<β<1,0) растяжение в условиях плоской деформации (β=0), область формирования растяжения (0<β<1,0), равное двуосное растяжение (β=1,0) и так далее.
Как описано выше, расчетную точку разрыва и степень βх вытяжки можно точно измерить для анализа. Однако в качестве способа анализа режима деформации можно также использовать модель пластической деформации используя метод конечных элементов. В настоящее время коммерчески доступны много компьютерных программ для моделирования пластической деформации, которые можно использовать. Используя моделирование пластической деформации, даже если внутри заготовки имеется расчетная точка разрыва, в которой реальные измерения затруднены, эту расчетную точку разрыва можно задать и проанализировать степень βх вытяжки. Поскольку достоверность результатов моделирования можно проверить экспериментально, расчетную точку разрыва и ее степень βх вытяжки можно анализировать с минимальным количеством экспериментов.
В процессе нагревания локальную температуру Tlocal расчетной точки разрыва стали регулируют так, чтобы она находилась в диапазоне от (Тβх-2×σLβх) до (Тβх+1,25×σНβх) в соответствии со степенью вытяжки для расчетной точки разрыва. Как описано выше, также можно использовать температурные диапазоны от (Тβх-3×σLβх) до (Тβх+3×σНβх); и (Тβх-2×σLβх) до (Тβх+2×σНβх); и т.п. Однако в способе пластической обработки по настоящему варианту диапазон от (Тβх-2×σLβх) до (Тβх+1,25×σНβх) можно принять как первый температурный диапазон, в котором пластическая деформируемость улучшается. Для достижения эффекта улучшения пластичности предпочтительно, чтобы первый температурный диапазон был факультативно задан, например, от (Тβх-σLβх) до (Тβх+σНβх) или от (Тβх-0,5×σLβх) до (Тβх+0,5×σНβх).
Для достижения эффекта улучшения пластичности более предпочтительно при анализе режима деформации анализировать изменение температуры ΔTlocal в °С, расчетной точки разрыва, которое является локальной температурой Tlocal, расчетной точки разрыва, изменяющейся в результате теплообмена, нагрева при обработке и т.п. во время пластической обработки, а при нагревании поддерживать локальную температуру Tlocal во втором температурном диапазоне, представленном нижеприведенным выражением Е, который получен с учетом изменения температуры ΔTlocal, а не в первом температурном диапазоне, представленном выражением D.

Таким образом, учитывая изменение ΔTlocal локальной температуры Tlocal стали, возникающее в результате теплообмена, нагревания при обработке и т.п. во время пластической обработки, можно получить нижеописанные эффекты. Например, при пластической обработке, при которой скорость растяжения невелика, даже если изменение температуры стали велико по сравнению с температурой стали в начале пластической обработки, и с температурой в конце пластической обработки, когда в стали вероятно возникновения утонения или разрыва, локальную температуру Tlocal расчетной точки разрыва можно регулировать так, чтобы она находилась в диапазоне, в котором возникает эффект улучшения пластичности, в конце пластической обработки, когда пластическая деформируемость наиболее востребована. Альтернативно, например, при пластической обработке, когда скорость растяжения велика, даже если влияние нагревания за счет обработки не является пренебрежимо малым, локальную температуру Tlocal можно регулировать так, чтобы она находилась в диапазоне, в котором возникает эффект улучшения пластичности. Для получения эффекта улучшения пластичности наиболее предпочтительно чтобы второй температурный диапазон факультативно был задан, например, как (Тβх-ΔTlocal-σLβх) до (Тβх-ΔTlocal+σНβх) или (Тβх-ΔTlocal-0,5ΔσLβх) до (Тβх-ΔTlocal+0,5×σНβх).
Для того, чтобы проанализировать изменение температуры ΔTlocal в процессе анализа режима деформации, к расчетной точка разрыва можно прикрепить термопару и т.п., для фактического измерения локальной температуры Tlocal в расчетной точке разрыва во время пластической деформации. Кроме того, с помощью моделирования пластической деформации, используя метод конечных элементов, можно дополнительно проанализировать это изменение температуры ΔTlocal в дополнение к расчетной точке разрыва и степень вытяжки βх.
Предпочтительно, в процессе нагревания, по меньшей мере один элемент из ряда, содержащего сталь, пресс-форму и окружающее пространство вокруг стали, нагревают так, чтобы локальная температура Tlocal расчетной точки разрыва находилась в первом температурном диапазоне или во втором температурном диапазоне, в котором возникает эффект улучшения пластичности. Например, когда будет определено, что в процессе анализа режима деформации присутствует множество расчетных точек разрыва и степени β вытяжки между множество расчетных точек разрыва различны, предпочтительно, нагревать по меньшей мере один элемент из ряда, содержащего сталь, пресс-форму и окружающее пространство вокруг стали так, чтобы удерживать температуру множества расчетных точек разрыва в первом температурном диапазоне или во втором температурном диапазоне, подходящем для соответствующих степени вытяжки β. В результате, во множестве соответствующих расчетных точек разрыва достигается эффект улучшения пластичности, соответствующий каждой точке. Дополнительно, в процессе нагревания, по меньшей мере один элемент из ряда, содержащего сталь, пресс-форму и окружающее пространство вокруг стали можно факультативно охлаждать.
В процессе обработки, способ пластической обработки конкретно не ограничивается, если сталь, в которой локальная температура Tlocal расчетной точки разрыва удерживается в первом температурном диапазоне или во втором температурном диапазоне, в котором достигается эффект улучшения пластичности, можно пластически деформировать и придать требуемую форму. В качестве способа пластической обработки можно применять свободную ковку, ковку в штампах, прессование в пресс-форме и т.п.
