Способ выделения органического амина - RU2620378C2
Код документа: RU2620378C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение касается способа выделения 1,5-диаминопентана.
Уровень техники
1,5-Диаминопентан (кадаверин) можно получить удалением микроорганизмов из лизинового ферментативного бульона и последующим удалением карбоксильной группы с использованием лизин декарбоксилазы (LDC). В альтернативном варианте 1,5-диаминопентан можно напрямую получить с помощью микроорганизмов, обладающих декарбоксилазным действием. 1,5-Диаминопентан можно получить в форме соли, такой как сульфат или карбонат, в соответствии с методами получения.
Например, адипат 1,5-пентандиамина можно выделить в форме кристаллов добавлением адипиновой кислоты к сульфату 1,5-диаминопентана. В альтернативном варианте карбонат 1,5-диаминопентана можно напрямую выделить в кристаллическом виде.
Однако, поскольку описанные выше методы получения характеризуются низкими выходами, и 1,5-диаминопентан образуется в форме соли, необходимо использовать дополнительный метод удаления солевой части для получения чистого 1,5-диаминопентана.
Таким образом, имеется потребность в разработке способа эффективного и прямого выделения 1,5-диаминопентан из ферментативного бульона.
Подробное описание изобретения
Техническая задача
Настоящее изобретение касается нового способа выделения 1,5-диаминопентана.
Настоящее изобретение касается также 1,5-диаминопентана, выделенного указанным способом.
Техническое решение
В одном аспекте настоящего изобретения описан способ очистки 1,5-диаминопентана, включающий: концентрирование ферментативного бульона, содержащего карбонат 1,5-диаминопентана; добавление кислоты в концентрат ферментативного бульона с получением не содержащей карбоната кислой композиции, имеющей значение pH от примерно 4 до примерно 7,0; добавление основания в кислую композицию с получением основной композиции, имеющей значение pH от примерно 12,0 до примерно 14; и выделение 1,5-диаминопентана из полученной основной композиции.
В другом аспекте настоящего изобретения описан 1,5-диаминопентан, выделенный с использованием указанного способа.
Преимущества настоящего изобретения
В одном аспекте настоящего изобретения высокочистый 1,5-диаминопентан можно получать с высоким выходом путем добавления кислоты в ферментативный бульон, содержащий карбонат 1,5-диаминопентана, для удаления карбоната, с последующим добавлением основания.
Описание чертежей
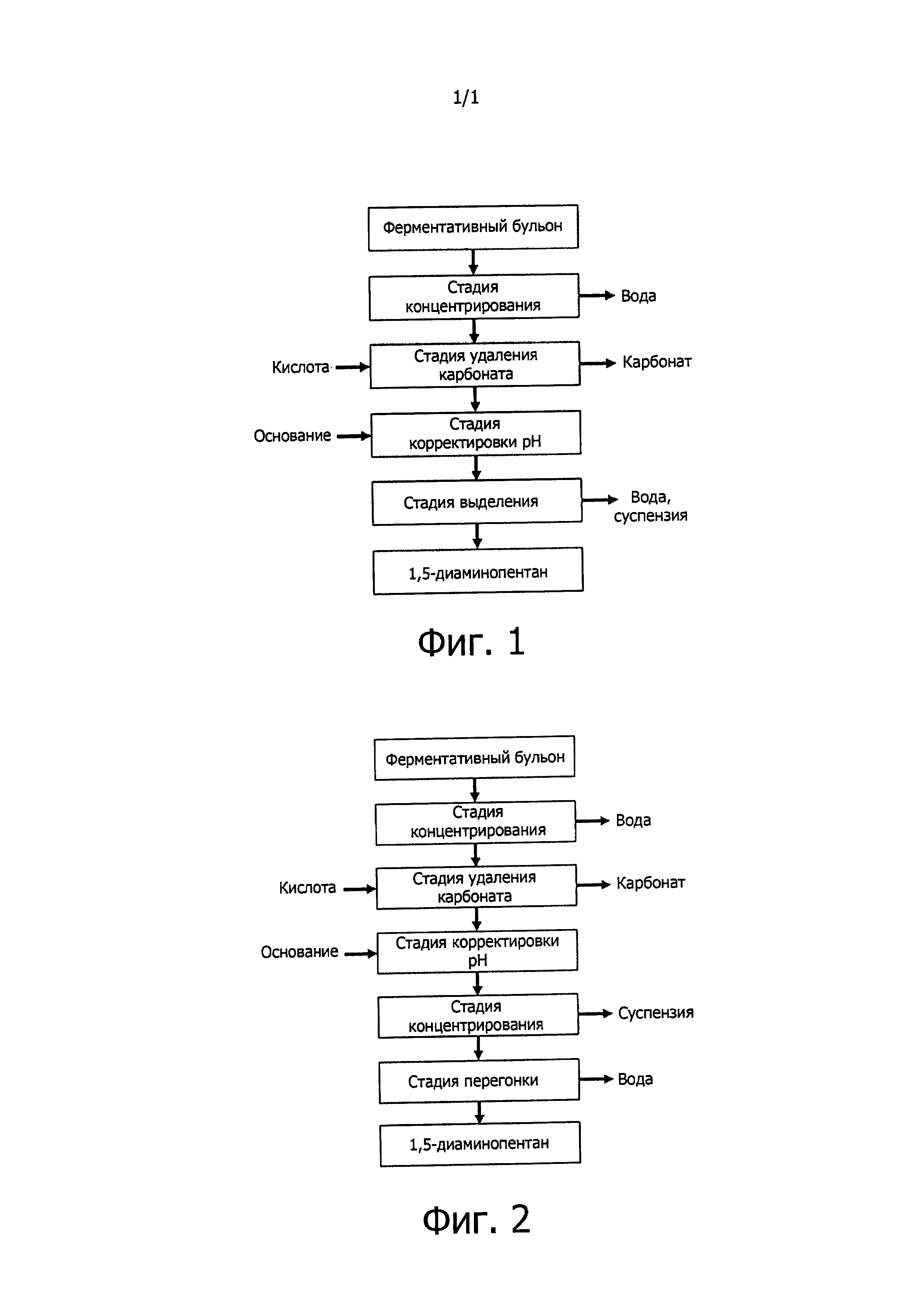
Фиг. 1 представляет собой технологическую схему способа очистки 1,5-диаминопентана согласно Примеру 1.