Дополнительно, в процессе нагревания можно нагревать греющую среду, например, греющую среду, содержащую масло, например, силиконовое масло, инертный газ, туман водяного пара, или масляный туман, так, чтобы локальная температура Tlocal расчетной точки разрыва находилась в первом температурном диапазоне или во втором температурном диапазоне, а в процессе обработки сталь, являющуюся заготовкой, можно пластически деформировать, используя давление греющей среды. В результате пластически деформированная область детали равномерно нагревается для по существу равномерной пластической деформации. Таким образом, можно получить эффекты, задерживающие разрыв и улучшающие способность к формованию.
Вышеописанный способ пластической обработки можно свести к следующему:
(1) Согласно настоящему изобретению предлагается способ пластической обработки содержащей аустенит стали содержащий этапы, на которых: анализируют физические свойства, измеряя Тβ, σLβ, σHβ для каждого из степени вытяжки β, где Тβ представляет температуру максимальной пластичности при превращении, вызванном деформацией, в °С, которая меняется в зависимости от степени β вытяжки; σLβ представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которое зависит от степени β вытяжки при температурах ниже Тβ; а σHβ представляет среднеквадратичное отклонение отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени β вытяжки при температурах выше Тβ; выполняют процесс анализа режима деформации, на котором анализируют степень βх вытяжки, выбираемую из диапазона степени вытяжки β, когда эта степень является степенью вытяжки в расчетной точке разрыва, которая задается при пластической деформации стали; осуществляют нагрев так, чтобы локальная температура Tlocal находилась в первом температурном диапазоне, определенном выражением D, после выбора Tβх из Тβ, выбора σLβх из σLβ и выбора σНβх из σНβ, где Tβх представляет максимальную температуру пластичности при превращении, вызванном деформацией в °С, для степени βх вытяжки; σLβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени βх вытяжки при температурах ниже Tβх; σНβх представляет среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, которая зависит от степени βх вытяжки при температурах выше Tβх; а Tlocal представляет локальную температуру в °С в расчетной точке разрыва; и осуществляют рабочий процесс пластической деформации стали после нагревания.
(2) В способе пластической обработки по п. (1), в процессе анализа режима деформации далее можно анализировать изменение температуры ΔTlocal, где ΔTlocal представляет изменение температуры в °С локальной температуры Tlocal, которая изменяется во время пластической деформации стали; и в процессе нагревания нагревание можно осуществлять так, чтобы локальная температура Tlocal находилась во втором температурном диапазоне, определенном выражением Е.
(3) В процессе нагревания можно нагревать по меньшей мере один элемент из ряда, включающего сталь, пресс-форму, и окружающее пространство вокруг стали так, чтобы локальная температура Tlocal находилась в первом температурном диапазоне или во втором температурном диапазоне.
(4) В процессе нагревания можно нагревать греющую среду так, чтобы локальная температура Tlocal находилась в первом температурном диапазоне или во втором температурном диапазоне, а в процессе обработки сталь можно пластически деформировать, используя давление греющей среды.
(5) В процессе анализа режима деформации можно анализировать расчетную точку разрыва и степень βх вытяжки, используя модель пластической обработки. Кроме того, далее, используя модель пластической обработки можно анализировать изменение температуры ΔTlocal.
Далее следует описание устройства для пластической обработки по настоящему изобретению.
Первый вариант
Далее следует описание устройства для пластической обработки по первому варианту настоящего изобретения. На Фиг. 5 приведен вид спереди с частичным вырезом, схематически иллюстрирующий конфигурацию устройства для пластической обработки по первому варианту настоящего изобретения.
Далее следует описание конфигурации рабочего узла устройства 1 для пластической обработки по первому варианту. Имеется рама 11 основного корпуса для крепления соответствующих компонентов таких как пара полуформ 21, входящих в устройство 1 для пластической обработки. В нижней внутренней части рамы 11 основного корпуса имеется штамповая подушка 12, а в верхней ее части находится ползун 13. Ползун 13 выполнен с возможностью привода в вертикальном направлении устройством 14 привода ползуна, например, двигателем или цилиндром, расположенным над рамой 11 основного корпуса. К нижней поверхности ползуна 13 прикреплена верхняя полуформа 21, а к верхней поверхности штамповой подушки 12 прикреплена нижняя полуформа 21. В результате, устройство 1 для пластической обработки прикреплено к раме 11 основного корпуса в состоянии, когда полуформы 21 расположены напротив друг друга и выполнены с возможностью пластической деформации детали 3, расположенной между ними при вертикальном движении ползуна 13. Конфигурации рамы 11 основного корпуса устройства 1 для пластической обработки конкретно не ограничены, если деталь 3 может пластически деформироваться парой полуформ 21.
Пара полуформ 21 выполняет обработку давлением детали 3, расположенной между полуформами 21, например, выполняет гибку, вытяжку, формирование фланца, снятие заусенцев, или штамповку с вытяжкой. Форма пары полуформ 21 подбирается в зависимости от типа пластической обработки и формы готового изделия, и в качестве конфигурации пары полуформ 21 применяются хорошо известные конфигурации. Пара полуформ 21 приводится в действие так, чтобы заготовка 3, помещенная на нижнюю полуформу 21, вдавливалась в вогнутый участок 21а нижней полуформы 21 выпуклым участком 21d верхней полуформы 21. Пара полуформ 21 может быть снабжена, например, держателем заготовки для вытяжки. Пара полуформ 21 может иметь конфигурацию, в которой и верхняя полуформа, и нижняя полуформа имеют вогнутую часть 21а для объемной штамповки заготовки 3.
Устройство 1 для пластической обработки согласно этому варианту содержит нагреватель 31, который нагревает внутреннюю атмосферу пространства 16, в котором находится заготовка 3 и пара полуформ 21, а также нагреватель 32, который нагревает пару полуформ 21. Кроме того, нагревательный узел содержит нагревательную печь 33, расположенную за пределами устройства 1 для обработки давлением и нагревающую заготовку 3. Устройство 1 для пластической обработки может содержать по меньшей один элемент из ряда, включающего нагреватель 31, нагреватель 32 и нагревательную печь 33. В конфигурации, содержащей нагреватель 31, этот нагреватель 31 нагревает внутреннюю атмосферу пространства 16 и, таким образом может работать так, чтобы разница между температурой заготовки 3 и пространством 16 была относительно мала или велика. В конфигурации, содержащей нагреватель 32, этот нагреватель нагревает пару полуформ 21 и, таким образом может работать так, чтобы разница между температурой заготовки 3 и полуформами была относительно мала или велика. В конфигурации, содержащей нагревательную печь 33 температуру заготовки 3 перед установкой в пространство 16 устройства 1 для пластической обработки может поддерживаться на требуемой величине. Таким образом, применяется по меньшей мере один из нагревателей 31, 32, и нагревательной печи 33. Следовательно, даже при наличии в детали 3 множества расчетных точек разрыва, соответствующие температуры множества расчетных точек разрыва можно поддерживать на величине, соответствующей этим расчетным точкам разрыва. Кроме того, в нагревательном устройстве факультативно можно предусмотреть охлаждение по меньшей мере одного из элементов ряда, включающего заготовку 3, полуформы 21 и пространство 16.
Кроме того, устройство 1 для пластической обработки содержит кожух 41 (теплоизолирующий кожух, изолирующий элемент) так, чтобы закрывать пространство 16. Пространство, закрытое кожухом 41 работает как корпус, в котором находится заготовка 3.
Нагреватель 31 должен нагревать только внутреннюю атмосферу в пространстве 16, содержащем заготовку 3 и пару полуформ 21, а нагреватель 32 должен нагревать только полуформы 21 так, чтобы расчетная точка разрыва в заготовке 3 нагрелась для первого температурного диапазона или второго температурного диапазона. Соответственно, положения и конфигурации нагревателей не ограничиваются и они могут быть сконфигурированы, например, так, чтобы в дополнение к электрическому нагревателю содержать катушку индукционного нагревания и подобное. Например, нагреватель 31 прикреплен к раме 11 основного корпуса, а нагреватель 32 прикреплен внутри полуформ 21. Дополнительно, по желанию, нагреватель 31 и нагреватель 32 и нагревательная печь 33 могут выполнять функцию охлаждения заготовки 3 до комнатной температуры или ниже. В этом случае, даже если температура Тβ максимальной пластичности при превращении, вызванном деформацией заготовки 3 является комнатной температурой или ниже, температуру расчетной точки разрыва заготовки 3 можно поддерживать в первом температурном диапазоне или во втором температурном диапазоне. Следовательно, вышеописанная конфигурация является предпочтительной.
Кожух 41 расположен так, чтобы окружать пространство 16, в котором находится заготовка 3 и пара полуформ 21 и чтобы предотвращать излучение теплоты из внутренней атмосферы пространства 16 наружу или предотвращать проникновение внешнего воздуха внутрь пространства 16. Кожух 41 сформирован из изолирующего элемента, который выполнен из материала с высокими теплоизоляционными свойствами. Например, изнутри к металлической внешней раме, выполняющей функцию водяного охлаждения прикреплен жаропрочный материал, такой как стекловата или многослойная алюминиевая фольга. Далее, кожух 41 имеет отверстие и дверцу (не показана), через которую заготовку загружают и извлекают. В этом варианте кожух 41 имеет коробчатую форму и прикреплен к раме 11 основного корпуса так, чтобы закрывать боковые стороны и верх рамы 11 основного корпуса. Однако форма, положение и способ крепления кожуха 41 не ограничены, если кожух 41 может закрывать пространство 16, включая по меньшей мере пару полуформ 21. В этом варианте в кожухе 41 выполнены установочное отверстие 41а, в которое из верхней части рамы 11 основного корпуса входит приводное устройство 14 ползуна, и установочное отверстие 41b, в которое входит устройство подачи инертного газа, описанное ниже для подачи инертного газа.
Предпочтительно, устройство 1 для пластической обработки по этому варианту изобретения далее содержит устройство 51 подачи инертного газа. Устройство 51 подачи инертного газа содержит баллон с газом и металлическую трубку (не показана) для замещения внутренней атмосферы пространства 16, например, инертным газом, таким как Ar или N2. Применяя устройство 51 подачи инертного газа можно свести к минимуму окисление поверхности заготовки 3. Форма, положение и способ крепления устройства 51 подачи инертного газа не ограничиваются. В этом варианте инертный газ, такой как Ar или N2, вдувается из металлической трубки, закрепленной в отверстии 41b, сформированном в кожухе 41. Для подавления окисления поверхности заготовки 3, более предпочтительно, устройство 51 подачи инертного газа далее содержит вакуумный насос (не показан).