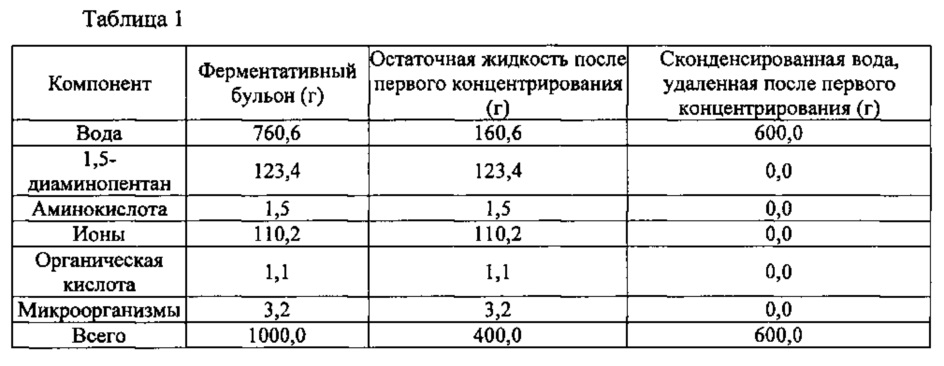
Фиг. 2 представляет собой технологическую схему, подробно иллюстрирующую стадию выделения в способе очистки согласно Примеру 1.
Наилучший вариант осуществления изобретения
Далее будет более подробно описан способ очистки 1,5-диаминопентана согласно иллюстративному варианту осуществления настоящего изобретения, а также 1,5-диаминопентан, выделенный указанным способом.
Способ очистки 1,5-диаминопентана согласно данному варианту осуществления настоящего изобретения может включать следующие стадии: концентрирование ферментативного бульона, содержащего карбонат 1,5-диаминопентана; добавление кислоты в концентрат ферментативного бульона с получением не содержащей карбоната кислой композиции, имеющей значение pH от примерно 4 до примерно 7,0; добавление основания в кислую композицию с получением основной композиции, имеющей значение pH от примерно 12,0 до примерно 14; и выделение 1,5-диаминопентана из полученной основной композиции.
Данный способ очистки позволяет легко получить высокочистый 1,5-диаминопентан с высоким выходом следующим образом: нейтральный ферментативный бульон, содержащий карбонат 1,5-диаминопентана, упаривают с получением концентрата ферментативного бульона, затем в полученный концентрат добавляют кислоту, получая кислую композицию, из которой затем удаляют карбонат, добавляют в полученную кислую композицию основание для выделения 1,5-диаминопентана из некарбонатной соли 1,5-диаминопентана, и затем селективно выделяют 1,5-диаминопентан.
Например, 1,5-диаминопентан генерируют с использованием лизин декарбоксилазы в лизиновом ферментативном бульоне или с помощью ферментирующих микроорганизмов, содержащих лизин декарбоксилазу, и одновременно карбонат, побочный продукт декарбоксилирования лизина, реагирует с генерируемым 1,5-диаминопентаном, образуя карбонат 1,5-диаминопентана. Таким образом получают ферментативный бульон, содержащий карбонат 1,5-диаминопентана.
При концентрировании ферментативного бульона можно удалить часть растворителя, содержащегося в ферментативном бульоне, и это соответствует первой стадии концентрирования. Концентрацию 1,5-диаминопентана, содержащегося в ферментативном бульоне, можно повысить путем удаления части растворителя. Растворитель представляет собой, например, воду. Например, при концентрировании нейтрального ферментативного бульона можно удалить примерно 40% или больше, предпочтительно примерно 50% или больше, более предпочтительно примерно 60% или больше, и наиболее предпочтительно примерно 70% или больше изначального количества растворителя, содержащегося в неконцентрированном ферментативном бульоне.
Концентрирование ферментативного бульона в разработанном способе очистки можно проводить при температуре паров примерно 100°C или ниже. То есть концентрирование можно проводить в условиях, при которых температура паров, упариваемых из ферментативного бульона, составляет примерно 100°C или ниже. Например, концентрирование ферментативного бульона в описываемом способе очистки можно проводить в диапазоне температур паров от примерно 10°C до примерно 100°C, предпочтительно от примерно 30°C до примерно 80°C, и более предпочтительно от примерно 45°C до примерно 70°C. В описанных выше условиях легче удалять растворитель.