Дополнительно, предпочтительно устройство 1 для пластической обработки по этому варианту изобретения далее содержит устройство для измерения температуры. Устройство для измерения температуры содержит термометр и дисплейное устройство (не показано), которые прикреплены к каждому элементу ряда включающего заготовку 3, полуформы 21 и пространство 16 так, чтобы независимо измерять соответствующую температуру заготовки 3, полуформ 21 и пространства 16. Форма, положение и способ крепления устройства для измерения температуры не ограничены. В качестве термометра можно использовать, например, контактный термометр с термопарой или инфракрасный термометр. В этом варианте в качестве устройства для измерения температуры применяется термопара.
Вышеприведенное описание устройства для пластической обработки можно свести к следующему:
(6) Устройство для пластической обработки по первому варианту настоящего изобретения содержит: корпус, в котором находится заготовка 3 (сталь) и пара полуформ 21; нагревательное устройство, которое нагревает по меньшей мере один элемент из ряда, включающего заготовку 3, пару полуформ 21 и пространство 16 ( окружающее сталь) так, чтобы локальная температура TLocal расчетной точки разрыва заготовки 3 (сталь) находилась в первом температурном диапазоне и втором температурном диапазоне; и обрабатывающий узел, который пластически деформирует деталь 3 (сталь), нагретую нагревательным устройством, с помощью полуформ 21.
(7) Устройство для пластической обработки далее содержит кожух 41 (изолирующий элемент), предназначенный для закрывания корпуса.
(8) Устройство для пластической обработки далее содержит устройство для измерения температуры, которое измеряет температуру заготовки 3 (сталь), пары полуформ 21 и пространства 16 (внутреннее пространство корпуса).
Второй вариант
Далее следует описание второго варианта устройства для пластической обработки по настоящему изобретению. На Фиг. 6 схематически показан вид спереди с частичным вырезом конфигурации устройства для пластической обработки по второму варианту изобретения.
Поскольку этот второй вариант отличается по структуре полуформ 21 от первого варианта, в основном будут описаны эти отличия. Другие структуры остаются такими же, что и в первом варианте и их описание опускается.
В устройстве 1 для пластической обработки по этому варианту заготовка 3, расположенная между двумя полуформами, пластически деформируется парой полуформ 21 и греющей средой. Например, греющая среда, температура и давление которой регулируется устройством 71 подачи греющей среды, подается по трубке 71а из отверстия 21с для подачи греющей среды, выполненного в нижней полуформе 21. Заготовка 3, которая закреплена между верхней полуформой 21 и нижней полуформой 21 устройством 14 привода ползуна, прессуется в вогнутый участок 21 верхней полуформы 21 давлением греющей среды. В результате, заготовке 3 придается требуемая форма.
В качестве греющей среды можно применять, например, масло, например, силиконовое масло, или газ, например, воздух, инертный газ, туман водяного пара или масляный туман. Кроме того устройство 71 подачи греющей среды не ограничено конкретным устройством, если оно способно регулировать давление и температуру греющей среды.
Устройство 1 для пластической обработки по этому варианту содержит в качестве нагревательного устройства нагреватель 31, который нагревает атмосферу внутреннего пространства 16, в которой находится заготовка 3 и пара полуформ 21, нагреватель 32, который нагревает полуформы 32, и нагреватель 34, который нагревает греющую среду. Дополнительно, нагревательное устройство содержит нагревательную печь 33, которая расположена вне устройства 1 для пластической обработки и нагревает заготовку 3. Используя по меньшей мере одно устройство из ряда, включающего нагреватель 31, нагреватель 32, нагреватель 34 и нагревательную печь 33 температуру расчетной точки разрыва можно поддерживать на величине, соответствующей этой расчетной точке нагрева. Даже если в заготовке 3 имеется множество расчетных точек разрыва, соответствующие температуры этого множества расчетных точек разрыва можно более предпочтительно поддерживать на величинах, соответствующих этим расчетным точкам разрыва, управляя этими вышеописанными четырьмя источниками нагрева. Кроме того, по желанию, нагреватель 31, нагреватель 32, нагреватель 34 и нагревательная печь 33 могут выполнять функцию охлаждения для охлаждения заготовки до комнатной температуры или ниже. В этом случае даже если температура Тβ максимальной пластичности при превращении, вызванном деформацией заготовки 3 является комнатной температурой или температурой ниже комнатной, температуру расчетной точки разрыва можно поддерживать в первом температурном диапазоне или во втором температурном диапазоне. Следовательно, вышеописанная конфигурация является предпочтительной.
Кроме того, устройство 1 для пластической обработки по этому варианту содержит кожух 41 (теплоизолирующий кожух, изолирующий элемент), который закрывает пространство 16. Пространство 16, закрытое кожухом 41, работает как корпус, содержащий заготовку 3.
Дополнительно, предпочтительно, устройство 1 для пластической обработки по этому варианту далее содержит устройство для измерения температуры. Устройство для измерения температуры содержит термометр и дисплейное устройство (не показано), которые прикреплены к каждому элементу ряда включающему заготовку 3, полуформы 21, пространство 16 и устройство 71 подачи греющей среды так, чтобы независимо измерять соответствующую температуру заготовки 3, полуформ 21, пространства 16 и греющей среды. Форма, положение и способ крепления устройства для измерения температуры не ограничены. В качестве термометра можно использовать, например, контактный термометр с термопарой или инфракрасный термометр.