Концентрирование ферментативного бульона в описываемом способе очистки можно проводить при пониженном давлении, составляющем примерно 760 мм рт.ст. или ниже. То есть концентрирование можно проводить в условиях, при которых давление паров, находящихся в равновесии с ферментативным бульоном, составляет примерно 760 мм рт.ст. или ниже. Например, концентрирование ферментативного бульона в описываемом способе очистки можно проводить при давлении от примерно 10 мм рт.ст. до примерно 760 мм рт.ст., предпочтительно от примерно 40 мм рт.ст. до примерно 500 мм рт.ст., и более предпочтительно от примерно 70 мм рт.ст. до примерно 200 мм рт.ст. В описанных выше условиях легче удалять растворитель.
Количество растворителя, содержащегося в концентрате (т.е. в продукте после концентрирования), получаемом после концентрирования ферментативного бульона, может находиться в диапазоне от примерно 10 вес. % до примерно 50 вес. % в расчете на общий вес концентрата. Например, количество растворителя, содержащегося в концентрате, может находиться в диапазоне от примерно 15 вес. % до примерно 45 вес. %, предпочтительно от примерно 20 вес. % до примерно 42 вес. % в расчете на общий вес продукта после концентрирования. Растворитель может представлять собой воду.
Значение pH ферментативного бульона нейтральное и предпочтительно находится в диапазоне от примерно 7,0 до примерно 8,0, а значение pH концентрата, получаемого концентрированием ферментативного бульона, находится в диапазоне от примерно 8,0 до примерно 9,0.
Концентрат содержит карбонат 1,5-диаминопентана, и реакцию, в ходе которой образуется некарбонатная соль 1,5-диаминопентана путем удаления карбоната из карбоната 1,5-диаминопентана, можно представить приведенным ниже Уравнением Реакции 1. Выражение "кислая композиция" в описываемом способе очистки означает композицию, в которой 1,5-диаминопентан содержится в форме некарбонатной соли, образующейся в результате удаления карбоната из ферментативного бульона.
<Уравнение Реакции 1>
(H3NC5H10NH3)2+-CO32- + кислота → (H3NC5H10NH3)2+-некарбонат + CO2 + 2H2O
Как показано в Уравнении Реакции 1, карбонатные ионы в карбонате диаминопентана реагируют с кислотой, разлагаясь на воду и диоксид углерода, и диоксид углерода удаляется посредством испарения.
В разработанном способе очистки кислота, которая может применяться в процессе декарбоксилирования, может представлять собой по меньшей мере одно вещество, выбранное из группы, состоящей из следующих веществ: хлористоводородная кислота, серная кислота, фосфорная кислота, уксусная кислота и азотная кислота. Однако, настоящее изобретение не ограничивается только ими, и может применяться любая кислота, при условии, что она может довести значение pH до кислого и применяется в данной области техники. Кислота, применяемая в процессе декарбоксилирования, может находиться в газовой фазе, в жидкой фазе или представлять собой смесь двух перечисленных фаз.
В описываемом способе очистки pH кислой композиции может составлять меньше чем примерно 7,0, и может предпочтительно находиться в диапазоне от примерно 4,0 до примерно 5,0. В случае, когда pH кислой композиции составляет примерно 7,0 или больше, вследствие того, что в части карбоната 1,5-диаминопентана карбонат не удаляется из карбоната 1,5-диаминопентана, 1,5-диаминопентан не превращается в свободную форму при получении основной композиции. Поэтому выделение 1,5-диаминопентана на стадии перегонки может быть затруднено. В результате может снизиться степень извлечения 1,5-диаминопентана.
Если количество растворителя в не содержащей карбоната кислой композиции слишком мало, большое количество соли может выпасть в осадок при получении основной композиции. Наоборот, когда количество растворителя в не содержащей карбоната кислой композиции слишком велико, выделение 1,5-диаминопентана из основной композиции может занять слишком много времени. Растворитель может представлять собой воду. Например, количество растворителя в кислой композиции может находиться в диапазоне от примерно 35 вес. % до примерно 45 вес. % в расчете на общий вес кислой композиции.
В разработанном способе очистки основание, которое может использоваться в получении основной композиции, может представлять собой по меньшей мере одно вещество, выбранное из группы, состоящей из следующих веществ: гидроксид натрия, гидроксид кальция, гидроксид магния, гидроксид калия, гидроксид бария и гидроксид аммония. Однако настоящее изобретение не ограничивается только ими, и может использоваться любое основание, при условии, что оно может довести значение pH до основного и применяется в данной области техники.
В описываемом способе очистки, значение pH основной композиции может составлять примерно 12 или больше, и может предпочтительно находиться в диапазоне от примерно 12,0 до примерно 14,0. В случае если pH основной композиции меньше примерно 12,0, вследствие того, что часть 1,5-диаминопентана может присутствовать в виде комбинации с некарбонатной солью, выделение 1,5-диаминопентана перегонкой может быть затруднено. В результате может снизиться степень извлечения 1,5-диаминопентана.
В описываемом способе очистки выделение 1,5-диаминопентана можно проводить до того, как карбонат 1,5-диаминопентана регенерируется в основной композиции. С течением времени, поскольку карбонат 1,5-диаминопентана может образовываться при взаимодействии 1,5-диаминопентана из основной композиции и диоксида углерода из воздуха, количество 1,5-диаминопентана, которое можно выделить методом перегонки, может снизиться. Поэтому 1,5-диаминопентан выделяют сразу после или одновременно с приготовлением основной композиции.