Вышеприведенное описание устройства для пластической обработки можно свести к следующему:
(9) Устройство для пластической обработки по второму варианту настоящего изобретения содержит: корпус, в котором находится заготовка 3 (сталь) и пара полуформ 21; устройство для подачи греющей среды, которое подает греющую среду в полуформы 21; нагревательное устройство, которое нагревает по меньшей мере один элемент из ряда, включающего заготовку 3, пару полуформ 21, пространство 16 (окружающее сталь) и греющую среду так, чтобы локальная температура TLocal расчетной точки разрыва заготовки 3 (сталь) находилась в первом температурном диапазоне и втором температурном диапазоне; и обрабатывающий узел, который пластически деформирует деталь 3 (сталь), нагретую нагревательным устройством, с применением давления греющей среды.
(10) Устройство для пластической обработки далее содержит кожух 41 (изолирующий элемент), предназначенный для закрывания корпуса.
(11) Устройство для пластической обработки далее содержит устройство для измерения температуры, которое измеряет температуру заготовки 3 (сталь), пары полуформ 21, пространства 16 (внутреннее пространство корпуса) и греющей среды.
Пример 1
Далее следует описание примеров настоящего изобретения. Однако условия этих примеров предназначены для подтверждения работоспособности и эффектов настоящего изобретения и изобретение не ограничивается этими примерами. В рамках настоящего изобретения могут применяться разные условия, позволяющие достичь цели изобретения.
В процессе анализа физических свойств, при использовании содержащей аустенит стали (примеры) и стали, не содержащей аустенит (сравнительные примеры), измерялись каждая степень β вытяжки и критическая эквивалентная деформация εeq-critical при каждой температуре. В качестве способа измерения степени β вытяжки и критическая эквивалентная деформация εeq-critical при каждой температуре применялся тест на сферическое растяжение, при котором конец образца фиксировался, и при каждой температуре выполнялось изменение горизонтальных и вертикальных размеров образца. Критическая эквивалентная деформация εeq-critical рассчитывалась по деформации, при которой возникало утонение или разрыв.
В Таблице 1 показаны результаты измерений каждой степени β вытяжки и критической эквивалентной деформации εeq-critical при каждой температуре. Например, в Примере 1, когда β=-0,5, температура Т-0,5 максимальной пластичности при превращении, вызванном деформацией, при которой критическая эквивалентная деформация εeq-critical была максимальной, составила 75°С, а когда β=1,0, температура Т1,0 максимальной пластичности при превращении, вызванном деформацией, при которой критическая эквивалентная деформация εeq-critical была максимальной, составила 150°С. В Примере 3, когда β=-0,5, температура Т-0,5 максимальной пластичности при превращении, вызванном деформацией, при которой критическая эквивалентная деформация εeq-critical была максимальной, составила 150°С, а когда β=-1,0, температура Т1,0 максимальной пластичности при превращении, вызванном деформацией, при которой критическая эквивалентная деформация εeq-critical была максимальной, составила 250°С. Таким образом, в аустенитной стали (Примеры) критическая эквивалентная деформация εeq-critical меняется в зависимости от типа стали, температуры обработки и степени β вытяжки. С другой стороны, в Сравнительном примере 6, как показано в Таблице 1, температура при которой критическая эквивалентная деформация εeq-critical является максимальной, не зависит от степени β вытяжки. Это вызвано тем, что явление TRIP не возникает в стали, не содержащей аустенит (сравнительный пример).
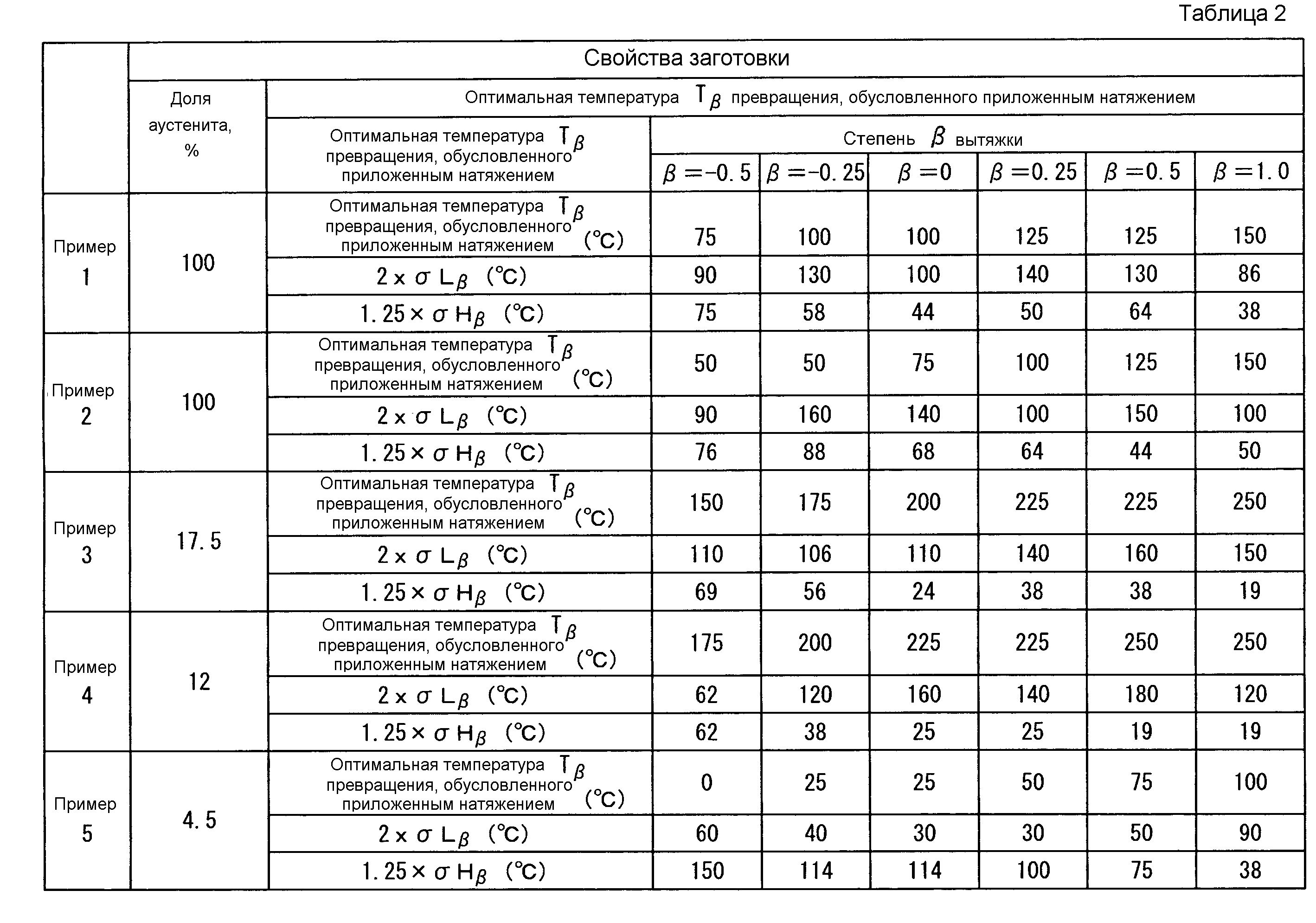
В Таблице 2 показано среднеквадратичное отклонение σLβ выравнивающей кривой критической эквивалентной деформации εeq-critical, которая зависит от степени β вытяжки при температуре ниже Тβ, среднеквадратичное отклонение σНβ выравнивающей кривой критической эквивалентной деформации εeq-critical, которая зависит от степени β вытяжки при температуре выше Тβ, где Тβ представляет температуру максимальной пластичности при превращении, вызванном деформацией, при каждой степени β вытяжки, которая получена путем анализа выравнивающей кривой (функция аппроксимации), используя результаты из Таблицы 1. Таким образом, путем анализа σLβ и σНβ для каждой степени вытяжки, можно получить температурный диапазон, в котором можно улучшить пластическую деформируемость при каждой степени вытяжки. Например, в Примере 3, когда β=0,2×σL0=110°С и 1,25×σН0=224°С. Следовательно, на основе температуры Тβ максимальной пластичности при превращении, вызванном деформацией, температурный диапазон, в котором критическая эквивалентная деформация εeq-critical улучшается за счет явления TRIP, можно определить как 90°С-224°С.
Далее, в процессе анализа режима деформации во время вытяжки посредством цилиндрического угольника анализировалась расчетная точка разрыва заготовки и степень β этой расчетной точки разрыва. На Фиг. 7 приведена схематическая диаграмма, показывающая вытяжку посредством цилиндрического угольника. Как показано на Фиг. 7, с помощью матриц 61 размером 80×80 мм и имеющего форму цилиндрического угольника пуансона 62 размером 75×75 мм и держателя 63 заготовку 64 вытягивали в прямоугольный цилиндр. Анализ такой вытяжки квадратного цилиндра проводился с помощью теста на вписанную окружность. По результатам анализа теста на вписанную окружность оказалось возможным определить, что при вытяжке посредством цилиндрического угольника участок В на заготовке 64, показанный на Фиг. 7, является расчетной точкой разрыва и что режимом пластической деформации на участке В является одноосное растяжение, при котором степень β равно -0,5.
Далее, в процессе нагревания, используя в качестве заготовки сталь из Примера 3 по Таблице 1, температуру по меньшей мере одного элемента из ряда, включающего сталь, штамп и окружающее пространство, регулировали так, чтобы локальная температура Tlocal расчетной точки разрыва была в диапазоне 25°С-250°С. Далее, в процессе обработки сталь по Примеру 3, температура которой регулировалась в процессе нагревания, вытягивали в прямоугольный цилиндр.