В частности, выделение 1,5-диаминопентана из основной композиции в описываемом способе очистки может включать в себя вторую стадию концентрирования для выделения композиции, содержащей 1,5-диаминопентан, из основной композиции посредством перегонки, и стадию фракционной перегонки 1,5-диаминопентана из композиции, содержащей 1,5-диаминопентан.
Например, композицию, содержащую 1,5-диаминопентан, выделяют из основной композиции и хранят, и выделенную композицию можно затем при необходимости использовать для выделения 1,5-диаминопентана. Композиция, содержащая 1,5-диаминопентан, означает композицию, в которой количество 1,5-диаминопентана среди других компонентов выше, чем в основной композиции, но ниже, чем в конечном выделенном продукте.
В описываемом способе очистки композиция, содержащая 1,5-диаминопентан, может находиться в газовой фазе, жидкой фазе или иметь вид смеси двух перечисленных фаз. Таким образом, состояние композиции, содержащей 1,5-диаминопентан, можно менять в соответствии с условиями, необходимыми для способа очистки.
При выделении композиции, содержащей 1,5-диаминопентан, пары и/или конденсат, содержащий 1,5-диаминопентан, выделяют посредством перегонки. Выделение можно проводить в двухоболочечном реакторе.
В разработанном способе очистки выделение композиции, содержащей 1,5-диаминопентан, можно проводить в диапазоне температур кипения от примерно 30°C до примерно 180°C и в диапазоне давлений от примерно 10 мм рт.ст. до примерно 760 мм рт.ст., и можно предпочтительно проводить в диапазоне температур кипения от примерно 40°C до примерно 120°C и в диапазоне давлений от примерно 60 мм рт.ст. до примерно 200 мм рт.ст. Композицию, содержащую 1,5-диаминопентан, можно выделить с высоким выходом в описанных выше условиях. Композицию, содержащую 1,5-диаминопентан, которую выделяют в указанных выше диапазонах температур и давления, можно получить в жидкой фазе при конденсации.
Хранение композиции, содержащей 1,5-диаминопентан, например, можно осуществлять в резервуаре, располагающемся между верхней частью реактора и перегонной колонной. Однако настоящее изобретение необязательно ограничивается только описанной выше конфигурацией, и может применяться любой известный в данной области техники способ хранения.
В альтернативном варианте в описываемом способе очистки выделение композиции, содержащей 1,5-диаминопентан, методом перегонки и выделение 1,5-диаминопентана методом фракционной перегонки может осуществляться непрерывно. То есть композицию, содержащую 1,5-диаминопентан, выделяют из основной композиции методом перегонки и одновременно снова разделяют на 1,5-диаминопентан и другие компоненты методом фракционной перегонки с целью выделения 1,5-диаминопентана. 1,5-Диаминопентан, полученный методом фракционной перегонки, представляет собой конечный продукт.
В разработанном способе очистки выделение 1,5-диаминопентана можно проводить в перегонной колонне. Например, 1,5-диаминопентан можно селективно выделять, непрерывно вводя в перегонную колонну композицию, содержащую 1,5-диаминопентан в качестве основного компонента, которую упаривают из реактора, содержащего основную композицию. Например, композицию, содержащую 1,5-диаминопентан, можно вводить в среднюю часть перегонной колонны, но место введения может меняться в зависимости от конкретных условий реакции и условий в перегонной колонне.
В описываемом способе очистки перегонная колонна может работать в диапазоне температур кипения от примерно 30°C до примерно 180°C и в диапазоне давлений от примерно 10 мм рт.ст. до примерно 760 мм рт.ст. Например, перегонная колонна может работать в диапазоне температур кипения от примерно 40°C до примерно 120°C и в диапазоне давлений от примерно 60 мм рт.ст. до примерно 200 мм рт.ст. 1,5-диаминопентан можно получать с высоким выходом в указанных диапазонах температуры и давления.
В описываемом способе очистки 1,5-диаминопентан можно получать из нижней части перегонной колонны, а воду и аммиак, например, отводить из верхней части перегонной колонны.
В способе очистки по изобретению композицию, содержащую 1,5-диаминопентан в качестве основного компонента, удаляют, и затем можно выделять побочный продукт из оставшейся части основной композиции. Например, из основной композиции удаляют композицию, содержащую 1,5-диаминопентан в качестве основного компонента, и затем можно выделять побочный продукт из оставшейся суспензии в ходе дальнейшей очистки. Кроме того, в случае, когда суспензия содержит микроорганизмы, суспензию полностью растворяют посредством добавления в суспензию дистиллированной воды для отделения микроорганизмов, и затем можно выделять побочный продукт.
Например, 1,5-диаминопентан можно выделить описанным далее способом.
Стадия ферментации
Сначала готовят ферментативный бульон, содержащий L-лизин и его соль, посредством выращивания микроорганизмов, и после удаления микроорганизмов из ферментативного бульона можно ферментативной реакцией получить ферментативный бульон, содержащий 1,5-диаминопентан. Примерно 58% 1,5-диаминопентана, содержащегося в полученном ферментативном бульоне, находится в форме карбоната, и примерно 42% находится в форме сульфата.
Первая стадия концентрирования (Стадия удаления воды)
Затем из ферментативного бульона удаляют воду для концентрирования ферментативного бульона.
Метод, применяющийся для удаления воды, может включать метод концентрирования в вакууме и/или метод концентрирования упариванием. Тип концентратора, применяющегося в данном методе, никак особенно не ограничивается, и можно использовать любой концентратор, выбранный из группы, состоящей из центрифужного концентратора, концентратора упаривания, концентратора естественной циркуляции, низкотемпературного вакуумного концентратора, роторного вакуумного концентратора, концентратора вакуумного упаривания, тонкопленочного концентратора и плоского концентратора.