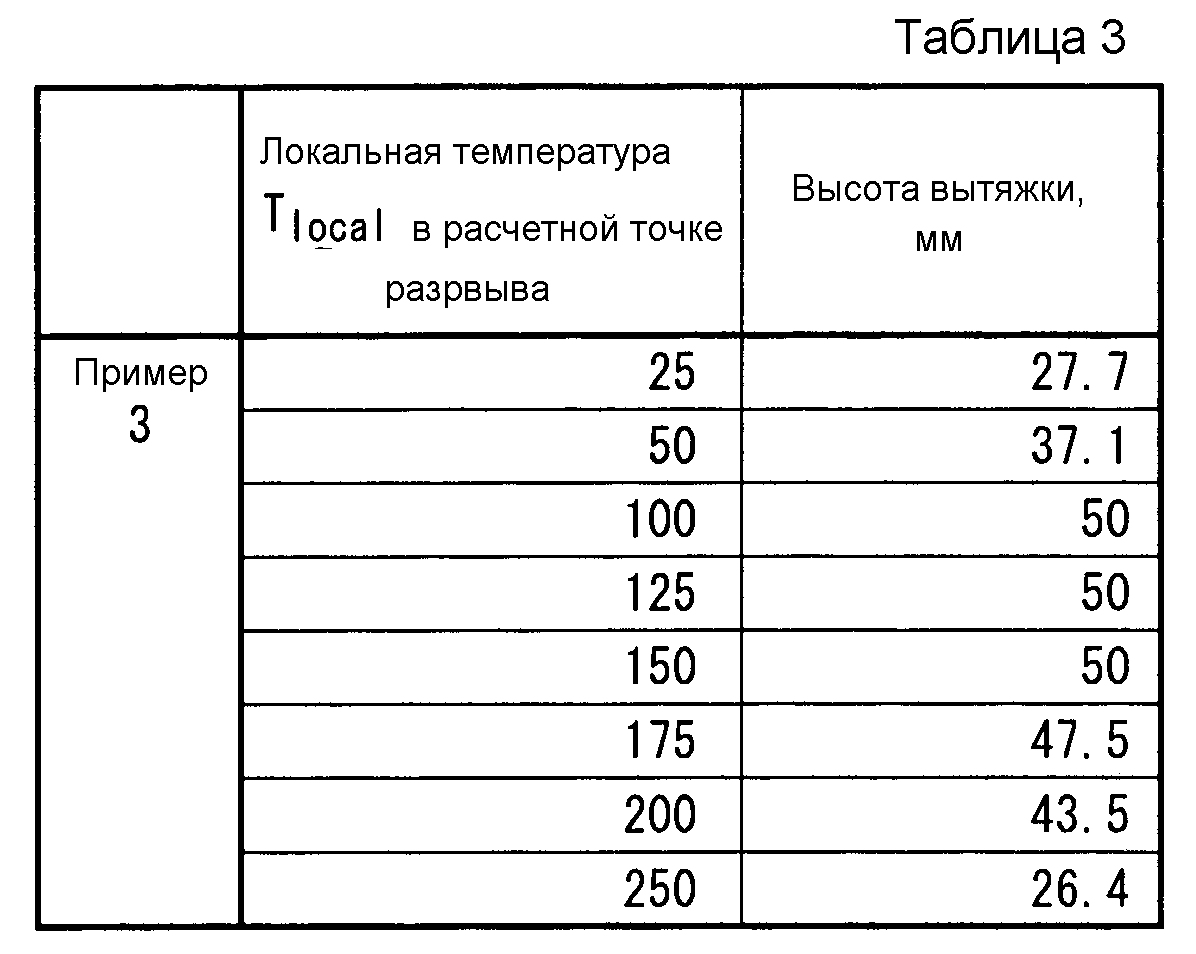
В Таблице 3 показаны результаты вытяжки посредством цилиндрического угольника, в котором заготовку из стали по Примеру 3 нагревали так, чтобы локальная температура Tlocal расчетной точки разрыва была в диапазоне 25°С-250°С. Высота вытяжки, показанная в Таблице 3 относится к высоте, на которую можно вытянуть заготовку без утонения или разрыва и чем выше эта высота, тем лучше пластичность.
Как показано в Таблице 1, в стали по Примеру 3, когда степень β вытяжки была -0,5, температура Т-0,5 максимальной пластичности при превращении, вызванном деформацией, была 150°С. Кроме того, как показано в Таблице 2, в случае β-0,5, 2×σL-0,5=110°С и 1,25×σН-0,5=69°С. То есть, при вытяжке посредством цилиндрического угольника ожидалось, что когда локальная температура Tlocal расчетной точки разрыва будет находиться в диапазоне 40°С-219°С (первый температурный диапазон), высота вытяжки будет высокой, а при Tlocal=150°С высота вытяжки будет наивысшей. Фактически как показано в Таблице 3, удалось подтвердить, что когда локальная температура Tlocal расчетной точки разрыва находилась в первом температурном диапазоне 50°С-200°С, высота вытяжки была достаточно большой. Кроме того, когда локальная температура Tlocal расчетной точки разрыва равнялась 150°С, высота вытяжки была наивысшей. При вытяжке посредством цилиндрического угольника в указанном выше температурном диапазоне пластичность улучшилась приблизительно вдвое по сравнению с пластичность при вытяжке посредством цилиндрического угольника при температурах 25°С и 250°С, хотя использовались одинаковые заготовки. Таким образом, с помощью способа пластической обработки по вышеописанному варианту настоящего изобретения можно предотвратить утонение или разрыв и улучшить пластичность.

ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Согласно вышеописанным вариантам имеется возможность создать способ пластической обработки и устройство для пластической обработки, при котором можно предотвратить утонение или разрыв и улучшить пластичность.
КРАТКОЕ ОПИСАНИЕ ПОЗИЦИЙ НА ЧЕРТЕЖАХ
1 - устройство для пластической обработки
3 - заготовка (сталь)
11 - рама основного корпуса
12 - штамповая подушка
13 - ползун
14 - устройство привода ползуна
16 - пространство (пространство, окружающее сталь, внутреннее пространство корпуса)
21 - полуформы
31 - нагреватель пространства 16 (нагревательное устройство)
32 - нагреватель полуформ (нагревательное устройство)
33 - нагревательная печь для заготовки (нагревательное устройство)
41 - теплоизолирующий кожух (изолирующий элемент)
51 - устройство подачи инертного газа
71 - устройство подачи греющей среды (нагревательное устройство).
Реферат
Заявленная группа изобретений относится к обработки металлов давлением и может быть использована для пластического деформирования аустенитной стали. Осуществляют нагрев стали до локальной температуры, определяемой точкой разрыва, после чего ее пластически деформируют. При этом локальную температуру определяют с учетом анализа физических свойств и режима деформации. Пластическое деформирование стали осуществляют в рабочем устройстве с использованием пресс-формы или с использованием давления греющей среды. Предотвращаются утонение и разрывы аустенитной стали за счет повышения пластичности. 6 н. и 13 з.п. ф-лы, 7 ил., 3 табл.