Например, из числа описанных выше методов концентрирования, концентрирование можно проводить с использованием метода низкотемпературного вакуумного концентрирования. В частности, концентрирование ферментативного бульона, из которого удалены или не удалены микроорганизмы, можно проводить в диапазоне температур кипения от примерно 10°C до примерно 100°C, например от примерно 45°C до примерно 70°C, и в диапазоне давлений от примерно 10 мм рт.ст. до примерно 760 мм рт.ст., например от примерно 70 мм рт.ст. до примерно 200 мм рт.ст. Количество воды в концентрате, из которого удаляют воду, может находиться в диапазоне от примерно 15 вес. % до примерно 45 вес. %, например от примерно 20 вес. % до примерно 43 вес. %, и например от примерно 30 вес. % до примерно 42 вес. % в расчете на общий вес концентрированного ферментативного бульона.
Стадия удаления карбоната (Стадия получения кислой композиции, из которой удален карбонат)
Затем готовят кислую композицию путем добавления в концентрированный ферментативный бульон кислоты.
Карбонат удаляют путем понижения pH концентрированного ферментативного бульона, делая концентрированный ферментативный бульон кислым. Кислота, которая может применяться на стадии удаления карбоната, может представлять собой по меньшей мере одно вещество, выбранное из группы, состоящей из следующих: хлористоводородная кислота, серная кислота, фосфорная кислота, уксусная кислота и азотная кислота. Однако настоящее изобретение не ограничивается только ими, и может применяться любая кислота, при условии, что она может довести значение pH до кислого, т.е. ниже чем примерно 7,0, и применяется в данной области техники.
Для удаления карбоната в описываемом способе очистки pH композиции может составлять меньше чем примерно 7,0 и, например, может находиться в диапазоне от примерно 4,0 до примерно 5,0. В случае, когда pH кислой композиции составляет примерно 7,0 или больше, вследствие того, что в части карбоната 1,5-диаминопентана карбонат не удаляется из карбоната 1,5-диаминопентана, 1,5-диаминопентан не превращается в свободную форму при получении основной композиции. Поэтому выделение 1,5-диаминопентана на стадии перегонки может быть затруднено. В результате может снизиться степень извлечения 1,5-диаминопентана.
Стадия корректировки pH (Стадия получения основной композиции)
Затем готовят основную композицию путем добавления основания в не содержащую карбоната кислую композицию.
Значение pH можно корректировать добавлением по меньшей мере одного основания, выбранного из группы, состоящей из следующих: гидроксид натрия, гидроксид кальция, гидроксид магния, гидроксид калия, гидроксид бария и гидроксид аммония, в не содержащий карбоната ферментативный бульон, т.е. в не содержащую карбоната кислую композицию. Например, значение pH можно корректировать добавлением гидроксида натрия. pH основной композиции можно корректировать до значения примерно 12,0 или выше, и, например, можно корректировать до значения от примерно 12,0 до примерно 14,0. В случае если pH основной композиции меньше чем примерно 12,0, вследствие того, что часть 1,5-диаминопентана может присутствовать в виде комбинации с солью, дальнейшее выделение 1,5-диаминопентана перегонкой может быть затруднено. Однако, в случае если pH основной композиции составляет примерно 12,0 или выше, благодаря удалению соли, скомбинированной с 1,5-диаминопентаном в основной композиции, перегонка 1,5-диаминопентана может облегчиться. В результате можно повысить степень извлечения 1,5-диаминопентана.
Стадия выделения
Стадию выделения можно более конкретно разделить на вторую стадию концентрирования (или стадию отгонки) и стадию фракционной перегонки. Однако на самом деле стадию выделения можно проводить непрерывно. Например, стадия фракционной перегонки проиллюстрирована на фиг. 1 и 2.
Вторая стадия концентрирования (Отделение паров и/или конденсата, содержащих 1,5-диаминопентан)
Далее отгонкой выделяют из основной композиции пары и/или конденсат, содержащие 1,5-диаминопентан в качестве основного компонента.
Основную композицию снова вводят в концентратор, и вторую стадию концентрирования можно проводить, например, в вакууме примерно от 10 до 760 мм рт.ст. или примерно от 60 до 200 мм рт.ст. Вторую стадию концентрирования, например, можно проводить в диапазоне температур от примерно 30 до 180°C или примерно от 40 до 120°C.
Пары можно сконденсировать и в виде жидкости вводить в перегонную колонну или напрямую вводить в перегонную колонну без конденсирования. То есть пары можно использовать в последующей стадии фракционной перегонки.
Поскольку pH кубовой жидкости, остающейся в концентраторе, снижается по мере испарения 1,5-диаминопентана из концентратора на второй стадии концентрирования, pH кубовой жидкости можно поддерживать в диапазоне от примерно 12,0 до примерно 14,0 посредством добавления дополнительного количества основания. Также для поддержания кубовой жидкости в состоянии суспензии соотношение твердое вещество/жидкость в суспензии можно поддерживать в диапазоне от примерно 0,1 до примерно 2,0, например от примерно 0,5 до примерно 1,5, непрерывно добавляя дистиллированную воду.
Суспензию, остающуюся после второй стадии концентрирования, можно использовать в качестве побочного продукта в процессе дополнительной очистки. Что касается ферментативного бульона, из которого не были выделены микроорганизмы, то микроорганизмы от него можно отделять добавлением дистиллированной воды для полного растворения суспензии, и затем можно выделять побочный продукт из маточного раствора.
Стадия фракционной перегонки (Выделение высокочистого 1,5-диаминопентана)
Высокочистый 1,5-диаминопентан выделяют из паров и/или конденсата, содержащего 1,5-диаминопентан в качестве основного компонента, получаемого на второй стадии концентрирования.
Вторую стадию концентрирования и стадию перегонки можно проводить в непрерывном режиме. Например, пары, содержащие 1,5-диаминопентан, получаемые в концентрированном виде на второй стадии концентрирования, можно напрямую вводить в среднюю часть перегонной колонны для проведения стадии фракционной перегонки.
Стадию фракционной перегонки, например, можно проводить в вакууме примерно от 10 до 760 мм рт.ст., или ее можно проводить в вакууме примерно от 60 до 200 мм рт.ст. Стадию фракционной перегонки, например, можно проводить в диапазоне температур от примерно 30 до 180°C, или от примерно 40 до 120°C.
Поскольку фракционную перегонку проводят при указанном выше давлении и температуре, воду и аммиак отводят с верхней части перегонной колонны, 1,5-диаминопентан получают из ее нижней части.
1,5-Диаминопентан, выделяемый описанным способом, может иметь степень извлечения примерно 40 вес. % или больше, примерно 60 вес. % или больше, предпочтительно примерно 65 вес. % или больше, более предпочтительно примерно 75 вес. % или больше, еще более предпочтительно примерно 85 вес. % или больше, и наиболее предпочтительно 90,0 вес. % или больше.
Кроме того, 1,5-диаминопентан, выделяемый описанным способом, может характеризоваться чистотой примерно 99,0 вес. % или больше, и степенью извлечения примерно 90,0 вес. % или больше. Чистота означает степень чистоты относительно всех компонентов, за исключением растворителя. Например, растворитель может представлять собой воду.
Способ осуществления настоящего изобретения
Далее настоящее изобретение будет описано более подробно с описанием Примеров и Сравнительных Примеров. Однако описанные далее примеры представлены только для иллюстрации настоящего изобретения, и объем настоящего изобретения не ограничивается только ими.
(Выделение 1,5-диаминопентана)
Пример 1: Способ выделения 1,5-диаминопентана
(Стадия ферментации)
Ферментативный бульон, содержащий L-лизин и его сульфат, готовили посредством выращивания микроорганизмов, и после удаления микроорганизмов из ферментативного бульона карбоксильную группу удаляли из L-лизина ферментативной реакцией, и таким образом получали ферментативный бульон, содержащий 1,5-диаминопентан. В полученном ферментативном бульоне количество 1,5-диаминопентана в форме карбоната составляло примерно 58%, и количество 1,5-диаминопентана в форме сульфата составляло примерно 42%.
(Первая стадия концентрирования)
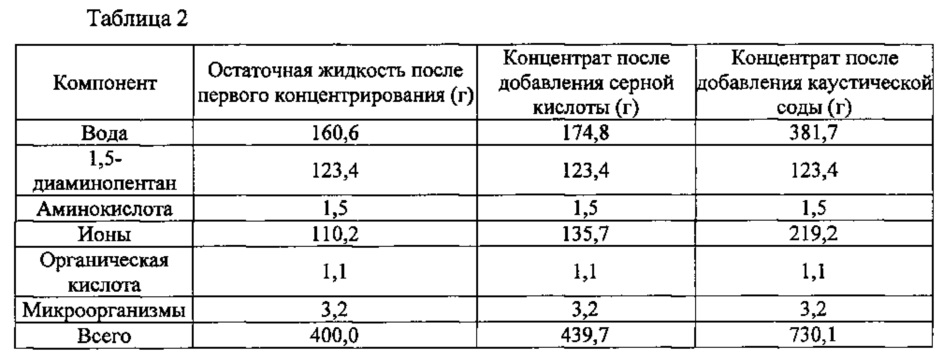
Примерно 1000 г ферментативного бульона, содержащего 1,5-диаминопентан, загружали в 1-литровый концентратор (Eyela) и концентрировали посредством удаления примерно 60% ферментативного бульона, поддерживая температуру паров около 47°C и давление около 80 мм рт.ст. В данном случае количество удаленной сконденсированной воды составило примерно 600 г, и 1,5-диаминопентан не был обнаружен в удаленной сконденсированной воде. Приведенная далее таблица 1 представляет собой таблицу анализа состава до и после первой стадии концентрирования. Содержание 1,5-диаминопентана, аминокислоты, органической кислоты и ионов в приведенной ниже таблице 1 было определено методом высокоэффективной жидкостной хроматографии (ВЭЖХ), а анализ содержания воды был проведен методом Карла Фишера.