Формула
анализируют физические свойства содержащей аустенит стали путем измерения для каждой β степени вытяжки
- Тβ, °С - температуры максимальной пластичности при превращении, вызванном деформацией, изменяющейся в зависимости от степени β вытяжки,
- σLβ - среднеквадратичного отклонения для выравнивающей кривой критической эквивалентной деформации, зависящей от степени β вытяжки при температурах ниже Тβ,
- σНβ - среднеквадратичного отклонения для выравнивающей кривой критической эквивалентной деформации, зависящей от степени β вытяжки при температурах выше Тβ,
анализируют режим деформациисодержащей аустенит стали для степени βx вытяжки, выбранной из диапазона степеней β вытяжки, являющейся заданной степенью вытяжки в расчетной точке разрыва при пластической деформации содержащей аустенит стали,
осуществляют нагрев до локальной температура Tlocal, выбранной из диапазона:
Тβx-2·σLβx ≤ Tlocal ≤ Тβx +1,25·σНβx(1),
где
Тβx- температура максимальной пластичности при превращении, вызванном деформацией для степени βx вытяжки, °С,
σLβx - среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, зависящее от степени βx вытяжки при температурах ниже Тβ,
σНβx - среднеквадратичное отклонение для выравнивающей кривой критической эквивалентной деформации, зависящее от степени βx вытяжки при температурах выше Тβx,
после нагрева рабочий процесс обработки содержащей аустенит стали осуществляют путем ее пластической деформации.
корпус с расположенными в нем пресс-формой для размещения в ней содержащей аустенит стали,
нагревательное устройство для нагрева по меньшей мере одного элемента из ряда: содержащая аустенит сталь, пресс-форма и окружающее внутреннее пространство корпуса вокруг содержащей аустенит стали,
рабочее устройство для пластического деформирования содержащей аустенит стали, нагретой нагревательным устройством, с применением пресс-формы, а также
средство анализа и измерения физических свойств содержащей аустенит стали для осуществления этапа анализа физических свойств, и
средство анализа режима деформации содержащей аустенит стали для осуществления этапа анализа режима деформации.
корпус, в котором расположены пресс-форма для размещения в ней содержащей аустенит стали,
устройство подачи греющей среды в пресс-форму,
нагревательное устройство для нагрева по меньшей мере одного элемента из ряда: содержащая аустенит сталь, пресс-форма, окружающее внутреннее пространство вокруг содержащей аустенит стали, и греющая среда,
рабочее устройство для пластического деформирования давлением греющей среды содержащей аустенит стали, нагретой нагревательным устройством, а также
средство анализа и измерения физических свойств содержащей аустенит стали для осуществления этапа анализа физических свойств, и
средство анализа режима деформации содержащей аустенит стали для осуществления этапа анализа режима деформации.
анализируют физические свойства содержащей аустенит стали для каждой степени вытяжки β путем измерения
- Тβ,°С - температуры максимальной пластичности при превращении, вызванном деформацией, изменяющейся в зависимости от степени β вытяжки,
- σLβ - среднеквадратичного отклонения для выравнивающей кривой критической эквивалентной деформации, зависящей от степени β вытяжки при температурах ниже Тβ,
- σНβ - среднеквадратичного отклонения для выравнивающей кривой критической эквивалентной деформации, зависящей от степени β вытяжки при температурах выше Тβ,
анализируют режим деформации содержащей аустенит стали для степени βx вытяжки, выбранной из диапазона степеней β вытяжки, являющейся заданной степенью вытяжки в расчетной точке разрыва пластической деформации стали,
осуществляют нагрев до локальной температура Tlocal, выбранной из диапазона:
Тβx -ΔTlocal -2·σLβx ≤ Tlocal ≤ Тβx - ΔTlocal +1,25·σНβx (2),
где
ΔTlocal - изменение температуры Tlocal, °С, в процессе пластической деформации,
после нагрева содержащей аустенит стали осуществляют рабочий процесс обработки путем ее пластической деформации.
корпус с расположенными в нем пресс-формой для размещения в ней содержащей аустенит стали,
нагревательное устройство для нагрева по меньшей мере одного элемента из ряда: содержащая аустенит сталь, пресс-форма и окружающее внутреннее пространство вокруг содержащей аустенит стали,
рабочее устройство для пластического деформирования содержащей аустенит стали, нагретой нагревательным устройством, с применением пресс-формы, а также
средство анализа и измерения физических свойств для осуществления этапа анализа физических свойств, и
средство анализа режима деформации для осуществления этапа анализа режима деформации.
корпус с расположенными в нем пресс-формой для размещения в ней содержащей аустенит стали,
устройство для подачи греющей среды в пресс-форму,
нагревательное устройство для нагрева по меньшей мере одного элемента из ряда: содержащей аустенит стали, пресс-формы, окружающего внутреннего пространства корпуса вокруг содержащей аустенит стали, и греющую среду,
рабочее устройство для пластического деформирования давлением греющей среды содержащей аустенит стали, нагретой нагревательным устройством, а также
средство анализа и измерения физических свойств содержащей аустенит стали для осуществления этапа анализа физических свойств, и
средство анализа режима деформации содержащей аустенит стали для осуществления этапа анализа режима деформации.
Комментарии