(Стадия удаления карбоната)
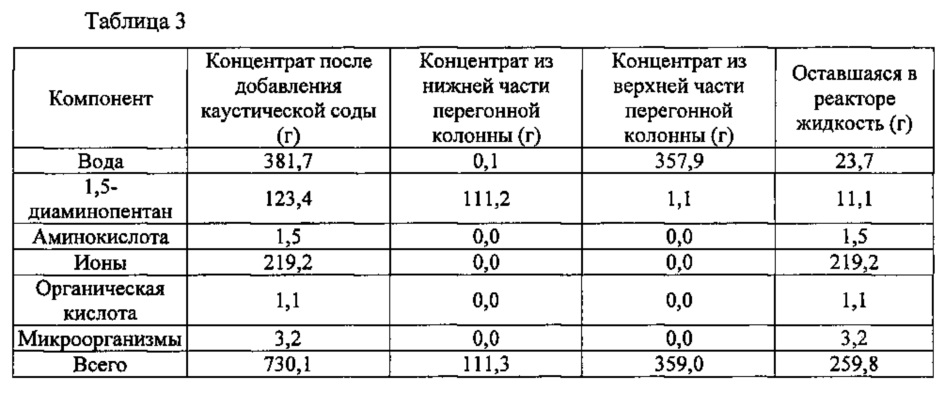
Примерно 70,8 г серной кислоты (чистота 98%) добавляли в примерно 400 г остаточной жидкости после первого концентрирования, для удаления примерно 31,1 г карбоната. Значение pH полученной кислой композиции составило примерно 4,5.
(Стадия корректировки pH)
Значение pH концентрата доводили до примерно 13,4 добавлением примерно 290,4 г каустической соды (50%-ный гидроксид натрия), при мольном соотношении эквивалентов 1,5-диаминопентан/гидроксид натрия около 3, в примерно 439,7 г не содержащего карбоната концентрата.
Приведенная далее таблица 2 представляет собой таблицу анализа состава для стадий удаления карбоната и корректировки pH. Содержание 1,5-диаминопентана, аминокислоты, органической кислоты и ионов в приведенной ниже таблице 2 было определено методом ВЭЖХ, а анализ содержания воды был проведен методом Карла Фишера.
(Стадия выделения: Вторая стадия концентрирования)
Оставшуюся жидкость, в которую была добавлена каустическая сода, загружали в 1-литровый двухоболочечный реактор. Вершина двухоболочечного реактора была соединена с лотковой перегонной колонной на уровне, соответствующем 10-й снизу теоретической тарелке (Aceglass Inc.), при общем числе теоретических тарелок, равном 20. Оставшуюся жидкость далее концентрировали с помощью двухоболочечного реактора при температуре паров от примерно 50°C до примерно 130°C и давлении примерно 80 мм рт.ст. Температура паров в двухоболочечном реакторе сначала поддерживалась на уровне примерно 47°C вследствие испарения воды, а затем повышалась до примерно 113°C при упаривании 1,5-диаминопентана. Пары, содержащие 1,5-диаминопентан в качестве основного компонента, вводили в 20-тарелочную перегонную колонну.
(Стадия выделения: Стадия фракционной перегонки)
Примерно 459 г воды и 1,5-диаминопентана получали из верхней части перегонной колонны при введении паров, содержащих 1,5-диаминопентан в качестве основного компонента, в 20-тарелочную перегонную колонну, примерно 111,2 г 1,5-диаминопентана (ВЭЖХ чистота 99,91 вес. %, исключая воду) получали из нижней части перегонной колонны, и степень извлечения 1,5-диаминопентана составила примерно 90,11 вес. %.
1,5-Диаминопентан подвергали фракционной перегонке с помощью перегонной колонны при температуре паров от примерно 50°C до примерно 113°C и давлении примерно 80 мм рт.ст.
Приведенная далее таблица 3 представляет собой таблицу анализа состава на стадиях корректировки значения pH и выделения. Содержание 1,5-диаминопентана, аминокислоты, органической кислоты и ионов в приведенной ниже таблице 3 было определено методом высокоэффективной жидкостной хроматографии (ВЭЖХ), а анализ содержания воды был проведен методом Карла Фишера.
Степень извлечения 1,5-диаминопентана, полученного из нижней части перегонной колонны, составила примерно 90,2 вес. %.
Пример 2
Выделение 1,5-диаминопентана проводили аналогично Примеру 1, за исключением того, что значение рН концентрата доводили до примерно 13,3 добавлением примерно 242,0 г каустической соды (50%-ный гидроксид натрия) при мольном соотношении эквивалентов 1,5-диаминопентан/гидроксид натрия около 2,5, к примерно 439,7 г не содержащего карбоната концентрата.
Степень извлечения 1,5-диаминопентана, полученного из нижней части перегонной колонны, составила примерно 86,9 вес. %.
Справочный Пример 3
Выделение 1,5-диаминопентана проводили аналогично Примеру 1, за исключением того, что значение рН концентрата доводили до примерно 11,5 добавлением примерно 193,6 г каустической соды (50%-ный гидроксид натрия) при мольном соотношении эквивалентов 1,5-диаминопентан/гидроксид натрия около 2, к примерно 439,7 г не содержащего карбоната концентрата.
Степень извлечения 1,5-диаминопентана, полученного из нижней части перегонной колонны, составила примерно 42,6 вес. %.
Сравнительный Пример 1
Выделение 1,5-диаминопентана проводили аналогично Примеру 1, за исключением того, что значение рН концентрата доводили до примерно 13,8 добавлением примерно 290,4 г каустической соды (50%-ный гидроксид натрия) при мольном соотношении эквивалентов 1,5-диаминопентан/гидроксид натрия около 3 на стадии корректировки рН, без стадии удаления карбоната.
Степень извлечения 1,5-диаминопентана, полученного из нижней части перегонной колонны, составила примерно 63,0 вес. %.
Сравнительный Пример 2
Выделение 1,5-диаминопентана проводили аналогично Примеру 1, за исключением того, что значение рН концентрата доводили до примерно 13,5 добавлением примерно 242,0 г каустической соды (50%-ный гидроксид натрия) при мольном соотношении эквивалентов 1,5-диаминопентан/гидроксид натрия около 2,5 на стадии корректировки рН, без стадии удаления карбоната.
Степень извлечения 1,5-диаминопентана, полученного из нижней части перегонной колонны, составила примерно 61,2 вес. %.
Сравнительный Пример 3
Выделение 1,5-диаминопентана проводили аналогично Примеру 1, за исключением того, что значение рН концентрата доводили до примерно 13,5 добавлением примерно 193,6 г каустической соды (50%-ный гидроксид натрия) при мольном соотношении эквивалентов 1,5-диаминопентан/гидроксид натрия около 2,0 на стадии корректировки рН, без стадии удаления карбоната.
Степень извлечения 1,5-диаминопентана, полученного из нижней части перегонной колонны, составила примерно 30,0 вес. %.
Пример оценки 1
Значения степени извлечения 1,5-диаминопентана, полученные в Примерах 1-3 и в Сравнительных Примерах 1-3, задействованы удаления карбоната из первичного концентрата, и мольные соотношения 1,5-диаминопентан/гидроксид натрия приведены ниже в таблице 4 для оценки разницы в степени извлечения 1,5-диаминопентана в зависимости от того, проводилось или нет удаление карбоната из первичного концентрата, и от изменений мольного соотношения 1,5-диаминопентан/гидроксид натрия.
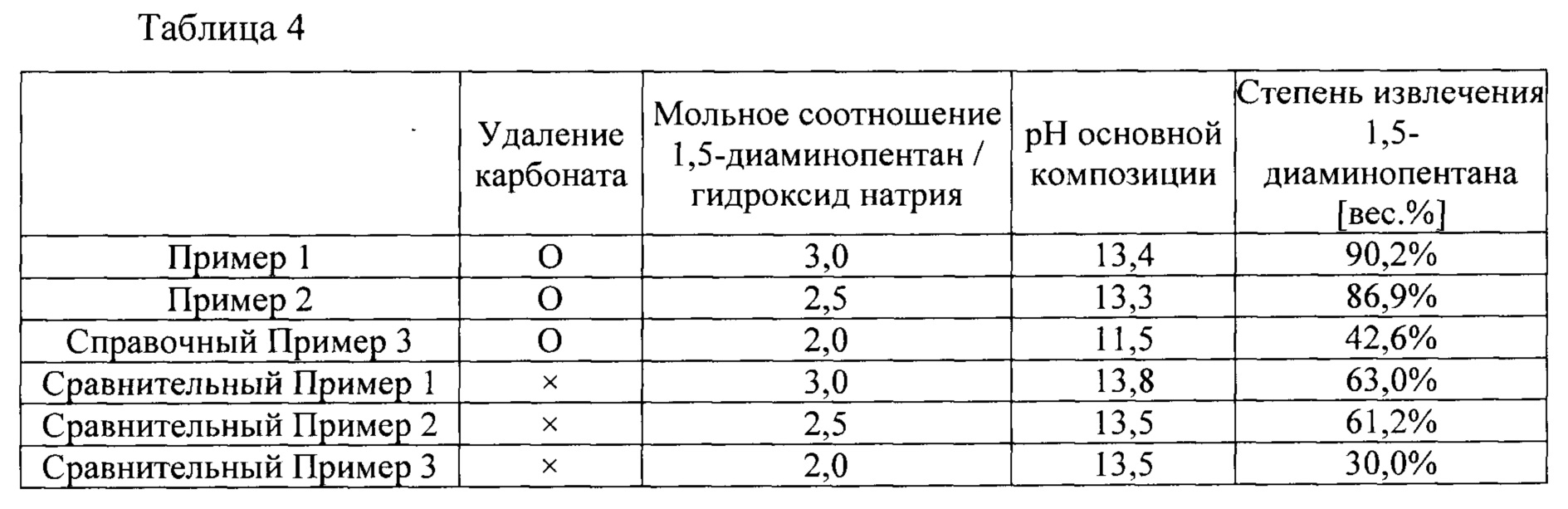
Как показано в таблице 4, степень извлечения 1,5-диаминопентана значительно повышалась при добавлении стадии удаления карбоната.
Хотя настоящее изобретение было раскрыто и описано со ссылкой на иллюстративные варианты его осуществления, следует понимать, что возможны различные изменения в форме и деталях вариантов осуществления, не выходящие за рамки сути и объема нижеследующей формулы изобретения.
Промышленная применимость
В одном аспекте настоящего изобретения высокочистый 1,5-диаминопентан можно получать с высоким выходом путем добавления кислоты в ферментативный бульон, содержащий карбонат 1,5-диаминопентана, для удаления карбоната и последующего добавления в него основания.
Реферат
Изобретение относится к способу очистки 1,5-диаминопентана. Предлагаемый способ включает концентрирование ферментативного бульона, содержащего карбонат 1,5-диаминопентана, добавление кислоты в концентрат ферментативного бульона с получением не содержащей карбоната кислой композиции, имеющей значение рН от 4,0 до менее 7,0, добавление основания в кислую композицию с получением основной композиции, имеющей значение рН от более 12,0 до 14, и выделение 1,5-диаминопентана из основной композиции. Способ позволяет получать высокочистый 1,5-диаминопентан с высокой степенью извлечения. 8 з.п. ф-лы, 4 табл., 2 ил., 7 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ очистки диаминов
Комментарии